
クッキング剥離シート材料および剥離面
クッキング剥離材は、フルオロポリマーを含む層を含む。このクッキング剥離材は、1平方インチ当たり少なくとも10の密度で核形成構造を有する主面を有する。このクッキング剥離材は、補強材、補強材一面にコートされた層を含むことができる。このクッキング剥離材は、主面を形成する第2層を含むことができる。

【発明の詳細な説明】
【技術分野】
【0001】
本開示は、クッキング剥離シートおよびクッキング剥離シートの形成方法に関する。
【背景技術】
【0002】
食品産業において、特に商業的に包装済みのおよび調理済みの食品またはレストランとの関連で、企業は、一様な方法で食品を調理するより迅速な方法に取り組みつつある。さらに、そのような企業は、清浄化操作を含む操作の合理化を探求中であり、従業員損傷のリスクを軽減することを望んでいる。しかし、特定の調理プロセスおよび特定の食品は、油の跳ね散らしまたは突沸(aggressive boiling)に関連した問題を提起する。
【0003】
たとえば、肉製品は、調理されるときに油と水との組み合わせを生成し、油の跳ね散らしにつながる。そのような跳ね散らしは、清浄な装置を維持するための努力を増加させ得る。油の跳ね散らしが蓄積すると、火災および衛生問題につながり得る。また、熱い油の跳ね散らしは従業員に危険をもたらし得る。
【0004】
ある例では、商業的に包装済みの食品または商業的に調理済みの食品は、クッキングベルト上で調理することができる。別の例では、肉は、下からだけの熱で平面(すなわち、標準レンジ構造)上で調理することができる。剥離シートは、調理面への肉または肉汁の付着を防ぐ。付着の減少は、肉を表面からこすり落とすために用いられる努力の減少をもたらす。付着の減少はまた、調理される次の肉が付着しないように、調理面からこすり落とされるべきである焦げを減少させる。
【0005】
別の例では、肉は、上火および下火の両方から熱を供給する両面グリルで調理することができる。ベルトにもグリル上にも非付着面がないときは、肉製品は、表面に付着し得るか、またはグリルが開けられるときに2片に引き裂かれ得る。したがって、業界は非付着調理面に取り組んできた。
【図面の簡単な説明】
【0006】
添付の図面を参照することによって、本開示はより良く理解され、その多くの特徴および利点が当業者に明らかにされる可能性がある。
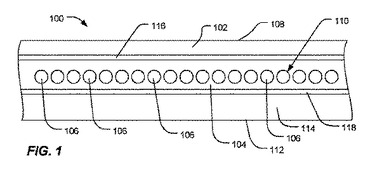
【図1】例示的なシート材料の横断面図を含む。
【図2】使用中の例示的な表面上の油および水の小滴の図を含む。
【図3】例示的な核形成構造の図を含む。
【図4】例示的な核形成構造の図を含む。
【図5】クッキングシート付きの例示的なフラットグリルの図を含む。
【図6】例示的な両面グリルの図を含む。
【図7】例示的なクッキングフィルムの図を含む。
【図8】例示的なクッキングベルトシステムの図を含む。
【図9】例示的なクッキングベルトシステムの図を含む。
【図10】跳ね散らし試験機器構成の図を含む。
【図11】格付け1〜4を示す例示的な試験シートの図を含む。
【図12】格付け1〜4を示す例示的な試験シートの図を含む。
【図13】例示的なシート材料表面の図を含む。
【図14】例示的なシート材料表面の図を含む。
【図15】例示的なシート材料表面の図を含む。
【0007】
異なる図面における同じ参照記号の使用は、類似のまたは同一のアイテムを示す。
【発明を実施するための形態】
【0008】
低表面エネルギー材料は、食品の粘着を制限する非付着性表面を提供する。肉製品などの食品が加熱されるとき、それは多くの場合油および水の両方を放出する。出願人らは、水および油の両方がグリルまたはグリルシート表面、特に低表面エネルギー材料で形成された表面上に配置されるときに、水が油によってコートされ得て過熱され得ることを発見した。水の一部がフラッシュして水蒸気になるとき、熱い油および水が跳ね散らしとして表面から射出される。そのような跳ね散らしは、その他の表面上への油の分散を引き起こし、清浄化をより困難にする。さらに、そのような跳ね散らしは、それが皮膚または目と接触するときに特に有害であり得る。
【0009】
過熱はまた、特に低表面エネルギー表面上でまたは電子レンジ中で沸騰水およびその他の液体物質からも生じ得る。乱れ(disturbance)は、突然の相変化につながり得て熱い液体を容器から射出させる。
【0010】
特定の実施形態においては、シート材料は、フルオロポリマーなどの、低表面エネルギーポリマーを含み、核形成構造を有する主面を含む。そのようなシート材料は、グリルシート、クッキングベルト、フィルム、コーティング、またはそれらの組み合わせの形態にあることができる。ある実施形態においては、グリルシートとして特に好適なシート材料は、補強材およびパーフルオロポリマーコーティングを含む。シート材料は、1平方インチ当たり少なくとも10の核形成構造の密度で、ボイドまたは割れ目などの、核形成構造を含む主面を有する。核形成構造は蒸発を促進するかまたは小さい泡立ちを開始し、より小さい泡で沸騰することにつながると考えられる。特に、核形成構造は、50マイクロメートル以下の、以下により詳細に記載される、特有な寸法を有する。加えて、シート材料は、シート材料の主面と補強材との間に配置されたフルオロポリマーコーティングを含むことができる。
【0011】
図1に図示される実施形態においては、クッキングシートなどの、シート材料100は、フルオロポリマーコーティング層104でコートされた補強材110を含む。トップコート102は、フルオロポリマーコーティング層104の上に配置することができるかまたはこの層104の上を覆うことができ、アンダーコート114は、フルオロポリマーコーティング層104の下に配置することができるかまたはこの層104の下を覆うことができる。本明細書に記載される場合、用語「上に」または「上を覆う」は、調理面、または加熱される食品などのアイテムと接触することが意図される表面に比較的より近い場所を記載するために使用される。用語「下に」または「下を覆う」は、調理面から比較的遠い場所を記載する。図示されるように、トップコート102は調理面108を形成する。トップコート102がないときは、フルオロポリマーコーティング層104が調理面108を形成することができる。加えて、アンダーコート114は、グリル接触面112を形成してグリルと接触する。アンダーコート114がないときは、フルオロポリマーコーティング層104がグリル接触面112を形成することができる。任意選択的に、中間層116をフルオロポリマーコーティング層104とトップコート102との間に配置することができ、中間層118をフルオロポリマーコーティング層104とアンダーコート114との間に配置することができる。
【0012】
補強材110としては、織(woven)もしくは不織繊維状補強材などの、繊維状補強材を挙げることができる。たとえば、繊維状補強材は、織布またはランダム配向繊維状ストランドのかみ合い(intermeshing)であることができる。例示的な一実施形態においては、布は織ガラス布である。別の例示的な実施形態においては、布は編布である。その他の実施形態においては、補強材としては、とりわけ、セラミック、プラスチック、もしくは金属材料のメッシュまたは複合材料のシートを挙げることができる。あるいは、補強材110は、基板、典型的にはシートの形態をとることができる。実施形態は、熱可塑性ポリイミド、ポリエーテル−エーテルケトン、ポリアリールケトン、ポリフェニレンスルフィド、およびポリエーテルイミドなどの、高融点熱可塑性樹脂;ポリイミドなどの、特に高温有能な熱硬化性樹脂の、熱硬化性プラスチック;上の熱可塑性樹脂または類似の熱安定性樹脂と繊維ガラス、黒鉛、およびポリアラミドなどの熱安定性補強材とをベースとするコーテッドまたは積層織物;プラスチックコーテッド金属箔;ならびに金属化または金属箔積層プラスチックフィルムで形成された支持体を使用することができる。加えて、例示的な実施形態は、Kevlar(登録商標)もしくはNomex(登録商標)などのアラミド、フッ素化ポリマー、繊維ガラス、黒鉛、ポリイミド、ポリフェニレンスルフィド、ポリケトン、ポリエステル、またはそれらの組み合わせから選択される繊維で形成された織および不織材料を含む。特に、繊維状補強材としては、清浄にされたまたは熱で前処理された繊維ガラス補強材が挙げられる。あるいは、繊維状補強材は、コーテッド繊維ガラス補強材であることができる。特定の例では、繊維ガラスの繊維のそれぞれは、ポリマーコーティングで個々にサイズ塗りすることができる。
【0013】
特定の例では、補強材110は布を含む。布は複数の糸106を含む。ある例では、糸106は、一緒に織り合わされて布を形成する。糸106は一様に分布しているように図1に図示されているが、糸106は一緒に束ねることができる。
【0014】
特定の実施形態においては、糸106の各フィラメントは、糸106中にまたは布中に組み込む前に前処理することができる。たとえば、各フィラメントは、サイズコートでコートすることができる。特定の例では、サイズコートとしては、パーフルオロポリマーなどの、フルオロポリマーとの結合を向上させるシランまたはその他の疎水性もしくは疎油性化学薬品が挙げられる。
【0015】
特定の実施形態においては、布は、0.8osy〜1.5osyの重量、またはさらには1.0osy〜1.5osyの重量などの、0.7osy〜2.4osyの範囲の重量を有する。布は、たて方向またはよこ方向に1インチ当たり30〜70糸またはさらには1インチ当たり40〜65糸などの、1インチ当たり20〜80糸の範囲の糸を有することができる。さらに、布は、1.0ミル〜2.3ミルの範囲、または特に、1.5ミル〜2.3ミルの範囲などの、1.0ミル〜3.0ミルの範囲の厚さを有することができる。
【0016】
図示されるように、補強材110は、フルオロポリマーコーティング層104内に組み込まれる。あるいは、フルオロポリマーコーティング層104は、補強材110のどちらの面上にも配置することができる。特に、補強材110は、グリル面112のより近くに存在することができる。
【0017】
ある実施形態においては、フルオロポリマーコーティング層104はフルオロポリマーを含む。例示的なフルオロポリマーは、ホモポリマー、コポリマー、ターポリマー、またはテトラフルオロエチレン、ヘキサフルオロプロピレン、クロロトリフルオロエチレン、トリフルオロエチレン、フッ化ビニリデン、フッ化ビニル、パーフルオロプロピルビニルエーテル、パーフルオロメチルビニルエーテル、もしくはそれらの任意の組み合わせなどの、モノマーから形成されるポリマーブレンドからなることができる。例示的なフルオロポリマーとしては、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレンコポリマー(FEP)、テトラフルオロエチレンとパーフルオロプロピルビニルエーテルとのコポリマー(パーフルオロアルコキシまたはPFA)、テトラフルオロエチレンとパーフルオロメチルビニルエーテルとのコポリマー(MFA)、エチレンとテトラフルオロエチレンとのコポリマー(ETFE)、エチレンとクロロトリフルオロエチレンとのコポリマー(ECTFE)、ポリクロロトリフルオロエチレン(PCTFE)、ポリフッ化ビニリデン(PVDF)、テトラフルオロエチレン、ヘキサフルオロプロピレン、およびフッ化ビニリデンを含むターポリマー(THV)、またはそれらの任意のブレンドもしくはアロイが挙げられる。ある例では、フルオロポリマーとしては、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、ポリフッ化ビニリデン(PVDF)、またはそれらの任意の組み合わせが挙げられる。特に、フルオロポリマーとしては、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせを挙げることができる。さらなる実施形態においては、フルオロポリマーは、PTFEまたはFEPなどの、パーフルオロポリマーであることができる。
【0018】
特定の例では、フルオロポリマーとしては、パーフルオロポリマーが挙げられる。たとえば、パーフルオロポリマーとしては、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意のブレンドもしくはコポリマーを挙げることができる。特定の例では、フルオロポリマーコーティング層104は、ポリテトラフルオロエチレン(PTFE)を含む。
【0019】
任意選択的に、トップコート102は、フルオロポリマーコーティング層104のトップ上に形成することができるかまたはこの層104上を覆うことができる。ある例では、トップコート102は、パーフルオロポリマーなどの、フルオロポリマーを含む。たとえば、トップコート102はPTFEを含むことができる。別の例では、トップコート102は、熱可塑性の加工できるフルオロポリマーを含む。たとえば、トップコート102は、パーフルオロアルコキシ(PFA)、フッ素化エチレンプロピレン(FEP)、またはそれらのブレンドもしくはコポリマーを含むことができる。
【0020】
さらなる例では、トップコート102は、パーフルオロポリマーと第2ポリマーとのブレンドを含むことができる。ある例では、この第2ポリマーとしては、シリコーンを挙げることができる。シリコーンポリマーとしては、ポリシロキサンを挙げることができる。たとえば、シリコーンポリマーとしては、ポリアルキルシロキサン、フェニルシリコーン、フルオロシリコーン、またはそれらの任意の組み合わせを挙げることができる。ある例では、ポリアルキルシロキサン(polyalkysiloxane)としては、ポリジメチルシロキサン、ポリジプロピルシロキサン、ポリメチルプロピルシロキサン、またはそれらの任意の組み合わせが挙げられる。特に、シリコーンポリマーは、プレ硬化シリコーンポリマーの水性分散系に由来することができる。ある例では、シリコーンポリマーは、水性分散系に由来することができ、プレ硬化シリコーンを含むことができる。特に、シリコーンポリマーは、末端基を持った、または架橋剤などの添加剤入りのプレ硬化シリコーンの水性分散系に由来することができる。たとえば、シリコーンポリマーは、Wacker CT27Eシリコーンゴム分散系などの、Wacker−Chemie GmbH,Munchen,Germanyから入手可能な、またはDC2−1266シリコーンゴムなどの、Dow Corningから入手可能なシリコーンポリマー分散系から選択することができる。特に、シリコーンは、本明細書においては「少なくとも食品グレード」と言われる、食品と接触してまたは医療用途でそれを使用することができるように調合される。さらに、シート材料は、少なくとも食品グレードであることができ、米国食品医薬品局(United States of America Food and Drug Administration)によって許可されているものなどの、食品と接触して使用することができる材料で形成される。
【0021】
ブレンドは、0重量%〜40重量%の範囲などの、ブレンドの固形分の総重量を基準として0重量%〜80重量%の範囲の量でシリコーンポリマーを含むことができる。たとえば、ブレンドは、5重量%〜30重量%の範囲、10重量%〜30重量%の範囲、またはさらには15重量%〜20重量%の範囲などの、2重量%〜30重量%の範囲の量でシリコーンポリマーを含むことができる。加えて、ブレンドは、75重量%〜90重量%の範囲、またはさらに80重量%〜85重量%の範囲などの、60重量%〜100重量%の範囲の量で、パーフルオロポリマーなどの、フルオロポリマーを含むことができる。
【0022】
同様に、アンダーコート114は、フルオロポリマーコーティング層104の下に形成することができるかまたはこの層104の下を覆うことができる。ある例では、アンダーコート114は、PTFEなどの、パーフルオロポリマーなどの、フルオロポリマーを含む。特定の例では、アンダーコート114は、熱可塑性の加工できるフルオロポリマーを含む。たとえば、アンダーコート114は、パーフルオロアルコキシ(PFA)、フッ素化エチレンプロピレン(FEP)、またはそれらの組み合わせを含むことができる。
【0023】
ある例では、アンダーコート114およびトップコート102は、フルオロポリマーコーティング層104のどちらの面上にも対称層を形成する。あるいは、アンダーコート114およびトップコート102は、フルオロポリマーコーティング層104の周りに非対称層を形成する。さらなる例では、シート材料100は、トップコート102およびアンダーコート114のどちらか一方、または両方を含むことができる。
【0024】
任意選択的に、中間層116は、フルオロポリマーコーティング層104の上を覆うように形成することができ、中間層118は、フルオロポリマーコーティング層104の下を覆うように形成することができる。ある例では、中間層116または118は、フルオロポリマーで形成することができる。このフルオロポリマーは、フルオロポリマーコーティング層104のフルオロポリマーとは異なることができる。ある例では、中間層116または118のフルオロポリマーは、溶融できるフルオロポリマーであることができる。別の例では、中間層116または118のフルオロポリマーは、キャストできるフルオロポリマーであることができる。
【0025】
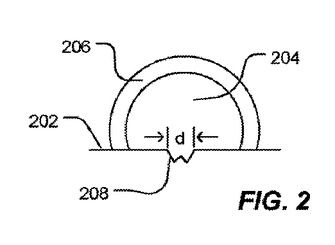
特に、シート材料100は、核形成構造(図示せず)を有する主面108を含む。核形成構造は、蒸発が始まり得る少なくとも1つの核形成点を画定する。図2に図示されるように、核形成構造208は、シート材料の主面202に近接して配置される。核形成構造208は、シート材料によって画定される平面に平行の核形成構造の最小寸法の平均と定義される、特有の寸法「d」を有する。特定の例では、核形成構造208の特有のこの寸法(d)は、50マイクロメートル以下、15マイクロメートル以下、5マイクロメートル以下、またはさらには1マイクロメートル以下などの、100マイクロメートル以下である。
