
キャリアテープの製造方法
【課題】簡素な形状で、成形が容易に行え、かつ、半導体パッケージを安定的に収納できるキャリアテープの製造方法を提供する。
【解決手段】電子部品9を収容可能な複数の収容凹部2が長手方向に形成されたキャリアテープ1の製造方法であって、シート状のキャリアテープ1に収容凹部2が一定間隔で形成され、収容凹部2の内底面にエラストマからなる独立発泡構造の吸着層4を形成する工程と、送り穴3を打ち抜く工程とを有し、収容凹部2を形成した後にキャリアテープ1を加熱発泡させ、電子部品の端子部を吸着保持する独立発泡構造の空孔4aを有する吸着層4を形成する。
【解決手段】電子部品9を収容可能な複数の収容凹部2が長手方向に形成されたキャリアテープ1の製造方法であって、シート状のキャリアテープ1に収容凹部2が一定間隔で形成され、収容凹部2の内底面にエラストマからなる独立発泡構造の吸着層4を形成する工程と、送り穴3を打ち抜く工程とを有し、収容凹部2を形成した後にキャリアテープ1を加熱発泡させ、電子部品の端子部を吸着保持する独立発泡構造の空孔4aを有する吸着層4を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、電子部品の収容に用いるキャリアテープ、特に、BGA(Ball Grid Array )、μBGA、CSP(Chip Scale Package)、フリップチップやベアチップ等の小型のエリアパッケージ(半導体パッケージ)の収容に適したキャリアテープであって、詳しくは、半導体パッケージ等を吸着保持することができるキャリアテープの製造方法に関する。
【背景技術】
【0002】
上述した半導体パッケージは、パッケージ基板底面に行列状あるいはランダムなマトリックスで配列された複数の端子(ハンダボール等)を有している。このような半導体パッケージは、キャリアテープに収納して搬送する場合に、底面の端子であるハンダボール等がキャリアテープに直接に接触すると、搬送中の振動で擦れてハンダボールが変形したり、削れてハンダボールカスが発生することがある。この結果、この半導体パッケージを用いて回路形成したプリント配線基板等に実装する際にリフロー工程を経て確実に接合できない問題、ハンダボールカスで回路がショートする問題があった。
【0003】
このため、本出願人にあっては、BGA等のエリアパッケージを収容しても底面の端子がキャリアテープに直接に接触することを防止したエンボスキャリアテープを先に特開平8−11930号公報等で提案した。この特開平8−11930号公報には、表面に開口した多数の収容凹部を有し、この収容凹部内の周辺に棚部を形成し、BGA等の半導体パッケージの基板底面周縁を棚部上に載せて収容し、収容凹部の側面に半導体パッケージの基板端面を当接させて位置決めするエンボスキャリアテープが記載されている。
【0004】
また、上述した特開平8−11930号公報のエンボスキャリアテープは、棚部の棚面(上面)に収容凹部側壁側の縁部で溝を形成し、成形状の制約から棚部と側壁部との連続部が円弧面をなすことの不都合を回避している。すなわち、エンボスキャリアテープは、圧空成形、真空成形あるいはプレス成形等により成形するが、成形金型の加工精度の等の制約から棚部の棚面を収容凹部の側壁面に直角に連続させることが難しく、棚部の棚面と側壁面の連続部に円弧面が不可避的に形成される。このため、半導体パッケージを収容凹部内に収容すると、半導体パッケージの基板端面の角部が円弧面に乗り上げて半導体パッケージががたつきを生じるという不具合を招き、ひいては底面の端子がエンボスキャリアテープに接触して上述した問題を生じることがあった。そこで、上述したエンボスキャリアテープは、棚面に形成した溝により円弧面の影響を排除し、半導体パッケージのがたつきを防止している。
【0005】
【特許文献1】特開平8−11930号公報(全明細書,図面全図)
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した特開平8−11930号公報に記載のエンボスキャリアテープにあっても、プレス成形で成形する場合は、雄金型に溝成型用の突条を微細加工しなければならず、成形金型の製造が困難であり、簡素な形状で、成形が容易に行えるキャリアテープの製造方法が望まれている。また、突条によって成形を繰り返すことにより磨耗を生じやすく、金型の耐久性が劣るという問題があった。
【0007】
また、プレス成形を含めた他の成形についても、収容凹部側壁側の縁部での溝形成は、シート厚み、成形時のシート延伸の追随性の影響のため、必ずしも金型で形成した溝に沿った成形が困難であった。特に、最近検討されているμBGA、CSP等の半導体パッケージは、パッケージ外径(基板外形寸法)が小型で、かつ半導体製造メーカが個々に種々の形状を採用するため、個々の半導体メーカ毎に収容凹部形状が異なるエンボスキャリアテープを個別的に用意しなければならず、製造すべき品種が多岐にわたるという問題を生じていた。
【0008】
さらに、近年の半導体パッケージは基板の底面に形成されている端子間のピッチが狭ピッチ化、かつ、多数の端子を形成する傾向にあるため、半導体パッケージの底面に位置する端子も基板外短に近づいて最外側の端子とパッケージ基板外端までの寸法も小さくなるざるを得ず、基板底面周縁を棚部の棚面上に載せて収納する方法も棚部寸法がわずかしかとれないため、収納凹部側壁側の縁部に溝を形成することが極めて困難であるのみならず、棚部の形成自体も棚幅を狭くすることを要求されるため、棚部に半導体パッケージを載せて収納する方法すら困難な状況となっており、簡素な形状で、成形が容易に行えるキャリアテープの製造方法が望まれている。
【0009】
この発明は、上記問題に鑑みてなされたもので、簡素な形状で、成形が容易に行え、かつ、半導体パッケージを安定的に収納できるキャリアテープの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するため、請求項1の発明は、電子部品を収納可能な複数の収納凹部が長手方向に一定間隔で形成されたシート状のキャリアテープの製造方法であって、前記収納凹部に加熱架橋させた独立発泡構造の吸着層を形成することを特徴とするキャリアテープの製造方法であり、また、請求項2の発明は、請求項1に記載のキャリアテープの製造方法において、キャリアテープを送る送り穴を打ち抜く工程を有するとともに、前記吸着層の形成は、前記収納凹部を形成した後にキャリアテープを加熱発泡させる工程により、前記電子部品の端子部を吸着保持する独立発泡構造の空孔を設けることで形成したことを特徴とするキャリアテープの製造方法である。
