
クッション性シート、吸音材及びフィルター、並びに上記クッション性シートの製造方法
【課題】 吸音材及びフィルターとして有用であり、へたりのない良好なクッション性を有するクッション性シートおよびクッション性シートの製造方法を提供する。
【解決手段】 クッション性シート10は、通気抵抗が0.01〜0.1kPa・s/mである繊維シート11に合成樹脂バインダーをエアースプレー方式でスプレーすることによって、上記合成樹脂バインダーの合成樹脂13が上記繊維シート11の繊維14に、粒径が0.05〜1.5mmの粒状で付着しているようにしたものであり、このクッション性シート10はフィルターとしても有用であり、また片面および/または両面に紙材シートを含む積層シートである通気抵抗が0.2〜3.0kPa・s/mの吸音シートを積層することで、吸音材としても有用である。
【解決手段】 クッション性シート10は、通気抵抗が0.01〜0.1kPa・s/mである繊維シート11に合成樹脂バインダーをエアースプレー方式でスプレーすることによって、上記合成樹脂バインダーの合成樹脂13が上記繊維シート11の繊維14に、粒径が0.05〜1.5mmの粒状で付着しているようにしたものであり、このクッション性シート10はフィルターとしても有用であり、また片面および/または両面に紙材シートを含む積層シートである通気抵抗が0.2〜3.0kPa・s/mの吸音シートを積層することで、吸音材としても有用である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば自動車のシートのクッション材やフロアのクッション材、あるいは吸音材やフィルターとして利用されるクッション性シート、並びに該クッション性シートの製造方法に関するものである。
【背景技術】
【0002】
従来、自動車のシートのクッション材やフロアのクッション材として利用されるクッション性シートとして、通常繊維であるポリエステル系短繊維と、低融点繊維や芯鞘型繊維とを用い、上記低融点繊維や上記芯鞘型繊維の溶融物によって繊維を結着した不織布からなるものがある(特許文献1〜3参照)。これらクッション性シートは、適度なクッション性を得るために密度に着目し、該不織布の密度を所定の値に設定している。
さらに、密度を所定値とした高弾性の不織布に熱可塑性樹脂シートを積層することで、クッション性に加えて吸音性、遮音性を付与したクッション性シートが提案されている(特許文献4参照)。
上記のようなクッション性シートの他に、厚さと目付を所定値とした不織布の少なくとも片面に、難燃剤を含有するバインダー樹脂が不連続に付着されることで、好適な吸音性を発揮させるようにした吸音材用不織布シートが提案されている(特許文献5参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−324268号公報
【特許文献2】特開平8−170259号公報
【特許文献3】特開平11−59251号公報
【特許文献4】特開2005−14718号公報
【特許文献5】特開平11−350363号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記従来の不織布からなるクッション性シートは、低融点繊維の溶融物によって相互に結着された繊維の間に隙間が形成されることで、クッション材として使用した場合には良好なクッション性を、フィルターとして使用した場合には円滑なフィルター機能を発揮するものであるが、こうした不織布は、高温環境下や長期間の使用等で繊維が伸びたり、変形したりして繊維間の隙間が無くなるので、へたりがあり、良好なクッション性が維持できない、円滑なフィルター機能が維持できないという問題があった。
一方、上記従来の吸音材用不織布シートのように不織布にバインダー樹脂を含浸させると、該バインダー樹脂に含まれる合成樹脂が繊維相互を接着するので、へたりの問題は解消されるが、しかし該合成樹脂による硬さが出てしまうことでクッション性が阻害され、また該合成樹脂が繊維間の隙間を埋めてしまうのでフィルター性(通気性)も阻害されてしまう。
本発明は、このような従来技術に存在する問題点に着目してなされたものであり、その目的とするところは、へたりのない良好なクッション性を有するクッション性シートを提供する。上記クッション性シートは、吸音材及びフィルターとして有用である。本発明にあっては、更に上記クッション性シートの製造方法が提供される。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、請求項1に記載のクッション性シートの発明は、通気抵抗が0.01〜0.1kPa・s/mである繊維シートに合成樹脂バインダーをスプレーすることによって、上記合成樹脂バインダーの合成樹脂が上記繊維シートに、粒径が0.05〜1.5mmの粒状で付着しているようにしたことを要旨とする。
請求項2に記載の発明は、請求項1に記載のクッション性シートの発明において、上記合成樹脂バインダーは、エアースプレーによって上記繊維シートに付着されていることを要旨とする。
請求項3に記載の発明は、請求項1又は2に記載のクッション性シートの発明において、上記繊維シートは、通常繊維が100質量部に対して低融点繊維が10〜65質量部の比率で混合されており、上記低融点繊維の溶融物によって結着されている不織布であることを要旨とする。
請求項4に記載の発明は、請求項1〜3のうち何れか一項に記載のクッション性シートの発明において、上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂であることを要旨とする。
請求項5に記載の発明は、請求項1〜3のうち何れか一項に記載のクッション性シートの発明において、上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂と、ガラス転移点が20℃以上の熱可塑性樹脂と、の混合物であることを要旨とする。
請求項6に記載の発明は、請求項1〜5のうち何れか一項に記載のクッション性シートの発明において、上記通常繊維は、繊度が1.0dtex以上、繊維長が20〜100mm、融点が200℃以上の熱可塑性繊維であることを要旨とする。
請求項7に記載の発明は、請求項1〜6のうち何れか一項に記載のクッション性シートの発明において、上記低融点繊維は、繊度が0.1dtex以上、繊維長が20〜100mm、融点が180℃以下の熱可塑性繊維であることを要旨とする。
請求項8に記載の吸音材の発明は、請求項1〜7の何れか一項に記載のクッション性シートの片面又は両面に、叩解度がJIS P 8121−1995の4.カナディアン・スタンダード・フリーネスに規定されるカナダ標準型ろ水度で350〜650ml(CSF)の範囲の多孔質パルプ繊維を90質量%以上含む紙材シートの片面又は両面に繊維シートを表層材として積層した積層シートであって、通気抵抗が0.2〜3.0kPa・s/mの範囲に設定されている吸音シートを、積層してなることを要旨とする。
請求項9に記載のフィルターの発明は、請求項1〜7の何れか一項に記載のクッション性シートからなることを要旨とする。
請求項10に記載のクッション性シートの製造方法の発明は、通常繊維が100質量部に対して低融点繊維が10〜65質量部の比率で混合されているウェブを加熱ロールで押圧して、上記低融点繊維を溶融せしめるとともに、上記ウェブを構成している通常繊維を結着して、厚さが10〜50mm、通気抵抗が0.01〜0.1kPa・s/mの不織布からなる繊維シートとし、上記繊維シートに合成樹脂バインダーをエアースプレー方式でスプレーして、上記合成樹脂バインダーの合成樹脂を粒径が0.05〜1.5mmの粒状になるように上記繊維シートに付着せしめることを要旨とする。
請求項11に記載の発明は、請求項10に記載のクッション性シートの製造方法の発明において、上記合成樹脂バインダーは、上記繊維シートの両面から厚みの25%までの範囲に付着せしめることを要旨とする。
【発明の効果】
【0006】
〔作用〕
通気抵抗が0.01〜0.1kPa・s/mである繊維シートにあっては、繊維間に適度な隙間が形成されているので、合成樹脂バインダーをスプレーした場合、上記合成樹脂バインダーは上記繊維シートの表面から所定の深さにまで到達することができる。通気抵抗が0.01kPa・s/mに満たない繊維シートにあっては、上記合成樹脂バインダーが上記繊維シート全体に含浸されてしまい、良好なクッション性、フィルター性が得られない。
上記合成樹脂バインダーの合成樹脂は、0.05〜1.5mmの粒状で上記繊維シート内に分散して付着しているので、上記繊維シートのクッション性やフィルター性は阻害されず、かつ上記繊維シート内の繊維相互を強固に結着してへたりを防止する。
このように合成樹脂バインダーの合成樹脂を0.05〜1.5mmの粒径で上記繊維シート内に分散して付着せしめるには、エアースプレー方式によるスプレー方法を適用することが望ましい。
更にへたりのないクッション性を上記繊維シートに付与するには、上記合成樹脂バインダーを上記繊維シートにスプレーするのみならず、上記繊維シートとして、通常繊維100質量部に対して低融点繊維を10〜65質量部の比率で混合し、加熱ロールによって押圧し、上記低融点繊維の溶融物によって上記繊維シートを構成する繊維を結着した不織布を使用することが望ましい。このようなサーマルボンド法によって製造した不織布は、表面状態が均一になりやすいので、上記合成樹脂バインダーをスプレーした場合、上記合成樹脂バインダーの合成樹脂は上記繊維シート内に粒状で均一に分散する。
更に上記合成樹脂バインダーに使用する合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂であると、耐熱性が良好で、高温(160〜200℃)に曝されても下手里のないクッション性を有する繊維シートとなる。
上記擬似熱可塑性樹脂とは、常温では熱硬化性樹脂として挙動するが、加熱すると可塑性を示す合成樹脂のことを云う。
更に上記熱硬化性樹脂および/または擬似熱可塑性樹脂に加えてガラス転移点が20℃以上である熱可塑性樹脂を添加すると、弾力性の向上とともに、低温(約15℃)から温度を上昇させた高温時(約200℃)でも縮みが少ない繊維シートが得られる。
通常、上記繊維シートにあっては、通常繊維として繊度が1.0dtex以上、繊維長が20〜100mm、融点が200℃以上の熱可塑性繊維が使用され、低融点繊維としては、繊度が0.1dtex以上、繊維長が20〜100mm、融点が180℃以下の熱可塑性繊維が使用される。
本発明のクッション性シートは、シートやフロアのクッション材として使用される以外、吸音材にも使用される。この場合には、叩解度がJIS P 8121−1995の4.カナディアン・スタンダード・フリーネスに規定されるカナダ標準型ろ水度で350〜650ml(CSF)の範囲の多孔質パルプ繊維からなる紙材シートの片面又は両面に繊維シートを表層材として積層した積層シートであって、通気抵抗が0.2〜3.0kPa・s/mの範囲に設定されている吸音シートを上記クッション性シートに積層することによって得られた、吸音性能を有する吸音材が得られる。
更に本発明のクッション性シートは、低圧力損失で集塵性に優れ、かつ耐熱性に優れたフィルターとして使用され、このようなフィルターは、熱風乾燥に使用する高音空気(160〜200℃)のエアフィルターとして有用である。
【0007】
〔効果〕
本発明によれば、へたりのない良好なクッション性を有するクッション性シートを提供することができる。更に、上記クッション性シートは、有用な吸音材及びフィルターとして提供することができる。
【図面の簡単な説明】
【0008】
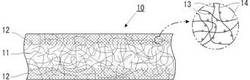
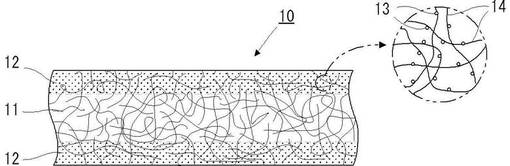
【図1】実施形態のクッション性シートを示す断面図。