【0026】
特に、核形成構造208は、蒸発が始まり得る凹所または突起面であることができる。図2に図示されるように、油206で取り囲まれた水204は、調理面上に生じることができる。水蒸気に変化するためのエネルギーを持った水分子は核形成構造208の核形成点に集まり、水蒸気の泡を形成することができると考えられる。泡が十分に大きいとき、それらは核形成点から離れ、表面に上昇する。多くの核形成点は、飛び出して水または油を遠くに飛ばすときに不十分なエネルギーをそれぞれ持った、多くの小さい泡をもたらすことができる。核形成点はこうして水204の過熱を制限し、水のフラッシングを制限し、跳ね散らしを制限する。
【0027】
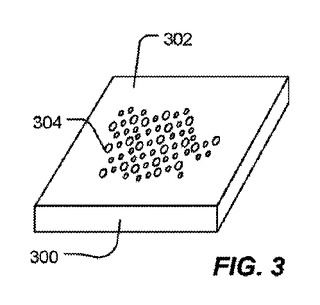
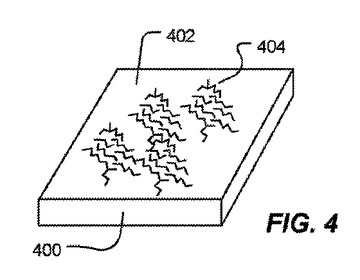
図3および図4は、例示的な核形成構造を図示する。図3に図示されるように、核形成構造は、シート材料300の表面302に形成されたボイド304であることができる。図4に図示されるさらなる例では、核形成構造は、シート材料400の表面402における亀裂または裂け目404であることができる。さらに、上の核形成構造の1つ以上の組み合わせをシート材料の表面に形成することができる。
【0028】
図1に戻ると、調理面108などの、シート材料100の主面は、ボイドなどの、核形成構造を含むことができる。ある例では、ボイドは、トップコート102の組成物に由来することができるか、またはトップコート102を形成するときの一過性成分の除去に由来することができる。たとえば、トップコート102は、PTFEと少なくとも食品グレードのシリコーンとのブレンドなどの、パーフルオロポリマーとシリコーンとのブレンドで形成することができる。例示的なブレンドは上に記載されている。そのようなブレンドは、焼結してトップコート102を形成するときに、シート材料100の表面108上にボイドを明示することができる。
【0029】
別の例では、調理面108におけるボイドは、トップコート102を形成する組成物中の一過性成分に由来することができる。そのような一過性成分は、除去されてシート材料の調理面108にボイドを残す。一過性成分は、燃え切り(Bburn−out)によって焼結プロセスの一環として除去することができるか、または溶媒浴での洗浄もしくは溶解によってなど、焼結プロセス後に除去することができる。ある例では、一過性成分は、トップコート102の焼結温度未満の蒸発もしくは酸化温度を有する燃え切り成分である。例示的な燃え切り成分としては、ポリマー材料もしくは天然材料、またはそれらの任意の組み合わせが挙げられる。たとえば、ポリマー燃え切り成分としては、ポリメチルメタクリレート(PMMA)などのアクリルポリマー、ポリアミド、ポリオレフィン、ポリエステル、変性セルロース系ポリマー、またはそれらの任意の組み合わせを挙げることができる。ある例では、天然材料としては、活性炭、紙粒子、鋸屑、コショウ、糖類、食品デンプン、またはそれらの任意の組み合わせを挙げることができる。
【0030】
別の例では、一過性成分は、焼結プロセス後に除去される。たとえば、一過性成分は、洗浄または溶解によって除去することができる。ある例では、一過性成分としては、酸可溶性塩が挙げられる。そのような例では、一過性成分は、シート材料100を焼結後に酸浴または別の溶媒に暴露することによって除去することができる。
【0031】
追加の実施形態においては、トップコート102は、吹き付けコーティングによって形成することができる。吹き付けコーティングは、a)加熱、b)溶媒洗浄などの、幾つかの後処理後に一過性である粒子を含有することができ、c)隆起した核形成部位を形成する粒子を含有してもよく、d)乾燥および融解すると裂け目が生じるほど十分に厚くてもよく、またはそれらの任意の組み合わせである。
【0032】
別の実施形態においては、核形成構造としては、シート材料100の表面108から伸びる突起部を挙げることができる。たとえば、トップコート102は、微粒子材料などの、封入剤を含むことができる。ある例では、封入剤としては、ガラスビーズ、シリカ、アルミナ、アルミノシリケート材料、炭酸カルシウム、硫酸カルシウム、別の不活性セラミック材料、またはそれらの任意の組み合わせを挙げることができる。
【0033】
別の例では、ボイドは、エンボス加工または刻印によって形成することができる。シート材料100は、焼結前にエンボス加工することができる。あるいは、シート材料100は、焼結後にエンボス加工することができる。ある例では、所望のパターンのネガをローラーでまたはプレスに形成することができる。パターンは、シート材料100へ圧入することができる。ある例では、パターンとしてはボイドが挙げられる。あるいは、埋め込まれた突起粒子を有する紙をシート材料へ圧入して核形成構造を調理面108へ刻印するかまたはエンボス加工することができる。
【0034】
代わりの例では、硬い粒子を調理面108上に分散させ、調理面へ圧入し、その後、除去してボイドを残すことができる。たとえば、塩粒子をトップコート102へ圧入し、その後洗い流すことができる。
【0035】
特定の実施形態においては、核形成構造としては、亀裂または割れ目を挙げることができる。パーフルオロポリマー材料の厚い層がワンパスで塗布されるとき、層は、亀裂が入るまたは裂ける傾向がある。ある例では、PTFEコーティングはワンパスで塗布されて少なくとも0.4ミル、少なくとも0.5ミル、またはさらには少なくとも0.6ミルなどの、0.35ミル超の厚さを有するコーティングを形成する。別の例では、0.2ミルで塗布されたTeflon(登録商標)PFAまたはTeflon(登録商標)FEP分散コーティングは、亀裂が入り得るかまたは裂け得る。
【0036】
シート材料の調理面108は、1平方インチ当たり少なくとも10の核形成構造の核形成構造密度で核形成構造を含むことができる。核形成構造の核形成構造密度は、約500〜1000平方ミル(ミル=インチの1000分の1)の、面積中の核形成構造の数を目視によりカウントし、インチ単位で表される面積で割ることによって測定することができる。ある例では、調理面108は、1平方インチ当たり少なくとも500、1平方インチ当たり少なくとも1000、1平方インチ当たり少なくとも5000、1平方インチ当たり少なくとも10000、1平方インチ当たり少なくとも25000、またはさらには1平方インチ当たり少なくとも50000などの、1平方インチ当たり少なくとも100の核形成構造密度で核形成構造を含む。
【0037】
シート材料100は、望ましい特徴を示すことができる。特に、シート材料100は、4.0ミル以下、またはさらには3.2ミル以下などの、5.0ミル以下の厚さを有する。たとえば、この厚さは、2.8ミル以下、またはさらには2.4ミル以下などの、3.0ミル以下であることができる。
【0038】
加えて、シート材料100は望ましい機械的特性を示す。たとえば、シート材料100は、たて方向およびよこ方向の両方に望ましい引張強度を有することができる。加えて、シート材料100は望ましい台形引裂強度を有することができる。さらに、シート材料100は、疲労後に望ましい機械的特性を保持することができる。たとえば、シート材料100は、望ましい折り目引張強度および折り目台形引裂強度を示すことができる。加えて、シート材料100は望ましいMIT曲げ性能を示すことができる。
【0039】
特定の実施形態においては、引張強度は、ASTM D902を用いて測定することができる。シート材料100は、少なくとも50ポンドなどの、少なくとも30ポンドのたて方向の引張強度を有することができる。特に、とりわけベルトとの関連で、シート材料は、少なくとも450ポンドなどの、少なくとも325ポンドのたて方向の引張強度を有することができる。さらなる例では、よこ方向の引張強度は、少なくとも65ポンド、またはさらには少なくとも70ポンドなどの、少なくとも45ポンドであることができる。特に、とりわけベルトとの関連で、ベルト材料は、少なくとも300ポンド、またはさらには少なくとも400ポンドなどの、少なくとも150ポンドであることができるよこ方向の引張強度を有することができる。
【0040】
シート材料100は、ASTM D4969によって修正されるような、ASTM D751に従って測定されるように望ましい台形引裂強度を有することができる。たとえば、クッキングシート100の台形引裂強度は、少なくとも4.0ポンドなどの、少なくとも3.5ポンドであることができる。特にベルトとの関連で、ベルト材料は、少なくとも7.5ポンド、またはさらには少なくとも12ポンドなどの、少なくとも5.5ポンドの望ましい台形引裂強度を有することができる。
【0041】
加えて、シート材料100は、折り目付けなどの、疲労(distress)後に望ましい引張強度および台形引裂強度を示すことができる。特に、引張強度および台形引裂強度は、折り重なりに平行に加えられる10ポンドローラーで1回折り目を付けた後に測定することができる。10ポンドローラーで折り目を付けた後の材料の引張強度は折り目引張強度として示され、折り目を付けた後の台形引裂強度は折り目台形引裂強度として示される。特に、シート材料100は、少なくとも15ポンド、またはさらには少なくとも17ポンドなどの、少なくとも10ポンドのたて方向の折り目引張強度を有することができる。さらに、シート材料100は、少なくとも1.0ポンドなどの、少なくとも0.5ポンドの折り目台形引裂強度を示すことができる。
【0042】
疲労下のシート材料100の耐久性はまた、MIT曲げ性能で特徴付けることができる。たとえば、シート材料100は、少なくとも15,000、少なくとも20,000、またはさらには少なくとも25,000などの、少なくとも10,000のMIT曲げ性能を有することができる。MIT曲げ性能は、ASTM D2176−63Jの耐折強度試験に従って1/2インチ幅の検体に関して2ポンドで繰り返して測定される。
【0043】
さらなる例では、シート材料100は低い透過性を示す。特に、シート材料100は、多孔質ではないかまたは、パーフルオロポリマー/シリコーンブレンドを含む層などの、多孔質であることができる層ではなく、実質的に相互に連結されていないかまたは当該層に局在化されている細孔を含む。たとえば、シート材料100は、測定装置の感度内で約0立方インチ/分の透過度を有するなど、ASTM D737に従って測定されるように、0.001立方インチ/分以下の透過度を有することができる。したがって、シート材料100は不透過性であることができる。特定の例では、補強材層とフルオロポリマーを含む層とを含むシート材料100は、0.001立方インチ/分以下の透過度を有する。
【0044】
さらに、シート材料100は、クッキング性能について試験されるときにうまく機能する。特に、シート材料100は、油の吸上げおよび油の焦げに対して抵抗性がある。ある例では、吸上げは、シートを400°Fで、16時間超、典型的には1週間熱油にさらすことによって試験される。油が布またはクッキングシートへ吸上がるとき、それは布を炭化させ、弱くする傾向がある。加えて、それは、布および個々のフィラメントの両方を変色させる傾向がある。上記のシート材料100の実施形態は、吸上げをほんの少ししかまたはまったく示さず、油の焦げをほんの少ししかまたはまったく示さず、フィラメントまたは布の変色をほんの少ししかまたはまったく示さない。したがって、シート材料100の実施形態は、吸上げ格付けについて合格の格付けを受ける。
【0045】
さらなる例では、シート材料は、油ベーク試験(Grease Bake Test)にかけられたときにうまく機能する。シート材料はハンバーガーの油と一緒に層にされ、アルミ箔にラップされ、1週間400°Fでオーブン中でベークされる。望ましいシート材料は、試験後に構造的完全性を維持し、糸における制限された吸上げおよび焦げを示す。
【0046】
跳ね散らしは、2つの方法を用いて試験される。第1の方法は、調理面から少なくとも4インチ射出された油の量を測定する。第2の方法は、表面から射出された跳ね散らしのおおよその高さを推定する。第1の方法においては、シート材料はグリル面上に置かれる。肉パテが調理されるグリル面の4インチ上方に、紙が置かれる。試験は、約115グラムの重さがある肉パテで行われる。スコア付けは、集められた全体油を標準に対して目視により比較し、3つの繰り返しの結果を平均することによって行われる。このスコア付けにおいてシートは、高さ当たり標準一式と比べて0〜5に格付けされる。スコアを付けられるときに、ゼロは跳ね散らしがない、1=非常に少ない跳ね散らしであって人を害するほどではない;2=わずかな跳ね散らしがある;および5は跳ね散らしは低く、誰かの手より遠くを害することはなさそうであることを意味する。
【0047】
第2の方法においては、跳ね散らしはレストランでの主要グリル上で観察され、両面グリルが開いた後に跳ね散らしを目視により観察し、跳ね散らしの数および高さを推定することによって観察される。2セットの肉パテがこの試験について評価される。
【0048】
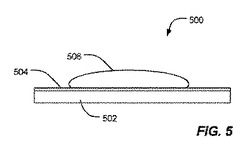
特定の実施形態においては、クッキングシートは、グリルの表面に適用することができる。たとえば、フラットグリル500は、加熱される圧盤502を含むことができる。圧盤502の調理面上に、グリルシート504が配置される。グリルシート504は、圧盤502と接触した表面を有し、上記のような、核形成構造を含む反対面を有する。ある例では、食品506は、グリルシート504上に置き、圧盤502からの熱を用いて調理することができる。
【0049】
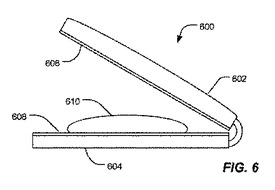
たとえば、グリルは、図6に図示されるように、両面グリル600であることができる。ある例では、グリルは、トップ圧盤602および下方圧盤604を含む。グリル圧盤(602、604)は加熱される。食品610は、グリル圧盤(602、604)間に配置され、グリル圧盤(602、604)は食品610を囲むように閉じられてそれを調理する。
【0050】
クッキングシート608は食品610とボトムグリル圧盤604との間に配置することができる、または剥離シート606は食品610とトップグリル圧盤602との間に配置することができる。特に、クッキングシート608または606は、それぞれ、ボトム圧盤604またはトップ圧盤602に機械的に結合させることができる。
【0051】
クッキングシート608は、下方圧盤604一面に適用することができる。ある例では、クッキングシート608は、下方圧盤604に機械的に結合させることができる。あるいは、クッキングシート608は、下方圧盤604に接着させることができる。
【0052】
実際には、クッキングシート(606、608)は、それらのそれぞれの圧盤(602、604)に適用され、圧盤(602、604)は加熱される。食品610は、クッキングシート608のトップ上およびクッキングシート606の下で圧盤の間に置かれ、圧盤(602、604)は、圧力下に食品610のそれぞれのトップおよびボトム面を加熱するために合わせられる。調理されるとすぐに、両面グリルは開けられ、トップ圧盤602を下方圧盤604から分離する。食品は取り出され、クッキングシート606および608を所定の位置に残す。
【0053】
代わりの実施形態においては、シート材料は、図7に図示されるように、補強材なしで形成されたフィルムであることができる。たとえば、フィルム700は、調理面などの、表面702上に核形成構造を有して形成することができる。フィルム700の表面702は、1平方インチ当たり少なくとも10の核形成構造密度で、または上記のような核形成構造密度で核形成構造を有することができる。核形成構造は、ボイドまたは亀裂であることができ、上記のように形成することができる。
【0054】
ある例では、フィルム700は単層構成である。別の例では、フィルム700は、補強層がなくて上記のように形成される多層構成である。フィルム700は、剥離可能なスタンドアロンフィルムとして使用することができる。あるいは、フィルム700は、基板に積層するかまたは別のシート材料に積層することができる。特に、フィルム700は、加熱される基板上に置くかまたは基板に積層することができる。
【0055】
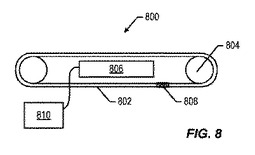
さらなる実施形態においては、シート材料はクッキングベルトを形成する。図8に図示されるように、システム800は、ベルト802および熱源806を含む。ベルト802は、フルオロポリマーでコートされた可撓性支持体を含む。クッキングベルトの外面は、たとえば、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を有する。制御装置810を用いて熱源806によって提供される熱の量に影響を及ぼすことができる。特定の例では、ベルト材料100は、14ミル以下、またはさらには20ミル以下などの、8ミル以下の厚さを有する。
【0056】
特定の実施形態において示されるように、ベルト802は閉ループベルトを形成する。閉ループベルトは、ローラー804の周りに巻き付けられている。典型的には、加熱ベルトは、ローラー804の周りの経路を通るため、およびローラー804周りの連続回転移動を可能にするために可撓性である。コーテッド可撓性支持体は、ベルト802の一部またはベルト802の実質的に全体を構成することができる。ベルト802は、束ねまたは止め金機構808などのその他の部分を含むことができる。
【0057】
加えて、ベルト802は、上記の通り、望ましい機械的特性を示す。たとえば、ベルト802は、たておよびよこ方向の両方に望ましい引張強度を有することができる。加えて、ベルト802は、望ましい台形引裂強度を有することができる。さらに、ベルト802は、疲労後に望ましい機械的特性を保持することができる。たとえば、ベルト802は、望ましい折り目引張強度および折り目台形引裂強度を示すことができる。加えて、ベルト802は、望ましいMIT曲げ性能を示すことができる。