【0011】
また、請求項3の発明は、請求項1に記載のキャリアテープの製造方法において、前記吸着層の形成は、前記収納凹部を形成した後に、前記収納凹部に空気と攪拌混合して泡状にした発泡剤含有のエマルジョンを塗工して、その後に塗工されたエマルジョンをキャリアテープ共々加熱して架橋させることにより形成したことを特徴とするキャリアテープの製造方法である。
【0012】
また、請求項4の発明は、前記キャリアテープが、発泡エラストマシートからなることを特徴とする請求項1〜3の何れか1項記載のキャリアテープの製造方法である。
【0013】
この発明のキャリアテープの製造方法では、電子部品を収容可能な複数の収容凹部が長手方向に一定間隔で形成され、該収容凹部の内底面にエラストマからなる独立発泡構造の吸着層を電子部品の吸脱着自在に設けたキャリアテープが製造され、前記吸着層がスポンジ型の空孔を有し、該空孔の開口径を1〜150μm、空孔の開口面積を全面積の20〜80%に、硬度(JIS K6253)を1〜50とした。そして、この発明によるキャリアテープは、吸着層をポリウレタン樹脂から形成することができる。
【0014】
キャリアテープは、ポリスチレン系樹脂、ポリ塩化ビニル樹脂、アモルファスポリエチレンテレフタレート(APET)、ポリカーボネートあるいはポリプロピレン樹脂等の熱可塑性樹脂シートを真空成形、圧空成形、圧空プラグアシスト成形あるいはプレス成形等で成形される。このキャリアテープには、多数の収容凹部が長手方向に一定間隔で形成され、また、収容凹部と並行して一側あるいは両側に一定間隔で多数の送り孔が形成される。このキャリアテープは、収容凹部内に電子部品を収容した後、収容凹部の開口側の面にトップカバーテープが貼合される。
【0015】
収容凹部は、JIS C0806に準拠し、キャリアテープの一面に開口し、キャリアテープの長手方向に一定間隔で多数が形成され、内部にμBGAやCPS等のエリアパッケージに代表される電子部品を収容する。この収容凹部は、電子部品の平面視形状と対応した平面視形状、通常は、正方形あるいは長方形状を有し、また、吸着層上面からの深さが少なくとも電子部品の端子を含んだ厚み以上の値、望ましくは、電子部品の厚さに0.1〜0.3mmを加えた値に形成される。そして、この収容凹部は、収容した電子部品の位置決めを側壁面に当接させて行うため、側壁間の寸法等を電子部品外形寸法に対応した値、望ましくは、電子部品の外形寸法およびキャリアテープのバラツキを考慮して電子部品の外形寸法に0.1〜0.3mm程度を加えた値とする。
【0016】
吸着層は、空孔の開口径、開口面積の比率、硬度等が前述した範囲に規定されるが、ハンダボール径が直径300μm程度のCSPに適用する場合は、空孔の開口径を30〜80μm程度とすることが望ましく、また、ハンダボール等の汚染のおそれが少ないポリウレタン樹脂から構成することが望ましい。この吸着層は、キャリアテープの収容凹部の底面に直接に形成、あるいは、基材シートに吸着層を形成した吸着シートもしくは全体が独立発泡構造の発泡エラストマシートを予め形成し、この吸着シートや発泡エラストマシートを収容凹部の底面に接着剤等で貼着して設ける。また、貫通タイプ(連続発泡構造)のシートでも、底面側が収容凹部の底面に密着し、シートの底面側が閉塞していれば問題ない。
【0017】
そして、吸着層を直接に形成する場合の一例を挙げれば、キャリアテープの収容凹部の底面等(吸着層を形成する部分)にプライマ処理やコロナ放電による粗面化処理を施し、この底面に空気と撹拌混合して泡状にした発泡剤含有のアクリル系エマルジョンやポリウレタン系エマルジョン等を所定の厚みに塗工(塗布)し、この後、加熱して架橋させる。
【0018】
また、吸着シートを貼着する場合の一例を挙げれば、吸着シートを次のように成形する。すなわち、ポリエステル樹脂、ポリプロピレン樹脂あるいはポリスチレン樹脂等の基材シートの一面にプライマ処理や粗面化処理を施し、この基材シートの処理面上に空気と撹拌混合して泡状にした発泡剤含有のアクリル系エマルジョンやポリウレタン系エマルジョン等を所定の厚みに塗工(塗布)し、この後、加熱により架橋させて吸着層を形成する。そして、この吸着シートを裁断し、ポリウレタン樹脂系、塩化ビニル−酢酸ビニル共重合体、エチレン−酢酸ビニル共重合体等の接着剤、アクリル系粘着剤、イソプロピレンゴム、スチレンブタジエンゴム等のゴム系エラストマを含むゴム系粘着剤を用いて収容凹部の底面等に接着する。
【0019】
さらに、発泡エラストマシートを貼着する場合の一例を挙げれば、以下のようにして発泡エラストマシートを製造し、この発泡エラストマシートを裁断して上述した接着剤等を用いて収容凹部の底面等に接着する。そして、発泡エラストマシートは、ポリウレタン系樹脂、ポリスチレン系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂等を押出機等で加熱混練して溶融し、発泡剤を添加してシート状に成形する。次いで、この成形されたシートを加熱などにより発泡、重合させた後、裁断して完成する。
【0020】
発泡エラストマシートに用いるポリウレタン系樹脂としてはウレタン結合を有するものが、ポリスチレン系樹脂としてはスチレン等のスチレン系ビニルモノマーを主構成要素とする重合体が、ポリオレフィン系樹脂としてはポリエチレン等、ポリエステル系樹脂としてはポリエチレンテレフタレート等が挙げられ、また、発泡剤としては、炭化水素やアゾジカルボンアミド等の有機系のものが挙げられる。
【発明の効果】
【0021】
