
クッション構造体および寝具

【課題】使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れ、さらにはそれらの耐久性に優れたクッション構造体および該クッション構造体を用いてなる寝具を提供すること。
【解決手段】非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在し、かつ前記熱接着性複合短繊維と前記非弾性捲縮短繊維が繊維構造体の厚さ方向に配列してなる繊維構造体にプロファイル加工などを施すことにより、前記繊維構造体表面に凸部を形成しクッション構造体を得る。
【解決手段】非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在し、かつ前記熱接着性複合短繊維と前記非弾性捲縮短繊維が繊維構造体の厚さ方向に配列してなる繊維構造体にプロファイル加工などを施すことにより、前記繊維構造体表面に凸部を形成しクッション構造体を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れ、さらにはそれらの耐久性に優れたクッション構造体および該クッション構造体を用いてなる寝具に関する。
【背景技術】
【0002】
従来、クッション構造体としては、低融点繊維を使用して繊維を融着させたものや、上下方向に交互に連続的に屈曲させて連接して波板形状にしたマットレス用クッション構造体などが提案されている(特許文献1,2,3、4参照)。さらには、特許文献5では、風合いや耐久性を向上させるため、繊維構造体の表面にプロファイル加工を施して凸部を形成するとともに、熱接着エラストマーを含む短繊維を使用することが提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公平1−18183号公報
【特許文献2】特開平4−126856号公報
【特許文献3】特開平3−220354号公報
【特許文献4】特開平1−299507号公報
【特許文献5】特開平7−324268号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者は、従来の繊維構造体の表面に凸部を形成したものでは、凸部が剥離しやすく耐久性の点で十分とはいえないという課題を見出した。本発明はかかる背景に鑑みなされたものであり、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れるだけでなく、それらの耐久性に優れたクッション構造体および該クッション構造体を用いてなる寝具を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者は上記の課題を達成するため鋭意検討した結果、熱接着性複合短繊維と非弾性捲縮短繊維とで構成され、かつ繊維がその厚さ方向に配列した繊維構造体の表面に凸部を形成すると、繊維がその厚さ方向と直交する方向に配列した繊維構造体に凸部を形成した従来のものと比較して凸部が剥離しにくくなることにより耐久性が向上することを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
【0006】
かくして、本発明によれば「非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、前記熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または前記熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体を含むクッション構造体であって、前記繊維構造体において、前記熱接着性複合短繊維と前記非弾性捲縮短繊維とが繊維構造体の厚さ方向に配列しており、かつ繊維構造体の表面に凸部が形成されていることを特徴とするクッション構造体。」が提供される。
【0007】
その際、前記凸部がプロファイル加工により形成されたものであることが好ましい。また、前記凸部の高さが0.5cm以上であることが好ましい。また、前記凸部が、その底部から頂部にかけて次第に断面積が小さくなる形状を有することが好ましい。また、前記凸部が、連続的な曲面で形成された形状を有することが好ましい。また、前記繊維構造体の表面において、前記凸部が40〜800個/m2の密度で存在することが好ましい。また、前記繊維構造体の密度が0.005〜0.15g/cm3の範囲内であることが好ましい。
また、本発明によれば、前記のクッション構造体を用いてなる寝具が提供される。
【発明の効果】
【0008】
本発明によれば、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れ、さらにはそれらの耐久性に優れたクッション構造体および該クッション構造体を用いてなる寝具が提供される。
【図面の簡単な説明】
【0009】
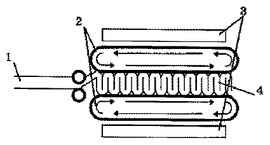
【図1】本発明で使用する繊維構造体を得るための熱処理機の一例を示す側面図である。
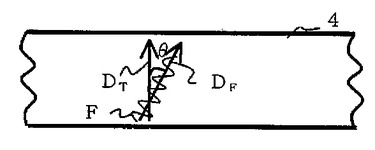
【図2】B/Aの測定方法を説明するための模式図である。
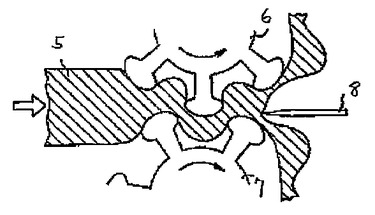
【図3】フロファイル加工におけるカットの状態を示す状態図の断面を模式的に示したものである。5は繊維構造体、6、7は角状圧縮部を有する一対の圧縮ローラ、8はバンドナイフカッターを示す。
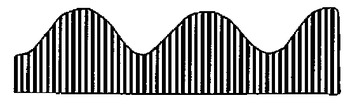
【図4】実施例1で得られたクッション構造体の断面の模式図を示す。
【図5】実施例2で得られたクッション構造体の断面の模式図を示す。
【図6】比較例1で得られたクッション構造体の断面の模式図を示す。
【図7】比較例1で得られたクッション構造体の家具用試験後において、凸部が剥離した状況を模式的に示す図である。
【発明を実施するための形態】
【0010】
以下本発明についてさらに詳しく説明する。本発明における非弾性捲縮短繊維は、各種繊維を使用できるが、耐久性、価格等の点よりポリエステル系短繊維が好ましい。ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリヘキサメチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリ−1,4−ジメチルシクロヘキサンテレフタレート、ポリエチレンナフタレート、ポリピバロラクトン、ポリ乳酸(PLA)、ステレオコンプレックスポリ乳酸、バイオ素材を原料とするポリエステルまたはこれらの共重合体エステルからなる短繊維ないしそれら繊維の混綿体、または上記のポリマーのうち2種以上からなる複合繊維などが好適に例示される。短繊維の断面形状は円形、偏平、異形または中空のいずれであってもよい。とりわけポリエチレンテレフタレートまたはその共重合体からなる短繊維が好ましい。
【0011】
前記非弾性捲縮短繊維において、その単繊維繊度は4dtex以上であることが好ましく、4〜500dtexの範囲がさらに好ましく、特に好ましくは、8〜200dtexである。該単繊維繊度が4dtexより小さいと嵩高性が発揮されず、クッション性や反溌力が乏しくなるおそれがある。一方、500dtexよりも大きくなると該繊維のウエブ化が難しく、得られたクッション構造体の構成本数が少なくなりすぎてクッション性が乏しくなり、また、繊維構造体表面の凸部から繊維が抜けやすくなるおそれがある。
