
クラッド材及びその製造方法
【課題】ロウ材組成層の融点が高くなることを抑えて金属材の強度低下や熱変形の発生を回避し得、且つ、製造コストを安価にして、ロウ材組成層の厚さを薄くできてロウ付け時におけるロウ材の液垂れを防止し得、更に、プレス成形性等の加工性をより改善し得るクラッド材及びその製造方法を提供する。
【解決手段】リン銅合金粉末を母材1に圧着してロウ材組成層11を形成し、該ロウ材組成層11が形成されたクラッド材8を、少なくともリン銅合金の固相線温度以上で且つ液相線温度より低い温度に所要時間加熱することにより、重量割合で5%以上のリン成分を含むリン銅合金(Cu3P相)中に重量割合で2%以下のリン成分を含む銅(α相)が点在するように分散するロウ材組成層11を形成する。
【解決手段】リン銅合金粉末を母材1に圧着してロウ材組成層11を形成し、該ロウ材組成層11が形成されたクラッド材8を、少なくともリン銅合金の固相線温度以上で且つ液相線温度より低い温度に所要時間加熱することにより、重量割合で5%以上のリン成分を含むリン銅合金(Cu3P相)中に重量割合で2%以下のリン成分を含む銅(α相)が点在するように分散するロウ材組成層11を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クラッド材及びその製造方法に関するものである。
【背景技術】
【0002】
一般に、金属の接合方法としてロウ材を用いるロウ付け法がある。該ロウ材としては、例えば、リン銅ロウやニッケルロウ等、接合する金属の種類によりロウ材の種類も様々である。
【0003】
前記リン銅ロウは、一般に、銅に重量割合で4〜9%のリンを添加して融点を下げた銅及び銅合金専用のロウ材であるが、そのうちJIS規格Z3264でBCuP−2と称されるリン銅ロウは、銅に6.8〜7.5%のリンを添加した合金であって、ガス器具、冷凍機、その他銅製品のロウ付けに広く用いられている。
【0004】
前記JIS規格でBCuP−2と称されるリン銅ロウの場合、室温では延性のない金属であるため、加工性が悪く、圧延してシート状に成形することは困難となっており、通常、線材や棒材或いは粉末として市販されている。
【0005】
しかしながら、例えば、プレート式熱交換器のフィンのように、金属板を波板にプレス成形し、山と谷の部分を互いにロウ付けするような場合、線材や粉末状のリン銅ロウを金属板の接合部にロウ材が行き渡るようセッティングする工程が必要であり、手間がかかって生産性を上げにくいという問題を有していた。
【0006】
このため、母材である金属板の表面にロウ材組成層を形成したクラッド材を製造し、該クラッド材を前述の如きプレート式熱交換器のロウ付けされるフィン素材として用いることができれば、ロウ材のセッティング工程を省略することができ、全生産工程の連続化、自動化も可能となるため、生産性を向上させ、コストダウンにつながると期待できる。
【0007】
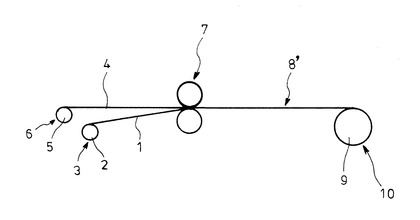
図7は一般的な圧延法によるクラッド材の製造装置を示す概略図である。該製造装置は、金属板からなる母材1が巻き取られた母材コイル2を巻き戻す母材巻戻機3と、異なる種類の金属板からなる異種材4が巻き取られた異種材コイル5を巻き戻す異種材用の巻戻機6と、前記母材1及び異種材4を重ね合わせて圧延するクラッド成形用の圧延機7と、該圧延機7で圧延されたクラッド材8´をクラッド材コイル9として巻き取るクラッド材巻取機10とを備えてなる構成を有している。
【0008】
図7に示されるクラッド材の製造装置においては、母材巻戻機3によって母材コイル2から母材1が巻き戻されると共に、異種材用の巻戻機6によって異種材コイル5から異種材4が巻き戻され、前記母材1及び異種材4が重ね合わされてクラッド成形用の圧延機7によって圧延され、該クラッド成形用の圧延機7で圧延されたクラッド材8´がクラッド材巻取機10によってクラッド材コイル9として巻き取られるようになっている。
【0009】
前記クラッド成形用の圧延機7で圧延されたクラッド材8´の断面は、図8に示される如く、母材1の表面に異種材4が圧接されて、ロウ材組成層11´が形成されるようになる。
【0010】
ところで、前記母材1としてはさまざまな種類の金属が用いられるが、その中で、例えば、母材1として銅板を用い、異種材4として、圧延しても割れないように、リン含有量の重量割合をリン銅ロウ材BCuP−1のJIS規格である4.5%より更に低く(3%程度)したJIS規格外のリンの含有量にしてシート状に成形したリン銅合金からなる金属を採用したクラッド材8´を製造することが提案されている。
【0011】
尚、前述の如きクラッド材と関連する一般的技術水準を示すものとしては、例えば、特許文献1がある。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2004−114158号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、前述の如く、異種材4として、リンの含有量を重量割合でおよそ3%程度まで低くしてシート状に成形したリン銅合金を用いるのでは、リンの含有量を低下させた分だけ、できあがったクラッド材8´におけるロウ材組成層11´の液相線温度が高くなり、これに伴ってロウ付け温度がJIS規格品の温度より高くなると、母材1強度を低下させたり、熱変形を発生させたりするという欠点を有していた。
【0014】