以上説明したように、請求項1の発明では、電子部品を収納可能な複数の収納凹部が長手方向に一定間隔で形成されたシート状のキャリアテープの製造方法であって、前記収納凹部に加熱架橋させた独立発泡構造の吸着層を形成することを特徴とするキャリアテープの製造方法であり、また、請求項2の発明では、請求項1に記載のキャリアテープの製造方法において、キャリアテープを送る送り穴を打ち抜く工程を有するとともに、前記吸着層の形成は、前記収納凹部を形成した後にキャリアテープを加熱発泡させる工程により、前記電子部品の端子部を吸着保持する独立発泡構造の空孔を設けることで形成したことを特徴とするキャリアテープの製造方法であるので、電子部品を収容する収容凹部の底面に、電子部品を載置する棚部や溝を形成する必要がなく、独立発泡構造のスポンジ型吸着層を加熱発泡により設け、この吸着層に生じる空孔に電子部品を押圧して負圧より吸着保持する形態であり、製造が容易であり、また、輸送等に際して電子部品が擦れることがなく後のハンダ不良等を引き起こすことを防止でき、収容凹部の形状を簡素化でき、安価かつ容易に製造できる。
【0022】
また、請求項3の発明では、請求項1に記載の発明において、前記収納凹部を形成した後に、前記収納凹部に空気と撹拌混合して泡状にした発泡剤含有のエマルジョンを塗工して、その後に塗工されたエマルジョンを加熱して架橋させて吸着層を形成すること特徴とするキャリアテープの製造方法であるので、製造が容易である利点がある。
【0023】
また、請求項4の発明では、前記キャリアテープが、発泡エラストマシートからなることを特徴とする請求項1〜3の何れかに記載のキャリアテープの製造方法であるので、電子部品をエラストマシートによる発泡層に吸着保持できるキャリアテープの製造が容易である利点がある。
【0024】
また、この発明によるキャリアテープによれば、電子部品を収容する収容凹部の底面に硬度が1〜50のエラストマからなる独立発泡構造のスポンジ型吸着層を設け、この吸着層の空孔に生じる負圧で電子部品を吸着保持するため、輸送等に際して電子部品が擦れることがなく後のハンダ不良等を引き起こすことを防止でき、また、収容凹部の形状を簡素化でき、安価かつ容易に製造できる。
【0025】
また、この発明によるキャリアテープは、表面に収容凹部開口の周り、例えば、幅方向両側に吸着層を設けることで、トップカバーテープも吸着層により吸着保持できるため、トップカバーテープを設ける際に接着剤が不要となり、トップカバーテープの貼合が容易に行える。
【0026】
さらに、この発明にかかるキャリアテープは、収容凹部の底面の吸着層が電子部品(半導体パッケージ)がハンダボール等を吸着保持するため、棚部等を形成する必要がなく、その成形が容易に行える。そして、半導体パッケージはハンダボールが吸着層に吸着されるため、輸送等に際してハンダボール等が擦れることがなく、後のハンダ不良等の発生も防止できる。そして、この発明にかかるキャリアテープは、収容凹部の開口側の面(表面)にも吸着層を設けることで、トップカバーテープを吸着層に吸着させることができ、トップカバーテープを接着剤等で接着する必要がなく、トップカバーテープの張り付けも容易に行える。
【発明を実施するための最良の形態】
【0027】
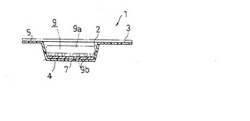
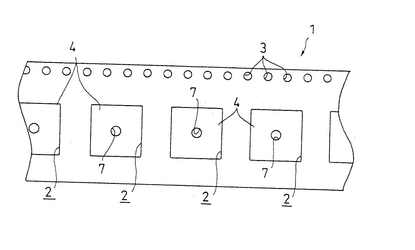
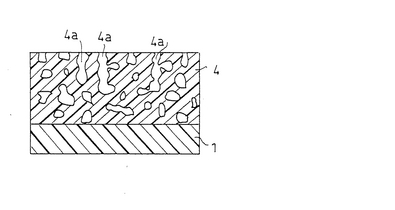
以下、この発明に係るキャリアテープの製造方法の実施の形態を図面を参照して説明する。図1から図4はこの発明に係る一実施形態によるキャリアテープを示し、図1が一部の平面図、図2が同キャリアテープの横断面図、図3が同キャリアテープの一部を拡大した模式断面図、図4が同一部の平面図である。
【0028】
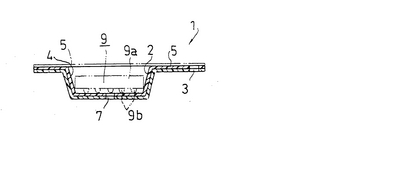
図1,2において、1はキャリアテープを示し、キャリアテープ1には、表面に開口する多数の収容凹部2が長手方向に一定間隔を隔て形成され、また、幅方向一側に表裏を貫通する多数の送り孔3が一定間隔で形成されている。収容凹部2は、略直方体形状を有し、内部にCSP等の半導体パッケージ(電子部品)9を収容する。この収容凹部2は、平面視形状が半導体パッケージ9の平面視形状より若干大きく、側面で半導体パッケージ9を位置決めし、また、後述する吸着層上面からの深さが半導体パッケージ9の厚みより若干大きい。詳細な説明は割愛するが、半導体パッケージ9は、本体9aの底面に複数のハンダボール9bが行列状に突出する。なお、4は吸着層であり、7は収容凹部2の底部に形成された検知孔である。
【0029】
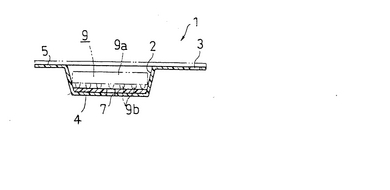
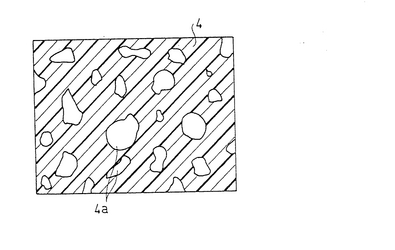
また、図3,4に示すように、収容凹部2の内底面には、スポンジ型の多数の空孔4aを有する独立発泡構造の吸着層4が形成される。吸着層4は、硬度(JIS K6253 タイプD デュロメータを使用)が1〜50程度のポリウレタンエラストマ等からなり、空孔4aの開口径が1〜150μmであって、これら空孔4aが全面積の20〜80%に開口する。なお、5はキャリアテープ1の表面に設けられて収容凹部2の開口を塞ぐトップカバーテープであり、トップカバーテープ5は半導体パッケージ9を収容凹部2内に収容した後に接着剤などで貼着される。
【0030】
この実施の形態にかかるキャリアテープ1にあっては、半導体パッケージ9がテーピング機のピックアンドプレスの吸着ノズル等で把持されてハンダボール9bを吸着層に向けて収容凹部2内に装填される。そして、この装填に際しては、ピックアンドプレスの吸着ノズルは半導体パッケージ9を吸着層4に向けて軽く押圧し、吸着層4を弾性変形させる。このため、半導体パッケージ9は、ハンダボール9bが吸着層4の空孔4aの負圧により吸着保持される。この後、キャリアテープ1は、表面にトップカバーテープ5が貼合されて収容凹部2の開口が閉止され、リール等に巻回される。そして、キャリアテープ1をリール等に巻回した状態で輸送等が行われる。
【0031】
ここで、キャリアテープ1の収容凹部2内に収容された半導体パッケージ9は、ハンダボール9bが吸着層4の空孔4aに生じる負圧で吸着保持される。このため、輸送等に際して、振動が加わってもハンダボール9bとキャリアテープ1が擦れることがなく、後の実装等において接合不良等の発生を防止できる。そして、収容凹部2には棚部等の微細な形状を成形する必要がないため、全体形状が簡素化でき、成形を容易かつ安価に行える。