【0012】
前記非弾性捲縮短繊維において、捲縮数は4〜25個/2.54cm、捲縮度は20〜40%が好ましい。この捲縮数や捲縮度が前記範囲よりも小さいとウエブの嵩が出にくくなったり、ウエブ化が困難になったり、さらには、得られるクッション構造体が、反溌性に乏しく耐久性の低いものになるおそれがある。逆に、捲縮数や捲縮度が前記範囲よりも大きすぎると、ウエブの嵩高性が小さくなるため低密度のクッション構造体を得ることが困難になったり、ウエブ化の際に繊維の絡みが強くなり筋状のムラ等の欠点が発生するおそれがある。
前記非弾性捲縮短繊維において、繊維長は5mm以上が好ましく、より好ましくは10〜100mm、特に好ましくは15mm〜90mmである。
【0013】
一方、前記非弾性捲縮短繊維を融着させる熱接着性複合短繊維は、前記非弾性捲縮短繊維の融点より40℃以上低い融点を有する低融点の熱可塑性ポリマーが少なくとも繊維表面の一部に配された短繊維であり、加熱により少なくともその表面の一部が溶融し非弾性捲縮短繊維または低融点繊維同士と融着しうる短繊維である。この融点差が40℃未満であると、加工する温度が前記非弾性捲縮短繊維の融点に近くなってしまい、前記非弾性捲縮短繊維の物性や捲縮特性が悪くなってクッション性能が低下したり、成型時の収縮が大きくなってしまうおそれがある。
【0014】
かかる熱接着性複合短繊維としては、共重合ポリエステル系繊維や熱可塑性エラストマーを含有する繊維やポリオレフィン系繊維、ポリビニルアルコール系繊維等が好適である。特に少なくとも一方に上記した低融点ポリマー成分を有する複合繊維は、形態保持安定性や、成型性が優れているので好ましい。複合形態は、サイドバイサイド型や芯鞘型、偏心芯鞘型等が好ましい。もちろん低融点成分が表面に露出する断面形態の短繊維であるのが好ましい。
【0015】
後記のように、表面の凸部を付与するプロファイル加工による方法においては、繊維構造体を部分的に圧縮しながらカットし反発性で凹凸加工するために、弾力性がない場合は所望の形状を得ることが困難になったり、あるいは形成された凸部が剥離しやすくなるため、ポリエステル系エラストマーを使用することが好ましい。
【0016】
ポリエステル系エラストマーとしては熱可塑性ポリエステルをハードセグメントとし、ポリ(アルキレンオキシド)グリコールをソフトセグメントとして共重合してなるポリエーテルエステルブロック共重合体、より具体的にはテレフタル酸、イソフタル酸、フタル酸、ナフタレン−2,6−ジカルボン酸、ナフタレン2,7−ジカルボン酸、ジフェニル−4,4−ジカルボン酸、ジフェノキシエタンジカルボン酸、3−スルフォイソフタル酸ナトリウム等の芳香族ジカルボン酸、1,4−シクロヘキサンジカルボン酸等の脂環族ジカルボン酸、コハク酸、シュウ酸、アジピン酸、セバシン酸、ドデカンジ酸、ダイマー酸等の脂肪族ジカルボン酸、またはこれらのエステル形成誘導体等から選ばれたジカルボン酸の少なくとも一種と、1,4−ブタンジオール、エチレングリコール、トリメチレングリコール、テトラメチレングリコール、ペンタメチレングリコール、ヘキサメチレングリコール、ネオペンチレングリコール、デカメチレングリコール等の脂肪族ジオール、あるいは1,1−シクロヘキサジメタノール、1,4−シクロヘキサンジメタノール、トリシクロデカンジメタノール等の脂環族ジオール、またはこれらのエステル形成誘導体などから選ばれたジオール成分の少なくとも一種、および平均分子量が約400〜5000程度の、ポリエチレングリコール、ポリ(1,2−および1,3−プロピレンオキシド)グリコール、ポリ(テトラメチレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドとの共重合体、エチレンオキシドとテトラヒドロフランとの共重合体等のポリ(アルキレンオキシド)グリコールのうち少なくとも一種から構成される三元共重合体である。
【0017】
なかでも、非弾性捲縮短繊維との接着性や温度特性、強度、物性の面などから、ポリブチレン系テレフタレートをハードセグメントとし、ポリオキシテトラメチレングリコールをソフトセグメントとするブロック共重合ポリエーテルポリエステルが好ましい。この場合、ハードセグメントを構成するポリエステル部分は、主たる酸成分がテレフタル酸、主たるジオール成分がブチレングリコール成分であるポリブチレンテレフタレートである。もちろん、この酸成分の一部(30モル%以下であることが好ましい。)は他のジカルボン酸成分やオキシカルボン酸成分で置換されていてもよく、同様にグリコール成分の一部はブチレングリコール成分以外のジオキシ成分に置換されてもよい。また、ソフトセグメントを構成するポリエーテル成分は、テトラメチレングリコール以外のジオキシ成分で置換されたポリエーテルであってもよい。なお、ポリマー中には、各種安定剤、紫外線吸収剤、増粘分枝剤、艶消剤、着色剤、その他各種の改良剤等も必要に応じて配合されていてもよい。
【0018】
前記熱接着性複合短繊維において、熱融着成分の相手側成分としては前記のような非弾性のポリエステルが好ましく例示される。その際、熱融着成分が、少なくとも1/2の表面積を占めるものが好ましい。重量割合は、熱融着成分と相手側成分が、複合比率で(熱融着成分/相手側成分)10/90〜70/30の範囲にあるのが適当である。熱接着性複合短繊維の形態としては、特に限定されないが、熱融着成分と相手側成分とが、サイドバイサイド、芯鞘型であるのが好ましく、より好ましくは芯鞘型である。この芯鞘型の熱接着性複合短繊維では、熱融着成分が鞘部となり、相手側成分が芯部となるが、この芯部は同心円状、または偏心状にあってもよい。
【0019】
かかる熱接着性複合短繊維において、単繊維繊度としては1〜50dtexの範囲内であることが好ましい。単繊維繊度が該範囲よりも小さいと、結合点が増えすぎて十分なクッション性が得られないおそれがある。逆に単繊維繊度が該範囲よりも大きいと、結合点が少なすぎて反溌性が低下したり、クッション構造体を使用中に構成繊維がばらけ易くなるおそがある。
【0020】
前記熱接着性複合短繊維の繊維長は3〜100mm、捲縮数は4〜50個/2.54cmであることが好ましい。この範囲から外れると、混綿しにくくなったり、ウエブ化が難しくなるおそれがあるだけでなく、クッション構造体のクッション性能や圧縮耐久性が低下するおそれがある。
【0021】
この熱接着性複合短繊維の混綿比率は10〜90重量%(すなわち、非弾性捲縮短繊維と熱接着性複合短繊維とが重量比率で90/10〜10/90となるよう混綿されている)であることが肝要である。熱接着性複合短繊維の比率が10重量%より少ないと繊維構造体の接着点が少なくなりすぎて、圧縮反溌性が低すぎることや圧縮耐久性が低すぎたりしてしまうおそれがある。特に繊維構造体表面の凸部が剥離したり、破壊し易くなってしまうおそれがある。一方、熱接着性複合短繊維の比率が90重量%より高いと、繊維構造物の結合点の数が多すぎるため、硬い繊維構造体しか得られなかったり、熱接着性複合短繊維の圧縮のため(一般的に熱接着性複合短繊維は、その低融点ポリマーの熱融着性のため製造上熱固定しにくく収縮が高い。)、予め設計した成型物の形状が得られにくくなるそれがある。
【0022】
次に、本発明においては、上記繊維構造体の該繊維構造体の厚さ方向に対して平行に配列されている繊維の総本数を(B)とし、繊維構造体の厚さ方向に対して垂直に配列されている繊維の総本数を(A)とするとき、B/Aが1.5以上であることが肝要である。
