
クッションパッドの製造方法及びその発泡型
【課題】型面への裏当て材のセットが簡単ながら、型面への裏当て材の追随性を良好にして、発泡成形時に裏面側への発泡原料のリークをなくし、作業性向上,品質向上に貢献するクッションパッドの発泡型を提供する。
【解決手段】キャビティ形成用型面1aにセットされたシート状裏当て材8が、パッド本体裏面71に被着一体化されるクッションパッドの発泡型において、型面1aから突出する二つの衝立部51がその立面51aを対向させて配設され、且つ両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される内鍔部52が設けられる横断面逆L字形の細長部材5を一対具備し、型面1aに当接させて、シート幅Wが両衝立部51の間に収まる裏当て材8が、その両側縁81を衝立部51でガイド規制させ且つ両側縁寄りシート部分82を内鍔部52に潜り込ませその長手方向に向けて係止させて、型面1aにセットされるようにした。
【解決手段】キャビティ形成用型面1aにセットされたシート状裏当て材8が、パッド本体裏面71に被着一体化されるクッションパッドの発泡型において、型面1aから突出する二つの衝立部51がその立面51aを対向させて配設され、且つ両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される内鍔部52が設けられる横断面逆L字形の細長部材5を一対具備し、型面1aに当接させて、シート幅Wが両衝立部51の間に収まる裏当て材8が、その両側縁81を衝立部51でガイド規制させ且つ両側縁寄りシート部分82を内鍔部52に潜り込ませその長手方向に向けて係止させて、型面1aにセットされるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は自動車等の座席シートを構成するクッションパッドの製造方法及びその発泡型に関する。
【背景技術】
【0002】
自動車等の車両に搭載される座席シートの座部や背もたれを構成するシートクッションがある。軟質ポリウレタンフォーム等のクッション性パッド本体を主構成要素とするが、そのままでは乗員の着座時等で撓んでフレームと擦れ、異音発生する場合がある。これを防止すべく、一般的にパッド本体の裏面側に不織布等のシート状裏当て材を被着一体化させたクッションパッドにしている。
ところで、パッド本体の発泡成形では、型面への裏当て材のセット後、発泡原料の注入及び型閉じを経て、パッド本体裏面に裏当て材が被着一体化されるのであるが、型面に裏当て材がうまく追随しない問題があった。
こうしたことから、この対策を講じたクッションパッドの製造方法やその発泡型が提案されるようになっている(例えば特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−1147号公報
【特許文献2】特開2004−358916号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1は、「凹部の内側壁面に沿って突出するピンを備える成形型を用いて、前記第1型の型面に前記補強布(本発明の裏当て材)を着脱自在に取り付け、その際、前記補強布の前記縁部を前記凹部の内側壁面と前記ピンとの間に差し込んで保持」させるのが、発明の中核部分になっている。
また、特許文献2は、「裏面に補強布が一体化されたシート用パッドを製造するための発泡型であって、キャビティ内に前記補強布を装着するために型内面から突出する複数の装着ピンを備え、該装着ピンが、略一定の太さで軸方向に延びる柱状胴部と、該柱状胴部よりも細い根元部と、テーパ状の先端部とからなり、前記柱状胴部と前記根元部との間に段差を設けたことを特徴とする発泡成形型」の発明を提案する。
【0005】
しかるに、特許文献1,2はいずれもピンを用いており、ピンが在るピンポイント地点での裏当て材は保持されるが、ピンから遠ざかると、ピンによる保持力が薄れ、型面から裏当て材が浮き上がるのを抑えることが難しかった。さらに、キャビティ形成用型面がラウンド(丸く湾曲)している所では、不織布等のシート状裏当て材を型面へ追随させるのが一層難しくなっていた。型面から裏当て材が浮き上がった箇所は、発泡成形でそこを経由して発泡原料がクッションパッド裏面側に漏れ出してしまう場合があった。
【0006】
本発明は、上記問題を解決するもので、発泡型の型面への裏当て材のセットが簡単ながら、型面への裏当て材の追随性を良好にして、発泡成形時に裏面側への発泡原料のリークをなくし、作業性向上,品質向上に貢献するクッションパッドの製造方法及びその発泡型を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成すべく、請求項1に記載の発明の要旨は、クッションパッド(9)に係るパッド本体(7)の発泡成形で、キャビティ形成用型面(1a)にセットされたシート状裏当て材(8)が、パッド本体裏面(71)に被着一体化されるクッションパッドの発泡型において、型面(1a)から突出する二つの衝立部(51)がその立面(51a)を対向させて配設され、且つ両衝立部(51)の上縁から相手方衝立部(51)へ向けて夫々延出される内鍔部(52)が設けられる横断面逆L字形の細長部材(5)を一対具備し、型面(1a)に当接させて、シート幅(W)が両衝立部(51)の間に収まる裏当て材(8)が、その両側縁(81)を前記衝立部(51)でガイド規制させ、且つ両側縁寄りシート部分(82)を前記内鍔部(52)に潜り込ませその長手方向に向けて係止させて、型面(1a)にセットされるようにしたことを特徴とするクッションパッドの発泡型にある。
請求項2に記載の発明の要旨は、シート状裏当て材(8)をキャビティ形成用型面(1a)にセットした後、発泡原料(7a)の注入及び型閉じを経て、裏面(71)に該裏当て材(8)が被着一体化されるパッド本体(7)を発泡成形するクッションパッドの製造方法において、発泡型(1)に、型面(1a)から突出する二つの衝立部(51)がその立面(51a)を対向させて配設され、且つ両衝立部(51)の上縁から相手方衝立部(51)へ向けて夫々延出される内鍔部(52)が設けられる横断面逆L字形の細長部材(5)を一対備えて、型面(1a)に当接させて、シート幅(W)が両衝立部(51)の間に収まる裏当て材(8)を、その両側縁(81)が前記衝立部(51)でガイド規制され、且つ両側縁寄りシート部分(82)が内鍔部(52)に潜り込んでその長手方向に向けて係止されるようにして、型面(1a)にセットすることを特徴とするクッションパッドの製造方法にある。請求項3の発明たるクッションパッドの製造方法は、請求項2で、型面(1a)が型閉じでキャビティ(C)側へ湾曲膨出し、この湾曲膨出する型面(1a1)の型面両サイド(13)に沿って一対の前記細長部材(5)が設けられ、且つ前記両衝立部(51)が互いに平行配設されることを特徴とする。請求項4の発明たるクッションパッドの製造方法は、請求項2又は3で、発泡型(1)を分割型(2,3)で形成し、その一の分割型(3)の型面両サイド(33)沿いに一対の前記細長部材(5)を設け、且つ該細長部材(5)の頭部外面(55)に、他の分割型(2)との型閉じ用摺り合せ面(31)を形成することを特徴とする。請求項5の発明たるクッションパッドの製造方法は、請求項3又は4で、一対の細長部材(5)が、前記型面両サイド(13)に沿って、その一端(13a)側から他端(13b)側に至る全域に設けられることを特徴とする。
【0008】
(作用)
請求項1,2の発明のごとく、横断面逆L字形の細長部材(5)を一対具備し、シート幅Wが両衝立部(51)の間に収まる裏当て材(8)が、その両側縁(81)を衝立部(51)でガイド規制させると、裏当て材の両側縁が衝立部にあてがわれた格好で、型面に対する裏当て材の横ズレがなくなる。さらに、両側縁寄りシート部分(82)を内鍔部(52)に潜り込ませその長手方向に向けて係止させて、型面(1a)にセットすると、型面からの裏当て材の浮き上がりが内鍔部によって阻止され、裏当て材を一旦セットすればその型面への追随性が良好になる。