【0032】
この実施形態によるキャリアテープ1は、以下に述べるように製造される。すなわち、先ず、圧空成形等で収容凹部2を成形し、また、送り孔3と検知孔7を形成し、リールに巻き取る。次いで、リールからキャリアテープ1を引き出して走行させ、この走行するキャリアテープ1の収容凹部2の底面にコロナ放電等で粗面化処理を施した後、収容凹部2の底面に空気と撹拌混合して泡状にした発泡剤含有のポリウレタン系エマルジョンを所定の厚みに塗布する。そして、このキャリアテープ1を変形しない温度で加熱炉内を走行させ、架橋、発泡させて吸着層4を形成する。
【0033】
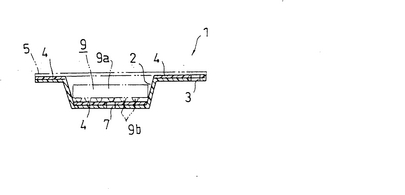
なお、上述した実施の形態によるキャリアテープ1は、収容凹部2の底面にのみ吸着層4を形成するが、図5に示すようにキャリアテープ1の表面全面に吸着層4を形成することも可能であり、また、図6に示すようにキャリアテープ1の収容凹部2の側面を除く全面に吸着層4を形成することも可能である。そして、これらの態様では、トップカバーテープ5を吸着層4に吸着保持させることができるため、トップカバーテープ5の張り付けに接着剤が不要で、その貼合が容易に行える。
【0034】
図7は、この発明の他の実施の形態によるキャリアテープを示し、前述した図2と同様の矢視断面図である。なお、この実施の形態および後述する実施の形態においては、前述した実施の形態と同一の部分には同一の符号を用い、その図示と説明を省略する。
【0035】
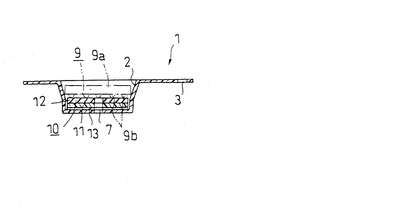
この実施の形態は、基材シート11の一面に吸着層12が積層された吸着シート10を形成し、この吸着シート10をキャリアテープ1の収容凹部2の底面に接着剤13で接着する。吸着シート10の基材シート11がポリエステル樹脂等のシートからなり、接着剤13はエチレン−酢酸ビニル共重合体等の接着剤が用いられる。
【0036】
そして、吸着シート10は、次に述べるようにして製造される。すなわち、先ず、ポリエステル樹脂の基材シート11の一面にプライマ処理や粗面化処理を施し、この基材シート11の処理面に空気と撹拌混合して泡状にした発泡剤含有のアクリル系エマルジョンを所定の厚みに塗工し、加熱により架橋させて吸着層12を形成し、この後に所定の大きさに裁断して完成する。そして、この裁断された吸着シート10を前述した接着剤13でキャリアテープ1の収容凹部2の底面に接着する。
【0037】
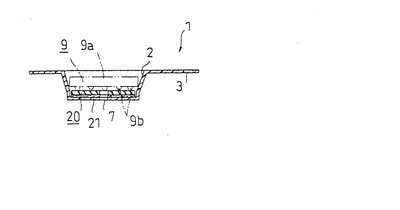
図8はこの発明のまた他の実施の形態によるキャリアテープを示し、前述した図2と同様の矢視断面図である。この実施の形態は、全体が独立発泡構造の発泡エラストマシート(吸着層)20を形成し、この発泡エラストマシート20をキャリアテープ1の収容凹部2の底面に接着剤21で接着する。発泡エラストマシート20はポリスチレン系のエラストマ等からなり、また、接着剤21は上述した実施の形態の接着剤13と同様の接着剤が用いられる。
【0038】
そして、発泡エラストマシート20は、以下のようにして製造される。すなわち、先ず、ポリオレフィン系樹脂等を押出機により加熱混練して溶融させ、溶融した樹脂中に発泡剤を添加し、シート状に押し出し成形する。次いで、この押出成形されたシートを加熱して発泡させ、この後に裁断して発泡エラストマシート20が完成する。そして、この裁断された発泡エラストマシートをキャリアテープ1の収容凹部2の底面に接着剤21で接着する。
【0039】
上述した図7に示す形態にあっても半導体パッケージ9は、ハンダボール9bが吸着シート10の吸着層12により吸着保持され、また、図8の形態にあっても発泡エラストマシート20によりハンダボール9bが吸着保持される。このため、輸送等に際して、ハンダボール9bの擦れ等が防止できる。
【0040】
なお、図7,8の形態にあっても、キャリアテープ1の表面の収容凹部2の開口の周りに吸着シート10や発泡エラストマシート20を貼合し、これらシート10,20にトップカバーテープ5を吸着保持するように構成することも可能である。
【0041】
また、この発明では、キャリアテープ1の全体を上述した発泡エラストマシート20により構成することも可能である。そして、キャリアテープ1の全体を発泡エラストマシート20により構成する場合は、押出機により押出成形されたシートにプレス成形等により収容凹部2を形成した後、加熱して発泡させ、次いで、送り孔3等を打ち抜いて形成する。
【産業上の利用可能性】
【0042】
この発明の活用例としては、電子部品を収納し搬送に使用するキャリアテープに利用することができる。
【図面の簡単な説明】
【0043】
【図1】この発明の一実施形態によるキャリアテープの一部の平面図である。
【図2】同キャリアテープの横断面図である。
【図3】同キャリアテープの要部を拡大した模式断面図である。
【図4】同要部を拡大した模式平面図である。
【図5】同キャリアテープの他の態様を示す横断面図である。
【図6】同キャリアテープのまた他の態様を示す横断面図である。
【図7】この発明の他の実施形態によるキャリアテープの横断面図である。
【図8】この発明のまた他の実施形態によるキャリアテープの横断面図である。
【符号の説明】
【0044】
1 キャリアテープ
2 収容凹部
3 送り孔
4 吸着層
4a 空孔
5 トップカバーテープ
7 検知孔
9 半導体パッケージ(電子部品)
9b ハンダボール(端子)
10 吸着シート
11 吸着層
13 接着剤
20 発泡エラストマシート
21 接着剤
【技術分野】
【0001】
この発明は、電子部品の収容に用いるキャリアテープ、特に、BGA(Ball Grid Array )、μBGA、CSP(Chip Scale Package)、フリップチップやベアチップ等の小型のエリアパッケージ(半導体パッケージ)の収容に適したキャリアテープであって、詳しくは、半導体パッケージ等を吸着保持することができるキャリアテープの製造方法に関する。
【背景技術】
【0002】