又、前記ロウ材組成層11´の厚さt´は、シート状の異種材4自体を圧延で製造する関係上、100μm以下にするためには、圧延を繰り返して行う必要がある。しかし、圧延を繰り返すことは製造コストの増加につながり商用的には好ましくない。一方、製造コストを抑えるために、圧延の繰り返し回数を減らしロウ材組成層11´の厚さを100μm程度に止めると、ロウ材組成層11´が厚いために、実際のロウ付け時にロウ材が垂れる虞がある一方、クラッド材8´をプレス成形した場合、該ロウ材組成層11´にひび割れが生じたりする虞もあった。
【0015】
このため、本発明者等は、前述の如き不具合を解消できるクラッド材の製造方法及びクラッド材を開発し、既に出願(特開2008−49371号公報参照)しているが、更なる改善が望まれていた。
【0016】
本発明は、斯かる実情に鑑み、ロウ材組成層の融点が高くなることを抑えて金属材の強度低下や熱変形の発生を回避し得、且つ、製造コストを安価にして、ロウ材組成層の厚さを薄くできてロウ付け時におけるロウ材の液垂れを防止し得、更に、プレス成形性等の加工性をより改善し得るクラッド材及びその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0017】
本発明は、少なくとも2種類以上の金属相から構成されたロウ材組成層が、金属材にコーティングされたことを特徴とするクラッド材にかかるものである。
【0018】
前記クラッド材においては、前記ロウ材組成層を構成する少なくとも2種類以上の金属相の内、少なくとも1種類の金属相は、他の金属相内に分散しているロウ材組成層であり、該ロウ材組成層が金属材にコーティングされたクラッド材とすることができる。
【0019】
前記クラッド材においては、前記ロウ材組成層を構成する少なくとも2種類以上の金属相の内、分散している金属層は重量割合で2%以下のリン成分を含む銅であり、他の金属相は重量割合で5%以上のリン成分を含むリン銅合金であるクラッド材とすることができる。
【0020】
又、本発明は、リン銅合金粉末を金属材に圧着してロウ材組成層を形成し、該ロウ材組成層が形成されたクラッド材を、少なくともリン銅合金の固相線温度以上で且つ液相線温度より低い温度に所要時間加熱することにより、重量割合で5%以上のリン成分を含むリン銅合金中に重量割合で2%以下のリン成分を含む銅が分散するロウ材組成層を形成したことを特徴とするクラッド材の製造方法にかかるものである。
【0021】
前記クラッド材の製造方法においては、非酸化性雰囲気下で、前記リン銅合金の固相線温度以上で且つ液相線温度より低い温度に20秒以上保持することが有効となる。尚、非酸化性雰囲気とは、例えば、窒素ガスと水素ガスの混合ガス雰囲気や、一酸化炭素を含むDXガス雰囲気等の還元性雰囲気、アルゴンガス雰囲気等の不活性ガス雰囲気、又は真空雰囲気等が挙げられる。
【発明の効果】
【0022】
本発明のクラッド材及びその製造方法によれば、ロウ材組成層の融点が高くなることを抑えて金属材の強度低下や熱変形の発生を回避し得、且つ、製造コストを安価にして、ロウ材組成層の厚さを薄くできてロウ付け時におけるロウ材の液垂れを防止し得、更に、延性の高い銅(α相)をリン銅合金(Cu3P相)中に点在させるように分散させてロウ材組成層を形成したことにより、プレス成形性等の加工性をより改善し得るという優れた効果を奏し得る。
【図面の簡単な説明】
【0023】
【図1】本発明のクラッド材を製造するために用いられる製造装置の一例を示す概略図である。
【図2】Cu−P二元合金標準状態図である。
【図3】本発明のクラッド材を製造するために加熱冷却炉で行った加熱冷却の時間に対する温度変化を示す線図である。
【図4】本発明のクラッド材の一例を示す拡大断面図である。
【図5】(a)はクラッド材の表面に線接合試験片としてのパイプを接合した状態を示す拡大断面図、(b)はクラッド材の表面に面接合試験片としての板を接合した状態を示す拡大断面図である。
【図6】(a)はクラッド材のプレス試験に用いる雌金型と雄金型とを示す図、(b)はプレス試験を実施する状態を示す図、(c)はプレス加工された試験片としてのクラッド材を示す図である。
【図7】一般的な圧延法によるクラッド材の製造方法を実施するために用いられる製造装置の一例を示す概略図である。
【図8】従来のクラッド材の一例を示す拡大断面図である。
【発明を実施するための形態】
【0024】
以下、本発明の実施の形態を添付図面を参照して説明する。
【0025】
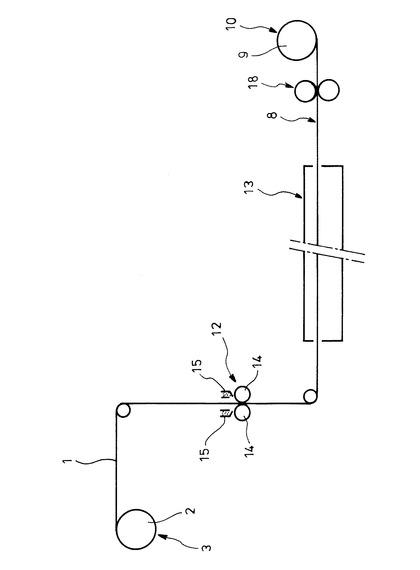
図1は本発明のクラッド材を製造するために用いられる製造装置の一例を示す概略図であって、金属板等の金属材としての母材1が巻き取られた母材コイル2を巻き戻す母材巻戻機3と、該母材巻戻機3によって母材コイル2から巻き戻された母材1の表面に金属粉末を圧着する粉末圧着機12と、該粉末圧着機12で母材1に金属粉末が圧着されたクラッド材8を加熱した後、冷却する加熱冷却炉13と、該加熱冷却炉13で加熱冷却したクラッド材8を圧延する圧延機18と、該圧延機18で圧延されたクラッド材8をクラッド材コイル9として巻き取るクラッド材巻取機10とを備えたものである。
【0026】
前記粉末圧着機12は、回転自在となるよう水平方向へ対向配置された一対のロール14と、該各ロール14上に金属粉末を供給する粉末供給装置15とを備え、前記一対のロール14間に上方から下方へ向け母材1を導入しつつ、前記粉末供給装置15から各ロール14上に金属粉末を供給して、該各ロール14を回転させることにより、前記母材1の両面に金属粉末を圧着させるようになっている。
【0027】