請求項3の発明のごとく、湾曲膨出する型面(1a1)の型面両サイド(13)に沿って一対の細長部材(5)を設けると、型面両サイドに沿うように細長部材(5)がライン状に設けられるので、湾曲膨出する型面であってもその湾曲面に裏当て材を追随させて確実にセットできる。両衝立部(51)が互いに平行配設されると、裏当て材のシート幅を一定にして、両衝立部(51)間で、型面と内鍔との隙間(隔たり空所)に裏当て材を差込んで型面に容易にセットできる。請求項4の発明のごとく、細長部材(5)の頭部外面(55)に、他の分割型(2)との型閉じ用摺り合せ面(21)を形成すると、パッド本体裏面の幅方向に裏当て材がほぼ全域で被着され、且つ幅方向両端で僅かにパッド本体が露出する部分が裏当て材の面よりも一段下がるので、フレームとパッド本体との接触がなくなり異音発生を確実に防止できる。請求項5の発明のごとく、一対の前記細長部材(5)が、前記型面両サイド(13)に沿って、その一端(13a)側から他端(13b)側に至る全域に設けられると、裏当て材のセットで、型面全域で裏当て材の追随性が良好になり、更なる品質向上に貢献できる。
【発明の効果】
【0009】
本発明のクッションパッドの製造方法及びその発泡型は、型面への裏当て材の追随性が良好になり、発泡成形で裏面側への発泡原料のリークを防止でき、さらに、発泡型の型面への裏当て材のセットも容易にして、作業性向上,品質向上に優れた効果を発揮する。
【図面の簡単な説明】
【0010】
【図1】クッションパッドの発泡型の説明断面図である。
【図2】図1の細長部材周りの斜視図である。
【図3】図1の発泡型への裏当て材のセット後、発泡原料を注入する説明断面図である。
【図4】図3の後、型閉じした説明断面図である。
【図5】図4の型閉じ後、発泡成形する説明断面図である。
【図6】図5のVI-VI線矢視図である。
【図7】クッションパッドを裏面側から見た斜視図である。
【図8】図7のVIII-VIII線矢視図である。
【図9】他態様の細長部材周りの断面図である。
【図10】図9の発泡型で得られたクッションパッドの部分断面図である。
【図11】別態様の発泡型の説明断面図である。
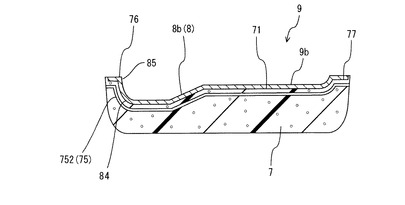
【図12】図11の発泡型で得られたクッションパッドの説明断面図である。
【発明を実施するための形態】
【0011】
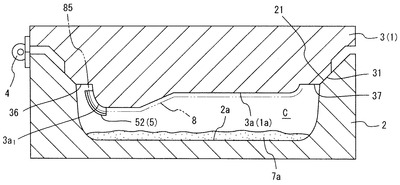
以下、本発明に係るクッションパッドの製造方法及びその発泡型について詳述する。図1〜図12は本発明のクッションパッドの製造方法及びその発泡型の一形態で、図1はクッションパッドの発泡型の説明断面図、図2は図1の細長部材周りの斜視図、図3は図1の発泡型への裏当て材のセット後、発泡原料を注入する説明断面図、図4は型閉じした説明断面図、図5は発泡成形する説明断面図、図6は図5のVI-VI線矢視図、図7はクッションパッドを裏面側から見た斜視図、図8は図7のVIII-VIII線矢視図、図9は他態様の細長部材周りの断面図、図10は図9の発泡型で得られたクッションパッドの部分断面図、図11は別態様の発泡型の説明断面図、図12は図11の発泡型で得られたクッションパッドの説明断面図を示す。尚、各図は細長部材,裏当て材を判り易くするため大きく描く。
【0012】
(1)クッションパッドの発泡型
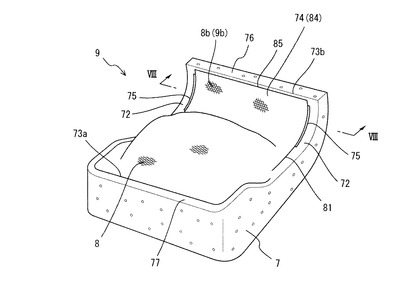
クッションパッド9は、背もたれ用のバックパッドや着座した乗員の下半身を受け支えるシートパッドである。本実施形態は図7のようなクッションパッド9に適用する。クッションパッド9に表皮を被せてシートクッションの形にすれば、公知のバックパッドに表皮を被せたバックレストと公知のヘッドレストとで車両用後部座席シートを形成する。発泡体からなるパッド本体7と、該パッド本体7の発泡成形でその裏面71に被着一体化される裏当て材8と、を具備するクッションパッド9の発泡型1は以下のごとくである。
【0013】
発泡型1は、一対の分割型(下型2と上型3)からなり、不織布等のシート状裏当て材8がセットされた後、型閉じすると、クッションパッド9のキャビティCを形成する。パッド本体7の発泡成形で、上型3のキャビティ形成用型面1a(以下、単に「型面」ともいう)にセットされた裏当て材8が、パッド本体裏面71に被着一体化される図7のクッションパッド9を造る。図7のクッションパッド9は、車両設置時、紙面手前が車両前方側、紙面奥方が車両後方側で、上下を逆に図示する。車両後方側には湾曲部74,84が形成されている。クッションパッド9の車幅方向は図8の紙面左右横方向になる。
発泡型1は、図5でいえば、紙面左右横方向が車両設置時におけるクッションパッド9の車両前後方向キャビティCを形成し、左方が車両後方側、右方が車両前方側に当たる。また車幅方向は紙面垂直方向である。この発泡型1に係る上型3(一の分割型)の型面3aには細長部材5が一対設けられる。
【0014】
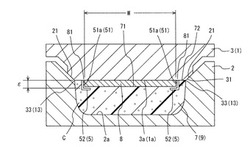
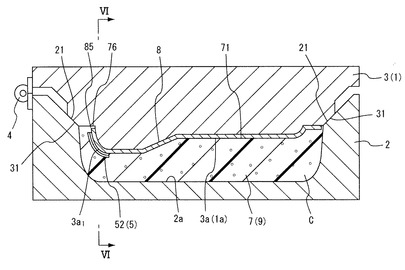
細長部材5は、上型型面3aから突出する二つの帯板状の衝立部51がその立面51aを対向させて配設され、且つ両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される帯板状の内鍔部52を有する横断面逆L字形の棒状部材である。車両前方側から車両後方側への長手方向に向けて、等断面形状の細長部材5になっている。裏当て材8は、型面1aに当接し、且つシート幅Wを両衝立部51の間に収め、両側縁81を衝立部51でガイド規制させるようにして、型面1aにセットされる。そして、内鍔部52の長手方向に向かう全長域で、裏当て材8の両側縁寄りシート部分82を該内鍔部52に係止させて、該裏当て材8が型面1aにセット,保持されるようにしている。両側縁寄りシート部分82が型面1aから浮き上がるのを内鍔部52によって阻止される。
【0015】
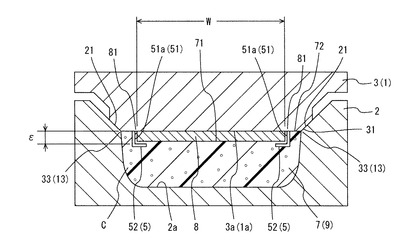
相手側衝立部51に向けて張出す内鍔部52の板面は、対向する型面1aと平行に配設される。型面1aと内鍔部52との隔たりεは裏当て材8の厚みtと同等又は該厚みtよりも僅かに大きくする。型面1aへの裏当て材8のセットを容易にする一方、セットされた裏当て材8を内鍔部52で確実に係止,保持できるようにするためである。各図は判り易くするため、裏当て材厚みtよりも隔たりεを大きく描く。
内鍔部52の相手側衝立部51に向けて張出す張出幅αは、その幅αが大きいほど裏当て材8の両側縁寄りシート部分82を確実に係止でき良好となる。その一方で、張出幅αが大きくなると、脱型が難しくなる。そこで、脱型時に内鍔部52がうまく抜け出る範囲で、張出幅αが出来る限り大きく設定される。
【0016】
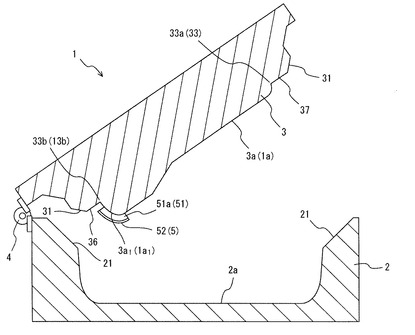
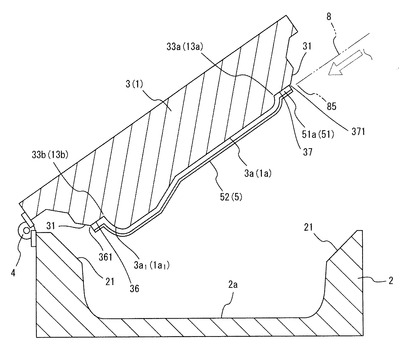
本実施形態の型面1aは、ヒンジ4寄りの上型型面3aが型閉じでキャビティC側へ湾曲膨出し、この湾曲膨出する型面3a1で、車幅方向の型面両サイド33(13)に沿わせるようにして、一対の細長部材5が設けられる(図2)。発泡型1は、図4の型閉じで、キャビティCの図面右方端部37が車両前方側のパッド本体端面形成用部位に相当し、キャビティCの図面左方端部36が車両後方側のパッド本体端面形成用部位に相当する。図4のキャビティCは、車両に設置される車両前後方向に配されるパッド本体7のキャビティ縦断面であり、また車両に設置されるクッションパッド9の上下方向とは上下が逆のキャビティ形状になっている。後方側パッド本体端面形成部36周りはバックレストとの接続で、大きく湾曲し、これに呼応する形でパッド本体裏面71を形成する型面3aが、湾曲面3a1となってキャビティC側へ湾曲膨出する。型閉じで、ヒンジ4寄りに在るパッド後方側の端面形成部(型面形成部)36からパッド裏面71を形成する型面3aが下降しながら車両前方形成部位へ大きく湾曲する。