上述した半導体パッケージは、パッケージ基板底面に行列状あるいはランダムなマトリックスで配列された複数の端子(ハンダボール等)を有している。このような半導体パッケージは、キャリアテープに収納して搬送する場合に、底面の端子であるハンダボール等がキャリアテープに直接に接触すると、搬送中の振動で擦れてハンダボールが変形したり、削れてハンダボールカスが発生することがある。この結果、この半導体パッケージを用いて回路形成したプリント配線基板等に実装する際にリフロー工程を経て確実に接合できない問題、ハンダボールカスで回路がショートする問題があった。
【0003】
このため、本出願人にあっては、BGA等のエリアパッケージを収容しても底面の端子がキャリアテープに直接に接触することを防止したエンボスキャリアテープを先に特開平8−11930号公報等で提案した。この特開平8−11930号公報には、表面に開口した多数の収容凹部を有し、この収容凹部内の周辺に棚部を形成し、BGA等の半導体パッケージの基板底面周縁を棚部上に載せて収容し、収容凹部の側面に半導体パッケージの基板端面を当接させて位置決めするエンボスキャリアテープが記載されている。
【0004】
また、上述した特開平8−11930号公報のエンボスキャリアテープは、棚部の棚面(上面)に収容凹部側壁側の縁部で溝を形成し、成形状の制約から棚部と側壁部との連続部が円弧面をなすことの不都合を回避している。すなわち、エンボスキャリアテープは、圧空成形、真空成形あるいはプレス成形等により成形するが、成形金型の加工精度の等の制約から棚部の棚面を収容凹部の側壁面に直角に連続させることが難しく、棚部の棚面と側壁面の連続部に円弧面が不可避的に形成される。このため、半導体パッケージを収容凹部内に収容すると、半導体パッケージの基板端面の角部が円弧面に乗り上げて半導体パッケージががたつきを生じるという不具合を招き、ひいては底面の端子がエンボスキャリアテープに接触して上述した問題を生じることがあった。そこで、上述したエンボスキャリアテープは、棚面に形成した溝により円弧面の影響を排除し、半導体パッケージのがたつきを防止している。
【0005】
【特許文献1】特開平8−11930号公報(全明細書,図面全図)
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した特開平8−11930号公報に記載のエンボスキャリアテープにあっても、プレス成形で成形する場合は、雄金型に溝成型用の突条を微細加工しなければならず、成形金型の製造が困難であり、簡素な形状で、成形が容易に行えるキャリアテープの製造方法が望まれている。また、突条によって成形を繰り返すことにより磨耗を生じやすく、金型の耐久性が劣るという問題があった。
【0007】
また、プレス成形を含めた他の成形についても、収容凹部側壁側の縁部での溝形成は、シート厚み、成形時のシート延伸の追随性の影響のため、必ずしも金型で形成した溝に沿った成形が困難であった。特に、最近検討されているμBGA、CSP等の半導体パッケージは、パッケージ外径(基板外形寸法)が小型で、かつ半導体製造メーカが個々に種々の形状を採用するため、個々の半導体メーカ毎に収容凹部形状が異なるエンボスキャリアテープを個別的に用意しなければならず、製造すべき品種が多岐にわたるという問題を生じていた。
【0008】
さらに、近年の半導体パッケージは基板の底面に形成されている端子間のピッチが狭ピッチ化、かつ、多数の端子を形成する傾向にあるため、半導体パッケージの底面に位置する端子も基板外短に近づいて最外側の端子とパッケージ基板外端までの寸法も小さくなるざるを得ず、基板底面周縁を棚部の棚面上に載せて収納する方法も棚部寸法がわずかしかとれないため、収納凹部側壁側の縁部に溝を形成することが極めて困難であるのみならず、棚部の形成自体も棚幅を狭くすることを要求されるため、棚部に半導体パッケージを載せて収納する方法すら困難な状況となっており、簡素な形状で、成形が容易に行えるキャリアテープの製造方法が望まれている。
【0009】
この発明は、上記問題に鑑みてなされたもので、簡素な形状で、成形が容易に行え、かつ、半導体パッケージを安定的に収納できるキャリアテープの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するため、請求項1の発明は、電子部品を収納可能な複数の収納凹部が長手方向に一定間隔で形成されたシート状のキャリアテープの製造方法であって、前記収納凹部に加熱架橋させた独立発泡構造の吸着層を形成することを特徴とするキャリアテープの製造方法であり、また、請求項2の発明は、請求項1に記載のキャリアテープの製造方法において、キャリアテープを送る送り穴を打ち抜く工程を有するとともに、前記吸着層の形成は、前記収納凹部を形成した後にキャリアテープを加熱発泡させる工程により、前記電子部品の端子部を吸着保持する独立発泡構造の空孔を設けることで形成したことを特徴とするキャリアテープの製造方法である。
【0011】
また、請求項3の発明は、請求項1に記載のキャリアテープの製造方法において、前記吸着層の形成は、前記収納凹部を形成した後に、前記収納凹部に空気と攪拌混合して泡状にした発泡剤含有のエマルジョンを塗工して、その後に塗工されたエマルジョンをキャリアテープ共々加熱して架橋させることにより形成したことを特徴とするキャリアテープの製造方法である。
【0012】
また、請求項4の発明は、前記キャリアテープが、発泡エラストマシートからなることを特徴とする請求項1〜3の何れか1項記載のキャリアテープの製造方法である。
【0013】
この発明のキャリアテープの製造方法では、電子部品を収容可能な複数の収容凹部が長手方向に一定間隔で形成され、該収容凹部の内底面にエラストマからなる独立発泡構造の吸着層を電子部品の吸脱着自在に設けたキャリアテープが製造され、前記吸着層がスポンジ型の空孔を有し、該空孔の開口径を1〜150μm、空孔の開口面積を全面積の20〜80%に、硬度(JIS K6253)を1〜50とした。そして、この発明によるキャリアテープは、吸着層をポリウレタン樹脂から形成することができる。
【0014】
キャリアテープは、ポリスチレン系樹脂、ポリ塩化ビニル樹脂、アモルファスポリエチレンテレフタレート(APET)、ポリカーボネートあるいはポリプロピレン樹脂等の熱可塑性樹脂シートを真空成形、圧空成形、圧空プラグアシスト成形あるいはプレス成形等で成形される。このキャリアテープには、多数の収容凹部が長手方向に一定間隔で形成され、また、収容凹部と並行して一側あるいは両側に一定間隔で多数の送り孔が形成される。このキャリアテープは、収容凹部内に電子部品を収容した後、収容凹部の開口側の面にトップカバーテープが貼合される。