前述の如き製造装置においては、母材1が巻き取られた母材コイル2が巻戻機3によって巻き戻され、該巻戻機3によって母材コイル2から巻き戻された母材1の表面に粉末圧着機12において金属粉末が圧着され、該粉末圧着機12で母材1に金属粉末が圧着されたクラッド材8が加熱冷却炉13において加熱された後、冷却され、該加熱冷却炉13で加熱冷却されたクラッド材8が圧延機18で圧延され、該圧延機18で圧延されたクラッド材8がクラッド材巻取機10によりクラッド材コイル9として巻き取られる形となる。
【0028】
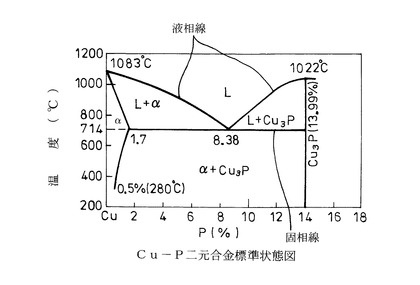
本実施例の場合、前記母材1として銅板を用いる一方、前記金属粉末としては、所要のロウ材の組成になるように、少なくとも2種類の金属粉末を混合した混合粉末を用い、その組成は、例えば、リン銅ロウ材の組成とし、該リン銅ロウ材の組成を構成する混合粉末は、銅粉末とリン銅合金粉末とを混合したものを用いるようにした。尚、図2の状態図から明らかなように、リン銅合金の組成は、銅に対するリンの重量割合を増加させていくと、その融点を示す液相線が固相線に近づいていき、8.38%Pが最も液相線温度が低い共晶点(714℃)となる。
【0029】
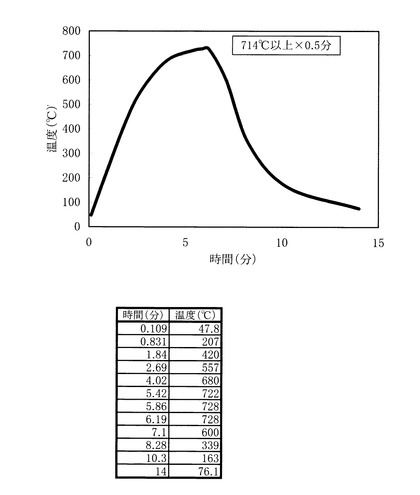
又、前述の如き製造装置を用いてクラッド材8を製造する際、前記加熱冷却炉13において、非酸化性雰囲気下で、図3に示すような温度曲線となるようクラッド材8の加熱冷却を行った。尚、非酸化性雰囲気とは、例えば、窒素ガスと水素ガスの混合ガス雰囲気や、一酸化炭素を含むDXガス雰囲気等の還元性雰囲気、アルゴンガス雰囲気等の不活性ガス雰囲気、又は真空雰囲気等が挙げられる。
【0030】
即ち、前記加熱冷却炉13において、50℃弱のクラッド材8をおよそ5分半程度で714℃以上(720℃〜730℃)に加熱して30秒程度(20秒〜40秒)保持し、その後、8分程度かけて前記クラッド材8を75℃程度まで冷却した。
【0031】
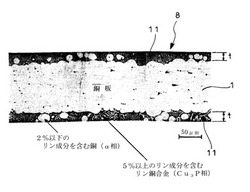
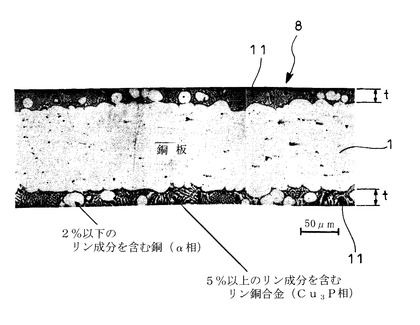
この結果、図4に示す如く、前記銅板である母材1(板厚がおよそ150μm程度)の表面に、厚さtが100μm以下(図4の例では25〜30μm程度)であって且つ重量割合で5%以上のリン成分を含むリン銅合金(Cu3P相)中に重量割合で2%以下のリン成分を含む銅(α相)が点在するように分散するロウ材組成層11を形成することが可能となった。
【0032】
これは、リン銅合金粉末を金属材としての母材1に圧着してロウ材組成層11を形成し、該ロウ材組成層11が形成されたクラッド材8を、図2に示すリン銅合金の固相線温度(714℃)以上で且つ液相線温度より低い温度に所要時間加熱することにより、固液共存相となって、粉末の形態からロウ材組成層11は半溶融状態に変わり、母材1とロウ材組成層11間の界面が溶着し、その後、固相線温度以下に冷却することで、ロウ材組成層11は、重量割合で5%以上のリン成分を含むリン銅合金(Cu3P相)中に重量割合で2%以下のリン成分を含む銅(α相)が析出して点在するように分散する形となったためである。
【0033】
そして、前記母材1の表面に圧着する金属粉末の組成を変化させてクラッド材8を製造し、該製造したクラッド材8について、ロウ付け試験並びにプレス試験を行った。
【0034】
ここで、前述した通り、図2の状態図からリン銅合金の組成は8.38%Pが最も融点が低く基本となるが、今回の試験では7%〜9%の幅で製造したものを使用した。即ち、前記リン銅合金粉末としては、該リン銅合金粉末中に含まれるリンの重量割合を7%〜9%の範囲とした、いわゆるCu−8%P粉末を用い、該Cu−8%P粉末に添加する銅粉末の混合粉末全体に占める重量割合を、下記の[表1]に示す如く、12%、20%、30%、40%、50%と変化させた。
【0035】
尚、前記製造されたクラッド材8におけるロウ材組成層11は銅の成分とリン銅合金の成分から構成されており、平均化されたリンの重量割合は4.0%〜7.0%の範囲となる。(因みに、4.0%=8%×(100%−50%)であり、7.0%≒8%×(100%−12%)である。)
【0036】
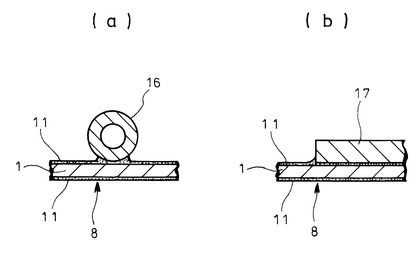
前記ロウ付け試験としては、図5(a)に示す如く、クラッド材8の表面に、線接合試験片として直径がφ2mmで肉厚0.5mmのパイプ16を接合する試験と、図5(b)に示す如く、クラッド材8の表面に、面接合試験片として大きさが50mm×25mmで厚さ1mmの板17を接合する試験とを行い、各々の場合におけるフィレット(隅肉)の状態と、ロウ付け後のクラッド材8の表面状態とを観察した。
【0037】
尚、ロウ付け条件は、連続式雰囲気炉で
加熱ゾーン設定温度:850℃、900℃
加熱ゾーン長さ:600mm
加熱時間:約30分間
加熱雰囲気:窒素
とした。
【0038】
前記ロウ付け試験の結果は、下記の[表1](ロウ付け温度850℃の場合)、[表2](ロウ付け温度900℃の場合)のようになった。
【0039】
【表1】

【0040】
【表2】
【0041】