即ち、従来のクッション材を構成する繊維が、繊維構造体の厚さ方向に対して垂直、即ち面方向に配列されていたのに対し、本発明においては、構成繊維が繊維構造体の厚さ方向に対して平行に配列されているため、通気性が向上するばかりでなく、凸部が使用において破断しやすいという問題を解決することが可能となる。ここで、B/Aが1.5未満の場合は、本発明の効果が充分に奏されず、使用時において、凸部分のはがれが生じる。また、このような構造をとると、製造工程時の進行方向に非常に曲がりやすいため、プロファイル加工と相まって、非常に折畳みが容易なシートとなる。
【0023】
本発明において、繊維構造体の密度は0.005〜0.15g/cm3の範囲が好ましく、また、その厚さは1cm以上(より好ましくは2〜20cm)が好ましい。密度がこの範囲よりも小さいと、反溌性や圧縮の耐久性が実用範囲以下になってしまうおそれがある。逆に、密度がこの範囲よりも大きすぎると、逆に繊維密度や結合点の密度が大きすぎて固くなりすぎてしまうおそれがある。表面に凸部を形成することによりソフトにしようとしても好ましい硬さ以上になってしまうおそれがある。また厚さが1cm未満では、クッション性の点で凸部形成による効果が発揮されなくなるおそれがある。
【0024】
このような繊維構造体を製造する方法には特に限定はなく、従来公知の方法を任意に採用すればよい。例えば非弾性捲縮短繊維と熱接着性複合短繊維とを混綿し、ローラーカードにより均一なウエブとして紡出した後、ウエブをアコーディオン状に折りたたんだ後加熱処理し、熱融着による固着点を形成させる方法などが好ましく例示される。具体的には、Struto社製Struto設備を使用しウェブをヒダ折りし大部分の繊維が厚み方向に配向させた後、200℃の熱処理炉にて繊維間を熱接着処理することで製造することができる。
【0025】
本発明において、前記繊維構造体の表面に凸部が形成されている。その際、凸部の形成方法は特に限定されないが、プロファイル加工により凸部を形成することが好ましい。かかるプロファイル加工において、一対の圧縮ローラによる多数の角状圧縮部を持ち、その形状を工夫したプロファイル加工機により前記繊維構造体を異部分圧縮カットすることにより所定形状の凸部を繊維構造体の表面に形成する。かかるプロファイル加工において、圧縮ローラの多数の角状圧縮子の先端形状を適宜選定することができる。
【0026】
ここで、繊維構造体の厚さの90%以内(より好ましくは30〜80%)の高さを有する凸部が形成されていることが好ましい。この凸部の高さが低すぎるとクッション構造体を使用中に圧縮での人体下の空気流通空間がなくなってしまい、通気性や、圧縮する部分の面積・圧縮体積が減少した状態になりにくいため凸部の効果が少なくなってしまうおそれがある。また、凸部が90%よりも大きくなると、基材部が薄く成りすぎて弱くなり破壊し易くなったり、凹部が深過ぎて形状破壊が起きやすくなったりするおそれがある。なお、本発明でいう凸部とは、高さが0.5cm以上(より好ましくは0.7cm〜5cm)の凸部である。
【0027】
なお、凸部の高さは最底部から最頂部までの高さを測定するものとする。
また、前記凸部の形状は山状(すなわち、前記凸部が、その底部から頂部にかけて次第に断面積が小さくなる形状を有する。)であるのが望ましい。この形状が底面と同じでは凸部が剥離しやすくなるおそれがある。また、前記凸部が、連続的な曲面で形成された形状を有すると、凸部が剥離しにくく好ましい。なお、このような形状は前記のプロファイル加工により凸部を形成することにより得ることができる。
【0028】
また、この凸部の密度は1m2の広さ当り40〜800個であることが好ましく、より好ましくは1m2の広さ当り50〜700個である。40個より少ないピッチが大きすぎて着用中に違和感がありすぎる。特に寝具等では、手足が凸間の溝にはまりこむ感じとなるおそれがある。逆に800個より多い場合は加工が困難になったり、凸部が剥離しやすくなってしまうおそれがある。
【0029】
また、かかる凸部は、圧縮にたいする反発力が連続的に変化することが使用上も感触的にも好ましく、繊維構造体の表面に形成される凸部は連続的な曲面で構成された凸部であることが好ましい。
また、前記プロファイル加工の際、必要に応じ、密度や、繊維配合を変更した、2種以上のことなる、繊維が厚み方向に配向した熱処理された繊維構造体を貼り合せた物をプロファイル加工してもかまわない。
【0030】
本発明において、表面に凸部を有する繊維構造体単独でクッション構造体を構成してもよいし、さらに、凸部が形成された表面とは反対側表面に、従来の繊維が厚み方向とは垂直に配向した、従来の熱処理された繊維構造体を貼り合せてもよい。また、本発明のクッション構造物の表面に、凸部の剥離防止のためにクッション性、通気性等に影響しにくい布帛等で補強することも可能である。また、ウレタンフォームを貼り合せたり、本発明のクッション構造体を他のシートの間に挟み込み使用することも可能である。
【0031】
本発明のクッション構造体は単独または他のクッション素材と積層したりして、側地や表皮材で覆われたり、あるいはそのまま使われる。クッション構造体の含まれる繊維構造体表面に凸部を有することによって圧縮変形初期の圧縮の変形面積や体積が少なくなるため圧縮が柔らかく、人体等の荷重がかかった後も凹部の空間が残り、空気が移動する空間が残るため非常に蒸れにくい。さらには、部分的に荷重を支えるために、人体に対する指圧効果も期待される。また、使用中に曲げやすく、曲げながら使用する病院用マットや使用しないときに折り畳み収納が可能な布団などに好適である。そして、特に使用において凸部が剥離しにくく耐久性に優れる。
【0032】
本発明のクッション構造体は、クッション性が柔軟で、通気性が非常に高く蒸れにくく、かつ耐久性に優れるので、寝具(マットレス、布団、枕、ソファーを含む)、ベビーベッドや病院用ベッドのクッションとしてまた中材、芯材や、乗り物のクッションや中材、芯材あるいは車椅子等に好適である。
【実施例】
【0033】
次に本発明の実施例及び比較例を詳述するが、本発明はこれらによって限定されるものではない。なお、実施例中の各測定項目は下記の方法で測定した。
【0034】
(1)B/A
繊維構造体を厚さ方向に切断し、その断面において、厚さ方向に対して平行に配列されている繊維(図2において0°≦θ≦45°)の総本数を(B)とし、繊維構造体の厚さ方向に対して垂直に配列されている繊維(図2において45°<θ≦90°)の総本数を(A)としてB/Aを算出した。なお、本数の測定は、任意の10ヶ所について各々30本の繊維を透過型光学顕微鏡で観察し、その数を数えた。
(2)繊維構造体の厚さ(cm)
JIS K6400により測定した。
(3)繊維構造体の密度(g/cm3)
下記式により密度(g/cm3)を求めた。
密度(g/cm3)=ウエブの目付け(g/cm2)/繊維構造体の厚さ(cm)
(4)捲縮性能
捲縮数、捲縮度JIS L−1015
(5)凸部の数(個/m2)
凸部の縦、横のピッチ(cm/個)から計算により1m2の面積に換算して算出した。
(6)融点
Du Pont社製 熱示差分析計990型を使用し、昇温20℃/分で測定し、融解ピークをもとめた。融解温度が明確に観測されない場合には、微量融点測定装置(柳本製作所製)を用い、3gのポリマーを2枚のカバーガラスに挟み、ピンセットで軽く押さえながら、昇温速度20℃/分で昇温し、ポリマーの熱変化を観測する。その際ポリマーが軟化して流動を始めた温度(軟化点)をここでは融点とする。