【0015】
収容凹部は、JIS C0806に準拠し、キャリアテープの一面に開口し、キャリアテープの長手方向に一定間隔で多数が形成され、内部にμBGAやCPS等のエリアパッケージに代表される電子部品を収容する。この収容凹部は、電子部品の平面視形状と対応した平面視形状、通常は、正方形あるいは長方形状を有し、また、吸着層上面からの深さが少なくとも電子部品の端子を含んだ厚み以上の値、望ましくは、電子部品の厚さに0.1〜0.3mmを加えた値に形成される。そして、この収容凹部は、収容した電子部品の位置決めを側壁面に当接させて行うため、側壁間の寸法等を電子部品外形寸法に対応した値、望ましくは、電子部品の外形寸法およびキャリアテープのバラツキを考慮して電子部品の外形寸法に0.1〜0.3mm程度を加えた値とする。
【0016】
吸着層は、空孔の開口径、開口面積の比率、硬度等が前述した範囲に規定されるが、ハンダボール径が直径300μm程度のCSPに適用する場合は、空孔の開口径を30〜80μm程度とすることが望ましく、また、ハンダボール等の汚染のおそれが少ないポリウレタン樹脂から構成することが望ましい。この吸着層は、キャリアテープの収容凹部の底面に直接に形成、あるいは、基材シートに吸着層を形成した吸着シートもしくは全体が独立発泡構造の発泡エラストマシートを予め形成し、この吸着シートや発泡エラストマシートを収容凹部の底面に接着剤等で貼着して設ける。また、貫通タイプ(連続発泡構造)のシートでも、底面側が収容凹部の底面に密着し、シートの底面側が閉塞していれば問題ない。
【0017】
そして、吸着層を直接に形成する場合の一例を挙げれば、キャリアテープの収容凹部の底面等(吸着層を形成する部分)にプライマ処理やコロナ放電による粗面化処理を施し、この底面に空気と撹拌混合して泡状にした発泡剤含有のアクリル系エマルジョンやポリウレタン系エマルジョン等を所定の厚みに塗工(塗布)し、この後、加熱して架橋させる。
【0018】
また、吸着シートを貼着する場合の一例を挙げれば、吸着シートを次のように成形する。すなわち、ポリエステル樹脂、ポリプロピレン樹脂あるいはポリスチレン樹脂等の基材シートの一面にプライマ処理や粗面化処理を施し、この基材シートの処理面上に空気と撹拌混合して泡状にした発泡剤含有のアクリル系エマルジョンやポリウレタン系エマルジョン等を所定の厚みに塗工(塗布)し、この後、加熱により架橋させて吸着層を形成する。そして、この吸着シートを裁断し、ポリウレタン樹脂系、塩化ビニル−酢酸ビニル共重合体、エチレン−酢酸ビニル共重合体等の接着剤、アクリル系粘着剤、イソプロピレンゴム、スチレンブタジエンゴム等のゴム系エラストマを含むゴム系粘着剤を用いて収容凹部の底面等に接着する。
【0019】
さらに、発泡エラストマシートを貼着する場合の一例を挙げれば、以下のようにして発泡エラストマシートを製造し、この発泡エラストマシートを裁断して上述した接着剤等を用いて収容凹部の底面等に接着する。そして、発泡エラストマシートは、ポリウレタン系樹脂、ポリスチレン系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂等を押出機等で加熱混練して溶融し、発泡剤を添加してシート状に成形する。次いで、この成形されたシートを加熱などにより発泡、重合させた後、裁断して完成する。
【0020】
発泡エラストマシートに用いるポリウレタン系樹脂としてはウレタン結合を有するものが、ポリスチレン系樹脂としてはスチレン等のスチレン系ビニルモノマーを主構成要素とする重合体が、ポリオレフィン系樹脂としてはポリエチレン等、ポリエステル系樹脂としてはポリエチレンテレフタレート等が挙げられ、また、発泡剤としては、炭化水素やアゾジカルボンアミド等の有機系のものが挙げられる。
【発明の効果】
【0021】
以上説明したように、請求項1の発明では、電子部品を収納可能な複数の収納凹部が長手方向に一定間隔で形成されたシート状のキャリアテープの製造方法であって、前記収納凹部に加熱架橋させた独立発泡構造の吸着層を形成することを特徴とするキャリアテープの製造方法であり、また、請求項2の発明では、請求項1に記載のキャリアテープの製造方法において、キャリアテープを送る送り穴を打ち抜く工程を有するとともに、前記吸着層の形成は、前記収納凹部を形成した後にキャリアテープを加熱発泡させる工程により、前記電子部品の端子部を吸着保持する独立発泡構造の空孔を設けることで形成したことを特徴とするキャリアテープの製造方法であるので、電子部品を収容する収容凹部の底面に、電子部品を載置する棚部や溝を形成する必要がなく、独立発泡構造のスポンジ型吸着層を加熱発泡により設け、この吸着層に生じる空孔に電子部品を押圧して負圧より吸着保持する形態であり、製造が容易であり、また、輸送等に際して電子部品が擦れることがなく後のハンダ不良等を引き起こすことを防止でき、収容凹部の形状を簡素化でき、安価かつ容易に製造できる。
【0022】
また、請求項3の発明では、請求項1に記載の発明において、前記収納凹部を形成した後に、前記収納凹部に空気と撹拌混合して泡状にした発泡剤含有のエマルジョンを塗工して、その後に塗工されたエマルジョンを加熱して架橋させて吸着層を形成すること特徴とするキャリアテープの製造方法であるので、製造が容易である利点がある。
【0023】
また、請求項4の発明では、前記キャリアテープが、発泡エラストマシートからなることを特徴とする請求項1〜3の何れかに記載のキャリアテープの製造方法であるので、電子部品をエラストマシートによる発泡層に吸着保持できるキャリアテープの製造が容易である利点がある。
【0024】
また、この発明によるキャリアテープによれば、電子部品を収容する収容凹部の底面に硬度が1〜50のエラストマからなる独立発泡構造のスポンジ型吸着層を設け、この吸着層の空孔に生じる負圧で電子部品を吸着保持するため、輸送等に際して電子部品が擦れることがなく後のハンダ不良等を引き起こすことを防止でき、また、収容凹部の形状を簡素化でき、安価かつ容易に製造できる。
【0025】