即ち、ロウ付け温度を850℃とした場合、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合を40%としたものでは、フィレット(隅肉)の状態が若干悪くなる傾向が見られる一方、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合を50%としたものでは、フィレット(隅肉)の状態が若干悪くなると共に、ロウ付け後のクラッド材8の表面状態にもザラツキが目立つ傾向が見られる。これは、銅粉末の添加量が増えると、その分だけ全体に占めるリンの濃度が下がってロウ材組成層11の融点が高くなる(図2に示すCu−P二元合金標準状態図を参照)ため、ロウ付け温度が低いとロウ付け性が悪くなることを意味しているが、ロウ付け温度を若干上げて900℃とした場合には、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合が、12%〜40%の範囲であれば、欠陥のないロウ付け性を得られることが確認された。尚、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合が、12%〜40%の範囲である場合、製造されたクラッド材8におけるロウ材組成層11は銅の成分とリン銅合金の成分から構成されており、平均化されたリンの重量割合は4.2%〜7.9%の範囲となる。(因みに、4.2%=7%×(100%−40%)であり、7.9%≒9%×(100%−12%)である。)
【0042】
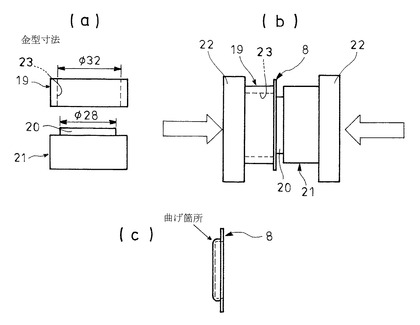
又、前記プレス試験は、図6(a)に示す如く、φ32mmの孔23を有する雌金型19と、φ28mmの凸部20を有する雄金型21とを用い、図6(b)に示す如く、前記雌金型19と雄金型21との間に、銅粉末の添加量と母材1の板厚とを変化させて製造したクラッド材8を配置した状態で、バイス22によって前記雌金型19と雄金型21を挟み込むように締め付けることにより、クラッド材8をプレス加工して図6(c)に示すような形状とし、その曲げ箇所の状態を観察した。
【0043】
前記プレス試験の結果は、下記の[表3]のようになった。
【0044】
【表3】
【0045】
即ち、プレス成形性を考慮した場合、延性が高い金属である銅粉末の添加量を増やせば、曲げ箇所に割れがなくなるが、前述したように、銅粉末の添加量が増えると、その分だけ全体に占めるリンの濃度が下がってロウ材組成層11の融点が高くなり、ロウ付け性が悪くなるため、ロウ付け性とプレス成形性の両方を満足させるには、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合を、12%〜40%の範囲のうち、より好ましくは20%〜30%の範囲とすると共に、リン銅合金(Cu3P相)中に延性の高い銅(α相)が点在するように分散するロウ材組成層11を形成することが有効となる。
【0046】
更に又、前記混合粉末を母材1に圧着し加熱したロウ材組成層11の厚さは、あまり厚くなると正常な圧着ができないため、製造実験の結果、90μm以下とすれば、正常な圧着ができ、実際のロウ付け時にロウ材が垂れることを防止できることが確認できた。尚、ロウ材組成層11の厚さとプレス成形性との関係を調べるために、前述と同様のプレス試験並びにクラッド材8を90度曲げ加工する試験を実施し、それぞれの曲げ箇所の状態を観察した。
【0047】
前記プレス試験並びにクラッド材8の90度曲げ加工試験の結果は、下記の[表4]のようになった。
【0048】
【表4】
【0049】
即ち、ロウ材組成層11の厚さを60μmとした場合、母材1との伸び率の差が大きく、割れが発生していると考えられ、加工が困難となることが確認され、プレス成形性の観点からは、ロウ材組成層11の厚さを30μm以下とすることが好ましい。但し、10μm以上のロウ材組成層11の厚さが確保できないと、ロウ付け不良が起こる可能性が高くなるので、ロウ材組成層11の厚さは、より好ましくは10μm〜30μmとすると共に、リン銅合金(Cu3P相)中に延性の高い銅(α相)が点在するように分散するロウ材組成層11を形成することが有効となる。
【0050】
尚、前述の如く、銅粉末とリン銅合金粉末という2種類の粉末を混合して用いる代わりに、リン銅合金粉末中に含まれるリン成分の重量割合が予め調整されている単一の粉末を用いるようにしても、前述と同様の結果を得ている。
【0051】
こうして、前述の如き製造装置を用い、ロウ材の組成とロウ材組成層11の厚さを調整し且つ加熱冷却炉13における加熱温度及び加熱時間を調整して、図4に示す如く、リン銅合金(Cu3P相)中に延性の高い銅(α相)が点在するように分散するロウ材組成層11を形成したクラッド材8を製造することにより、ロウ材組成層11の融点が高くなることを抑えて金属材の強度低下や熱変形の発生を回避し得、且つ、製造コストを安価にして、ロウ材組成層11の厚さを薄くできてロウ付け時におけるロウ材の液垂れを防止し得、更に、プレス成形性等の加工性をより改善し得る。
【0052】
尚、本発明のクラッド材及びその製造方法は、上述の実施例にのみ限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【符号の説明】
【0053】
1 母材(金属材)
2 母材コイル
3 母材巻戻機
8 クラッド材
9 クラッド材コイル
10 クラッド材巻取機
11 ロウ材組成層
12 粉末圧着機
13 加熱冷却炉
14 ロール
15 粉末供給装置
18 圧延機
t 厚さ
【技術分野】
【0001】
本発明は、クラッド材及びその製造方法に関するものである。
【背景技術】
【0002】
一般に、金属の接合方法としてロウ材を用いるロウ付け法がある。該ロウ材としては、例えば、リン銅ロウやニッケルロウ等、接合する金属の種類によりロウ材の種類も様々である。
【0003】
前記リン銅ロウは、一般に、銅に重量割合で4〜9%のリンを添加して融点を下げた銅及び銅合金専用のロウ材であるが、そのうちJIS規格Z3264でBCuP−2と称されるリン銅ロウは、銅に6.8〜7.5%のリンを添加した合金であって、ガス器具、冷凍機、その他銅製品のロウ付けに広く用いられている。
【0004】
