
キャリアテープ製造装置

【課題】本発明は、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃が破損しにくい櫛形のパンチを備えるキャリアテープ製造装置を提供する。
【解決手段】本発明に係るキャリアテープ製造装置は、基材の表面に、電子部品を収納するための複数の凹部を形成するパンチ21を有する上型と、基材を載置し、上型と嵌合して基材を圧縮成形する下型とを備えている。パンチ21は、一列に並んだ複数の櫛刃26を有し、矢印Aの方向の先頭に位置する櫛刃26aは、他の櫛刃26より、少なくとも櫛刃26の根元の断面積を大きくしてある。
【解決手段】本発明に係るキャリアテープ製造装置は、基材の表面に、電子部品を収納するための複数の凹部を形成するパンチ21を有する上型と、基材を載置し、上型と嵌合して基材を圧縮成形する下型とを備えている。パンチ21は、一列に並んだ複数の櫛刃26を有し、矢印Aの方向の先頭に位置する櫛刃26aは、他の櫛刃26より、少なくとも櫛刃26の根元の断面積を大きくしてある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、キャリアテープ製造装置に関し、特に、搬送される帯状の基材を圧縮成形して電子部品を収納するための凹部を備えるキャリアテープを製造するキャリアテープ製造装置に関する。
【背景技術】
【0002】
電子部品を回路基板に実装する装置では、電子部品を容易に供給するために電子部品を収納したキャリアテープを用いている。特許文献1には、従来のキャリアテープ製造装置が開示されている。
【0003】
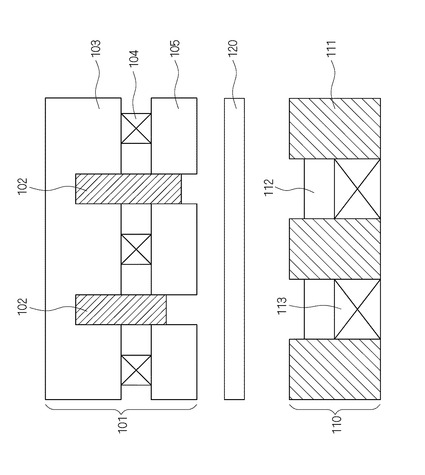
特許文献1では、電子部品を収納するための複数の凹部を形成するパンチを有する上型と、パンチと対応する位置にバンパーを有する下型とで搬送される帯状の基材を圧縮成形してキャリアテープを製造する装置が開示されている。図9は、従来のキャリアテープ製造装置の上型及び下型を正面から見たときの断面図である。図9に示す上型101は、複数のパンチ102、該パンチ102を保持するパンチホルダ103、スプリング104を介してパンチホルダ103に接続されたストリッパプレート105を備えている。下型110は、ダイプレート111、パンチ102と対応する位置に設けた複数のバンパー112、該バンパー112を支えるスプリング113を備えている。上型101と下型110とで搬送される帯状の基材120を圧縮成形して、電子部品を収納するための複数の凹部を備えるキャリアテープを製造することができる。
【0004】
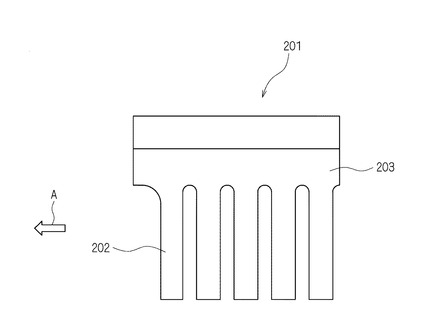
図9に示す従来のキャリアテープ製造装置の上型101及び下型110では、一つの凹部を形成するために一つのパンチ102が必要となるため、複数の凹部を形成する場合、複数のパンチ102をパンチホルダ103に保持する必要があった。しかし、複数のパンチ102をパンチホルダ103に保持する場合、パンチホルダ103へのパンチ102の取り付け作業、及び取り外し作業が煩雑になる。そこで、一列に並んだ複数の櫛刃を有し、一本の櫛刃が一つの凹部に対応するような櫛形のパンチをパンチホルダに保持することで、一つの櫛形のパンチで複数の凹部を形成することができる。図10は、従来のキャリアテープ製造装置に用いるパンチの正面図である。図10に示すパンチ201は、五本の櫛刃202が基部203で連なる櫛形である。基部203をパンチホルダ(図示せず)で保持することで、パンチホルダへのパンチ201の取り付け作業、及び取り外し作業が容易になる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−029662号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
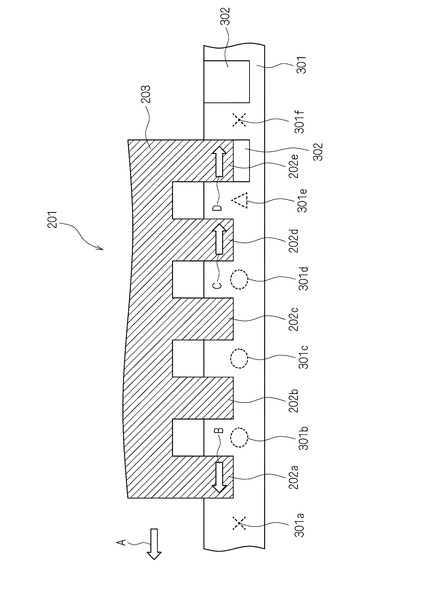
しかし、図10に示すパンチ201を用いて、基材の表面に複数の凹部を形成する場合、矢印Aの方向(基材の搬送方向に対してパンチ201が相対移動する方向)の先頭及び最後尾に位置する櫛刃202自体に加わる力が、他の櫛刃202自体に加わる力より大きくなり、矢印Aの方向の先頭又は最後尾に位置する櫛刃202が破損する恐れがあった。図11は、従来のキャリアテープ製造装置のパンチ201を用いて、基材の表面に複数の凹部を形成する構成を説明するための概略図である。図11に示すように、パンチ201を用いて、基材301の表面に複数の凹部302を形成する場合、櫛刃202bが基材301を圧縮すると前方及び後方の櫛刃202a、202cの方向に基材301の一部を押し出し、櫛刃202a、202cも櫛刃202bの方向に基材301の一部を押し出すので、櫛刃202bと前方及び後方の櫛刃202a、202cとの間にある基材301b、301cが高密度に圧縮される(圧縮される密度が高い)。同様に、櫛刃202cと後方の櫛刃202dとの間にある基材301dも高密度に圧縮される。
【0007】
櫛刃202aが基材301を圧縮すると、矢印Aの方向にも基材301の一部を押し出すが、櫛刃202aの矢印Aの方向には前方の櫛刃202が存在しないので、基材301aは基材301bより低密度に圧縮される(圧縮される密度が低い)。また、櫛刃202eは、櫛刃202aで形成した凹部302を再度圧縮(ダブルパンチ)するので、櫛刃202eが基材301を圧縮しても前方の櫛刃202dの方向に押し出される基材301は少ない。そのため、櫛刃202eと前方の櫛刃202dとの間にある基材301eは、基材301bより圧縮される密度が低いが、基材301aより圧縮される密度が高い中密度に圧縮される。
【0008】
櫛刃202bは、高密度に圧縮された基材301bと基材301cとに挟まれているため、櫛刃202b自体に加わる力は相殺される。同様に、櫛刃202cも、高密度に圧縮された基材301cと基材301dとに挟まれているため、櫛刃202c自体に加わる力も相殺される。一方、櫛刃202aは、低密度に圧縮された基材301aと高密度に圧縮された基材301bとに挟まれているため、櫛刃202a自体に加わる力は相殺されず、密度差に基づき矢印Bの方向に力が加わる。そのため、櫛刃202aは、基材301の表面に凹部302を繰り返し形成する工程で、破損する恐れがあった。また、櫛刃202dは、高密度に圧縮された基材301dと中密度に圧縮された基材301eとに挟まれているため、櫛刃202d自体に加わる力は相殺されず、密度差に基づき矢印Cの方向に力が加わる。同様に、櫛刃202eは、中密度に圧縮された基材301eと低密度に圧縮された基材301fとに挟まれているため、櫛刃202e自体に加わる力も相殺されず、密度差に基づき矢印Dの方向に力が加わる。ただし、櫛刃202d、202e自体に加わる力は、櫛刃202a自体に加わる力より小さく、櫛刃202d、202eは、櫛刃202aより破損しにくい。
【0009】
本発明は、斯かる事情に鑑みてなされたものであり、基材の搬送方向に対してパンチが相対移動する方向の先頭、又は先頭及び最後尾に位置する櫛刃が破損しにくい櫛形のパンチを備えるキャリアテープ製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するために第1発明に係るキャリアテープ製造装置は、搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型とを備え、前記パンチは、一列に並んだ複数の櫛刃を有し、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の断面積を大きくしてある。
【0011】
第1発明では、基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、少なくとも櫛刃の根元の断面積を大きくしてあるので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0012】
また、第2発明に係るキャリアテープ製造装置は、第1発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の、前記基材の搬送方向に対して前記パンチが相対移動する方向の幅を大きくしてある。
【0013】
第2発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、少なくとも櫛刃の根元の、基材の搬送方向に対してパンチが相対移動する方向の幅を大きくしてあるので、基材の搬送方向に対してパンチが相対移動する方向に対する櫛刃の強度が高くなり、櫛刃の破損を低減することができる。
【0014】
また、第3発明に係るキャリアテープ製造装置は、第1又は第2発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、前記櫛刃の長さを短くしてある。
【0015】
第3発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、櫛刃の長さを短くしてあるので、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃に圧縮される基材の密度が低くなり、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に加わる力が小さくなり、櫛刃の破損を低減することができる。