また、この発明によるキャリアテープは、表面に収容凹部開口の周り、例えば、幅方向両側に吸着層を設けることで、トップカバーテープも吸着層により吸着保持できるため、トップカバーテープを設ける際に接着剤が不要となり、トップカバーテープの貼合が容易に行える。
【0026】
さらに、この発明にかかるキャリアテープは、収容凹部の底面の吸着層が電子部品(半導体パッケージ)がハンダボール等を吸着保持するため、棚部等を形成する必要がなく、その成形が容易に行える。そして、半導体パッケージはハンダボールが吸着層に吸着されるため、輸送等に際してハンダボール等が擦れることがなく、後のハンダ不良等の発生も防止できる。そして、この発明にかかるキャリアテープは、収容凹部の開口側の面(表面)にも吸着層を設けることで、トップカバーテープを吸着層に吸着させることができ、トップカバーテープを接着剤等で接着する必要がなく、トップカバーテープの張り付けも容易に行える。
【発明を実施するための最良の形態】
【0027】
以下、この発明に係るキャリアテープの製造方法の実施の形態を図面を参照して説明する。図1から図4はこの発明に係る一実施形態によるキャリアテープを示し、図1が一部の平面図、図2が同キャリアテープの横断面図、図3が同キャリアテープの一部を拡大した模式断面図、図4が同一部の平面図である。
【0028】
図1,2において、1はキャリアテープを示し、キャリアテープ1には、表面に開口する多数の収容凹部2が長手方向に一定間隔を隔て形成され、また、幅方向一側に表裏を貫通する多数の送り孔3が一定間隔で形成されている。収容凹部2は、略直方体形状を有し、内部にCSP等の半導体パッケージ(電子部品)9を収容する。この収容凹部2は、平面視形状が半導体パッケージ9の平面視形状より若干大きく、側面で半導体パッケージ9を位置決めし、また、後述する吸着層上面からの深さが半導体パッケージ9の厚みより若干大きい。詳細な説明は割愛するが、半導体パッケージ9は、本体9aの底面に複数のハンダボール9bが行列状に突出する。なお、4は吸着層であり、7は収容凹部2の底部に形成された検知孔である。
【0029】
また、図3,4に示すように、収容凹部2の内底面には、スポンジ型の多数の空孔4aを有する独立発泡構造の吸着層4が形成される。吸着層4は、硬度(JIS K6253 タイプD デュロメータを使用)が1〜50程度のポリウレタンエラストマ等からなり、空孔4aの開口径が1〜150μmであって、これら空孔4aが全面積の20〜80%に開口する。なお、5はキャリアテープ1の表面に設けられて収容凹部2の開口を塞ぐトップカバーテープであり、トップカバーテープ5は半導体パッケージ9を収容凹部2内に収容した後に接着剤などで貼着される。
【0030】
この実施の形態にかかるキャリアテープ1にあっては、半導体パッケージ9がテーピング機のピックアンドプレスの吸着ノズル等で把持されてハンダボール9bを吸着層に向けて収容凹部2内に装填される。そして、この装填に際しては、ピックアンドプレスの吸着ノズルは半導体パッケージ9を吸着層4に向けて軽く押圧し、吸着層4を弾性変形させる。このため、半導体パッケージ9は、ハンダボール9bが吸着層4の空孔4aの負圧により吸着保持される。この後、キャリアテープ1は、表面にトップカバーテープ5が貼合されて収容凹部2の開口が閉止され、リール等に巻回される。そして、キャリアテープ1をリール等に巻回した状態で輸送等が行われる。
【0031】
ここで、キャリアテープ1の収容凹部2内に収容された半導体パッケージ9は、ハンダボール9bが吸着層4の空孔4aに生じる負圧で吸着保持される。このため、輸送等に際して、振動が加わってもハンダボール9bとキャリアテープ1が擦れることがなく、後の実装等において接合不良等の発生を防止できる。そして、収容凹部2には棚部等の微細な形状を成形する必要がないため、全体形状が簡素化でき、成形を容易かつ安価に行える。
【0032】
この実施形態によるキャリアテープ1は、以下に述べるように製造される。すなわち、先ず、圧空成形等で収容凹部2を成形し、また、送り孔3と検知孔7を形成し、リールに巻き取る。次いで、リールからキャリアテープ1を引き出して走行させ、この走行するキャリアテープ1の収容凹部2の底面にコロナ放電等で粗面化処理を施した後、収容凹部2の底面に空気と撹拌混合して泡状にした発泡剤含有のポリウレタン系エマルジョンを所定の厚みに塗布する。そして、このキャリアテープ1を変形しない温度で加熱炉内を走行させ、架橋、発泡させて吸着層4を形成する。
【0033】
なお、上述した実施の形態によるキャリアテープ1は、収容凹部2の底面にのみ吸着層4を形成するが、図5に示すようにキャリアテープ1の表面全面に吸着層4を形成することも可能であり、また、図6に示すようにキャリアテープ1の収容凹部2の側面を除く全面に吸着層4を形成することも可能である。そして、これらの態様では、トップカバーテープ5を吸着層4に吸着保持させることができるため、トップカバーテープ5の張り付けに接着剤が不要で、その貼合が容易に行える。
【0034】
図7は、この発明の他の実施の形態によるキャリアテープを示し、前述した図2と同様の矢視断面図である。なお、この実施の形態および後述する実施の形態においては、前述した実施の形態と同一の部分には同一の符号を用い、その図示と説明を省略する。
【0035】
この実施の形態は、基材シート11の一面に吸着層12が積層された吸着シート10を形成し、この吸着シート10をキャリアテープ1の収容凹部2の底面に接着剤13で接着する。吸着シート10の基材シート11がポリエステル樹脂等のシートからなり、接着剤13はエチレン−酢酸ビニル共重合体等の接着剤が用いられる。
【0036】
そして、吸着シート10は、次に述べるようにして製造される。すなわち、先ず、ポリエステル樹脂の基材シート11の一面にプライマ処理や粗面化処理を施し、この基材シート11の処理面に空気と撹拌混合して泡状にした発泡剤含有のアクリル系エマルジョンを所定の厚みに塗工し、加熱により架橋させて吸着層12を形成し、この後に所定の大きさに裁断して完成する。そして、この裁断された吸着シート10を前述した接着剤13でキャリアテープ1の収容凹部2の底面に接着する。
【0037】