【0058】
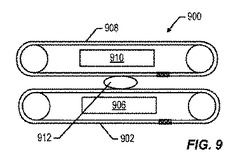
さらなる例では、シート材料は、図9に図示されるシステム900などの、2ベルトシステムに使用することができる。たとえば、シート材料は、ベルト902またはベルト908を形成するために使用することができる。少なくともベルト902および任意選択的に、ベルト908の外面は核形成構造を有する。各ベルト(902または908)は、それぞれの熱源(906または910)によって加熱することができる。特定の例では、食品912は、ベルト(902または908)間に置き、調理することができる。一般に、ベルト(902または908)は、食品912中に剪断を引き起こすことを回避するために同じ速度で移動する。熱源(906または910)の特質および位置決めに依存して、食品912は、両面を同時に調理することができる。
【0059】
シート材料は、布を分配する工程を含む方法によって形成することができる。ある例では、布は、個々にサイズコートされているフィラメントを含む繊維ガラス布である。布は、パーフルオロポリマーなどの、フルオロポリマーを含む分散系中で浸漬コートすることができる。過剰の分散系は布から処理することができ、フルオロポリマー分散系は、加熱して溶媒および界面活性剤を追い出し、フルオロポリマーを強固にすることができる。コーティングプロセスは、少なくとも2回、少なくとも3回、またはさらには少なくとも4回などの、1回以上行うことができる。トップコートを、コーテッド布の一面または両面上に塗布することができる。たとえば、コーテッド布は、浸漬コートして異なるフルオロポリマーを含むことができる。あるいは、フルオロポリマーフィルムをコーテッド布に積層することができるかまたは層をコーテッド布の1つ以上の表面上へ押し出すことができる。トップコート塗布プロセスの一環としてかまたはトップコートの塗布後に、核形成構造をシート材料の表面上に形成することができる。
【0060】
特定の例では、シート材料は、キャリアウェブまたは補強材(たとえば、布)を、フルオロポリマー、たとえば、パーフルオロポリマーなどの、低表面エネルギー、低摩擦係数材料でコートする方法によって形成される。ある例では、このパーフルオロポリマーとしては、PTFEが挙げられる。キャリアウェブまたは補強材はロールから賄われ、液体媒体中に分散されたフッ素化ポリマー粒子を含む懸濁液で少なくとも一面をコートされる。特定の一実施形態においては、この懸濁液としては、界面活性剤が添加されているPTFE水性分散系が挙げられる。あるいは、懸濁液は界面活性剤なしであることができる。
【0061】
刃または定量供給棒が、過剰の懸濁液をキャリアウェブから除去するために配置される。懸濁液は次に乾燥され、焼結されてキャリアウェブ上に層を形成する。特定の実施形態においては、コーテッド懸濁液は、約150°F〜約300°Fの範囲の温度で乾燥され、約550°F〜約720°Fの範囲の温度で焼結される。任意選択的に、界面活性剤は、約500°F〜約600°Fの範囲の温度で加熱することによって焼結前にコーティングから追い出すことができる。層の厚さは、コーティングプロセスを繰り返すことによって増やすことができる。例示的な一実施形態においては、キャリアウェブを懸濁液でコートし、懸濁液を乾燥させ、焼結前に第2コーティングを乾燥懸濁液に塗布することができる。
【0062】
例示的な実施形態においては、フッ素化ポリマーコーティングの厚さは一般に約0.2〜12ミルである。たとえば、この厚さは、約0.5〜3ミルなどの、約0.2〜4ミルであることができる。第2層は、約0.1ミル〜3ミル、またはさらには約0.1ミル〜1ミルなどの、約0.1ミル〜約5ミルの厚さを有することができる。
【0063】
任意選択的に、フルオロポリマーの第2層を第1層一面に塗布することができる。たとえば、第2層は第2フルオロポリマーを含むことができる。第2フルオロポリマーの塗布は、上記の方法に類似の、浸漬コーティング法を用いて行うことができる。あるいは、第2層は、第1層一面に層を押し出すことによって適用することができる。別の例では、第2層は、熱積層によってなど、第1層に積層することができる。
【0064】
トップコートは、第1層または任意選択の第2層一面に塗布される。たとえば、トップコートは、上記の方法に類似の、浸漬コーティング法を用いて塗布することができる。あるいは、調理面は、第1層または任意選択の第2層に外層を積層することによって形成することができる。さらなる例では、トップコートは、吹き付けコーティングによって塗布することができる。塗布プロセスの一環としてかまたはトップコートの塗布後に、核形成構造をトップコート中に形成することができる。
【0065】
たとえば、ボイドを形成するために、トップコートは、フルオロポリマーと少なくとも食品グレードのシリコーンとのブレンドで形成することができる。特に、このブレンドはパーフルオロポリマーを含むことができ、分散系の固形分を基準として、2重量%〜40重量%などの、0重量%〜80重量%の量でシリコーン樹脂を含むことができる。シート材料を分散系中で浸漬コートし、分散系を上記のように焼結することができる。生じたトップコートは、核形成構造としての機能を果たす、ボイドを表面に沿って示す。
【0066】
別の例では、ボイドは、上記のそれらの一過性成分などの、一過性成分を含む分散系でコートすることによって形成することができる。たとえば、分散系は、ポリメチルメタクリレート(PMMA)、ポリエチレン、ポリプロピレン、またはそれらの任意の組み合わせなどの、一過性ポリマーを含むことができる。焼結中に、この一過性成分は、コーティングから脱出して、ボイドを残すことができる。あるいは、分散系は、洗浄もしくは溶解によってなど、焼結後に除去することができる微粒子材料などの、一過性成分を含むことができる。
【0067】
さらなる例では、核形成構造としては、調理面から伸びる突起部を挙げることができる。たとえば、分散系は固体の粒子状物質を含むことができる。分散系がシート材料一面にコートされ焼結されるとき、分散系の塊が、表面から伸びる突起部を残す。
【0068】
亀裂または裂け目を形成するために、トップコートは、少なくとも0.4ミルなどの、少なくとも0.35ミルの厚さで塗布することができ、分散系を通してのワンパスによって生じる。たとえば、この厚さは、0.4ミル〜0.8ミルの範囲にあることができる。特に、定量供給棒をセットしてPTFE分散系の層を提供し、乾燥および焼結中に亀裂または裂け目をもたらすことができる。別の例では、Teflon(登録商標)FEPまたはTeflon(登録商標)PFAの亀裂の入ったまたは裂けた層は、少なくとも0.3ミルなどの、少なくとも0.2ミルの厚さの層で形成することができる。
【0069】
別の例では、圧痕は、パターンを表面中にエンボス加工するかまたは刻印することによって形成することができる。パターンは、トップコートの焼結またはフィルムの適用後に適用することができる。あるいは、パターンは、焼結前に適用することができる。さらなる例では、ランダムにエンボス加工された粒子を含む表面を調理面に圧入して核形成構造を形成することができる。
【0070】
さらなる実施形態においては、クッキングフィルムは、補強層をキャリアで置き換えることによって上記の方法を用いて形成することができる。フィルムは、キャリア上に形成され、その後キャリアから分離されて調理面が核形成構造を有する状態でフィルムを提供する。フィルムは、異なるキャリアに積層して強い補強材料を形成することができる。クッキングベルトは、上記の方法を用いて、引き続きベルトの外面が核形成構造を有する閉ループベルトを形成するためにシート材料のエンドを結合させて形成することができる。別の実施形態においては、クッキングシートは、コンベヤーベルト上のカバーまたは調理容器のライナーとして適用することができる。追加の例では、核形成構造を持った調理面は、層を吹き付けコートすることによって適用することができる。
【0071】
特に、シート材料、クッキングフィルム、またはコンベヤーベルトは、調理用途での使用に好適な材料および構造で形成され、米国食品医薬品局によって少なくとも調理用途向けに認められていない材料では形成されない。ある例では、コンベヤーベルトまたはフィルムは、商業的調理業務に使用することができる。たとえば、コンベヤーベルトまたはフィルムは、ベーコン、鶏肉、混合肉製品、またはそれらの任意の組み合わせを調理するためになどの、肉調理プロセスに使用することができる。別の例では、フィルムは、水を沸騰させるために用いられる容器に設置することができる。一般に、本シート材料、クッキングシート、またはフィルムは、低い跳ね散らし特性の非付着性調理面を形成するために使用することができる。
【0072】
本シート材料の特定の実施形態は、望ましい技術的優位性を示す。特に、クッキングシートは、延長した耐久性および耐引裂性を有する。特に、本コーテッドシートは、折り目付け、油の吸上げおよび焦げに対して抵抗性がある。下に記載されるように、試験は、望ましいクッキング性能とともに厳しい条件下での耐久性を示した。したがって、本クッキングシートは、食品品質を維持する耐久性フィルムを提供する。
【0073】
特に、出願人らは、非付着特性を示す材料がまた跳ね散らしを増加させ得ることを発見した。さらに、出願人らは、非付着特性を失うことなく跳ね散らしを制限するシート材料を発見した。
【実施例】
【0074】
試験方法
油ベーク試験(GREASE BAKE TEST):試料をハンバーガーの油で層状にし、アルミ箔に包む。このアセンブリを少なくとも1週間400°Fでベークする。試料を完全性、吸上げ、およびシート内のチャーについて観察する。
【0075】
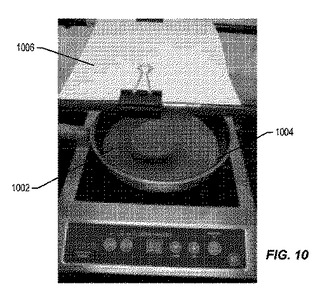
跳ね散らし試験(SPLATTER TEST):調理面から少なくとも4インチ射出された油の量を定量的に測定する。図10に図示される装置1000を用いて跳ね散らしを測定する。シート材料1002をグリル面1004上に置く。紙1006を、肉パテが調理されるグリル面の4インチ上方に置く。試験は、約115グラムの重さがある肉パテで行う。スコア付けは、集められた全体油を標準に対して目視により比較し、3つの繰り返しの結果を平均することによって行う。跳ね散らしスコア(Splatter Score)を測定するために、シートを高さ当たり標準一式と比べて0〜5に格付けする。スコアを付けるときに、ゼロは跳ね散らしがない、1=非常に少ない跳ね散らしであって人を害するほどではない;2=わずかな跳ね散らしがある;および5は跳ね散らしは低く、誰かの手より遠くに達することはなさそうであることを意味する。図11は、1(左側)および2(右側)の格付けを示す実例紙シートを図示する。図12は、3(左側)および4(右側)の格付けを示す実例紙シートを図示する。試料はまた、吸上げについても観察する。
【0076】
跳ね散らし高さ試験(SPLATTER HEIGHT TEST):跳ね散らしをレストランで観察する。肉パテの調理中に、跳ね散らしを目視により観察し、跳ね散らしの数および最高高さを測定する。2セットの肉パテを評価する。
【0077】
折り目試験(CREASE TEST):折り目引張強度および折り目台形引裂強度は、折り目に平行に適用される10ポンドローラーで一回試料に折り目を付けた後に測定することができる。10ポンドローラーで折り目を付けた後の材料の引張強度は、折り目引張強度として示し、ASTM D902に従って測定し、折り目を付けた後の台形引裂強度は、折り目台形引裂強度として示し、ASTM D4969によって修正されるような、ASTM D751に従って測定する。
【0078】
実施例1
試料は、樹脂を適用する棒のメーター#を変えることによってトップコートとして堆積された、異なる量のPTFEでコートされた1080ガラス布を使用して塔オーブン中で調製する。棒を変えて試料において堆積層を0.30ミル〜0.80ミルに変える。最終PTFE層の厚さは試料について変わり、厚さピックアップとして報告する。2つの別個のランを行って結果を再現し、確認する。
【0079】
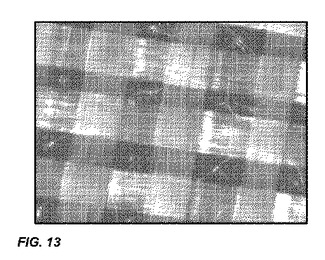
表1は試料の性能を例示する。亀裂の数は、図13に図示されるように、4ウィンドウの列および4隣接糸にわたって、約0.01インチ×0.066インチの面積中の亀裂の数である。図13は、ガラス糸間のウィンドウ中に亀裂を示すシート材料の図を含む。
【0080】
【表1】
【0081】
油ベーク試験は、本シートが1週間熱い油に耐えることを示す。ベークしたシートはタフで強い。糸中にチャーはまったくなく、表面は容易に清浄にされ、それが清浄にされたときはほとんど新品に見える。吸上げは上面からほんの少ししか観察されず、糸には何も観察されず、吸上げは側端からほんの少ししか観察されない。
【0082】
亀裂の数は、図13に図示されるように、4ウィンドウの列および4隣接糸にわたって、約0.01インチ×0.066インチの面積中の亀裂の数である。試料のほとんどは、なしかまたは高さ3インチ未満の跳ね散らし高さを示す。特に、油水混合物は泡立って跳ね散らしを形成しないことが観察される。そのような泡は、跳ね散らしが非常に低く、料理人を傷つけないかまたは火傷させないであろうから望ましい結果である。
【0083】
亀裂に関しては、約0.3ミルでは、亀裂を引き起こすのに十分な分散系はパスされない。0.35ミルより上で、7〜11の亀裂が試料のそれぞれについて生じる。
【0084】
実施例2
ポリメチルメタクリレート(PMMA)を、それがきれいに分解し食品用途向けに一般に使用されているので、充填剤として選択する。
【0085】
試料10は、構造1080ガラス布/PTFEの層/およびPTFE中の5.8%PMMAの層を有するように形成する。試料11は、1080ガラス布上の2パスのPTFEと、1.27の比重および2%PMMAでのPTFE分散系の手動浸漬コーティングとを含む。試料12は、試料11の分散系が85cpsの粘度、33%のPTFE固形分、および1.25のおおよその比重に希釈されていることを除いては試料11に似ている。乾燥基準のPMMAの重量は5.8%である。表2は、試料の性能を例示する。
【0086】
【表2】
【0087】
図14に図示されるように、PMMAは上面に穴を残す。図示されるように、1平方インチ当たり何千もの核形成点が存在する。PMMAは、700°Fでの焼結工程中に脱出して、目に見える残渣を透明なポリマー中にまったく残さない。IRスペクトルは、試料中にPMMAがまったくないことを示す。
【0088】
試料10、11および12は、低い跳ね散らしを示し、跳ね散らしは跳ね散らし高さ試験中にほんの少ししか起こらない。跳ね散らしスコアは0.3ほどに低く;3ランのうちの2つは跳ね散らしがまったくないことを意味する。
【0089】
油ベーク試験は、試料10および12が1週間熱い油に耐えることを示す。試料はタフで強く、糸中にチャーはまったくない。表面は容易に清浄になり、清浄にされたときはほとんど新品に見える。吸上げは上面からまったく観察されず、吸上げは側端からほんの少ししか観察されない。
【0090】
実施例3
試料は、1080ガラス布一面にPTFEと固形分を基準として20重量%シリコーンとの分散系をコートすることによって調製する。試料は、幾つかの商業的に入手可能なシリコーンの1つを含む。図15は、コーティング中に生じる表面核形成構造を図示する。表3は、試料の厚さ、シリコーンのタイプ、および性能を示す。
【0091】
【表3】
【0092】
試料13は跳ね散らしをまったく示さない。試料14および試料16は、その他の試料と比べて高い、3.0および3.7の跳ね散らしスコアを有したが、跳ね散らしは料理人の手より依然として低く、料理人の手へ跳ね散らしはほとんどもたらされない。DC2−1266は、米国食品医薬品局によって食品と一緒の使用のために格付けされている。
【0093】
実施例4
120グリット・サンドペーパーをニップ付き機械の2つの隣接ローラーの1つに適用することによって、構造1080ガラス布およびPTFE層を有する試料をエンボス加工する。ローラーを2つの小さいシリンダー上に軽い圧縮空気力で合わせる。空気圧を10から20まで30psigまで変え;計算される力は3.5、7、および10.5pliである。より高い方の2つの圧力により、サンドペーパーがガラス布中へ穿孔され、吸上げ染料が布中へ広く吸い上げられた。穿孔されなかった試料(#18)は6インチ高さの跳ね散らしを有した。表4は、試料の性能を例示する。
【0094】
【表4】
【0095】
実施例5
試料を、トップコート分散系が突起部を形成するための添加剤を含むことを除いては実施例4のガラス/PTFE構造で形成する。この添加剤としては、シリカ;丸いガラスビーズ;またはおおよそ球形であるが多くのエッジを有する、NaAlSiOxの1つが挙げられる。ビーズおよびNaAlSiOxは、サイズが5〜12ミクロンである。跳ね散らしスコアおよび跳ね散らし高さは許容できる。
【0096】
【表5】
【0097】
実施例6
上の試料を核形成構造密度について観察する。表6に例示されるように、方法のそれぞれは、1平方インチ当たり少なくとも5000の密度で核形成構造を提供した。加えて、構造のそれぞれが跳ね散らしを軽減した。
【0098】
【表6】
【0099】
実施例7
試料剥離シートを、ベーコンのストリップを並べて調理し油中に置くことによって発生する跳ね散らしについて評価する。調理中に跳ね散らし試験を用いて、幾つかの剥離シートのそれぞれによる跳ね散らされた油の量を非コーテッドスチール表面上で調理されるベーコンのそれと比較して特徴付ける。ベーコンは、むき出しグリルに付着し得るが、剥離シートには付着しない。表7は、剥離シートがまったく使用されないときより剥離シートが使用されるときに少ない跳ね散らしが観察されることを例示する。
【0100】
【表7】
【0101】