前記JIS規格でBCuP−2と称されるリン銅ロウの場合、室温では延性のない金属であるため、加工性が悪く、圧延してシート状に成形することは困難となっており、通常、線材や棒材或いは粉末として市販されている。
【0005】
しかしながら、例えば、プレート式熱交換器のフィンのように、金属板を波板にプレス成形し、山と谷の部分を互いにロウ付けするような場合、線材や粉末状のリン銅ロウを金属板の接合部にロウ材が行き渡るようセッティングする工程が必要であり、手間がかかって生産性を上げにくいという問題を有していた。
【0006】
このため、母材である金属板の表面にロウ材組成層を形成したクラッド材を製造し、該クラッド材を前述の如きプレート式熱交換器のロウ付けされるフィン素材として用いることができれば、ロウ材のセッティング工程を省略することができ、全生産工程の連続化、自動化も可能となるため、生産性を向上させ、コストダウンにつながると期待できる。
【0007】
図7は一般的な圧延法によるクラッド材の製造装置を示す概略図である。該製造装置は、金属板からなる母材1が巻き取られた母材コイル2を巻き戻す母材巻戻機3と、異なる種類の金属板からなる異種材4が巻き取られた異種材コイル5を巻き戻す異種材用の巻戻機6と、前記母材1及び異種材4を重ね合わせて圧延するクラッド成形用の圧延機7と、該圧延機7で圧延されたクラッド材8´をクラッド材コイル9として巻き取るクラッド材巻取機10とを備えてなる構成を有している。
【0008】
図7に示されるクラッド材の製造装置においては、母材巻戻機3によって母材コイル2から母材1が巻き戻されると共に、異種材用の巻戻機6によって異種材コイル5から異種材4が巻き戻され、前記母材1及び異種材4が重ね合わされてクラッド成形用の圧延機7によって圧延され、該クラッド成形用の圧延機7で圧延されたクラッド材8´がクラッド材巻取機10によってクラッド材コイル9として巻き取られるようになっている。
【0009】
前記クラッド成形用の圧延機7で圧延されたクラッド材8´の断面は、図8に示される如く、母材1の表面に異種材4が圧接されて、ロウ材組成層11´が形成されるようになる。
【0010】
ところで、前記母材1としてはさまざまな種類の金属が用いられるが、その中で、例えば、母材1として銅板を用い、異種材4として、圧延しても割れないように、リン含有量の重量割合をリン銅ロウ材BCuP−1のJIS規格である4.5%より更に低く(3%程度)したJIS規格外のリンの含有量にしてシート状に成形したリン銅合金からなる金属を採用したクラッド材8´を製造することが提案されている。
【0011】
尚、前述の如きクラッド材と関連する一般的技術水準を示すものとしては、例えば、特許文献1がある。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2004−114158号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、前述の如く、異種材4として、リンの含有量を重量割合でおよそ3%程度まで低くしてシート状に成形したリン銅合金を用いるのでは、リンの含有量を低下させた分だけ、できあがったクラッド材8´におけるロウ材組成層11´の液相線温度が高くなり、これに伴ってロウ付け温度がJIS規格品の温度より高くなると、母材1強度を低下させたり、熱変形を発生させたりするという欠点を有していた。
【0014】
又、前記ロウ材組成層11´の厚さt´は、シート状の異種材4自体を圧延で製造する関係上、100μm以下にするためには、圧延を繰り返して行う必要がある。しかし、圧延を繰り返すことは製造コストの増加につながり商用的には好ましくない。一方、製造コストを抑えるために、圧延の繰り返し回数を減らしロウ材組成層11´の厚さを100μm程度に止めると、ロウ材組成層11´が厚いために、実際のロウ付け時にロウ材が垂れる虞がある一方、クラッド材8´をプレス成形した場合、該ロウ材組成層11´にひび割れが生じたりする虞もあった。
【0015】
このため、本発明者等は、前述の如き不具合を解消できるクラッド材の製造方法及びクラッド材を開発し、既に出願(特開2008−49371号公報参照)しているが、更なる改善が望まれていた。
【0016】
本発明は、斯かる実情に鑑み、ロウ材組成層の融点が高くなることを抑えて金属材の強度低下や熱変形の発生を回避し得、且つ、製造コストを安価にして、ロウ材組成層の厚さを薄くできてロウ付け時におけるロウ材の液垂れを防止し得、更に、プレス成形性等の加工性をより改善し得るクラッド材及びその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0017】
本発明は、少なくとも2種類以上の金属相から構成されたロウ材組成層が、金属材にコーティングされたことを特徴とするクラッド材にかかるものである。
【0018】
前記クラッド材においては、前記ロウ材組成層を構成する少なくとも2種類以上の金属相の内、少なくとも1種類の金属相は、他の金属相内に分散しているロウ材組成層であり、該ロウ材組成層が金属材にコーティングされたクラッド材とすることができる。
【0019】
前記クラッド材においては、前記ロウ材組成層を構成する少なくとも2種類以上の金属相の内、分散している金属層は重量割合で2%以下のリン成分を含む銅であり、他の金属相は重量割合で5%以上のリン成分を含むリン銅合金であるクラッド材とすることができる。
【0020】
又、本発明は、リン銅合金粉末を金属材に圧着してロウ材組成層を形成し、該ロウ材組成層が形成されたクラッド材を、少なくともリン銅合金の固相線温度以上で且つ液相線温度より低い温度に所要時間加熱することにより、重量割合で5%以上のリン成分を含むリン銅合金中に重量割合で2%以下のリン成分を含む銅が分散するロウ材組成層を形成したことを特徴とするクラッド材の製造方法にかかるものである。