【0016】
また、第4発明に係るキャリアテープ製造装置は、第1乃至第3発明のいずれか一つにおいて、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の断面積を大きくしてある。
【0017】
第4発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃は、他の櫛刃より、少なくとも櫛刃の根元の断面積を大きくしてあるので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0018】
上記目的を達成するために第5発明に係るキャリアテープ製造装置は、搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型とを備え、前記パンチは、一列に並んだ複数の櫛刃を有し、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、櫛刃の長さを短くしてある。
【0019】
第5発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、櫛刃の長さを短くしてあるので、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃に圧縮される基材の密度が低くなり、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に加わる力が小さくなり、櫛刃の破損を低減することができる。
【0020】
また、第6発明に係るキャリアテープ製造装置は、第3又は第5発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭から二本の前記櫛刃で形成した二つの前記凹部を、前記基材の搬送方向に対して前記パンチが相対移動する方向の最後尾から二本の前記櫛刃で再度圧縮する。
【0021】
第6発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭から二本の櫛刃で形成した二つの凹部を、基材の搬送方向に対してパンチが相対移動する方向の最後尾から二本の櫛刃で再度圧縮するので、凹部を最後尾から二番目に位置する櫛刃で再度圧縮した場合、再度圧縮した凹部の後方の凹部は、最後尾に位置する櫛刃で支えられているため、後方の凹部の方向に基材の一部が押し出されても、後方の凹部の形状が崩れることはない。
【0022】
上記目的を達成するために第7発明に係るキャリアテープ製造装置は、搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型とを備え、前記パンチは、一列に並んだ複数の櫛刃を有し、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、靱性の高い材料で形成されている。
【0023】
第7発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、靱性の高い材料で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0024】
また、第8発明に係るキャリアテープ製造装置は、第7発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃より、靱性の高い材料で形成されている。
【0025】
第8発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃は、他の櫛刃より、靱性の高い材料で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0026】
上記目的を達成するために第9発明に係るキャリアテープ製造装置は、搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型とを備え、前記パンチは、一列に並んだ複数の櫛刃を有し、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃と別の部材で形成されている。
【0027】
第9発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃と別の部材で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃と、他の櫛刃とが連なる部分が起点となる櫛刃の破損を低減することができる。また、先頭に位置する櫛刃自体が破損しても、破損した櫛刃のみを交換すれば良く、パンチ全体を交換する必要がなくなり製造コストを低減することができる。
【0028】
また、第10発明に係るキャリアテープ製造装置は、第9発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃と別の部材で形成されている。
【0029】
第10発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃は、他の櫛刃と別の部材で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃自体に力が加わっても、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃と、他の櫛刃とが連なる部分が起点となる櫛刃の破損を低減することができる。また、先頭及び最後尾に位置する櫛刃自体が破損しても、破損した櫛刃のみを交換すれば良く、パンチ全体を交換する必要がなくなり製造コストを低減することができる。
【発明の効果】
【0030】
本発明に係るキャリアテープ製造装置の構成では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、少なくとも櫛刃の根元の断面積を大きくしてあるので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0031】
本発明に係るキャリアテープ製造装置の別の構成では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、櫛刃の長さを短くしてあるので、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃に圧縮される基材の密度が低くなり、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に加わる力が小さくなり、櫛刃の破損を低減することができる。
【0032】
本発明に係るキャリアテープ製造装置のさらに別の構成では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、靱性の高い材料で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0033】
本発明に係るキャリアテープ製造装置のさらにまた別の構成では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃と別の部材で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃と、他の櫛刃とが連なる部分が起点となる櫛刃の破損を低減することができる。また、先頭に位置する櫛刃自体が破損しても、破損した櫛刃のみを交換すれば良く、パンチ全体を交換する必要がなくなり製造コストを低減することができる。
【図面の簡単な説明】
【0034】
【図1】本発明の実施の形態1に係るキャリアテープ製造装置の上型及び下型を側面方向から見たときの断面図である。
【図2】本発明の実施の形態1に係るキャリアテープ製造装置に用いるパンチの正面図である。
【図3】先頭に位置する櫛刃の長さを、他の櫛刃の長さより短くしてある本発明の実施の形態1に係るパンチの部分正面図である。
【図4】本発明の実施の形態1に係るパンチを用いて、基材の表面に複数の凹部を形成する構成を説明するための概略図である。
【図5】従来のキャリアテープ製造装置に用いるパンチの最後尾に位置する櫛刃で凹部を再度圧縮する構成を説明するための概略図である。
【図6】本発明の実施の形態1に係るキャリアテープ製造装置に用いるパンチの最後尾から二本の櫛刃で凹部を再度圧縮する構成を説明するための概略図である。
【図7】本発明の実施の形態2に係るキャリアテープ製造装置に用いるパンチの正面図である。
【図8】本発明の実施の形態3に係るキャリアテープ製造装置に用いるパンチの正面図である。
【図9】従来のキャリアテープ製造装置の上型及び下型を正面から見たときの断面図である。
【図10】従来のキャリアテープ製造装置に用いるパンチの正面図である。
【図11】従来のキャリアテープ製造装置のパンチを用いて、基材の表面に複数の凹部を形成する構成を説明するための概略図である。
【発明を実施するための形態】
【0035】
以下、本発明の実施の形態について、図面を参照しながら詳細に説明する。
【0036】
(実施の形態1)
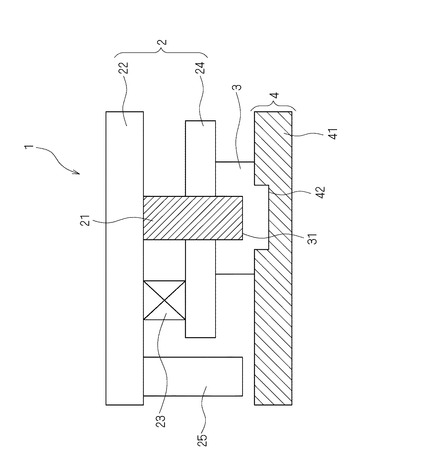