実施例8
試料剥離シートを、ソーセージパテを調理することによって発生する跳ね散らしについて評価する。調理中に跳ね散らし試験を用いて幾つかの剥離シートのそれぞれによる跳ね散らされた油の量を非コーテッドスチール表面上で調理されるソーセージのそれと比較して特徴付ける。
【0102】
【表8】
【0103】
第1態様においては、クッキング剥離材は、フルオロポリマーを含む層を含む。クッキング剥離材は、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を有する主面を有する。第1態様のある例では、クッキング剥離材は、クッキングシートまたはベルトの形態にある。
【0104】
第1態様のさらなる例では、核形成構造は割れ目を含む。別の例では、核形成構造は、ボイド、穴、または圧痕を含む。
【0105】
第1態様の追加の例では、クッキング剥離材は、米国食品医薬品局によって定義されるような少なくとも食品グレードと格付けされる。
【0106】
ある例では、核形成構造は、10マイクロメートル以下などの、50マイクロメートル以下の特有の寸法を有する。別の例では、核形成構造密度は、1平方インチ当たり少なくとも5000、1平方インチ当たり少なくとも10000、1平方インチ当たり少なくとも25000、またはさらには1平方インチ当たり少なくとも50000などの、1平方インチ当たり少なくとも1000である。
【0107】
さらなる例では、フルオロポリマーはパーフルオロポリマーを含む。パーフルオロポリマーは、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせであることができる。たとえば、パーフルオロポリマーはポリテトラフルオロエチレン(PTFE)である。
【0108】
追加の例では、クッキング剥離材は、パーフルオロポリマーを含みクッキング剥離材の主面を形成する表層をさらに含む。この表層は核形成構造を含む。ある例では、表層は、パーフルオロポリマーと少なくとも食品グレードのシリコーンとのブレンドを含む。
【0109】
ある例では、クッキング剥離材は補強材、補強材一面にコートされた層をさらに含む。補強材は繊維状材料を含むことができる。繊維性材料は織布を含むことができる。織布は繊維ガラスを含むことができる。
【0110】
別の例では、クッキング剥離材は、2以下などの、3以下の跳ね散らしスコアを示す。
【0111】
第2態様においては、クッキングシートは、繊維ガラスを含む織布と、織布上に配置されたそしてパーフルオロポリマーを含む第1コーティングと、第1コーティングを覆いクッキングシートの主面を形成する表面コーティングとを含む。この表面コーティングは、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む。クッキングシートは5ミル以下の厚さを有する。
【0112】
第2態様のある例では、パーフルオロポリマーは、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせである。たとえば、パーフルオロポリマーはポリテトラフルオロエチレン(PTFE)である。
【0113】
第2態様の別の例では、表面コーティングはパーフルオロポリマーを含む。さらなる例では、表面コーティングはシリコーンを含む。追加の例では、表面コーティングはパーフルオロポリマーとシリコーンとのブレンドを含む。
【0114】
ある例では、核形成構造密度は1平方インチ当たり少なくとも1000である。厚さは4ミル以下であることができる。核形成構造は、50マイクロメートル以下の特有の寸法を有することができる。
【0115】
第3態様においては、クッキング剥離材の形成方法は、パーフルオロポリマーの第1コーティングを補強材に塗布する工程と、表面コーティングを塗布して主面を形成する工程と、1平方インチ当たり少なくとも10の密度で表面コーティング中に核形成構造を形成する工程とを含む。
【0116】
第3態様のある例では、表面コーティングは一過性材料を含み、ここで、核形成構造を形成する工程は、一過性材料を放出してボイドを形成することを含む。別の例では、表面コーティングはパーフルオロポリマーを含み、0.35ミル超の厚さを有する。核形成構造を形成する工程は、表面コーティングを焼結して割れ目を形成することを含むことができる。さらなる例では、核形成構造を形成する工程は、表面コーティングをエンボス加工することを含む。
【0117】
別の例では、表面コーティングは、パーフルオロポリマーとシリコーンとのブレンドを含む。核形成構造を形成する工程は、表面コーティングを焼結してボイドを形成することを含む。追加の例では、核形成構造を形成する工程は、表面コーティングをパターン化することを含む。
【0118】
さらなる例では、第1コーティングを塗布する工程は、補強材を、パーフルオロポリマーを含む分散系と接触させ、パーフルオロポリマーを融解させることを含む。
【0119】
ある例では、表面コーティングを塗布する工程は、第1コーティングでコートされた補強材を、パーフルオロポリマーを含む分散系と接触させ、パーフルオロポリマーを融解させることを含む。追加の例では、表面コーティングを塗布する工程は、第1コーティングでコートされた補強材を、パーフルオロポリマーおよびシリコーンを含む分散系と接触させ、パーフルオロポリマーを融解させることを含む。別の例では、表面コーティングを塗布する工程は、吹き付けコートして表面コーティングを形成することを含む。
【0120】
第4態様においては、調理器は、フルオロポリマーを含むクッキング剥離材を含む。クッキング剥離材は調理器の調理面を画定する。調理面は、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む。第4態様のある例では、クッキング剥離材は加熱される基板上に配置される。
【0121】
第5態様においては、クッキングベルトは、補強材とクッキング剥離材上に配置されたフルオロポリマー層とを含むクッキング剥離材を含む。クッキング剥離材は、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む主面を画定する。クッキング剥離材は閉ループを形成する。第5態様のある例では、クッキングベルトは、クッキング剥離材の第1および第2エンドを固定して閉ループを形成するための止め金をさらに含む。
【0122】
概要または実施例において上に記載された活動のすべてが必要とされるわけでないこと、具体的な活動の一部は必要とされない可能性があること、および1つ以上のさらなる活動が記載されたものに加えて行われてもよいことに留意されたい。もっとさらに、活動がリストされる順番は必ずしもそれらが行われる順番ではない。
【0123】
上述の明細書において、コンセプトは、具体的な実施形態に関連して記載されてきた。しかし、当業者は、様々な修正および変更が下のクレームに記述されるような本発明の範囲から逸脱することなく行われ得ることを十分理解する。したがって、本明細書および図は、限定的意味よりもむしろ例示的意味で考慮されるべきであり、すべてのそのような修正は本発明の範囲内に含まれることを意図される。
【0124】
本明細書において使用される場合、用語「含む(comprises)」、「含む(comprising)」、「含む(includes)」、「含む(including)」、「有する(has)」、「有する(having)」またはそれらの任意のその他の変形は、非排他的な包含をカバーすることを意図される。たとえば、特徴のリストを含むプロセス、方法、物品、もしくは装置は、それらの特徴のみに必ずしも限定されず、明確にリストされないかまたはそのようなプロセス、方法、物品、もしくは装置に固有であるその他の特徴を含んでもよい。さらに、それとは反対を明確に述べられない限り、「または」は、包含的なまたはを意味し、排他的なまたはを意味しない。たとえば、条件AまたはBは、次のいずれか1つで満たされる:Aは真であり(または存在し)かつBは偽である(存在しない)、Aは偽であり(または存在せず)かつBは真である(または存在する)、ならびにAおよびBの両方とも真である(または存在する)。
【0125】
同様に、「a」または「an」の使用は、本明細書に記載される要素および成分を記載するために用いられる。これは、便宜上および本発明の範囲の一般的な意味を与えるために行われるにすぎない。この記載は1つまたは少なくとも1つを包含すると読まれるべきであり、単数はまた、それが複数ではないことを意味することが明確でない限り複数を包含する。
【0126】
利益、その他の利点、および問題の解決策は、具体的な実施形態に関して上に記載されてきた。しかし、利益、利点、問題の解決策、および任意の利益、利点、または起こるもしくはより顕著になるための解決策をもたらすかもしれないいかなる特徴も、クレームのいずれかまたはすべての決定的に重要な、必要な、または本質的な特徴と解釈されるべきではない。
【0127】
本明細書を読んだ後に、当業者は、ある種の特徴が、明確にするために、別個の実施形態との関連で本明細書に記載されており、単一の実施形態において組み合わせてまた提供されてもよいことを十分理解するであろう。逆に、簡潔にするために、単一の実施形態との関連で記載されている様々な特徴はまた、別々にまたは任意の副次的組み合わせで提供されてもよい。さらに、範囲で記載される値の言及には、当該範囲内のそれぞれのおよびあらゆる値が含まれる。
【技術分野】
【0001】
本開示は、クッキング剥離シートおよびクッキング剥離シートの形成方法に関する。
【背景技術】
【0002】
食品産業において、特に商業的に包装済みのおよび調理済みの食品またはレストランとの関連で、企業は、一様な方法で食品を調理するより迅速な方法に取り組みつつある。さらに、そのような企業は、清浄化操作を含む操作の合理化を探求中であり、従業員損傷のリスクを軽減することを望んでいる。しかし、特定の調理プロセスおよび特定の食品は、油の跳ね散らしまたは突沸(aggressive boiling)に関連した問題を提起する。
【0003】
たとえば、肉製品は、調理されるときに油と水との組み合わせを生成し、油の跳ね散らしにつながる。そのような跳ね散らしは、清浄な装置を維持するための努力を増加させ得る。油の跳ね散らしが蓄積すると、火災および衛生問題につながり得る。また、熱い油の跳ね散らしは従業員に危険をもたらし得る。
【0004】
ある例では、商業的に包装済みの食品または商業的に調理済みの食品は、クッキングベルト上で調理することができる。別の例では、肉は、下からだけの熱で平面(すなわち、標準レンジ構造)上で調理することができる。剥離シートは、調理面への肉または肉汁の付着を防ぐ。付着の減少は、肉を表面からこすり落とすために用いられる努力の減少をもたらす。付着の減少はまた、調理される次の肉が付着しないように、調理面からこすり落とされるべきである焦げを減少させる。
【0005】
別の例では、肉は、上火および下火の両方から熱を供給する両面グリルで調理することができる。ベルトにもグリル上にも非付着面がないときは、肉製品は、表面に付着し得るか、またはグリルが開けられるときに2片に引き裂かれ得る。したがって、業界は非付着調理面に取り組んできた。
【図面の簡単な説明】
【0006】
添付の図面を参照することによって、本開示はより良く理解され、その多くの特徴および利点が当業者に明らかにされる可能性がある。
【図1】例示的なシート材料の横断面図を含む。
【図2】使用中の例示的な表面上の油および水の小滴の図を含む。
【図3】例示的な核形成構造の図を含む。
【図4】例示的な核形成構造の図を含む。
【図5】クッキングシート付きの例示的なフラットグリルの図を含む。
【図6】例示的な両面グリルの図を含む。
【図7】例示的なクッキングフィルムの図を含む。
【図8】例示的なクッキングベルトシステムの図を含む。
【図9】例示的なクッキングベルトシステムの図を含む。
【図10】跳ね散らし試験機器構成の図を含む。
【図11】格付け1〜4を示す例示的な試験シートの図を含む。
【図12】格付け1〜4を示す例示的な試験シートの図を含む。
【図13】例示的なシート材料表面の図を含む。
【図14】例示的なシート材料表面の図を含む。
【図15】例示的なシート材料表面の図を含む。
【0007】
異なる図面における同じ参照記号の使用は、類似のまたは同一のアイテムを示す。
【発明を実施するための形態】
【0008】
低表面エネルギー材料は、食品の粘着を制限する非付着性表面を提供する。肉製品などの食品が加熱されるとき、それは多くの場合油および水の両方を放出する。出願人らは、水および油の両方がグリルまたはグリルシート表面、特に低表面エネルギー材料で形成された表面上に配置されるときに、水が油によってコートされ得て過熱され得ることを発見した。水の一部がフラッシュして水蒸気になるとき、熱い油および水が跳ね散らしとして表面から射出される。そのような跳ね散らしは、その他の表面上への油の分散を引き起こし、清浄化をより困難にする。さらに、そのような跳ね散らしは、それが皮膚または目と接触するときに特に有害であり得る。
【0009】
過熱はまた、特に低表面エネルギー表面上でまたは電子レンジ中で沸騰水およびその他の液体物質からも生じ得る。乱れ(disturbance)は、突然の相変化につながり得て熱い液体を容器から射出させる。
【0010】
特定の実施形態においては、シート材料は、フルオロポリマーなどの、低表面エネルギーポリマーを含み、核形成構造を有する主面を含む。そのようなシート材料は、グリルシート、クッキングベルト、フィルム、コーティング、またはそれらの組み合わせの形態にあることができる。ある実施形態においては、グリルシートとして特に好適なシート材料は、補強材およびパーフルオロポリマーコーティングを含む。シート材料は、1平方インチ当たり少なくとも10の核形成構造の密度で、ボイドまたは割れ目などの、核形成構造を含む主面を有する。核形成構造は蒸発を促進するかまたは小さい泡立ちを開始し、より小さい泡で沸騰することにつながると考えられる。特に、核形成構造は、50マイクロメートル以下の、以下により詳細に記載される、特有な寸法を有する。加えて、シート材料は、シート材料の主面と補強材との間に配置されたフルオロポリマーコーティングを含むことができる。
【0011】
図1に図示される実施形態においては、クッキングシートなどの、シート材料100は、フルオロポリマーコーティング層104でコートされた補強材110を含む。トップコート102は、フルオロポリマーコーティング層104の上に配置することができるかまたはこの層104の上を覆うことができ、アンダーコート114は、フルオロポリマーコーティング層104の下に配置することができるかまたはこの層104の下を覆うことができる。本明細書に記載される場合、用語「上に」または「上を覆う」は、調理面、または加熱される食品などのアイテムと接触することが意図される表面に比較的より近い場所を記載するために使用される。用語「下に」または「下を覆う」は、調理面から比較的遠い場所を記載する。図示されるように、トップコート102は調理面108を形成する。トップコート102がないときは、フルオロポリマーコーティング層104が調理面108を形成することができる。加えて、アンダーコート114は、グリル接触面112を形成してグリルと接触する。アンダーコート114がないときは、フルオロポリマーコーティング層104がグリル接触面112を形成することができる。任意選択的に、中間層116をフルオロポリマーコーティング層104とトップコート102との間に配置することができ、中間層118をフルオロポリマーコーティング層104とアンダーコート114との間に配置することができる。
【0012】
補強材110としては、織(woven)もしくは不織繊維状補強材などの、繊維状補強材を挙げることができる。たとえば、繊維状補強材は、織布またはランダム配向繊維状ストランドのかみ合い(intermeshing)であることができる。例示的な一実施形態においては、布は織ガラス布である。別の例示的な実施形態においては、布は編布である。その他の実施形態においては、補強材としては、とりわけ、セラミック、プラスチック、もしくは金属材料のメッシュまたは複合材料のシートを挙げることができる。あるいは、補強材110は、基板、典型的にはシートの形態をとることができる。実施形態は、熱可塑性ポリイミド、ポリエーテル−エーテルケトン、ポリアリールケトン、ポリフェニレンスルフィド、およびポリエーテルイミドなどの、高融点熱可塑性樹脂;ポリイミドなどの、特に高温有能な熱硬化性樹脂の、熱硬化性プラスチック;上の熱可塑性樹脂または類似の熱安定性樹脂と繊維ガラス、黒鉛、およびポリアラミドなどの熱安定性補強材とをベースとするコーテッドまたは積層織物;プラスチックコーテッド金属箔;ならびに金属化または金属箔積層プラスチックフィルムで形成された支持体を使用することができる。加えて、例示的な実施形態は、Kevlar(登録商標)もしくはNomex(登録商標)などのアラミド、フッ素化ポリマー、繊維ガラス、黒鉛、ポリイミド、ポリフェニレンスルフィド、ポリケトン、ポリエステル、またはそれらの組み合わせから選択される繊維で形成された織および不織材料を含む。特に、繊維状補強材としては、清浄にされたまたは熱で前処理された繊維ガラス補強材が挙げられる。あるいは、繊維状補強材は、コーテッド繊維ガラス補強材であることができる。特定の例では、繊維ガラスの繊維のそれぞれは、ポリマーコーティングで個々にサイズ塗りすることができる。
【0013】
特定の例では、補強材110は布を含む。布は複数の糸106を含む。ある例では、糸106は、一緒に織り合わされて布を形成する。糸106は一様に分布しているように図1に図示されているが、糸106は一緒に束ねることができる。
【0014】
特定の実施形態においては、糸106の各フィラメントは、糸106中にまたは布中に組み込む前に前処理することができる。たとえば、各フィラメントは、サイズコートでコートすることができる。特定の例では、サイズコートとしては、パーフルオロポリマーなどの、フルオロポリマーとの結合を向上させるシランまたはその他の疎水性もしくは疎油性化学薬品が挙げられる。