【0021】
前記クラッド材の製造方法においては、非酸化性雰囲気下で、前記リン銅合金の固相線温度以上で且つ液相線温度より低い温度に20秒以上保持することが有効となる。尚、非酸化性雰囲気とは、例えば、窒素ガスと水素ガスの混合ガス雰囲気や、一酸化炭素を含むDXガス雰囲気等の還元性雰囲気、アルゴンガス雰囲気等の不活性ガス雰囲気、又は真空雰囲気等が挙げられる。
【発明の効果】
【0022】
本発明のクラッド材及びその製造方法によれば、ロウ材組成層の融点が高くなることを抑えて金属材の強度低下や熱変形の発生を回避し得、且つ、製造コストを安価にして、ロウ材組成層の厚さを薄くできてロウ付け時におけるロウ材の液垂れを防止し得、更に、延性の高い銅(α相)をリン銅合金(Cu3P相)中に点在させるように分散させてロウ材組成層を形成したことにより、プレス成形性等の加工性をより改善し得るという優れた効果を奏し得る。
【図面の簡単な説明】
【0023】
【図1】本発明のクラッド材を製造するために用いられる製造装置の一例を示す概略図である。
【図2】Cu−P二元合金標準状態図である。
【図3】本発明のクラッド材を製造するために加熱冷却炉で行った加熱冷却の時間に対する温度変化を示す線図である。
【図4】本発明のクラッド材の一例を示す拡大断面図である。
【図5】(a)はクラッド材の表面に線接合試験片としてのパイプを接合した状態を示す拡大断面図、(b)はクラッド材の表面に面接合試験片としての板を接合した状態を示す拡大断面図である。
【図6】(a)はクラッド材のプレス試験に用いる雌金型と雄金型とを示す図、(b)はプレス試験を実施する状態を示す図、(c)はプレス加工された試験片としてのクラッド材を示す図である。
【図7】一般的な圧延法によるクラッド材の製造方法を実施するために用いられる製造装置の一例を示す概略図である。
【図8】従来のクラッド材の一例を示す拡大断面図である。
【発明を実施するための形態】
【0024】
以下、本発明の実施の形態を添付図面を参照して説明する。
【0025】
図1は本発明のクラッド材を製造するために用いられる製造装置の一例を示す概略図であって、金属板等の金属材としての母材1が巻き取られた母材コイル2を巻き戻す母材巻戻機3と、該母材巻戻機3によって母材コイル2から巻き戻された母材1の表面に金属粉末を圧着する粉末圧着機12と、該粉末圧着機12で母材1に金属粉末が圧着されたクラッド材8を加熱した後、冷却する加熱冷却炉13と、該加熱冷却炉13で加熱冷却したクラッド材8を圧延する圧延機18と、該圧延機18で圧延されたクラッド材8をクラッド材コイル9として巻き取るクラッド材巻取機10とを備えたものである。
【0026】
前記粉末圧着機12は、回転自在となるよう水平方向へ対向配置された一対のロール14と、該各ロール14上に金属粉末を供給する粉末供給装置15とを備え、前記一対のロール14間に上方から下方へ向け母材1を導入しつつ、前記粉末供給装置15から各ロール14上に金属粉末を供給して、該各ロール14を回転させることにより、前記母材1の両面に金属粉末を圧着させるようになっている。
【0027】
前述の如き製造装置においては、母材1が巻き取られた母材コイル2が巻戻機3によって巻き戻され、該巻戻機3によって母材コイル2から巻き戻された母材1の表面に粉末圧着機12において金属粉末が圧着され、該粉末圧着機12で母材1に金属粉末が圧着されたクラッド材8が加熱冷却炉13において加熱された後、冷却され、該加熱冷却炉13で加熱冷却されたクラッド材8が圧延機18で圧延され、該圧延機18で圧延されたクラッド材8がクラッド材巻取機10によりクラッド材コイル9として巻き取られる形となる。
【0028】
本実施例の場合、前記母材1として銅板を用いる一方、前記金属粉末としては、所要のロウ材の組成になるように、少なくとも2種類の金属粉末を混合した混合粉末を用い、その組成は、例えば、リン銅ロウ材の組成とし、該リン銅ロウ材の組成を構成する混合粉末は、銅粉末とリン銅合金粉末とを混合したものを用いるようにした。尚、図2の状態図から明らかなように、リン銅合金の組成は、銅に対するリンの重量割合を増加させていくと、その融点を示す液相線が固相線に近づいていき、8.38%Pが最も液相線温度が低い共晶点(714℃)となる。
【0029】
又、前述の如き製造装置を用いてクラッド材8を製造する際、前記加熱冷却炉13において、非酸化性雰囲気下で、図3に示すような温度曲線となるようクラッド材8の加熱冷却を行った。尚、非酸化性雰囲気とは、例えば、窒素ガスと水素ガスの混合ガス雰囲気や、一酸化炭素を含むDXガス雰囲気等の還元性雰囲気、アルゴンガス雰囲気等の不活性ガス雰囲気、又は真空雰囲気等が挙げられる。
【0030】
即ち、前記加熱冷却炉13において、50℃弱のクラッド材8をおよそ5分半程度で714℃以上(720℃〜730℃)に加熱して30秒程度(20秒〜40秒)保持し、その後、8分程度かけて前記クラッド材8を75℃程度まで冷却した。
【0031】
この結果、図4に示す如く、前記銅板である母材1(板厚がおよそ150μm程度)の表面に、厚さtが100μm以下(図4の例では25〜30μm程度)であって且つ重量割合で5%以上のリン成分を含むリン銅合金(Cu3P相)中に重量割合で2%以下のリン成分を含む銅(α相)が点在するように分散するロウ材組成層11を形成することが可能となった。
【0032】