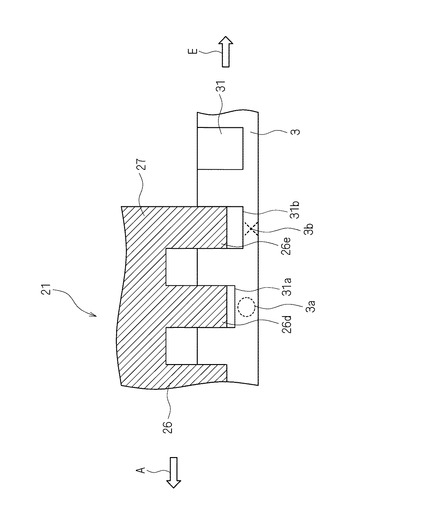
図1は、本発明の実施の形態1に係るキャリアテープ製造装置の上型及び下型を側面方向から見たときの断面図である。図1に示すキャリアテープ製造装置1は、上型(第1型)2と、上型2と嵌合して基材3を圧縮成形する下型(第2型)4とを備えている。上型2は、帯状の基材3の表面(一方の面)に、電子部品を収納するための複数の凹部31を形成するパンチ21、該パンチ21を保持するパンチホルダ22、スプリング23を介してパンチホルダ22に接続されたストリッパプレート24を有している。帯状の基材3は図1の紙面に対して垂直方向に所定ピッチで搬送され、パンチ21が搬送された基材3を圧縮成形することにより凹部31が形成される。ストリッパプレート24は、パンチ21で基材3を圧縮した後、基材3からパンチ21を引き抜くときに基材3が移動しないように押さえる部材である。また、上型2には、下型4と嵌合したときの上型2の下死点を安定させ、パンチ21の基材3への侵入量を決定するストロークエンドブロック25が設けられている。なお、ストロークエンドブロック25は、上型2に設ける場合に限定されるものではなく、下型4に設けても良い。
【0037】
下型4は、基材3を載置するダイプレート41を有している。ダイプレート41は、基材3を載置する面に溝42を有している。なお、パンチ21及びダイプレート41の材質は、例えば超硬合金である。
【0038】
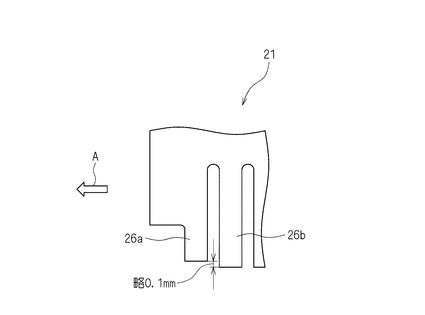
図2は、本発明の実施の形態1に係るキャリアテープ製造装置1に用いるパンチ21の正面図である。図2に示すパンチ21は、五本の櫛刃26が基部27で連なる櫛形である。なお、パンチ21は、櫛刃(櫛状の刃)26及び基部27が一体として形成されている。基部27をパンチホルダ22で保持することで、パンチ21を上型2に取り付けることができる。なお、上型2は、一列に並んだ複数の櫛刃26を有するパンチ21を、複数並べてパンチホルダ22で保持した構成であっても良い。矢印Aの方向(基材3の搬送方向に対してパンチ21が相対移動する方向)の先頭に位置する櫛刃26aは、他の櫛刃26(26b〜26e)より、少なくとも櫛刃26の根元(櫛刃26と基部27との境界)の断面積を大きくしてある。特に、櫛刃26aは、他の櫛刃26より、少なくとも櫛刃26の根元の、矢印Aの方向の幅α(>幅β)を大きくしてある。そのため、矢印Aの方向に対する櫛刃26aの強度が高くなり、櫛刃26aの破損を低減することができる。
【0039】
先頭に位置する櫛刃26aは、矢印Aの方向の幅αが、他の櫛刃26の幅βと同じであっても、矢印Aの方向と直交する方向の寸法が、他の櫛刃26の矢印Aの方向と直交する方向の寸法より大きければ、櫛刃26aは、他の櫛刃26より、櫛刃26の根元の断面積が大きくなる。なお、櫛刃26aは、矢印Aの方向の幅αが、櫛刃26aの長さ方向の途中の位置から急に大きくなる場合に限定されるものではなく、凹部31の形成に影響のない位置から櫛刃26aの根元まで次第に大きくなる構成であっても良い。
【0040】
また、図11で説明したように、パンチ21を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の最後尾に位置する櫛刃26e自体にも力が加わる。そのため、矢印Aの方向の先頭に位置する櫛刃26a及び最後尾に位置する櫛刃26eは、他の櫛刃26(26b〜26d)より、少なくとも櫛刃26の根元の断面積を大きくしてあるパンチ21(図示せず)であっても良い。
【0041】
パンチ21の寸法の具体例を示す。先頭に位置する櫛刃26aの根元は、矢印Aの方向の幅αが1.50mm、矢印Aの方向と直交する方向の寸法が1.10mmである。他の櫛刃の根元は、矢印Aの方向の幅βが0.59mm、矢印Aの方向と直交する方向の寸法が1.10mmである。また、櫛刃26の長さ(基材3を圧縮する面から、櫛刃26の根元までの長さ)は、5.00mmである。
【0042】
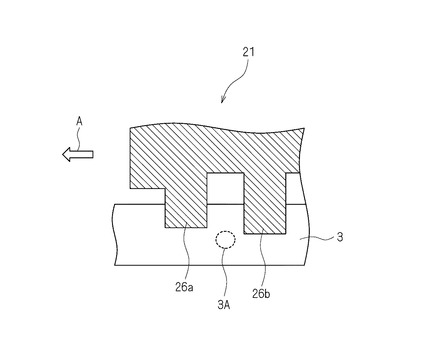
櫛刃26の長さは、先頭に位置する櫛刃26aと他の櫛刃26とが同じ場合に限定されるものではなく、先頭に位置する櫛刃26aの長さを、他の櫛刃26の長さより短くしても良い。図3は、先頭に位置する櫛刃26aの長さを、他の櫛刃26の長さより短くしてある本発明の実施の形態1に係るパンチ21の部分正面図である。図4は、本発明の実施の形態1に係るパンチ21を用いて、基材3の表面に複数の凹部31を形成する構成を説明するための概略図である。パンチ21は、先頭に位置する櫛刃26aの長さを、他の櫛刃26(26b)の長さより略0.1mm短くしてある。先頭に位置する櫛刃26aの長さを、他の櫛刃26(26b)の長さより短くしてあるので、先頭に位置する櫛刃26aに圧縮される基材3の密度(特に、櫛刃26aと櫛刃26bとの間に位置する基材3Aの密度)が低くなり、先頭に位置する櫛刃26a自体に加わる力が小さくなり、櫛刃26aの破損を低減することができる。
【0043】
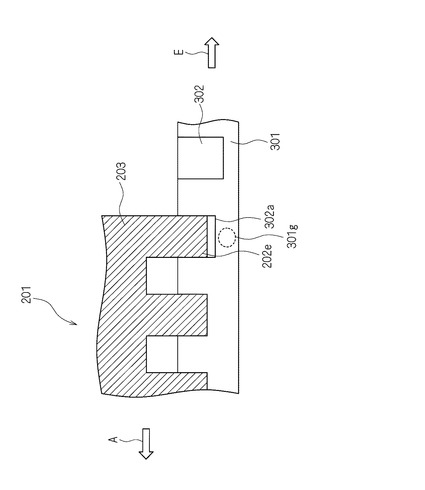
しかし、先頭に位置する櫛刃26aで形成した凹部31の深さは、他の櫛刃26で形成した凹部31の深さより浅くなる。そのため、先頭に位置する櫛刃26aで形成した凹部31の深さを、他の櫛刃26で形成した凹部31の深さと同じ深さにするために、図11に示す従来のキャリアテープ製造装置は、先頭に位置する櫛刃202aで形成した凹部302を、最後尾に位置する櫛刃202eで再度圧縮(ダブルパンチ)していた。図5は、従来のキャリアテープ製造装置に用いるパンチ201の最後尾に位置する櫛刃202eで凹部を再度圧縮する構成を説明するための概略図である。図5に示す基材301は、先頭に位置する櫛刃202aで形成した凹部302aと、他の櫛刃202で形成した凹部302とを有している。そして、基材301を矢印Eの方向に搬送してパンチ201を矢印Aの方向に相対移動させて、凹部302aを最後尾に位置する櫛刃202eで再度圧縮している。
【0044】
凹部302aの深さは、凹部302の深さより浅いため、凹部302aを最後尾に位置する櫛刃202eで再度圧縮した場合、凹部302aの真下にある基材301gが圧縮され、後方の凹部302の方向に基材301gの一部が押し出され、後方の凹部302の形状が崩れる恐れがあった。
【0045】
そこで、本発明の実施の形態1に係るキャリアテープ製造装置1では、先頭から二本の櫛刃26で形成した二つの凹部31を、最後尾から二本の櫛刃26で再度圧縮する。図6は、本発明の実施の形態1に係るキャリアテープ製造装置1に用いるパンチ21の最後尾から二本の櫛刃26で凹部を再度圧縮する構成を説明するための概略図である。図6に示す基材3は、先頭に位置する櫛刃26aで形成した凹部31aと、先頭から二番目に位置する櫛刃26bで形成した凹部31bと、他の櫛刃26で形成した凹部31とを有している。そして、基材3を矢印Eの方向に搬送してパンチ21を矢印Aの方向に相対移動させて、凹部31aを最後尾から二番目に位置する櫛刃26dで、凹部31bを最後尾に位置する櫛刃26eでそれぞれ再度圧縮している。ここで、櫛刃26で基材3を再度圧縮する場合には、形成した凹部31に櫛刃26が嵌合する場合も含まれる。
【0046】
凹部31aの深さは、凹部31b、31の深さより浅いため、凹部31aを最後尾から二番目に位置する櫛刃26dで再度圧縮した場合、凹部31aの真下にある基材3aが圧縮され、後方の凹部31bの方向に基材3aの一部が押し出される。しかし、後方の凹部31bは、最後尾に位置する櫛刃26eで支えられているため、後方の凹部31bの方向に基材3aの一部が押し出されても、後方の凹部31bの形状が崩れることはない。なお、凹部31bの深さは、凹部31の深さと同じであり、凹部31bの真下にある基材3bは圧縮されないため、後方の凹部31の方向に基材3bの一部が押し出されず、後方の凹部31の形状が崩れることはない。
【0047】
以上のように、本発明の実施の形態1に係るキャリアテープ製造装置1の構成では、矢印Aの方向(基材3の搬送方向に対してパンチ21が相対移動する方向)の先頭に位置する櫛刃26aは、他の櫛刃26より、少なくとも櫛刃26の根元の断面積を大きくしてあるので、パンチ21を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の先頭に位置する櫛刃26a自体に力が加わっても、櫛刃26aの破損を低減することができる。
【0048】
また、本発明の実施の形態1に係るキャリアテープ製造装置1の構成では、矢印Aの方向の先頭に位置する櫛刃26aは、他の櫛刃26より、櫛刃26の長さを短くしてあるので、矢印Aの方向の先頭に位置する櫛刃26aに圧縮される基材3の密度が低くなり、矢印Aの方向の先頭に位置する櫛刃26a自体に加わる力が小さくなり、櫛刃26aの破損を低減することができる。
【0049】
(実施の形態2)
本発明の実施の形態2に係るキャリアテープ製造装置1に用いるパンチの、矢印Aの方向の先頭、又は先頭及び最後尾に位置する櫛刃の形状を変更することなく、櫛刃の破損を低減することができる構成について説明する。図7は、本発明の実施の形態2に係るキャリアテープ製造装置1に用いるパンチの正面図である。なお、パンチ61以外のキャリアテープ製造装置1の構成は、実施の形態1に係るキャリアテープ製造装置1の構成と同じであるため、詳細な説明は省略する。