【0015】
特定の実施形態においては、布は、0.8osy〜1.5osyの重量、またはさらには1.0osy〜1.5osyの重量などの、0.7osy〜2.4osyの範囲の重量を有する。布は、たて方向またはよこ方向に1インチ当たり30〜70糸またはさらには1インチ当たり40〜65糸などの、1インチ当たり20〜80糸の範囲の糸を有することができる。さらに、布は、1.0ミル〜2.3ミルの範囲、または特に、1.5ミル〜2.3ミルの範囲などの、1.0ミル〜3.0ミルの範囲の厚さを有することができる。
【0016】
図示されるように、補強材110は、フルオロポリマーコーティング層104内に組み込まれる。あるいは、フルオロポリマーコーティング層104は、補強材110のどちらの面上にも配置することができる。特に、補強材110は、グリル面112のより近くに存在することができる。
【0017】
ある実施形態においては、フルオロポリマーコーティング層104はフルオロポリマーを含む。例示的なフルオロポリマーは、ホモポリマー、コポリマー、ターポリマー、またはテトラフルオロエチレン、ヘキサフルオロプロピレン、クロロトリフルオロエチレン、トリフルオロエチレン、フッ化ビニリデン、フッ化ビニル、パーフルオロプロピルビニルエーテル、パーフルオロメチルビニルエーテル、もしくはそれらの任意の組み合わせなどの、モノマーから形成されるポリマーブレンドからなることができる。例示的なフルオロポリマーとしては、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレンコポリマー(FEP)、テトラフルオロエチレンとパーフルオロプロピルビニルエーテルとのコポリマー(パーフルオロアルコキシまたはPFA)、テトラフルオロエチレンとパーフルオロメチルビニルエーテルとのコポリマー(MFA)、エチレンとテトラフルオロエチレンとのコポリマー(ETFE)、エチレンとクロロトリフルオロエチレンとのコポリマー(ECTFE)、ポリクロロトリフルオロエチレン(PCTFE)、ポリフッ化ビニリデン(PVDF)、テトラフルオロエチレン、ヘキサフルオロプロピレン、およびフッ化ビニリデンを含むターポリマー(THV)、またはそれらの任意のブレンドもしくはアロイが挙げられる。ある例では、フルオロポリマーとしては、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、ポリフッ化ビニリデン(PVDF)、またはそれらの任意の組み合わせが挙げられる。特に、フルオロポリマーとしては、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせを挙げることができる。さらなる実施形態においては、フルオロポリマーは、PTFEまたはFEPなどの、パーフルオロポリマーであることができる。
【0018】
特定の例では、フルオロポリマーとしては、パーフルオロポリマーが挙げられる。たとえば、パーフルオロポリマーとしては、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意のブレンドもしくはコポリマーを挙げることができる。特定の例では、フルオロポリマーコーティング層104は、ポリテトラフルオロエチレン(PTFE)を含む。
【0019】
任意選択的に、トップコート102は、フルオロポリマーコーティング層104のトップ上に形成することができるかまたはこの層104上を覆うことができる。ある例では、トップコート102は、パーフルオロポリマーなどの、フルオロポリマーを含む。たとえば、トップコート102はPTFEを含むことができる。別の例では、トップコート102は、熱可塑性の加工できるフルオロポリマーを含む。たとえば、トップコート102は、パーフルオロアルコキシ(PFA)、フッ素化エチレンプロピレン(FEP)、またはそれらのブレンドもしくはコポリマーを含むことができる。
【0020】
さらなる例では、トップコート102は、パーフルオロポリマーと第2ポリマーとのブレンドを含むことができる。ある例では、この第2ポリマーとしては、シリコーンを挙げることができる。シリコーンポリマーとしては、ポリシロキサンを挙げることができる。たとえば、シリコーンポリマーとしては、ポリアルキルシロキサン、フェニルシリコーン、フルオロシリコーン、またはそれらの任意の組み合わせを挙げることができる。ある例では、ポリアルキルシロキサン(polyalkysiloxane)としては、ポリジメチルシロキサン、ポリジプロピルシロキサン、ポリメチルプロピルシロキサン、またはそれらの任意の組み合わせが挙げられる。特に、シリコーンポリマーは、プレ硬化シリコーンポリマーの水性分散系に由来することができる。ある例では、シリコーンポリマーは、水性分散系に由来することができ、プレ硬化シリコーンを含むことができる。特に、シリコーンポリマーは、末端基を持った、または架橋剤などの添加剤入りのプレ硬化シリコーンの水性分散系に由来することができる。たとえば、シリコーンポリマーは、Wacker CT27Eシリコーンゴム分散系などの、Wacker−Chemie GmbH,Munchen,Germanyから入手可能な、またはDC2−1266シリコーンゴムなどの、Dow Corningから入手可能なシリコーンポリマー分散系から選択することができる。特に、シリコーンは、本明細書においては「少なくとも食品グレード」と言われる、食品と接触してまたは医療用途でそれを使用することができるように調合される。さらに、シート材料は、少なくとも食品グレードであることができ、米国食品医薬品局(United States of America Food and Drug Administration)によって許可されているものなどの、食品と接触して使用することができる材料で形成される。
【0021】
ブレンドは、0重量%〜40重量%の範囲などの、ブレンドの固形分の総重量を基準として0重量%〜80重量%の範囲の量でシリコーンポリマーを含むことができる。たとえば、ブレンドは、5重量%〜30重量%の範囲、10重量%〜30重量%の範囲、またはさらには15重量%〜20重量%の範囲などの、2重量%〜30重量%の範囲の量でシリコーンポリマーを含むことができる。加えて、ブレンドは、75重量%〜90重量%の範囲、またはさらに80重量%〜85重量%の範囲などの、60重量%〜100重量%の範囲の量で、パーフルオロポリマーなどの、フルオロポリマーを含むことができる。
【0022】
同様に、アンダーコート114は、フルオロポリマーコーティング層104の下に形成することができるかまたはこの層104の下を覆うことができる。ある例では、アンダーコート114は、PTFEなどの、パーフルオロポリマーなどの、フルオロポリマーを含む。特定の例では、アンダーコート114は、熱可塑性の加工できるフルオロポリマーを含む。たとえば、アンダーコート114は、パーフルオロアルコキシ(PFA)、フッ素化エチレンプロピレン(FEP)、またはそれらの組み合わせを含むことができる。
【0023】
ある例では、アンダーコート114およびトップコート102は、フルオロポリマーコーティング層104のどちらの面上にも対称層を形成する。あるいは、アンダーコート114およびトップコート102は、フルオロポリマーコーティング層104の周りに非対称層を形成する。さらなる例では、シート材料100は、トップコート102およびアンダーコート114のどちらか一方、または両方を含むことができる。
【0024】
任意選択的に、中間層116は、フルオロポリマーコーティング層104の上を覆うように形成することができ、中間層118は、フルオロポリマーコーティング層104の下を覆うように形成することができる。ある例では、中間層116または118は、フルオロポリマーで形成することができる。このフルオロポリマーは、フルオロポリマーコーティング層104のフルオロポリマーとは異なることができる。ある例では、中間層116または118のフルオロポリマーは、溶融できるフルオロポリマーであることができる。別の例では、中間層116または118のフルオロポリマーは、キャストできるフルオロポリマーであることができる。
【0025】
特に、シート材料100は、核形成構造(図示せず)を有する主面108を含む。核形成構造は、蒸発が始まり得る少なくとも1つの核形成点を画定する。図2に図示されるように、核形成構造208は、シート材料の主面202に近接して配置される。核形成構造208は、シート材料によって画定される平面に平行の核形成構造の最小寸法の平均と定義される、特有の寸法「d」を有する。特定の例では、核形成構造208の特有のこの寸法(d)は、50マイクロメートル以下、15マイクロメートル以下、5マイクロメートル以下、またはさらには1マイクロメートル以下などの、100マイクロメートル以下である。
【0026】
特に、核形成構造208は、蒸発が始まり得る凹所または突起面であることができる。図2に図示されるように、油206で取り囲まれた水204は、調理面上に生じることができる。水蒸気に変化するためのエネルギーを持った水分子は核形成構造208の核形成点に集まり、水蒸気の泡を形成することができると考えられる。泡が十分に大きいとき、それらは核形成点から離れ、表面に上昇する。多くの核形成点は、飛び出して水または油を遠くに飛ばすときに不十分なエネルギーをそれぞれ持った、多くの小さい泡をもたらすことができる。核形成点はこうして水204の過熱を制限し、水のフラッシングを制限し、跳ね散らしを制限する。
【0027】
図3および図4は、例示的な核形成構造を図示する。図3に図示されるように、核形成構造は、シート材料300の表面302に形成されたボイド304であることができる。図4に図示されるさらなる例では、核形成構造は、シート材料400の表面402における亀裂または裂け目404であることができる。さらに、上の核形成構造の1つ以上の組み合わせをシート材料の表面に形成することができる。
【0028】
図1に戻ると、調理面108などの、シート材料100の主面は、ボイドなどの、核形成構造を含むことができる。ある例では、ボイドは、トップコート102の組成物に由来することができるか、またはトップコート102を形成するときの一過性成分の除去に由来することができる。たとえば、トップコート102は、PTFEと少なくとも食品グレードのシリコーンとのブレンドなどの、パーフルオロポリマーとシリコーンとのブレンドで形成することができる。例示的なブレンドは上に記載されている。そのようなブレンドは、焼結してトップコート102を形成するときに、シート材料100の表面108上にボイドを明示することができる。
【0029】
別の例では、調理面108におけるボイドは、トップコート102を形成する組成物中の一過性成分に由来することができる。そのような一過性成分は、除去されてシート材料の調理面108にボイドを残す。一過性成分は、燃え切り(Bburn−out)によって焼結プロセスの一環として除去することができるか、または溶媒浴での洗浄もしくは溶解によってなど、焼結プロセス後に除去することができる。ある例では、一過性成分は、トップコート102の焼結温度未満の蒸発もしくは酸化温度を有する燃え切り成分である。例示的な燃え切り成分としては、ポリマー材料もしくは天然材料、またはそれらの任意の組み合わせが挙げられる。たとえば、ポリマー燃え切り成分としては、ポリメチルメタクリレート(PMMA)などのアクリルポリマー、ポリアミド、ポリオレフィン、ポリエステル、変性セルロース系ポリマー、またはそれらの任意の組み合わせを挙げることができる。ある例では、天然材料としては、活性炭、紙粒子、鋸屑、コショウ、糖類、食品デンプン、またはそれらの任意の組み合わせを挙げることができる。
【0030】
別の例では、一過性成分は、焼結プロセス後に除去される。たとえば、一過性成分は、洗浄または溶解によって除去することができる。ある例では、一過性成分としては、酸可溶性塩が挙げられる。そのような例では、一過性成分は、シート材料100を焼結後に酸浴または別の溶媒に暴露することによって除去することができる。
【0031】
追加の実施形態においては、トップコート102は、吹き付けコーティングによって形成することができる。吹き付けコーティングは、a)加熱、b)溶媒洗浄などの、幾つかの後処理後に一過性である粒子を含有することができ、c)隆起した核形成部位を形成する粒子を含有してもよく、d)乾燥および融解すると裂け目が生じるほど十分に厚くてもよく、またはそれらの任意の組み合わせである。
【0032】
別の実施形態においては、核形成構造としては、シート材料100の表面108から伸びる突起部を挙げることができる。たとえば、トップコート102は、微粒子材料などの、封入剤を含むことができる。ある例では、封入剤としては、ガラスビーズ、シリカ、アルミナ、アルミノシリケート材料、炭酸カルシウム、硫酸カルシウム、別の不活性セラミック材料、またはそれらの任意の組み合わせを挙げることができる。
【0033】
別の例では、ボイドは、エンボス加工または刻印によって形成することができる。シート材料100は、焼結前にエンボス加工することができる。あるいは、シート材料100は、焼結後にエンボス加工することができる。ある例では、所望のパターンのネガをローラーでまたはプレスに形成することができる。パターンは、シート材料100へ圧入することができる。ある例では、パターンとしてはボイドが挙げられる。あるいは、埋め込まれた突起粒子を有する紙をシート材料へ圧入して核形成構造を調理面108へ刻印するかまたはエンボス加工することができる。
【0034】
代わりの例では、硬い粒子を調理面108上に分散させ、調理面へ圧入し、その後、除去してボイドを残すことができる。たとえば、塩粒子をトップコート102へ圧入し、その後洗い流すことができる。
【0035】
特定の実施形態においては、核形成構造としては、亀裂または割れ目を挙げることができる。パーフルオロポリマー材料の厚い層がワンパスで塗布されるとき、層は、亀裂が入るまたは裂ける傾向がある。ある例では、PTFEコーティングはワンパスで塗布されて少なくとも0.4ミル、少なくとも0.5ミル、またはさらには少なくとも0.6ミルなどの、0.35ミル超の厚さを有するコーティングを形成する。別の例では、0.2ミルで塗布されたTeflon(登録商標)PFAまたはTeflon(登録商標)FEP分散コーティングは、亀裂が入り得るかまたは裂け得る。
【0036】
シート材料の調理面108は、1平方インチ当たり少なくとも10の核形成構造の核形成構造密度で核形成構造を含むことができる。核形成構造の核形成構造密度は、約500〜1000平方ミル(ミル=インチの1000分の1)の、面積中の核形成構造の数を目視によりカウントし、インチ単位で表される面積で割ることによって測定することができる。ある例では、調理面108は、1平方インチ当たり少なくとも500、1平方インチ当たり少なくとも1000、1平方インチ当たり少なくとも5000、1平方インチ当たり少なくとも10000、1平方インチ当たり少なくとも25000、またはさらには1平方インチ当たり少なくとも50000などの、1平方インチ当たり少なくとも100の核形成構造密度で核形成構造を含む。
【0037】
シート材料100は、望ましい特徴を示すことができる。特に、シート材料100は、4.0ミル以下、またはさらには3.2ミル以下などの、5.0ミル以下の厚さを有する。たとえば、この厚さは、2.8ミル以下、またはさらには2.4ミル以下などの、3.0ミル以下であることができる。
【0038】
加えて、シート材料100は望ましい機械的特性を示す。たとえば、シート材料100は、たて方向およびよこ方向の両方に望ましい引張強度を有することができる。加えて、シート材料100は望ましい台形引裂強度を有することができる。さらに、シート材料100は、疲労後に望ましい機械的特性を保持することができる。たとえば、シート材料100は、望ましい折り目引張強度および折り目台形引裂強度を示すことができる。加えて、シート材料100は望ましいMIT曲げ性能を示すことができる。
【0039】
特定の実施形態においては、引張強度は、ASTM D902を用いて測定することができる。シート材料100は、少なくとも50ポンドなどの、少なくとも30ポンドのたて方向の引張強度を有することができる。特に、とりわけベルトとの関連で、シート材料は、少なくとも450ポンドなどの、少なくとも325ポンドのたて方向の引張強度を有することができる。さらなる例では、よこ方向の引張強度は、少なくとも65ポンド、またはさらには少なくとも70ポンドなどの、少なくとも45ポンドであることができる。特に、とりわけベルトとの関連で、ベルト材料は、少なくとも300ポンド、またはさらには少なくとも400ポンドなどの、少なくとも150ポンドであることができるよこ方向の引張強度を有することができる。
【0040】
シート材料100は、ASTM D4969によって修正されるような、ASTM D751に従って測定されるように望ましい台形引裂強度を有することができる。たとえば、クッキングシート100の台形引裂強度は、少なくとも4.0ポンドなどの、少なくとも3.5ポンドであることができる。特にベルトとの関連で、ベルト材料は、少なくとも7.5ポンド、またはさらには少なくとも12ポンドなどの、少なくとも5.5ポンドの望ましい台形引裂強度を有することができる。
【0041】
加えて、シート材料100は、折り目付けなどの、疲労(distress)後に望ましい引張強度および台形引裂強度を示すことができる。特に、引張強度および台形引裂強度は、折り重なりに平行に加えられる10ポンドローラーで1回折り目を付けた後に測定することができる。10ポンドローラーで折り目を付けた後の材料の引張強度は折り目引張強度として示され、折り目を付けた後の台形引裂強度は折り目台形引裂強度として示される。特に、シート材料100は、少なくとも15ポンド、またはさらには少なくとも17ポンドなどの、少なくとも10ポンドのたて方向の折り目引張強度を有することができる。さらに、シート材料100は、少なくとも1.0ポンドなどの、少なくとも0.5ポンドの折り目台形引裂強度を示すことができる。