これは、リン銅合金粉末を金属材としての母材1に圧着してロウ材組成層11を形成し、該ロウ材組成層11が形成されたクラッド材8を、図2に示すリン銅合金の固相線温度(714℃)以上で且つ液相線温度より低い温度に所要時間加熱することにより、固液共存相となって、粉末の形態からロウ材組成層11は半溶融状態に変わり、母材1とロウ材組成層11間の界面が溶着し、その後、固相線温度以下に冷却することで、ロウ材組成層11は、重量割合で5%以上のリン成分を含むリン銅合金(Cu3P相)中に重量割合で2%以下のリン成分を含む銅(α相)が析出して点在するように分散する形となったためである。
【0033】
そして、前記母材1の表面に圧着する金属粉末の組成を変化させてクラッド材8を製造し、該製造したクラッド材8について、ロウ付け試験並びにプレス試験を行った。
【0034】
ここで、前述した通り、図2の状態図からリン銅合金の組成は8.38%Pが最も融点が低く基本となるが、今回の試験では7%〜9%の幅で製造したものを使用した。即ち、前記リン銅合金粉末としては、該リン銅合金粉末中に含まれるリンの重量割合を7%〜9%の範囲とした、いわゆるCu−8%P粉末を用い、該Cu−8%P粉末に添加する銅粉末の混合粉末全体に占める重量割合を、下記の[表1]に示す如く、12%、20%、30%、40%、50%と変化させた。
【0035】
尚、前記製造されたクラッド材8におけるロウ材組成層11は銅の成分とリン銅合金の成分から構成されており、平均化されたリンの重量割合は4.0%〜7.0%の範囲となる。(因みに、4.0%=8%×(100%−50%)であり、7.0%≒8%×(100%−12%)である。)
【0036】
前記ロウ付け試験としては、図5(a)に示す如く、クラッド材8の表面に、線接合試験片として直径がφ2mmで肉厚0.5mmのパイプ16を接合する試験と、図5(b)に示す如く、クラッド材8の表面に、面接合試験片として大きさが50mm×25mmで厚さ1mmの板17を接合する試験とを行い、各々の場合におけるフィレット(隅肉)の状態と、ロウ付け後のクラッド材8の表面状態とを観察した。
【0037】
尚、ロウ付け条件は、連続式雰囲気炉で
加熱ゾーン設定温度:850℃、900℃
加熱ゾーン長さ:600mm
加熱時間:約30分間
加熱雰囲気:窒素
とした。
【0038】
前記ロウ付け試験の結果は、下記の[表1](ロウ付け温度850℃の場合)、[表2](ロウ付け温度900℃の場合)のようになった。
【0039】
【表1】
【0040】
【表2】
【0041】
即ち、ロウ付け温度を850℃とした場合、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合を40%としたものでは、フィレット(隅肉)の状態が若干悪くなる傾向が見られる一方、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合を50%としたものでは、フィレット(隅肉)の状態が若干悪くなると共に、ロウ付け後のクラッド材8の表面状態にもザラツキが目立つ傾向が見られる。これは、銅粉末の添加量が増えると、その分だけ全体に占めるリンの濃度が下がってロウ材組成層11の融点が高くなる(図2に示すCu−P二元合金標準状態図を参照)ため、ロウ付け温度が低いとロウ付け性が悪くなることを意味しているが、ロウ付け温度を若干上げて900℃とした場合には、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合が、12%〜40%の範囲であれば、欠陥のないロウ付け性を得られることが確認された。尚、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合が、12%〜40%の範囲である場合、製造されたクラッド材8におけるロウ材組成層11は銅の成分とリン銅合金の成分から構成されており、平均化されたリンの重量割合は4.2%〜7.9%の範囲となる。(因みに、4.2%=7%×(100%−40%)であり、7.9%≒9%×(100%−12%)である。)
【0042】
又、前記プレス試験は、図6(a)に示す如く、φ32mmの孔23を有する雌金型19と、φ28mmの凸部20を有する雄金型21とを用い、図6(b)に示す如く、前記雌金型19と雄金型21との間に、銅粉末の添加量と母材1の板厚とを変化させて製造したクラッド材8を配置した状態で、バイス22によって前記雌金型19と雄金型21を挟み込むように締め付けることにより、クラッド材8をプレス加工して図6(c)に示すような形状とし、その曲げ箇所の状態を観察した。
【0043】
前記プレス試験の結果は、下記の[表3]のようになった。
【0044】
【表3】
【0045】
即ち、プレス成形性を考慮した場合、延性が高い金属である銅粉末の添加量を増やせば、曲げ箇所に割れがなくなるが、前述したように、銅粉末の添加量が増えると、その分だけ全体に占めるリンの濃度が下がってロウ材組成層11の融点が高くなり、ロウ付け性が悪くなるため、ロウ付け性とプレス成形性の両方を満足させるには、前記銅粉末とリン銅合金粉末との混合粉末に占める銅粉末の重量割合を、12%〜40%の範囲のうち、より好ましくは20%〜30%の範囲とすると共に、リン銅合金(Cu3P相)中に延性の高い銅(α相)が点在するように分散するロウ材組成層11を形成することが有効となる。
【0046】
更に又、前記混合粉末を母材1に圧着し加熱したロウ材組成層11の厚さは、あまり厚くなると正常な圧着ができないため、製造実験の結果、90μm以下とすれば、正常な圧着ができ、実際のロウ付け時にロウ材が垂れることを防止できることが確認できた。尚、ロウ材組成層11の厚さとプレス成形性との関係を調べるために、前述と同様のプレス試験並びにクラッド材8を90度曲げ加工する試験を実施し、それぞれの曲げ箇所の状態を観察した。