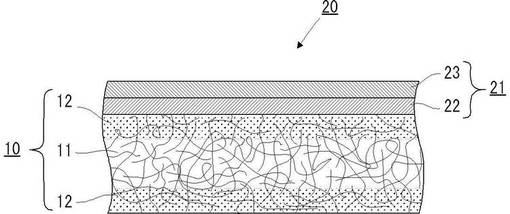
【図2】実施形態の吸音材を示す断面図。
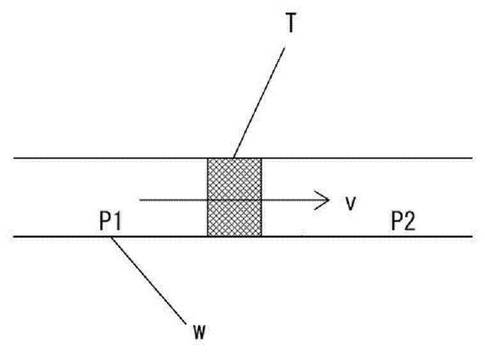
【図3】通気抵抗の測定方法を説明する概略図。
【発明を実施するための形態】
【0009】
以下、本発明を具体化した一実施形態について説明する。
〔クッション性シート〕
図1に示すように、本実施形態のクッション性シート10は、繊維シート11と、該繊維シート11の表層部分に設けられた樹脂付着層12と、によって構成されている。
上記繊維シート11は、混合繊維を用いた不織布からなり、該混合繊維に含まれる繊維14を芯材として構成されている。
上記樹脂付着層12は、上記繊維シート11の上面及び下面の両面に対し、合成樹脂バインダーを塗布し、該合成樹脂バインダーの合成樹脂13(以下、「樹脂13」と略記)を上記繊維14に付着せしめることにより、設けられたものである。そして、該樹脂付着層12において樹脂13は、球状となって、上記繊維シート11を構成する繊維14の表面に付着している。また上記樹脂付着層12の樹脂13は、例えば繊維シートに合成樹脂バインダーを含浸させた通常のものと異なり、該繊維シート11の全体に染み込むことなく、該繊維シート11の厚みの所定範囲内で繊維14の表面に付着している。
なお本実施形態のクッション性シート10は、上記樹脂付着層12を上記繊維シート11の上面及び下面の両面に設けているが、これに限らず、上記繊維シート11の上面のみ、あるいは下面のみ等というように片面にのみ設けてもよく、つまり上記樹脂付着層12は上記繊維シート11の片面又は両面に設けられる。
以下にクッション性シート10の各材料について詳説する。
【0010】
[混合繊維]
上記したように、繊維シート11の材料には混合繊維が使用されている。
該混合繊維は、上記繊維シート11の芯材となる繊維14である通常繊維と、該通常繊維の繊維同士を結着する低融点繊維と、を混合してなる。そして、該通常繊維からなる繊維14が、その弾力性と剛性を発揮することにより、クッション性シート10は、こし、はり等のクッション性を発揮する。
【0011】
(通常繊維)
上記通常繊維としては、例えばポリエステル繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリアミド繊維、アクリル繊維、ウレタン繊維、ポリ塩化ビニル繊維、ポリ塩化ビニリデン繊維、アセテート繊維等の熱可塑性繊維が挙げられる。これらのうちポリエチレンテレフタレート(PET)繊維等のポリエステル繊維は、耐熱性、強度に優れ、また染色性にも優れているので、上記繊維シート11の芯材となる繊維14として好ましい。
他に通常繊維として、例えば炭素繊維、ガラス繊維、セラミック繊維、石綿繊維等の無機繊維が挙げられる。これらのうち炭素繊維は、耐摩耗性や耐熱性に優れ、また難燃性を付与することができるので、上記繊維シート11の芯材となる繊維14として好ましい。
さらに他に通常繊維として、とうもろこしやサトウキビ等の植物から抽出された澱粉からなる生分解繊維、パルプ、木綿、ヤシ繊維、麻繊維、竹繊維、ケナフ繊維等の天然繊維、あるいは合成繊維や無機繊維や天然繊維等の繊維を使用した繊維製品のスクラップを解繊して得られた再生繊維等が挙げられる。
上記通常繊維には、上に挙げたものの中から選ばれた1種または2種以上が使用される。すなわち、熱可塑性繊維や無機繊維で挙げたものの中の1種のみや2種以上を使用することに限らず、熱可塑性繊維の少なくとも1種と無機繊維の少なくとも1種とを混合したり、あるいは熱可塑性繊維の少なくとも1種と無機繊維の少なくとも1種と生分解繊維や天然繊維や再生繊維の少なくとも1種とを混合したりして使用してもよい。
上記通常繊維には、入手が容易であり、扱いやすい等の観点から、熱可塑性繊維を用いることが望ましい。また通常繊維に用いる熱可塑性繊維は、繊度が1.0dtex以上、繊維長が20〜100mm、融点が200℃以上であることが好ましい。繊度が1.0dtexに満たない、あるいは繊維長が20mmに満たない場合、繊維シート11の芯材として十分な弾力性と剛性を発揮できず、良好なクッション性を得ることができなくなるおそれがある。繊維長が100mmを超える場合、繊維同士が絡合しにくくなり、良好な風合いの繊維シート11を得ることができなくなるおそれがある。融点が200℃に満たない場合、繊維同士を結着するために加熱した際、通常繊維までもが溶融してしまうおそれがある。
【0012】
(低融点繊維)
上記低融点繊維としては、例えば融点180℃以下のポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体等のポリオレフィン系繊維、ポリ塩化ビニル繊維、ポリウレタン繊維、ポリエステル繊維、ポリエステル共重合体繊維、ポリアミド繊維、ポリアミド共重合体繊維等の熱可塑性繊維が挙げられる。これらの低融点繊維は、単独あるいは2種以上組み合わせて使用される。
また上記低融点繊維として、例えば上記通常繊維で挙げた熱可塑性繊維を芯部分とし、該低融点繊維の材料樹脂である融点100〜180℃の低融点熱可塑性樹脂を鞘とする芯鞘型繊維を用いてもよい。該芯鞘型繊維を使用すると、得られる繊維シート11の剛性や耐熱性が低下しにくくなる。
上記低融点繊維の繊度は、0.1dtex以上であることが好ましく、0.1〜60dtexの範囲であることがより好ましい。繊度が0.1dtexに満たない場合、繊維同士を十分に結着することができなくなるおそれがあり、繊度が60dtexを超える場合、低融点繊維の溶融物が繊維シート11に含浸されて硬くなり、良好な風合いが得られなくなるおそれがある。低融点繊維の繊維長は、20〜100mmの範囲であることが好ましい。繊維長が20mmに満たない場合、上記の通常繊維同士を十分に結着できなくなるおそれがあり、繊維長が100mmを超える場合、通常繊維同士が過剰に結着されて繊維シート11のクッション性が損なわれてしまうおそれがある。上記低融点繊維の融点は、180℃以下が望ましい。融点が180℃を超える場合、通常繊維同士を結着するために加熱した際、該低融点繊維が溶融しなくなるおそれがある。
【0013】
(混合比率)
上記混合繊維において、通常繊維と低融点繊維との混合の比率は、通常繊維が100質量部に対し、低融点繊維が10〜65質量部の範囲であることが望ましい。通常繊維100質量部に対し、低融点繊維が10質量部に満たない場合、芯材となる繊維14である通常繊維を十分に結着することができなくなるおそれがあり、65質量部を超える場合、低融点繊維の溶融物が塊となって繊維シート11を硬くすることで、良好な風合いが得られなくなるおそれがある。
【0014】
[繊維シート]
上記繊維シート11としては、上記混合繊維を用い、サーマルボンド法によって製造された不織布を使用することが望ましい。
上記サーマルボンド法は、混合繊維に含まれる低融点繊維を加熱により溶融させて、芯材となる繊維(合成繊維、無機繊維)を相互に接着する方法である。またサーマルボンド法の不織布においては、繊維を薄いシート状のウェブに形成する際に、繊維の塊を機械的にくしけずりながらウェブを形成するカーディング方式によるものと、空気流を利用してランダムに繊維を絡ませることでウェブを形成するエアレイド方式によるものとがあるが、何れの方式のものを使用してもよい。
上記繊維シート11は、厚さを10〜50mmとすることが望ましい。厚さが10mmに満たない場合、クッション性シート10として十分なクッション性を得ることができなくなるとともに、樹脂付着層12を該繊維シート11の厚みの所定範囲内(厚みの25%以内)にとどめることができなくなるおそれがある。厚さが50mmを超える場合、樹脂付着層12を設けてもクッション性のへたりを抑制することができなくなる。
上記繊維シート11は、通気抵抗が0.01〜0.1kPa・s/mとされる。通気抵抗が0.01Pa・s/mに満たない場合、合成樹脂バインダーが繊維シート11に過剰に染み込んで含浸されてしまうことで、樹脂付着層12を繊維シート11の厚みの所定範囲内(厚みの25%以内)にとどめることができなくなる。通気抵抗が0.1kPa・s/mを超える場合、合成樹脂バインダーが繊維シート11内に入り込めず、繊維シート11の表面で膜状に硬化してしまうので、風合いが悪くなる。
上記繊維シート11は、単位面積あたりの重さが、100〜500g/m2とされることが望ましい。単位面積あたりの重さが100g/m2に満たない場合、得られたクッション性シート10が強度に劣るものとなるおそれがあり、500g/m2を超える場合、ハンドリング性に劣り、扱いづらいものとなるおそれがある。
上記繊維シート11は、密度が、2〜50kg/m3とされることが望ましい。密度が2kg/m3に満たない場合、通気抵抗が0.01〜0.1kPa・s/mの範囲内にならないおそれがあるとともに、得られたクッション性シート10が過剰に柔らかくてクッション性に劣るものとなるおそれがあり、密度が50kg/m3を超える場合、通気抵抗が0.01〜0.1kPa・s/mの範囲内にならないおそれがあるとともに、得られたクッション性シート10が過剰に硬くてクッション性に劣るものとなるおそれがある。
なお、上記繊維シート11は、通気抵抗が0.01〜0.1kPa・s/mであれば、ニードルパンチング法、ケミカルボンド法、ステッチボンド法、スチームジェット法等で製造された不織布や、ガラス繊維等を用いてチョップドストランド法で製造された不織布を使用してもよい。
【0015】
[通気抵抗]
上記通気抵抗R(Pa・s/m)とは、通気性材料の通気の程度を表す尺度である。この通気抵抗Rの測定は定常流差圧測定方式により行われる。図3に示すように、シリンダー状の通気路W内に試験片Tを配置し、一定の通気量V(図中矢印の向き)の状態で図中矢印の始点側の通気路W内の圧力P1と、図中矢印の終点P2の圧力差を測定し、次式より通気抵抗Rを求めることが出来る。
R=ΔP/V
ここで、ΔP(=P1−P2):圧力差(Pa)、V:単位面積当りの通気量(m3/m2・s)である。なお通気抵抗R(Pa・s/m)は通気度C(m/Pa・s)とC=1/Rの関係にある。
通気抵抗は、例えば、通気性試験機(製品名:KES−F8−AP1、カトーテック株式会社製、定常流差圧測定方式)によって測定することが出来る。
【0016】
[樹脂付着層]
上記したように、本実施形態に係るクッション性シート10は、上記繊維シート11の上面及び下面の両面に塗布した合成樹脂バインダーが上記繊維シート11内に入り込み、該合成樹脂バインダーの樹脂13が上記繊維14の表面で硬化することにより設けられた、樹脂付着層12を有している。この合成樹脂バインダーに含まれる合成樹脂(樹脂13)は、主として熱硬化性樹脂および/または擬似熱可塑性樹脂である。
上記樹脂付着層12において、上記樹脂13は、粒状となり、上記繊維シート11を構成する繊維、つまり芯材となる繊維14(上記通常繊維)の表面に付着している。そして、粒状となって繊維14の表面に付着した樹脂13は、該繊維14の弾力性を妨げることなく該繊維14を補強することで、該繊維14自体が有している剛性を十全に発揮させるので、該樹脂付着層12は、クッション性シート10の長期間の使用等によるクッション性のへたりを抑制する。
上記樹脂付着層12の厚さは、上記繊維シート11の表面から、該繊維シート11の厚みの25%までの範囲内とすることが望ましい。該樹脂付着層12の厚さが該繊維シート11の厚みの25%を超えて設けられた場合、該繊維シート11による柔らかさに比して該樹脂付着層12による硬さが勝ってしまい、クッション性シート10のクッション性が損なわれてしまう。
なお、本実施形態では、上記繊維シート11の上面及び下面の両面に樹脂付着層12が設けられているが、各樹脂付着層12の厚さは、該繊維シート11の上面又は下面から、それぞれ該繊維シート11の厚みの25%までの範囲内とされる。すなわち、該繊維シート11の両面に該樹脂付着層12をそれぞれ設ける場合、各樹脂付着層12の厚さの合計は、該繊維シート11の厚みの50%までの範囲内とされる。