【0050】
図7に示すパンチ61は、五本の櫛刃62が基部63で連なる櫛形である。なお、パンチ61は、櫛刃62及び基部63が一体として形成されている。基部63をパンチホルダ22で保持することで、パンチ61を上型2に取り付けることができる。なお、上型2は、一列に並んだ複数の櫛刃62を有するパンチ61を、複数並べてパンチホルダ22で保持した構成であっても良い。矢印Aの方向(基材3の搬送方向に対してパンチ61が相対移動する方向)の先頭に位置する櫛刃62aは、他の櫛刃62(62b〜62e)より靱性の高い材料で形成されている。例えば、先頭に位置する櫛刃62aには、高速度工具鋼を、他の櫛刃62には、超硬合金をそれぞれ用いている。
【0051】
先頭に位置する櫛刃62aは、他の櫛刃62より、靱性の高い材料で形成されているので、矢印Aの方向に対する櫛刃62aの強度が高くなり、櫛刃62aの破損を低減することができる。なお、図11で説明したように、パンチ61を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の最後尾に位置する櫛刃62e自体にも力が加わる。そのため、矢印Aの方向の先頭に位置する櫛刃62a及び最後尾に位置する櫛刃62eが、他の櫛刃62より、靱性の高い材料で形成してあるパンチ61(図示せず)であっても良い。
【0052】
以上のように、本発明の実施の形態2に係るキャリアテープ製造装置1は、矢印Aの方向の先頭に位置する櫛刃62aは、他の櫛刃62より靱性の高い材料で形成されているので、パンチ61を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の先頭に位置する櫛刃62a自体に力が加わっても、櫛刃62aの破損を低減することができる。
【0053】
(実施の形態3)
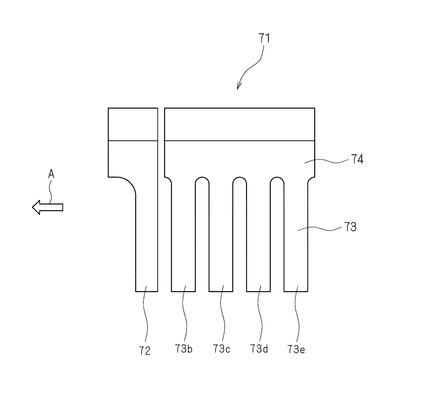
本発明の実施の形態3に係るキャリアテープ製造装置1に用いるパンチの、矢印Aの方向の先頭、又は先頭及び最後尾に位置する櫛刃の形状を変更することなく、櫛刃の破損を低減することができる別の構成について説明する。図8は、本発明の実施の形態3に係るキャリアテープ製造装置1に用いるパンチの正面図である。なお、パンチ71以外のキャリアテープ製造装置1の構成は、実施の形態1に係るキャリアテープ製造装置1の構成と同じであるため、詳細な説明は省略する。
【0054】
図8に示すパンチ71は、一本の櫛刃72と、基部74で連なる四本の櫛刃73とで構成された櫛形である。なお、四本の櫛刃73及び基部74は一体として形成されている。一本の櫛刃72の基部と、四本の櫛刃73の基部74とをパンチホルダ22で保持することで、パンチ71を上型2に取り付けることができる。パンチ71は、矢印Aの方向(基材3の搬送方向に対してパンチ71が相対移動する方向)の先頭に位置する櫛刃を、一本の櫛刃72で、他の櫛刃を、基部74で連なる四本の櫛刃73でそれぞれ形成している。つまり、矢印Aの方向の先頭に位置する櫛刃72は、他の櫛刃73と別の部材で形成されている。なお、先頭に位置する櫛刃72と、他の櫛刃73とは、同じ材質であっても、異なる材質であっても良い。
【0055】
五本の櫛刃が基部で連なるパンチの場合、先頭に位置する櫛刃は、他の櫛刃と基部で連なるので、先頭に位置する櫛刃自体に力が加わると、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃と、他の櫛刃とが連なる部分が起点となる櫛刃の破損が生じる。しかし、パンチ71は、矢印Aの方向の先頭に位置する櫛刃72と、他の櫛刃73とが別の部材で形成されているので、先頭に位置する櫛刃72と、他の櫛刃73とが連なる部分が起点となる櫛刃72の破損を低減することができる。また、先頭に位置する櫛刃72自体が破損しても、破損した櫛刃72のみを交換すれば良く、パンチ71全体を交換する必要がなくなり製造コストを低減することができる。なお、図11で説明したように、パンチ71を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の最後尾に位置する櫛刃73e自体にも力が加わる。そのため、矢印Aの方向の先頭に位置する櫛刃72及び最後尾に位置する櫛刃73eが、他の櫛刃73b、73c、73dと別の部材で形成してあるパンチ71(図示せず)であっても良い。
【0056】
以上のように、本発明の実施の形態3に係るキャリアテープ製造装置1は、矢印Aの方向の先頭に位置する櫛刃72が、他の櫛刃73b、73c、73d、73eと別の部材で形成されているので、パンチ71を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の先頭に位置する櫛刃72自体に力が加わっても、先頭に位置する櫛刃72と、他の櫛刃73b、73c、73d、73eとが連なる部分が起点となる櫛刃72の破損を低減することができる。
【符号の説明】
【0057】
1 キャリアテープ製造装置
2 上型(第1型)
3 基材
4 下型(第2型)
21、61、71 パンチ
22 パンチホルダ
23 スプリング
24 ストリッパプレート
25 ストロークエンドブロック
26、62、72、73 櫛刃
27、63、74 基部
31 凹部
41 ダイプレート
42 溝
【技術分野】
【0001】
本発明は、キャリアテープ製造装置に関し、特に、搬送される帯状の基材を圧縮成形して電子部品を収納するための凹部を備えるキャリアテープを製造するキャリアテープ製造装置に関する。
【背景技術】
【0002】
電子部品を回路基板に実装する装置では、電子部品を容易に供給するために電子部品を収納したキャリアテープを用いている。特許文献1には、従来のキャリアテープ製造装置が開示されている。
【0003】
特許文献1では、電子部品を収納するための複数の凹部を形成するパンチを有する上型と、パンチと対応する位置にバンパーを有する下型とで搬送される帯状の基材を圧縮成形してキャリアテープを製造する装置が開示されている。図9は、従来のキャリアテープ製造装置の上型及び下型を正面から見たときの断面図である。図9に示す上型101は、複数のパンチ102、該パンチ102を保持するパンチホルダ103、スプリング104を介してパンチホルダ103に接続されたストリッパプレート105を備えている。下型110は、ダイプレート111、パンチ102と対応する位置に設けた複数のバンパー112、該バンパー112を支えるスプリング113を備えている。上型101と下型110とで搬送される帯状の基材120を圧縮成形して、電子部品を収納するための複数の凹部を備えるキャリアテープを製造することができる。
【0004】
図9に示す従来のキャリアテープ製造装置の上型101及び下型110では、一つの凹部を形成するために一つのパンチ102が必要となるため、複数の凹部を形成する場合、複数のパンチ102をパンチホルダ103に保持する必要があった。しかし、複数のパンチ102をパンチホルダ103に保持する場合、パンチホルダ103へのパンチ102の取り付け作業、及び取り外し作業が煩雑になる。そこで、一列に並んだ複数の櫛刃を有し、一本の櫛刃が一つの凹部に対応するような櫛形のパンチをパンチホルダに保持することで、一つの櫛形のパンチで複数の凹部を形成することができる。図10は、従来のキャリアテープ製造装置に用いるパンチの正面図である。図10に示すパンチ201は、五本の櫛刃202が基部203で連なる櫛形である。基部203をパンチホルダ(図示せず)で保持することで、パンチホルダへのパンチ201の取り付け作業、及び取り外し作業が容易になる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−029662号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、図10に示すパンチ201を用いて、基材の表面に複数の凹部を形成する場合、矢印Aの方向(基材の搬送方向に対してパンチ201が相対移動する方向)の先頭及び最後尾に位置する櫛刃202自体に加わる力が、他の櫛刃202自体に加わる力より大きくなり、矢印Aの方向の先頭又は最後尾に位置する櫛刃202が破損する恐れがあった。図11は、従来のキャリアテープ製造装置のパンチ201を用いて、基材の表面に複数の凹部を形成する構成を説明するための概略図である。図11に示すように、パンチ201を用いて、基材301の表面に複数の凹部302を形成する場合、櫛刃202bが基材301を圧縮すると前方及び後方の櫛刃202a、202cの方向に基材301の一部を押し出し、櫛刃202a、202cも櫛刃202bの方向に基材301の一部を押し出すので、櫛刃202bと前方及び後方の櫛刃202a、202cとの間にある基材301b、301cが高密度に圧縮される(圧縮される密度が高い)。同様に、櫛刃202cと後方の櫛刃202dとの間にある基材301dも高密度に圧縮される。
【0007】