【0047】
前記プレス試験並びにクラッド材8の90度曲げ加工試験の結果は、下記の[表4]のようになった。
【0048】
【表4】
【0049】
即ち、ロウ材組成層11の厚さを60μmとした場合、母材1との伸び率の差が大きく、割れが発生していると考えられ、加工が困難となることが確認され、プレス成形性の観点からは、ロウ材組成層11の厚さを30μm以下とすることが好ましい。但し、10μm以上のロウ材組成層11の厚さが確保できないと、ロウ付け不良が起こる可能性が高くなるので、ロウ材組成層11の厚さは、より好ましくは10μm〜30μmとすると共に、リン銅合金(Cu3P相)中に延性の高い銅(α相)が点在するように分散するロウ材組成層11を形成することが有効となる。
【0050】
尚、前述の如く、銅粉末とリン銅合金粉末という2種類の粉末を混合して用いる代わりに、リン銅合金粉末中に含まれるリン成分の重量割合が予め調整されている単一の粉末を用いるようにしても、前述と同様の結果を得ている。
【0051】
こうして、前述の如き製造装置を用い、ロウ材の組成とロウ材組成層11の厚さを調整し且つ加熱冷却炉13における加熱温度及び加熱時間を調整して、図4に示す如く、リン銅合金(Cu3P相)中に延性の高い銅(α相)が点在するように分散するロウ材組成層11を形成したクラッド材8を製造することにより、ロウ材組成層11の融点が高くなることを抑えて金属材の強度低下や熱変形の発生を回避し得、且つ、製造コストを安価にして、ロウ材組成層11の厚さを薄くできてロウ付け時におけるロウ材の液垂れを防止し得、更に、プレス成形性等の加工性をより改善し得る。
【0052】
尚、本発明のクラッド材及びその製造方法は、上述の実施例にのみ限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【符号の説明】
【0053】
1 母材(金属材)
2 母材コイル
3 母材巻戻機
8 クラッド材
9 クラッド材コイル
10 クラッド材巻取機
11 ロウ材組成層
12 粉末圧着機
13 加熱冷却炉
14 ロール
15 粉末供給装置
18 圧延機
t 厚さ
【特許請求の範囲】
【請求項1】
少なくとも2種類以上の金属相から構成されたロウ材組成層が、金属材にコーティングされたことを特徴とするクラッド材。
【請求項2】
前記請求項1記載のロウ材組成層を構成する少なくとも2種類以上の金属相の内、少なくとも1種類の金属相は、他の金属相内に分散しているロウ材組成層であり、該ロウ材組成層が金属材にコーティングされたクラッド材。
【請求項3】
前記請求項2記載のロウ材組成層を構成する少なくとも2種類以上の金属相の内、分散している金属層は重量割合で2%以下のリン成分を含む銅であり、他の金属相は重量割合で5%以上のリン成分を含むリン銅合金であるクラッド材。
【請求項4】
リン銅合金粉末を金属材に圧着してロウ材組成層を形成し、該ロウ材組成層が形成されたクラッド材を、少なくともリン銅合金の固相線温度以上で且つ液相線温度より低い温度に所要時間加熱することにより、重量割合で5%以上のリン成分を含むリン銅合金中に重量割合で2%以下のリン成分を含む銅が分散するロウ材組成層を形成したことを特徴とするクラッド材の製造方法。
【請求項5】
非酸化性雰囲気下で、前記リン銅合金の固相線温度以上で且つ液相線温度より低い温度に20秒以上保持する請求項4記載のクラッド材の製造方法。
【請求項1】
少なくとも2種類以上の金属相から構成されたロウ材組成層が、金属材にコーティングされたことを特徴とするクラッド材。
【請求項2】
前記請求項1記載のロウ材組成層を構成する少なくとも2種類以上の金属相の内、少なくとも1種類の金属相は、他の金属相内に分散しているロウ材組成層であり、該ロウ材組成層が金属材にコーティングされたクラッド材。
【請求項3】
前記請求項2記載のロウ材組成層を構成する少なくとも2種類以上の金属相の内、分散している金属層は重量割合で2%以下のリン成分を含む銅であり、他の金属相は重量割合で5%以上のリン成分を含むリン銅合金であるクラッド材。
【請求項4】
リン銅合金粉末を金属材に圧着してロウ材組成層を形成し、該ロウ材組成層が形成されたクラッド材を、少なくともリン銅合金の固相線温度以上で且つ液相線温度より低い温度に所要時間加熱することにより、重量割合で5%以上のリン成分を含むリン銅合金中に重量割合で2%以下のリン成分を含む銅が分散するロウ材組成層を形成したことを特徴とするクラッド材の製造方法。
【請求項5】
非酸化性雰囲気下で、前記リン銅合金の固相線温度以上で且つ液相線温度より低い温度に20秒以上保持する請求項4記載のクラッド材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−41956(P2011−41956A)
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願番号】特願2009−191040(P2009−191040)
【出願日】平成21年8月20日(2009.8.20)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(591056569)ナイス株式会社 (10)
【Fターム(参考)】
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願日】平成21年8月20日(2009.8.20)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(591056569)ナイス株式会社 (10)
【Fターム(参考)】
[ Back to top ]