(7)家具用衝撃試験(JIS S−1052)
耐久性の代用特性として、巾30cm×長さ30cmの大きさのサンプル上に、196N(20kgf)の(大きさ20cmφ)の荷重(砂袋)を4000回自由落下させ、評価サンプルの外観を観察し、以下の基準で評価した。
3級:凸部分のはがれがなく、スタート時の形状である。
2級:加重落下部分の凸部分のはがれが、全体の約5〜30%未満である。
1級:加重落下部分の凸部分のはがれが、全体の約30%以上である。
【0035】
[実施例1]
テレフタル酸とイソフタル酸とを80/20(モル%)で混合した酸成分とブチレングリコールとを重合し、得られたポリブチレン系テレフタレート38%(重量%)を更にポリテトラメチレングリコール(分子量2000)62%(重量%)と加熱反応させ、ブロック共重合ポリエーテルポリエステルエラストマーを得た。この熱可塑性エラストマーの融点は155℃であった。この熱可塑性エラストマーをシースに、ポリブチレンテレタレート(融点224℃)をコアに、シース/コアの重量比で50/50に成るように常法により紡糸した。なお、この複合繊維は、偏心シース・コア型複合繊維である。この繊維を2.0倍に延伸したのち、80℃で乾燥・捲縮発現、油剤を付与し、64mmに切断した。ここで得られた複合熱接着性複合短繊維の単繊維繊度は10dtex、捲縮数は13個/2.54cm、捲縮度は30%であった。
【0036】
この複合短繊維40%(重量)と、常法にて得られたポリエチレンテレフタレート短繊維(15dtex、カット長64mm、捲縮数 9個/2.54cm、捲縮度 30%、0.5g/cm2の荷重で79cm2/g、10cm2/gの荷重で34cm2/g、断面形状は中空、融点256℃)とを60%(重量)用いてブレンド、カーデイング、クロスレイアー、カーデイングし、次いでStruto社製Struto設備(特表2002−516932号公報に示された装置と同様のもの)を使用し、駆動ローラ(表面速度2.5m/分)により、温度が210℃に設定された熱風サクション式熱処理機内へ押し込むことでアコーデイオン状に折り畳み、繊維を厚さ方向に配列させ、180℃で加熱処理を施し、目付け2250g/m2、厚さ45mm、平均密度0.05g/cm3の繊維構造体を得た。該繊維構造体において、B/Aが4.7であり、熱接着性複合短繊維と非弾性捲縮短繊維とが繊維構造体の厚さ方向に配列していた。
続いて、該繊維構造体に図3に示すプロファィル加工を施すことにより、表面の凸部の高さ20mm、縦50cm×横50cm当り72個(1m2当り288個)の凸部(その底部から頂部にかけて次第に断面積が小さくなる形状を有し、かつ連続的な曲面で形成された形状を有する。)を持つ、クッション構造体全体の厚さが20mmの図4に示すクッション構造体(繊維構造体単独からなるクッション構造体)を得た。
【0037】
次に、該クッション構造体に家具用衝撃試験を実施したところ、外観は3級であり耐久性に優れるものであった。圧縮の感触は、圧縮初期は非常に柔らかく圧縮につれて反溌力が大きくなる理想的なクッション構造体であった、さらに、人体がすわった時や人体が寝たときにも凸部が全部つぶれずに空気流通の空間が確保されており、蒸れの面でも良好であった。また、折畳みも容易であった。
次いで、前記クッション構造体を用いて、寝具(マットレス)を得て使用したところ、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れ、さらにはそれらの耐久性に優れるものであった。
【0038】
[実施例2]
実施例1と同様にして、目付け400g/m2、厚さ10mm、平均密度0.04g/cm3の繊維構造体を得た。該繊維構造体において、B/Aが4.5であり、熱接着性複合短繊維と非弾性捲縮短繊維とが繊維構造体の厚さ方向に配列していた。この繊維構造体と実施例1で作成した繊維構造体をスパンファブ不織布(低融点スパンボンド不織布)で加熱しながら接着を実施し、2層タイプの繊維構造体を作成し、実施例1と同様にプロファイル加工を実施した。
図3に示すプロファィル加工により、表面の凸部の高さ20mm、縦50cm×横50cm当り72個(1m2当り288個)の凸部(その底部から頂部にかけて次第に断面積が小さくなる形状を有し、かつ連続的な曲面で形成された形状を有する。)を持ち、クッション構造体全体の厚みが55mmの図5に示すクッション構造体を得た。
次に、該クッション構造体に家具用衝撃試験を実施したところ、外観は3級であり、耐久性に優れるものであった。圧縮の感触は、圧縮初期は非常に柔らかく圧縮につれて反溌力が大きくなる理想的なクッション構造体であった、さらに、人体がすわった時や人体が寝たときにも凸部が全部つぶれずに空気流通の空間が確保されており、蒸れの面でも良好であった。なお、実施例1のサンプルよりもよりソフト感のあるものを得られた。
【0039】
[比較例1]
実施例1と同じ繊維配合で、クロスレイ後のシートを重ね合わせ、目付け2300g/m2、厚さ45mmの繊維構造体を得た。実施例1と同様のプロファイル加工を実施した。圧縮の感触はソフトであるものの、家具用衝撃試験を実施したところ、図7に示すように凸部が剥離し外観が1級であり、耐久性に劣るものであった。さらに、蒸れの面でも実施例1対比劣るものであった。
【産業上の利用可能性】
【0040】
本発明によれば、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れ、さらにはそれらの耐久性に優れたクッション構造体および該クッション構造体を用いてなる寝具が得られ、その工業的価値は極めて大である。
【符号の説明】
【0041】
1 ウエブ
2 コンベア
3 ヒーター
4 繊維構造体
DT 繊維構造体の厚さ方向
DF 熱接着性複合短繊維または非弾性捲縮短繊維の配列方向
F 熱接着性複合短繊維または非弾性捲縮短繊維
5 繊維構造体
6 角状圧縮部を有する一対の圧縮ローラ
7 角状圧縮部を有する一対の圧縮ローラ
8 バンドナイフカッター
【技術分野】
【0001】
本発明は、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れ、さらにはそれらの耐久性に優れたクッション構造体および該クッション構造体を用いてなる寝具に関する。
【背景技術】
【0002】
従来、クッション構造体としては、低融点繊維を使用して繊維を融着させたものや、上下方向に交互に連続的に屈曲させて連接して波板形状にしたマットレス用クッション構造体などが提案されている(特許文献1,2,3、4参照)。さらには、特許文献5では、風合いや耐久性を向上させるため、繊維構造体の表面にプロファイル加工を施して凸部を形成するとともに、熱接着エラストマーを含む短繊維を使用することが提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公平1−18183号公報
【特許文献2】特開平4−126856号公報
【特許文献3】特開平3−220354号公報
【特許文献4】特開平1−299507号公報