そして、この湾曲膨出する型面3a1の車幅方向の両端寄りで、型面両サイド33に沿うようにして、車両前後方向に一対の図1,図2ごとくの細長部材5が設けられる。両細長部材5に係る両衝立部51は互いに平行配設される。両衝立部51間距離とシート幅Wが略等しい裏当て材8の両側縁寄りシート部分82を型面3aと内鍔部52との隔たり空所Sに差込んで、湾曲膨出する型面3a1へのセットが容易で確実にセット保形される発泡型1とする。該発泡型1は、例えば次のような製法に用いられて、図7ごとくのクッションパッド9を造ることができる。
【0017】
(2)クッションパッド9の製造方法
クッションパッド9の製造方法は、前記発泡型1を用いて、次のように行われる。パッド本体裏面71に裏当て材8が被着一体化される図7のクッションパッド9を以下のように製造する。
【0018】
製造に先立ち、シート幅Wが両衝立部51の間に収まり、パッド本体7の裏面全体に被着できる大きさのシート状裏当て材8が準備される。裏当て材8のシート幅は、少なくとも細長部材5の長手方向の長さで、両衝立部51間距離に略等しくする。尚、ここでのパッド本体裏面71には、図7でパッド本体7の前方側端面77及び後方側端面76の部分を含まないものとする。図7で、車両前方端73aから車両後方端73bまでとする。
【0019】
まず、図1の型開状態で、型面3aに裏当て材8をセットする。既述のごとく、上型型面3aから突出する横断面逆L字形した一対の細長部材5が設けられている。二つの衝立部51がその立面51aを対向させて配設され、且つ両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される内鍔部52が設けられている。そして、ヒンジ4近くの型面3aが型閉じでキャビティC側へ湾曲膨出し、この湾曲膨出する型面3a1で、車幅方向の型面両サイド33に沿って、一対の細長部材5がその長手方向を車両前後方向に一致させて配設されている。両衝立部51が互いに平行配設される。そのため、図2でいえば、裏当て材8の両側縁寄りシート部分82が、下方に位置する細長部材5の一端側から両内鍔部52の下を潜るように、細長部材5間に入り込み、型面3aに裏当て材8をセット,保持させることができる。例えば、裏当て材8の両側縁寄りシート部分82を、型面3aと両細長部材5に係る内鍔部52との隔たり空所Sへ差し込んでいき、先端縁85がパッド後方側の端面形成部36に達するところで裏当て材8の型面セットを完了する。尚、型面3aへの裏当て材8のセットにあって、湾曲膨出する型面3a1以外の型面3aで、該裏当て材8の係止が必要な箇所は、図示しない公知のピンやフェライトテープ(鉄粉テープ)等で係止保持される。
【0020】
詳しくは、型閉じでキャビティC側へ湾曲膨出する型面1a1において、車幅方向の型面両サイド13に沿って、長手方向に等断面形状の細長部材5が湾曲型面1a1に合わせて車両前後方向に一対配設されている。本実施形態は、湾曲膨出する上型型面3a1及び細長部材5が、パッド後方側の端面形成部36近くに設けられている。一方、先端縁85から少なくとも細長部材5の長手方向の長さで、両衝立部51間距離に略等しいシート幅Wの裏当て材8が用意される。この裏当て材8を、図2で両細長部材5の下端側から、型面3aに当接させながら両衝立部52間に差し入れていく。裏当て材8の両側縁81が衝立部51で車幅方向の動きの規制を受けつつ、両側縁寄りシート部分82が内鍔部52の下に潜り込み、細長部材5の長手方向に向けて内鍔部52に係止されるようにして、該裏当て材8を型面3aに順調にセットできる。裏当て材8を差し込んで、その先端85がパッド後方側の端面形成部36に達する図2の鎖線位置に配されたところで、セットを終える。湾曲型面にあっても、衝立部51,内鍔部52を該湾曲型面3a1に合わせた湾曲形状にしており、差し込まれる裏当て材8が、該衝立部51,内鍔部52に案内ガイドされて、鎖線位置にまで円滑に辿り着く。かくして、湾曲型面3a1に沿う裏当て材8の湾曲部84がつくられる。
【0021】
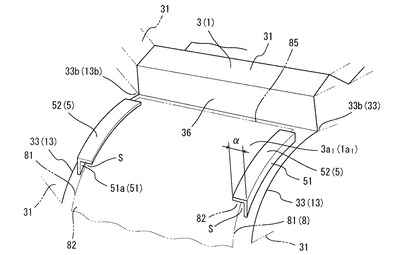
シート状裏当て材8を型面1aにセットした後は、通常の発泡原料7aの注入及び型閉じを経て、裏面71に該裏当て材8が被着一体化されるパッド本体7を発泡成形し、図7ごとくのクッションパッド9を得る。
【0022】
裏当て材8を発泡型1にセットした後は、発泡原料7aの注入及び型閉じを経て、発泡体からなるパッド本体7を、その裏面71に裏当て材8が被着されるようにして、発泡成形する。本実施形態は、発泡型1への裏当て材8のセット後、型開状態のまま、下型2(他の分割型)のキャビティCを形成する型面3a上に注入ホースNL等を使用してパッド本体7成形用ウレタン発泡原液等の発泡原料7aを所定量注入する。続いて、上型3を作動させ型閉じする。上型3と下型2との型閉じで、裏当て材8がインサートされたクッションパッド9用キャビティCができる。尚、発泡型1への裏当て材8のセット後、発泡原料7aを注入し、その後、型閉じしたが、発泡型1への裏当て材8のセット後、型閉じし、その後、発泡原料7aを注入することもできる。
【0023】
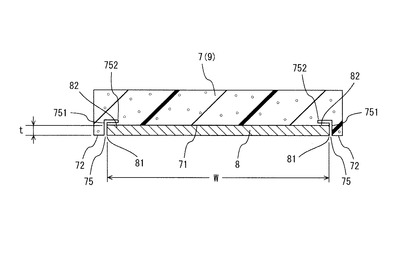
前記型閉じ後、パッド本体7の発泡成形に移る。図4の型閉じ状態を所定時間維持し、図5のようなパッド本体7の裏面71側に裏当て材8が被着一体化するよう発泡成形して、クッションパッド9が造られる。パッド本体7の発泡成形を終え、脱型すれば、パッド本体裏面71に裏当て材8が被着一体化し、且つ細長部材5がつくる抜け穴75が裏面9b側に露出する所望のクッションパッド9が得られる(図7,図8)。
符号751は衝立部51がつくる抜け穴部分、符号752は内鍔部がつくる抜け穴部分を示す。該クッションパッド9に図示しない表皮を被せると、車両用後部座席シートの座部用シートクッションになる。
【0024】
図9,図10は、図1〜図8に代わる他態様のクッションパッド用発泡型1及びこれを用いて製造されたクッションパッド9の部分断面図を示す。
図1〜図8に示したクッションパッドの製造方法でできるクッションパッド9は、図8のごとく車両幅方向の両端部にパッド本体7の露出部分72が、裏当て材8と同一面で、製品裏面9b側に現れる。露出部分72は僅かであるが、この部分72も含めて、異音発生防止をより完璧に実現したい場合がある。斯かる場合、図9のような発泡型1を採用することにより解決が図られる。
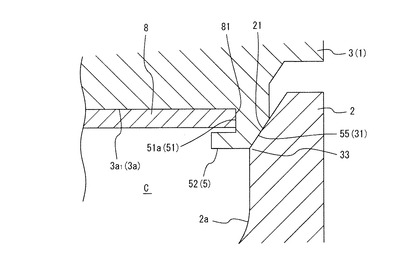
図9の発泡型1は、キャビティ側へ湾曲膨出する上型型面3a1で、車幅方向の型面両サイド33沿いに一対の細長部材5を車両前後方向に設け、且つ該細長部材5の頭部外面55に下型2(他の分割型)との型閉じ用摺り合せ面31を形成する。符号21は摺り合せ面31に対応する下型2の摺り合せ面を示す。
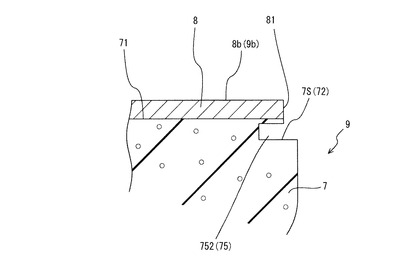
斯かる発泡型1を用い、前述のクッションパッド9の製造方法と同様にして、脱型で、図10ごとくのクッションパッド9を得る。細長部材5の頭部外面55を型閉じ用摺り合せ面31にしているので、パッド本体7の露出部分72が製品裏面9b側に現れるものの、裏当て材8よりも一段下がった段差部7Sで現れる。そのため、クッションパッド裏面9bとフレーム等が擦れ合っても、異音防止効果の在る裏当て材8に触れるのみで、段差部7Sの露出部分72に触れることのない優れもののクッションパッド9となる。
【0025】
また、図11,図12は別態様のクッションパッド用発泡型及びこれを用いて製造されたクッションパッドの説明断面図を示す。
図1〜図8に示したクッションパッドの発泡型及びクッションパッドの製造方法では、型面1aが型閉じでキャビティC側へ湾曲膨出し、この湾曲膨出する型面1a1への裏当て材8のセットが難しい部分的な箇所に細長部材5を設けたのにとどまる。他の部位は公知のピンやフェライトテープに依存していた。ここでは、他の部位についても細長部材5に頼って、裏当て材8を型面1aにセットする。すなわち、一対の前記細長部材5が、上型型面3aの車幅方向の型面両サイド33(13)に沿って、車両前後方向の前方端たる一端33a(13a)側から後方端たる他端33b(13b)側に至る全域に設けられる。シート幅Wが両衝立部51の間に収まる裏当て材8を、その両側縁81が衝立部51でガイド規制され、且つ両側縁寄りシート部分82が内鍔部52の長手方向に向けて係止されるようにして、上型型面3aの全域で細長部材5に係合させてセットすることとなる。