上記樹脂付着層12において、樹脂13の粒径は、0.05〜1.5mmであることが望ましい。粒径が0.05mmに満たない場合、上記繊維14の表面に付着した樹脂13が該繊維14を十分に補強することができずに、こし、はり等のクッション性が劣るものとなって良好な風合いを得ることができなくなるおそれがある。粒径が1.5mmを超える場合は、繊維14自体が発揮する剛性に比して付着した樹脂13の硬さが勝ってしまい、該繊維14の弾性変形が妨げられて、ソフトさ等のクッション性が損なわれてしまうおそれがある。
上記繊維シート11の片面に上記樹脂付着層12を設ける場合の樹脂13の塗布量は、10〜50g/m2(Dry)とすることが望ましく、上記繊維シート11の両面に上記樹脂付着層12を設ける場合の樹脂13の塗布量は、20〜100g/m2(Dry)とすることが望ましい。塗布量が片面で10g/m2(Dry)、両面で20g/m2(Dry)に満たない場合、上記繊維14を補強することができる程度の樹脂付着層12を設けることが難しくなり、塗布量が片面で50g/m2(Dry)、両面で100g/m2(Dry)を超える場合、樹脂付着層12の厚さが上記繊維シート11の厚みの25%を超えてしまうおそれがある。
【0017】
(熱硬化性樹脂)
上記熱硬化性樹脂としては、例えばウレタン樹脂、メラミン樹脂、熱硬化型アクリル樹脂、特に加熱によりエステル結合を形成して硬化する熱硬化性アクリル樹脂、尿素樹脂、フェノール樹脂、エポキシ樹脂、熱硬化型ポリエステル等が使用されるが、該合成樹脂を生成するウレタン樹脂プレポリマー、尿素樹脂プレポリマー(初期縮合体)、フェノール樹脂プレポリマー(初期縮合体)、ジアリルフタレートプレポリマー、アクリルオリゴマー、多価イソシアナート、メタクリルエステルモノマー、ジアリルフタレートモノマー等のプレポリマー、オリゴマー、モノマー等の合成樹脂前駆体が使用されてもよい。
上記繊維シート11への塗布、含浸に際して、上記熱硬化性樹脂は、水溶液、水性エマルジョン、水性ディスパーションの形とされたり、あるいは有機溶剤溶液の形とされたりすることにより、液状にして使用される。また所望に応じて若干量の熱可塑性樹脂を混合使用してもよい。さらに上記熱硬化性樹脂あるいは合成樹脂前駆体は二種以上が混合使用されてもよい。
【0018】
(擬似熱可塑性樹脂)
上記擬似熱可塑性樹脂は、
(A)5〜100質量%がエチレン性不飽和酸無水物またはカルボン酸基が酸無水物基を形成することができるエチレン性不飽和ジカルボン酸からなるラジカル重合により得られたポリマーと、
(B)少なくとも2つのヒドロキシル基を有するアルカノールアミンと、
(A)+(B)の和に対して1.5質量%より少ない、リン含有反応促進剤と、
を含有する、ホルムアルデヒド不含の水性結合剤である。
上記水性結合剤は一般的に、水性エマルジョン、水溶液、あるいはイソプロパノール、エタノール、グリコール等の水溶性有機溶媒溶液、水と上記水溶性有機溶媒との混合溶媒の溶液等の形状で提供され、ポリマー(A)に含まれる酸と、アルカノールアミン(B)に含まれる水酸基とのエステル化反応によって硬化し、水溶性が水不溶性に変化し、熱可塑性が擬似熱可塑性に変化する。
上記擬似熱可塑性樹脂は、現在BASF社より商品名アクロデュア(Acrodur)として上市されており、水溶液タイプとしては950L,DS3530、水性エマルジョンタイプとしては958Dがある。
上記アクロデュアは、おおよそ120℃以上の温度で上記エステル化反応によって架橋が開始され、160℃以上の温度で硬化するが、架橋前の熱可塑性の状態でも充分な硬さを有し、取扱いが容易であり、しかも熱成形時には加熱により硬さが低下して一時的に熱可塑性になり(擬似熱可塑性)、良好な成形性を示し、高い成形精度が得られる。また上記アクロデュアの架橋はエステル化反応によるから、水のみが副成され、ホルムアルデヒド等の有害物質が副成されないという利点がある。
上記擬似熱可塑性樹脂は二種以上、例えば水溶液タイプと水性エマルジョンタイプとが混合されてもよいし、他の熱可塑性樹脂水性エマルジョン等が混合されてもよい。
上記擬似熱可塑性樹脂の詳細は、例えば特表2000−506940号公報に記載されている。
【0019】
[添加物、混合物]
上記クッション性シート10においては、所望に応じて下記の添加物や混合物を添加、混合してもよい。
【0020】
(難燃剤)
上記繊維シート11には、難燃剤が添加されてもよい。上記難燃剤としては、例えば燐系難燃剤、窒素系難燃剤、硫黄系難燃剤、ホウ素系難燃剤、臭素系難燃剤、グアニジン系難燃剤、燐酸塩系難燃剤、燐酸エステル系難燃剤、アミノ樹脂系難燃剤、膨張黒鉛等がある。
本発明においては特に水に難溶または不溶の粉末状の固体難燃剤が使用されることが望ましい。水に難溶または不溶の粉末状の固体難燃剤は、クッション性シート10に耐水性、耐久性に優れた難燃性を付与する。
【0021】
(その他)
上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂を主とするのみならず、改質等を目的として、例えばアクリル酸エステル系樹脂、酢酸ビニル系樹脂、スチレン系樹脂、酢酸ビニル・エチレン系樹脂等のような、ガラス転移点が20℃以上の熱可塑性樹脂と、熱硬化性樹脂および/または擬似熱可塑性樹脂と、の混合物としてもよい。
上記合成樹脂バインダーには、更に、炭酸カルシウム、炭酸マグネシウム、硫酸バリウム、硫酸カルシウム、亜硫酸カルシウム、燐酸カルシウム、水酸化カルシウム、水酸化マグネシウム、水酸化アルミニウム、酸化マグネシウム、酸化チタン、酸化鉄、酸化亜鉛、アルミナ、シリカ、コロイダルシリカ、雲母、珪藻土、ドロマイト、石膏、タルク、クレー、アスベスト、マイカ、ケイ酸カルシウム、ベントナイト、ホワイトカーボン、カーボンブラック、鉄粉、アルミニウム粉、ガラス粉、石粉、高炉スラグ、フライアッシュ、セメント、ジルコニア粉等の無機充填材;天然ゴムまたはその誘導体;スチレン−ブタジエンゴム、アクリロニトリル−ブタジエンゴム、クロロプレンゴム、エチレン−プロピレンゴム、イソプレンゴム、イソプレン−イソブチレンゴム等の合成ゴム;ポリビニルアルコール、アルギン酸ナトリウム、澱粉、澱粉誘導体、ニカワ、ゼラチン、血粉、メチルセルロース、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ポリアクリル酸塩、ポリアクリルアミド等の水溶性高分子や天然ガム類;木粉、クルミ粉、ヤシガラ粉、小麦粉、米粉等の有機充填材;ステアリン酸、パルミチン酸等の高級脂肪酸、パルミチルアルコール、ステアリルアルコール等の高級アルコール;ブチリルステアレート、グリセリンモノステアレート等の脂肪酸のエステル類;脂肪酸アミド類;カルナバワックス等の天然ワックス類、合成ワックス類;パラフィン類、パラフィン油、シリコンオイル、シリコン樹脂、フッ素樹脂、ポリビニルアルコール、グリス等の離型剤;アゾジカーボンアミド、ジニトロソペンタメチレンテトラミン、P,P’−オキシビス(ベンゼンスルホニルヒドラジド)、アゾビス−2,2’−(2−メチルグロピオニトリル)等の有機発泡剤;重炭酸ナトリウム、重炭酸カリウム、重炭酸アンモニウム等の無機発泡剤;シラスバルーン、パーライト、ガラスバルーン、発泡ガラス、中空セラミックス等の中空粒体;発泡ポリエチレン、発泡ポリスチレン、発泡ポリプロピレン等のプラスチック発泡体や発泡粒;顔料、染料、酸化防止剤、帯電防止剤、結晶化促進剤、燐系化合物、窒素系化合物、硫黄系化合物、ホウ素系化合物、臭素系化合物、グアニジン系化合物、燐酸塩系化合物、燐酸エステル系化合物、アミノ系樹脂等の難燃剤、防炎剤、撥水剤、撥油剤、防虫剤、防腐剤、ワックス類、界面活性剤、滑剤、老化防止剤、紫外線吸収剤;DBP、DOP、ジシクロヘキシルフタレートのようなフタル酸エステル系可塑剤やその他のトリクレジルホスフェート等の可塑剤等を添加、混合してもよい。
また、上記撥水剤、撥油剤としては、天然ワックス、合成ワックス、フッ素樹脂、シリコン系樹脂等がある。
【0022】
〔クッション性シートの製造方法〕
本実施形態のクッション性シート10の製造に際しては、まず通常繊維が100質量部に対し、低融点繊維を10〜65質量部の比率で混合した混合繊維からなるウェブを得た後、該ウェブを加熱ロールで押圧して該低融点繊維を溶融せしめるとともに、該ウェブを構成している通常繊維を結着するサーマルボンド法により、厚さが10〜50mm、通気抵抗が0.01〜0.1kPa・s/mの不織布からなる繊維シート11を製造する。
その後、上記繊維シート11の両面に、上記熱硬化性樹脂および/または上記擬似熱可塑性樹脂の水溶液および/または水性エマルジョンからなる合成樹脂バインダーをスプレー塗布によって塗布し、該繊維シート11に該合成樹脂バインダーの樹脂13を、該繊維シート11の表面から該繊維シート11の厚みの25%までの範囲内で付着させる。
そして、上記繊維シート11に上記樹脂13を付着させた後は、該繊維シート11を加熱し、該樹脂13を硬化させて、クッション性シート10を得る。
上記スプレー塗布には、樹脂液を空気とともに噴霧するエアースプレー方式と、樹脂液のみを霧状に噴霧するエアレススプレー方式と、があるが、本発明ではエアースプレー方式で行う。すなわち、エアレススプレー方式の場合、樹脂のみを細かな霧状にして噴霧してしまうため、噴霧された樹脂はほとんど粒状とならず、繊維14の表面を塗り潰すように覆ってしまうので、該繊維14の弾性変形を妨げてしまうし、また粒状になったとしても非常に小さな粒径の粒となってしまうので、粒径の調整が困難となる。
一方、エアースプレー方式の場合、噴霧する樹脂中に含まれた空気が該樹脂を丸めて粒状にするので、繊維14の表面に付着した該樹脂が球状になりやすい。さらにエアースプレー方式の場合、噴霧時に空気量の調整が可能であるので、該空気量を調整することで、粒径が0.05〜1.5mmとなるように、樹脂液を噴霧する。
【0023】
〔クッション性シートの用途〕
上記クッション性シート10は、特に限定されるものではないが、その用途として、例えば自動車のシートのクッション材やフロアのクッション材、あるいは家庭用の椅子のクッション材、あるいは梱包用のクッション材等が挙げられる。上記クッション性シート10の用途を自動車のシートや椅子のクッション材とする場合には、通常、複数枚のクッション性シート10を所定形状に積層して用いる。自動車のフロアのクッション材とする場合には、クッション性シート10の上面にフェルトやベロア等の繊維材を積層して用いる。
【0024】
〔吸音材〕
図2に示すように、上記クッション性シート10は、その片面に吸音シート21を積層することにより、吸音材20とすることができる。
上記吸音シート21は、紙材シート22の片面に繊維シートを表層材23として積層することで構成されている。
また紙材シート22と、表層材23との間は、騒音が阻害されることなく通り抜けられるように、通気性接着剤層(図示略)を介して接着されている。
そして上記吸音シート21は騒音に対して、該吸音シート21を該騒音が通り抜ける際に、紙材シート22及び表層材23をそれぞれ構成する繊維、特に紙材シート22の多孔質パルプ繊維を振動させることで、緩衝吸音性能を発揮することができる。
上記吸音シート21の厚さは、種々の使用対象に取付可能であり、所定の強度を満たすという観点から、望ましくは0.2〜2.0mmの範囲である。厚さが0.2mmに満たない場合、吸音シート21が破れやすくなって所定の強度を満たさなくなるおそれがあり、厚さが2.0mmを越える場合、使用対象によっては取り付けることが出来なくなって該使用対象が限られてしまうことになるおそれがある。
