
クラッド材料および担体材料を有する成型体ならびにその製造方法
本発明は、ポリマーコーティングを有する成型体およびそれらを製造する方法に関する。該方法においては、a)ポリマーを溶媒中に直接溶解法により溶解することにより、ポリマー溶液から被覆材料を調製し、b)担体材料を決められた速度で、供給チャンネルおよび引き出し開口部を通してコーティングチェンバー中に導き、その際、供給チャンネルはクラッド材料を保持する容器を横切り、c)クラッド材料を所定の間隙を通して、決められた圧力でコーティングチェンバー中に導き、そこでクラッド材料と担体材料との間で接触が起こり、コーティングチェンバー内における可変圧力平衡および流動平衡において強制加湿の結果として、クラッド材料の暫定的な層が担体材料上に形成され、d)層を有する担体材料を一緒にさらなる引き出し開口部に導いて通し、e)容器中、コーティングチェンバー中および引き出し開口部の上流のクラッド材料を温度制御し、f)クラッド材料でコーティングされた担体材料を緩和ゾーンに通してポリマーを配向させ、粘弾性が緩和され最終的低応力ポリマー溶液層を得、g)担体材料のコーティングチェンバーから出口開口部を通す緩和ゾーン中への引き出しを設定することにより、クラッド材料、担体材料または両者に捩りを加えることができ、およびh)溶媒をポリマー溶液層から除去することができる。成型体は、好ましくは繊維、特に剛毛であり、それからブラシまたはペンキ用刷毛を作製することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、担体材料および少なくとも1種のポリマーを含有する被覆材料、例えば特にブラシまたはブラシの毛用の繊維または細糸を備える成形品に関する。さらに本発明は、担体材料をコーティングすることを含む、成形品を製造する方法に関する。
【背景技術】
【0002】
異なった担体材料の上にポリマー、例えばセルロース、を含有する層の製造自体は知られている。成形可能なセルロース系ポリマーのドープを製造するための初期の方法は、種々の成形品上にセルロースの被覆を生じさせる提案の基盤となる。
【0003】
DE524929では、異なった起源の糸をビスコース溶液に含浸し、次にセルロースを再生することにより紐を製造することが提案されている。再生されたセルロースは、個々の糸の間の結合剤として、ならびに紐に滑らかな外表面を作るために役立ち、その結果紐は加工性が改善される。
【0004】
DE557554では、特に強い人工糸の製造が提案されている。破断強度の高い芯糸が、ビスコース、セルロース/酸化銅アンモニア溶液またはアセテートの紡糸溶液から形成することができるセルロース層で被覆される。
【0005】
上記の方法で、直接溶解法で製造されるセルロース溶液の使用を指向するものはなく、これらの方法で、特に高率の添加剤を混合できる、特に強く、一様かつ調整可能なコーティングを製造する、そのような溶液の緩和挙動を利用するものはない。
【0006】
GB559943では、とりわけ、溶解した形態のセルロース誘導体を研磨用の粒子を紙に固定する接着剤として使用することが提案されており、その際コーティングは、セルロース誘導体層を接着剤として最初に適用し、次に研磨用の粒子が分配されて、セルロース誘導体の最終層とともに固まる、3段階の連続工程で達成される。したがって、研磨用粒子のこの層の担体表面への結合は3つのプロセス工程を要する。
【0007】
繊維または繊維メッシュの形態の内部補強材を入れたセルローススポンジ布の製造は、WO99/27835に概説されている。セルロースの成形可能な溶液を製造するためにリヨセル法が提案されている。決められた厚さの一様な機能層の製造は、セルロース溶液が輸送ベルト上またはポリマーのメッシュ上のいずれかに広げられるので、この方法から誘導できず、この提案は、本明細書において以下に提案する方法とは著しく異なる。既存の方法は、主として、成形可能なポリマーから薄い層または細いフィラメントを製造するために使用される。これらは、有用であったとしても、例えば、工業的な特殊な用途または研磨、清浄化もしくは修復の目的のために必要な添加剤用の担体材料として少しばかり有用であるにすぎない。存在する添加剤の比率および粒子サイズに依存して、およびフィラメント直径にも依存して、成形するポリマーのポリマーネットワークがますます崩壊すると、そこから例えば繊維およびフィラメントの物理的な布地特性の低下がおこり、および/またはこれらの溶液の紡糸が可能でなくなる。存在する添加剤の比率および粒子サイズは、例えばバルブおよびポンプの部品に摩耗を生じさせることにより、機械の部品にも影響し得る。
【発明の概要】
【0008】
知られている不利点を回避してポリマーコーティングを有する成形品を製造する方法を利用可能にすることが、本発明の目的である。その目的は、成形品の直径および/または層厚さが一様で選択可能であり、且つポリマー層が選択された添加剤の混合に適した製品を提供することである。成形品は、大きい比率の機能性添加剤を添加しても、補強する性質、特に高強度を有するであろう。担体材料の形状は、変化することができ、および/またはコーティング層の厚さは一様で選択可能であろうが、一方、コーティングは、大量であっても機能性添加剤をしっかりと付着させるのに適する。同時に、この方法は、液体活性成分を含むカプセルの混合のように、容易に自壊する敏感な添加剤の場合に、または伝導性カーボンブラックもしくは活性炭の場合のように、ポリマー溶液に有害な効果を有し得る添加剤の場合に、非常に低い剪断力のみを使用する被覆材料の穏やかな処理を保証するであろう。このコーティングは、担体材料の特性を損なわないであろう。高強度の結合が担体材料とコーティングとの間で形成するであろう。より特別には、この方法は、堅固に固定された研磨用の粒子を有するコーティングの製造を、比較的大きい粒子直径のものであっても可能にするであろう。
【0009】
ポリマーコーティングを有する成形品を製造する方法は、ポリマーを溶媒中に直接溶解法で溶解することにより、ポリマー溶液から被覆材料を製造することを含み、該被覆材料は、コーティングスペースで担体材料に出合い、そこで該被覆材料と該担体材料とが接触して、可変圧力における強制されたぬれとコーティングスペース内の流動平衡とにより、該担体材料上に被覆材料の暫定的な層を形成し、次に担体材料は該層と一緒に、ポリマーの配向および粘弾性的緩和を可能にする所定長さの緩和区域を通過して最終的な低応力ポリマー溶液層を形成し、さらに被覆材料は、該担体材料が該コーティングスペースから該緩和区域に開いた出口開口部を通る引き出しを調節することおよびポリマー溶液層から溶媒を最終的に除去することにより変形可能である。
【0010】
成形品を製造する本発明の方法において、コーティングまたは被覆材料は、ポリマーを直接溶解法で溶解することにより、ポリマー溶液から製造して、ストック貯蔵容器に供給する。担体材料は、決められた速度で供給チャンネルおよび開口部を通してコーティングスペースに供給し、その際、供給チャンネルが被覆材料を含む容器を横切る。同時に、被覆材料を所定の間隙を通して所定の圧力でコーティングスペース中に供給して、そこで、初めて被覆材料と担体材料とが接触し、その後担体材料は、付着する被覆材料と結合して、さらなる出口開口部を通って送られ、決められた、より特別には可変の、長さの緩和区域を通過する。担体材料の速度、被覆材料の圧力および粘度、被覆材料がそこを通って担体と出合う間隙のサイズ、担体材料が被覆材料と一緒にそこを通ってコーティングスペースを去る間隙のサイズを調節することにより、および緩和区域の長さにより、決められた層が形成される。該区域長さは、ポリマー溶液が粘弾性的であるために、溶媒を除去したときに、形成される最終的な層厚の担体材料に対する堅固な相互連結にのみ緩和が起こるように選択する。
【0011】
最終的に、溶媒はポリマー溶液層から除去される。
【0012】
直接溶解法は、ポリマーが、化学的誘導体化も形質転換もなく、溶媒中に直接溶解される溶解法である。
【0013】
本出願における被覆材料は、担体材料上のコーティングであるかまたはコーティングになる材料を意味すると理解されるべきである。
【0014】
コーティングは、担体材料を完全にまたは部分的に覆うことができて、担体材料と直接接触する。
【0015】
好ましくは、緩和区域長さはこの方法のさらなる工程において設定される。緩和区域長さは、より特別には少なくとも0.5cmである。区域長さは、被覆材料溶液のポリマー構成成分が緩和するように、すなわち、担体材料に沿って応力のないように配向して、溶媒を溶出した後に、担体材料の周り及び担体材料と強い最終的な結合を形成するようにのみ選択する。
【0016】
担体材料のコーティングスペース(19、19’)、後続の緩和区域(40)、および被覆層ポリマーの少なくとも部分的に起こる沈殿からの引き出しが、成形性、特にポリマー被覆材料の最終的ポリマー溶液層を形成する噴流伸張比を提供する。
【0017】
緩和区域は、好ましくは標準的周囲条件下にある。したがって、コーティングされた担体材料は大気圧下の空気区域を通過する。あるいは、周囲条件は、温度、圧力および雰囲気組成により、担体材料上における被覆層の緩和が有利になり、より特別には加速されるようにすることもできる。
【0018】
あるいは、減圧もあり得るし、または成形品をある種のガス流に曝すこともできる。さらなる可能性は、例えば、温度および/または湿度を設定することによって、緩和区域の空調を行なうことである。
【0019】
本発明による方法の好ましい態様において、被覆材料は容器中で加圧される。
【0020】
問題は、成形品を製造するための、特に上記のように、ポリマー溶液、特にセルロース溶液が、周囲圧力と比較して高圧下で出口開口部に送られ、そこで周囲条件で緩和される方法によりさらに解決される。
【0021】
圧力は、計量ポンプにより発生させることができる。しかしながら、ガス圧力またはピストンを使用することが好ましい。これは、出発原料が機能性添加剤、特に比較的大きい直径または比較的大量の研磨剤を含有するときに特に有利である。このタイプの添加剤は、計量ポンプの動作に不利な効果を有することがある。
【0022】
圧力は、好ましくは出発原料を不活性ガス、例えば窒素、で加圧することにより発生させる。窒素は、高温貯蔵時に、特に追加の添加剤が存在するときに起こりうる分解反応を抑制する。加圧されたガス雰囲気は、湿気を少しでも含むべきではなく、それは例えばセルロース溶液の溶解状態を害するからである。
【0023】
ポリマー溶液は、周囲圧力に対して、好ましくは、0.1barと50barとの間、好ましくは0.3barと6barとの間の高圧下に置かれる。
【0024】
決められた担体材料の速度で、ポリマー溶液または紡糸液を加圧するために選択する圧力は、紡糸液それ自体の組成およびそれから生ずる流動挙動および被覆層の最終的な所望の厚さに起因する。例えば、溶液の一様な吐出には、溶液のポリマー含有率が増加するほど高い圧力が必要になる。同じことが増加する引き出し速度についても成り立つ。好ましい圧力は約0.1barから10barである。例えば、セルロース含有率4重量%のコーティング溶液には0.3barが適当であり、セルロース含有率12重量%および引き出し速度60m/分以下には6barが適当である。約50barまでは、圧力を高くするほど顕著に高い引き出し速度が可能になる。
【0025】
一貫した品質の成形部品またはコーティングを得るために、圧力を再調整することができる。このことにより、コーティング機器中の量が減少するときに一定の出口速度も確保されるであろう。
【0026】
本発明による方法の有利な態様において、担体材料で構成される特にフィラメント状の芯は、少なくとも1種の被覆材料でコーティングされる。
【0027】
担体材料を、さらなる操作で除去して中空の物品を製造することができる。
【0028】
特定の一態様において、担体材料および/または少なくとも1種の被覆材料は、主として(50重量%を超える)セルロースを含有する。
【0029】
担体材料、特に円形断面のもの、例えばモノまたはマルチフィラメントおよび紡績糸、の上での同心的だけでなく偏心的な同軸層形成を、これらの成形品に収縮捲縮を適用するために使用することができる。
【0030】
本発明による方法の好ましい一態様において、担体材料の芯は、コーティングスペースに、決められた速度で連続的に供給され、周囲圧力と比較して高い圧力下にあり、その圧力が被覆材料の組成および粘度の関数として調節されている被覆材料とその中で接触し、それに続いて調節可能なサイズの出口開口部を通して送られて周囲条件で緩和される。
【0031】
厚さと品質が一貫している被覆層はこのようにして得られる。被覆層厚さは、広範な限界内で変化することができる。それはコーティングされた成形品向けの用途の関数として調節され、被覆溶液組成、特に添加剤のサイズにより影響される。厚さは一般的に200ナノメートルから5.0ミリメートルの範囲内にある。好ましい範囲は、意図される用途に応じて、1から800μm、より好ましくは5から600μm、特に10から500μmおよび非常に特別には20から400μmの間にある。
【0032】
芯材料と被覆材料との相境界は、コーティング法のために特に十分発達している。本発明の成形品は、この理由と他の理由の結果として、芯材料も溶液の形態で押し出される共押し出し成形品と区別することができる。
【0033】
ポリマー溶液は、直接可溶な天然、合成のまたはバイオテクノロジーで製造されたポリマーを使用して製造することができる。直接可溶なポリマーとは、化学的誘導体化なしで直接溶解することができるポリマーのことである。
【0034】
適当なポリマーは、例えば、多糖類、例えばセルロース、キトサン、デンプンなどの天然ポリマー;ポリアクリル酸、ポリアクリルアミド、ポリビニルアルコール、ポリアクリロニトリル、ポリスチレン、ポリメチルメタクリレート、ポリエステル、ポリアミド、ポリイミドなどの合成ポリマー;またはポリラクチド、タンパク質、例えば絹、フィブロインなど、バイオテクノロジーで製造されたポリエステルまたはポリアミドなどのバイオポリマーである。
【0035】
セルロース溶液が、成形品を製造するために好ましく使用される。セルロース溶液が、誘導体化無しでN−メチルモルホリンN−オキシド中またはイオン性液体中における直接溶解法で、すなわち、いわゆる「リヨセル」法で得られることが特に好ましい。セルロース溶液を使用して製造された成形品は、被覆層の担体材料に対する特に良好な接着および/または添加剤の特に高い含有率が可能なことが注目に値する。
【0036】
ポリマーを溶解するために適当な溶媒は、例えば水、アルコール、アセトン、アセトニトリル、ジメチルスルホキシド、グリセロールなどの極性溶媒、LiCl、チオシアン酸ナトリウムなどの塩、酸、例えば酢酸、アンモニア、イオン性液体;ジメチルホルムアミド、ジメチルアセトアミド、N−メチルピロリドンなどの有機溶媒、短鎖炭化水素、例えば石油、エーテルなどの無極性溶媒である。適当な第三級アミンオキシドは例えばNMMNOであり、適当なイオン性液体は、例えばアルキルイミダゾリウムクロライドまたはアセテートまたはナイトレートである。
【0037】
添加剤は溶液状態になり、後続の形成及び凝固工程において、成形品上、特に被覆層上に移行するので、添加剤が一様で均一に分散するように、得られるポリマー溶液を改質するために、溶解プロセス中に添加剤を加えてもよい。
【0038】
本方法の一態様において、ポリマーのまたは特にセルロースの溶液を、成形工程前に機能性添加剤と、例えば攪拌により、十分混合して、機能性添加剤の均一な分散を確実にする。
【0039】
機能性添加剤は、成形品の以下の特性の少なくとも1つに特に影響するように選択される:引っ張り強度、曲げ強度、剛性、耐摩耗性、研磨性、表面粗度、液体吸収容量、摩擦挙動、電気伝導度;臭い、色、耐炎性、バリア形成、特に気体および/もしくは液体の透過性、ならびに/または、特にある種の用途における外的影響、例えば気候安定性、UV照射などの放射に対する安定性、化学的安定性、機械的作用に対する安定性、加熱および寒冷に対する安定性などの熱的安定性、耐火性に関する安定性。機能性添加剤は、好ましくは、研磨、清浄化もしくはケアの目的などの工業的な特殊な用途のために使用される作用剤の群の部材である。これらには、例えば、カーバイド、コランダム、金属酸化物、ダイヤモンド粉末、立方晶窒化ホウ素(CBN)または硬質金属などの研磨剤が含まれる。機能性添加剤には、脂肪、パラフィンなどの油、芳香剤、無機物、減摩顔料、例えばテフロン、硫化モリブデンまたはグラファイト、TiO2などの色素顔料などだけでなく、イオン交換体、吸収剤(例えばベントナイトまたは改質ベントナイト、活性炭、ゼオライトなど)、純銀、超吸収剤、PCM(相変化材料)、疎水性/親水性改質剤、昆虫忌避剤、UV吸収剤、サーモクロミック/エレクトロクロミック物質、表面活性剤、分散剤、細孔形成剤、泡形成抑制剤(例えばシリコーン含有化合物およびフッ素化化合物)、抗酸化剤(例えば立体障害フェノールおよびホスファイト)、熱的安定剤(例えばホスファイト、有機リン化合物、有機カルボン酸およびフェノール化合物の金属塩)、光またはUV安定剤(例えば立体障害ヒドロキシベンゾエートおよび立体障害アミン)、マイクロ波吸収添加剤(例えば多官能性第一級アルコール、グリセロールおよび炭素)、強化繊維(例えば炭素繊維、アラミド繊維およびガラス繊維)、伝導性繊維または粒子(例えばグラファイトまたは活性化された炭素繊維または粒子、伝導性カーボンブラックまたは金属)、潤滑剤、加工助剤(例えば、脂肪酸の金属塩、脂肪酸エステル、脂肪酸エーテル、脂肪酸アミド、スルホンアミド、ポリシロキサン、有機リン化合物、ケイ素含有化合物、フッ素化化合物およびフェノールポリエーテル)、難燃剤(例えばハロゲン化化合物、リン化合物、有機ホスフェート、有機臭素化物、酸化アルミニウム三水和物、メラミン誘導体、水酸化マグネシウム、アンチモン化合物、酸化アンチモンおよびホウ素化合物)、粘着防止剤(例えば陶土、タルク、ゼオライト、金属カーボネートおよび有機ポリマー)、防曇剤(例えば、グリセロールエステル、ポリグリセロールエステル、ソルビタンエステルおよびそれらのエトキシレート、ノニルフェニルエトキシレートおよびアルコールエトキシレートなどのノニオン性界面活性化学物質)、静電気防止剤(例えばノニオン性静電気防止剤、例えば脂肪酸エステル、エトキシ化アルキルアミン、ジエタノールアミドおよびエトキシ化アルコール;アニオン性静電気防止剤、例えばスルホン酸アルキルおよびリン酸アルキル;カチオン性静電気防止剤、例えば塩化物、メソ硫酸塩または硝酸塩の金属塩、および第四級アンモニウム化合物;および例えばアルキルベタインなどの両性界面活性剤)、抗微生物剤(例えばヒ素化合物、硫黄、銅化合物、イソチアゾリンフタルアミド、カルバメート、銀、銀−亜鉛ゼオライト、銀−銅ゼオライト、銀ゼオライト、金属酸化物およびケイ酸塩系の無機物)、架橋剤または制御された分解剤(例えば、過酸化物、アゾ化合物、シラン、イソシアネートおよびエポキシ樹脂)、染料、顔料、着色剤、蛍光増白剤または光学増白剤(例えばビスベンゾオキサゾール、フェニルクマリンおよびビス(スチリル)ビフェニル)、充填剤(例えば天然無機物および例えば、酸化物、水酸化物、炭酸塩、硫酸塩およびケイ酸塩などの金属;タルク;クレイ;珪灰石;グラファイト;カーボンブラック;炭素繊維;ガラス繊維およびビーズ;セラミック繊維およびビーズ;金属繊維およびボール;種々の微粉末;および例えば、木材繊維などの天然または合成起源の繊維、デンプンまたはセルロース微粉末の類)、結合剤(例えばシラン、チタネート、ジルコネート、脂肪酸塩、無水石膏、エポキシ樹脂および不飽和ポリマー酸)、補強剤、結晶化剤または結晶核形成剤(例えば、ポリマーの結晶性を増大または改善する、例えば結晶成長の速度または動力学、成長した結晶または成長した結晶の種の数を改善する任意の所望の作業材料)、その他も含まれる。
【0040】
機能性添加剤の添加により、噴霧、接着または浸漬などの従来のコーティング工程を使用しては達成できない特性/特性の組合せを有する構造の複合体材料が提供される。それに加えて、無関係なものの含有率がポリマーに基づいて95重量%以下と非常に高く、または3mmまでの比較的大きい粒子サイズを有する無関係な成分を含有する「不安定な」ポリマー溶液でさえ、処理が可能である。