【0026】
さらに、図1〜図8に示したクッションパッド9の製造方法でできるクッションパッド9は、図7,図8のごとく車両前後方向で、パッド本体裏面71に裏当て材8が被着一体化されるが、パッド後方側の端面76やパッド前方側の端面77は裏当て材8の被着が除かれている。これらパッド後方側の端面76,パッド前方側の端面77を含めてパッド本体7の裏面全体を裏当て材8で被って異音発生防止効果をより高めたい場合がある。斯かる場合、図11のような発泡型1を採用することにより解決が図られる。一対の前記細長部材5が、上型型面3aの型面両サイド13に沿って、そのパッド前方側の端面形成部37の前端371から前記一端33a側を経て前記他端33b側に達し、さらにパッド後方側の端面形成部36の後端361まで達する車両前後方向全域に細長部材5が配設される。
斯かる発泡型1を用い、前述のクッションパッド9の製造方法と同様にして、脱型で、図12ごとくのクッションパッド9が得られる。一対の細長部材5の一端側から裏当て材8を差し込んでいくだけで、型面3aへの裏当て材8の当接,密着性を良好にしてセットでき、また公知のピンやフェライトシート等の設置個数を減したりさらになくしたりできるので、一層の作業性向上,コストダウンにつながる。図示を省略するが、図11,図12のクッションパッド9の製造方法及びその発泡型1で、図9,図10の発泡型1を採用すれば、更なる品質向上を果たすこともできる。
【0027】
(3)効果
このように構成したクッションパッドの製造方法及びその発泡型は、型面3a(1a)から立面51aを対向させて突出する二つの衝立部51と、両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される内鍔部52と、を有する横断面逆L字形の細長部材5を、型面3a(1a)への裏当て材8のセット用係止具としているので、裏当て材8の両側縁寄りシート部分82をライン状に型面3aへセット保持させることができる。これにより、ピンが在る所だけ型面3aに裏当て材8がセットされるものの、ピンから遠ざかる所で裏当て材8が型面からともすれば浮き上がる従来の不具合を解決できる。
シート幅Wが両衝立部51の間に収まる裏当て材8は、その両側縁81が衝立部51にあてがわれて車幅方向の動きの規制を受け、横ずれが防止される。また両側縁寄りシート部分82が内鍔部52の長手方向に向けて係止され、内鍔部52の在る長手方向全長域で裏当て材8の浮き上がりが、該内鍔部52によって阻止されるので、裏当て材8が型面3aに密着状態でセットされる。セットされた裏当て材8の型面への追随性が良好となる。さらに、細長部材5が在る所では、セットされた裏当て材8の両側縁81の両外側全域で、型面3aから突出する衝立部51がガードしているので、型面3aへの裏当て材8の密着と相まって、発泡成形で発泡原料7aがクッションパッド裏面9b側に漏れ出すことはない。裏面9bのほぼ全域で、図7,図8ごとくの異音防止効果のある裏当て材8が被着一体化した品質良好のクッションパッド9が出来上がる。
クッションパッド裏面9bには、細長部材5による抜け穴75が現れるが、意匠面として現れないため問題ない。また、内鍔部52がつくる抜け穴部分752は、パッド本体7が軟質発泡体からなるので、脱型時において製品を特に支障なく取り出すことができる。
【0028】
そして、型面3a(1a)が型閉じでキャビティC側へ湾曲膨出し、この湾曲膨出する型面3a1(1a1)の型面両サイド33(13)に沿って一対の細長部材5が設けられると、従来、裏当て材8の型面セットが難しいとされてきた湾曲膨出する型面3a1にあっても、難なくセットができる。特に、型閉じで、図4のヒンジ4寄りに在るパッド後方側の型面形成部36からパッド本体裏面71を形成する上型型面3aが下降しながら車両前方形成部位へ大きく湾曲膨出する型面3a1においても、一対の細長部材5を設けることで、円滑且つ確実に裏当て材8を型面3aにセット,保持させることができる。裏当て材8が一旦セットされれば、その幅方向の動きは衝立部51によって制限され、また浮き上がろうとする動きは内鍔部52によって押さえ付けられるので、裏当て材8は細長部材5が在る領域全てで型面3aへ当接し、高品質のクッションパッド9が得られるようになる。
また、両衝立部51が互いに平行配設されると、型面3aへの裏当て材8のセットは、例えば、両細長部材5の一端側から、裏当て材8が型面3a上を滑るようにして、両衝立部51間で、両側縁寄りシート部分82を内鍔部52の下に潜り込ませることで、裏当て材8を型面3aに簡単にセットできる。
【0029】
さらに、上型3の型面両サイド33沿いに一対の細長部材5を設け、且つ細長部材5の頭部外面55に、下型2との型閉じ用摺り合せ面31を形成すると、パッド本体7の発泡成形で出来たクッションパッド9は、図10ごとくの断面形状で、図7,図8で見られた両側に残る僅かの露出部分72が、裏当て材8の面から一段下がった段差部7Sになり、該段差部7Sでの異音発生は起こらない。本クッションパッド9が座席シートに取付けられ、フレーム等との擦れが生じるのは異音防止効果の在る裏当て材8だけで、段差部7Sとはフレームとの接触がないので、異音防止に一段と優れた効果を発揮する。
【0030】
加えて、一対の細長部材5が、型面両サイド33(13)に沿って、その一端33a(13a)側から他端33b(13b)側に至る全域に設けられると、一対の細長部材5だけで、裏当て材8の型面へのセットができるので、該裏当て材8のセットが容易になる。と同時に、一端33a側から他端33b側に至る全域に亘って、裏当て材8の型面3aへの追随性が良好になり、品質向上にもつながる。また、併存させてきた従来形のピンやフェライトテープの数を減らし、或いはなくすことも可能になり、コストダウンにも貢献できるようになる。さらに、パッド後方側の端面76,パッド前方側の端面77を含めてパッド本体7の裏面全体を裏当て材8で被って異音発生防止効果を高めることもできる。
【0031】
本発明においては前記実施形態に示すものに限られず、目的,用途に応じて本発明の範囲で種々変更できる。発泡型1,細長部材5,パッド本体7,裏当て材8,クッションパッド9等の形状,大きさ,個数,材質等は用途に合わせて適宜選択できる。実施形態はクッションパッド9に適用したが、背もたれ用バックパッドにも適用できる。
【符号の説明】
【0032】
1 発泡型
1a 型面
1a1 湾曲膨出する型面(湾曲型面)
13a 一端側
13b 他端側
3 上型(一の分割型)
31 摺り合せ面
5 細長部材
51 衝立部
52 内鍔部
55 頭部外面
7 パッド本体
71 パッド本体裏面
8 裏当て材
81 側縁
82 側縁寄りシート部分
9 クッションパッド
C キャビティ
W シート幅
【技術分野】
【0001】
本発明は自動車等の座席シートを構成するクッションパッドの製造方法及びその発泡型に関する。
【背景技術】
【0002】
自動車等の車両に搭載される座席シートの座部や背もたれを構成するシートクッションがある。軟質ポリウレタンフォーム等のクッション性パッド本体を主構成要素とするが、そのままでは乗員の着座時等で撓んでフレームと擦れ、異音発生する場合がある。これを防止すべく、一般的にパッド本体の裏面側に不織布等のシート状裏当て材を被着一体化させたクッションパッドにしている。
ところで、パッド本体の発泡成形では、型面への裏当て材のセット後、発泡原料の注入及び型閉じを経て、パッド本体裏面に裏当て材が被着一体化されるのであるが、型面に裏当て材がうまく追随しない問題があった。
こうしたことから、この対策を講じたクッションパッドの製造方法やその発泡型が提案されるようになっている(例えば特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−1147号公報
【特許文献2】特開2004−358916号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1は、「凹部の内側壁面に沿って突出するピンを備える成形型を用いて、前記第1型の型面に前記補強布(本発明の裏当て材)を着脱自在に取り付け、その際、前記補強布の前記縁部を前記凹部の内側壁面と前記ピンとの間に差し込んで保持」させるのが、発明の中核部分になっている。