【0042】
疲労下のシート材料100の耐久性はまた、MIT曲げ性能で特徴付けることができる。たとえば、シート材料100は、少なくとも15,000、少なくとも20,000、またはさらには少なくとも25,000などの、少なくとも10,000のMIT曲げ性能を有することができる。MIT曲げ性能は、ASTM D2176−63Jの耐折強度試験に従って1/2インチ幅の検体に関して2ポンドで繰り返して測定される。
【0043】
さらなる例では、シート材料100は低い透過性を示す。特に、シート材料100は、多孔質ではないかまたは、パーフルオロポリマー/シリコーンブレンドを含む層などの、多孔質であることができる層ではなく、実質的に相互に連結されていないかまたは当該層に局在化されている細孔を含む。たとえば、シート材料100は、測定装置の感度内で約0立方インチ/分の透過度を有するなど、ASTM D737に従って測定されるように、0.001立方インチ/分以下の透過度を有することができる。したがって、シート材料100は不透過性であることができる。特定の例では、補強材層とフルオロポリマーを含む層とを含むシート材料100は、0.001立方インチ/分以下の透過度を有する。
【0044】
さらに、シート材料100は、クッキング性能について試験されるときにうまく機能する。特に、シート材料100は、油の吸上げおよび油の焦げに対して抵抗性がある。ある例では、吸上げは、シートを400°Fで、16時間超、典型的には1週間熱油にさらすことによって試験される。油が布またはクッキングシートへ吸上がるとき、それは布を炭化させ、弱くする傾向がある。加えて、それは、布および個々のフィラメントの両方を変色させる傾向がある。上記のシート材料100の実施形態は、吸上げをほんの少ししかまたはまったく示さず、油の焦げをほんの少ししかまたはまったく示さず、フィラメントまたは布の変色をほんの少ししかまたはまったく示さない。したがって、シート材料100の実施形態は、吸上げ格付けについて合格の格付けを受ける。
【0045】
さらなる例では、シート材料は、油ベーク試験(Grease Bake Test)にかけられたときにうまく機能する。シート材料はハンバーガーの油と一緒に層にされ、アルミ箔にラップされ、1週間400°Fでオーブン中でベークされる。望ましいシート材料は、試験後に構造的完全性を維持し、糸における制限された吸上げおよび焦げを示す。
【0046】
跳ね散らしは、2つの方法を用いて試験される。第1の方法は、調理面から少なくとも4インチ射出された油の量を測定する。第2の方法は、表面から射出された跳ね散らしのおおよその高さを推定する。第1の方法においては、シート材料はグリル面上に置かれる。肉パテが調理されるグリル面の4インチ上方に、紙が置かれる。試験は、約115グラムの重さがある肉パテで行われる。スコア付けは、集められた全体油を標準に対して目視により比較し、3つの繰り返しの結果を平均することによって行われる。このスコア付けにおいてシートは、高さ当たり標準一式と比べて0〜5に格付けされる。スコアを付けられるときに、ゼロは跳ね散らしがない、1=非常に少ない跳ね散らしであって人を害するほどではない;2=わずかな跳ね散らしがある;および5は跳ね散らしは低く、誰かの手より遠くを害することはなさそうであることを意味する。
【0047】
第2の方法においては、跳ね散らしはレストランでの主要グリル上で観察され、両面グリルが開いた後に跳ね散らしを目視により観察し、跳ね散らしの数および高さを推定することによって観察される。2セットの肉パテがこの試験について評価される。
【0048】
特定の実施形態においては、クッキングシートは、グリルの表面に適用することができる。たとえば、フラットグリル500は、加熱される圧盤502を含むことができる。圧盤502の調理面上に、グリルシート504が配置される。グリルシート504は、圧盤502と接触した表面を有し、上記のような、核形成構造を含む反対面を有する。ある例では、食品506は、グリルシート504上に置き、圧盤502からの熱を用いて調理することができる。
【0049】
たとえば、グリルは、図6に図示されるように、両面グリル600であることができる。ある例では、グリルは、トップ圧盤602および下方圧盤604を含む。グリル圧盤(602、604)は加熱される。食品610は、グリル圧盤(602、604)間に配置され、グリル圧盤(602、604)は食品610を囲むように閉じられてそれを調理する。
【0050】
クッキングシート608は食品610とボトムグリル圧盤604との間に配置することができる、または剥離シート606は食品610とトップグリル圧盤602との間に配置することができる。特に、クッキングシート608または606は、それぞれ、ボトム圧盤604またはトップ圧盤602に機械的に結合させることができる。
【0051】
クッキングシート608は、下方圧盤604一面に適用することができる。ある例では、クッキングシート608は、下方圧盤604に機械的に結合させることができる。あるいは、クッキングシート608は、下方圧盤604に接着させることができる。
【0052】
実際には、クッキングシート(606、608)は、それらのそれぞれの圧盤(602、604)に適用され、圧盤(602、604)は加熱される。食品610は、クッキングシート608のトップ上およびクッキングシート606の下で圧盤の間に置かれ、圧盤(602、604)は、圧力下に食品610のそれぞれのトップおよびボトム面を加熱するために合わせられる。調理されるとすぐに、両面グリルは開けられ、トップ圧盤602を下方圧盤604から分離する。食品は取り出され、クッキングシート606および608を所定の位置に残す。
【0053】
代わりの実施形態においては、シート材料は、図7に図示されるように、補強材なしで形成されたフィルムであることができる。たとえば、フィルム700は、調理面などの、表面702上に核形成構造を有して形成することができる。フィルム700の表面702は、1平方インチ当たり少なくとも10の核形成構造密度で、または上記のような核形成構造密度で核形成構造を有することができる。核形成構造は、ボイドまたは亀裂であることができ、上記のように形成することができる。
【0054】
ある例では、フィルム700は単層構成である。別の例では、フィルム700は、補強層がなくて上記のように形成される多層構成である。フィルム700は、剥離可能なスタンドアロンフィルムとして使用することができる。あるいは、フィルム700は、基板に積層するかまたは別のシート材料に積層することができる。特に、フィルム700は、加熱される基板上に置くかまたは基板に積層することができる。
【0055】
さらなる実施形態においては、シート材料はクッキングベルトを形成する。図8に図示されるように、システム800は、ベルト802および熱源806を含む。ベルト802は、フルオロポリマーでコートされた可撓性支持体を含む。クッキングベルトの外面は、たとえば、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を有する。制御装置810を用いて熱源806によって提供される熱の量に影響を及ぼすことができる。特定の例では、ベルト材料100は、14ミル以下、またはさらには20ミル以下などの、8ミル以下の厚さを有する。
【0056】
特定の実施形態において示されるように、ベルト802は閉ループベルトを形成する。閉ループベルトは、ローラー804の周りに巻き付けられている。典型的には、加熱ベルトは、ローラー804の周りの経路を通るため、およびローラー804周りの連続回転移動を可能にするために可撓性である。コーテッド可撓性支持体は、ベルト802の一部またはベルト802の実質的に全体を構成することができる。ベルト802は、束ねまたは止め金機構808などのその他の部分を含むことができる。
【0057】
加えて、ベルト802は、上記の通り、望ましい機械的特性を示す。たとえば、ベルト802は、たておよびよこ方向の両方に望ましい引張強度を有することができる。加えて、ベルト802は、望ましい台形引裂強度を有することができる。さらに、ベルト802は、疲労後に望ましい機械的特性を保持することができる。たとえば、ベルト802は、望ましい折り目引張強度および折り目台形引裂強度を示すことができる。加えて、ベルト802は、望ましいMIT曲げ性能を示すことができる。
【0058】
さらなる例では、シート材料は、図9に図示されるシステム900などの、2ベルトシステムに使用することができる。たとえば、シート材料は、ベルト902またはベルト908を形成するために使用することができる。少なくともベルト902および任意選択的に、ベルト908の外面は核形成構造を有する。各ベルト(902または908)は、それぞれの熱源(906または910)によって加熱することができる。特定の例では、食品912は、ベルト(902または908)間に置き、調理することができる。一般に、ベルト(902または908)は、食品912中に剪断を引き起こすことを回避するために同じ速度で移動する。熱源(906または910)の特質および位置決めに依存して、食品912は、両面を同時に調理することができる。
【0059】
シート材料は、布を分配する工程を含む方法によって形成することができる。ある例では、布は、個々にサイズコートされているフィラメントを含む繊維ガラス布である。布は、パーフルオロポリマーなどの、フルオロポリマーを含む分散系中で浸漬コートすることができる。過剰の分散系は布から処理することができ、フルオロポリマー分散系は、加熱して溶媒および界面活性剤を追い出し、フルオロポリマーを強固にすることができる。コーティングプロセスは、少なくとも2回、少なくとも3回、またはさらには少なくとも4回などの、1回以上行うことができる。トップコートを、コーテッド布の一面または両面上に塗布することができる。たとえば、コーテッド布は、浸漬コートして異なるフルオロポリマーを含むことができる。あるいは、フルオロポリマーフィルムをコーテッド布に積層することができるかまたは層をコーテッド布の1つ以上の表面上へ押し出すことができる。トップコート塗布プロセスの一環としてかまたはトップコートの塗布後に、核形成構造をシート材料の表面上に形成することができる。
【0060】
特定の例では、シート材料は、キャリアウェブまたは補強材(たとえば、布)を、フルオロポリマー、たとえば、パーフルオロポリマーなどの、低表面エネルギー、低摩擦係数材料でコートする方法によって形成される。ある例では、このパーフルオロポリマーとしては、PTFEが挙げられる。キャリアウェブまたは補強材はロールから賄われ、液体媒体中に分散されたフッ素化ポリマー粒子を含む懸濁液で少なくとも一面をコートされる。特定の一実施形態においては、この懸濁液としては、界面活性剤が添加されているPTFE水性分散系が挙げられる。あるいは、懸濁液は界面活性剤なしであることができる。
【0061】
刃または定量供給棒が、過剰の懸濁液をキャリアウェブから除去するために配置される。懸濁液は次に乾燥され、焼結されてキャリアウェブ上に層を形成する。特定の実施形態においては、コーテッド懸濁液は、約150°F〜約300°Fの範囲の温度で乾燥され、約550°F〜約720°Fの範囲の温度で焼結される。任意選択的に、界面活性剤は、約500°F〜約600°Fの範囲の温度で加熱することによって焼結前にコーティングから追い出すことができる。層の厚さは、コーティングプロセスを繰り返すことによって増やすことができる。例示的な一実施形態においては、キャリアウェブを懸濁液でコートし、懸濁液を乾燥させ、焼結前に第2コーティングを乾燥懸濁液に塗布することができる。
【0062】
例示的な実施形態においては、フッ素化ポリマーコーティングの厚さは一般に約0.2〜12ミルである。たとえば、この厚さは、約0.5〜3ミルなどの、約0.2〜4ミルであることができる。第2層は、約0.1ミル〜3ミル、またはさらには約0.1ミル〜1ミルなどの、約0.1ミル〜約5ミルの厚さを有することができる。
【0063】
任意選択的に、フルオロポリマーの第2層を第1層一面に塗布することができる。たとえば、第2層は第2フルオロポリマーを含むことができる。第2フルオロポリマーの塗布は、上記の方法に類似の、浸漬コーティング法を用いて行うことができる。あるいは、第2層は、第1層一面に層を押し出すことによって適用することができる。別の例では、第2層は、熱積層によってなど、第1層に積層することができる。
【0064】
トップコートは、第1層または任意選択の第2層一面に塗布される。たとえば、トップコートは、上記の方法に類似の、浸漬コーティング法を用いて塗布することができる。あるいは、調理面は、第1層または任意選択の第2層に外層を積層することによって形成することができる。さらなる例では、トップコートは、吹き付けコーティングによって塗布することができる。塗布プロセスの一環としてかまたはトップコートの塗布後に、核形成構造をトップコート中に形成することができる。
【0065】
たとえば、ボイドを形成するために、トップコートは、フルオロポリマーと少なくとも食品グレードのシリコーンとのブレンドで形成することができる。特に、このブレンドはパーフルオロポリマーを含むことができ、分散系の固形分を基準として、2重量%〜40重量%などの、0重量%〜80重量%の量でシリコーン樹脂を含むことができる。シート材料を分散系中で浸漬コートし、分散系を上記のように焼結することができる。生じたトップコートは、核形成構造としての機能を果たす、ボイドを表面に沿って示す。
【0066】
別の例では、ボイドは、上記のそれらの一過性成分などの、一過性成分を含む分散系でコートすることによって形成することができる。たとえば、分散系は、ポリメチルメタクリレート(PMMA)、ポリエチレン、ポリプロピレン、またはそれらの任意の組み合わせなどの、一過性ポリマーを含むことができる。焼結中に、この一過性成分は、コーティングから脱出して、ボイドを残すことができる。あるいは、分散系は、洗浄もしくは溶解によってなど、焼結後に除去することができる微粒子材料などの、一過性成分を含むことができる。
【0067】
さらなる例では、核形成構造としては、調理面から伸びる突起部を挙げることができる。たとえば、分散系は固体の粒子状物質を含むことができる。分散系がシート材料一面にコートされ焼結されるとき、分散系の塊が、表面から伸びる突起部を残す。
【0068】
亀裂または裂け目を形成するために、トップコートは、少なくとも0.4ミルなどの、少なくとも0.35ミルの厚さで塗布することができ、分散系を通してのワンパスによって生じる。たとえば、この厚さは、0.4ミル〜0.8ミルの範囲にあることができる。特に、定量供給棒をセットしてPTFE分散系の層を提供し、乾燥および焼結中に亀裂または裂け目をもたらすことができる。別の例では、Teflon(登録商標)FEPまたはTeflon(登録商標)PFAの亀裂の入ったまたは裂けた層は、少なくとも0.3ミルなどの、少なくとも0.2ミルの厚さの層で形成することができる。
【0069】
別の例では、圧痕は、パターンを表面中にエンボス加工するかまたは刻印することによって形成することができる。パターンは、トップコートの焼結またはフィルムの適用後に適用することができる。あるいは、パターンは、焼結前に適用することができる。さらなる例では、ランダムにエンボス加工された粒子を含む表面を調理面に圧入して核形成構造を形成することができる。
【0070】
さらなる実施形態においては、クッキングフィルムは、補強層をキャリアで置き換えることによって上記の方法を用いて形成することができる。フィルムは、キャリア上に形成され、その後キャリアから分離されて調理面が核形成構造を有する状態でフィルムを提供する。フィルムは、異なるキャリアに積層して強い補強材料を形成することができる。クッキングベルトは、上記の方法を用いて、引き続きベルトの外面が核形成構造を有する閉ループベルトを形成するためにシート材料のエンドを結合させて形成することができる。別の実施形態においては、クッキングシートは、コンベヤーベルト上のカバーまたは調理容器のライナーとして適用することができる。追加の例では、核形成構造を持った調理面は、層を吹き付けコートすることによって適用することができる。
【0071】
特に、シート材料、クッキングフィルム、またはコンベヤーベルトは、調理用途での使用に好適な材料および構造で形成され、米国食品医薬品局によって少なくとも調理用途向けに認められていない材料では形成されない。ある例では、コンベヤーベルトまたはフィルムは、商業的調理業務に使用することができる。たとえば、コンベヤーベルトまたはフィルムは、ベーコン、鶏肉、混合肉製品、またはそれらの任意の組み合わせを調理するためになどの、肉調理プロセスに使用することができる。別の例では、フィルムは、水を沸騰させるために用いられる容器に設置することができる。一般に、本シート材料、クッキングシート、またはフィルムは、低い跳ね散らし特性の非付着性調理面を形成するために使用することができる。
【0072】
本シート材料の特定の実施形態は、望ましい技術的優位性を示す。特に、クッキングシートは、延長した耐久性および耐引裂性を有する。特に、本コーテッドシートは、折り目付け、油の吸上げおよび焦げに対して抵抗性がある。下に記載されるように、試験は、望ましいクッキング性能とともに厳しい条件下での耐久性を示した。したがって、本クッキングシートは、食品品質を維持する耐久性フィルムを提供する。
【0073】
特に、出願人らは、非付着特性を示す材料がまた跳ね散らしを増加させ得ることを発見した。さらに、出願人らは、非付着特性を失うことなく跳ね散らしを制限するシート材料を発見した。
【実施例】
【0074】
試験方法
油ベーク試験(GREASE BAKE TEST):試料をハンバーガーの油で層状にし、アルミ箔に包む。このアセンブリを少なくとも1週間400°Fでベークする。試料を完全性、吸上げ、およびシート内のチャーについて観察する。