【0041】
機能性添加剤は、好ましくは研磨剤、ケア剤および/または芳香剤である。特に上記の群から選択される機能性添加剤は、ポリマーを含有する出発原料中に、好ましくは出発原料が溶解状態に変換される前に、それが未だ液体、ペースト状または顆粒形態であるときに、粒子または液滴形態で分散することが好ましい。
【0042】
機能性添加剤の液滴または微粒子のサイズは、一般的に1ナノメートルから3ミリメートルの範囲内にある。本明細書において、サイズは、微粒子または液滴の最大直径を意味すると理解されるべきである。
【0043】
添加される機能性添加剤の液滴または微粒子のサイズは、添加される添加剤の種類および意図される用途に依存する。本発明の方法では、研磨用の、伝導性の、吸収性の機能性添加剤/カプセル化された成分を含むカプセルが好ましく利用されてもよい。これらの添加剤は、単独でもしくは組合せでまたはそうではなく抗菌性、難燃性、芳香性もしくは染料の化学物質などのさらなる機能性添加剤と一緒に使用することもできる。
【0044】
研磨用の機能性添加剤は、好ましくは、平均サイズが1μmから3mmである。それらは好ましくは厚さが5mm以下のコーティング中に包埋されている。研磨用の添加剤の比率は、コーティングの合計重量に基づいて最大95重量%にすることができる。炭化ケイ素またはコランダムが研磨用の添加剤として選択されるとき、それらの平均粒子サイズは好ましくは1.2μmから3mmの範囲内にある。コーティング中における比率は、好ましくは、コーティングの合計重量に基づいて35重量%以下である。立方晶窒化ホウ素(CBN)は、好ましくは、平均粒子サイズが1μmから1.0mmであり、層厚さは好ましくは3mm以下、コーティングのCBN含有率は、コーティングの合計重量に基づいて好ましくは45重量%以下である。
【0045】
それに対して、ダイヤモンド粉末は、好ましくは、平均粒子サイズは2.5〜90μm、コーティング厚さは一般的に1.5mm以下、ダイヤモンド粒子の比率はコーティングの合計重量に基づいて50重量%以下である。
【0046】
機能性添加剤が伝導性カーボンブラックである場合、平均粒子サイズは、好ましくは5〜50nmの範囲内であり、層厚さは好ましくは少なくとも200nmであり、伝導性カーボンブラック含有量は、コーティングの合計重量に基づいて好ましくは60重量%以下である。
【0047】
相変化材料(PCM)、例えば医薬、芳香剤または染料、を充填することができるマイクロカプセルでは、平均粒子サイズが好ましくは2〜90μmであり、層厚さは好ましくは少なくとも5μmであり、マイクロカプセルの比率は、コーティングの合計重量に基づいて好ましくは60重量%以下である。
【0048】
抗菌性の機能性添加剤の中で、ナノ銀は、平均粒子サイズが好ましくは20nm以上であり、コーティング厚さは少なくとも200nmであり、ナノ銀含有量は、コーティングの合計重量に基づいて1重量%以下である。抗菌性添加剤としての酸化亜鉛は、好ましくは平均粒子サイズが2〜4μmであり、層厚さは好ましくは5μm以上であり、コーティング中における酸化亜鉛の比率は、コーティングの合計重量に基づいて好ましくは60重量%以下である。
【0049】
吸収性添加剤は、好ましくは、平均粒子サイズが5μm〜3mm(活性炭)または8μm〜2mm(超吸収剤ポリマー、SAP)であり、層厚さは好ましくは少なくとも5μm(活性炭)または4mm以下(SAP)であり、吸収性添加剤の比率は、コーティングの合計重量に基づいて好ましくは40重量%以下である。
【0050】
イオン交換体が機能性添加剤として使用される場合、それらの平均粒子サイズは、好ましくは5μm〜3mmの範囲内であり、コーティング厚さは、好ましくは少なくとも10μmであり、イオン交換体の比率は、コーティングの合計重量に基づいて好ましくは50重量%以下である。セラミック粒子を機能性添加剤として重量分率で95%以下で使用することも有利である。この場合、粒子サイズは1〜5μmであり、層厚さは、5μm〜5mmまでの範囲内で達成することができる。焼結し同時に担体を除去した後、中空繊維、中空ワイヤまたは膜などの中空の成形品が得られ、それらは種々の工業的な目的のために使用することができる。
【0051】
本発明の方法は、剪断力が事実上関与しないので、液体が充填されたマイクロカプセルを含むコーティングを製造するために特に有用である。紡糸口金ポンプが必要ないので、研磨剤効果を有する粒子を含むコーティングを製造することも可能である。紡糸口金金型の摩耗が回避される。
【0052】
NMMO中またはイオン性液体中のセルロースの溶液は、本発明の方法でコーティングを製造するのに特に有用である。これらの溶液は、セルロースの構造を十分に保ち、すなわち、セルロース鎖が配向したままである。それ故、形成工程において、成形品中で分子を配向させるために延伸することは最早必要でない。このことにより、これらの溶液を使用して製造された成形品の特に高い機械的強度の原因も説明される。大量の添加剤でさえ、セルロースマトリックス中にしっかり固定することができて、全体的強度においてそのための低下がない。高分率の結晶性セルロースが、成形済みの物品において検出可能である。対照的に、セルロースアセテート溶液、セルロース/銅アンモニウム溶液およびビスコース溶液は、鎖分子鎖が最早互いに結合していない真溶液である。成形済みの物品は、大きい非晶質領域を含み、それらは、さらに高い強度を得るためには、先ず延伸/配向しなければならない。セルロースの結晶化度は、例えばDIN EN13925−1ないし−3「非破壊的試験−ポリ結晶性及び非晶質材料のX線回折法(Zerstoerunqsfreie Pruefung - Roentgendiffraktometrie von polykristallinen und amorphen Materialien)」に記載されたX線回折法により決定することができる。
【0053】
本発明の有利な一態様において、ポリマー溶液を保持する容器は、温度制御されて、すなわち、一般的には加熱されている。
【0054】
本発明による方法の特に有利な一態様において、担体材料は、芯の出口方向に滑らすことができる供給チャンネルを通してコーティングスペースに供給され、供給チャンネルはポリマー溶液とともに容器スペースを横切り、それがコーティング操作前には担体材料と被覆材料とを互いに分離している。したがって、供給チャンネルとコーティングスペースの内壁との間の間隙を変化させることが可能である。特定の間隙幅の設定により厚さが一貫した層の製造が可能になる。
【0055】
コーティングスペース内の担体材料と被覆材料とは、それぞれの材料の特性、例えば溶液の特性、粘度または添加剤含有率の関数として選択することができる決められた位置で出合う。
【0056】
供給チャンネルおよび容器スペースは、出口開口部に対して同軸で配置されることが好ましい。
【0057】
コーティングに先だって、被覆材料層の厚さを調節すること、特に供給チャンネルを容器スペース内に配置すること、出口開口部の開口部断面を選択すること、担体材料の引き出し速度を調節すること、被覆材料のコーティングスペース中への出口速度を調節すること、および/または緩和ゾーンにおけるポリマー溶液の流動性および戻り変形性を決定するポリマー溶液組成を選択すること、ならびにコーティングスペースからの出口開口部のサイズおよび形状が有利である。
【0058】
処理条件下でコーティングスペース中における接触時間を決定する流出速度および引き出し速度を決定するのは、コーティング溶液粘度および印加される圧力に加えて、開口部断面および供給チャンネルの位置である。
【0059】
コーティングスペース内では、それに続く緩和区域と比較して、種々の圧力および/または種々の流速が、被覆材料、担体材料および/または両者のために広く使われる。
【0060】
本方法のさらなる一態様において、担体材料を、供給チャンネルに到達する前に前処理してもよく、または担体材料を供給チャンネル中で前処理してもよい。
【0061】
追加の機能性添加剤は、芯上に配置してもよく、被覆材料によって保持または/および保護してもよい。
【0062】
機能性添加剤は、例えば担体材料の表面上に非永続性の結合剤でつけて、コーティングの行程で被覆材料により覆ってもよい。この手順は、添加剤が処理条件、特に処理溶媒、に適合性でないときに推奨される。この場合、任意の所望の担体材料が、非永続性の結合剤系で含浸されて、例えばプロセスに敏感な添加剤を吸収し、その添加剤は、その後例えばセルロースの永続的な覆いの構築がつけ加わることにより安定化することができる。接触時間は短いが、添加剤は複合体に固定される。
【0063】
担体材料には、例えば剪断に敏感な添加剤を適用しておくこともできる。請求項に記載の方法により、大きい剪断力なしで担体材料のさらなるコーティングが可能になる。したがって、剪断に敏感な添加剤は、コーティング操作中に応力をかけられない。成形済みの物品を剪断力に曝すと、剪断に敏感な添加剤は例えば着色粒子を分泌する効果を発揮することができる。
【0064】
本発明の有利な一態様においては、使用されるシート状担体材料の上側と下側で被覆材料層の厚さを異ならせる。
【0065】
本発明による方法の有利な一態様においては、シート状で透過性の担体材料が使用される場合に、前述のコーティングスペースの部分領域を減圧にして、被覆材料の担体材料中への拡散を起こさせる。
【0066】
本発明による方法の有利な一態様においては、コーティングされた担体材料を、引き続いてさらにコーティングする。そのためには、コーティングされた担体材料を、より特別には、直ちに続けてさらなるコーティングスペース中に送り、そこでそれを高圧下で供給されるさらなる被覆材料でコーティングしてもよい。
【0067】
コーティングされた担体材料は、それに続いて浸漬浴に送られ、その中でさらにコーティングされることもできる。または、その後、コーティングを加えた成形品を、芯として、上記のような方法による処理に再びかける。
【0068】
さらなるコーティングは、例えば、同様なまたは異なったポリマー溶液の被覆層であってよく、例えば同様に、機能性添加剤を含有するおよび/または表面を平滑化する、被覆層のための保護層を形成するセルロース層であってもよい。
【0069】
成形品は、より特別には、グリセロールまたは何か他の可塑剤を含む浸漬浴を通して導くことができる。可塑剤はセルロース材料に浸透して、成形品の可塑剤含有率は30%にまで達する。この可塑剤含有率はある程度の湿分を提供し、それ故材料に滑らかさおよび可曲性を提供する。
【0070】
あるいは、成形品を、さらなる浸漬浴に導いて通し、その中で成形品の表面を例えば粗にすることができる。これらの成形品は、液体、または例えば油を、その表面に結合および分離させることができる。
【0071】
コーティングされた成形品は、さらなる工程において当業者に知られた方法にしたがって処理すること、例えば、凝固浴に導いて通し、温度制御し、捲縮をかけおよび/または引き伸ばすことができる。
【0072】
本発明の幾つかの態様においては、例えば防汚性、耐水性、手ざわりの柔らかさ、および湿分管理特性などの追加の特性を付与するために、ポリマーの成形品にある種の処理または保護膜を適用することができる。処理および保護膜の例として、Epic(登録商標)(Nextec Applications Inc.,Vista、カリフォルニアから入手できる)、Intera(登録商標)(Intera Technologies,Inc.,Chattanooga,テネシーから入手できる)およびZonyl Fabric Protectors(登録商標)(DuPont Inc.,Wilmington,デラウェアから入手できる)、Scotchgard(登録商標)が挙げられる。
【0073】
担体材料は、連続的にまたはバッチ操作によりロットでコーティングすることができる。
【0074】
コーティング操作は理想的には中断されるべきではないので、成形物品の決められた長さの中間製品を連続して形成することが有利である。そのために、コーティングされた製品をスピンドルに置く。これらを次の工程で一斉に解き、その結果、成形品は、引き出し速度と比較して低下した速度で、洗浄区域を各々同時に通過する。
【0075】
問題は、剛直なブラシおよび柔らかいブラシに加工することができる剛毛にさらなる従来の工程で加工し得るフィラメントを、成形品を製造するための上記の様なプロセス工程を使用して製造することによる、剛毛を製造する方法によっても解決される。剛直なブラシおよび柔らかいブラシにおける剛毛としてのさらなる用途に加えて、多くのさらなる分野の用途が、使用される機能性添加剤に応じて考えられる。例えば、この方法により製造される繊維またはフィラメントは、単独でまたは他の繊維もしくはフィラメントと混合して編織布に加工されることができる。
【0076】
本発明の成形品を製造するのに適した装置は、被覆材料のための加圧可能な容器スペース、担体材料および被覆材料のための各々少なくとも1つの可変の供給開口部ならびにさらにコーティングされた担体材料を送り出すための少なくとも1つの出口開口部を有するコーティングスペースを備える。供給チャンネルは容器スペース内に配置され、それにより境界を決められたコーティングスペース中に担体材料を供給する。担体材料のための供給チャンネルは、位置の調整が可能であり、被覆材料容器スペースをコーティングスペースから閉鎖することができるが、特にコーティングスペース内への被覆材料のための供給開口部を変化させることができるように作られている。
【0077】
有利な一態様において、容器スペース内の供給チャンネルは可動性であり、その結果、供給チャンネルと容器スペースの内壁との間に特に環状の間隙または溝をつけた間隙を設けることができる。
【0078】
有利なことに、容器およびコーティングスペースは、供給チャンネル(14;14’)により分離した部分領域に細分されているかまたは細分可能であり、その結果、特に、異なった種類および/または量の被覆材料を、分離した部分領域を通して担体材料に供給することができる。
【0079】
本発明の有利な一態様において、少なくとも1つの部分領域内を減圧にすることができる。
【0080】
本発明による装置のさらに有利な一態様において、被覆材料のコーティングスペースへの出口のための間隙開口部は、部分領域毎に調節可能である。
【0081】
有利なことに、供給チャンネルは、担体材料を前処理するのに、特に微粒子または液体を適用するのに適するように具体化されている。
【0082】
本発明は、上記のような方法により得ることができる、少なくとも1種の担体材料および少なくとも1種の被覆材料からなる成形品をさらに提供する。その中の被覆材料層の厚さは、一般的に200ナノメートルと5ミリメートルとの間である。
【0083】
成形品は、好ましくは、少なくとも1種の機能性添加剤、特にサイズが1ナノメートルから3mmの固体微粒子を、特に被覆材料の95%以下の重量分率で含有する。
【0084】
本発明の特に好ましい態様は、成形品、特に少なくとも5重量%、特に少なくとも10重量%、より好ましくは少なくとも20重量%およびさらにより好ましくは少なくとも50重量%のセルロースを含む剛毛の作製のためのフィラメント、成形されたセルロース物品中に混合された少なくとも1種の機能性添加剤を含有する成形品に関する。機能性添加剤は、成形品の出発原料中に分散した固体粒子、および/または成形品の出発原料中に乳化された液体を含む。成形品の直径は、少なくとも0.01mm、好ましくは0.01mmと3mmとの間、およびより好ましくは0.1mmと1.0mmとの間である。
【0085】
一態様において、成形品は円筒形である;すなわち、その表面は、平行な直線が境界となっている。その外形は、好ましくは、回転対称性である。しかしながら、断面は、成形品が縁のある曲面および/または大表面積の曲面を有するような他の形状を有していてもよい。
【0086】
乾燥状態にある成形品は、典型的には、少なくとも5%(重量分率)、好ましくは少なくとも20%のおよびより好ましくは50%〜95%までのセルロースからなる。セルロースは、好ましくは、リヨセル法により得られ、すなわち、誘導体化せずにN−メチルモルホリンN−オキシド中またはイオン性液体中での直接溶解法により得られたものである。
【0087】
成形品は、特定の一態様で少なくとも1種の機能性添加剤を含有する。成形品は、乾燥物の95%重量パーセント以下の1種以上の機能性添加剤を含むことができる。
【0088】
機能性添加剤は、ポリマー、すなわち、例えばセルロース中で束縛された状態にある。成形用ポリマー中に包含された機能性添加剤は、成形品の表面に単に配置しただけの粒子と違って、一定速度で放出され/役に立つことができる。
【0089】
それらは、さらに、成形品の全体積にわたって機能性添加剤の蓄積を形成する。したがって、成形品の機能性は、特に剛毛フィラメントが関わる場合、成形品の表面摩耗でさえ乗り切る。
【0090】
機能性添加剤は、成形品の出発原料、すなわち、担体および/または被覆材料中に分散した固体粒子、および/または成形品の出発原料中に乳化された液体を含む。機能性添加剤は、ナノ粒子を含むことができるがそれより粗い直径がおよそ1nm〜3mmの範囲内にある構造も含むことができる。
【0091】
機能性添加剤は、ポリマー溶液中、例えばセルロース溶液中、に微細に分布する。粒子および/または液滴の直径は、例えばnmからmmの範囲内にある。担体および/または被覆材料中における機能性添加剤の分布が一様であれば、そのような添加剤による高率の配合を、十分な形成性を保ちながら、実現することができる。
【0092】
機能性添加剤は、好ましくは、成形品全体に伝わる何らかの機能性を有する添加剤である。具体的には、成形品の以下の性質の少なくとも1つがそれにより影響される:引っ張り強度、曲げ強度、剛性、耐摩耗性、研磨性、表面粗度、液体吸収容量、摩擦挙動、臭い、色、畜熱容量、導電性および抗微生物性。
【0093】
本発明の好ましい一態様において、成形品は、担体材料からなり、且つ少なくとも1種の被覆材料でコーティングされた芯を含む。担体材料および/または少なくとも1種の被覆材料は、その中に主としてセルロースを含有する。好ましくは、少なくとも1種の被覆材料は主としてセルロースを含有し、または担体材料および少なくとも1種の被覆材料は主としてセルロースを含有する。
【0094】
成形品は、1層の被覆材料を有する芯からなっていてよいが、芯は2つ以上の層を有していてもよい。この場合、特定の層の被覆材料(複数)は、異なることができ、異なる機能を果たすことができる。例えば、最外層は単に保護層として役立つことができ、成形品が使用されたときに急速に摩耗して、次に下にあった層を露出させる。
【0095】
ポリマー含有層、特にセルロース含有層のための担体材料には、適当なものとしてモノまたはマルチフィラメントの連続フィラメント、紡績糸、撚糸、金属ストランドまたはワイヤ、ガラス繊維が含まれるが、合成、冶金、鉱物または天然に起源がある織布および不織布のシートも含まれる。
【0096】
芯は中空繊維であってもよい。または中空の芯は、成形品からその後例えば熱分解によりまたは化学的に担体材料を除去することにより生ずる。
【0097】
本発明は、上記のように、成形品の、剛直なブラシおよび/もしくは柔らかいブラシを製造するため、ならびに/または表面の研磨、清浄化、洗浄、粗化、平滑化、押し下げ、密封および/もしくは剥離のため、ならびに/または表面上からの材料の除去および/もしくはそれへの適用のための使用も提供する。
【0098】
本発明は、上記のように、成形品から形成された剛毛およびそのような剛毛を含むブラシをさらに提供する。用途のさらなる分野は、結合した不織布ウェブ、膜、紙、コーティングされた箔および工業用布地などのシート状物体の製造である。
【0099】
担体材料直径と被覆厚さとは、好ましくは、およそ同じかまたは少なくとも同じ桁である。
【0100】
本発明の複合成形品は、工業用布地としておよび特殊な工業用途用の構成原料としても特に有用である。