【特許文献5】特開平7−324268号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者は、従来の繊維構造体の表面に凸部を形成したものでは、凸部が剥離しやすく耐久性の点で十分とはいえないという課題を見出した。本発明はかかる背景に鑑みなされたものであり、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れるだけでなく、それらの耐久性に優れたクッション構造体および該クッション構造体を用いてなる寝具を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者は上記の課題を達成するため鋭意検討した結果、熱接着性複合短繊維と非弾性捲縮短繊維とで構成され、かつ繊維がその厚さ方向に配列した繊維構造体の表面に凸部を形成すると、繊維がその厚さ方向と直交する方向に配列した繊維構造体に凸部を形成した従来のものと比較して凸部が剥離しにくくなることにより耐久性が向上することを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
【0006】
かくして、本発明によれば「非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、前記熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または前記熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体を含むクッション構造体であって、前記繊維構造体において、前記熱接着性複合短繊維と前記非弾性捲縮短繊維とが繊維構造体の厚さ方向に配列しており、かつ繊維構造体の表面に凸部が形成されていることを特徴とするクッション構造体。」が提供される。
【0007】
その際、前記凸部がプロファイル加工により形成されたものであることが好ましい。また、前記凸部の高さが0.5cm以上であることが好ましい。また、前記凸部が、その底部から頂部にかけて次第に断面積が小さくなる形状を有することが好ましい。また、前記凸部が、連続的な曲面で形成された形状を有することが好ましい。また、前記繊維構造体の表面において、前記凸部が40〜800個/m2の密度で存在することが好ましい。また、前記繊維構造体の密度が0.005〜0.15g/cm3の範囲内であることが好ましい。
また、本発明によれば、前記のクッション構造体を用いてなる寝具が提供される。
【発明の効果】
【0008】
本発明によれば、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れ、さらにはそれらの耐久性に優れたクッション構造体および該クッション構造体を用いてなる寝具が提供される。
【図面の簡単な説明】
【0009】
【図1】本発明で使用する繊維構造体を得るための熱処理機の一例を示す側面図である。
【図2】B/Aの測定方法を説明するための模式図である。
【図3】フロファイル加工におけるカットの状態を示す状態図の断面を模式的に示したものである。5は繊維構造体、6、7は角状圧縮部を有する一対の圧縮ローラ、8はバンドナイフカッターを示す。
【図4】実施例1で得られたクッション構造体の断面の模式図を示す。
【図5】実施例2で得られたクッション構造体の断面の模式図を示す。
【図6】比較例1で得られたクッション構造体の断面の模式図を示す。
【図7】比較例1で得られたクッション構造体の家具用試験後において、凸部が剥離した状況を模式的に示す図である。
【発明を実施するための形態】
【0010】
以下本発明についてさらに詳しく説明する。本発明における非弾性捲縮短繊維は、各種繊維を使用できるが、耐久性、価格等の点よりポリエステル系短繊維が好ましい。ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリヘキサメチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリ−1,4−ジメチルシクロヘキサンテレフタレート、ポリエチレンナフタレート、ポリピバロラクトン、ポリ乳酸(PLA)、ステレオコンプレックスポリ乳酸、バイオ素材を原料とするポリエステルまたはこれらの共重合体エステルからなる短繊維ないしそれら繊維の混綿体、または上記のポリマーのうち2種以上からなる複合繊維などが好適に例示される。短繊維の断面形状は円形、偏平、異形または中空のいずれであってもよい。とりわけポリエチレンテレフタレートまたはその共重合体からなる短繊維が好ましい。
【0011】
前記非弾性捲縮短繊維において、その単繊維繊度は4dtex以上であることが好ましく、4〜500dtexの範囲がさらに好ましく、特に好ましくは、8〜200dtexである。該単繊維繊度が4dtexより小さいと嵩高性が発揮されず、クッション性や反溌力が乏しくなるおそれがある。一方、500dtexよりも大きくなると該繊維のウエブ化が難しく、得られたクッション構造体の構成本数が少なくなりすぎてクッション性が乏しくなり、また、繊維構造体表面の凸部から繊維が抜けやすくなるおそれがある。
【0012】
前記非弾性捲縮短繊維において、捲縮数は4〜25個/2.54cm、捲縮度は20〜40%が好ましい。この捲縮数や捲縮度が前記範囲よりも小さいとウエブの嵩が出にくくなったり、ウエブ化が困難になったり、さらには、得られるクッション構造体が、反溌性に乏しく耐久性の低いものになるおそれがある。逆に、捲縮数や捲縮度が前記範囲よりも大きすぎると、ウエブの嵩高性が小さくなるため低密度のクッション構造体を得ることが困難になったり、ウエブ化の際に繊維の絡みが強くなり筋状のムラ等の欠点が発生するおそれがある。
前記非弾性捲縮短繊維において、繊維長は5mm以上が好ましく、より好ましくは10〜100mm、特に好ましくは15mm〜90mmである。
【0013】
一方、前記非弾性捲縮短繊維を融着させる熱接着性複合短繊維は、前記非弾性捲縮短繊維の融点より40℃以上低い融点を有する低融点の熱可塑性ポリマーが少なくとも繊維表面の一部に配された短繊維であり、加熱により少なくともその表面の一部が溶融し非弾性捲縮短繊維または低融点繊維同士と融着しうる短繊維である。この融点差が40℃未満であると、加工する温度が前記非弾性捲縮短繊維の融点に近くなってしまい、前記非弾性捲縮短繊維の物性や捲縮特性が悪くなってクッション性能が低下したり、成型時の収縮が大きくなってしまうおそれがある。
【0014】
かかる熱接着性複合短繊維としては、共重合ポリエステル系繊維や熱可塑性エラストマーを含有する繊維やポリオレフィン系繊維、ポリビニルアルコール系繊維等が好適である。特に少なくとも一方に上記した低融点ポリマー成分を有する複合繊維は、形態保持安定性や、成型性が優れているので好ましい。複合形態は、サイドバイサイド型や芯鞘型、偏心芯鞘型等が好ましい。もちろん低融点成分が表面に露出する断面形態の短繊維であるのが好ましい。
【0015】
後記のように、表面の凸部を付与するプロファイル加工による方法においては、繊維構造体を部分的に圧縮しながらカットし反発性で凹凸加工するために、弾力性がない場合は所望の形状を得ることが困難になったり、あるいは形成された凸部が剥離しやすくなるため、ポリエステル系エラストマーを使用することが好ましい。
【0016】