なお上記通気性接着剤層は、例えばホットメルト接着剤粉末の撒布、くもの巣状ホットメルト接着剤層の介在、溶液状あるいは水性エマルジョンのスプレー塗装やシルク印刷やオフセット印刷等による点状塗布あるいは線状塗布する方法などで形成される。
また図2に示した吸音材20は、上記クッション性シート10の片面にのみ吸音シート21を積層したが、これに限らず、上記クッション性シート10の両面に吸音シート21を積層してもよい。
【0025】
[紙材シート]
上記紙材シート22は、上記吸音シート21が緩衝吸音性能を発揮するための主要部材となるものであり、多孔質パルプ繊維のみ、あるいは多孔質パルプ繊維と通常繊維(非多孔質パルプ繊維)とを混合した混合繊維からなる。紙材シート22に混合繊維を使用する場合、吸音材20を軽量でかつ優れた緩衝吸音性能を示すものにするという観点から、混合繊維中における多孔質パルプ繊維の混合比率は90質量%以上であり、望ましくは95質量%以上である。
そして該紙材シート22は、多孔質パルプ繊維あるいは混合繊維に抄造法、ニードルパンチング法等の方法を適用することで得られる。
【0026】
上記紙材シート22の単位面積あたりの質量(目付量)は、所要の通気性を保持しつつも所要の強度を満たすという観点から、望ましくは10〜50g/m2である。該目付量が10g/m2に満たない場合、該紙材シート22の強度が低下して成形時に該紙材シート22の破れが生じ易くなる。目付量が50g/m2を越える場合、通気性が低下することで緩衝吸音性能が悪くなるとともに、成形性が低下して皺が生じ易くなる。
【0027】
上記紙材シート22の具体例としては、表面に皺や凹凸が無いフラット紙、表面に縮緬状の皺が形成されたクレープ加工紙、表面に多数の凹凸が形成されたエンボス加工紙、表面に皺と凹凸の両方が形成されたクレープエンボス加工紙が挙げられる。これらの中でも、緩衝吸音性能に優れ、かつ延伸性に富むため成形性が良好であるという観点から、クレープ加工紙、クレープエンボス加工紙が望ましい。
【0028】
(多孔質パルプ繊維)
上記多孔質パルプ繊維は、非木材系植物繊維および/または木材系植物繊維からなり、針葉樹や広葉樹のチップを原料とし、叩解度がJIS P 8121−1995の4.カナディアン・スタンダード・フリーネスに規定されるカナダ標準型ろ水度で350〜650ml(CSF)の範囲のものである。
上記叩解はコニカルリファイナー、ディスクリファイナー等によって行われる。パルプ繊維の叩解度が650ml(CSF)を超えている場合には、パルプ繊維のケバや同心円状の緩みが不充分となり、パルプ繊維表面に開口する多数の細孔による多孔質化が不充分となり空隙率が低下して吸音材3の緩衝吸音性能に悪影響が及ぼされる。一方350ml(CSF)を下回るとパルプ繊維がフィブリル化し細分化されてしまい、微細繊維が増加するので、かかるパルプ繊維からなる紙材シートの密度が高くなり、吸音材3の吸音特性に悪影響が及ぼされる。
【0029】
(通常繊維)
上記通常繊維(非多孔質パルプ繊維)としては、例えばポリエステル繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリアミド繊維、アクリル繊維、ウレタン繊維、ポリ塩化ビニル繊維、ポリ塩化ビニリデン繊維、アセテート繊維等の有機合成繊維、とうもろこしやサトウキビ等の植物から抽出された澱粉からなる生分解繊維(ポリ乳酸繊維)、パルプ、木綿、ヤシ繊維、麻繊維、竹繊維、ケナフ繊維等の天然繊維、ガラス繊維、炭素繊維、セラミック繊維、石綿繊維等の無機繊維、あるいはこれらの繊維を使用した繊維製品のスクラップを解繊して得られた再生繊維の1種または2種以上の繊維が使用される。望ましい繊維としては、PETボトル等のポリエステル製品廃棄物から再生した再生ポリエステル繊維がある。
【0030】
[表層材]
上記表層材23は、上記紙材シート22の補強を主目的として設けられている、また該表層材23は、その材料に繊維材を使用することにより、吸音シート21の緩衝吸音性能を向上させている。
上記表層材23の材料には、繊維からなる不織布や編織物等といった通気性を有するシート、つまりは繊維シート(以下、「繊維材」ともいう。)が使用されている。
上記繊維材に使用する繊維としては、上記紙材シートの通常繊維で挙げたものが使用可能であり、それらに加えて例えばセラミック繊維、石綿繊維、ステンレス繊維等やアラミド繊維等のような融点が250℃以上のものを使用すれば、耐熱性を付与することも出来る。また該繊維材は、繊維シートであるから、上記クッション性シート10で示した上記繊維シート11を使用することも可能である。
上記表層材23に使用する繊維材の単位面積あたりの質量(目付量)は、15〜200g/m2の範囲が望ましい。単位面積あたりの質量が15g/m2に満たない場合、該表層材23が上記紙材シート22を好適に補強できなくなるおそれがある。単位面積あたりの質量が200g/m2を超える場合、重量が嵩んで上記吸音シート21が重くなってしまうおそれがある。
【0031】
[合成樹脂の塗布または含浸]
上記紙材シート22及び上記表層材23のうち少なくとも何れか1つは、剛性や成形性の付与、あるいは通気抵抗の調整等を目的として、合成樹脂等を塗布および/または含浸させてもよく、また表層材23に使用する繊維材の製造時等に合成樹脂等を混合させてもよい。合成樹脂としては、既存の熱可塑性樹脂及び/又は既存の熱硬化性樹脂が挙げられる。
【0032】
[通気抵抗]
上記吸音材20の通気抵抗は、0.4〜5.0kPa・s/mに設定することが望ましい。通気抵抗が0.4kPa・s/mに満たない場合、該吸音材20が騒音に対して十分な緩衝吸音性能を発揮することができない。通気抵抗が5.0kPa・s/mを超える場合、該吸音材20の内部へ騒音が入り込めずに反射などすることで却って騒音が増してしまう。
上記吸音シート21の通気抵抗は、0.2〜3.0kPa・s/mに設定することが望ましい。通気抵抗が0.2kPa・s/mに満たない場合、上記吸音材20の通気抵抗を0.4〜5.0kPa・s/mの範囲内とすることが難しくなるとともに、該吸音シート21が騒音に対して十分な緩衝吸音性能を発揮することができなくなるおそれがある。通気抵抗が3.0kPa・s/mを超える場合、上記吸音材20の通気抵抗を0.4〜5.0kPa・s/mの範囲内とすることが難しくなるとともに、該吸音シート21の内部へ騒音が入り込めずに反射などすることで却って騒音が増してしまうおそれがある。
上記紙材シート22の通気抵抗は、上記表層材23を積層して上記吸音シート21としたときの通気抵抗が0.2〜3.0kPa・s/mの範囲となるように適宜設定すればよく、望ましくは0.1〜2.5kPa・s/mの範囲である。紙材シート22の通気抵抗が0.1kPa・s/mに満たない場合、吸音シート21の通気抵抗が0.2kPa・s/mに満たなくなるおそれがあり、2.5kPa・s/mを超える場合、吸音シート21の通気抵抗が3.0kPa・s/mを超えてしまうおそれがある。
なお該通気抵抗の調整は、繊維相互の絡みや目付量や密度で調整することができ、それら以外にも合成樹脂の塗布量または含浸量で調整することができる。
【0033】
〔フィルターシート〕
上記クッション性シート10は、フィルターシートとして使用することが可能である。
上記クッション性シート10をフィルターシートとして使用する場合、該クッション性シート10をそのまま使用してもよく、あるいは該クッション性シート10の片面又は両面に上記吸音材20に示した紙材シート22や表層材23を、緩衝吸音性能の向上や補強を図る目的で積層してもよい。
【0034】
〔クッション性シートの製造〕
〔実施例1〕
ポリエチレンテレフタレート繊維(繊度2.2dtex、繊維長75mm)が80質量%と、融点が160℃のポリエチレンテレフタレートからなる低融点繊維(繊度2.0dtex、繊維長75mm)が20質量%と、からなる混合繊維を用い、サーマルボンド法による不織布である繊維シート11を製造した。この繊維シート11は、厚さが20mm、目付量が174g/m2、密度が8.7kg/m3、通気抵抗が0.024kPa・s/mであった。
次いで、擬似熱可塑性樹脂であるアクロデュア950Lを固形分として20質量%となるように水で調整した樹脂液を、上記繊維シート11の両面に対し、片面での塗布量が固形分で25g/m2となるように、エアースプレー方式でスプレー塗布し、150℃で加熱乾燥し、該アクロデュア950Lを硬化させ、クッション性シート10を作製した。このクッション性シートは、表層からの樹脂付着層12の厚さが3〜5mm、通気抵抗が0.033kPa・s/mであった。また樹脂付着層12において、樹脂は、繊維表面に球状となって付着しており、その球状となった樹脂の粒径は、概ね0.1〜1.0mmであった。
上記のように作製されたクッション性シート10は、クッション性が良好であり、また塗装乾燥炉ブースのフィルターシートとして使用したところ、塗装加熱乾燥時の高温(約180℃)でもフィルターのへたりがなく、ゴミの集塵性が良好であった。
【産業上の利用可能性】
【0035】
本発明のクッション性シート、該クッション性シートからなる吸音シート又はフィルターシートは、製造が簡易であるとともに、クッション性が良好であり、長期間使用してもへたりが生じにくいものであるから、産業上利用可能である。
【符号の説明】
【0036】
10 クッション性シート
11 繊維シート
12 樹脂付着層
13 樹脂
14 繊維
20 吸音シート
21 吸音材
22 紙材シート
23 表層材
【技術分野】
【0001】
本発明は、例えば自動車のシートのクッション材やフロアのクッション材、あるいは吸音材やフィルターとして利用されるクッション性シート、並びに該クッション性シートの製造方法に関するものである。
【背景技術】
【0002】
従来、自動車のシートのクッション材やフロアのクッション材として利用されるクッション性シートとして、通常繊維であるポリエステル系短繊維と、低融点繊維や芯鞘型繊維とを用い、上記低融点繊維や上記芯鞘型繊維の溶融物によって繊維を結着した不織布からなるものがある(特許文献1〜3参照)。これらクッション性シートは、適度なクッション性を得るために密度に着目し、該不織布の密度を所定の値に設定している。
さらに、密度を所定値とした高弾性の不織布に熱可塑性樹脂シートを積層することで、クッション性に加えて吸音性、遮音性を付与したクッション性シートが提案されている(特許文献4参照)。
上記のようなクッション性シートの他に、厚さと目付を所定値とした不織布の少なくとも片面に、難燃剤を含有するバインダー樹脂が不連続に付着されることで、好適な吸音性を発揮させるようにした吸音材用不織布シートが提案されている(特許文献5参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−324268号公報
【特許文献2】特開平8−170259号公報
【特許文献3】特開平11−59251号公報
【特許文献4】特開2005−14718号公報
【特許文献5】特開平11−350363号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記従来の不織布からなるクッション性シートは、低融点繊維の溶融物によって相互に結着された繊維の間に隙間が形成されることで、クッション材として使用した場合には良好なクッション性を、フィルターとして使用した場合には円滑なフィルター機能を発揮するものであるが、こうした不織布は、高温環境下や長期間の使用等で繊維が伸びたり、変形したりして繊維間の隙間が無くなるので、へたりがあり、良好なクッション性が維持できない、円滑なフィルター機能が維持できないという問題があった。
一方、上記従来の吸音材用不織布シートのように不織布にバインダー樹脂を含浸させると、該バインダー樹脂に含まれる合成樹脂が繊維相互を接着するので、へたりの問題は解消されるが、しかし該合成樹脂による硬さが出てしまうことでクッション性が阻害され、また該合成樹脂が繊維間の隙間を埋めてしまうのでフィルター性(通気性)も阻害されてしまう。