【0101】
使用される担体材料は、成形品/フィラメントの安定性、柔軟性、熱伝導性または電気伝導性などの物理的特性に大きい影響を有し得る。担体材料は、フィラメントの引っ張り強度を増大することができて、製造されたフィラメントが、例えば緊張状態で使用されることになっている場合に有利である。
【0102】
本発明の有利な一態様において、成形品は、0.01〜30重量%および好ましくは1〜10重量%のグリセロール含有率を有する。グリセロールは被覆層における追加の可塑剤として作用し、成形品がある程度の湿分を保持することを確実にする。このようにして、成形品は、長期の貯蔵期間中その滑らかさを保つ。あるいは、ポリエチレングリコールを使用することもできる。
【図面の簡単な説明】
【0103】
ここで、本発明を、図面および例を参照して例示することにする。
【図1a】構造が異なる本発明の成形品の模式断面図を示す。
【図1b】構造が異なる本発明の成形品の模式断面図を示す。
【図1c】構造が異なる本発明の成形品の模式断面図を示す。
【図1d】構造が異なる本発明の成形品の模式断面図を示す。
【図1e】構造が異なる本発明の成形品の模式断面図を示す。
【図1f】構造が異なる本発明の成形品の模式断面図を示す。
【図1g】構造が異なる本発明の成形品の模式断面図を示す。
【図1h】構造が異なる本発明の成形品の模式断面図を示す。
【図2a】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2b】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2c】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2d】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2e】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2f】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2g】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2h】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2i】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2j】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2k】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2l】異なる断面形状を有する本発明の成形品の模式断面図を示す。
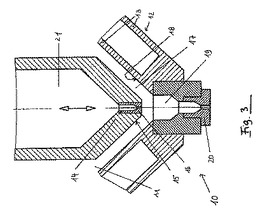
【図3】本発明の方法に適した装置の模式図を示す。
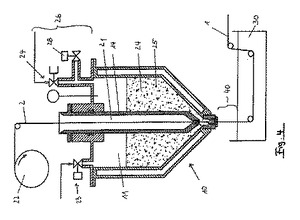
【図4】本発明の方法に適した装置のさらなる模式図を示す。
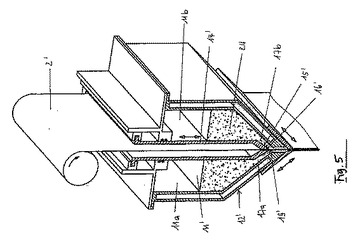
【図5】本発明の方法に適した装置のさらなる模式図を示す。
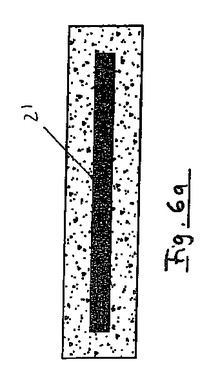
【図6a】異なる断面形状を有する本発明の成形品の模式断面図を示す。
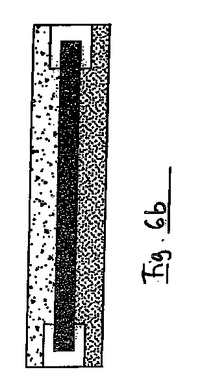
【図6b】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【発明を実施するための形態】
【0104】
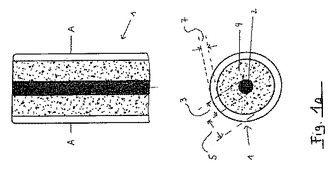
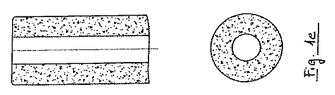
図1aは、本発明の成形品の第1の例の模式断面図を示す。上の図は長手方向の断面を示し、一方下の図は断面線AAに沿った断面を示す。成形品1は、回転対称構造であり、同様に回転対称配置の担体材料の芯を有する。芯2の直径3は、典型的には0.15mmである。
【0105】
芯2は被覆材料の層4により包まれている。この層4は機能性添加剤を含有する。層4は、典型的には0.1mmと0.6mmとの間の厚さ5を有する。
【0106】
成形品laはポリマー溶液から製造された純ポリマーの最終層7を含む。この層は典型的には厚さが約0.01mmから1.0mmである。
【0107】
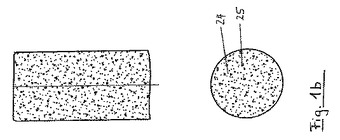
図1bは、同様に、機能性添加剤25がポリマー溶液24に混合されたモノフィラメントの断面像を示す。
【0108】
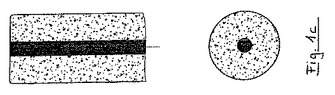
図1cは、同様に、担体材料の芯2および被覆4を備える成形品の断面像を示す。
【0109】
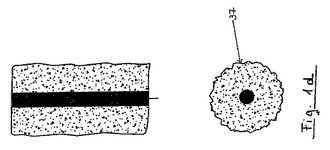
図1dは、表面を加工して、それで表面37が粗面化された(表面加工された)後処理後の図1cにおける成形品の断面像を同様に示す。
【0110】
図leは、担体材料の芯を除去して中空物品を製造する後処理後の図1cにおける成形品の断面像を同様に示す。
【0111】
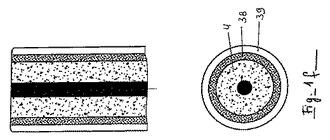
図1fは、異なる種類または量の機能性添加剤を含有する複数の被覆層4、38、39を有する成形品の断面像を、同様に示す。
【0112】
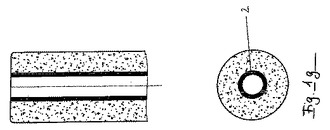
図1gは、中空繊維が担体材料2として使用された成形品の断面像を同様に示す。
【0113】
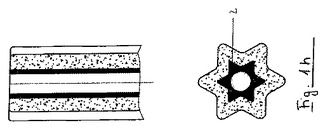
図1hは、表面加工された断面形状の担体材料2が使用された成形品の断面像を同様に示す。
【0114】
図2aから図2lは、種々の断面形状および種々の数の担体材料芯を有する本発明の成形品のさらなる例の模式断面図を示す。
【0115】
図1dまたは図2f、図2g、図2iもしくは図2kにおけるような表面積の大きい成形品は、例えば、水媒体または油などの液体を保持することができる。
【0116】
図3は、本発明の方法に適した装置10の模式図を示す。
【0117】
図中に明示的に示されていない被覆材料は、過圧下のガス雰囲気中に追加的に保たれる容器スペース11中に貯蔵される。溶液の温度を制御するために、容器12には二重殻壁13がある。高さの調節が可能な供給チャンネル14が容器12の中央に配置されて、下側に、円錐形にテーパのついた端部15、例えば置換式のダイ孔16の形態にある出口開口部16を含む。円錐形の管状のテーパ15は、容器内壁18と組み合わせて一様な環状の間隙17を垂直方向に形成するようになっている。これで、印加された容器圧力だけでなくチューブの姿勢により変更可能な間隙17も使用して、被覆材料のコーティングスペース19への出口速度を、したがって、決められた接触条件下で適用される層厚さを、調節することが可能になる。下流端部15で雰囲気に開放されているチャンネル14が、この図では明示されていない担体材料を、ダイ16を通して垂直方向にフィラメントまたは糸の形態でコーティングスペースまたは被覆ゾーン19に供給する。
【0118】
ここが、担体材料とコーティング溶液との接触が実際に起こるところである。コーティングされた担体材料は最終的に出口ダイ20を通って導き出される。
【0119】
ポリマー含有量および添加剤含有量などのポリマー溶液組成、および出口ダイ20の幾何学的形状による、得られる層の所望の厚さを設定するための追加的手段以外に、被覆層の厚さに大きく影響する手段を提供するのは担体ストランドの引き出し速度である。
【0120】
間隙17、担体材料の引き出し速度およびコーティングスペース19における圧力が、コーティング溶液がチャンネルスペース21に入り得ない平衡を確立するように選択されて、担体材料の被覆が妨げられずに起こり、コーティングスペース19から更なる出口ダイ20によって必要な大きさにすることができる。
【0121】
垂直な配置を選択して、出口ダイ20における担体ストランドの自動中心位置決めをして、そこからコーティングされた担体を緩和区域に通して図示していない再生浴中に供給した。
【0122】
図4は、本発明の装置10のさらなる模式図を示す。
【0123】
担体材料20は、ロール22から高さ調節可能な供給チャンネル14のチャンネルスペース21中に供給される。
【0124】
ポリマー溶液24は、バルブ23を通して容器スペース11中に満たすことができる。少なくとも1種の機能性添加剤25が均一に分布したポリマー溶液24は、加圧モジュール26により加圧される。加圧モジュール26はガス、例えば窒素が、容器スペース、制御バルブ28および圧力計29に向けられる加圧ライン27を含む。制御バルブ28および圧力計29は、ある圧力または圧力プロファイルを設定および/または再調節するために使用することができる。それに加えて、一定圧力下でポリマー溶液の容器スペース11中への連続的補給を実現することができる。
【0125】
ポリマー溶液24でコーティングされた担体材料2は、緩和区域40を通って再生浴中に供給され、そこでポリマー溶液24から溶媒を洗い出すことが始まる。
【0126】
コーティングされた担体材料1を迂回させて導くことは、再生されたポリマーの十分安定な外皮が被覆表面に形成された時点でのみ可能である。
【0127】
代わりに、再生媒体を噴霧するかまたは振りかけることにより固めた、実現可能な薄い層厚さでコーティングされた担体材料を、水平または上向きに誘導することによっても、コーティングの粘着性または損傷がないコーティングされた材料をさらに誘導することが可能である十分に安定なポリマー外皮が得られることが明らかになった。しかしながら、再生媒体がコーティングされた担体材料の出口開口部に来ないことを確実にするように注意を払わなければならない。
【0128】
図3に示した供給チャンネル14が長方形の断面および細長い出口開口部16および20を有するチャンネルとして構成されている場合、図5に示したように、この装置は、上述の様式でシート形状の素地をコーティングするために使用することもできる。
【0129】
シート状担体材料2’は、下流端部15’で同様に円錐形にテーパのついたチャンネル14’を通り、担体材料2’がそれを通ってコーティングゾーン19’に入る引き出し口のスロット16’中に供給される。チャンネル14’は、容器12’の内壁18’と組み合わされて両側に細長い形状の間隙17a、17bを形成する。
【0130】
コーティング溶液24を受け入れる容器12’の具体化に応じて、担体シートは、片側または両側をポリマー溶液でコーティングすることができる。図6aは、両側をコーティングされた担体材料2’の断面像を模式的形態で示す。
【0131】
容器スペース11’が高さの調節が可能な供給チャンネル14’自体により細分されている場合、担体材料2’の前側および反対側の異なったコーティングを、全く同時に実施することができる。それに加えて、編織布シートなどの透過可能な材料の場合には、コーティングゾーン中の分離された溶液スペースに減圧を適用することにより、担体材料2’の前と後に調節可能な圧力差を生じさせることが可能である。結果として、ポリマー溶液は、特に織布中におよびそれを通して浸透し、これは材料を最適に結合するのに有利である。コーティングスペース11’のサブスペース11a、11bは、この端部に、図面に明示的に描いてない別々の加圧モジュールを備えることができる。
【0132】
コーティング溶液を受け入れる容器の液状に応じて、担体シートは、片側または両側をポリマー溶液でコーティングすることができる。容器スペースが、高さの調節が可能なチャンネル自体により細分されている場合、図6bに例として示したように、担体材料の前側および反対側の異なったコーティングを、全く同時に実施することができる。
【0133】
供給チャンネル14のチャンネルスペース21は、コーティングの直前に担体材料の任意の所望の前処理が行われることが可能になるように、適切に適合させることもできる。
【0134】
敏感なまたはプロセスに不適合性の添加剤成分を使用するために、担体材料は、添加剤成分と一緒に粉末化するかまたは添加剤を含有する懸濁液またはエマルションで含浸することができる。単純な非永続性の、例えば水溶性の、結合剤系でさえ、例えば、金属粉末または他の固体粒子を担体材料の上および中に予め固定して、その後さらなる添加剤を含有してもよいポリマー溶液で被覆することにより、永久的に包み込むことができるために適当である。それから生ずる利点は、添加剤成分が処理温度などの処理条件下でポリマー溶液と接触する時間が極端に短く、剪断によるさらなる応力がないことである。例えば担体材料中および被覆層中および場合によりさらに付加し得る層中における互いに相互作用する添加剤成分の層に関する配置は、例えばポリマーの電子コンポーネントを製造するための使用可能性に対する展望を与える。それに加えて、金属性導体はそれ自体担体材料として使用することができる。この場合、DE102004052120によれば、担体材料表面をさらに活性化することにより、ナノメートル範囲の特に非常に薄いセルロース層に対する共有結合を達成するさらなる可能性がある。驚異的なことに、緩和区域、例えば決められた選択可能な程度の空気間隙、におけるポリマーを含有するコーティング溶液の緩和挙動、およびそれに続く溶媒除去及び乾燥のための成形品後処理の解膨潤操作は、担体材料が、形成するポリマー被覆層によりしっかりと封入される原因になることが見出された。得られた複合体は担体材料表面とポリマー層との間の高い機械的結合力を有する。
【0135】
それに加えて、担体材料を使用して溶液噴流の変形を引き出す力を利用することにより、非常に高分率の無関係な物質を含む非常に不安定なポリマー溶液でさえ、溶液の変形性により制限される射出引き伸ばし速度の何倍にもなる形状付与速度で、安定な形成を生ずることが可能になることが見出された。
【0136】
本発明による方法の特定の一態様は、以下の工程を含んでいてもよい:最初の処理工程は成形品を製造するための装置10中で3つの成形品1を形成することを含む。引き出し速度は典型的には20m/分である。成形品1は後処理ゾーン、例えば再生浴、を通して導かれてスピンドルに巻き取られる。
【0137】
それに続く処理工程において、溶媒は洗浄浴で取り除かれる。洗浄速度は2m/分にすぎないので、30本の成形品1が洗浄浴を通って並行配列で導かれる。
【0138】
それに続いて、成形品は、明示的に描いていないさらなる中和浴を通して導いてもよい。
【0139】
最後に、成形品1は仕上げ浴および乾燥器を通して導かれる。
【0140】
本発明の装置の複数倍の配列により、層が同じ担体上に続けて構築されることまたはさらになる担体材料が適用されることが可能になる。各々の場合に異なる組成の被覆材料が使用されることまたは異なる厚さの層が製造されることが可能である。層は、その後のコーティングを使用して固定することもできる。
【0141】
担体材料を所望の層厚さにコーティングすることは、コーティングおよび再生浴の通過を繰り返すことにより達成することができる。各コーティング工程は、それだけでは、それに続く再生浴30で溶媒を実質上完全に溶かし出すことができる比較的薄い層のみを適用するであろう。
【0142】
したがって、製造されたコーティングは、担体材料2に対して非常に良好な接着性を有する。
【0143】
以下の典型的態様は、本発明を説明するのに役立つ。パーセンテージは、特に断らない限りまたは文脈から直接明らかでない限り重量による。
【実施例】
【0144】
例1
16646gの量のN−メチルモルホリンN−オキシド(NMMO)の60%水溶液と580gの平均重合度600のパルプおよび3gの没食子酸プロピルとを攪拌溶解容器中で混合して、得られる固体含有率が4%のセルロース溶液を調製した。次にそれをコーティング装置中に移して、85℃の温度で加熱した。
【0145】
33%/67%のポリエステル/綿糸(メートル番手24)を未処理で担体材料として使用した。
【0146】
容器入り圧力2bar、引き出し速度5m/分および出口ダイ直径3mmで、ストランド直径500μmの一様なモノフィラメントを紡糸することが可能であった。他の条件は同じに保って出口ダイ直径20を1.5mmに変え、糸直径300μmを実現した。高さの調節が可能な供給チャンネル14を使用して環状間隙17を変化させることにより、層厚さを変更することおよび引き出し速度を増大することが可能であった。引き出し速度20m/分で、一貫した最終直径400μmがコーティングされたストランドについて達成された。
【0147】
コーティングされた担体材料が、出口ダイ20から長さ2〜50cmの緩和区域、例えば空気間隙中に、形成された被覆層および紡糸安定性に対する影響無しに出た。これに続いて溶媒含有量の低い脱イオン水の再生浴中に垂直に入った。液体表面下の、固定した形態でもローラでもよい方向指示機器の変化を使用して、引き出し機器を使用してそれを束ねる前にコーティングされたストランドを導いて浴から出し、それに続く洗浄浴および巻取り機器に導き、束にしてからそれを予め機械的に引っ張って乾燥した。
【0148】
したがって、製造されたモノフィラメントは高い剛性および強度を得て、研磨用途に有用になる。適用されたセルロース被覆は、担体ストランドに対して高い機械的結合力を有する。
【0149】
例2
11%という高いセルロース含有率を有するセルロース溶液を調製してコーティング溶液として使用すること以外は、例1を繰り返した。コーティング装置は95℃の温度で運転した。出口ダイ20の直径は1.5mmであり、ストランド出口ダイ16の直径は0.5mmであった。使用した担体材料は、前処理なしの83dtex36フィラメントの淡褐色ポリエステル加工糸であった。
【0150】
容器入り圧力3.4barで、窒素で覆い、引き出し速度20m/分で、200μmの一貫した直径を有する複合体フィラメントを得た。後処理は例1におけるようにした。得られた材料は剛直なおよび柔らかいブラシ産業における用途に有用である。
【0151】
例3
N−メチルモルホリンN−オキシドの60%水溶液と、機械的に粉砕した平均重合度600のパルプとを、それらからNMMO一水和物中で10.5%の溶解したセルロース含有率を有するセルロース溶液を生ずる量で混合した。それに加えて、溶解プロセス中に、セルロースに基づいて20%の量の酸化亜鉛を機能性添加剤として添加し、剪断下に真空で処理温度を94℃まで上昇させて水を除去することにより、混合物をセルロースの溶液状態に変換した。酸化亜鉛を含む、こうして得られたセルロース溶液をコーティング機器中に移して、コーティングを例3と同じ条件で同じ担体材料に対して実施した。後処理を例1のようにして実施した。得られたモノフィラメントは白色であり、さらに抗菌性および研磨剤効果を有し、歯科方面における衛生用途に適する。
【0152】
例4
18207gの量のN−メチルモルホリンN−オキシドの60%水溶液と1400gの機械的に粉砕した平均重合度DP600のパルプとを、8.8gの没食子酸プロピルおよび、機能性添加剤として、120μmの分級された粒子サイズを有する炭化ケイ素560gと一緒に混合した。この混合物を、攪拌溶解容器中で真空中および94℃まで上昇する処理温度で剪断して、約5700gの水を蒸溜除去することにより、溶解状態のセルロースに変換した。
【0153】
得られた溶液は、9.6%の溶解したセルロースおよび3.8%の炭化ケイ素も均一な分布で含有していた。この溶液を90℃に加熱したコーティング機器中に移した。前処理なしの80tex120フィラメントのリヨセルマルチフィラメント糸を、孔径1mmのストランド出口ダイ16を通して、コーティング担体としてコーティングスペース19中に供給した。容器圧力4.2barで、窒素で覆い、3mmの出口ダイ直径20を引き出し速度15m/分と組み合わせて、最終直径850μmのコーティングされたモノフィラメントを得た。後処理は例1のようにして実施した。製造された材料は特に種々の表面機械加工操作用の非常に研磨作用のある研磨用剛毛として有用である。