櫛刃202aが基材301を圧縮すると、矢印Aの方向にも基材301の一部を押し出すが、櫛刃202aの矢印Aの方向には前方の櫛刃202が存在しないので、基材301aは基材301bより低密度に圧縮される(圧縮される密度が低い)。また、櫛刃202eは、櫛刃202aで形成した凹部302を再度圧縮(ダブルパンチ)するので、櫛刃202eが基材301を圧縮しても前方の櫛刃202dの方向に押し出される基材301は少ない。そのため、櫛刃202eと前方の櫛刃202dとの間にある基材301eは、基材301bより圧縮される密度が低いが、基材301aより圧縮される密度が高い中密度に圧縮される。
【0008】
櫛刃202bは、高密度に圧縮された基材301bと基材301cとに挟まれているため、櫛刃202b自体に加わる力は相殺される。同様に、櫛刃202cも、高密度に圧縮された基材301cと基材301dとに挟まれているため、櫛刃202c自体に加わる力も相殺される。一方、櫛刃202aは、低密度に圧縮された基材301aと高密度に圧縮された基材301bとに挟まれているため、櫛刃202a自体に加わる力は相殺されず、密度差に基づき矢印Bの方向に力が加わる。そのため、櫛刃202aは、基材301の表面に凹部302を繰り返し形成する工程で、破損する恐れがあった。また、櫛刃202dは、高密度に圧縮された基材301dと中密度に圧縮された基材301eとに挟まれているため、櫛刃202d自体に加わる力は相殺されず、密度差に基づき矢印Cの方向に力が加わる。同様に、櫛刃202eは、中密度に圧縮された基材301eと低密度に圧縮された基材301fとに挟まれているため、櫛刃202e自体に加わる力も相殺されず、密度差に基づき矢印Dの方向に力が加わる。ただし、櫛刃202d、202e自体に加わる力は、櫛刃202a自体に加わる力より小さく、櫛刃202d、202eは、櫛刃202aより破損しにくい。
【0009】
本発明は、斯かる事情に鑑みてなされたものであり、基材の搬送方向に対してパンチが相対移動する方向の先頭、又は先頭及び最後尾に位置する櫛刃が破損しにくい櫛形のパンチを備えるキャリアテープ製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するために第1発明に係るキャリアテープ製造装置は、搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型とを備え、前記パンチは、一列に並んだ複数の櫛刃を有し、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の断面積を大きくしてある。
【0011】
第1発明では、基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、少なくとも櫛刃の根元の断面積を大きくしてあるので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0012】
また、第2発明に係るキャリアテープ製造装置は、第1発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の、前記基材の搬送方向に対して前記パンチが相対移動する方向の幅を大きくしてある。
【0013】
第2発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、少なくとも櫛刃の根元の、基材の搬送方向に対してパンチが相対移動する方向の幅を大きくしてあるので、基材の搬送方向に対してパンチが相対移動する方向に対する櫛刃の強度が高くなり、櫛刃の破損を低減することができる。
【0014】
また、第3発明に係るキャリアテープ製造装置は、第1又は第2発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、前記櫛刃の長さを短くしてある。
【0015】
第3発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、櫛刃の長さを短くしてあるので、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃に圧縮される基材の密度が低くなり、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に加わる力が小さくなり、櫛刃の破損を低減することができる。
【0016】
また、第4発明に係るキャリアテープ製造装置は、第1乃至第3発明のいずれか一つにおいて、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の断面積を大きくしてある。
【0017】
第4発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃は、他の櫛刃より、少なくとも櫛刃の根元の断面積を大きくしてあるので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0018】
上記目的を達成するために第5発明に係るキャリアテープ製造装置は、搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型とを備え、前記パンチは、一列に並んだ複数の櫛刃を有し、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、櫛刃の長さを短くしてある。
【0019】
第5発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、櫛刃の長さを短くしてあるので、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃に圧縮される基材の密度が低くなり、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に加わる力が小さくなり、櫛刃の破損を低減することができる。
【0020】
また、第6発明に係るキャリアテープ製造装置は、第3又は第5発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭から二本の前記櫛刃で形成した二つの前記凹部を、前記基材の搬送方向に対して前記パンチが相対移動する方向の最後尾から二本の前記櫛刃で再度圧縮する。
【0021】
第6発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭から二本の櫛刃で形成した二つの凹部を、基材の搬送方向に対してパンチが相対移動する方向の最後尾から二本の櫛刃で再度圧縮するので、凹部を最後尾から二番目に位置する櫛刃で再度圧縮した場合、再度圧縮した凹部の後方の凹部は、最後尾に位置する櫛刃で支えられているため、後方の凹部の方向に基材の一部が押し出されても、後方の凹部の形状が崩れることはない。
【0022】
上記目的を達成するために第7発明に係るキャリアテープ製造装置は、搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型とを備え、前記パンチは、一列に並んだ複数の櫛刃を有し、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、靱性の高い材料で形成されている。
【0023】
第7発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、靱性の高い材料で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0024】
また、第8発明に係るキャリアテープ製造装置は、第7発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃より、靱性の高い材料で形成されている。
【0025】
第8発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃は、他の櫛刃より、靱性の高い材料で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0026】
上記目的を達成するために第9発明に係るキャリアテープ製造装置は、搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型とを備え、前記パンチは、一列に並んだ複数の櫛刃を有し、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃と別の部材で形成されている。
【0027】
第9発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃と別の部材で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃と、他の櫛刃とが連なる部分が起点となる櫛刃の破損を低減することができる。また、先頭に位置する櫛刃自体が破損しても、破損した櫛刃のみを交換すれば良く、パンチ全体を交換する必要がなくなり製造コストを低減することができる。
【0028】
また、第10発明に係るキャリアテープ製造装置は、第9発明において、前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃と別の部材で形成されている。
【0029】