図8はこの発明のまた他の実施の形態によるキャリアテープを示し、前述した図2と同様の矢視断面図である。この実施の形態は、全体が独立発泡構造の発泡エラストマシート(吸着層)20を形成し、この発泡エラストマシート20をキャリアテープ1の収容凹部2の底面に接着剤21で接着する。発泡エラストマシート20はポリスチレン系のエラストマ等からなり、また、接着剤21は上述した実施の形態の接着剤13と同様の接着剤が用いられる。
【0038】
そして、発泡エラストマシート20は、以下のようにして製造される。すなわち、先ず、ポリオレフィン系樹脂等を押出機により加熱混練して溶融させ、溶融した樹脂中に発泡剤を添加し、シート状に押し出し成形する。次いで、この押出成形されたシートを加熱して発泡させ、この後に裁断して発泡エラストマシート20が完成する。そして、この裁断された発泡エラストマシートをキャリアテープ1の収容凹部2の底面に接着剤21で接着する。
【0039】
上述した図7に示す形態にあっても半導体パッケージ9は、ハンダボール9bが吸着シート10の吸着層12により吸着保持され、また、図8の形態にあっても発泡エラストマシート20によりハンダボール9bが吸着保持される。このため、輸送等に際して、ハンダボール9bの擦れ等が防止できる。
【0040】
なお、図7,8の形態にあっても、キャリアテープ1の表面の収容凹部2の開口の周りに吸着シート10や発泡エラストマシート20を貼合し、これらシート10,20にトップカバーテープ5を吸着保持するように構成することも可能である。
【0041】
また、この発明では、キャリアテープ1の全体を上述した発泡エラストマシート20により構成することも可能である。そして、キャリアテープ1の全体を発泡エラストマシート20により構成する場合は、押出機により押出成形されたシートにプレス成形等により収容凹部2を形成した後、加熱して発泡させ、次いで、送り孔3等を打ち抜いて形成する。
【産業上の利用可能性】
【0042】
この発明の活用例としては、電子部品を収納し搬送に使用するキャリアテープに利用することができる。
【図面の簡単な説明】
【0043】
【図1】この発明の一実施形態によるキャリアテープの一部の平面図である。
【図2】同キャリアテープの横断面図である。
【図3】同キャリアテープの要部を拡大した模式断面図である。
【図4】同要部を拡大した模式平面図である。
【図5】同キャリアテープの他の態様を示す横断面図である。
【図6】同キャリアテープのまた他の態様を示す横断面図である。
【図7】この発明の他の実施形態によるキャリアテープの横断面図である。
【図8】この発明のまた他の実施形態によるキャリアテープの横断面図である。
【符号の説明】
【0044】
1 キャリアテープ
2 収容凹部
3 送り孔
4 吸着層
4a 空孔
5 トップカバーテープ
7 検知孔
9 半導体パッケージ(電子部品)
9b ハンダボール(端子)
10 吸着シート
11 吸着層
13 接着剤
20 発泡エラストマシート
21 接着剤
【特許請求の範囲】
【請求項1】
電子部品を収納可能な複数の収納凹部が長手方向に一定間隔で形成されたシート状のキャリアテープの製造方法であって、前記収納凹部に加熱架橋させた独立発泡構造の吸着層を形成することを特徴とするキャリアテープの製造方法。
【請求項2】
請求項1に記載のキャリアテープの製造方法において、
キャリアテープを送る送り穴を打ち抜く工程を有するとともに、前記吸着層の形成は、前記収納凹部を形成した後にキャリアテープを加熱発泡させる工程により、前記電子部品の端子部を吸着保持する独立発泡構造の空孔を設けることで形成したことを特徴とするキャリアテープの製造方法。
【請求項3】
請求項1に記載のキャリアテープの製造方法において、
前記吸着層の形成は、前記収納凹部を形成した後に、前記収納凹部に空気と攪拌混合して泡状にした発泡剤含有のエマルジョンを塗工して、その後に塗工されたエマルジョンをキャリアテープ共々加熱して架橋させることにより形成したことを特徴とするキャリアテープの製造方法。
【請求項4】
前記キャリアテープが、発泡エラストマシートからなることを特徴とする請求項1〜3の何れか1項記載のキャリアテープの製造方法。
【請求項1】
電子部品を収納可能な複数の収納凹部が長手方向に一定間隔で形成されたシート状のキャリアテープの製造方法であって、前記収納凹部に加熱架橋させた独立発泡構造の吸着層を形成することを特徴とするキャリアテープの製造方法。
【請求項2】
請求項1に記載のキャリアテープの製造方法において、
キャリアテープを送る送り穴を打ち抜く工程を有するとともに、前記吸着層の形成は、前記収納凹部を形成した後にキャリアテープを加熱発泡させる工程により、前記電子部品の端子部を吸着保持する独立発泡構造の空孔を設けることで形成したことを特徴とするキャリアテープの製造方法。
【請求項3】
請求項1に記載のキャリアテープの製造方法において、
前記吸着層の形成は、前記収納凹部を形成した後に、前記収納凹部に空気と攪拌混合して泡状にした発泡剤含有のエマルジョンを塗工して、その後に塗工されたエマルジョンをキャリアテープ共々加熱して架橋させることにより形成したことを特徴とするキャリアテープの製造方法。
【請求項4】
前記キャリアテープが、発泡エラストマシートからなることを特徴とする請求項1〜3の何れか1項記載のキャリアテープの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2006−315766(P2006−315766A)
【公開日】平成18年11月24日(2006.11.24)
【国際特許分類】
【出願番号】特願2006−174165(P2006−174165)
【出願日】平成18年6月23日(2006.6.23)
【分割の表示】特願平8−340398の分割
【原出願日】平成8年12月6日(1996.12.6)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成18年11月24日(2006.11.24)
【国際特許分類】
【出願日】平成18年6月23日(2006.6.23)
【分割の表示】特願平8−340398の分割
【原出願日】平成8年12月6日(1996.12.6)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]