ポリエステル系エラストマーとしては熱可塑性ポリエステルをハードセグメントとし、ポリ(アルキレンオキシド)グリコールをソフトセグメントとして共重合してなるポリエーテルエステルブロック共重合体、より具体的にはテレフタル酸、イソフタル酸、フタル酸、ナフタレン−2,6−ジカルボン酸、ナフタレン2,7−ジカルボン酸、ジフェニル−4,4−ジカルボン酸、ジフェノキシエタンジカルボン酸、3−スルフォイソフタル酸ナトリウム等の芳香族ジカルボン酸、1,4−シクロヘキサンジカルボン酸等の脂環族ジカルボン酸、コハク酸、シュウ酸、アジピン酸、セバシン酸、ドデカンジ酸、ダイマー酸等の脂肪族ジカルボン酸、またはこれらのエステル形成誘導体等から選ばれたジカルボン酸の少なくとも一種と、1,4−ブタンジオール、エチレングリコール、トリメチレングリコール、テトラメチレングリコール、ペンタメチレングリコール、ヘキサメチレングリコール、ネオペンチレングリコール、デカメチレングリコール等の脂肪族ジオール、あるいは1,1−シクロヘキサジメタノール、1,4−シクロヘキサンジメタノール、トリシクロデカンジメタノール等の脂環族ジオール、またはこれらのエステル形成誘導体などから選ばれたジオール成分の少なくとも一種、および平均分子量が約400〜5000程度の、ポリエチレングリコール、ポリ(1,2−および1,3−プロピレンオキシド)グリコール、ポリ(テトラメチレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドとの共重合体、エチレンオキシドとテトラヒドロフランとの共重合体等のポリ(アルキレンオキシド)グリコールのうち少なくとも一種から構成される三元共重合体である。
【0017】
なかでも、非弾性捲縮短繊維との接着性や温度特性、強度、物性の面などから、ポリブチレン系テレフタレートをハードセグメントとし、ポリオキシテトラメチレングリコールをソフトセグメントとするブロック共重合ポリエーテルポリエステルが好ましい。この場合、ハードセグメントを構成するポリエステル部分は、主たる酸成分がテレフタル酸、主たるジオール成分がブチレングリコール成分であるポリブチレンテレフタレートである。もちろん、この酸成分の一部(30モル%以下であることが好ましい。)は他のジカルボン酸成分やオキシカルボン酸成分で置換されていてもよく、同様にグリコール成分の一部はブチレングリコール成分以外のジオキシ成分に置換されてもよい。また、ソフトセグメントを構成するポリエーテル成分は、テトラメチレングリコール以外のジオキシ成分で置換されたポリエーテルであってもよい。なお、ポリマー中には、各種安定剤、紫外線吸収剤、増粘分枝剤、艶消剤、着色剤、その他各種の改良剤等も必要に応じて配合されていてもよい。
【0018】
前記熱接着性複合短繊維において、熱融着成分の相手側成分としては前記のような非弾性のポリエステルが好ましく例示される。その際、熱融着成分が、少なくとも1/2の表面積を占めるものが好ましい。重量割合は、熱融着成分と相手側成分が、複合比率で(熱融着成分/相手側成分)10/90〜70/30の範囲にあるのが適当である。熱接着性複合短繊維の形態としては、特に限定されないが、熱融着成分と相手側成分とが、サイドバイサイド、芯鞘型であるのが好ましく、より好ましくは芯鞘型である。この芯鞘型の熱接着性複合短繊維では、熱融着成分が鞘部となり、相手側成分が芯部となるが、この芯部は同心円状、または偏心状にあってもよい。
【0019】
かかる熱接着性複合短繊維において、単繊維繊度としては1〜50dtexの範囲内であることが好ましい。単繊維繊度が該範囲よりも小さいと、結合点が増えすぎて十分なクッション性が得られないおそれがある。逆に単繊維繊度が該範囲よりも大きいと、結合点が少なすぎて反溌性が低下したり、クッション構造体を使用中に構成繊維がばらけ易くなるおそがある。
【0020】
前記熱接着性複合短繊維の繊維長は3〜100mm、捲縮数は4〜50個/2.54cmであることが好ましい。この範囲から外れると、混綿しにくくなったり、ウエブ化が難しくなるおそれがあるだけでなく、クッション構造体のクッション性能や圧縮耐久性が低下するおそれがある。
【0021】
この熱接着性複合短繊維の混綿比率は10〜90重量%(すなわち、非弾性捲縮短繊維と熱接着性複合短繊維とが重量比率で90/10〜10/90となるよう混綿されている)であることが肝要である。熱接着性複合短繊維の比率が10重量%より少ないと繊維構造体の接着点が少なくなりすぎて、圧縮反溌性が低すぎることや圧縮耐久性が低すぎたりしてしまうおそれがある。特に繊維構造体表面の凸部が剥離したり、破壊し易くなってしまうおそれがある。一方、熱接着性複合短繊維の比率が90重量%より高いと、繊維構造物の結合点の数が多すぎるため、硬い繊維構造体しか得られなかったり、熱接着性複合短繊維の圧縮のため(一般的に熱接着性複合短繊維は、その低融点ポリマーの熱融着性のため製造上熱固定しにくく収縮が高い。)、予め設計した成型物の形状が得られにくくなるそれがある。
【0022】
次に、本発明においては、上記繊維構造体の該繊維構造体の厚さ方向に対して平行に配列されている繊維の総本数を(B)とし、繊維構造体の厚さ方向に対して垂直に配列されている繊維の総本数を(A)とするとき、B/Aが1.5以上であることが肝要である。
即ち、従来のクッション材を構成する繊維が、繊維構造体の厚さ方向に対して垂直、即ち面方向に配列されていたのに対し、本発明においては、構成繊維が繊維構造体の厚さ方向に対して平行に配列されているため、通気性が向上するばかりでなく、凸部が使用において破断しやすいという問題を解決することが可能となる。ここで、B/Aが1.5未満の場合は、本発明の効果が充分に奏されず、使用時において、凸部分のはがれが生じる。また、このような構造をとると、製造工程時の進行方向に非常に曲がりやすいため、プロファイル加工と相まって、非常に折畳みが容易なシートとなる。
【0023】
本発明において、繊維構造体の密度は0.005〜0.15g/cm3の範囲が好ましく、また、その厚さは1cm以上(より好ましくは2〜20cm)が好ましい。密度がこの範囲よりも小さいと、反溌性や圧縮の耐久性が実用範囲以下になってしまうおそれがある。逆に、密度がこの範囲よりも大きすぎると、逆に繊維密度や結合点の密度が大きすぎて固くなりすぎてしまうおそれがある。表面に凸部を形成することによりソフトにしようとしても好ましい硬さ以上になってしまうおそれがある。また厚さが1cm未満では、クッション性の点で凸部形成による効果が発揮されなくなるおそれがある。
【0024】
このような繊維構造体を製造する方法には特に限定はなく、従来公知の方法を任意に採用すればよい。例えば非弾性捲縮短繊維と熱接着性複合短繊維とを混綿し、ローラーカードにより均一なウエブとして紡出した後、ウエブをアコーディオン状に折りたたんだ後加熱処理し、熱融着による固着点を形成させる方法などが好ましく例示される。具体的には、Struto社製Struto設備を使用しウェブをヒダ折りし大部分の繊維が厚み方向に配向させた後、200℃の熱処理炉にて繊維間を熱接着処理することで製造することができる。
【0025】
本発明において、前記繊維構造体の表面に凸部が形成されている。その際、凸部の形成方法は特に限定されないが、プロファイル加工により凸部を形成することが好ましい。かかるプロファイル加工において、一対の圧縮ローラによる多数の角状圧縮部を持ち、その形状を工夫したプロファイル加工機により前記繊維構造体を異部分圧縮カットすることにより所定形状の凸部を繊維構造体の表面に形成する。かかるプロファイル加工において、圧縮ローラの多数の角状圧縮子の先端形状を適宜選定することができる。
【0026】