【0154】
例5
7573gの60%N−メチルモルホリンN−オキシド水溶液と250gの機械的に粉砕した平均重合度DP600のパルプとを、3gの没食子酸プロピルおよびさらに4510gのセラミック金属酸化物粉末と一緒に混合した。この混合物を、攪拌溶解容器中真空で94℃に上昇する処理温度で剪断することにより、溶解した状態のセルロースに変換した。溶液中に得られた固体含有率47.6%を有する高度にドープしたポリマー溶液をコーティング装置中に移して、それを80℃で加熱した。
【0155】
この組成を種々の設定で使用して、下表にまとめた種々の複合体直径を得た。
【表1】

【0156】
環状の間隙17を高さ調節可能な供給チャンネル14を用いて変化させることにより、その円錐形下流端部15が、全く同時に、その配置に基づいて環状の間隙17の境界となり、システムが混乱した場合の閉鎖手段として役立ち、コーティングスペース19中へのポリマー溶液流入、したがって適用される層厚さ、を調節することが可能である。
【0157】
例6
16130gの量のN−メチルモルホリンN−オキシドの60%水溶液と1237gの機械的に粉砕した平均重合度DP600のパルプとを、さらに没食子酸プロピル7.8gおよび粒子サイズ3〜6μmのダイヤモンド粉末412gと混合した。この混合物を、攪拌溶解容器中で真空中94℃に上昇する処理温度で剪断することにより、約5100gの水を蒸溜除去することによって、溶解した状態のセルロースに変換した。得られた溶液は9.6%の溶解したセルロースおよび3.2%のダイヤモンド粒子も均一な分布で含有していた。
【0158】
この溶液をコーティング機器10の容器スペース11中に移して、95℃で加熱した。ダイ16は閉鎖した。穴径3×1mmの3連ダイをダイ20として使用した。容器圧力6.5barで、一貫した最終直径150μmのフィラメントが引き出し速度30m/分で紡糸可能であった。
【0159】
例4におけるような粒子の研磨剤を添加したために、送水ポンプおよび計量容積型ポンプ、主として歯車ポンプを使用することによる、そのようなポリマー溶液のストランドへの従来の形成は、これらの成分では可能でない。しかしながら、本明細書で提示する形成およびコーティング機器により、そのような添加剤含有ポリマー溶液の連続的な工業的処理も可能になる。
【0160】
連続作製は、例えば、圧力ロック経由でコーティング溶液を補給することによってポリマー溶液排出を中断せずに可能である。
【0161】
例7
リヨセルパルプ(ユーカリ亜硫酸パルプ、cuoxam DP:525)を、水中で溶液比20:1でUltra−Turrax(登録商標)タイプの攪拌機を使用して強くかき混ぜ、圧縮よって35質量%の固体に脱水した。
【0162】
71.4gの圧縮湿性セルロースを、30質量%の水および0.9gのNaOHを含有する321.4gの1−エチル−3−メチルイミダゾリウムアセテート中に分散すると、均一な懸濁液が生じ、それを垂直捏和機中に移した。続いてこれを75℃から115℃にゆっくり上昇する温度および800から15mbarに下降する圧力で剪断して水を除去し、微視的に均一な10質量%のセルロース溶液を得た。次にこの溶液を例2と同様にさらに処理した。
【0163】
例8
リヨセルパルプ(ユーカリ亜硫酸パルプ、cuoxam DP:556)を水中で溶液比20:1で強くかき混ぜ、含水率60質量%に圧縮した。43.8gのこの圧縮湿性セルロースを、30質量%の水および安定添加剤(製造されるポリマー溶液に基づいて0.2%のNaOH、0.02%の没食子酸プロピル)を含有する475gの1−ブチル−3−メチルイミダゾリウムクロライド中に分散して520gの均一な懸濁液を得、それを垂直捏和機中に導入して、温度を80から125℃に上昇させ、圧力を800から20mbarに低下させて剪断し、水を除去することにより、微視的に均一な5質量%のセルロース溶液に変換した。次にこの溶液を例1と同様にさらに処理した。
【0164】
例9
3〜5mmの長さに切断したカイコガ絹フィブロインを水中に分散し、溶液比20:1で強くかき混ぜて12時間膨潤させる。軽い圧縮を実施して脱水しフィブロイン10質量%にする。105gの圧縮湿性絹フィブロインを0.5質量%の没食子酸プロピル/水酸化ナトリウムが予め安定剤として添加された1−ブチル−3−メチル−イミダゾリウムアセテート(BMIMAc)の80%水溶液74.375g中に分散し、179.375gのスラリーを得て、それを捏和機中に導入した後、80〜90℃の温度で圧力を850から5mbarに低下させて激しく剪断し、水を完全に除去することにより、70gの均一な溶液に変換する。溶解時間は160分である。得られた溶液を容器2に装填して例1と同様にさらに処理する。
【0165】
例10
7.0gの微細に粉砕したトウモロコシゼインを水中に分散して濾別する。0.5質量%の没食子酸プロピル/水酸化ナトリウムを安定剤として予め添加した1−ブチル−3−メチルイミダゾリウムクロライド(BMIMCl)の80%水溶液78.75gに、湿性タンパク質を攪拌しながら小分けして加え、均一な懸濁液を形成する。この懸濁液を捏和機中に導入後、80から90℃の温度で圧力を850から6mbarに低下させて激しく剪断し、水を完全に除去することにより、70gの均一な溶液に変換する。溶解時間は120分である。得られた溶液は、容器12に装填して例1と同様にさらに処理する。
【0166】
例11
1−ブチル−3メチルイミダゾリウムクロライド(BMIMCl)中の7.5%(質量による)のPANホモポリマー溶液を95℃でコーティング装置中に移して、それを95℃の温度で同様に加熱した。67%/33%のポリエステル/綿糸(メートル番手24)を未処理で担体材料として使用した。容器入り圧力2bar、引き出し速度6m/分および1.5mmの出口ダイの直径20で、最終ストランド直径300μmの一様なモノフィラメントを得ることが可能であった。環状の間隙17を、高さの調節が可能な供給チャンネル14を使用して変化させることにより、層厚さを変化させ且つ引き出し速度を増大させることが可能であった。引き出し速度25m/分で、400μmの一貫した最終直径がコーティングされたストランドについて達成された。
【0167】
これに続いて水性BMIMClを含有(5質量%)する凝固浴中に垂直に入れる。それに続いて成形品を溶媒のなくなるまで洗浄し、ゴデット上100℃で加熱して乾燥して、フィラメントとして巻き取った。
【0168】
例12
4.6%のPANホモポリマー、23.1%のアルミナ粒子(CT3000SG、0.7μmの微粒子サイズ、Alcoaから)および72.3%のBMIMClからなる、温度が95℃の紡糸溶液を、コーティング装置中に導入した。担体は、紡糸仕上げしていない太さ130μmのPANモノフィラメントであった。高さの調節が可能な供給チャンネル17により環状の間隙17を引き出し速度30m/分に調節した。このようにして、洗い出しおよび乾燥の後、直径200μmの完全なフィラメントを得た。得られたAl2O3コーティングされたモノフィラメントを1400℃で焼結してPAN相を焼き尽くし且つアルミナ粒子を焼結して、外径180μmおよび壁厚さ22μmの多孔質中空繊維を得た。
【0169】
例13
DMF中12.5%(質量による)のPANコポリマー溶液(Dolanタイプコポリマー)をコーティング装置中に25℃で移した。使用した担体材料はリヨセル技法を使用して得た太さ150μmのセルロースモノフィラメントであった。容器入り圧力1bar、引き出し速度30m/分および1000μmの出口ダイ直径20で、最終ストランド直径250μmの一様なモノフィラメントを得ることが可能であった。垂直に出てくるフィラメントを、長さ2メートルの区域を通して熱風の層流に145℃で曝すことにより、コーティングからDMF溶媒を除去した。
【0170】
例14
1−エチル−3−メチルイミダゾリウムナイトレート中6%のPANコポリマー溶液(Dolanタイプコポリマー)を、緩和区域への出口ダイ20がスロット幅500μmのスロットダイであるコーティング装置に100℃で加えた。厚さ100μmのポリエステル発泡体を担体箔として使用し、それをコポリマー溶液で被覆した。5m/分で引き出すと、洗い出しおよび乾燥後に、125μmのPAN−コーティングされた化合物箔が製造された。箔の引き出し速度を20m/分に上げると、厚さ113μmの箔が生じた。
【0171】
例15
DMAC中10%のPANコポリマー溶液を30℃でコーティング溶液として使用した以外は、例14を繰り返した。引き出し速度15m/分で、スロット20を調節することにより、担体箔は厚さ15μmのPAN層でコーティングした。引き出し速度を8m/分に低下させると、層厚さは22μmになった。各々の場合に、向流で垂直に現れる2成分箔を熱風の層流に155℃で長さ2メートルの区域を通して曝すことにより、コーティングからDMAC溶媒を除去した。
【0172】
例16
坪量60g/m2のスパンボンデッドのポリエステルウェブをコーティングした以外は、例14を繰り返した。引き出し速度8(15)m/分で130g/m2のPAN積層ポリエステルウェブを製造した。
【0173】
例17
水中13%(質量による)のPVA溶液を調製して25℃でコーティング装置中に導入した。コーティング機器10中の孔ダイ16の直径は1mmであった。コーティングされるべきストランドは、150本の個々のポリエステル繊維の合計線密度100texのマルチフィラメントからなる。引き出し速度は15m/分であった。PVA溶液は、圧力0.5barでコーティングスペース19中でコーティングすべきストランド上に供給された。直径2mmのダイ20から出て10cmの空気間隙を通過した後、PVA/水溶液層は、400g/lの硫酸ナトリウムを含有する凝固浴中で沈殿し、それを希硫酸ナトリウム溶液で洗浄し、次に60℃で空気乾燥して180℃でヒートセットした。コーティングされたストランドにおけるPVAの比率は25%であった。
【0174】
例18
3.5/1の水/エタノール混合物中の14%(質量による)のPVA溶液を調製して25℃でコーティング装置中に導入した。コーティング機器10中の孔ダイ16の直径は0.5mmであった。コーティングすべきストランドは、80本の個々のポリエステル繊維の合計線密度が50texのマルチフィラメントからなった。引き出し速度は30m/分であった。PVA溶液を圧力0.5barでコーティングスペース19中のコーティングすべきストランド上に供給した。直径1.0mmのダイ20から出た後、コーティングされた系を向流の空気の層流で80℃の温度で乾燥した。
【0175】
例19
PVA溶液が6%(質量による)のPVAおよびそれに加えて15.5%の伝導性カーボンブラックを含有した以外は、例12を繰り返した。乾燥したストランドは比電気抵抗が2オーム/cmであり、したがって著しい電荷消散特性を有していた。
【0176】
本明細書中で挙げた典型的実施形態は、提示したコーティングプロセスについて可能な使用から少数選択したものにすぎない。前述のように、種々の成分を、ポリマー溶液中に直接導入して任意の所望の担体にコーティングにより適用および固定することができ、または担体に前処理により配置させて次にポリマーが再生されるポリマー溶液で被覆することにより永久的に固定することもできる。その成分が互いに相互作用し得る機能化が異なるポリマー溶液を用いて、直接連続する操作で、担体材料に複数のコーティングをする可能性は、さらなる使用分野を切り開く。
【技術分野】
【0001】
本発明は、担体材料および少なくとも1種のポリマーを含有する被覆材料、例えば特にブラシまたはブラシの毛用の繊維または細糸を備える成形品に関する。さらに本発明は、担体材料をコーティングすることを含む、成形品を製造する方法に関する。
【背景技術】
【0002】
異なった担体材料の上にポリマー、例えばセルロース、を含有する層の製造自体は知られている。成形可能なセルロース系ポリマーのドープを製造するための初期の方法は、種々の成形品上にセルロースの被覆を生じさせる提案の基盤となる。
【0003】
DE524929では、異なった起源の糸をビスコース溶液に含浸し、次にセルロースを再生することにより紐を製造することが提案されている。再生されたセルロースは、個々の糸の間の結合剤として、ならびに紐に滑らかな外表面を作るために役立ち、その結果紐は加工性が改善される。
【0004】
DE557554では、特に強い人工糸の製造が提案されている。破断強度の高い芯糸が、ビスコース、セルロース/酸化銅アンモニア溶液またはアセテートの紡糸溶液から形成することができるセルロース層で被覆される。
【0005】
上記の方法で、直接溶解法で製造されるセルロース溶液の使用を指向するものはなく、これらの方法で、特に高率の添加剤を混合できる、特に強く、一様かつ調整可能なコーティングを製造する、そのような溶液の緩和挙動を利用するものはない。
【0006】
GB559943では、とりわけ、溶解した形態のセルロース誘導体を研磨用の粒子を紙に固定する接着剤として使用することが提案されており、その際コーティングは、セルロース誘導体層を接着剤として最初に適用し、次に研磨用の粒子が分配されて、セルロース誘導体の最終層とともに固まる、3段階の連続工程で達成される。したがって、研磨用粒子のこの層の担体表面への結合は3つのプロセス工程を要する。
【0007】
繊維または繊維メッシュの形態の内部補強材を入れたセルローススポンジ布の製造は、WO99/27835に概説されている。セルロースの成形可能な溶液を製造するためにリヨセル法が提案されている。決められた厚さの一様な機能層の製造は、セルロース溶液が輸送ベルト上またはポリマーのメッシュ上のいずれかに広げられるので、この方法から誘導できず、この提案は、本明細書において以下に提案する方法とは著しく異なる。既存の方法は、主として、成形可能なポリマーから薄い層または細いフィラメントを製造するために使用される。これらは、有用であったとしても、例えば、工業的な特殊な用途または研磨、清浄化もしくは修復の目的のために必要な添加剤用の担体材料として少しばかり有用であるにすぎない。存在する添加剤の比率および粒子サイズに依存して、およびフィラメント直径にも依存して、成形するポリマーのポリマーネットワークがますます崩壊すると、そこから例えば繊維およびフィラメントの物理的な布地特性の低下がおこり、および/またはこれらの溶液の紡糸が可能でなくなる。存在する添加剤の比率および粒子サイズは、例えばバルブおよびポンプの部品に摩耗を生じさせることにより、機械の部品にも影響し得る。
【発明の概要】
【0008】
知られている不利点を回避してポリマーコーティングを有する成形品を製造する方法を利用可能にすることが、本発明の目的である。その目的は、成形品の直径および/または層厚さが一様で選択可能であり、且つポリマー層が選択された添加剤の混合に適した製品を提供することである。成形品は、大きい比率の機能性添加剤を添加しても、補強する性質、特に高強度を有するであろう。担体材料の形状は、変化することができ、および/またはコーティング層の厚さは一様で選択可能であろうが、一方、コーティングは、大量であっても機能性添加剤をしっかりと付着させるのに適する。同時に、この方法は、液体活性成分を含むカプセルの混合のように、容易に自壊する敏感な添加剤の場合に、または伝導性カーボンブラックもしくは活性炭の場合のように、ポリマー溶液に有害な効果を有し得る添加剤の場合に、非常に低い剪断力のみを使用する被覆材料の穏やかな処理を保証するであろう。このコーティングは、担体材料の特性を損なわないであろう。高強度の結合が担体材料とコーティングとの間で形成するであろう。より特別には、この方法は、堅固に固定された研磨用の粒子を有するコーティングの製造を、比較的大きい粒子直径のものであっても可能にするであろう。
【0009】
ポリマーコーティングを有する成形品を製造する方法は、ポリマーを溶媒中に直接溶解法で溶解することにより、ポリマー溶液から被覆材料を製造することを含み、該被覆材料は、コーティングスペースで担体材料に出合い、そこで該被覆材料と該担体材料とが接触して、可変圧力における強制されたぬれとコーティングスペース内の流動平衡とにより、該担体材料上に被覆材料の暫定的な層を形成し、次に担体材料は該層と一緒に、ポリマーの配向および粘弾性的緩和を可能にする所定長さの緩和区域を通過して最終的な低応力ポリマー溶液層を形成し、さらに被覆材料は、該担体材料が該コーティングスペースから該緩和区域に開いた出口開口部を通る引き出しを調節することおよびポリマー溶液層から溶媒を最終的に除去することにより変形可能である。
【0010】
成形品を製造する本発明の方法において、コーティングまたは被覆材料は、ポリマーを直接溶解法で溶解することにより、ポリマー溶液から製造して、ストック貯蔵容器に供給する。担体材料は、決められた速度で供給チャンネルおよび開口部を通してコーティングスペースに供給し、その際、供給チャンネルが被覆材料を含む容器を横切る。同時に、被覆材料を所定の間隙を通して所定の圧力でコーティングスペース中に供給して、そこで、初めて被覆材料と担体材料とが接触し、その後担体材料は、付着する被覆材料と結合して、さらなる出口開口部を通って送られ、決められた、より特別には可変の、長さの緩和区域を通過する。担体材料の速度、被覆材料の圧力および粘度、被覆材料がそこを通って担体と出合う間隙のサイズ、担体材料が被覆材料と一緒にそこを通ってコーティングスペースを去る間隙のサイズを調節することにより、および緩和区域の長さにより、決められた層が形成される。該区域長さは、ポリマー溶液が粘弾性的であるために、溶媒を除去したときに、形成される最終的な層厚の担体材料に対する堅固な相互連結にのみ緩和が起こるように選択する。
【0011】
最終的に、溶媒はポリマー溶液層から除去される。
【0012】
直接溶解法は、ポリマーが、化学的誘導体化も形質転換もなく、溶媒中に直接溶解される溶解法である。
【0013】
本出願における被覆材料は、担体材料上のコーティングであるかまたはコーティングになる材料を意味すると理解されるべきである。
【0014】
コーティングは、担体材料を完全にまたは部分的に覆うことができて、担体材料と直接接触する。
【0015】
好ましくは、緩和区域長さはこの方法のさらなる工程において設定される。緩和区域長さは、より特別には少なくとも0.5cmである。区域長さは、被覆材料溶液のポリマー構成成分が緩和するように、すなわち、担体材料に沿って応力のないように配向して、溶媒を溶出した後に、担体材料の周り及び担体材料と強い最終的な結合を形成するようにのみ選択する。
【0016】
担体材料のコーティングスペース(19、19’)、後続の緩和区域(40)、および被覆層ポリマーの少なくとも部分的に起こる沈殿からの引き出しが、成形性、特にポリマー被覆材料の最終的ポリマー溶液層を形成する噴流伸張比を提供する。
【0017】
緩和区域は、好ましくは標準的周囲条件下にある。したがって、コーティングされた担体材料は大気圧下の空気区域を通過する。あるいは、周囲条件は、温度、圧力および雰囲気組成により、担体材料上における被覆層の緩和が有利になり、より特別には加速されるようにすることもできる。
【0018】
あるいは、減圧もあり得るし、または成形品をある種のガス流に曝すこともできる。さらなる可能性は、例えば、温度および/または湿度を設定することによって、緩和区域の空調を行なうことである。
【0019】
本発明による方法の好ましい態様において、被覆材料は容器中で加圧される。
【0020】
問題は、成形品を製造するための、特に上記のように、ポリマー溶液、特にセルロース溶液が、周囲圧力と比較して高圧下で出口開口部に送られ、そこで周囲条件で緩和される方法によりさらに解決される。
【0021】
圧力は、計量ポンプにより発生させることができる。しかしながら、ガス圧力またはピストンを使用することが好ましい。これは、出発原料が機能性添加剤、特に比較的大きい直径または比較的大量の研磨剤を含有するときに特に有利である。このタイプの添加剤は、計量ポンプの動作に不利な効果を有することがある。