【0075】
跳ね散らし試験(SPLATTER TEST):調理面から少なくとも4インチ射出された油の量を定量的に測定する。図10に図示される装置1000を用いて跳ね散らしを測定する。シート材料1002をグリル面1004上に置く。紙1006を、肉パテが調理されるグリル面の4インチ上方に置く。試験は、約115グラムの重さがある肉パテで行う。スコア付けは、集められた全体油を標準に対して目視により比較し、3つの繰り返しの結果を平均することによって行う。跳ね散らしスコア(Splatter Score)を測定するために、シートを高さ当たり標準一式と比べて0〜5に格付けする。スコアを付けるときに、ゼロは跳ね散らしがない、1=非常に少ない跳ね散らしであって人を害するほどではない;2=わずかな跳ね散らしがある;および5は跳ね散らしは低く、誰かの手より遠くに達することはなさそうであることを意味する。図11は、1(左側)および2(右側)の格付けを示す実例紙シートを図示する。図12は、3(左側)および4(右側)の格付けを示す実例紙シートを図示する。試料はまた、吸上げについても観察する。
【0076】
跳ね散らし高さ試験(SPLATTER HEIGHT TEST):跳ね散らしをレストランで観察する。肉パテの調理中に、跳ね散らしを目視により観察し、跳ね散らしの数および最高高さを測定する。2セットの肉パテを評価する。
【0077】
折り目試験(CREASE TEST):折り目引張強度および折り目台形引裂強度は、折り目に平行に適用される10ポンドローラーで一回試料に折り目を付けた後に測定することができる。10ポンドローラーで折り目を付けた後の材料の引張強度は、折り目引張強度として示し、ASTM D902に従って測定し、折り目を付けた後の台形引裂強度は、折り目台形引裂強度として示し、ASTM D4969によって修正されるような、ASTM D751に従って測定する。
【0078】
実施例1
試料は、樹脂を適用する棒のメーター#を変えることによってトップコートとして堆積された、異なる量のPTFEでコートされた1080ガラス布を使用して塔オーブン中で調製する。棒を変えて試料において堆積層を0.30ミル〜0.80ミルに変える。最終PTFE層の厚さは試料について変わり、厚さピックアップとして報告する。2つの別個のランを行って結果を再現し、確認する。
【0079】
表1は試料の性能を例示する。亀裂の数は、図13に図示されるように、4ウィンドウの列および4隣接糸にわたって、約0.01インチ×0.066インチの面積中の亀裂の数である。図13は、ガラス糸間のウィンドウ中に亀裂を示すシート材料の図を含む。
【0080】
【表1】
【0081】
油ベーク試験は、本シートが1週間熱い油に耐えることを示す。ベークしたシートはタフで強い。糸中にチャーはまったくなく、表面は容易に清浄にされ、それが清浄にされたときはほとんど新品に見える。吸上げは上面からほんの少ししか観察されず、糸には何も観察されず、吸上げは側端からほんの少ししか観察されない。
【0082】
亀裂の数は、図13に図示されるように、4ウィンドウの列および4隣接糸にわたって、約0.01インチ×0.066インチの面積中の亀裂の数である。試料のほとんどは、なしかまたは高さ3インチ未満の跳ね散らし高さを示す。特に、油水混合物は泡立って跳ね散らしを形成しないことが観察される。そのような泡は、跳ね散らしが非常に低く、料理人を傷つけないかまたは火傷させないであろうから望ましい結果である。
【0083】
亀裂に関しては、約0.3ミルでは、亀裂を引き起こすのに十分な分散系はパスされない。0.35ミルより上で、7〜11の亀裂が試料のそれぞれについて生じる。
【0084】
実施例2
ポリメチルメタクリレート(PMMA)を、それがきれいに分解し食品用途向けに一般に使用されているので、充填剤として選択する。
【0085】
試料10は、構造1080ガラス布/PTFEの層/およびPTFE中の5.8%PMMAの層を有するように形成する。試料11は、1080ガラス布上の2パスのPTFEと、1.27の比重および2%PMMAでのPTFE分散系の手動浸漬コーティングとを含む。試料12は、試料11の分散系が85cpsの粘度、33%のPTFE固形分、および1.25のおおよその比重に希釈されていることを除いては試料11に似ている。乾燥基準のPMMAの重量は5.8%である。表2は、試料の性能を例示する。
【0086】
【表2】
【0087】
図14に図示されるように、PMMAは上面に穴を残す。図示されるように、1平方インチ当たり何千もの核形成点が存在する。PMMAは、700°Fでの焼結工程中に脱出して、目に見える残渣を透明なポリマー中にまったく残さない。IRスペクトルは、試料中にPMMAがまったくないことを示す。
【0088】
試料10、11および12は、低い跳ね散らしを示し、跳ね散らしは跳ね散らし高さ試験中にほんの少ししか起こらない。跳ね散らしスコアは0.3ほどに低く;3ランのうちの2つは跳ね散らしがまったくないことを意味する。
【0089】
油ベーク試験は、試料10および12が1週間熱い油に耐えることを示す。試料はタフで強く、糸中にチャーはまったくない。表面は容易に清浄になり、清浄にされたときはほとんど新品に見える。吸上げは上面からまったく観察されず、吸上げは側端からほんの少ししか観察されない。
【0090】
実施例3
試料は、1080ガラス布一面にPTFEと固形分を基準として20重量%シリコーンとの分散系をコートすることによって調製する。試料は、幾つかの商業的に入手可能なシリコーンの1つを含む。図15は、コーティング中に生じる表面核形成構造を図示する。表3は、試料の厚さ、シリコーンのタイプ、および性能を示す。
【0091】
【表3】
【0092】
試料13は跳ね散らしをまったく示さない。試料14および試料16は、その他の試料と比べて高い、3.0および3.7の跳ね散らしスコアを有したが、跳ね散らしは料理人の手より依然として低く、料理人の手へ跳ね散らしはほとんどもたらされない。DC2−1266は、米国食品医薬品局によって食品と一緒の使用のために格付けされている。
【0093】
実施例4
120グリット・サンドペーパーをニップ付き機械の2つの隣接ローラーの1つに適用することによって、構造1080ガラス布およびPTFE層を有する試料をエンボス加工する。ローラーを2つの小さいシリンダー上に軽い圧縮空気力で合わせる。空気圧を10から20まで30psigまで変え;計算される力は3.5、7、および10.5pliである。より高い方の2つの圧力により、サンドペーパーがガラス布中へ穿孔され、吸上げ染料が布中へ広く吸い上げられた。穿孔されなかった試料(#18)は6インチ高さの跳ね散らしを有した。表4は、試料の性能を例示する。
【0094】
【表4】
【0095】
実施例5
試料を、トップコート分散系が突起部を形成するための添加剤を含むことを除いては実施例4のガラス/PTFE構造で形成する。この添加剤としては、シリカ;丸いガラスビーズ;またはおおよそ球形であるが多くのエッジを有する、NaAlSiOxの1つが挙げられる。ビーズおよびNaAlSiOxは、サイズが5〜12ミクロンである。跳ね散らしスコアおよび跳ね散らし高さは許容できる。
【0096】
【表5】
【0097】
実施例6
上の試料を核形成構造密度について観察する。表6に例示されるように、方法のそれぞれは、1平方インチ当たり少なくとも5000の密度で核形成構造を提供した。加えて、構造のそれぞれが跳ね散らしを軽減した。
【0098】
【表6】
【0099】
実施例7
試料剥離シートを、ベーコンのストリップを並べて調理し油中に置くことによって発生する跳ね散らしについて評価する。調理中に跳ね散らし試験を用いて、幾つかの剥離シートのそれぞれによる跳ね散らされた油の量を非コーテッドスチール表面上で調理されるベーコンのそれと比較して特徴付ける。ベーコンは、むき出しグリルに付着し得るが、剥離シートには付着しない。表7は、剥離シートがまったく使用されないときより剥離シートが使用されるときに少ない跳ね散らしが観察されることを例示する。
【0100】
【表7】
【0101】
実施例8
試料剥離シートを、ソーセージパテを調理することによって発生する跳ね散らしについて評価する。調理中に跳ね散らし試験を用いて幾つかの剥離シートのそれぞれによる跳ね散らされた油の量を非コーテッドスチール表面上で調理されるソーセージのそれと比較して特徴付ける。
【0102】
【表8】
【0103】
第1態様においては、クッキング剥離材は、フルオロポリマーを含む層を含む。クッキング剥離材は、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を有する主面を有する。第1態様のある例では、クッキング剥離材は、クッキングシートまたはベルトの形態にある。
【0104】
第1態様のさらなる例では、核形成構造は割れ目を含む。別の例では、核形成構造は、ボイド、穴、または圧痕を含む。
【0105】
第1態様の追加の例では、クッキング剥離材は、米国食品医薬品局によって定義されるような少なくとも食品グレードと格付けされる。
【0106】
ある例では、核形成構造は、10マイクロメートル以下などの、50マイクロメートル以下の特有の寸法を有する。別の例では、核形成構造密度は、1平方インチ当たり少なくとも5000、1平方インチ当たり少なくとも10000、1平方インチ当たり少なくとも25000、またはさらには1平方インチ当たり少なくとも50000などの、1平方インチ当たり少なくとも1000である。
【0107】
さらなる例では、フルオロポリマーはパーフルオロポリマーを含む。パーフルオロポリマーは、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせであることができる。たとえば、パーフルオロポリマーはポリテトラフルオロエチレン(PTFE)である。
【0108】
追加の例では、クッキング剥離材は、パーフルオロポリマーを含みクッキング剥離材の主面を形成する表層をさらに含む。この表層は核形成構造を含む。ある例では、表層は、パーフルオロポリマーと少なくとも食品グレードのシリコーンとのブレンドを含む。
【0109】
ある例では、クッキング剥離材は補強材、補強材一面にコートされた層をさらに含む。補強材は繊維状材料を含むことができる。繊維性材料は織布を含むことができる。織布は繊維ガラスを含むことができる。
【0110】
別の例では、クッキング剥離材は、2以下などの、3以下の跳ね散らしスコアを示す。
【0111】
第2態様においては、クッキングシートは、繊維ガラスを含む織布と、織布上に配置されたそしてパーフルオロポリマーを含む第1コーティングと、第1コーティングを覆いクッキングシートの主面を形成する表面コーティングとを含む。この表面コーティングは、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む。クッキングシートは5ミル以下の厚さを有する。
【0112】
第2態様のある例では、パーフルオロポリマーは、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせである。たとえば、パーフルオロポリマーはポリテトラフルオロエチレン(PTFE)である。
【0113】
第2態様の別の例では、表面コーティングはパーフルオロポリマーを含む。さらなる例では、表面コーティングはシリコーンを含む。追加の例では、表面コーティングはパーフルオロポリマーとシリコーンとのブレンドを含む。
【0114】
ある例では、核形成構造密度は1平方インチ当たり少なくとも1000である。厚さは4ミル以下であることができる。核形成構造は、50マイクロメートル以下の特有の寸法を有することができる。
【0115】
第3態様においては、クッキング剥離材の形成方法は、パーフルオロポリマーの第1コーティングを補強材に塗布する工程と、表面コーティングを塗布して主面を形成する工程と、1平方インチ当たり少なくとも10の密度で表面コーティング中に核形成構造を形成する工程とを含む。
【0116】
第3態様のある例では、表面コーティングは一過性材料を含み、ここで、核形成構造を形成する工程は、一過性材料を放出してボイドを形成することを含む。別の例では、表面コーティングはパーフルオロポリマーを含み、0.35ミル超の厚さを有する。核形成構造を形成する工程は、表面コーティングを焼結して割れ目を形成することを含むことができる。さらなる例では、核形成構造を形成する工程は、表面コーティングをエンボス加工することを含む。
【0117】
別の例では、表面コーティングは、パーフルオロポリマーとシリコーンとのブレンドを含む。核形成構造を形成する工程は、表面コーティングを焼結してボイドを形成することを含む。追加の例では、核形成構造を形成する工程は、表面コーティングをパターン化することを含む。
【0118】
さらなる例では、第1コーティングを塗布する工程は、補強材を、パーフルオロポリマーを含む分散系と接触させ、パーフルオロポリマーを融解させることを含む。
【0119】
ある例では、表面コーティングを塗布する工程は、第1コーティングでコートされた補強材を、パーフルオロポリマーを含む分散系と接触させ、パーフルオロポリマーを融解させることを含む。追加の例では、表面コーティングを塗布する工程は、第1コーティングでコートされた補強材を、パーフルオロポリマーおよびシリコーンを含む分散系と接触させ、パーフルオロポリマーを融解させることを含む。別の例では、表面コーティングを塗布する工程は、吹き付けコートして表面コーティングを形成することを含む。
【0120】
第4態様においては、調理器は、フルオロポリマーを含むクッキング剥離材を含む。クッキング剥離材は調理器の調理面を画定する。調理面は、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む。第4態様のある例では、クッキング剥離材は加熱される基板上に配置される。
【0121】
第5態様においては、クッキングベルトは、補強材とクッキング剥離材上に配置されたフルオロポリマー層とを含むクッキング剥離材を含む。クッキング剥離材は、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む主面を画定する。クッキング剥離材は閉ループを形成する。第5態様のある例では、クッキングベルトは、クッキング剥離材の第1および第2エンドを固定して閉ループを形成するための止め金をさらに含む。
【0122】
概要または実施例において上に記載された活動のすべてが必要とされるわけでないこと、具体的な活動の一部は必要とされない可能性があること、および1つ以上のさらなる活動が記載されたものに加えて行われてもよいことに留意されたい。もっとさらに、活動がリストされる順番は必ずしもそれらが行われる順番ではない。
【0123】
上述の明細書において、コンセプトは、具体的な実施形態に関連して記載されてきた。しかし、当業者は、様々な修正および変更が下のクレームに記述されるような本発明の範囲から逸脱することなく行われ得ることを十分理解する。したがって、本明細書および図は、限定的意味よりもむしろ例示的意味で考慮されるべきであり、すべてのそのような修正は本発明の範囲内に含まれることを意図される。
【0124】
本明細書において使用される場合、用語「含む(comprises)」、「含む(comprising)」、「含む(includes)」、「含む(including)」、「有する(has)」、「有する(having)」またはそれらの任意のその他の変形は、非排他的な包含をカバーすることを意図される。たとえば、特徴のリストを含むプロセス、方法、物品、もしくは装置は、それらの特徴のみに必ずしも限定されず、明確にリストされないかまたはそのようなプロセス、方法、物品、もしくは装置に固有であるその他の特徴を含んでもよい。さらに、それとは反対を明確に述べられない限り、「または」は、包含的なまたはを意味し、排他的なまたはを意味しない。たとえば、条件AまたはBは、次のいずれか1つで満たされる:Aは真であり(または存在し)かつBは偽である(存在しない)、Aは偽であり(または存在せず)かつBは真である(または存在する)、ならびにAおよびBの両方とも真である(または存在する)。
【0125】
同様に、「a」または「an」の使用は、本明細書に記載される要素および成分を記載するために用いられる。これは、便宜上および本発明の範囲の一般的な意味を与えるために行われるにすぎない。この記載は1つまたは少なくとも1つを包含すると読まれるべきであり、単数はまた、それが複数ではないことを意味することが明確でない限り複数を包含する。
【0126】
利益、その他の利点、および問題の解決策は、具体的な実施形態に関して上に記載されてきた。しかし、利益、利点、問題の解決策、および任意の利益、利点、または起こるもしくはより顕著になるための解決策をもたらすかもしれないいかなる特徴も、クレームのいずれかまたはすべての決定的に重要な、必要な、または本質的な特徴と解釈されるべきではない。
【0127】
本明細書を読んだ後に、当業者は、ある種の特徴が、明確にするために、別個の実施形態との関連で本明細書に記載されており、単一の実施形態において組み合わせてまた提供されてもよいことを十分理解するであろう。逆に、簡潔にするために、単一の実施形態との関連で記載されている様々な特徴はまた、別々にまたは任意の副次的組み合わせで提供されてもよい。さらに、範囲で記載される値の言及には、当該範囲内のそれぞれのおよびあらゆる値が含まれる。
【特許請求の範囲】
【請求項1】
フルオロポリマーを含む層を含むクッキング剥離材であって、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を有する主面を有する、クッキング剥離材。
【請求項2】
クッキングシートまたはベルトの形態にある、請求項1に記載のクッキング剥離材。
【請求項3】
クッキングシートである、請求項2に記載のクッキング剥離材。
【請求項4】
前記核形成構造が割れ目を含む、請求項1に記載のクッキング剥離材。
【請求項5】