ここで、繊維構造体の厚さの90%以内(より好ましくは30〜80%)の高さを有する凸部が形成されていることが好ましい。この凸部の高さが低すぎるとクッション構造体を使用中に圧縮での人体下の空気流通空間がなくなってしまい、通気性や、圧縮する部分の面積・圧縮体積が減少した状態になりにくいため凸部の効果が少なくなってしまうおそれがある。また、凸部が90%よりも大きくなると、基材部が薄く成りすぎて弱くなり破壊し易くなったり、凹部が深過ぎて形状破壊が起きやすくなったりするおそれがある。なお、本発明でいう凸部とは、高さが0.5cm以上(より好ましくは0.7cm〜5cm)の凸部である。
【0027】
なお、凸部の高さは最底部から最頂部までの高さを測定するものとする。
また、前記凸部の形状は山状(すなわち、前記凸部が、その底部から頂部にかけて次第に断面積が小さくなる形状を有する。)であるのが望ましい。この形状が底面と同じでは凸部が剥離しやすくなるおそれがある。また、前記凸部が、連続的な曲面で形成された形状を有すると、凸部が剥離しにくく好ましい。なお、このような形状は前記のプロファイル加工により凸部を形成することにより得ることができる。
【0028】
また、この凸部の密度は1m2の広さ当り40〜800個であることが好ましく、より好ましくは1m2の広さ当り50〜700個である。40個より少ないピッチが大きすぎて着用中に違和感がありすぎる。特に寝具等では、手足が凸間の溝にはまりこむ感じとなるおそれがある。逆に800個より多い場合は加工が困難になったり、凸部が剥離しやすくなってしまうおそれがある。
【0029】
また、かかる凸部は、圧縮にたいする反発力が連続的に変化することが使用上も感触的にも好ましく、繊維構造体の表面に形成される凸部は連続的な曲面で構成された凸部であることが好ましい。
また、前記プロファイル加工の際、必要に応じ、密度や、繊維配合を変更した、2種以上のことなる、繊維が厚み方向に配向した熱処理された繊維構造体を貼り合せた物をプロファイル加工してもかまわない。
【0030】
本発明において、表面に凸部を有する繊維構造体単独でクッション構造体を構成してもよいし、さらに、凸部が形成された表面とは反対側表面に、従来の繊維が厚み方向とは垂直に配向した、従来の熱処理された繊維構造体を貼り合せてもよい。また、本発明のクッション構造物の表面に、凸部の剥離防止のためにクッション性、通気性等に影響しにくい布帛等で補強することも可能である。また、ウレタンフォームを貼り合せたり、本発明のクッション構造体を他のシートの間に挟み込み使用することも可能である。
【0031】
本発明のクッション構造体は単独または他のクッション素材と積層したりして、側地や表皮材で覆われたり、あるいはそのまま使われる。クッション構造体の含まれる繊維構造体表面に凸部を有することによって圧縮変形初期の圧縮の変形面積や体積が少なくなるため圧縮が柔らかく、人体等の荷重がかかった後も凹部の空間が残り、空気が移動する空間が残るため非常に蒸れにくい。さらには、部分的に荷重を支えるために、人体に対する指圧効果も期待される。また、使用中に曲げやすく、曲げながら使用する病院用マットや使用しないときに折り畳み収納が可能な布団などに好適である。そして、特に使用において凸部が剥離しにくく耐久性に優れる。
【0032】
本発明のクッション構造体は、クッション性が柔軟で、通気性が非常に高く蒸れにくく、かつ耐久性に優れるので、寝具(マットレス、布団、枕、ソファーを含む)、ベビーベッドや病院用ベッドのクッションとしてまた中材、芯材や、乗り物のクッションや中材、芯材あるいは車椅子等に好適である。
【実施例】
【0033】
次に本発明の実施例及び比較例を詳述するが、本発明はこれらによって限定されるものではない。なお、実施例中の各測定項目は下記の方法で測定した。
【0034】
(1)B/A
繊維構造体を厚さ方向に切断し、その断面において、厚さ方向に対して平行に配列されている繊維(図2において0°≦θ≦45°)の総本数を(B)とし、繊維構造体の厚さ方向に対して垂直に配列されている繊維(図2において45°<θ≦90°)の総本数を(A)としてB/Aを算出した。なお、本数の測定は、任意の10ヶ所について各々30本の繊維を透過型光学顕微鏡で観察し、その数を数えた。
(2)繊維構造体の厚さ(cm)
JIS K6400により測定した。
(3)繊維構造体の密度(g/cm3)
下記式により密度(g/cm3)を求めた。
密度(g/cm3)=ウエブの目付け(g/cm2)/繊維構造体の厚さ(cm)
(4)捲縮性能
捲縮数、捲縮度JIS L−1015
(5)凸部の数(個/m2)
凸部の縦、横のピッチ(cm/個)から計算により1m2の面積に換算して算出した。
(6)融点
Du Pont社製 熱示差分析計990型を使用し、昇温20℃/分で測定し、融解ピークをもとめた。融解温度が明確に観測されない場合には、微量融点測定装置(柳本製作所製)を用い、3gのポリマーを2枚のカバーガラスに挟み、ピンセットで軽く押さえながら、昇温速度20℃/分で昇温し、ポリマーの熱変化を観測する。その際ポリマーが軟化して流動を始めた温度(軟化点)をここでは融点とする。
(7)家具用衝撃試験(JIS S−1052)
耐久性の代用特性として、巾30cm×長さ30cmの大きさのサンプル上に、196N(20kgf)の(大きさ20cmφ)の荷重(砂袋)を4000回自由落下させ、評価サンプルの外観を観察し、以下の基準で評価した。
3級:凸部分のはがれがなく、スタート時の形状である。
2級:加重落下部分の凸部分のはがれが、全体の約5〜30%未満である。
1級:加重落下部分の凸部分のはがれが、全体の約30%以上である。
【0035】
[実施例1]
テレフタル酸とイソフタル酸とを80/20(モル%)で混合した酸成分とブチレングリコールとを重合し、得られたポリブチレン系テレフタレート38%(重量%)を更にポリテトラメチレングリコール(分子量2000)62%(重量%)と加熱反応させ、ブロック共重合ポリエーテルポリエステルエラストマーを得た。この熱可塑性エラストマーの融点は155℃であった。この熱可塑性エラストマーをシースに、ポリブチレンテレタレート(融点224℃)をコアに、シース/コアの重量比で50/50に成るように常法により紡糸した。なお、この複合繊維は、偏心シース・コア型複合繊維である。この繊維を2.0倍に延伸したのち、80℃で乾燥・捲縮発現、油剤を付与し、64mmに切断した。ここで得られた複合熱接着性複合短繊維の単繊維繊度は10dtex、捲縮数は13個/2.54cm、捲縮度は30%であった。
【0036】
この複合短繊維40%(重量)と、常法にて得られたポリエチレンテレフタレート短繊維(15dtex、カット長64mm、捲縮数 9個/2.54cm、捲縮度 30%、0.5g/cm2の荷重で79cm2/g、10cm2/gの荷重で34cm2/g、断面形状は中空、融点256℃)とを60%(重量)用いてブレンド、カーデイング、クロスレイアー、カーデイングし、次いでStruto社製Struto設備(特表2002−516932号公報に示された装置と同様のもの)を使用し、駆動ローラ(表面速度2.5m/分)により、温度が210℃に設定された熱風サクション式熱処理機内へ押し込むことでアコーデイオン状に折り畳み、繊維を厚さ方向に配列させ、180℃で加熱処理を施し、目付け2250g/m2、厚さ45mm、平均密度0.05g/cm3の繊維構造体を得た。該繊維構造体において、B/Aが4.7であり、熱接着性複合短繊維と非弾性捲縮短繊維とが繊維構造体の厚さ方向に配列していた。