【0022】
圧力は、好ましくは出発原料を不活性ガス、例えば窒素、で加圧することにより発生させる。窒素は、高温貯蔵時に、特に追加の添加剤が存在するときに起こりうる分解反応を抑制する。加圧されたガス雰囲気は、湿気を少しでも含むべきではなく、それは例えばセルロース溶液の溶解状態を害するからである。
【0023】
ポリマー溶液は、周囲圧力に対して、好ましくは、0.1barと50barとの間、好ましくは0.3barと6barとの間の高圧下に置かれる。
【0024】
決められた担体材料の速度で、ポリマー溶液または紡糸液を加圧するために選択する圧力は、紡糸液それ自体の組成およびそれから生ずる流動挙動および被覆層の最終的な所望の厚さに起因する。例えば、溶液の一様な吐出には、溶液のポリマー含有率が増加するほど高い圧力が必要になる。同じことが増加する引き出し速度についても成り立つ。好ましい圧力は約0.1barから10barである。例えば、セルロース含有率4重量%のコーティング溶液には0.3barが適当であり、セルロース含有率12重量%および引き出し速度60m/分以下には6barが適当である。約50barまでは、圧力を高くするほど顕著に高い引き出し速度が可能になる。
【0025】
一貫した品質の成形部品またはコーティングを得るために、圧力を再調整することができる。このことにより、コーティング機器中の量が減少するときに一定の出口速度も確保されるであろう。
【0026】
本発明による方法の有利な態様において、担体材料で構成される特にフィラメント状の芯は、少なくとも1種の被覆材料でコーティングされる。
【0027】
担体材料を、さらなる操作で除去して中空の物品を製造することができる。
【0028】
特定の一態様において、担体材料および/または少なくとも1種の被覆材料は、主として(50重量%を超える)セルロースを含有する。
【0029】
担体材料、特に円形断面のもの、例えばモノまたはマルチフィラメントおよび紡績糸、の上での同心的だけでなく偏心的な同軸層形成を、これらの成形品に収縮捲縮を適用するために使用することができる。
【0030】
本発明による方法の好ましい一態様において、担体材料の芯は、コーティングスペースに、決められた速度で連続的に供給され、周囲圧力と比較して高い圧力下にあり、その圧力が被覆材料の組成および粘度の関数として調節されている被覆材料とその中で接触し、それに続いて調節可能なサイズの出口開口部を通して送られて周囲条件で緩和される。
【0031】
厚さと品質が一貫している被覆層はこのようにして得られる。被覆層厚さは、広範な限界内で変化することができる。それはコーティングされた成形品向けの用途の関数として調節され、被覆溶液組成、特に添加剤のサイズにより影響される。厚さは一般的に200ナノメートルから5.0ミリメートルの範囲内にある。好ましい範囲は、意図される用途に応じて、1から800μm、より好ましくは5から600μm、特に10から500μmおよび非常に特別には20から400μmの間にある。
【0032】
芯材料と被覆材料との相境界は、コーティング法のために特に十分発達している。本発明の成形品は、この理由と他の理由の結果として、芯材料も溶液の形態で押し出される共押し出し成形品と区別することができる。
【0033】
ポリマー溶液は、直接可溶な天然、合成のまたはバイオテクノロジーで製造されたポリマーを使用して製造することができる。直接可溶なポリマーとは、化学的誘導体化なしで直接溶解することができるポリマーのことである。
【0034】
適当なポリマーは、例えば、多糖類、例えばセルロース、キトサン、デンプンなどの天然ポリマー;ポリアクリル酸、ポリアクリルアミド、ポリビニルアルコール、ポリアクリロニトリル、ポリスチレン、ポリメチルメタクリレート、ポリエステル、ポリアミド、ポリイミドなどの合成ポリマー;またはポリラクチド、タンパク質、例えば絹、フィブロインなど、バイオテクノロジーで製造されたポリエステルまたはポリアミドなどのバイオポリマーである。
【0035】
セルロース溶液が、成形品を製造するために好ましく使用される。セルロース溶液が、誘導体化無しでN−メチルモルホリンN−オキシド中またはイオン性液体中における直接溶解法で、すなわち、いわゆる「リヨセル」法で得られることが特に好ましい。セルロース溶液を使用して製造された成形品は、被覆層の担体材料に対する特に良好な接着および/または添加剤の特に高い含有率が可能なことが注目に値する。
【0036】
ポリマーを溶解するために適当な溶媒は、例えば水、アルコール、アセトン、アセトニトリル、ジメチルスルホキシド、グリセロールなどの極性溶媒、LiCl、チオシアン酸ナトリウムなどの塩、酸、例えば酢酸、アンモニア、イオン性液体;ジメチルホルムアミド、ジメチルアセトアミド、N−メチルピロリドンなどの有機溶媒、短鎖炭化水素、例えば石油、エーテルなどの無極性溶媒である。適当な第三級アミンオキシドは例えばNMMNOであり、適当なイオン性液体は、例えばアルキルイミダゾリウムクロライドまたはアセテートまたはナイトレートである。
【0037】
添加剤は溶液状態になり、後続の形成及び凝固工程において、成形品上、特に被覆層上に移行するので、添加剤が一様で均一に分散するように、得られるポリマー溶液を改質するために、溶解プロセス中に添加剤を加えてもよい。
【0038】
本方法の一態様において、ポリマーのまたは特にセルロースの溶液を、成形工程前に機能性添加剤と、例えば攪拌により、十分混合して、機能性添加剤の均一な分散を確実にする。
【0039】
機能性添加剤は、成形品の以下の特性の少なくとも1つに特に影響するように選択される:引っ張り強度、曲げ強度、剛性、耐摩耗性、研磨性、表面粗度、液体吸収容量、摩擦挙動、電気伝導度;臭い、色、耐炎性、バリア形成、特に気体および/もしくは液体の透過性、ならびに/または、特にある種の用途における外的影響、例えば気候安定性、UV照射などの放射に対する安定性、化学的安定性、機械的作用に対する安定性、加熱および寒冷に対する安定性などの熱的安定性、耐火性に関する安定性。機能性添加剤は、好ましくは、研磨、清浄化もしくはケアの目的などの工業的な特殊な用途のために使用される作用剤の群の部材である。これらには、例えば、カーバイド、コランダム、金属酸化物、ダイヤモンド粉末、立方晶窒化ホウ素(CBN)または硬質金属などの研磨剤が含まれる。機能性添加剤には、脂肪、パラフィンなどの油、芳香剤、無機物、減摩顔料、例えばテフロン、硫化モリブデンまたはグラファイト、TiO2などの色素顔料などだけでなく、イオン交換体、吸収剤(例えばベントナイトまたは改質ベントナイト、活性炭、ゼオライトなど)、純銀、超吸収剤、PCM(相変化材料)、疎水性/親水性改質剤、昆虫忌避剤、UV吸収剤、サーモクロミック/エレクトロクロミック物質、表面活性剤、分散剤、細孔形成剤、泡形成抑制剤(例えばシリコーン含有化合物およびフッ素化化合物)、抗酸化剤(例えば立体障害フェノールおよびホスファイト)、熱的安定剤(例えばホスファイト、有機リン化合物、有機カルボン酸およびフェノール化合物の金属塩)、光またはUV安定剤(例えば立体障害ヒドロキシベンゾエートおよび立体障害アミン)、マイクロ波吸収添加剤(例えば多官能性第一級アルコール、グリセロールおよび炭素)、強化繊維(例えば炭素繊維、アラミド繊維およびガラス繊維)、伝導性繊維または粒子(例えばグラファイトまたは活性化された炭素繊維または粒子、伝導性カーボンブラックまたは金属)、潤滑剤、加工助剤(例えば、脂肪酸の金属塩、脂肪酸エステル、脂肪酸エーテル、脂肪酸アミド、スルホンアミド、ポリシロキサン、有機リン化合物、ケイ素含有化合物、フッ素化化合物およびフェノールポリエーテル)、難燃剤(例えばハロゲン化化合物、リン化合物、有機ホスフェート、有機臭素化物、酸化アルミニウム三水和物、メラミン誘導体、水酸化マグネシウム、アンチモン化合物、酸化アンチモンおよびホウ素化合物)、粘着防止剤(例えば陶土、タルク、ゼオライト、金属カーボネートおよび有機ポリマー)、防曇剤(例えば、グリセロールエステル、ポリグリセロールエステル、ソルビタンエステルおよびそれらのエトキシレート、ノニルフェニルエトキシレートおよびアルコールエトキシレートなどのノニオン性界面活性化学物質)、静電気防止剤(例えばノニオン性静電気防止剤、例えば脂肪酸エステル、エトキシ化アルキルアミン、ジエタノールアミドおよびエトキシ化アルコール;アニオン性静電気防止剤、例えばスルホン酸アルキルおよびリン酸アルキル;カチオン性静電気防止剤、例えば塩化物、メソ硫酸塩または硝酸塩の金属塩、および第四級アンモニウム化合物;および例えばアルキルベタインなどの両性界面活性剤)、抗微生物剤(例えばヒ素化合物、硫黄、銅化合物、イソチアゾリンフタルアミド、カルバメート、銀、銀−亜鉛ゼオライト、銀−銅ゼオライト、銀ゼオライト、金属酸化物およびケイ酸塩系の無機物)、架橋剤または制御された分解剤(例えば、過酸化物、アゾ化合物、シラン、イソシアネートおよびエポキシ樹脂)、染料、顔料、着色剤、蛍光増白剤または光学増白剤(例えばビスベンゾオキサゾール、フェニルクマリンおよびビス(スチリル)ビフェニル)、充填剤(例えば天然無機物および例えば、酸化物、水酸化物、炭酸塩、硫酸塩およびケイ酸塩などの金属;タルク;クレイ;珪灰石;グラファイト;カーボンブラック;炭素繊維;ガラス繊維およびビーズ;セラミック繊維およびビーズ;金属繊維およびボール;種々の微粉末;および例えば、木材繊維などの天然または合成起源の繊維、デンプンまたはセルロース微粉末の類)、結合剤(例えばシラン、チタネート、ジルコネート、脂肪酸塩、無水石膏、エポキシ樹脂および不飽和ポリマー酸)、補強剤、結晶化剤または結晶核形成剤(例えば、ポリマーの結晶性を増大または改善する、例えば結晶成長の速度または動力学、成長した結晶または成長した結晶の種の数を改善する任意の所望の作業材料)、その他も含まれる。
【0040】
機能性添加剤の添加により、噴霧、接着または浸漬などの従来のコーティング工程を使用しては達成できない特性/特性の組合せを有する構造の複合体材料が提供される。それに加えて、無関係なものの含有率がポリマーに基づいて95重量%以下と非常に高く、または3mmまでの比較的大きい粒子サイズを有する無関係な成分を含有する「不安定な」ポリマー溶液でさえ、処理が可能である。
【0041】
機能性添加剤は、好ましくは研磨剤、ケア剤および/または芳香剤である。特に上記の群から選択される機能性添加剤は、ポリマーを含有する出発原料中に、好ましくは出発原料が溶解状態に変換される前に、それが未だ液体、ペースト状または顆粒形態であるときに、粒子または液滴形態で分散することが好ましい。
【0042】
機能性添加剤の液滴または微粒子のサイズは、一般的に1ナノメートルから3ミリメートルの範囲内にある。本明細書において、サイズは、微粒子または液滴の最大直径を意味すると理解されるべきである。
【0043】
添加される機能性添加剤の液滴または微粒子のサイズは、添加される添加剤の種類および意図される用途に依存する。本発明の方法では、研磨用の、伝導性の、吸収性の機能性添加剤/カプセル化された成分を含むカプセルが好ましく利用されてもよい。これらの添加剤は、単独でもしくは組合せでまたはそうではなく抗菌性、難燃性、芳香性もしくは染料の化学物質などのさらなる機能性添加剤と一緒に使用することもできる。
【0044】
研磨用の機能性添加剤は、好ましくは、平均サイズが1μmから3mmである。それらは好ましくは厚さが5mm以下のコーティング中に包埋されている。研磨用の添加剤の比率は、コーティングの合計重量に基づいて最大95重量%にすることができる。炭化ケイ素またはコランダムが研磨用の添加剤として選択されるとき、それらの平均粒子サイズは好ましくは1.2μmから3mmの範囲内にある。コーティング中における比率は、好ましくは、コーティングの合計重量に基づいて35重量%以下である。立方晶窒化ホウ素(CBN)は、好ましくは、平均粒子サイズが1μmから1.0mmであり、層厚さは好ましくは3mm以下、コーティングのCBN含有率は、コーティングの合計重量に基づいて好ましくは45重量%以下である。
【0045】
それに対して、ダイヤモンド粉末は、好ましくは、平均粒子サイズは2.5〜90μm、コーティング厚さは一般的に1.5mm以下、ダイヤモンド粒子の比率はコーティングの合計重量に基づいて50重量%以下である。
【0046】
機能性添加剤が伝導性カーボンブラックである場合、平均粒子サイズは、好ましくは5〜50nmの範囲内であり、層厚さは好ましくは少なくとも200nmであり、伝導性カーボンブラック含有量は、コーティングの合計重量に基づいて好ましくは60重量%以下である。
【0047】
相変化材料(PCM)、例えば医薬、芳香剤または染料、を充填することができるマイクロカプセルでは、平均粒子サイズが好ましくは2〜90μmであり、層厚さは好ましくは少なくとも5μmであり、マイクロカプセルの比率は、コーティングの合計重量に基づいて好ましくは60重量%以下である。
【0048】
抗菌性の機能性添加剤の中で、ナノ銀は、平均粒子サイズが好ましくは20nm以上であり、コーティング厚さは少なくとも200nmであり、ナノ銀含有量は、コーティングの合計重量に基づいて1重量%以下である。抗菌性添加剤としての酸化亜鉛は、好ましくは平均粒子サイズが2〜4μmであり、層厚さは好ましくは5μm以上であり、コーティング中における酸化亜鉛の比率は、コーティングの合計重量に基づいて好ましくは60重量%以下である。
【0049】
吸収性添加剤は、好ましくは、平均粒子サイズが5μm〜3mm(活性炭)または8μm〜2mm(超吸収剤ポリマー、SAP)であり、層厚さは好ましくは少なくとも5μm(活性炭)または4mm以下(SAP)であり、吸収性添加剤の比率は、コーティングの合計重量に基づいて好ましくは40重量%以下である。
【0050】
イオン交換体が機能性添加剤として使用される場合、それらの平均粒子サイズは、好ましくは5μm〜3mmの範囲内であり、コーティング厚さは、好ましくは少なくとも10μmであり、イオン交換体の比率は、コーティングの合計重量に基づいて好ましくは50重量%以下である。セラミック粒子を機能性添加剤として重量分率で95%以下で使用することも有利である。この場合、粒子サイズは1〜5μmであり、層厚さは、5μm〜5mmまでの範囲内で達成することができる。焼結し同時に担体を除去した後、中空繊維、中空ワイヤまたは膜などの中空の成形品が得られ、それらは種々の工業的な目的のために使用することができる。
【0051】
本発明の方法は、剪断力が事実上関与しないので、液体が充填されたマイクロカプセルを含むコーティングを製造するために特に有用である。紡糸口金ポンプが必要ないので、研磨剤効果を有する粒子を含むコーティングを製造することも可能である。紡糸口金金型の摩耗が回避される。
【0052】
NMMO中またはイオン性液体中のセルロースの溶液は、本発明の方法でコーティングを製造するのに特に有用である。これらの溶液は、セルロースの構造を十分に保ち、すなわち、セルロース鎖が配向したままである。それ故、形成工程において、成形品中で分子を配向させるために延伸することは最早必要でない。このことにより、これらの溶液を使用して製造された成形品の特に高い機械的強度の原因も説明される。大量の添加剤でさえ、セルロースマトリックス中にしっかり固定することができて、全体的強度においてそのための低下がない。高分率の結晶性セルロースが、成形済みの物品において検出可能である。対照的に、セルロースアセテート溶液、セルロース/銅アンモニウム溶液およびビスコース溶液は、鎖分子鎖が最早互いに結合していない真溶液である。成形済みの物品は、大きい非晶質領域を含み、それらは、さらに高い強度を得るためには、先ず延伸/配向しなければならない。セルロースの結晶化度は、例えばDIN EN13925−1ないし−3「非破壊的試験−ポリ結晶性及び非晶質材料のX線回折法(Zerstoerunqsfreie Pruefung - Roentgendiffraktometrie von polykristallinen und amorphen Materialien)」に記載されたX線回折法により決定することができる。
【0053】
本発明の有利な一態様において、ポリマー溶液を保持する容器は、温度制御されて、すなわち、一般的には加熱されている。
【0054】
本発明による方法の特に有利な一態様において、担体材料は、芯の出口方向に滑らすことができる供給チャンネルを通してコーティングスペースに供給され、供給チャンネルはポリマー溶液とともに容器スペースを横切り、それがコーティング操作前には担体材料と被覆材料とを互いに分離している。したがって、供給チャンネルとコーティングスペースの内壁との間の間隙を変化させることが可能である。特定の間隙幅の設定により厚さが一貫した層の製造が可能になる。
【0055】
コーティングスペース内の担体材料と被覆材料とは、それぞれの材料の特性、例えば溶液の特性、粘度または添加剤含有率の関数として選択することができる決められた位置で出合う。
【0056】
供給チャンネルおよび容器スペースは、出口開口部に対して同軸で配置されることが好ましい。
【0057】
コーティングに先だって、被覆材料層の厚さを調節すること、特に供給チャンネルを容器スペース内に配置すること、出口開口部の開口部断面を選択すること、担体材料の引き出し速度を調節すること、被覆材料のコーティングスペース中への出口速度を調節すること、および/または緩和ゾーンにおけるポリマー溶液の流動性および戻り変形性を決定するポリマー溶液組成を選択すること、ならびにコーティングスペースからの出口開口部のサイズおよび形状が有利である。
【0058】
処理条件下でコーティングスペース中における接触時間を決定する流出速度および引き出し速度を決定するのは、コーティング溶液粘度および印加される圧力に加えて、開口部断面および供給チャンネルの位置である。
【0059】
コーティングスペース内では、それに続く緩和区域と比較して、種々の圧力および/または種々の流速が、被覆材料、担体材料および/または両者のために広く使われる。
【0060】
本方法のさらなる一態様において、担体材料を、供給チャンネルに到達する前に前処理してもよく、または担体材料を供給チャンネル中で前処理してもよい。
【0061】
追加の機能性添加剤は、芯上に配置してもよく、被覆材料によって保持または/および保護してもよい。
【0062】
機能性添加剤は、例えば担体材料の表面上に非永続性の結合剤でつけて、コーティングの行程で被覆材料により覆ってもよい。この手順は、添加剤が処理条件、特に処理溶媒、に適合性でないときに推奨される。この場合、任意の所望の担体材料が、非永続性の結合剤系で含浸されて、例えばプロセスに敏感な添加剤を吸収し、その添加剤は、その後例えばセルロースの永続的な覆いの構築がつけ加わることにより安定化することができる。接触時間は短いが、添加剤は複合体に固定される。
【0063】
担体材料には、例えば剪断に敏感な添加剤を適用しておくこともできる。請求項に記載の方法により、大きい剪断力なしで担体材料のさらなるコーティングが可能になる。したがって、剪断に敏感な添加剤は、コーティング操作中に応力をかけられない。成形済みの物品を剪断力に曝すと、剪断に敏感な添加剤は例えば着色粒子を分泌する効果を発揮することができる。
【0064】
本発明の有利な一態様においては、使用されるシート状担体材料の上側と下側で被覆材料層の厚さを異ならせる。
【0065】
本発明による方法の有利な一態様においては、シート状で透過性の担体材料が使用される場合に、前述のコーティングスペースの部分領域を減圧にして、被覆材料の担体材料中への拡散を起こさせる。
【0066】
本発明による方法の有利な一態様においては、コーティングされた担体材料を、引き続いてさらにコーティングする。そのためには、コーティングされた担体材料を、より特別には、直ちに続けてさらなるコーティングスペース中に送り、そこでそれを高圧下で供給されるさらなる被覆材料でコーティングしてもよい。
【0067】
コーティングされた担体材料は、それに続いて浸漬浴に送られ、その中でさらにコーティングされることもできる。または、その後、コーティングを加えた成形品を、芯として、上記のような方法による処理に再びかける。