また、特許文献2は、「裏面に補強布が一体化されたシート用パッドを製造するための発泡型であって、キャビティ内に前記補強布を装着するために型内面から突出する複数の装着ピンを備え、該装着ピンが、略一定の太さで軸方向に延びる柱状胴部と、該柱状胴部よりも細い根元部と、テーパ状の先端部とからなり、前記柱状胴部と前記根元部との間に段差を設けたことを特徴とする発泡成形型」の発明を提案する。
【0005】
しかるに、特許文献1,2はいずれもピンを用いており、ピンが在るピンポイント地点での裏当て材は保持されるが、ピンから遠ざかると、ピンによる保持力が薄れ、型面から裏当て材が浮き上がるのを抑えることが難しかった。さらに、キャビティ形成用型面がラウンド(丸く湾曲)している所では、不織布等のシート状裏当て材を型面へ追随させるのが一層難しくなっていた。型面から裏当て材が浮き上がった箇所は、発泡成形でそこを経由して発泡原料がクッションパッド裏面側に漏れ出してしまう場合があった。
【0006】
本発明は、上記問題を解決するもので、発泡型の型面への裏当て材のセットが簡単ながら、型面への裏当て材の追随性を良好にして、発泡成形時に裏面側への発泡原料のリークをなくし、作業性向上,品質向上に貢献するクッションパッドの製造方法及びその発泡型を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成すべく、請求項1に記載の発明の要旨は、クッションパッド(9)に係るパッド本体(7)の発泡成形で、キャビティ形成用型面(1a)にセットされたシート状裏当て材(8)が、パッド本体裏面(71)に被着一体化されるクッションパッドの発泡型において、型面(1a)から突出する二つの衝立部(51)がその立面(51a)を対向させて配設され、且つ両衝立部(51)の上縁から相手方衝立部(51)へ向けて夫々延出される内鍔部(52)が設けられる横断面逆L字形の細長部材(5)を一対具備し、型面(1a)に当接させて、シート幅(W)が両衝立部(51)の間に収まる裏当て材(8)が、その両側縁(81)を前記衝立部(51)でガイド規制させ、且つ両側縁寄りシート部分(82)を前記内鍔部(52)に潜り込ませその長手方向に向けて係止させて、型面(1a)にセットされるようにしたことを特徴とするクッションパッドの発泡型にある。
請求項2に記載の発明の要旨は、シート状裏当て材(8)をキャビティ形成用型面(1a)にセットした後、発泡原料(7a)の注入及び型閉じを経て、裏面(71)に該裏当て材(8)が被着一体化されるパッド本体(7)を発泡成形するクッションパッドの製造方法において、発泡型(1)に、型面(1a)から突出する二つの衝立部(51)がその立面(51a)を対向させて配設され、且つ両衝立部(51)の上縁から相手方衝立部(51)へ向けて夫々延出される内鍔部(52)が設けられる横断面逆L字形の細長部材(5)を一対備えて、型面(1a)に当接させて、シート幅(W)が両衝立部(51)の間に収まる裏当て材(8)を、その両側縁(81)が前記衝立部(51)でガイド規制され、且つ両側縁寄りシート部分(82)が内鍔部(52)に潜り込んでその長手方向に向けて係止されるようにして、型面(1a)にセットすることを特徴とするクッションパッドの製造方法にある。請求項3の発明たるクッションパッドの製造方法は、請求項2で、型面(1a)が型閉じでキャビティ(C)側へ湾曲膨出し、この湾曲膨出する型面(1a1)の型面両サイド(13)に沿って一対の前記細長部材(5)が設けられ、且つ前記両衝立部(51)が互いに平行配設されることを特徴とする。請求項4の発明たるクッションパッドの製造方法は、請求項2又は3で、発泡型(1)を分割型(2,3)で形成し、その一の分割型(3)の型面両サイド(33)沿いに一対の前記細長部材(5)を設け、且つ該細長部材(5)の頭部外面(55)に、他の分割型(2)との型閉じ用摺り合せ面(31)を形成することを特徴とする。請求項5の発明たるクッションパッドの製造方法は、請求項3又は4で、一対の細長部材(5)が、前記型面両サイド(13)に沿って、その一端(13a)側から他端(13b)側に至る全域に設けられることを特徴とする。
【0008】
(作用)
請求項1,2の発明のごとく、横断面逆L字形の細長部材(5)を一対具備し、シート幅Wが両衝立部(51)の間に収まる裏当て材(8)が、その両側縁(81)を衝立部(51)でガイド規制させると、裏当て材の両側縁が衝立部にあてがわれた格好で、型面に対する裏当て材の横ズレがなくなる。さらに、両側縁寄りシート部分(82)を内鍔部(52)に潜り込ませその長手方向に向けて係止させて、型面(1a)にセットすると、型面からの裏当て材の浮き上がりが内鍔部によって阻止され、裏当て材を一旦セットすればその型面への追随性が良好になる。
請求項3の発明のごとく、湾曲膨出する型面(1a1)の型面両サイド(13)に沿って一対の細長部材(5)を設けると、型面両サイドに沿うように細長部材(5)がライン状に設けられるので、湾曲膨出する型面であってもその湾曲面に裏当て材を追随させて確実にセットできる。両衝立部(51)が互いに平行配設されると、裏当て材のシート幅を一定にして、両衝立部(51)間で、型面と内鍔との隙間(隔たり空所)に裏当て材を差込んで型面に容易にセットできる。請求項4の発明のごとく、細長部材(5)の頭部外面(55)に、他の分割型(2)との型閉じ用摺り合せ面(21)を形成すると、パッド本体裏面の幅方向に裏当て材がほぼ全域で被着され、且つ幅方向両端で僅かにパッド本体が露出する部分が裏当て材の面よりも一段下がるので、フレームとパッド本体との接触がなくなり異音発生を確実に防止できる。請求項5の発明のごとく、一対の前記細長部材(5)が、前記型面両サイド(13)に沿って、その一端(13a)側から他端(13b)側に至る全域に設けられると、裏当て材のセットで、型面全域で裏当て材の追随性が良好になり、更なる品質向上に貢献できる。
【発明の効果】
【0009】
本発明のクッションパッドの製造方法及びその発泡型は、型面への裏当て材の追随性が良好になり、発泡成形で裏面側への発泡原料のリークを防止でき、さらに、発泡型の型面への裏当て材のセットも容易にして、作業性向上,品質向上に優れた効果を発揮する。
【図面の簡単な説明】
【0010】
【図1】クッションパッドの発泡型の説明断面図である。
【図2】図1の細長部材周りの斜視図である。
【図3】図1の発泡型への裏当て材のセット後、発泡原料を注入する説明断面図である。
【図4】図3の後、型閉じした説明断面図である。
【図5】図4の型閉じ後、発泡成形する説明断面図である。
【図6】図5のVI-VI線矢視図である。
【図7】クッションパッドを裏面側から見た斜視図である。
【図8】図7のVIII-VIII線矢視図である。
【図9】他態様の細長部材周りの断面図である。
【図10】図9の発泡型で得られたクッションパッドの部分断面図である。
【図11】別態様の発泡型の説明断面図である。
【図12】図11の発泡型で得られたクッションパッドの説明断面図である。
【発明を実施するための形態】
【0011】
以下、本発明に係るクッションパッドの製造方法及びその発泡型について詳述する。図1〜図12は本発明のクッションパッドの製造方法及びその発泡型の一形態で、図1はクッションパッドの発泡型の説明断面図、図2は図1の細長部材周りの斜視図、図3は図1の発泡型への裏当て材のセット後、発泡原料を注入する説明断面図、図4は型閉じした説明断面図、図5は発泡成形する説明断面図、図6は図5のVI-VI線矢視図、図7はクッションパッドを裏面側から見た斜視図、図8は図7のVIII-VIII線矢視図、図9は他態様の細長部材周りの断面図、図10は図9の発泡型で得られたクッションパッドの部分断面図、図11は別態様の発泡型の説明断面図、図12は図11の発泡型で得られたクッションパッドの説明断面図を示す。尚、各図は細長部材,裏当て材を判り易くするため大きく描く。
【0012】
(1)クッションパッドの発泡型