本発明は、このような従来技術に存在する問題点に着目してなされたものであり、その目的とするところは、へたりのない良好なクッション性を有するクッション性シートを提供する。上記クッション性シートは、吸音材及びフィルターとして有用である。本発明にあっては、更に上記クッション性シートの製造方法が提供される。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、請求項1に記載のクッション性シートの発明は、通気抵抗が0.01〜0.1kPa・s/mである繊維シートに合成樹脂バインダーをスプレーすることによって、上記合成樹脂バインダーの合成樹脂が上記繊維シートに、粒径が0.05〜1.5mmの粒状で付着しているようにしたことを要旨とする。
請求項2に記載の発明は、請求項1に記載のクッション性シートの発明において、上記合成樹脂バインダーは、エアースプレーによって上記繊維シートに付着されていることを要旨とする。
請求項3に記載の発明は、請求項1又は2に記載のクッション性シートの発明において、上記繊維シートは、通常繊維が100質量部に対して低融点繊維が10〜65質量部の比率で混合されており、上記低融点繊維の溶融物によって結着されている不織布であることを要旨とする。
請求項4に記載の発明は、請求項1〜3のうち何れか一項に記載のクッション性シートの発明において、上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂であることを要旨とする。
請求項5に記載の発明は、請求項1〜3のうち何れか一項に記載のクッション性シートの発明において、上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂と、ガラス転移点が20℃以上の熱可塑性樹脂と、の混合物であることを要旨とする。
請求項6に記載の発明は、請求項1〜5のうち何れか一項に記載のクッション性シートの発明において、上記通常繊維は、繊度が1.0dtex以上、繊維長が20〜100mm、融点が200℃以上の熱可塑性繊維であることを要旨とする。
請求項7に記載の発明は、請求項1〜6のうち何れか一項に記載のクッション性シートの発明において、上記低融点繊維は、繊度が0.1dtex以上、繊維長が20〜100mm、融点が180℃以下の熱可塑性繊維であることを要旨とする。
請求項8に記載の吸音材の発明は、請求項1〜7の何れか一項に記載のクッション性シートの片面又は両面に、叩解度がJIS P 8121−1995の4.カナディアン・スタンダード・フリーネスに規定されるカナダ標準型ろ水度で350〜650ml(CSF)の範囲の多孔質パルプ繊維を90質量%以上含む紙材シートの片面又は両面に繊維シートを表層材として積層した積層シートであって、通気抵抗が0.2〜3.0kPa・s/mの範囲に設定されている吸音シートを、積層してなることを要旨とする。
請求項9に記載のフィルターの発明は、請求項1〜7の何れか一項に記載のクッション性シートからなることを要旨とする。
請求項10に記載のクッション性シートの製造方法の発明は、通常繊維が100質量部に対して低融点繊維が10〜65質量部の比率で混合されているウェブを加熱ロールで押圧して、上記低融点繊維を溶融せしめるとともに、上記ウェブを構成している通常繊維を結着して、厚さが10〜50mm、通気抵抗が0.01〜0.1kPa・s/mの不織布からなる繊維シートとし、上記繊維シートに合成樹脂バインダーをエアースプレー方式でスプレーして、上記合成樹脂バインダーの合成樹脂を粒径が0.05〜1.5mmの粒状になるように上記繊維シートに付着せしめることを要旨とする。
請求項11に記載の発明は、請求項10に記載のクッション性シートの製造方法の発明において、上記合成樹脂バインダーは、上記繊維シートの両面から厚みの25%までの範囲に付着せしめることを要旨とする。
【発明の効果】
【0006】
〔作用〕
通気抵抗が0.01〜0.1kPa・s/mである繊維シートにあっては、繊維間に適度な隙間が形成されているので、合成樹脂バインダーをスプレーした場合、上記合成樹脂バインダーは上記繊維シートの表面から所定の深さにまで到達することができる。通気抵抗が0.01kPa・s/mに満たない繊維シートにあっては、上記合成樹脂バインダーが上記繊維シート全体に含浸されてしまい、良好なクッション性、フィルター性が得られない。
上記合成樹脂バインダーの合成樹脂は、0.05〜1.5mmの粒状で上記繊維シート内に分散して付着しているので、上記繊維シートのクッション性やフィルター性は阻害されず、かつ上記繊維シート内の繊維相互を強固に結着してへたりを防止する。
このように合成樹脂バインダーの合成樹脂を0.05〜1.5mmの粒径で上記繊維シート内に分散して付着せしめるには、エアースプレー方式によるスプレー方法を適用することが望ましい。
更にへたりのないクッション性を上記繊維シートに付与するには、上記合成樹脂バインダーを上記繊維シートにスプレーするのみならず、上記繊維シートとして、通常繊維100質量部に対して低融点繊維を10〜65質量部の比率で混合し、加熱ロールによって押圧し、上記低融点繊維の溶融物によって上記繊維シートを構成する繊維を結着した不織布を使用することが望ましい。このようなサーマルボンド法によって製造した不織布は、表面状態が均一になりやすいので、上記合成樹脂バインダーをスプレーした場合、上記合成樹脂バインダーの合成樹脂は上記繊維シート内に粒状で均一に分散する。
更に上記合成樹脂バインダーに使用する合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂であると、耐熱性が良好で、高温(160〜200℃)に曝されても下手里のないクッション性を有する繊維シートとなる。
上記擬似熱可塑性樹脂とは、常温では熱硬化性樹脂として挙動するが、加熱すると可塑性を示す合成樹脂のことを云う。
更に上記熱硬化性樹脂および/または擬似熱可塑性樹脂に加えてガラス転移点が20℃以上である熱可塑性樹脂を添加すると、弾力性の向上とともに、低温(約15℃)から温度を上昇させた高温時(約200℃)でも縮みが少ない繊維シートが得られる。
通常、上記繊維シートにあっては、通常繊維として繊度が1.0dtex以上、繊維長が20〜100mm、融点が200℃以上の熱可塑性繊維が使用され、低融点繊維としては、繊度が0.1dtex以上、繊維長が20〜100mm、融点が180℃以下の熱可塑性繊維が使用される。
本発明のクッション性シートは、シートやフロアのクッション材として使用される以外、吸音材にも使用される。この場合には、叩解度がJIS P 8121−1995の4.カナディアン・スタンダード・フリーネスに規定されるカナダ標準型ろ水度で350〜650ml(CSF)の範囲の多孔質パルプ繊維からなる紙材シートの片面又は両面に繊維シートを表層材として積層した積層シートであって、通気抵抗が0.2〜3.0kPa・s/mの範囲に設定されている吸音シートを上記クッション性シートに積層することによって得られた、吸音性能を有する吸音材が得られる。
更に本発明のクッション性シートは、低圧力損失で集塵性に優れ、かつ耐熱性に優れたフィルターとして使用され、このようなフィルターは、熱風乾燥に使用する高音空気(160〜200℃)のエアフィルターとして有用である。
【0007】
〔効果〕
本発明によれば、へたりのない良好なクッション性を有するクッション性シートを提供することができる。更に、上記クッション性シートは、有用な吸音材及びフィルターとして提供することができる。
【図面の簡単な説明】
【0008】
【図1】実施形態のクッション性シートを示す断面図。
【図2】実施形態の吸音材を示す断面図。
【図3】通気抵抗の測定方法を説明する概略図。
【発明を実施するための形態】
【0009】
以下、本発明を具体化した一実施形態について説明する。
〔クッション性シート〕
図1に示すように、本実施形態のクッション性シート10は、繊維シート11と、該繊維シート11の表層部分に設けられた樹脂付着層12と、によって構成されている。
上記繊維シート11は、混合繊維を用いた不織布からなり、該混合繊維に含まれる繊維14を芯材として構成されている。
上記樹脂付着層12は、上記繊維シート11の上面及び下面の両面に対し、合成樹脂バインダーを塗布し、該合成樹脂バインダーの合成樹脂13(以下、「樹脂13」と略記)を上記繊維14に付着せしめることにより、設けられたものである。そして、該樹脂付着層12において樹脂13は、球状となって、上記繊維シート11を構成する繊維14の表面に付着している。また上記樹脂付着層12の樹脂13は、例えば繊維シートに合成樹脂バインダーを含浸させた通常のものと異なり、該繊維シート11の全体に染み込むことなく、該繊維シート11の厚みの所定範囲内で繊維14の表面に付着している。
なお本実施形態のクッション性シート10は、上記樹脂付着層12を上記繊維シート11の上面及び下面の両面に設けているが、これに限らず、上記繊維シート11の上面のみ、あるいは下面のみ等というように片面にのみ設けてもよく、つまり上記樹脂付着層12は上記繊維シート11の片面又は両面に設けられる。
以下にクッション性シート10の各材料について詳説する。
【0010】
[混合繊維]
上記したように、繊維シート11の材料には混合繊維が使用されている。
該混合繊維は、上記繊維シート11の芯材となる繊維14である通常繊維と、該通常繊維の繊維同士を結着する低融点繊維と、を混合してなる。そして、該通常繊維からなる繊維14が、その弾力性と剛性を発揮することにより、クッション性シート10は、こし、はり等のクッション性を発揮する。
【0011】
(通常繊維)
上記通常繊維としては、例えばポリエステル繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリアミド繊維、アクリル繊維、ウレタン繊維、ポリ塩化ビニル繊維、ポリ塩化ビニリデン繊維、アセテート繊維等の熱可塑性繊維が挙げられる。これらのうちポリエチレンテレフタレート(PET)繊維等のポリエステル繊維は、耐熱性、強度に優れ、また染色性にも優れているので、上記繊維シート11の芯材となる繊維14として好ましい。
他に通常繊維として、例えば炭素繊維、ガラス繊維、セラミック繊維、石綿繊維等の無機繊維が挙げられる。これらのうち炭素繊維は、耐摩耗性や耐熱性に優れ、また難燃性を付与することができるので、上記繊維シート11の芯材となる繊維14として好ましい。
さらに他に通常繊維として、とうもろこしやサトウキビ等の植物から抽出された澱粉からなる生分解繊維、パルプ、木綿、ヤシ繊維、麻繊維、竹繊維、ケナフ繊維等の天然繊維、あるいは合成繊維や無機繊維や天然繊維等の繊維を使用した繊維製品のスクラップを解繊して得られた再生繊維等が挙げられる。
上記通常繊維には、上に挙げたものの中から選ばれた1種または2種以上が使用される。すなわち、熱可塑性繊維や無機繊維で挙げたものの中の1種のみや2種以上を使用することに限らず、熱可塑性繊維の少なくとも1種と無機繊維の少なくとも1種とを混合したり、あるいは熱可塑性繊維の少なくとも1種と無機繊維の少なくとも1種と生分解繊維や天然繊維や再生繊維の少なくとも1種とを混合したりして使用してもよい。
上記通常繊維には、入手が容易であり、扱いやすい等の観点から、熱可塑性繊維を用いることが望ましい。また通常繊維に用いる熱可塑性繊維は、繊度が1.0dtex以上、繊維長が20〜100mm、融点が200℃以上であることが好ましい。繊度が1.0dtexに満たない、あるいは繊維長が20mmに満たない場合、繊維シート11の芯材として十分な弾力性と剛性を発揮できず、良好なクッション性を得ることができなくなるおそれがある。繊維長が100mmを超える場合、繊維同士が絡合しにくくなり、良好な風合いの繊維シート11を得ることができなくなるおそれがある。融点が200℃に満たない場合、繊維同士を結着するために加熱した際、通常繊維までもが溶融してしまうおそれがある。