【0068】
さらなるコーティングは、例えば、同様なまたは異なったポリマー溶液の被覆層であってよく、例えば同様に、機能性添加剤を含有するおよび/または表面を平滑化する、被覆層のための保護層を形成するセルロース層であってもよい。
【0069】
成形品は、より特別には、グリセロールまたは何か他の可塑剤を含む浸漬浴を通して導くことができる。可塑剤はセルロース材料に浸透して、成形品の可塑剤含有率は30%にまで達する。この可塑剤含有率はある程度の湿分を提供し、それ故材料に滑らかさおよび可曲性を提供する。
【0070】
あるいは、成形品を、さらなる浸漬浴に導いて通し、その中で成形品の表面を例えば粗にすることができる。これらの成形品は、液体、または例えば油を、その表面に結合および分離させることができる。
【0071】
コーティングされた成形品は、さらなる工程において当業者に知られた方法にしたがって処理すること、例えば、凝固浴に導いて通し、温度制御し、捲縮をかけおよび/または引き伸ばすことができる。
【0072】
本発明の幾つかの態様においては、例えば防汚性、耐水性、手ざわりの柔らかさ、および湿分管理特性などの追加の特性を付与するために、ポリマーの成形品にある種の処理または保護膜を適用することができる。処理および保護膜の例として、Epic(登録商標)(Nextec Applications Inc.,Vista、カリフォルニアから入手できる)、Intera(登録商標)(Intera Technologies,Inc.,Chattanooga,テネシーから入手できる)およびZonyl Fabric Protectors(登録商標)(DuPont Inc.,Wilmington,デラウェアから入手できる)、Scotchgard(登録商標)が挙げられる。
【0073】
担体材料は、連続的にまたはバッチ操作によりロットでコーティングすることができる。
【0074】
コーティング操作は理想的には中断されるべきではないので、成形物品の決められた長さの中間製品を連続して形成することが有利である。そのために、コーティングされた製品をスピンドルに置く。これらを次の工程で一斉に解き、その結果、成形品は、引き出し速度と比較して低下した速度で、洗浄区域を各々同時に通過する。
【0075】
問題は、剛直なブラシおよび柔らかいブラシに加工することができる剛毛にさらなる従来の工程で加工し得るフィラメントを、成形品を製造するための上記の様なプロセス工程を使用して製造することによる、剛毛を製造する方法によっても解決される。剛直なブラシおよび柔らかいブラシにおける剛毛としてのさらなる用途に加えて、多くのさらなる分野の用途が、使用される機能性添加剤に応じて考えられる。例えば、この方法により製造される繊維またはフィラメントは、単独でまたは他の繊維もしくはフィラメントと混合して編織布に加工されることができる。
【0076】
本発明の成形品を製造するのに適した装置は、被覆材料のための加圧可能な容器スペース、担体材料および被覆材料のための各々少なくとも1つの可変の供給開口部ならびにさらにコーティングされた担体材料を送り出すための少なくとも1つの出口開口部を有するコーティングスペースを備える。供給チャンネルは容器スペース内に配置され、それにより境界を決められたコーティングスペース中に担体材料を供給する。担体材料のための供給チャンネルは、位置の調整が可能であり、被覆材料容器スペースをコーティングスペースから閉鎖することができるが、特にコーティングスペース内への被覆材料のための供給開口部を変化させることができるように作られている。
【0077】
有利な一態様において、容器スペース内の供給チャンネルは可動性であり、その結果、供給チャンネルと容器スペースの内壁との間に特に環状の間隙または溝をつけた間隙を設けることができる。
【0078】
有利なことに、容器およびコーティングスペースは、供給チャンネル(14;14’)により分離した部分領域に細分されているかまたは細分可能であり、その結果、特に、異なった種類および/または量の被覆材料を、分離した部分領域を通して担体材料に供給することができる。
【0079】
本発明の有利な一態様において、少なくとも1つの部分領域内を減圧にすることができる。
【0080】
本発明による装置のさらに有利な一態様において、被覆材料のコーティングスペースへの出口のための間隙開口部は、部分領域毎に調節可能である。
【0081】
有利なことに、供給チャンネルは、担体材料を前処理するのに、特に微粒子または液体を適用するのに適するように具体化されている。
【0082】
本発明は、上記のような方法により得ることができる、少なくとも1種の担体材料および少なくとも1種の被覆材料からなる成形品をさらに提供する。その中の被覆材料層の厚さは、一般的に200ナノメートルと5ミリメートルとの間である。
【0083】
成形品は、好ましくは、少なくとも1種の機能性添加剤、特にサイズが1ナノメートルから3mmの固体微粒子を、特に被覆材料の95%以下の重量分率で含有する。
【0084】
本発明の特に好ましい態様は、成形品、特に少なくとも5重量%、特に少なくとも10重量%、より好ましくは少なくとも20重量%およびさらにより好ましくは少なくとも50重量%のセルロースを含む剛毛の作製のためのフィラメント、成形されたセルロース物品中に混合された少なくとも1種の機能性添加剤を含有する成形品に関する。機能性添加剤は、成形品の出発原料中に分散した固体粒子、および/または成形品の出発原料中に乳化された液体を含む。成形品の直径は、少なくとも0.01mm、好ましくは0.01mmと3mmとの間、およびより好ましくは0.1mmと1.0mmとの間である。
【0085】
一態様において、成形品は円筒形である;すなわち、その表面は、平行な直線が境界となっている。その外形は、好ましくは、回転対称性である。しかしながら、断面は、成形品が縁のある曲面および/または大表面積の曲面を有するような他の形状を有していてもよい。
【0086】
乾燥状態にある成形品は、典型的には、少なくとも5%(重量分率)、好ましくは少なくとも20%のおよびより好ましくは50%〜95%までのセルロースからなる。セルロースは、好ましくは、リヨセル法により得られ、すなわち、誘導体化せずにN−メチルモルホリンN−オキシド中またはイオン性液体中での直接溶解法により得られたものである。
【0087】
成形品は、特定の一態様で少なくとも1種の機能性添加剤を含有する。成形品は、乾燥物の95%重量パーセント以下の1種以上の機能性添加剤を含むことができる。
【0088】
機能性添加剤は、ポリマー、すなわち、例えばセルロース中で束縛された状態にある。成形用ポリマー中に包含された機能性添加剤は、成形品の表面に単に配置しただけの粒子と違って、一定速度で放出され/役に立つことができる。
【0089】
それらは、さらに、成形品の全体積にわたって機能性添加剤の蓄積を形成する。したがって、成形品の機能性は、特に剛毛フィラメントが関わる場合、成形品の表面摩耗でさえ乗り切る。
【0090】
機能性添加剤は、成形品の出発原料、すなわち、担体および/または被覆材料中に分散した固体粒子、および/または成形品の出発原料中に乳化された液体を含む。機能性添加剤は、ナノ粒子を含むことができるがそれより粗い直径がおよそ1nm〜3mmの範囲内にある構造も含むことができる。
【0091】
機能性添加剤は、ポリマー溶液中、例えばセルロース溶液中、に微細に分布する。粒子および/または液滴の直径は、例えばnmからmmの範囲内にある。担体および/または被覆材料中における機能性添加剤の分布が一様であれば、そのような添加剤による高率の配合を、十分な形成性を保ちながら、実現することができる。
【0092】
機能性添加剤は、好ましくは、成形品全体に伝わる何らかの機能性を有する添加剤である。具体的には、成形品の以下の性質の少なくとも1つがそれにより影響される:引っ張り強度、曲げ強度、剛性、耐摩耗性、研磨性、表面粗度、液体吸収容量、摩擦挙動、臭い、色、畜熱容量、導電性および抗微生物性。
【0093】
本発明の好ましい一態様において、成形品は、担体材料からなり、且つ少なくとも1種の被覆材料でコーティングされた芯を含む。担体材料および/または少なくとも1種の被覆材料は、その中に主としてセルロースを含有する。好ましくは、少なくとも1種の被覆材料は主としてセルロースを含有し、または担体材料および少なくとも1種の被覆材料は主としてセルロースを含有する。
【0094】
成形品は、1層の被覆材料を有する芯からなっていてよいが、芯は2つ以上の層を有していてもよい。この場合、特定の層の被覆材料(複数)は、異なることができ、異なる機能を果たすことができる。例えば、最外層は単に保護層として役立つことができ、成形品が使用されたときに急速に摩耗して、次に下にあった層を露出させる。
【0095】
ポリマー含有層、特にセルロース含有層のための担体材料には、適当なものとしてモノまたはマルチフィラメントの連続フィラメント、紡績糸、撚糸、金属ストランドまたはワイヤ、ガラス繊維が含まれるが、合成、冶金、鉱物または天然に起源がある織布および不織布のシートも含まれる。
【0096】
芯は中空繊維であってもよい。または中空の芯は、成形品からその後例えば熱分解によりまたは化学的に担体材料を除去することにより生ずる。
【0097】
本発明は、上記のように、成形品の、剛直なブラシおよび/もしくは柔らかいブラシを製造するため、ならびに/または表面の研磨、清浄化、洗浄、粗化、平滑化、押し下げ、密封および/もしくは剥離のため、ならびに/または表面上からの材料の除去および/もしくはそれへの適用のための使用も提供する。
【0098】
本発明は、上記のように、成形品から形成された剛毛およびそのような剛毛を含むブラシをさらに提供する。用途のさらなる分野は、結合した不織布ウェブ、膜、紙、コーティングされた箔および工業用布地などのシート状物体の製造である。
【0099】
担体材料直径と被覆厚さとは、好ましくは、およそ同じかまたは少なくとも同じ桁である。
【0100】
本発明の複合成形品は、工業用布地としておよび特殊な工業用途用の構成原料としても特に有用である。
【0101】
使用される担体材料は、成形品/フィラメントの安定性、柔軟性、熱伝導性または電気伝導性などの物理的特性に大きい影響を有し得る。担体材料は、フィラメントの引っ張り強度を増大することができて、製造されたフィラメントが、例えば緊張状態で使用されることになっている場合に有利である。
【0102】
本発明の有利な一態様において、成形品は、0.01〜30重量%および好ましくは1〜10重量%のグリセロール含有率を有する。グリセロールは被覆層における追加の可塑剤として作用し、成形品がある程度の湿分を保持することを確実にする。このようにして、成形品は、長期の貯蔵期間中その滑らかさを保つ。あるいは、ポリエチレングリコールを使用することもできる。
【図面の簡単な説明】
【0103】
ここで、本発明を、図面および例を参照して例示することにする。
【図1a】構造が異なる本発明の成形品の模式断面図を示す。
【図1b】構造が異なる本発明の成形品の模式断面図を示す。
【図1c】構造が異なる本発明の成形品の模式断面図を示す。
【図1d】構造が異なる本発明の成形品の模式断面図を示す。
【図1e】構造が異なる本発明の成形品の模式断面図を示す。
【図1f】構造が異なる本発明の成形品の模式断面図を示す。
【図1g】構造が異なる本発明の成形品の模式断面図を示す。
【図1h】構造が異なる本発明の成形品の模式断面図を示す。
【図2a】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2b】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2c】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2d】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2e】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2f】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2g】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2h】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2i】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2j】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2k】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図2l】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図3】本発明の方法に適した装置の模式図を示す。
【図4】本発明の方法に適した装置のさらなる模式図を示す。
【図5】本発明の方法に適した装置のさらなる模式図を示す。
【図6a】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【図6b】異なる断面形状を有する本発明の成形品の模式断面図を示す。
【発明を実施するための形態】
【0104】
図1aは、本発明の成形品の第1の例の模式断面図を示す。上の図は長手方向の断面を示し、一方下の図は断面線AAに沿った断面を示す。成形品1は、回転対称構造であり、同様に回転対称配置の担体材料の芯を有する。芯2の直径3は、典型的には0.15mmである。
【0105】
芯2は被覆材料の層4により包まれている。この層4は機能性添加剤を含有する。層4は、典型的には0.1mmと0.6mmとの間の厚さ5を有する。
【0106】
成形品laはポリマー溶液から製造された純ポリマーの最終層7を含む。この層は典型的には厚さが約0.01mmから1.0mmである。
【0107】
図1bは、同様に、機能性添加剤25がポリマー溶液24に混合されたモノフィラメントの断面像を示す。
【0108】
図1cは、同様に、担体材料の芯2および被覆4を備える成形品の断面像を示す。
【0109】
図1dは、表面を加工して、それで表面37が粗面化された(表面加工された)後処理後の図1cにおける成形品の断面像を同様に示す。
【0110】
図leは、担体材料の芯を除去して中空物品を製造する後処理後の図1cにおける成形品の断面像を同様に示す。
【0111】
図1fは、異なる種類または量の機能性添加剤を含有する複数の被覆層4、38、39を有する成形品の断面像を、同様に示す。
【0112】
図1gは、中空繊維が担体材料2として使用された成形品の断面像を同様に示す。
【0113】
図1hは、表面加工された断面形状の担体材料2が使用された成形品の断面像を同様に示す。
【0114】
図2aから図2lは、種々の断面形状および種々の数の担体材料芯を有する本発明の成形品のさらなる例の模式断面図を示す。
【0115】
図1dまたは図2f、図2g、図2iもしくは図2kにおけるような表面積の大きい成形品は、例えば、水媒体または油などの液体を保持することができる。
【0116】
図3は、本発明の方法に適した装置10の模式図を示す。
【0117】
図中に明示的に示されていない被覆材料は、過圧下のガス雰囲気中に追加的に保たれる容器スペース11中に貯蔵される。溶液の温度を制御するために、容器12には二重殻壁13がある。高さの調節が可能な供給チャンネル14が容器12の中央に配置されて、下側に、円錐形にテーパのついた端部15、例えば置換式のダイ孔16の形態にある出口開口部16を含む。円錐形の管状のテーパ15は、容器内壁18と組み合わせて一様な環状の間隙17を垂直方向に形成するようになっている。これで、印加された容器圧力だけでなくチューブの姿勢により変更可能な間隙17も使用して、被覆材料のコーティングスペース19への出口速度を、したがって、決められた接触条件下で適用される層厚さを、調節することが可能になる。下流端部15で雰囲気に開放されているチャンネル14が、この図では明示されていない担体材料を、ダイ16を通して垂直方向にフィラメントまたは糸の形態でコーティングスペースまたは被覆ゾーン19に供給する。
【0118】
ここが、担体材料とコーティング溶液との接触が実際に起こるところである。コーティングされた担体材料は最終的に出口ダイ20を通って導き出される。
【0119】
ポリマー含有量および添加剤含有量などのポリマー溶液組成、および出口ダイ20の幾何学的形状による、得られる層の所望の厚さを設定するための追加的手段以外に、被覆層の厚さに大きく影響する手段を提供するのは担体ストランドの引き出し速度である。
【0120】
間隙17、担体材料の引き出し速度およびコーティングスペース19における圧力が、コーティング溶液がチャンネルスペース21に入り得ない平衡を確立するように選択されて、担体材料の被覆が妨げられずに起こり、コーティングスペース19から更なる出口ダイ20によって必要な大きさにすることができる。
【0121】
垂直な配置を選択して、出口ダイ20における担体ストランドの自動中心位置決めをして、そこからコーティングされた担体を緩和区域に通して図示していない再生浴中に供給した。
【0122】
図4は、本発明の装置10のさらなる模式図を示す。
【0123】
担体材料20は、ロール22から高さ調節可能な供給チャンネル14のチャンネルスペース21中に供給される。
【0124】
ポリマー溶液24は、バルブ23を通して容器スペース11中に満たすことができる。少なくとも1種の機能性添加剤25が均一に分布したポリマー溶液24は、加圧モジュール26により加圧される。加圧モジュール26はガス、例えば窒素が、容器スペース、制御バルブ28および圧力計29に向けられる加圧ライン27を含む。制御バルブ28および圧力計29は、ある圧力または圧力プロファイルを設定および/または再調節するために使用することができる。それに加えて、一定圧力下でポリマー溶液の容器スペース11中への連続的補給を実現することができる。
【0125】
ポリマー溶液24でコーティングされた担体材料2は、緩和区域40を通って再生浴中に供給され、そこでポリマー溶液24から溶媒を洗い出すことが始まる。
【0126】
コーティングされた担体材料1を迂回させて導くことは、再生されたポリマーの十分安定な外皮が被覆表面に形成された時点でのみ可能である。
【0127】
代わりに、再生媒体を噴霧するかまたは振りかけることにより固めた、実現可能な薄い層厚さでコーティングされた担体材料を、水平または上向きに誘導することによっても、コーティングの粘着性または損傷がないコーティングされた材料をさらに誘導することが可能である十分に安定なポリマー外皮が得られることが明らかになった。しかしながら、再生媒体がコーティングされた担体材料の出口開口部に来ないことを確実にするように注意を払わなければならない。
【0128】
図3に示した供給チャンネル14が長方形の断面および細長い出口開口部16および20を有するチャンネルとして構成されている場合、図5に示したように、この装置は、上述の様式でシート形状の素地をコーティングするために使用することもできる。
【0129】
シート状担体材料2’は、下流端部15’で同様に円錐形にテーパのついたチャンネル14’を通り、担体材料2’がそれを通ってコーティングゾーン19’に入る引き出し口のスロット16’中に供給される。チャンネル14’は、容器12’の内壁18’と組み合わされて両側に細長い形状の間隙17a、17bを形成する。
【0130】
コーティング溶液24を受け入れる容器12’の具体化に応じて、担体シートは、片側または両側をポリマー溶液でコーティングすることができる。図6aは、両側をコーティングされた担体材料2’の断面像を模式的形態で示す。
【0131】