クッションパッド9は、背もたれ用のバックパッドや着座した乗員の下半身を受け支えるシートパッドである。本実施形態は図7のようなクッションパッド9に適用する。クッションパッド9に表皮を被せてシートクッションの形にすれば、公知のバックパッドに表皮を被せたバックレストと公知のヘッドレストとで車両用後部座席シートを形成する。発泡体からなるパッド本体7と、該パッド本体7の発泡成形でその裏面71に被着一体化される裏当て材8と、を具備するクッションパッド9の発泡型1は以下のごとくである。
【0013】
発泡型1は、一対の分割型(下型2と上型3)からなり、不織布等のシート状裏当て材8がセットされた後、型閉じすると、クッションパッド9のキャビティCを形成する。パッド本体7の発泡成形で、上型3のキャビティ形成用型面1a(以下、単に「型面」ともいう)にセットされた裏当て材8が、パッド本体裏面71に被着一体化される図7のクッションパッド9を造る。図7のクッションパッド9は、車両設置時、紙面手前が車両前方側、紙面奥方が車両後方側で、上下を逆に図示する。車両後方側には湾曲部74,84が形成されている。クッションパッド9の車幅方向は図8の紙面左右横方向になる。
発泡型1は、図5でいえば、紙面左右横方向が車両設置時におけるクッションパッド9の車両前後方向キャビティCを形成し、左方が車両後方側、右方が車両前方側に当たる。また車幅方向は紙面垂直方向である。この発泡型1に係る上型3(一の分割型)の型面3aには細長部材5が一対設けられる。
【0014】
細長部材5は、上型型面3aから突出する二つの帯板状の衝立部51がその立面51aを対向させて配設され、且つ両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される帯板状の内鍔部52を有する横断面逆L字形の棒状部材である。車両前方側から車両後方側への長手方向に向けて、等断面形状の細長部材5になっている。裏当て材8は、型面1aに当接し、且つシート幅Wを両衝立部51の間に収め、両側縁81を衝立部51でガイド規制させるようにして、型面1aにセットされる。そして、内鍔部52の長手方向に向かう全長域で、裏当て材8の両側縁寄りシート部分82を該内鍔部52に係止させて、該裏当て材8が型面1aにセット,保持されるようにしている。両側縁寄りシート部分82が型面1aから浮き上がるのを内鍔部52によって阻止される。
【0015】
相手側衝立部51に向けて張出す内鍔部52の板面は、対向する型面1aと平行に配設される。型面1aと内鍔部52との隔たりεは裏当て材8の厚みtと同等又は該厚みtよりも僅かに大きくする。型面1aへの裏当て材8のセットを容易にする一方、セットされた裏当て材8を内鍔部52で確実に係止,保持できるようにするためである。各図は判り易くするため、裏当て材厚みtよりも隔たりεを大きく描く。
内鍔部52の相手側衝立部51に向けて張出す張出幅αは、その幅αが大きいほど裏当て材8の両側縁寄りシート部分82を確実に係止でき良好となる。その一方で、張出幅αが大きくなると、脱型が難しくなる。そこで、脱型時に内鍔部52がうまく抜け出る範囲で、張出幅αが出来る限り大きく設定される。
【0016】
本実施形態の型面1aは、ヒンジ4寄りの上型型面3aが型閉じでキャビティC側へ湾曲膨出し、この湾曲膨出する型面3a1で、車幅方向の型面両サイド33(13)に沿わせるようにして、一対の細長部材5が設けられる(図2)。発泡型1は、図4の型閉じで、キャビティCの図面右方端部37が車両前方側のパッド本体端面形成用部位に相当し、キャビティCの図面左方端部36が車両後方側のパッド本体端面形成用部位に相当する。図4のキャビティCは、車両に設置される車両前後方向に配されるパッド本体7のキャビティ縦断面であり、また車両に設置されるクッションパッド9の上下方向とは上下が逆のキャビティ形状になっている。後方側パッド本体端面形成部36周りはバックレストとの接続で、大きく湾曲し、これに呼応する形でパッド本体裏面71を形成する型面3aが、湾曲面3a1となってキャビティC側へ湾曲膨出する。型閉じで、ヒンジ4寄りに在るパッド後方側の端面形成部(型面形成部)36からパッド裏面71を形成する型面3aが下降しながら車両前方形成部位へ大きく湾曲する。
そして、この湾曲膨出する型面3a1の車幅方向の両端寄りで、型面両サイド33に沿うようにして、車両前後方向に一対の図1,図2ごとくの細長部材5が設けられる。両細長部材5に係る両衝立部51は互いに平行配設される。両衝立部51間距離とシート幅Wが略等しい裏当て材8の両側縁寄りシート部分82を型面3aと内鍔部52との隔たり空所Sに差込んで、湾曲膨出する型面3a1へのセットが容易で確実にセット保形される発泡型1とする。該発泡型1は、例えば次のような製法に用いられて、図7ごとくのクッションパッド9を造ることができる。
【0017】
(2)クッションパッド9の製造方法
クッションパッド9の製造方法は、前記発泡型1を用いて、次のように行われる。パッド本体裏面71に裏当て材8が被着一体化される図7のクッションパッド9を以下のように製造する。
【0018】
製造に先立ち、シート幅Wが両衝立部51の間に収まり、パッド本体7の裏面全体に被着できる大きさのシート状裏当て材8が準備される。裏当て材8のシート幅は、少なくとも細長部材5の長手方向の長さで、両衝立部51間距離に略等しくする。尚、ここでのパッド本体裏面71には、図7でパッド本体7の前方側端面77及び後方側端面76の部分を含まないものとする。図7で、車両前方端73aから車両後方端73bまでとする。
【0019】
まず、図1の型開状態で、型面3aに裏当て材8をセットする。既述のごとく、上型型面3aから突出する横断面逆L字形した一対の細長部材5が設けられている。二つの衝立部51がその立面51aを対向させて配設され、且つ両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される内鍔部52が設けられている。そして、ヒンジ4近くの型面3aが型閉じでキャビティC側へ湾曲膨出し、この湾曲膨出する型面3a1で、車幅方向の型面両サイド33に沿って、一対の細長部材5がその長手方向を車両前後方向に一致させて配設されている。両衝立部51が互いに平行配設される。そのため、図2でいえば、裏当て材8の両側縁寄りシート部分82が、下方に位置する細長部材5の一端側から両内鍔部52の下を潜るように、細長部材5間に入り込み、型面3aに裏当て材8をセット,保持させることができる。例えば、裏当て材8の両側縁寄りシート部分82を、型面3aと両細長部材5に係る内鍔部52との隔たり空所Sへ差し込んでいき、先端縁85がパッド後方側の端面形成部36に達するところで裏当て材8の型面セットを完了する。尚、型面3aへの裏当て材8のセットにあって、湾曲膨出する型面3a1以外の型面3aで、該裏当て材8の係止が必要な箇所は、図示しない公知のピンやフェライトテープ(鉄粉テープ)等で係止保持される。
【0020】
詳しくは、型閉じでキャビティC側へ湾曲膨出する型面1a1において、車幅方向の型面両サイド13に沿って、長手方向に等断面形状の細長部材5が湾曲型面1a1に合わせて車両前後方向に一対配設されている。本実施形態は、湾曲膨出する上型型面3a1及び細長部材5が、パッド後方側の端面形成部36近くに設けられている。一方、先端縁85から少なくとも細長部材5の長手方向の長さで、両衝立部51間距離に略等しいシート幅Wの裏当て材8が用意される。この裏当て材8を、図2で両細長部材5の下端側から、型面3aに当接させながら両衝立部52間に差し入れていく。裏当て材8の両側縁81が衝立部51で車幅方向の動きの規制を受けつつ、両側縁寄りシート部分82が内鍔部52の下に潜り込み、細長部材5の長手方向に向けて内鍔部52に係止されるようにして、該裏当て材8を型面3aに順調にセットできる。裏当て材8を差し込んで、その先端85がパッド後方側の端面形成部36に達する図2の鎖線位置に配されたところで、セットを終える。湾曲型面にあっても、衝立部51,内鍔部52を該湾曲型面3a1に合わせた湾曲形状にしており、差し込まれる裏当て材8が、該衝立部51,内鍔部52に案内ガイドされて、鎖線位置にまで円滑に辿り着く。かくして、湾曲型面3a1に沿う裏当て材8の湾曲部84がつくられる。
【0021】
シート状裏当て材8を型面1aにセットした後は、通常の発泡原料7aの注入及び型閉じを経て、裏面71に該裏当て材8が被着一体化されるパッド本体7を発泡成形し、図7ごとくのクッションパッド9を得る。