【0012】
(低融点繊維)
上記低融点繊維としては、例えば融点180℃以下のポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体等のポリオレフィン系繊維、ポリ塩化ビニル繊維、ポリウレタン繊維、ポリエステル繊維、ポリエステル共重合体繊維、ポリアミド繊維、ポリアミド共重合体繊維等の熱可塑性繊維が挙げられる。これらの低融点繊維は、単独あるいは2種以上組み合わせて使用される。
また上記低融点繊維として、例えば上記通常繊維で挙げた熱可塑性繊維を芯部分とし、該低融点繊維の材料樹脂である融点100〜180℃の低融点熱可塑性樹脂を鞘とする芯鞘型繊維を用いてもよい。該芯鞘型繊維を使用すると、得られる繊維シート11の剛性や耐熱性が低下しにくくなる。
上記低融点繊維の繊度は、0.1dtex以上であることが好ましく、0.1〜60dtexの範囲であることがより好ましい。繊度が0.1dtexに満たない場合、繊維同士を十分に結着することができなくなるおそれがあり、繊度が60dtexを超える場合、低融点繊維の溶融物が繊維シート11に含浸されて硬くなり、良好な風合いが得られなくなるおそれがある。低融点繊維の繊維長は、20〜100mmの範囲であることが好ましい。繊維長が20mmに満たない場合、上記の通常繊維同士を十分に結着できなくなるおそれがあり、繊維長が100mmを超える場合、通常繊維同士が過剰に結着されて繊維シート11のクッション性が損なわれてしまうおそれがある。上記低融点繊維の融点は、180℃以下が望ましい。融点が180℃を超える場合、通常繊維同士を結着するために加熱した際、該低融点繊維が溶融しなくなるおそれがある。
【0013】
(混合比率)
上記混合繊維において、通常繊維と低融点繊維との混合の比率は、通常繊維が100質量部に対し、低融点繊維が10〜65質量部の範囲であることが望ましい。通常繊維100質量部に対し、低融点繊維が10質量部に満たない場合、芯材となる繊維14である通常繊維を十分に結着することができなくなるおそれがあり、65質量部を超える場合、低融点繊維の溶融物が塊となって繊維シート11を硬くすることで、良好な風合いが得られなくなるおそれがある。
【0014】
[繊維シート]
上記繊維シート11としては、上記混合繊維を用い、サーマルボンド法によって製造された不織布を使用することが望ましい。
上記サーマルボンド法は、混合繊維に含まれる低融点繊維を加熱により溶融させて、芯材となる繊維(合成繊維、無機繊維)を相互に接着する方法である。またサーマルボンド法の不織布においては、繊維を薄いシート状のウェブに形成する際に、繊維の塊を機械的にくしけずりながらウェブを形成するカーディング方式によるものと、空気流を利用してランダムに繊維を絡ませることでウェブを形成するエアレイド方式によるものとがあるが、何れの方式のものを使用してもよい。
上記繊維シート11は、厚さを10〜50mmとすることが望ましい。厚さが10mmに満たない場合、クッション性シート10として十分なクッション性を得ることができなくなるとともに、樹脂付着層12を該繊維シート11の厚みの所定範囲内(厚みの25%以内)にとどめることができなくなるおそれがある。厚さが50mmを超える場合、樹脂付着層12を設けてもクッション性のへたりを抑制することができなくなる。
上記繊維シート11は、通気抵抗が0.01〜0.1kPa・s/mとされる。通気抵抗が0.01Pa・s/mに満たない場合、合成樹脂バインダーが繊維シート11に過剰に染み込んで含浸されてしまうことで、樹脂付着層12を繊維シート11の厚みの所定範囲内(厚みの25%以内)にとどめることができなくなる。通気抵抗が0.1kPa・s/mを超える場合、合成樹脂バインダーが繊維シート11内に入り込めず、繊維シート11の表面で膜状に硬化してしまうので、風合いが悪くなる。
上記繊維シート11は、単位面積あたりの重さが、100〜500g/m2とされることが望ましい。単位面積あたりの重さが100g/m2に満たない場合、得られたクッション性シート10が強度に劣るものとなるおそれがあり、500g/m2を超える場合、ハンドリング性に劣り、扱いづらいものとなるおそれがある。
上記繊維シート11は、密度が、2〜50kg/m3とされることが望ましい。密度が2kg/m3に満たない場合、通気抵抗が0.01〜0.1kPa・s/mの範囲内にならないおそれがあるとともに、得られたクッション性シート10が過剰に柔らかくてクッション性に劣るものとなるおそれがあり、密度が50kg/m3を超える場合、通気抵抗が0.01〜0.1kPa・s/mの範囲内にならないおそれがあるとともに、得られたクッション性シート10が過剰に硬くてクッション性に劣るものとなるおそれがある。
なお、上記繊維シート11は、通気抵抗が0.01〜0.1kPa・s/mであれば、ニードルパンチング法、ケミカルボンド法、ステッチボンド法、スチームジェット法等で製造された不織布や、ガラス繊維等を用いてチョップドストランド法で製造された不織布を使用してもよい。
【0015】
[通気抵抗]
上記通気抵抗R(Pa・s/m)とは、通気性材料の通気の程度を表す尺度である。この通気抵抗Rの測定は定常流差圧測定方式により行われる。図3に示すように、シリンダー状の通気路W内に試験片Tを配置し、一定の通気量V(図中矢印の向き)の状態で図中矢印の始点側の通気路W内の圧力P1と、図中矢印の終点P2の圧力差を測定し、次式より通気抵抗Rを求めることが出来る。
R=ΔP/V
ここで、ΔP(=P1−P2):圧力差(Pa)、V:単位面積当りの通気量(m3/m2・s)である。なお通気抵抗R(Pa・s/m)は通気度C(m/Pa・s)とC=1/Rの関係にある。
通気抵抗は、例えば、通気性試験機(製品名:KES−F8−AP1、カトーテック株式会社製、定常流差圧測定方式)によって測定することが出来る。
【0016】
[樹脂付着層]
上記したように、本実施形態に係るクッション性シート10は、上記繊維シート11の上面及び下面の両面に塗布した合成樹脂バインダーが上記繊維シート11内に入り込み、該合成樹脂バインダーの樹脂13が上記繊維14の表面で硬化することにより設けられた、樹脂付着層12を有している。この合成樹脂バインダーに含まれる合成樹脂(樹脂13)は、主として熱硬化性樹脂および/または擬似熱可塑性樹脂である。
上記樹脂付着層12において、上記樹脂13は、粒状となり、上記繊維シート11を構成する繊維、つまり芯材となる繊維14(上記通常繊維)の表面に付着している。そして、粒状となって繊維14の表面に付着した樹脂13は、該繊維14の弾力性を妨げることなく該繊維14を補強することで、該繊維14自体が有している剛性を十全に発揮させるので、該樹脂付着層12は、クッション性シート10の長期間の使用等によるクッション性のへたりを抑制する。
上記樹脂付着層12の厚さは、上記繊維シート11の表面から、該繊維シート11の厚みの25%までの範囲内とすることが望ましい。該樹脂付着層12の厚さが該繊維シート11の厚みの25%を超えて設けられた場合、該繊維シート11による柔らかさに比して該樹脂付着層12による硬さが勝ってしまい、クッション性シート10のクッション性が損なわれてしまう。
なお、本実施形態では、上記繊維シート11の上面及び下面の両面に樹脂付着層12が設けられているが、各樹脂付着層12の厚さは、該繊維シート11の上面又は下面から、それぞれ該繊維シート11の厚みの25%までの範囲内とされる。すなわち、該繊維シート11の両面に該樹脂付着層12をそれぞれ設ける場合、各樹脂付着層12の厚さの合計は、該繊維シート11の厚みの50%までの範囲内とされる。
上記樹脂付着層12において、樹脂13の粒径は、0.05〜1.5mmであることが望ましい。粒径が0.05mmに満たない場合、上記繊維14の表面に付着した樹脂13が該繊維14を十分に補強することができずに、こし、はり等のクッション性が劣るものとなって良好な風合いを得ることができなくなるおそれがある。粒径が1.5mmを超える場合は、繊維14自体が発揮する剛性に比して付着した樹脂13の硬さが勝ってしまい、該繊維14の弾性変形が妨げられて、ソフトさ等のクッション性が損なわれてしまうおそれがある。
上記繊維シート11の片面に上記樹脂付着層12を設ける場合の樹脂13の塗布量は、10〜50g/m2(Dry)とすることが望ましく、上記繊維シート11の両面に上記樹脂付着層12を設ける場合の樹脂13の塗布量は、20〜100g/m2(Dry)とすることが望ましい。塗布量が片面で10g/m2(Dry)、両面で20g/m2(Dry)に満たない場合、上記繊維14を補強することができる程度の樹脂付着層12を設けることが難しくなり、塗布量が片面で50g/m2(Dry)、両面で100g/m2(Dry)を超える場合、樹脂付着層12の厚さが上記繊維シート11の厚みの25%を超えてしまうおそれがある。
【0017】
(熱硬化性樹脂)
上記熱硬化性樹脂としては、例えばウレタン樹脂、メラミン樹脂、熱硬化型アクリル樹脂、特に加熱によりエステル結合を形成して硬化する熱硬化性アクリル樹脂、尿素樹脂、フェノール樹脂、エポキシ樹脂、熱硬化型ポリエステル等が使用されるが、該合成樹脂を生成するウレタン樹脂プレポリマー、尿素樹脂プレポリマー(初期縮合体)、フェノール樹脂プレポリマー(初期縮合体)、ジアリルフタレートプレポリマー、アクリルオリゴマー、多価イソシアナート、メタクリルエステルモノマー、ジアリルフタレートモノマー等のプレポリマー、オリゴマー、モノマー等の合成樹脂前駆体が使用されてもよい。
上記繊維シート11への塗布、含浸に際して、上記熱硬化性樹脂は、水溶液、水性エマルジョン、水性ディスパーションの形とされたり、あるいは有機溶剤溶液の形とされたりすることにより、液状にして使用される。また所望に応じて若干量の熱可塑性樹脂を混合使用してもよい。さらに上記熱硬化性樹脂あるいは合成樹脂前駆体は二種以上が混合使用されてもよい。
【0018】
(擬似熱可塑性樹脂)
上記擬似熱可塑性樹脂は、
(A)5〜100質量%がエチレン性不飽和酸無水物またはカルボン酸基が酸無水物基を形成することができるエチレン性不飽和ジカルボン酸からなるラジカル重合により得られたポリマーと、
(B)少なくとも2つのヒドロキシル基を有するアルカノールアミンと、
(A)+(B)の和に対して1.5質量%より少ない、リン含有反応促進剤と、
を含有する、ホルムアルデヒド不含の水性結合剤である。
上記水性結合剤は一般的に、水性エマルジョン、水溶液、あるいはイソプロパノール、エタノール、グリコール等の水溶性有機溶媒溶液、水と上記水溶性有機溶媒との混合溶媒の溶液等の形状で提供され、ポリマー(A)に含まれる酸と、アルカノールアミン(B)に含まれる水酸基とのエステル化反応によって硬化し、水溶性が水不溶性に変化し、熱可塑性が擬似熱可塑性に変化する。
上記擬似熱可塑性樹脂は、現在BASF社より商品名アクロデュア(Acrodur)として上市されており、水溶液タイプとしては950L,DS3530、水性エマルジョンタイプとしては958Dがある。
上記アクロデュアは、おおよそ120℃以上の温度で上記エステル化反応によって架橋が開始され、160℃以上の温度で硬化するが、架橋前の熱可塑性の状態でも充分な硬さを有し、取扱いが容易であり、しかも熱成形時には加熱により硬さが低下して一時的に熱可塑性になり(擬似熱可塑性)、良好な成形性を示し、高い成形精度が得られる。また上記アクロデュアの架橋はエステル化反応によるから、水のみが副成され、ホルムアルデヒド等の有害物質が副成されないという利点がある。
上記擬似熱可塑性樹脂は二種以上、例えば水溶液タイプと水性エマルジョンタイプとが混合されてもよいし、他の熱可塑性樹脂水性エマルジョン等が混合されてもよい。
上記擬似熱可塑性樹脂の詳細は、例えば特表2000−506940号公報に記載されている。
【0019】
[添加物、混合物]