前記核形成構造がボイドを含む、請求項1に記載のクッキング剥離材。
【請求項6】
米国食品医薬品局によって定義されて、少なくとも食品グレードと格付けされる、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項7】
前記核形成構造が50マイクロメートル以下の特有の寸法を有する、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項8】
前記特有の寸法が10マイクロメートル以下である、請求項7に記載のクッキング剥離材。
【請求項9】
前記核形成構造密度が1平方インチ当たり少なくとも1000である、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項10】
前記核形成構造密度が1平方インチ当たり少なくとも5000である、請求項9に記載のクッキング剥離材。
【請求項11】
前記核形成構造密度が1平方インチ当たり少なくとも10000である、請求項10に記載のクッキング剥離材。
【請求項12】
前記核形成構造密度が1平方インチ当たり少なくとも25000である、請求項11に記載のクッキング剥離材。
【請求項13】
前記核形成構造密度が1平方インチ当たり少なくとも50000である、請求項12に記載のクッキング剥離材。
【請求項14】
前記フルオロポリマーがパーフルオロポリマーを含む、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項15】
前記パーフルオロポリマーが、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせである、請求項14に記載のクッキング剥離材。
【請求項16】
前記パーフルオロポリマーがポリポリテトラフルオロエチレン(PTFE)である、請求項15に記載のクッキング剥離材。
【請求項17】
パーフルオロポリマーを含み前記クッキング剥離材の前記主面を形成する表面層であって、核形成構造を含む表面層をさらに含む、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項18】
パーフルオロポリマーと少なくとも食品グレードのシリコーンとのブレンドを含む表面層であって、前記主面を形成する表面層をさらに含む、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項19】
補強材、前記補強材一面にコートされた層をさらに含む、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項20】
前記補強材が繊維状材料を含む、請求項19に記載のクッキング剥離材。
【請求項21】
前記繊維状材料が織布を含む、請求項20に記載のクッキング剥離材。
【請求項22】
前記織布が繊維ガラスを含む、請求項21に記載のクッキング剥離材。
【請求項23】
3以下の跳ね散らしスコアを示す、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項24】
前記跳ね散らしスコアが2以下である、請求項23に記載のクッキング剥離材。
【請求項25】
繊維ガラスを含む織布;
前記織布上に配置されたそしてパーフルオロポリマーを含む第1コーティング;および
前記第1コーティングを覆い前記クッキングシートの主面を形成する表面コーティングであって、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む表面コーティング
を含むクッキングシートであって;
5ミル以下の厚さを有するクッキングシート。
【請求項26】
前記パーフルオロポリマーが、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせである、請求項25に記載のクッキングシート。
【請求項27】
前記パーフルオロポリマーがポリテトラフルオロエチレン(PTFE)である、請求項26に記載のクッキングシート。
【請求項28】
前記表面コーティングが前記パーフルオロポリマーを含む、請求項25に記載のクッキングシート。
【請求項29】
前記表面コーティングがシリコーンを含む、請求項25に記載のクッキングシート。
【請求項30】
前記表面コーティングがパーフルオロポリマーとシリコーンとのブレンドを含む、請求項25に記載のクッキングシート。
【請求項31】
前記核形成構造密度が1平方インチ当たり少なくとも1000である、請求項25、26、28、29、または30のいずれか一項に記載のクッキングシート。
【請求項32】
前記厚さが4ミル以下である、請求項25、26、28、29、または30のいずれか一項に記載のクッキングシート。
【請求項33】
前記核形成構造が、50マイクロメートル以下の特有の寸法を有する、請求項25、26、28、29、または30のいずれか一項に記載のクッキングシート。
【請求項34】
クッキング剥離材の形成方法であって、
パーフルオロポリマーの第1コーティングを補強材に塗布する工程と;
表面コーティングを塗布して主面を形成する工程と;
1平方インチ当たり少なくとも10の密度で前記表面コーティング中に前記核形成構造を形成する工程と
を含む方法。
【請求項35】
前記表面コーティングが一過性材料を含み、前記核形成構造を形成する工程が前記一過性材料を放出してボイドを形成することを含む、請求項34に記載の方法。
【請求項36】
前記表面コーティングがパーフルオロポリマーを含み、0.35ミル超の厚さを有し、前記核形成構造を形成する工程が、前記表面コーティングを焼結して割れ目を形成することを含む、請求項34に記載の方法。
【請求項37】
前記核形成構造を形成する工程が、前記表面コーティングをエンボス加工することを含む、請求項34に記載の方法。
【請求項38】
前記表面コーティングがパーフルオロポリマーとシリコーンとのブレンドを含み前記核形成構造を形成する工程が前記表面コーティングを焼結してボイドを形成することを含む、請求項34に記載の方法。
【請求項39】
前記核形成構造を形成する工程が、前記表面コーティングをパターン化することを含む、請求項34に記載の方法。
【請求項40】
前記第1コーティングを塗布する工程が、前記補強材を、前記パーフルオロポリマーを含む分散系と接触させ、前記パーフルオロポリマーを融解させることを含む、請求項34に記載の方法。
【請求項41】
前記表面コーティングを塗布する工程が、前記第1コーティングでコートされた前記補強材を、前記パーフルオロポリマーを含む分散系と接触させ、前記パーフルオロポリマーを融解させることを含む、請求項34に記載の方法。
【請求項42】
前記表面コーティングを塗布する工程が、前記第1コーティングでコートされた前記補強材を、前記パーフルオロポリマーおよびシリコーンを含む分散系と接触させ、前記パーフルオロポリマーを融解させることを含む、請求項34に記載の方法。
【請求項43】
前記表面コーティングを塗布する工程が、吹き付けコートして前記表面コーティングを形成することを含む、請求項34に記載の方法。
【請求項44】
フルオロポリマーを含むクッキング剥離材を含む調理器であって、前記クッキング剥離材が前記調理器の調理面を画定し、前記調理面が1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む、調理器。
【請求項45】
前記クッキング剥離材が加熱される基板上に配置されている、請求項44に記載の調理器。
【請求項46】
補強材およびクッキング剥離材上に配置されたフルオロポリマー層を含む前記クッキング剥離材を含むクッキングベルトであって、前記クッキング剥離材が、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む主面を画定し;
前記クッキング剥離材が閉ループを形成する、クッキングベルト。
【請求項47】
前記クッキング剥離材の第1および第2エンドを固定して閉ループを形成するための止め金をさらに含む、請求項46に記載のクッキングベルト。
【請求項1】
フルオロポリマーを含む層を含むクッキング剥離材であって、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を有する主面を有する、クッキング剥離材。
【請求項2】
クッキングシートまたはベルトの形態にある、請求項1に記載のクッキング剥離材。
【請求項3】
クッキングシートである、請求項2に記載のクッキング剥離材。
【請求項4】
前記核形成構造が割れ目を含む、請求項1に記載のクッキング剥離材。
【請求項5】
前記核形成構造がボイドを含む、請求項1に記載のクッキング剥離材。
【請求項6】
米国食品医薬品局によって定義されて、少なくとも食品グレードと格付けされる、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項7】
前記核形成構造が50マイクロメートル以下の特有の寸法を有する、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項8】
前記特有の寸法が10マイクロメートル以下である、請求項7に記載のクッキング剥離材。
【請求項9】
前記核形成構造密度が1平方インチ当たり少なくとも1000である、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項10】
前記核形成構造密度が1平方インチ当たり少なくとも5000である、請求項9に記載のクッキング剥離材。
【請求項11】
前記核形成構造密度が1平方インチ当たり少なくとも10000である、請求項10に記載のクッキング剥離材。
【請求項12】
前記核形成構造密度が1平方インチ当たり少なくとも25000である、請求項11に記載のクッキング剥離材。
【請求項13】
前記核形成構造密度が1平方インチ当たり少なくとも50000である、請求項12に記載のクッキング剥離材。
【請求項14】
前記フルオロポリマーがパーフルオロポリマーを含む、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項15】
前記パーフルオロポリマーが、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせである、請求項14に記載のクッキング剥離材。
【請求項16】
前記パーフルオロポリマーがポリポリテトラフルオロエチレン(PTFE)である、請求項15に記載のクッキング剥離材。
【請求項17】
パーフルオロポリマーを含み前記クッキング剥離材の前記主面を形成する表面層であって、核形成構造を含む表面層をさらに含む、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項18】
パーフルオロポリマーと少なくとも食品グレードのシリコーンとのブレンドを含む表面層であって、前記主面を形成する表面層をさらに含む、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項19】
補強材、前記補強材一面にコートされた層をさらに含む、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項20】
前記補強材が繊維状材料を含む、請求項19に記載のクッキング剥離材。
【請求項21】
前記繊維状材料が織布を含む、請求項20に記載のクッキング剥離材。
【請求項22】
前記織布が繊維ガラスを含む、請求項21に記載のクッキング剥離材。
【請求項23】
3以下の跳ね散らしスコアを示す、請求項1、2、4、または5のいずれか一項に記載のクッキング剥離材。
【請求項24】
前記跳ね散らしスコアが2以下である、請求項23に記載のクッキング剥離材。
【請求項25】
繊維ガラスを含む織布;
前記織布上に配置されたそしてパーフルオロポリマーを含む第1コーティング;および
前記第1コーティングを覆い前記クッキングシートの主面を形成する表面コーティングであって、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む表面コーティング
を含むクッキングシートであって;
5ミル以下の厚さを有するクッキングシート。
【請求項26】
前記パーフルオロポリマーが、ポリテトラフルオロエチレン(PTFE)、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ(PFA)、またはそれらの任意の組み合わせである、請求項25に記載のクッキングシート。
【請求項27】
前記パーフルオロポリマーがポリテトラフルオロエチレン(PTFE)である、請求項26に記載のクッキングシート。
【請求項28】
前記表面コーティングが前記パーフルオロポリマーを含む、請求項25に記載のクッキングシート。
【請求項29】
前記表面コーティングがシリコーンを含む、請求項25に記載のクッキングシート。
【請求項30】
前記表面コーティングがパーフルオロポリマーとシリコーンとのブレンドを含む、請求項25に記載のクッキングシート。
【請求項31】
前記核形成構造密度が1平方インチ当たり少なくとも1000である、請求項25、26、28、29、または30のいずれか一項に記載のクッキングシート。
【請求項32】
前記厚さが4ミル以下である、請求項25、26、28、29、または30のいずれか一項に記載のクッキングシート。
【請求項33】
前記核形成構造が、50マイクロメートル以下の特有の寸法を有する、請求項25、26、28、29、または30のいずれか一項に記載のクッキングシート。
【請求項34】
クッキング剥離材の形成方法であって、
パーフルオロポリマーの第1コーティングを補強材に塗布する工程と;
表面コーティングを塗布して主面を形成する工程と;
1平方インチ当たり少なくとも10の密度で前記表面コーティング中に前記核形成構造を形成する工程と
を含む方法。
【請求項35】
前記表面コーティングが一過性材料を含み、前記核形成構造を形成する工程が前記一過性材料を放出してボイドを形成することを含む、請求項34に記載の方法。
【請求項36】
前記表面コーティングがパーフルオロポリマーを含み、0.35ミル超の厚さを有し、前記核形成構造を形成する工程が、前記表面コーティングを焼結して割れ目を形成することを含む、請求項34に記載の方法。
【請求項37】
前記核形成構造を形成する工程が、前記表面コーティングをエンボス加工することを含む、請求項34に記載の方法。
【請求項38】
前記表面コーティングがパーフルオロポリマーとシリコーンとのブレンドを含み前記核形成構造を形成する工程が前記表面コーティングを焼結してボイドを形成することを含む、請求項34に記載の方法。
【請求項39】
前記核形成構造を形成する工程が、前記表面コーティングをパターン化することを含む、請求項34に記載の方法。
【請求項40】
前記第1コーティングを塗布する工程が、前記補強材を、前記パーフルオロポリマーを含む分散系と接触させ、前記パーフルオロポリマーを融解させることを含む、請求項34に記載の方法。
【請求項41】
前記表面コーティングを塗布する工程が、前記第1コーティングでコートされた前記補強材を、前記パーフルオロポリマーを含む分散系と接触させ、前記パーフルオロポリマーを融解させることを含む、請求項34に記載の方法。
【請求項42】
前記表面コーティングを塗布する工程が、前記第1コーティングでコートされた前記補強材を、前記パーフルオロポリマーおよびシリコーンを含む分散系と接触させ、前記パーフルオロポリマーを融解させることを含む、請求項34に記載の方法。
【請求項43】
前記表面コーティングを塗布する工程が、吹き付けコートして前記表面コーティングを形成することを含む、請求項34に記載の方法。
【請求項44】
フルオロポリマーを含むクッキング剥離材を含む調理器であって、前記クッキング剥離材が前記調理器の調理面を画定し、前記調理面が1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む、調理器。
【請求項45】
前記クッキング剥離材が加熱される基板上に配置されている、請求項44に記載の調理器。
【請求項46】
補強材およびクッキング剥離材上に配置されたフルオロポリマー層を含む前記クッキング剥離材を含むクッキングベルトであって、前記クッキング剥離材が、1平方インチ当たり少なくとも10の核形成構造密度で核形成構造を含む主面を画定し;
前記クッキング剥離材が閉ループを形成する、クッキングベルト。
【請求項47】
前記クッキング剥離材の第1および第2エンドを固定して閉ループを形成するための止め金をさらに含む、請求項46に記載のクッキングベルト。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公表番号】特表2013−513463(P2013−513463A)
【公表日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2012−544913(P2012−544913)
【出願日】平成22年12月17日(2010.12.17)
【国際出願番号】PCT/US2010/061119
【国際公開番号】WO2011/075683
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(500149223)サン−ゴバン パフォーマンス プラスティックス コーポレイション (64)
【Fターム(参考)】
【公表日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成22年12月17日(2010.12.17)
【国際出願番号】PCT/US2010/061119
【国際公開番号】WO2011/075683
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(500149223)サン−ゴバン パフォーマンス プラスティックス コーポレイション (64)
【Fターム(参考)】
[ Back to top ]