第10発明では、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃は、他の櫛刃と別の部材で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃自体に力が加わっても、基材の搬送方向に対してパンチが相対移動する方向の先頭及び最後尾に位置する櫛刃と、他の櫛刃とが連なる部分が起点となる櫛刃の破損を低減することができる。また、先頭及び最後尾に位置する櫛刃自体が破損しても、破損した櫛刃のみを交換すれば良く、パンチ全体を交換する必要がなくなり製造コストを低減することができる。
【発明の効果】
【0030】
本発明に係るキャリアテープ製造装置の構成では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、少なくとも櫛刃の根元の断面積を大きくしてあるので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0031】
本発明に係るキャリアテープ製造装置の別の構成では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、櫛刃の長さを短くしてあるので、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃に圧縮される基材の密度が低くなり、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に加わる力が小さくなり、櫛刃の破損を低減することができる。
【0032】
本発明に係るキャリアテープ製造装置のさらに別の構成では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃より、靱性の高い材料で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、櫛刃の破損を低減することができる。
【0033】
本発明に係るキャリアテープ製造装置のさらにまた別の構成では、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃は、他の櫛刃と別の部材で形成されているので、パンチを用いて、基材の表面に複数の凹部を形成する場合に、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃自体に力が加わっても、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃と、他の櫛刃とが連なる部分が起点となる櫛刃の破損を低減することができる。また、先頭に位置する櫛刃自体が破損しても、破損した櫛刃のみを交換すれば良く、パンチ全体を交換する必要がなくなり製造コストを低減することができる。
【図面の簡単な説明】
【0034】
【図1】本発明の実施の形態1に係るキャリアテープ製造装置の上型及び下型を側面方向から見たときの断面図である。
【図2】本発明の実施の形態1に係るキャリアテープ製造装置に用いるパンチの正面図である。
【図3】先頭に位置する櫛刃の長さを、他の櫛刃の長さより短くしてある本発明の実施の形態1に係るパンチの部分正面図である。
【図4】本発明の実施の形態1に係るパンチを用いて、基材の表面に複数の凹部を形成する構成を説明するための概略図である。
【図5】従来のキャリアテープ製造装置に用いるパンチの最後尾に位置する櫛刃で凹部を再度圧縮する構成を説明するための概略図である。
【図6】本発明の実施の形態1に係るキャリアテープ製造装置に用いるパンチの最後尾から二本の櫛刃で凹部を再度圧縮する構成を説明するための概略図である。
【図7】本発明の実施の形態2に係るキャリアテープ製造装置に用いるパンチの正面図である。
【図8】本発明の実施の形態3に係るキャリアテープ製造装置に用いるパンチの正面図である。
【図9】従来のキャリアテープ製造装置の上型及び下型を正面から見たときの断面図である。
【図10】従来のキャリアテープ製造装置に用いるパンチの正面図である。
【図11】従来のキャリアテープ製造装置のパンチを用いて、基材の表面に複数の凹部を形成する構成を説明するための概略図である。
【発明を実施するための形態】
【0035】
以下、本発明の実施の形態について、図面を参照しながら詳細に説明する。
【0036】
(実施の形態1)
図1は、本発明の実施の形態1に係るキャリアテープ製造装置の上型及び下型を側面方向から見たときの断面図である。図1に示すキャリアテープ製造装置1は、上型(第1型)2と、上型2と嵌合して基材3を圧縮成形する下型(第2型)4とを備えている。上型2は、帯状の基材3の表面(一方の面)に、電子部品を収納するための複数の凹部31を形成するパンチ21、該パンチ21を保持するパンチホルダ22、スプリング23を介してパンチホルダ22に接続されたストリッパプレート24を有している。帯状の基材3は図1の紙面に対して垂直方向に所定ピッチで搬送され、パンチ21が搬送された基材3を圧縮成形することにより凹部31が形成される。ストリッパプレート24は、パンチ21で基材3を圧縮した後、基材3からパンチ21を引き抜くときに基材3が移動しないように押さえる部材である。また、上型2には、下型4と嵌合したときの上型2の下死点を安定させ、パンチ21の基材3への侵入量を決定するストロークエンドブロック25が設けられている。なお、ストロークエンドブロック25は、上型2に設ける場合に限定されるものではなく、下型4に設けても良い。
【0037】
下型4は、基材3を載置するダイプレート41を有している。ダイプレート41は、基材3を載置する面に溝42を有している。なお、パンチ21及びダイプレート41の材質は、例えば超硬合金である。
【0038】
図2は、本発明の実施の形態1に係るキャリアテープ製造装置1に用いるパンチ21の正面図である。図2に示すパンチ21は、五本の櫛刃26が基部27で連なる櫛形である。なお、パンチ21は、櫛刃(櫛状の刃)26及び基部27が一体として形成されている。基部27をパンチホルダ22で保持することで、パンチ21を上型2に取り付けることができる。なお、上型2は、一列に並んだ複数の櫛刃26を有するパンチ21を、複数並べてパンチホルダ22で保持した構成であっても良い。矢印Aの方向(基材3の搬送方向に対してパンチ21が相対移動する方向)の先頭に位置する櫛刃26aは、他の櫛刃26(26b〜26e)より、少なくとも櫛刃26の根元(櫛刃26と基部27との境界)の断面積を大きくしてある。特に、櫛刃26aは、他の櫛刃26より、少なくとも櫛刃26の根元の、矢印Aの方向の幅α(>幅β)を大きくしてある。そのため、矢印Aの方向に対する櫛刃26aの強度が高くなり、櫛刃26aの破損を低減することができる。
【0039】
先頭に位置する櫛刃26aは、矢印Aの方向の幅αが、他の櫛刃26の幅βと同じであっても、矢印Aの方向と直交する方向の寸法が、他の櫛刃26の矢印Aの方向と直交する方向の寸法より大きければ、櫛刃26aは、他の櫛刃26より、櫛刃26の根元の断面積が大きくなる。なお、櫛刃26aは、矢印Aの方向の幅αが、櫛刃26aの長さ方向の途中の位置から急に大きくなる場合に限定されるものではなく、凹部31の形成に影響のない位置から櫛刃26aの根元まで次第に大きくなる構成であっても良い。
【0040】
また、図11で説明したように、パンチ21を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の最後尾に位置する櫛刃26e自体にも力が加わる。そのため、矢印Aの方向の先頭に位置する櫛刃26a及び最後尾に位置する櫛刃26eは、他の櫛刃26(26b〜26d)より、少なくとも櫛刃26の根元の断面積を大きくしてあるパンチ21(図示せず)であっても良い。
【0041】
パンチ21の寸法の具体例を示す。先頭に位置する櫛刃26aの根元は、矢印Aの方向の幅αが1.50mm、矢印Aの方向と直交する方向の寸法が1.10mmである。他の櫛刃の根元は、矢印Aの方向の幅βが0.59mm、矢印Aの方向と直交する方向の寸法が1.10mmである。また、櫛刃26の長さ(基材3を圧縮する面から、櫛刃26の根元までの長さ)は、5.00mmである。
【0042】
櫛刃26の長さは、先頭に位置する櫛刃26aと他の櫛刃26とが同じ場合に限定されるものではなく、先頭に位置する櫛刃26aの長さを、他の櫛刃26の長さより短くしても良い。図3は、先頭に位置する櫛刃26aの長さを、他の櫛刃26の長さより短くしてある本発明の実施の形態1に係るパンチ21の部分正面図である。図4は、本発明の実施の形態1に係るパンチ21を用いて、基材3の表面に複数の凹部31を形成する構成を説明するための概略図である。パンチ21は、先頭に位置する櫛刃26aの長さを、他の櫛刃26(26b)の長さより略0.1mm短くしてある。先頭に位置する櫛刃26aの長さを、他の櫛刃26(26b)の長さより短くしてあるので、先頭に位置する櫛刃26aに圧縮される基材3の密度(特に、櫛刃26aと櫛刃26bとの間に位置する基材3Aの密度)が低くなり、先頭に位置する櫛刃26a自体に加わる力が小さくなり、櫛刃26aの破損を低減することができる。
【0043】