上記クッション性シート10においては、所望に応じて下記の添加物や混合物を添加、混合してもよい。
【0020】
(難燃剤)
上記繊維シート11には、難燃剤が添加されてもよい。上記難燃剤としては、例えば燐系難燃剤、窒素系難燃剤、硫黄系難燃剤、ホウ素系難燃剤、臭素系難燃剤、グアニジン系難燃剤、燐酸塩系難燃剤、燐酸エステル系難燃剤、アミノ樹脂系難燃剤、膨張黒鉛等がある。
本発明においては特に水に難溶または不溶の粉末状の固体難燃剤が使用されることが望ましい。水に難溶または不溶の粉末状の固体難燃剤は、クッション性シート10に耐水性、耐久性に優れた難燃性を付与する。
【0021】
(その他)
上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂を主とするのみならず、改質等を目的として、例えばアクリル酸エステル系樹脂、酢酸ビニル系樹脂、スチレン系樹脂、酢酸ビニル・エチレン系樹脂等のような、ガラス転移点が20℃以上の熱可塑性樹脂と、熱硬化性樹脂および/または擬似熱可塑性樹脂と、の混合物としてもよい。
上記合成樹脂バインダーには、更に、炭酸カルシウム、炭酸マグネシウム、硫酸バリウム、硫酸カルシウム、亜硫酸カルシウム、燐酸カルシウム、水酸化カルシウム、水酸化マグネシウム、水酸化アルミニウム、酸化マグネシウム、酸化チタン、酸化鉄、酸化亜鉛、アルミナ、シリカ、コロイダルシリカ、雲母、珪藻土、ドロマイト、石膏、タルク、クレー、アスベスト、マイカ、ケイ酸カルシウム、ベントナイト、ホワイトカーボン、カーボンブラック、鉄粉、アルミニウム粉、ガラス粉、石粉、高炉スラグ、フライアッシュ、セメント、ジルコニア粉等の無機充填材;天然ゴムまたはその誘導体;スチレン−ブタジエンゴム、アクリロニトリル−ブタジエンゴム、クロロプレンゴム、エチレン−プロピレンゴム、イソプレンゴム、イソプレン−イソブチレンゴム等の合成ゴム;ポリビニルアルコール、アルギン酸ナトリウム、澱粉、澱粉誘導体、ニカワ、ゼラチン、血粉、メチルセルロース、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ポリアクリル酸塩、ポリアクリルアミド等の水溶性高分子や天然ガム類;木粉、クルミ粉、ヤシガラ粉、小麦粉、米粉等の有機充填材;ステアリン酸、パルミチン酸等の高級脂肪酸、パルミチルアルコール、ステアリルアルコール等の高級アルコール;ブチリルステアレート、グリセリンモノステアレート等の脂肪酸のエステル類;脂肪酸アミド類;カルナバワックス等の天然ワックス類、合成ワックス類;パラフィン類、パラフィン油、シリコンオイル、シリコン樹脂、フッ素樹脂、ポリビニルアルコール、グリス等の離型剤;アゾジカーボンアミド、ジニトロソペンタメチレンテトラミン、P,P’−オキシビス(ベンゼンスルホニルヒドラジド)、アゾビス−2,2’−(2−メチルグロピオニトリル)等の有機発泡剤;重炭酸ナトリウム、重炭酸カリウム、重炭酸アンモニウム等の無機発泡剤;シラスバルーン、パーライト、ガラスバルーン、発泡ガラス、中空セラミックス等の中空粒体;発泡ポリエチレン、発泡ポリスチレン、発泡ポリプロピレン等のプラスチック発泡体や発泡粒;顔料、染料、酸化防止剤、帯電防止剤、結晶化促進剤、燐系化合物、窒素系化合物、硫黄系化合物、ホウ素系化合物、臭素系化合物、グアニジン系化合物、燐酸塩系化合物、燐酸エステル系化合物、アミノ系樹脂等の難燃剤、防炎剤、撥水剤、撥油剤、防虫剤、防腐剤、ワックス類、界面活性剤、滑剤、老化防止剤、紫外線吸収剤;DBP、DOP、ジシクロヘキシルフタレートのようなフタル酸エステル系可塑剤やその他のトリクレジルホスフェート等の可塑剤等を添加、混合してもよい。
また、上記撥水剤、撥油剤としては、天然ワックス、合成ワックス、フッ素樹脂、シリコン系樹脂等がある。
【0022】
〔クッション性シートの製造方法〕
本実施形態のクッション性シート10の製造に際しては、まず通常繊維が100質量部に対し、低融点繊維を10〜65質量部の比率で混合した混合繊維からなるウェブを得た後、該ウェブを加熱ロールで押圧して該低融点繊維を溶融せしめるとともに、該ウェブを構成している通常繊維を結着するサーマルボンド法により、厚さが10〜50mm、通気抵抗が0.01〜0.1kPa・s/mの不織布からなる繊維シート11を製造する。
その後、上記繊維シート11の両面に、上記熱硬化性樹脂および/または上記擬似熱可塑性樹脂の水溶液および/または水性エマルジョンからなる合成樹脂バインダーをスプレー塗布によって塗布し、該繊維シート11に該合成樹脂バインダーの樹脂13を、該繊維シート11の表面から該繊維シート11の厚みの25%までの範囲内で付着させる。
そして、上記繊維シート11に上記樹脂13を付着させた後は、該繊維シート11を加熱し、該樹脂13を硬化させて、クッション性シート10を得る。
上記スプレー塗布には、樹脂液を空気とともに噴霧するエアースプレー方式と、樹脂液のみを霧状に噴霧するエアレススプレー方式と、があるが、本発明ではエアースプレー方式で行う。すなわち、エアレススプレー方式の場合、樹脂のみを細かな霧状にして噴霧してしまうため、噴霧された樹脂はほとんど粒状とならず、繊維14の表面を塗り潰すように覆ってしまうので、該繊維14の弾性変形を妨げてしまうし、また粒状になったとしても非常に小さな粒径の粒となってしまうので、粒径の調整が困難となる。
一方、エアースプレー方式の場合、噴霧する樹脂中に含まれた空気が該樹脂を丸めて粒状にするので、繊維14の表面に付着した該樹脂が球状になりやすい。さらにエアースプレー方式の場合、噴霧時に空気量の調整が可能であるので、該空気量を調整することで、粒径が0.05〜1.5mmとなるように、樹脂液を噴霧する。
【0023】
〔クッション性シートの用途〕
上記クッション性シート10は、特に限定されるものではないが、その用途として、例えば自動車のシートのクッション材やフロアのクッション材、あるいは家庭用の椅子のクッション材、あるいは梱包用のクッション材等が挙げられる。上記クッション性シート10の用途を自動車のシートや椅子のクッション材とする場合には、通常、複数枚のクッション性シート10を所定形状に積層して用いる。自動車のフロアのクッション材とする場合には、クッション性シート10の上面にフェルトやベロア等の繊維材を積層して用いる。
【0024】
〔吸音材〕
図2に示すように、上記クッション性シート10は、その片面に吸音シート21を積層することにより、吸音材20とすることができる。
上記吸音シート21は、紙材シート22の片面に繊維シートを表層材23として積層することで構成されている。
また紙材シート22と、表層材23との間は、騒音が阻害されることなく通り抜けられるように、通気性接着剤層(図示略)を介して接着されている。
そして上記吸音シート21は騒音に対して、該吸音シート21を該騒音が通り抜ける際に、紙材シート22及び表層材23をそれぞれ構成する繊維、特に紙材シート22の多孔質パルプ繊維を振動させることで、緩衝吸音性能を発揮することができる。
上記吸音シート21の厚さは、種々の使用対象に取付可能であり、所定の強度を満たすという観点から、望ましくは0.2〜2.0mmの範囲である。厚さが0.2mmに満たない場合、吸音シート21が破れやすくなって所定の強度を満たさなくなるおそれがあり、厚さが2.0mmを越える場合、使用対象によっては取り付けることが出来なくなって該使用対象が限られてしまうことになるおそれがある。
なお上記通気性接着剤層は、例えばホットメルト接着剤粉末の撒布、くもの巣状ホットメルト接着剤層の介在、溶液状あるいは水性エマルジョンのスプレー塗装やシルク印刷やオフセット印刷等による点状塗布あるいは線状塗布する方法などで形成される。
また図2に示した吸音材20は、上記クッション性シート10の片面にのみ吸音シート21を積層したが、これに限らず、上記クッション性シート10の両面に吸音シート21を積層してもよい。
【0025】
[紙材シート]
上記紙材シート22は、上記吸音シート21が緩衝吸音性能を発揮するための主要部材となるものであり、多孔質パルプ繊維のみ、あるいは多孔質パルプ繊維と通常繊維(非多孔質パルプ繊維)とを混合した混合繊維からなる。紙材シート22に混合繊維を使用する場合、吸音材20を軽量でかつ優れた緩衝吸音性能を示すものにするという観点から、混合繊維中における多孔質パルプ繊維の混合比率は90質量%以上であり、望ましくは95質量%以上である。
そして該紙材シート22は、多孔質パルプ繊維あるいは混合繊維に抄造法、ニードルパンチング法等の方法を適用することで得られる。
【0026】
上記紙材シート22の単位面積あたりの質量(目付量)は、所要の通気性を保持しつつも所要の強度を満たすという観点から、望ましくは10〜50g/m2である。該目付量が10g/m2に満たない場合、該紙材シート22の強度が低下して成形時に該紙材シート22の破れが生じ易くなる。目付量が50g/m2を越える場合、通気性が低下することで緩衝吸音性能が悪くなるとともに、成形性が低下して皺が生じ易くなる。
【0027】
上記紙材シート22の具体例としては、表面に皺や凹凸が無いフラット紙、表面に縮緬状の皺が形成されたクレープ加工紙、表面に多数の凹凸が形成されたエンボス加工紙、表面に皺と凹凸の両方が形成されたクレープエンボス加工紙が挙げられる。これらの中でも、緩衝吸音性能に優れ、かつ延伸性に富むため成形性が良好であるという観点から、クレープ加工紙、クレープエンボス加工紙が望ましい。
【0028】
(多孔質パルプ繊維)
上記多孔質パルプ繊維は、非木材系植物繊維および/または木材系植物繊維からなり、針葉樹や広葉樹のチップを原料とし、叩解度がJIS P 8121−1995の4.カナディアン・スタンダード・フリーネスに規定されるカナダ標準型ろ水度で350〜650ml(CSF)の範囲のものである。
上記叩解はコニカルリファイナー、ディスクリファイナー等によって行われる。パルプ繊維の叩解度が650ml(CSF)を超えている場合には、パルプ繊維のケバや同心円状の緩みが不充分となり、パルプ繊維表面に開口する多数の細孔による多孔質化が不充分となり空隙率が低下して吸音材3の緩衝吸音性能に悪影響が及ぼされる。一方350ml(CSF)を下回るとパルプ繊維がフィブリル化し細分化されてしまい、微細繊維が増加するので、かかるパルプ繊維からなる紙材シートの密度が高くなり、吸音材3の吸音特性に悪影響が及ぼされる。
【0029】
(通常繊維)
上記通常繊維(非多孔質パルプ繊維)としては、例えばポリエステル繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリアミド繊維、アクリル繊維、ウレタン繊維、ポリ塩化ビニル繊維、ポリ塩化ビニリデン繊維、アセテート繊維等の有機合成繊維、とうもろこしやサトウキビ等の植物から抽出された澱粉からなる生分解繊維(ポリ乳酸繊維)、パルプ、木綿、ヤシ繊維、麻繊維、竹繊維、ケナフ繊維等の天然繊維、ガラス繊維、炭素繊維、セラミック繊維、石綿繊維等の無機繊維、あるいはこれらの繊維を使用した繊維製品のスクラップを解繊して得られた再生繊維の1種または2種以上の繊維が使用される。望ましい繊維としては、PETボトル等のポリエステル製品廃棄物から再生した再生ポリエステル繊維がある。
【0030】
[表層材]
上記表層材23は、上記紙材シート22の補強を主目的として設けられている、また該表層材23は、その材料に繊維材を使用することにより、吸音シート21の緩衝吸音性能を向上させている。
上記表層材23の材料には、繊維からなる不織布や編織物等といった通気性を有するシート、つまりは繊維シート(以下、「繊維材」ともいう。)が使用されている。
上記繊維材に使用する繊維としては、上記紙材シートの通常繊維で挙げたものが使用可能であり、それらに加えて例えばセラミック繊維、石綿繊維、ステンレス繊維等やアラミド繊維等のような融点が250℃以上のものを使用すれば、耐熱性を付与することも出来る。また該繊維材は、繊維シートであるから、上記クッション性シート10で示した上記繊維シート11を使用することも可能である。