続いて、該繊維構造体に図3に示すプロファィル加工を施すことにより、表面の凸部の高さ20mm、縦50cm×横50cm当り72個(1m2当り288個)の凸部(その底部から頂部にかけて次第に断面積が小さくなる形状を有し、かつ連続的な曲面で形成された形状を有する。)を持つ、クッション構造体全体の厚さが20mmの図4に示すクッション構造体(繊維構造体単独からなるクッション構造体)を得た。
【0037】
次に、該クッション構造体に家具用衝撃試験を実施したところ、外観は3級であり耐久性に優れるものであった。圧縮の感触は、圧縮初期は非常に柔らかく圧縮につれて反溌力が大きくなる理想的なクッション構造体であった、さらに、人体がすわった時や人体が寝たときにも凸部が全部つぶれずに空気流通の空間が確保されており、蒸れの面でも良好であった。また、折畳みも容易であった。
次いで、前記クッション構造体を用いて、寝具(マットレス)を得て使用したところ、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れ、さらにはそれらの耐久性に優れるものであった。
【0038】
[実施例2]
実施例1と同様にして、目付け400g/m2、厚さ10mm、平均密度0.04g/cm3の繊維構造体を得た。該繊維構造体において、B/Aが4.5であり、熱接着性複合短繊維と非弾性捲縮短繊維とが繊維構造体の厚さ方向に配列していた。この繊維構造体と実施例1で作成した繊維構造体をスパンファブ不織布(低融点スパンボンド不織布)で加熱しながら接着を実施し、2層タイプの繊維構造体を作成し、実施例1と同様にプロファイル加工を実施した。
図3に示すプロファィル加工により、表面の凸部の高さ20mm、縦50cm×横50cm当り72個(1m2当り288個)の凸部(その底部から頂部にかけて次第に断面積が小さくなる形状を有し、かつ連続的な曲面で形成された形状を有する。)を持ち、クッション構造体全体の厚みが55mmの図5に示すクッション構造体を得た。
次に、該クッション構造体に家具用衝撃試験を実施したところ、外観は3級であり、耐久性に優れるものであった。圧縮の感触は、圧縮初期は非常に柔らかく圧縮につれて反溌力が大きくなる理想的なクッション構造体であった、さらに、人体がすわった時や人体が寝たときにも凸部が全部つぶれずに空気流通の空間が確保されており、蒸れの面でも良好であった。なお、実施例1のサンプルよりもよりソフト感のあるものを得られた。
【0039】
[比較例1]
実施例1と同じ繊維配合で、クロスレイ後のシートを重ね合わせ、目付け2300g/m2、厚さ45mmの繊維構造体を得た。実施例1と同様のプロファイル加工を実施した。圧縮の感触はソフトであるものの、家具用衝撃試験を実施したところ、図7に示すように凸部が剥離し外観が1級であり、耐久性に劣るものであった。さらに、蒸れの面でも実施例1対比劣るものであった。
【産業上の利用可能性】
【0040】
本発明によれば、使用したときの圧縮の風合いが柔らかく、使用中も通気性がよく蒸れにくく、折り曲げ収納性や曲げやすさなどの取扱い性に優れ、さらにはそれらの耐久性に優れたクッション構造体および該クッション構造体を用いてなる寝具が得られ、その工業的価値は極めて大である。
【符号の説明】
【0041】
1 ウエブ
2 コンベア
3 ヒーター
4 繊維構造体
DT 繊維構造体の厚さ方向
DF 熱接着性複合短繊維または非弾性捲縮短繊維の配列方向
F 熱接着性複合短繊維または非弾性捲縮短繊維
5 繊維構造体
6 角状圧縮部を有する一対の圧縮ローラ
7 角状圧縮部を有する一対の圧縮ローラ
8 バンドナイフカッター
【特許請求の範囲】
【請求項1】
非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、前記熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または前記熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体を含むクッション構造体であって、
前記繊維構造体において、前記熱接着性複合短繊維と前記非弾性捲縮短繊維とが繊維構造体の厚さ方向に配列しており、かつ繊維構造体の表面に凸部が形成されていることを特徴とするクッション構造体。
【請求項2】
前記凸部がプロファイル加工により形成されたものである、請求項1に記載のクッション構造体。
【請求項3】
前記凸部の高さが0.5cm以上である、請求項1または請求項2に記載のクッション構造体。
【請求項4】
前記凸部が、その底部から頂部にかけて次第に断面積が小さくなる形状を有する、請求項1〜3のいずれかに記載のクッション構造体。
【請求項5】
前記凸部が、連続的な曲面で形成された形状を有する、請求項1〜4のいずれかに記載のクッション構造体。
【請求項6】
前記繊維構造体の表面において、前記凸部が40〜800個/m2の密度で存在する、請求項1〜5のいずれかに記載のクッション構造体。
【請求項7】
前記繊維構造体の密度が0.005〜0.15g/cm3の範囲内である、請求項1〜6のいずれかに記載のクッション構造体。
【請求項8】
請求項1〜7のいずれかに記載のクッション構造体を用いてなる寝具。
【請求項1】
非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、前記熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または前記熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体を含むクッション構造体であって、
前記繊維構造体において、前記熱接着性複合短繊維と前記非弾性捲縮短繊維とが繊維構造体の厚さ方向に配列しており、かつ繊維構造体の表面に凸部が形成されていることを特徴とするクッション構造体。
【請求項2】
前記凸部がプロファイル加工により形成されたものである、請求項1に記載のクッション構造体。
【請求項3】
前記凸部の高さが0.5cm以上である、請求項1または請求項2に記載のクッション構造体。
【請求項4】
前記凸部が、その底部から頂部にかけて次第に断面積が小さくなる形状を有する、請求項1〜3のいずれかに記載のクッション構造体。
【請求項5】
前記凸部が、連続的な曲面で形成された形状を有する、請求項1〜4のいずれかに記載のクッション構造体。
【請求項6】
前記繊維構造体の表面において、前記凸部が40〜800個/m2の密度で存在する、請求項1〜5のいずれかに記載のクッション構造体。
【請求項7】
前記繊維構造体の密度が0.005〜0.15g/cm3の範囲内である、請求項1〜6のいずれかに記載のクッション構造体。
【請求項8】
請求項1〜7のいずれかに記載のクッション構造体を用いてなる寝具。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】

【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−197543(P2012−197543A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−63998(P2011−63998)
【出願日】平成23年3月23日(2011.3.23)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月23日(2011.3.23)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]