しかし、先頭に位置する櫛刃26aで形成した凹部31の深さは、他の櫛刃26で形成した凹部31の深さより浅くなる。そのため、先頭に位置する櫛刃26aで形成した凹部31の深さを、他の櫛刃26で形成した凹部31の深さと同じ深さにするために、図11に示す従来のキャリアテープ製造装置は、先頭に位置する櫛刃202aで形成した凹部302を、最後尾に位置する櫛刃202eで再度圧縮(ダブルパンチ)していた。図5は、従来のキャリアテープ製造装置に用いるパンチ201の最後尾に位置する櫛刃202eで凹部を再度圧縮する構成を説明するための概略図である。図5に示す基材301は、先頭に位置する櫛刃202aで形成した凹部302aと、他の櫛刃202で形成した凹部302とを有している。そして、基材301を矢印Eの方向に搬送してパンチ201を矢印Aの方向に相対移動させて、凹部302aを最後尾に位置する櫛刃202eで再度圧縮している。
【0044】
凹部302aの深さは、凹部302の深さより浅いため、凹部302aを最後尾に位置する櫛刃202eで再度圧縮した場合、凹部302aの真下にある基材301gが圧縮され、後方の凹部302の方向に基材301gの一部が押し出され、後方の凹部302の形状が崩れる恐れがあった。
【0045】
そこで、本発明の実施の形態1に係るキャリアテープ製造装置1では、先頭から二本の櫛刃26で形成した二つの凹部31を、最後尾から二本の櫛刃26で再度圧縮する。図6は、本発明の実施の形態1に係るキャリアテープ製造装置1に用いるパンチ21の最後尾から二本の櫛刃26で凹部を再度圧縮する構成を説明するための概略図である。図6に示す基材3は、先頭に位置する櫛刃26aで形成した凹部31aと、先頭から二番目に位置する櫛刃26bで形成した凹部31bと、他の櫛刃26で形成した凹部31とを有している。そして、基材3を矢印Eの方向に搬送してパンチ21を矢印Aの方向に相対移動させて、凹部31aを最後尾から二番目に位置する櫛刃26dで、凹部31bを最後尾に位置する櫛刃26eでそれぞれ再度圧縮している。ここで、櫛刃26で基材3を再度圧縮する場合には、形成した凹部31に櫛刃26が嵌合する場合も含まれる。
【0046】
凹部31aの深さは、凹部31b、31の深さより浅いため、凹部31aを最後尾から二番目に位置する櫛刃26dで再度圧縮した場合、凹部31aの真下にある基材3aが圧縮され、後方の凹部31bの方向に基材3aの一部が押し出される。しかし、後方の凹部31bは、最後尾に位置する櫛刃26eで支えられているため、後方の凹部31bの方向に基材3aの一部が押し出されても、後方の凹部31bの形状が崩れることはない。なお、凹部31bの深さは、凹部31の深さと同じであり、凹部31bの真下にある基材3bは圧縮されないため、後方の凹部31の方向に基材3bの一部が押し出されず、後方の凹部31の形状が崩れることはない。
【0047】
以上のように、本発明の実施の形態1に係るキャリアテープ製造装置1の構成では、矢印Aの方向(基材3の搬送方向に対してパンチ21が相対移動する方向)の先頭に位置する櫛刃26aは、他の櫛刃26より、少なくとも櫛刃26の根元の断面積を大きくしてあるので、パンチ21を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の先頭に位置する櫛刃26a自体に力が加わっても、櫛刃26aの破損を低減することができる。
【0048】
また、本発明の実施の形態1に係るキャリアテープ製造装置1の構成では、矢印Aの方向の先頭に位置する櫛刃26aは、他の櫛刃26より、櫛刃26の長さを短くしてあるので、矢印Aの方向の先頭に位置する櫛刃26aに圧縮される基材3の密度が低くなり、矢印Aの方向の先頭に位置する櫛刃26a自体に加わる力が小さくなり、櫛刃26aの破損を低減することができる。
【0049】
(実施の形態2)
本発明の実施の形態2に係るキャリアテープ製造装置1に用いるパンチの、矢印Aの方向の先頭、又は先頭及び最後尾に位置する櫛刃の形状を変更することなく、櫛刃の破損を低減することができる構成について説明する。図7は、本発明の実施の形態2に係るキャリアテープ製造装置1に用いるパンチの正面図である。なお、パンチ61以外のキャリアテープ製造装置1の構成は、実施の形態1に係るキャリアテープ製造装置1の構成と同じであるため、詳細な説明は省略する。
【0050】
図7に示すパンチ61は、五本の櫛刃62が基部63で連なる櫛形である。なお、パンチ61は、櫛刃62及び基部63が一体として形成されている。基部63をパンチホルダ22で保持することで、パンチ61を上型2に取り付けることができる。なお、上型2は、一列に並んだ複数の櫛刃62を有するパンチ61を、複数並べてパンチホルダ22で保持した構成であっても良い。矢印Aの方向(基材3の搬送方向に対してパンチ61が相対移動する方向)の先頭に位置する櫛刃62aは、他の櫛刃62(62b〜62e)より靱性の高い材料で形成されている。例えば、先頭に位置する櫛刃62aには、高速度工具鋼を、他の櫛刃62には、超硬合金をそれぞれ用いている。
【0051】
先頭に位置する櫛刃62aは、他の櫛刃62より、靱性の高い材料で形成されているので、矢印Aの方向に対する櫛刃62aの強度が高くなり、櫛刃62aの破損を低減することができる。なお、図11で説明したように、パンチ61を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の最後尾に位置する櫛刃62e自体にも力が加わる。そのため、矢印Aの方向の先頭に位置する櫛刃62a及び最後尾に位置する櫛刃62eが、他の櫛刃62より、靱性の高い材料で形成してあるパンチ61(図示せず)であっても良い。
【0052】
以上のように、本発明の実施の形態2に係るキャリアテープ製造装置1は、矢印Aの方向の先頭に位置する櫛刃62aは、他の櫛刃62より靱性の高い材料で形成されているので、パンチ61を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の先頭に位置する櫛刃62a自体に力が加わっても、櫛刃62aの破損を低減することができる。
【0053】
(実施の形態3)
本発明の実施の形態3に係るキャリアテープ製造装置1に用いるパンチの、矢印Aの方向の先頭、又は先頭及び最後尾に位置する櫛刃の形状を変更することなく、櫛刃の破損を低減することができる別の構成について説明する。図8は、本発明の実施の形態3に係るキャリアテープ製造装置1に用いるパンチの正面図である。なお、パンチ71以外のキャリアテープ製造装置1の構成は、実施の形態1に係るキャリアテープ製造装置1の構成と同じであるため、詳細な説明は省略する。
【0054】
図8に示すパンチ71は、一本の櫛刃72と、基部74で連なる四本の櫛刃73とで構成された櫛形である。なお、四本の櫛刃73及び基部74は一体として形成されている。一本の櫛刃72の基部と、四本の櫛刃73の基部74とをパンチホルダ22で保持することで、パンチ71を上型2に取り付けることができる。パンチ71は、矢印Aの方向(基材3の搬送方向に対してパンチ71が相対移動する方向)の先頭に位置する櫛刃を、一本の櫛刃72で、他の櫛刃を、基部74で連なる四本の櫛刃73でそれぞれ形成している。つまり、矢印Aの方向の先頭に位置する櫛刃72は、他の櫛刃73と別の部材で形成されている。なお、先頭に位置する櫛刃72と、他の櫛刃73とは、同じ材質であっても、異なる材質であっても良い。
【0055】
五本の櫛刃が基部で連なるパンチの場合、先頭に位置する櫛刃は、他の櫛刃と基部で連なるので、先頭に位置する櫛刃自体に力が加わると、基材の搬送方向に対してパンチが相対移動する方向の先頭に位置する櫛刃と、他の櫛刃とが連なる部分が起点となる櫛刃の破損が生じる。しかし、パンチ71は、矢印Aの方向の先頭に位置する櫛刃72と、他の櫛刃73とが別の部材で形成されているので、先頭に位置する櫛刃72と、他の櫛刃73とが連なる部分が起点となる櫛刃72の破損を低減することができる。また、先頭に位置する櫛刃72自体が破損しても、破損した櫛刃72のみを交換すれば良く、パンチ71全体を交換する必要がなくなり製造コストを低減することができる。なお、図11で説明したように、パンチ71を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の最後尾に位置する櫛刃73e自体にも力が加わる。そのため、矢印Aの方向の先頭に位置する櫛刃72及び最後尾に位置する櫛刃73eが、他の櫛刃73b、73c、73dと別の部材で形成してあるパンチ71(図示せず)であっても良い。
【0056】
以上のように、本発明の実施の形態3に係るキャリアテープ製造装置1は、矢印Aの方向の先頭に位置する櫛刃72が、他の櫛刃73b、73c、73d、73eと別の部材で形成されているので、パンチ71を用いて、基材3の表面に複数の凹部31を形成する場合に、矢印Aの方向の先頭に位置する櫛刃72自体に力が加わっても、先頭に位置する櫛刃72と、他の櫛刃73b、73c、73d、73eとが連なる部分が起点となる櫛刃72の破損を低減することができる。
【符号の説明】
【0057】
1 キャリアテープ製造装置
2 上型(第1型)
3 基材
4 下型(第2型)
21、61、71 パンチ
22 パンチホルダ
23 スプリング
24 ストリッパプレート
25 ストロークエンドブロック
26、62、72、73 櫛刃
27、63、74 基部
31 凹部
41 ダイプレート
42 溝
【特許請求の範囲】
【請求項1】
搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、
前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、
前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型と
を備え、
前記パンチは、一列に並んだ複数の櫛刃を有し、
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の断面積を大きくしてあることを特徴とするキャリアテープ製造装置。
【請求項2】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の、前記基材の搬送方向に対して前記パンチが相対移動する方向の幅を大きくしてあることを特徴とする請求項1に記載のキャリアテープ製造装置。
【請求項3】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、前記櫛刃の長さを短くしてあることを特徴とする請求項1又は2に記載のキャリアテープ製造装置。
【請求項4】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の断面積を大きくしてあることを特徴とする請求項1乃至3のいずれか一項に記載のキャリアテープ製造装置。
【請求項5】
搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、
前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、
前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型と
を備え、
前記パンチは、一列に並んだ複数の櫛刃を有し、
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、櫛刃の長さを短くしてあることを特徴とするキャリアテープ製造装置。
【請求項6】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭から二本の前記櫛刃で形成した二つの前記凹部を、前記基材の搬送方向に対して前記パンチが相対移動する方向の最後尾から二本の前記櫛刃で再度圧縮することを特徴とする請求項3又は5に記載のキャリアテープ製造装置。
【請求項7】
搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、
前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、
前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型と
を備え、
前記パンチは、一列に並んだ複数の櫛刃を有し、
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、靱性の高い材料で形成されていることを特徴とするキャリアテープ製造装置。
【請求項8】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃より、靱性の高い材料で形成されていることを特徴とする請求項7に記載のキャリアテープ製造装置。
【請求項9】
搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、
前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、
前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型と
を備え、
前記パンチは、一列に並んだ複数の櫛刃を有し、
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃と別の部材で形成されていることを特徴とするキャリアテープ製造装置。
【請求項10】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃と別の部材で形成されていることを特徴とする請求項9に記載のキャリアテープ製造装置。
【請求項1】
搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、
前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、
前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型と
を備え、
前記パンチは、一列に並んだ複数の櫛刃を有し、
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の断面積を大きくしてあることを特徴とするキャリアテープ製造装置。
【請求項2】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の、前記基材の搬送方向に対して前記パンチが相対移動する方向の幅を大きくしてあることを特徴とする請求項1に記載のキャリアテープ製造装置。
【請求項3】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、前記櫛刃の長さを短くしてあることを特徴とする請求項1又は2に記載のキャリアテープ製造装置。
【請求項4】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃より、少なくとも前記櫛刃の根元の断面積を大きくしてあることを特徴とする請求項1乃至3のいずれか一項に記載のキャリアテープ製造装置。
【請求項5】
搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、
前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、
前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型と
を備え、
前記パンチは、一列に並んだ複数の櫛刃を有し、
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、櫛刃の長さを短くしてあることを特徴とするキャリアテープ製造装置。
【請求項6】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭から二本の前記櫛刃で形成した二つの前記凹部を、前記基材の搬送方向に対して前記パンチが相対移動する方向の最後尾から二本の前記櫛刃で再度圧縮することを特徴とする請求項3又は5に記載のキャリアテープ製造装置。
【請求項7】
搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、
前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、
前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型と
を備え、
前記パンチは、一列に並んだ複数の櫛刃を有し、
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃より、靱性の高い材料で形成されていることを特徴とするキャリアテープ製造装置。
【請求項8】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃より、靱性の高い材料で形成されていることを特徴とする請求項7に記載のキャリアテープ製造装置。
【請求項9】
搬送される帯状の基材を圧縮成形してキャリアテープを製造するキャリアテープ製造装置であって、
前記基材の一方の面に、電子部品を収納するための複数の凹部を形成するパンチを有する第1型と、
前記基材を載置し、前記第1型と嵌合して前記基材を圧縮成形する第2型と
を備え、
前記パンチは、一列に並んだ複数の櫛刃を有し、
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭に位置する前記櫛刃は、他の前記櫛刃と別の部材で形成されていることを特徴とするキャリアテープ製造装置。
【請求項10】
前記基材の搬送方向に対して前記パンチが相対移動する方向の先頭及び最後尾に位置する前記櫛刃は、他の前記櫛刃と別の部材で形成されていることを特徴とする請求項9に記載のキャリアテープ製造装置。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−62078(P2012−62078A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−206417(P2010−206417)
【出願日】平成22年9月15日(2010.9.15)
【出願人】(000006231)株式会社村田製作所 (3,635)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月15日(2010.9.15)
【出願人】(000006231)株式会社村田製作所 (3,635)
【Fターム(参考)】
[ Back to top ]