上記表層材23に使用する繊維材の単位面積あたりの質量(目付量)は、15〜200g/m2の範囲が望ましい。単位面積あたりの質量が15g/m2に満たない場合、該表層材23が上記紙材シート22を好適に補強できなくなるおそれがある。単位面積あたりの質量が200g/m2を超える場合、重量が嵩んで上記吸音シート21が重くなってしまうおそれがある。
【0031】
[合成樹脂の塗布または含浸]
上記紙材シート22及び上記表層材23のうち少なくとも何れか1つは、剛性や成形性の付与、あるいは通気抵抗の調整等を目的として、合成樹脂等を塗布および/または含浸させてもよく、また表層材23に使用する繊維材の製造時等に合成樹脂等を混合させてもよい。合成樹脂としては、既存の熱可塑性樹脂及び/又は既存の熱硬化性樹脂が挙げられる。
【0032】
[通気抵抗]
上記吸音材20の通気抵抗は、0.4〜5.0kPa・s/mに設定することが望ましい。通気抵抗が0.4kPa・s/mに満たない場合、該吸音材20が騒音に対して十分な緩衝吸音性能を発揮することができない。通気抵抗が5.0kPa・s/mを超える場合、該吸音材20の内部へ騒音が入り込めずに反射などすることで却って騒音が増してしまう。
上記吸音シート21の通気抵抗は、0.2〜3.0kPa・s/mに設定することが望ましい。通気抵抗が0.2kPa・s/mに満たない場合、上記吸音材20の通気抵抗を0.4〜5.0kPa・s/mの範囲内とすることが難しくなるとともに、該吸音シート21が騒音に対して十分な緩衝吸音性能を発揮することができなくなるおそれがある。通気抵抗が3.0kPa・s/mを超える場合、上記吸音材20の通気抵抗を0.4〜5.0kPa・s/mの範囲内とすることが難しくなるとともに、該吸音シート21の内部へ騒音が入り込めずに反射などすることで却って騒音が増してしまうおそれがある。
上記紙材シート22の通気抵抗は、上記表層材23を積層して上記吸音シート21としたときの通気抵抗が0.2〜3.0kPa・s/mの範囲となるように適宜設定すればよく、望ましくは0.1〜2.5kPa・s/mの範囲である。紙材シート22の通気抵抗が0.1kPa・s/mに満たない場合、吸音シート21の通気抵抗が0.2kPa・s/mに満たなくなるおそれがあり、2.5kPa・s/mを超える場合、吸音シート21の通気抵抗が3.0kPa・s/mを超えてしまうおそれがある。
なお該通気抵抗の調整は、繊維相互の絡みや目付量や密度で調整することができ、それら以外にも合成樹脂の塗布量または含浸量で調整することができる。
【0033】
〔フィルターシート〕
上記クッション性シート10は、フィルターシートとして使用することが可能である。
上記クッション性シート10をフィルターシートとして使用する場合、該クッション性シート10をそのまま使用してもよく、あるいは該クッション性シート10の片面又は両面に上記吸音材20に示した紙材シート22や表層材23を、緩衝吸音性能の向上や補強を図る目的で積層してもよい。
【0034】
〔クッション性シートの製造〕
〔実施例1〕
ポリエチレンテレフタレート繊維(繊度2.2dtex、繊維長75mm)が80質量%と、融点が160℃のポリエチレンテレフタレートからなる低融点繊維(繊度2.0dtex、繊維長75mm)が20質量%と、からなる混合繊維を用い、サーマルボンド法による不織布である繊維シート11を製造した。この繊維シート11は、厚さが20mm、目付量が174g/m2、密度が8.7kg/m3、通気抵抗が0.024kPa・s/mであった。
次いで、擬似熱可塑性樹脂であるアクロデュア950Lを固形分として20質量%となるように水で調整した樹脂液を、上記繊維シート11の両面に対し、片面での塗布量が固形分で25g/m2となるように、エアースプレー方式でスプレー塗布し、150℃で加熱乾燥し、該アクロデュア950Lを硬化させ、クッション性シート10を作製した。このクッション性シートは、表層からの樹脂付着層12の厚さが3〜5mm、通気抵抗が0.033kPa・s/mであった。また樹脂付着層12において、樹脂は、繊維表面に球状となって付着しており、その球状となった樹脂の粒径は、概ね0.1〜1.0mmであった。
上記のように作製されたクッション性シート10は、クッション性が良好であり、また塗装乾燥炉ブースのフィルターシートとして使用したところ、塗装加熱乾燥時の高温(約180℃)でもフィルターのへたりがなく、ゴミの集塵性が良好であった。
【産業上の利用可能性】
【0035】
本発明のクッション性シート、該クッション性シートからなる吸音シート又はフィルターシートは、製造が簡易であるとともに、クッション性が良好であり、長期間使用してもへたりが生じにくいものであるから、産業上利用可能である。
【符号の説明】
【0036】
10 クッション性シート
11 繊維シート
12 樹脂付着層
13 樹脂
14 繊維
20 吸音シート
21 吸音材
22 紙材シート
23 表層材
【特許請求の範囲】
【請求項1】
通気抵抗が0.01〜0.1kPa・s/mである繊維シートに合成樹脂バインダーをスプレーすることによって、上記合成樹脂バインダーの合成樹脂が上記繊維シートに、粒径が0.05〜1.5mmの粒状で付着しているようにした
ことを特徴とするクッション性シート。
【請求項2】
上記合成樹脂バインダーは、エアースプレーによって上記繊維シートに付着されている
請求項1に記載のクッション性シート。
【請求項3】
上記繊維シートは、通常繊維が100質量部に対して低融点繊維が10〜65質量部の比率で混合されており、上記低融点繊維の溶融物によって結着されている不織布である
請求項1又は請求項2に記載のクッション性シート。
【請求項4】
上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂である
請求項1〜3のうち何れか一項に記載のクッション性シート。
【請求項5】
上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂と、ガラス転移点が20℃以上の熱可塑性樹脂と、の混合物である
請求項1〜3のうち何れか一項に記載のクッション性シート。
【請求項6】
上記通常繊維は、繊度が1.0dtex以上、繊維長が20〜100mm、融点が200℃以上の熱可塑性繊維である
請求項1〜5のうち何れか一項に記載のクッション性シート。
【請求項7】
上記低融点繊維は、繊度が0.1dtex以上、繊維長が20〜100mm、融点が180℃以下の熱可塑性繊維である
請求項1〜6のうち何れか一項に記載のクッション性シート。
【請求項8】
請求項1〜7の何れか一項に記載のクッション性シートの片面又は両面に、
叩解度がJIS P 8121−1995の4.カナディアン・スタンダード・フリーネスに規定されるカナダ標準型ろ水度で350〜650ml(CSF)の範囲の多孔質パルプ繊維を90質量%以上含む紙材シートの片面又は両面に繊維シートを表層材として積層した積層シートであって、通気抵抗が0.2〜3.0kPa・s/mの範囲に設定されている吸音シートを、
積層してなる
ことを特徴とする吸音材。
【請求項9】
請求項1〜7の何れか一項に記載のクッション性シートからなる
ことを特徴とするフィルター。
【請求項10】
通常繊維が100質量部に対して低融点繊維が10〜65質量部の比率で混合されているウェブを加熱ロールで押圧して、上記低融点繊維を溶融せしめるとともに、上記ウェブを構成している通常繊維を結着して、厚さが10〜50mm、通気抵抗が0.01〜0.1kPa・s/mの不織布からなる繊維シートとし、上記繊維シートに合成樹脂バインダーをエアースプレー方式でスプレーして、上記合成樹脂バインダーの合成樹脂を粒径が0.05〜1.5mmの粒状になるように上記繊維シートに付着せしめる
ことを特徴とする請求項1〜7の何れか一項に記載のクッション性シートの製造方法。
【請求項11】
上記合成樹脂バインダーは、上記繊維シートの両面から厚みの25%までの範囲に付着せしめる
請求項10に記載のクッション性シートの製造方法。
【請求項1】
通気抵抗が0.01〜0.1kPa・s/mである繊維シートに合成樹脂バインダーをスプレーすることによって、上記合成樹脂バインダーの合成樹脂が上記繊維シートに、粒径が0.05〜1.5mmの粒状で付着しているようにした
ことを特徴とするクッション性シート。
【請求項2】
上記合成樹脂バインダーは、エアースプレーによって上記繊維シートに付着されている
請求項1に記載のクッション性シート。
【請求項3】
上記繊維シートは、通常繊維が100質量部に対して低融点繊維が10〜65質量部の比率で混合されており、上記低融点繊維の溶融物によって結着されている不織布である
請求項1又は請求項2に記載のクッション性シート。
【請求項4】
上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂である
請求項1〜3のうち何れか一項に記載のクッション性シート。
【請求項5】
上記合成樹脂バインダーの合成樹脂は、熱硬化性樹脂および/または擬似熱可塑性樹脂と、ガラス転移点が20℃以上の熱可塑性樹脂と、の混合物である
請求項1〜3のうち何れか一項に記載のクッション性シート。
【請求項6】
上記通常繊維は、繊度が1.0dtex以上、繊維長が20〜100mm、融点が200℃以上の熱可塑性繊維である
請求項1〜5のうち何れか一項に記載のクッション性シート。
【請求項7】
上記低融点繊維は、繊度が0.1dtex以上、繊維長が20〜100mm、融点が180℃以下の熱可塑性繊維である
請求項1〜6のうち何れか一項に記載のクッション性シート。
【請求項8】
請求項1〜7の何れか一項に記載のクッション性シートの片面又は両面に、
叩解度がJIS P 8121−1995の4.カナディアン・スタンダード・フリーネスに規定されるカナダ標準型ろ水度で350〜650ml(CSF)の範囲の多孔質パルプ繊維を90質量%以上含む紙材シートの片面又は両面に繊維シートを表層材として積層した積層シートであって、通気抵抗が0.2〜3.0kPa・s/mの範囲に設定されている吸音シートを、
積層してなる
ことを特徴とする吸音材。
【請求項9】
請求項1〜7の何れか一項に記載のクッション性シートからなる
ことを特徴とするフィルター。
【請求項10】
通常繊維が100質量部に対して低融点繊維が10〜65質量部の比率で混合されているウェブを加熱ロールで押圧して、上記低融点繊維を溶融せしめるとともに、上記ウェブを構成している通常繊維を結着して、厚さが10〜50mm、通気抵抗が0.01〜0.1kPa・s/mの不織布からなる繊維シートとし、上記繊維シートに合成樹脂バインダーをエアースプレー方式でスプレーして、上記合成樹脂バインダーの合成樹脂を粒径が0.05〜1.5mmの粒状になるように上記繊維シートに付着せしめる
ことを特徴とする請求項1〜7の何れか一項に記載のクッション性シートの製造方法。
【請求項11】
上記合成樹脂バインダーは、上記繊維シートの両面から厚みの25%までの範囲に付着せしめる
請求項10に記載のクッション性シートの製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−136803(P2012−136803A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−289966(P2010−289966)
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000243892)名古屋油化株式会社 (78)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000243892)名古屋油化株式会社 (78)
【Fターム(参考)】
[ Back to top ]