容器スペース11’が高さの調節が可能な供給チャンネル14’自体により細分されている場合、担体材料2’の前側および反対側の異なったコーティングを、全く同時に実施することができる。それに加えて、編織布シートなどの透過可能な材料の場合には、コーティングゾーン中の分離された溶液スペースに減圧を適用することにより、担体材料2’の前と後に調節可能な圧力差を生じさせることが可能である。結果として、ポリマー溶液は、特に織布中におよびそれを通して浸透し、これは材料を最適に結合するのに有利である。コーティングスペース11’のサブスペース11a、11bは、この端部に、図面に明示的に描いてない別々の加圧モジュールを備えることができる。
【0132】
コーティング溶液を受け入れる容器の液状に応じて、担体シートは、片側または両側をポリマー溶液でコーティングすることができる。容器スペースが、高さの調節が可能なチャンネル自体により細分されている場合、図6bに例として示したように、担体材料の前側および反対側の異なったコーティングを、全く同時に実施することができる。
【0133】
供給チャンネル14のチャンネルスペース21は、コーティングの直前に担体材料の任意の所望の前処理が行われることが可能になるように、適切に適合させることもできる。
【0134】
敏感なまたはプロセスに不適合性の添加剤成分を使用するために、担体材料は、添加剤成分と一緒に粉末化するかまたは添加剤を含有する懸濁液またはエマルションで含浸することができる。単純な非永続性の、例えば水溶性の、結合剤系でさえ、例えば、金属粉末または他の固体粒子を担体材料の上および中に予め固定して、その後さらなる添加剤を含有してもよいポリマー溶液で被覆することにより、永久的に包み込むことができるために適当である。それから生ずる利点は、添加剤成分が処理温度などの処理条件下でポリマー溶液と接触する時間が極端に短く、剪断によるさらなる応力がないことである。例えば担体材料中および被覆層中および場合によりさらに付加し得る層中における互いに相互作用する添加剤成分の層に関する配置は、例えばポリマーの電子コンポーネントを製造するための使用可能性に対する展望を与える。それに加えて、金属性導体はそれ自体担体材料として使用することができる。この場合、DE102004052120によれば、担体材料表面をさらに活性化することにより、ナノメートル範囲の特に非常に薄いセルロース層に対する共有結合を達成するさらなる可能性がある。驚異的なことに、緩和区域、例えば決められた選択可能な程度の空気間隙、におけるポリマーを含有するコーティング溶液の緩和挙動、およびそれに続く溶媒除去及び乾燥のための成形品後処理の解膨潤操作は、担体材料が、形成するポリマー被覆層によりしっかりと封入される原因になることが見出された。得られた複合体は担体材料表面とポリマー層との間の高い機械的結合力を有する。
【0135】
それに加えて、担体材料を使用して溶液噴流の変形を引き出す力を利用することにより、非常に高分率の無関係な物質を含む非常に不安定なポリマー溶液でさえ、溶液の変形性により制限される射出引き伸ばし速度の何倍にもなる形状付与速度で、安定な形成を生ずることが可能になることが見出された。
【0136】
本発明による方法の特定の一態様は、以下の工程を含んでいてもよい:最初の処理工程は成形品を製造するための装置10中で3つの成形品1を形成することを含む。引き出し速度は典型的には20m/分である。成形品1は後処理ゾーン、例えば再生浴、を通して導かれてスピンドルに巻き取られる。
【0137】
それに続く処理工程において、溶媒は洗浄浴で取り除かれる。洗浄速度は2m/分にすぎないので、30本の成形品1が洗浄浴を通って並行配列で導かれる。
【0138】
それに続いて、成形品は、明示的に描いていないさらなる中和浴を通して導いてもよい。
【0139】
最後に、成形品1は仕上げ浴および乾燥器を通して導かれる。
【0140】
本発明の装置の複数倍の配列により、層が同じ担体上に続けて構築されることまたはさらになる担体材料が適用されることが可能になる。各々の場合に異なる組成の被覆材料が使用されることまたは異なる厚さの層が製造されることが可能である。層は、その後のコーティングを使用して固定することもできる。
【0141】
担体材料を所望の層厚さにコーティングすることは、コーティングおよび再生浴の通過を繰り返すことにより達成することができる。各コーティング工程は、それだけでは、それに続く再生浴30で溶媒を実質上完全に溶かし出すことができる比較的薄い層のみを適用するであろう。
【0142】
したがって、製造されたコーティングは、担体材料2に対して非常に良好な接着性を有する。
【0143】
以下の典型的態様は、本発明を説明するのに役立つ。パーセンテージは、特に断らない限りまたは文脈から直接明らかでない限り重量による。
【実施例】
【0144】
例1
16646gの量のN−メチルモルホリンN−オキシド(NMMO)の60%水溶液と580gの平均重合度600のパルプおよび3gの没食子酸プロピルとを攪拌溶解容器中で混合して、得られる固体含有率が4%のセルロース溶液を調製した。次にそれをコーティング装置中に移して、85℃の温度で加熱した。
【0145】
33%/67%のポリエステル/綿糸(メートル番手24)を未処理で担体材料として使用した。
【0146】
容器入り圧力2bar、引き出し速度5m/分および出口ダイ直径3mmで、ストランド直径500μmの一様なモノフィラメントを紡糸することが可能であった。他の条件は同じに保って出口ダイ直径20を1.5mmに変え、糸直径300μmを実現した。高さの調節が可能な供給チャンネル14を使用して環状間隙17を変化させることにより、層厚さを変更することおよび引き出し速度を増大することが可能であった。引き出し速度20m/分で、一貫した最終直径400μmがコーティングされたストランドについて達成された。
【0147】
コーティングされた担体材料が、出口ダイ20から長さ2〜50cmの緩和区域、例えば空気間隙中に、形成された被覆層および紡糸安定性に対する影響無しに出た。これに続いて溶媒含有量の低い脱イオン水の再生浴中に垂直に入った。液体表面下の、固定した形態でもローラでもよい方向指示機器の変化を使用して、引き出し機器を使用してそれを束ねる前にコーティングされたストランドを導いて浴から出し、それに続く洗浄浴および巻取り機器に導き、束にしてからそれを予め機械的に引っ張って乾燥した。
【0148】
したがって、製造されたモノフィラメントは高い剛性および強度を得て、研磨用途に有用になる。適用されたセルロース被覆は、担体ストランドに対して高い機械的結合力を有する。
【0149】
例2
11%という高いセルロース含有率を有するセルロース溶液を調製してコーティング溶液として使用すること以外は、例1を繰り返した。コーティング装置は95℃の温度で運転した。出口ダイ20の直径は1.5mmであり、ストランド出口ダイ16の直径は0.5mmであった。使用した担体材料は、前処理なしの83dtex36フィラメントの淡褐色ポリエステル加工糸であった。
【0150】
容器入り圧力3.4barで、窒素で覆い、引き出し速度20m/分で、200μmの一貫した直径を有する複合体フィラメントを得た。後処理は例1におけるようにした。得られた材料は剛直なおよび柔らかいブラシ産業における用途に有用である。
【0151】
例3
N−メチルモルホリンN−オキシドの60%水溶液と、機械的に粉砕した平均重合度600のパルプとを、それらからNMMO一水和物中で10.5%の溶解したセルロース含有率を有するセルロース溶液を生ずる量で混合した。それに加えて、溶解プロセス中に、セルロースに基づいて20%の量の酸化亜鉛を機能性添加剤として添加し、剪断下に真空で処理温度を94℃まで上昇させて水を除去することにより、混合物をセルロースの溶液状態に変換した。酸化亜鉛を含む、こうして得られたセルロース溶液をコーティング機器中に移して、コーティングを例3と同じ条件で同じ担体材料に対して実施した。後処理を例1のようにして実施した。得られたモノフィラメントは白色であり、さらに抗菌性および研磨剤効果を有し、歯科方面における衛生用途に適する。
【0152】
例4
18207gの量のN−メチルモルホリンN−オキシドの60%水溶液と1400gの機械的に粉砕した平均重合度DP600のパルプとを、8.8gの没食子酸プロピルおよび、機能性添加剤として、120μmの分級された粒子サイズを有する炭化ケイ素560gと一緒に混合した。この混合物を、攪拌溶解容器中で真空中および94℃まで上昇する処理温度で剪断して、約5700gの水を蒸溜除去することにより、溶解状態のセルロースに変換した。
【0153】
得られた溶液は、9.6%の溶解したセルロースおよび3.8%の炭化ケイ素も均一な分布で含有していた。この溶液を90℃に加熱したコーティング機器中に移した。前処理なしの80tex120フィラメントのリヨセルマルチフィラメント糸を、孔径1mmのストランド出口ダイ16を通して、コーティング担体としてコーティングスペース19中に供給した。容器圧力4.2barで、窒素で覆い、3mmの出口ダイ直径20を引き出し速度15m/分と組み合わせて、最終直径850μmのコーティングされたモノフィラメントを得た。後処理は例1のようにして実施した。製造された材料は特に種々の表面機械加工操作用の非常に研磨作用のある研磨用剛毛として有用である。
【0154】
例5
7573gの60%N−メチルモルホリンN−オキシド水溶液と250gの機械的に粉砕した平均重合度DP600のパルプとを、3gの没食子酸プロピルおよびさらに4510gのセラミック金属酸化物粉末と一緒に混合した。この混合物を、攪拌溶解容器中真空で94℃に上昇する処理温度で剪断することにより、溶解した状態のセルロースに変換した。溶液中に得られた固体含有率47.6%を有する高度にドープしたポリマー溶液をコーティング装置中に移して、それを80℃で加熱した。
【0155】
この組成を種々の設定で使用して、下表にまとめた種々の複合体直径を得た。
【表1】
【0156】
環状の間隙17を高さ調節可能な供給チャンネル14を用いて変化させることにより、その円錐形下流端部15が、全く同時に、その配置に基づいて環状の間隙17の境界となり、システムが混乱した場合の閉鎖手段として役立ち、コーティングスペース19中へのポリマー溶液流入、したがって適用される層厚さ、を調節することが可能である。
【0157】
例6
16130gの量のN−メチルモルホリンN−オキシドの60%水溶液と1237gの機械的に粉砕した平均重合度DP600のパルプとを、さらに没食子酸プロピル7.8gおよび粒子サイズ3〜6μmのダイヤモンド粉末412gと混合した。この混合物を、攪拌溶解容器中で真空中94℃に上昇する処理温度で剪断することにより、約5100gの水を蒸溜除去することによって、溶解した状態のセルロースに変換した。得られた溶液は9.6%の溶解したセルロースおよび3.2%のダイヤモンド粒子も均一な分布で含有していた。
【0158】
この溶液をコーティング機器10の容器スペース11中に移して、95℃で加熱した。ダイ16は閉鎖した。穴径3×1mmの3連ダイをダイ20として使用した。容器圧力6.5barで、一貫した最終直径150μmのフィラメントが引き出し速度30m/分で紡糸可能であった。
【0159】
例4におけるような粒子の研磨剤を添加したために、送水ポンプおよび計量容積型ポンプ、主として歯車ポンプを使用することによる、そのようなポリマー溶液のストランドへの従来の形成は、これらの成分では可能でない。しかしながら、本明細書で提示する形成およびコーティング機器により、そのような添加剤含有ポリマー溶液の連続的な工業的処理も可能になる。
【0160】
連続作製は、例えば、圧力ロック経由でコーティング溶液を補給することによってポリマー溶液排出を中断せずに可能である。
【0161】
例7
リヨセルパルプ(ユーカリ亜硫酸パルプ、cuoxam DP:525)を、水中で溶液比20:1でUltra−Turrax(登録商標)タイプの攪拌機を使用して強くかき混ぜ、圧縮よって35質量%の固体に脱水した。
【0162】
71.4gの圧縮湿性セルロースを、30質量%の水および0.9gのNaOHを含有する321.4gの1−エチル−3−メチルイミダゾリウムアセテート中に分散すると、均一な懸濁液が生じ、それを垂直捏和機中に移した。続いてこれを75℃から115℃にゆっくり上昇する温度および800から15mbarに下降する圧力で剪断して水を除去し、微視的に均一な10質量%のセルロース溶液を得た。次にこの溶液を例2と同様にさらに処理した。
【0163】
例8
リヨセルパルプ(ユーカリ亜硫酸パルプ、cuoxam DP:556)を水中で溶液比20:1で強くかき混ぜ、含水率60質量%に圧縮した。43.8gのこの圧縮湿性セルロースを、30質量%の水および安定添加剤(製造されるポリマー溶液に基づいて0.2%のNaOH、0.02%の没食子酸プロピル)を含有する475gの1−ブチル−3−メチルイミダゾリウムクロライド中に分散して520gの均一な懸濁液を得、それを垂直捏和機中に導入して、温度を80から125℃に上昇させ、圧力を800から20mbarに低下させて剪断し、水を除去することにより、微視的に均一な5質量%のセルロース溶液に変換した。次にこの溶液を例1と同様にさらに処理した。
【0164】
例9
3〜5mmの長さに切断したカイコガ絹フィブロインを水中に分散し、溶液比20:1で強くかき混ぜて12時間膨潤させる。軽い圧縮を実施して脱水しフィブロイン10質量%にする。105gの圧縮湿性絹フィブロインを0.5質量%の没食子酸プロピル/水酸化ナトリウムが予め安定剤として添加された1−ブチル−3−メチル−イミダゾリウムアセテート(BMIMAc)の80%水溶液74.375g中に分散し、179.375gのスラリーを得て、それを捏和機中に導入した後、80〜90℃の温度で圧力を850から5mbarに低下させて激しく剪断し、水を完全に除去することにより、70gの均一な溶液に変換する。溶解時間は160分である。得られた溶液を容器2に装填して例1と同様にさらに処理する。
【0165】
例10
7.0gの微細に粉砕したトウモロコシゼインを水中に分散して濾別する。0.5質量%の没食子酸プロピル/水酸化ナトリウムを安定剤として予め添加した1−ブチル−3−メチルイミダゾリウムクロライド(BMIMCl)の80%水溶液78.75gに、湿性タンパク質を攪拌しながら小分けして加え、均一な懸濁液を形成する。この懸濁液を捏和機中に導入後、80から90℃の温度で圧力を850から6mbarに低下させて激しく剪断し、水を完全に除去することにより、70gの均一な溶液に変換する。溶解時間は120分である。得られた溶液は、容器12に装填して例1と同様にさらに処理する。
【0166】
例11
1−ブチル−3メチルイミダゾリウムクロライド(BMIMCl)中の7.5%(質量による)のPANホモポリマー溶液を95℃でコーティング装置中に移して、それを95℃の温度で同様に加熱した。67%/33%のポリエステル/綿糸(メートル番手24)を未処理で担体材料として使用した。容器入り圧力2bar、引き出し速度6m/分および1.5mmの出口ダイの直径20で、最終ストランド直径300μmの一様なモノフィラメントを得ることが可能であった。環状の間隙17を、高さの調節が可能な供給チャンネル14を使用して変化させることにより、層厚さを変化させ且つ引き出し速度を増大させることが可能であった。引き出し速度25m/分で、400μmの一貫した最終直径がコーティングされたストランドについて達成された。
【0167】
これに続いて水性BMIMClを含有(5質量%)する凝固浴中に垂直に入れる。それに続いて成形品を溶媒のなくなるまで洗浄し、ゴデット上100℃で加熱して乾燥して、フィラメントとして巻き取った。
【0168】
例12
4.6%のPANホモポリマー、23.1%のアルミナ粒子(CT3000SG、0.7μmの微粒子サイズ、Alcoaから)および72.3%のBMIMClからなる、温度が95℃の紡糸溶液を、コーティング装置中に導入した。担体は、紡糸仕上げしていない太さ130μmのPANモノフィラメントであった。高さの調節が可能な供給チャンネル17により環状の間隙17を引き出し速度30m/分に調節した。このようにして、洗い出しおよび乾燥の後、直径200μmの完全なフィラメントを得た。得られたAl2O3コーティングされたモノフィラメントを1400℃で焼結してPAN相を焼き尽くし且つアルミナ粒子を焼結して、外径180μmおよび壁厚さ22μmの多孔質中空繊維を得た。
【0169】
例13
DMF中12.5%(質量による)のPANコポリマー溶液(Dolanタイプコポリマー)をコーティング装置中に25℃で移した。使用した担体材料はリヨセル技法を使用して得た太さ150μmのセルロースモノフィラメントであった。容器入り圧力1bar、引き出し速度30m/分および1000μmの出口ダイ直径20で、最終ストランド直径250μmの一様なモノフィラメントを得ることが可能であった。垂直に出てくるフィラメントを、長さ2メートルの区域を通して熱風の層流に145℃で曝すことにより、コーティングからDMF溶媒を除去した。
【0170】
例14
1−エチル−3−メチルイミダゾリウムナイトレート中6%のPANコポリマー溶液(Dolanタイプコポリマー)を、緩和区域への出口ダイ20がスロット幅500μmのスロットダイであるコーティング装置に100℃で加えた。厚さ100μmのポリエステル発泡体を担体箔として使用し、それをコポリマー溶液で被覆した。5m/分で引き出すと、洗い出しおよび乾燥後に、125μmのPAN−コーティングされた化合物箔が製造された。箔の引き出し速度を20m/分に上げると、厚さ113μmの箔が生じた。
【0171】
例15
DMAC中10%のPANコポリマー溶液を30℃でコーティング溶液として使用した以外は、例14を繰り返した。引き出し速度15m/分で、スロット20を調節することにより、担体箔は厚さ15μmのPAN層でコーティングした。引き出し速度を8m/分に低下させると、層厚さは22μmになった。各々の場合に、向流で垂直に現れる2成分箔を熱風の層流に155℃で長さ2メートルの区域を通して曝すことにより、コーティングからDMAC溶媒を除去した。
【0172】
例16
坪量60g/m2のスパンボンデッドのポリエステルウェブをコーティングした以外は、例14を繰り返した。引き出し速度8(15)m/分で130g/m2のPAN積層ポリエステルウェブを製造した。
【0173】
例17
水中13%(質量による)のPVA溶液を調製して25℃でコーティング装置中に導入した。コーティング機器10中の孔ダイ16の直径は1mmであった。コーティングされるべきストランドは、150本の個々のポリエステル繊維の合計線密度100texのマルチフィラメントからなる。引き出し速度は15m/分であった。PVA溶液は、圧力0.5barでコーティングスペース19中でコーティングすべきストランド上に供給された。直径2mmのダイ20から出て10cmの空気間隙を通過した後、PVA/水溶液層は、400g/lの硫酸ナトリウムを含有する凝固浴中で沈殿し、それを希硫酸ナトリウム溶液で洗浄し、次に60℃で空気乾燥して180℃でヒートセットした。コーティングされたストランドにおけるPVAの比率は25%であった。
【0174】
例18
3.5/1の水/エタノール混合物中の14%(質量による)のPVA溶液を調製して25℃でコーティング装置中に導入した。コーティング機器10中の孔ダイ16の直径は0.5mmであった。コーティングすべきストランドは、80本の個々のポリエステル繊維の合計線密度が50texのマルチフィラメントからなった。引き出し速度は30m/分であった。PVA溶液を圧力0.5barでコーティングスペース19中のコーティングすべきストランド上に供給した。直径1.0mmのダイ20から出た後、コーティングされた系を向流の空気の層流で80℃の温度で乾燥した。
【0175】
例19
PVA溶液が6%(質量による)のPVAおよびそれに加えて15.5%の伝導性カーボンブラックを含有した以外は、例12を繰り返した。乾燥したストランドは比電気抵抗が2オーム/cmであり、したがって著しい電荷消散特性を有していた。
【0176】