【0022】
裏当て材8を発泡型1にセットした後は、発泡原料7aの注入及び型閉じを経て、発泡体からなるパッド本体7を、その裏面71に裏当て材8が被着されるようにして、発泡成形する。本実施形態は、発泡型1への裏当て材8のセット後、型開状態のまま、下型2(他の分割型)のキャビティCを形成する型面3a上に注入ホースNL等を使用してパッド本体7成形用ウレタン発泡原液等の発泡原料7aを所定量注入する。続いて、上型3を作動させ型閉じする。上型3と下型2との型閉じで、裏当て材8がインサートされたクッションパッド9用キャビティCができる。尚、発泡型1への裏当て材8のセット後、発泡原料7aを注入し、その後、型閉じしたが、発泡型1への裏当て材8のセット後、型閉じし、その後、発泡原料7aを注入することもできる。
【0023】
前記型閉じ後、パッド本体7の発泡成形に移る。図4の型閉じ状態を所定時間維持し、図5のようなパッド本体7の裏面71側に裏当て材8が被着一体化するよう発泡成形して、クッションパッド9が造られる。パッド本体7の発泡成形を終え、脱型すれば、パッド本体裏面71に裏当て材8が被着一体化し、且つ細長部材5がつくる抜け穴75が裏面9b側に露出する所望のクッションパッド9が得られる(図7,図8)。
符号751は衝立部51がつくる抜け穴部分、符号752は内鍔部がつくる抜け穴部分を示す。該クッションパッド9に図示しない表皮を被せると、車両用後部座席シートの座部用シートクッションになる。
【0024】
図9,図10は、図1〜図8に代わる他態様のクッションパッド用発泡型1及びこれを用いて製造されたクッションパッド9の部分断面図を示す。
図1〜図8に示したクッションパッドの製造方法でできるクッションパッド9は、図8のごとく車両幅方向の両端部にパッド本体7の露出部分72が、裏当て材8と同一面で、製品裏面9b側に現れる。露出部分72は僅かであるが、この部分72も含めて、異音発生防止をより完璧に実現したい場合がある。斯かる場合、図9のような発泡型1を採用することにより解決が図られる。
図9の発泡型1は、キャビティ側へ湾曲膨出する上型型面3a1で、車幅方向の型面両サイド33沿いに一対の細長部材5を車両前後方向に設け、且つ該細長部材5の頭部外面55に下型2(他の分割型)との型閉じ用摺り合せ面31を形成する。符号21は摺り合せ面31に対応する下型2の摺り合せ面を示す。
斯かる発泡型1を用い、前述のクッションパッド9の製造方法と同様にして、脱型で、図10ごとくのクッションパッド9を得る。細長部材5の頭部外面55を型閉じ用摺り合せ面31にしているので、パッド本体7の露出部分72が製品裏面9b側に現れるものの、裏当て材8よりも一段下がった段差部7Sで現れる。そのため、クッションパッド裏面9bとフレーム等が擦れ合っても、異音防止効果の在る裏当て材8に触れるのみで、段差部7Sの露出部分72に触れることのない優れもののクッションパッド9となる。
【0025】
また、図11,図12は別態様のクッションパッド用発泡型及びこれを用いて製造されたクッションパッドの説明断面図を示す。
図1〜図8に示したクッションパッドの発泡型及びクッションパッドの製造方法では、型面1aが型閉じでキャビティC側へ湾曲膨出し、この湾曲膨出する型面1a1への裏当て材8のセットが難しい部分的な箇所に細長部材5を設けたのにとどまる。他の部位は公知のピンやフェライトテープに依存していた。ここでは、他の部位についても細長部材5に頼って、裏当て材8を型面1aにセットする。すなわち、一対の前記細長部材5が、上型型面3aの車幅方向の型面両サイド33(13)に沿って、車両前後方向の前方端たる一端33a(13a)側から後方端たる他端33b(13b)側に至る全域に設けられる。シート幅Wが両衝立部51の間に収まる裏当て材8を、その両側縁81が衝立部51でガイド規制され、且つ両側縁寄りシート部分82が内鍔部52の長手方向に向けて係止されるようにして、上型型面3aの全域で細長部材5に係合させてセットすることとなる。
【0026】
さらに、図1〜図8に示したクッションパッド9の製造方法でできるクッションパッド9は、図7,図8のごとく車両前後方向で、パッド本体裏面71に裏当て材8が被着一体化されるが、パッド後方側の端面76やパッド前方側の端面77は裏当て材8の被着が除かれている。これらパッド後方側の端面76,パッド前方側の端面77を含めてパッド本体7の裏面全体を裏当て材8で被って異音発生防止効果をより高めたい場合がある。斯かる場合、図11のような発泡型1を採用することにより解決が図られる。一対の前記細長部材5が、上型型面3aの型面両サイド13に沿って、そのパッド前方側の端面形成部37の前端371から前記一端33a側を経て前記他端33b側に達し、さらにパッド後方側の端面形成部36の後端361まで達する車両前後方向全域に細長部材5が配設される。
斯かる発泡型1を用い、前述のクッションパッド9の製造方法と同様にして、脱型で、図12ごとくのクッションパッド9が得られる。一対の細長部材5の一端側から裏当て材8を差し込んでいくだけで、型面3aへの裏当て材8の当接,密着性を良好にしてセットでき、また公知のピンやフェライトシート等の設置個数を減したりさらになくしたりできるので、一層の作業性向上,コストダウンにつながる。図示を省略するが、図11,図12のクッションパッド9の製造方法及びその発泡型1で、図9,図10の発泡型1を採用すれば、更なる品質向上を果たすこともできる。
【0027】
(3)効果
このように構成したクッションパッドの製造方法及びその発泡型は、型面3a(1a)から立面51aを対向させて突出する二つの衝立部51と、両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される内鍔部52と、を有する横断面逆L字形の細長部材5を、型面3a(1a)への裏当て材8のセット用係止具としているので、裏当て材8の両側縁寄りシート部分82をライン状に型面3aへセット保持させることができる。これにより、ピンが在る所だけ型面3aに裏当て材8がセットされるものの、ピンから遠ざかる所で裏当て材8が型面からともすれば浮き上がる従来の不具合を解決できる。
シート幅Wが両衝立部51の間に収まる裏当て材8は、その両側縁81が衝立部51にあてがわれて車幅方向の動きの規制を受け、横ずれが防止される。また両側縁寄りシート部分82が内鍔部52の長手方向に向けて係止され、内鍔部52の在る長手方向全長域で裏当て材8の浮き上がりが、該内鍔部52によって阻止されるので、裏当て材8が型面3aに密着状態でセットされる。セットされた裏当て材8の型面への追随性が良好となる。さらに、細長部材5が在る所では、セットされた裏当て材8の両側縁81の両外側全域で、型面3aから突出する衝立部51がガードしているので、型面3aへの裏当て材8の密着と相まって、発泡成形で発泡原料7aがクッションパッド裏面9b側に漏れ出すことはない。裏面9bのほぼ全域で、図7,図8ごとくの異音防止効果のある裏当て材8が被着一体化した品質良好のクッションパッド9が出来上がる。
クッションパッド裏面9bには、細長部材5による抜け穴75が現れるが、意匠面として現れないため問題ない。また、内鍔部52がつくる抜け穴部分752は、パッド本体7が軟質発泡体からなるので、脱型時において製品を特に支障なく取り出すことができる。
【0028】
そして、型面3a(1a)が型閉じでキャビティC側へ湾曲膨出し、この湾曲膨出する型面3a1(1a1)の型面両サイド33(13)に沿って一対の細長部材5が設けられると、従来、裏当て材8の型面セットが難しいとされてきた湾曲膨出する型面3a1にあっても、難なくセットができる。特に、型閉じで、図4のヒンジ4寄りに在るパッド後方側の型面形成部36からパッド本体裏面71を形成する上型型面3aが下降しながら車両前方形成部位へ大きく湾曲膨出する型面3a1においても、一対の細長部材5を設けることで、円滑且つ確実に裏当て材8を型面3aにセット,保持させることができる。裏当て材8が一旦セットされれば、その幅方向の動きは衝立部51によって制限され、また浮き上がろうとする動きは内鍔部52によって押さえ付けられるので、裏当て材8は細長部材5が在る領域全てで型面3aへ当接し、高品質のクッションパッド9が得られるようになる。