本明細書中で挙げた典型的実施形態は、提示したコーティングプロセスについて可能な使用から少数選択したものにすぎない。前述のように、種々の成分を、ポリマー溶液中に直接導入して任意の所望の担体にコーティングにより適用および固定することができ、または担体に前処理により配置させて次にポリマーが再生されるポリマー溶液で被覆することにより永久的に固定することもできる。その成分が互いに相互作用し得る機能化が異なるポリマー溶液を用いて、直接連続する操作で、担体材料に複数のコーティングをする可能性は、さらなる使用分野を切り開く。
【特許請求の範囲】
【請求項1】
ポリマーコーティングを有する成形品を製造する方法であって、
a)直接溶解法で溶媒中にポリマーを溶解することによりポリマー溶液から被覆材料(24)を製造する工程、
b)供給チャンネル(14;14’)および出口開口部(16)を通して決められた速度でコーティングスペース(19;19’)中に担体材料(2;2’)を供給し、その際、前記供給チャンネル(14;14’)が前記被覆材料(24)を含む容器(12;12’)を横切る工程、
c)決められた圧力で所定の間隙(17;17a、17b)を通して前記コーティングスペース(19;19’)中に前記被覆材料(24)を供給し、そこで、前記被覆材料(24)と前記担体材料(2;2’)とが接触して、前記コーティングスペース内の可変圧力と流動平衡において強制された加湿により、前記担体材料(2;2’)上に被覆材料(24)の暫定的な層(4)が形成される工程、
d)前記担体材料(2;2’)を前記層(4)と結合してさらなる出口開口部(20)を通して供給する工程、
e)前記被覆材料(24)でコーティングされた前記担体材料(2;2’)が、決められた長さの緩和区域(40)を通過して、前記ポリマーを配向させ、粘弾性的に緩和して最終的低応力ポリマー溶液層となる工程、
f)前記担体材料(2;2’)を、前記コーティングスペース(19、19’)から前記出口開口部(20)を通して前記緩和区域(40)中に引き出す速度を調節することにより、前記被覆材料、前記担体材料または両者がさらに変形可能である工程、および
g)前記溶媒を前記ポリマー溶液層(4)から除去する工程
を含む方法。
【請求項2】
前記緩和区域(40)の長さが、圧力、温度、湿分および雰囲気組成などの決められた周囲条件で、少なくとも5mmであって、緩和された被覆層を形成する、請求項1に記載の方法。
【請求項3】
前記容器(12;12’)中で前記被覆材料(24)に、決められた圧力、好ましくはガス圧力をかけて、前記被覆材料の前記コーティングスペース(19;19’)中への流量を調節し、前記コーティングスペース中の圧力と流動の平衡を変化させ、ならびに/または前記被覆材料(24)を前記容器(12;12’)中、前記コーティングスペース(19;19’)中および前記出口開口部(20)前で温度制御する、請求項1に記載の方法。
【請求項4】
前記コーティングスペース(19;19’)に、前記被覆材料、前記担体材料または両者に対して、後続の前記緩和区域(40)と比較して異なる圧力および/または他の流速を設定する、請求項1に記載の方法。
【請求項5】
前記ポリマー溶液を直接可溶性の天然、合成またはバイオテクノロジーで製造されたポリマーを使用して製造する、請求項1に記載の方法。
【請求項6】
誘導体化せずにN−メチルモルホリンN−オキシド中またはイオン性液体中で前記直接溶解法で得たセルロース溶液を含むポリマー溶液を使用することを含む、請求項1〜5の一項以上に定義された成形品を製造する方法。
【請求項7】
前記ポリマー溶液を製造するために使用する前記溶媒が、
極性溶媒、好ましくは水、アルコール、アセトン、アセトニトリル、ジメチルスルホキシドもしくはグリセロール、
塩、好ましくはLiClもしくはチオシアン酸ナトリウム、
酸、好ましくは酢酸、
アンモニア、
有機溶媒、好ましくはジメチルホルムアミド、ジメチルアセトアミドもしくはN−メチルピロリドン、
第三級アミンオキシド、好ましくはNMMNO、
無極性溶媒、好ましくは短鎖炭化水素、特に石油、エーテル、
またはイオン性液体、好ましくはアルキルイミダゾリウムクロライドもしくはアセテートもしくはナイトレート
を含む、請求項1〜6の一項以上に定義された成形品を製造する方法。
【請求項8】
使用するポリマー溶液が少なくとも1種の機能性添加剤を含有する、請求項1〜7の一項以上に定義された成形品を製造する方法。
【請求項9】
前記機能性添加剤が液体または固体形態で、好ましくは前記被覆材料の95%以下の重量分率で使用され、前記機能性添加剤の液滴または粒子サイズが好ましくは1nmと3mmとの間にある、請求項8に定義された成形品を製造する方法。
【請求項10】
前記芯(2)の出口方向で滑らせることができ、前記担体材料と前記被覆材料とをコーティング操作前に互いから分離させる供給チャンネル(14)を通して、前記コーティングスペース(19;19’)に前記担体材料を供給し、且つ前記供給チャンネル(14)と前記コーティングスペース(19;19’)の内壁(18)との間の間隙(17)の幅をそれによって調節する、請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記被覆材料の層厚さを、
前記容器(12;12’)内の圧力を調節することによって、
前記供給チャンネル(14;14’)を前記コーティングスペース(19;19’)中に配置することによって、
前記出口開口部(20)の開口部断面を選択することによって、
前記担体材料の引き出し速度を調節することによって、
前記被覆材料の前記コーティングスペース中への出口速度を調節することによって、および/または
前記ポリマー溶液の組成を選択することによって、
調節する、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記担体材料を前記供給チャンネル(14;14’)中で前処理する、より特別には研磨用の微粒子を付与する、請求項1〜11の一項以上に記載の方法。
【請求項13】
シート状担体材料が使用される場合に
a)片側または両側にコーティングされる、
b)前記被覆材料の層厚さおよび/または組成が、場合により、担体材料の上側と下側とで異なるようにされる、
c)シート状および透過性の担体材料が使用される場合に、減圧が前記コーティングスペース(19;19’)の部分領域で生成されて、前記被覆材料を前記担体材料の中へ/を通して浸透させる、
請求項1〜12の一項以上に記載の方法。
【請求項14】
前記成形品にさらなる工程でコーティングを提供する、より特別には浸漬浴に供給する、または芯として請求項1〜13のいずれか一項に記載の方法に付す、請求項1〜13のいずれか一項に記載の方法。
【請求項15】
少なくとも1種の担体材料および少なくとも1種の被覆材料からなる、請求項1〜14のいずれか一項に定義された方法により得ることができる成形品。
【請求項16】
前記被覆材料の層厚さが200nmから5mmの範囲内にある、請求項15に記載の成形品。
【請求項17】
少なくとも1種の機能性添加剤を、特に前記被覆材料の95%以下の重量分率で含有し、前記機能性添加剤(25)は、前記成形品の出発原料中に分散した固体粒子、および/または前記成形品の出発原料中に乳化された液体を含み、且つ液滴/粒子サイズは1ナノメートルから3mmの範囲内にあることができる、請求項15または16に定義された成形品。
【請求項18】
前記機能性添加剤が、
カーバイド、特に炭化ケイ素もしくは炭化ホウ素、
金属酸化物、特にアルミナ、コランダム、イットリアもしくはセリア、ダイヤモンド、立方晶窒化ホウ素(CBN)、
硬質金属、芳香および/もしくはケア化学物質、
パラフィンなどの油、テフロン、硫化モリブデンもしくはグラファイトなどの減摩顔料、TiO2などの色顔料、またはカーボンブラック、カーボンナノファイバーもしくはナノチューブ、アルミニウム、銅、銀などの導電性物質、または、金属もしくは金属化合物、例えば銀もしくは銀化合物、亜鉛もしくは亜鉛化合物、銅もしくは銅化合物などの抗微生物物質からなる群の1つ以上の部材を含む、請求項15〜17の一項以上に記載の成形品。
【請求項19】
前記成形品(1)が、担体材料で構成され、かつ、少なくとも1種の被覆材料で全体的または部分的にコーティングされた芯(2)を含む、請求項15に定義された成形品。
【請求項20】
同心的でも偏心的でもよい同軸のコーティングに起因する永続性捲縮を有するフィラメントが関係する、請求項15に定義された成形品。
【請求項21】
少なくとも5重量%、好ましくは50重量%を超えるセルロースを含有する、請求項15〜20に定義された成形品であって、前記成形品が前記セルロース中に包埋された少なくとも1種の機能性添加剤(25)を含有し、前記機能性添加剤(25)は前記成形品の出発原料中に分散した固体粒子および/または前記成形品の出発原料中に乳化された液体を含み、且つ前記成形品(1)の直径が少なくとも0.01mm、好ましくは0.01mmと3mmとの間である、成形品。
【請求項22】
前記成形品が、全て合計重量に基づいて0.1%から30重量%、好ましくは1%から10重量%のグリセロール含有率を有する、特に剛毛作製用の成形品、特にフィラメントである、請求項15〜21において定義された成形品。
【請求項23】
結合された繊維状不織布ウェブ、膜、紙、コーティングされた箔および工業用布地などのシート状物体を製造するための、剛毛、剛直なブラシおよび/または柔らかいブラシを製造するための、請求項15〜22の一項以上に定義された成形品の使用。
【請求項1】
ポリマーコーティングを有する成形品を製造する方法であって、
a)直接溶解法で溶媒中にポリマーを溶解することによりポリマー溶液から被覆材料(24)を製造する工程、
b)供給チャンネル(14;14’)および出口開口部(16)を通して決められた速度でコーティングスペース(19;19’)中に担体材料(2;2’)を供給し、その際、前記供給チャンネル(14;14’)が前記被覆材料(24)を含む容器(12;12’)を横切る工程、
c)決められた圧力で所定の間隙(17;17a、17b)を通して前記コーティングスペース(19;19’)中に前記被覆材料(24)を供給し、そこで、前記被覆材料(24)と前記担体材料(2;2’)とが接触して、前記コーティングスペース内の可変圧力と流動平衡において強制された加湿により、前記担体材料(2;2’)上に被覆材料(24)の暫定的な層(4)が形成される工程、
d)前記担体材料(2;2’)を前記層(4)と結合してさらなる出口開口部(20)を通して供給する工程、
e)前記被覆材料(24)でコーティングされた前記担体材料(2;2’)が、決められた長さの緩和区域(40)を通過して、前記ポリマーを配向させ、粘弾性的に緩和して最終的低応力ポリマー溶液層となる工程、
f)前記担体材料(2;2’)を、前記コーティングスペース(19、19’)から前記出口開口部(20)を通して前記緩和区域(40)中に引き出す速度を調節することにより、前記被覆材料、前記担体材料または両者がさらに変形可能である工程、および
g)前記溶媒を前記ポリマー溶液層(4)から除去する工程
を含む方法。
【請求項2】
前記緩和区域(40)の長さが、圧力、温度、湿分および雰囲気組成などの決められた周囲条件で、少なくとも5mmであって、緩和された被覆層を形成する、請求項1に記載の方法。
【請求項3】
前記容器(12;12’)中で前記被覆材料(24)に、決められた圧力、好ましくはガス圧力をかけて、前記被覆材料の前記コーティングスペース(19;19’)中への流量を調節し、前記コーティングスペース中の圧力と流動の平衡を変化させ、ならびに/または前記被覆材料(24)を前記容器(12;12’)中、前記コーティングスペース(19;19’)中および前記出口開口部(20)前で温度制御する、請求項1に記載の方法。
【請求項4】
前記コーティングスペース(19;19’)に、前記被覆材料、前記担体材料または両者に対して、後続の前記緩和区域(40)と比較して異なる圧力および/または他の流速を設定する、請求項1に記載の方法。
【請求項5】
前記ポリマー溶液を直接可溶性の天然、合成またはバイオテクノロジーで製造されたポリマーを使用して製造する、請求項1に記載の方法。
【請求項6】
誘導体化せずにN−メチルモルホリンN−オキシド中またはイオン性液体中で前記直接溶解法で得たセルロース溶液を含むポリマー溶液を使用することを含む、請求項1〜5の一項以上に定義された成形品を製造する方法。
【請求項7】
前記ポリマー溶液を製造するために使用する前記溶媒が、
極性溶媒、好ましくは水、アルコール、アセトン、アセトニトリル、ジメチルスルホキシドもしくはグリセロール、
塩、好ましくはLiClもしくはチオシアン酸ナトリウム、
酸、好ましくは酢酸、
アンモニア、
有機溶媒、好ましくはジメチルホルムアミド、ジメチルアセトアミドもしくはN−メチルピロリドン、
第三級アミンオキシド、好ましくはNMMNO、
無極性溶媒、好ましくは短鎖炭化水素、特に石油、エーテル、
またはイオン性液体、好ましくはアルキルイミダゾリウムクロライドもしくはアセテートもしくはナイトレート
を含む、請求項1〜6の一項以上に定義された成形品を製造する方法。
【請求項8】
使用するポリマー溶液が少なくとも1種の機能性添加剤を含有する、請求項1〜7の一項以上に定義された成形品を製造する方法。
【請求項9】
前記機能性添加剤が液体または固体形態で、好ましくは前記被覆材料の95%以下の重量分率で使用され、前記機能性添加剤の液滴または粒子サイズが好ましくは1nmと3mmとの間にある、請求項8に定義された成形品を製造する方法。
【請求項10】
前記芯(2)の出口方向で滑らせることができ、前記担体材料と前記被覆材料とをコーティング操作前に互いから分離させる供給チャンネル(14)を通して、前記コーティングスペース(19;19’)に前記担体材料を供給し、且つ前記供給チャンネル(14)と前記コーティングスペース(19;19’)の内壁(18)との間の間隙(17)の幅をそれによって調節する、請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記被覆材料の層厚さを、
前記容器(12;12’)内の圧力を調節することによって、
前記供給チャンネル(14;14’)を前記コーティングスペース(19;19’)中に配置することによって、
前記出口開口部(20)の開口部断面を選択することによって、
前記担体材料の引き出し速度を調節することによって、
前記被覆材料の前記コーティングスペース中への出口速度を調節することによって、および/または
前記ポリマー溶液の組成を選択することによって、
調節する、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記担体材料を前記供給チャンネル(14;14’)中で前処理する、より特別には研磨用の微粒子を付与する、請求項1〜11の一項以上に記載の方法。
【請求項13】
シート状担体材料が使用される場合に
a)片側または両側にコーティングされる、
b)前記被覆材料の層厚さおよび/または組成が、場合により、担体材料の上側と下側とで異なるようにされる、
c)シート状および透過性の担体材料が使用される場合に、減圧が前記コーティングスペース(19;19’)の部分領域で生成されて、前記被覆材料を前記担体材料の中へ/を通して浸透させる、
請求項1〜12の一項以上に記載の方法。
【請求項14】
前記成形品にさらなる工程でコーティングを提供する、より特別には浸漬浴に供給する、または芯として請求項1〜13のいずれか一項に記載の方法に付す、請求項1〜13のいずれか一項に記載の方法。
【請求項15】
少なくとも1種の担体材料および少なくとも1種の被覆材料からなる、請求項1〜14のいずれか一項に定義された方法により得ることができる成形品。
【請求項16】
前記被覆材料の層厚さが200nmから5mmの範囲内にある、請求項15に記載の成形品。
【請求項17】
少なくとも1種の機能性添加剤を、特に前記被覆材料の95%以下の重量分率で含有し、前記機能性添加剤(25)は、前記成形品の出発原料中に分散した固体粒子、および/または前記成形品の出発原料中に乳化された液体を含み、且つ液滴/粒子サイズは1ナノメートルから3mmの範囲内にあることができる、請求項15または16に定義された成形品。
【請求項18】
前記機能性添加剤が、
カーバイド、特に炭化ケイ素もしくは炭化ホウ素、
金属酸化物、特にアルミナ、コランダム、イットリアもしくはセリア、ダイヤモンド、立方晶窒化ホウ素(CBN)、
硬質金属、芳香および/もしくはケア化学物質、
パラフィンなどの油、テフロン、硫化モリブデンもしくはグラファイトなどの減摩顔料、TiO2などの色顔料、またはカーボンブラック、カーボンナノファイバーもしくはナノチューブ、アルミニウム、銅、銀などの導電性物質、または、金属もしくは金属化合物、例えば銀もしくは銀化合物、亜鉛もしくは亜鉛化合物、銅もしくは銅化合物などの抗微生物物質からなる群の1つ以上の部材を含む、請求項15〜17の一項以上に記載の成形品。
【請求項19】
前記成形品(1)が、担体材料で構成され、かつ、少なくとも1種の被覆材料で全体的または部分的にコーティングされた芯(2)を含む、請求項15に定義された成形品。
【請求項20】
同心的でも偏心的でもよい同軸のコーティングに起因する永続性捲縮を有するフィラメントが関係する、請求項15に定義された成形品。
【請求項21】
少なくとも5重量%、好ましくは50重量%を超えるセルロースを含有する、請求項15〜20に定義された成形品であって、前記成形品が前記セルロース中に包埋された少なくとも1種の機能性添加剤(25)を含有し、前記機能性添加剤(25)は前記成形品の出発原料中に分散した固体粒子および/または前記成形品の出発原料中に乳化された液体を含み、且つ前記成形品(1)の直径が少なくとも0.01mm、好ましくは0.01mmと3mmとの間である、成形品。
【請求項22】
前記成形品が、全て合計重量に基づいて0.1%から30重量%、好ましくは1%から10重量%のグリセロール含有率を有する、特に剛毛作製用の成形品、特にフィラメントである、請求項15〜21において定義された成形品。
【請求項23】
結合された繊維状不織布ウェブ、膜、紙、コーティングされた箔および工業用布地などのシート状物体を製造するための、剛毛、剛直なブラシおよび/または柔らかいブラシを製造するための、請求項15〜22の一項以上に定義された成形品の使用。
【図1a】

【図1b】
【図1c】
【図1d】
【図1e】
【図1f】
【図1g】
【図1h】
【図2a】
【図2b】
【図2c】
【図2d】
【図2e】
【図2f】
【図2g】
【図2h】
【図2i】
【図2j】
【図2k】
【図2l】

【図3】
【図4】
【図5】
【図6a】
【図6b】
【図1b】
【図1c】
【図1d】
【図1e】
【図1f】
【図1g】
【図1h】
【図2a】
【図2b】
【図2c】
【図2d】
【図2e】
【図2f】
【図2g】
【図2h】
【図2i】
【図2j】
【図2k】
【図2l】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【公表番号】特表2013−506539(P2013−506539A)
【公表日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2012−531260(P2012−531260)
【出願日】平成22年9月14日(2010.9.14)
【国際出願番号】PCT/EP2010/005621
【国際公開番号】WO2011/038834
【国際公開日】平成23年4月7日(2011.4.7)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(502451568)
【Fターム(参考)】
【公表日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成22年9月14日(2010.9.14)
【国際出願番号】PCT/EP2010/005621
【国際公開番号】WO2011/038834
【国際公開日】平成23年4月7日(2011.4.7)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(502451568)
【Fターム(参考)】
[ Back to top ]