また、両衝立部51が互いに平行配設されると、型面3aへの裏当て材8のセットは、例えば、両細長部材5の一端側から、裏当て材8が型面3a上を滑るようにして、両衝立部51間で、両側縁寄りシート部分82を内鍔部52の下に潜り込ませることで、裏当て材8を型面3aに簡単にセットできる。
【0029】
さらに、上型3の型面両サイド33沿いに一対の細長部材5を設け、且つ細長部材5の頭部外面55に、下型2との型閉じ用摺り合せ面31を形成すると、パッド本体7の発泡成形で出来たクッションパッド9は、図10ごとくの断面形状で、図7,図8で見られた両側に残る僅かの露出部分72が、裏当て材8の面から一段下がった段差部7Sになり、該段差部7Sでの異音発生は起こらない。本クッションパッド9が座席シートに取付けられ、フレーム等との擦れが生じるのは異音防止効果の在る裏当て材8だけで、段差部7Sとはフレームとの接触がないので、異音防止に一段と優れた効果を発揮する。
【0030】
加えて、一対の細長部材5が、型面両サイド33(13)に沿って、その一端33a(13a)側から他端33b(13b)側に至る全域に設けられると、一対の細長部材5だけで、裏当て材8の型面へのセットができるので、該裏当て材8のセットが容易になる。と同時に、一端33a側から他端33b側に至る全域に亘って、裏当て材8の型面3aへの追随性が良好になり、品質向上にもつながる。また、併存させてきた従来形のピンやフェライトテープの数を減らし、或いはなくすことも可能になり、コストダウンにも貢献できるようになる。さらに、パッド後方側の端面76,パッド前方側の端面77を含めてパッド本体7の裏面全体を裏当て材8で被って異音発生防止効果を高めることもできる。
【0031】
本発明においては前記実施形態に示すものに限られず、目的,用途に応じて本発明の範囲で種々変更できる。発泡型1,細長部材5,パッド本体7,裏当て材8,クッションパッド9等の形状,大きさ,個数,材質等は用途に合わせて適宜選択できる。実施形態はクッションパッド9に適用したが、背もたれ用バックパッドにも適用できる。
【符号の説明】
【0032】
1 発泡型
1a 型面
1a1 湾曲膨出する型面(湾曲型面)
13a 一端側
13b 他端側
3 上型(一の分割型)
31 摺り合せ面
5 細長部材
51 衝立部
52 内鍔部
55 頭部外面
7 パッド本体
71 パッド本体裏面
8 裏当て材
81 側縁
82 側縁寄りシート部分
9 クッションパッド
C キャビティ
W シート幅
【特許請求の範囲】
【請求項1】
クッションパッド(9)に係るパッド本体(7)の発泡成形で、キャビティ形成用型面(1a)にセットされたシート状裏当て材(8)が、パッド本体裏面(71)に被着一体化されるクッションパッドの発泡型において、
型面(1a)から突出する二つの衝立部(51)がその立面(51a)を対向させて配設され、且つ両衝立部(51)の上縁から相手方衝立部(51)へ向けて夫々延出される内鍔部(52)が設けられる横断面逆L字形の細長部材(5)を一対具備し、型面(1a)に当接させて、シート幅(W)が両衝立部(51)の間に収まる裏当て材(8)が、その両側縁(81)を前記衝立部(51)でガイド規制させ、且つ両側縁寄りシート部分(82)を前記内鍔部(52)に潜り込ませその長手方向に向けて係止させて、型面(1a)にセットされるようにしたことを特徴とするクッションパッドの発泡型。
【請求項2】
シート状裏当て材(8)をキャビティ形成用型面(1a)にセットした後、発泡原料(7a)の注入及び型閉じを経て、裏面(71)に該裏当て材(8)が被着一体化されるパッド本体(7)を発泡成形するクッションパッドの製造方法において、
発泡型(1)に、型面(1a)から突出する二つの衝立部(51)がその立面(51a)を対向させて配設され、且つ両衝立部(51)の上縁から相手方衝立部(51)へ向けて夫々延出される内鍔部(52)が設けられる横断面逆L字形の細長部材(5)を一対備えて、型面(1a)に当接させて、シート幅(W)が両衝立部(51)の間に収まる裏当て材(8)を、その両側縁(81)が前記衝立部(51)でガイド規制され、且つ両側縁寄りシート部分(82)が内鍔部(52)に潜り込んでその長手方向に向けて係止されるようにして、型面(1a)にセットすることを特徴とするクッションパッドの製造方法。
【請求項3】
前記型面(1a)が型閉じでキャビティ(C)側へ湾曲膨出し、この湾曲膨出する型面(1a1)の型面両サイド(13)に沿って一対の前記細長部材(5)が設けられ、且つ前記両衝立部(51)が互いに平行配設される請求項2記載のクッションパッドの製造方法。
【請求項4】
前記発泡型(1)を分割型(2,3)で形成し、その一の分割型(3)の型面両サイド(33)沿いに一対の前記細長部材(5)を設け、且つ該細長部材(5)の頭部外面(55)に、他の分割型(2)との型閉じ用摺り合せ面(31)を形成する請求項2又は3記載のクッションパッドの製造方法。
【請求項5】
一対の前記細長部材(5)が、前記型面両サイド(13)に沿って、その一端(13a)側から他端(13b)側に至る全域に設けられる請求項3又は4記載のクッションパッドの製造方法。
【請求項1】
クッションパッド(9)に係るパッド本体(7)の発泡成形で、キャビティ形成用型面(1a)にセットされたシート状裏当て材(8)が、パッド本体裏面(71)に被着一体化されるクッションパッドの発泡型において、
型面(1a)から突出する二つの衝立部(51)がその立面(51a)を対向させて配設され、且つ両衝立部(51)の上縁から相手方衝立部(51)へ向けて夫々延出される内鍔部(52)が設けられる横断面逆L字形の細長部材(5)を一対具備し、型面(1a)に当接させて、シート幅(W)が両衝立部(51)の間に収まる裏当て材(8)が、その両側縁(81)を前記衝立部(51)でガイド規制させ、且つ両側縁寄りシート部分(82)を前記内鍔部(52)に潜り込ませその長手方向に向けて係止させて、型面(1a)にセットされるようにしたことを特徴とするクッションパッドの発泡型。
【請求項2】
シート状裏当て材(8)をキャビティ形成用型面(1a)にセットした後、発泡原料(7a)の注入及び型閉じを経て、裏面(71)に該裏当て材(8)が被着一体化されるパッド本体(7)を発泡成形するクッションパッドの製造方法において、
発泡型(1)に、型面(1a)から突出する二つの衝立部(51)がその立面(51a)を対向させて配設され、且つ両衝立部(51)の上縁から相手方衝立部(51)へ向けて夫々延出される内鍔部(52)が設けられる横断面逆L字形の細長部材(5)を一対備えて、型面(1a)に当接させて、シート幅(W)が両衝立部(51)の間に収まる裏当て材(8)を、その両側縁(81)が前記衝立部(51)でガイド規制され、且つ両側縁寄りシート部分(82)が内鍔部(52)に潜り込んでその長手方向に向けて係止されるようにして、型面(1a)にセットすることを特徴とするクッションパッドの製造方法。
【請求項3】
前記型面(1a)が型閉じでキャビティ(C)側へ湾曲膨出し、この湾曲膨出する型面(1a1)の型面両サイド(13)に沿って一対の前記細長部材(5)が設けられ、且つ前記両衝立部(51)が互いに平行配設される請求項2記載のクッションパッドの製造方法。
【請求項4】
前記発泡型(1)を分割型(2,3)で形成し、その一の分割型(3)の型面両サイド(33)沿いに一対の前記細長部材(5)を設け、且つ該細長部材(5)の頭部外面(55)に、他の分割型(2)との型閉じ用摺り合せ面(31)を形成する請求項2又は3記載のクッションパッドの製造方法。
【請求項5】
一対の前記細長部材(5)が、前記型面両サイド(13)に沿って、その一端(13a)側から他端(13b)側に至る全域に設けられる請求項3又は4記載のクッションパッドの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−86400(P2013−86400A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−230089(P2011−230089)
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
[ Back to top ]