
クラッド線及びその製造方法
【課題】2以上の特性を併せ持ち、かつ生産性に優れたクラッド線の提供。
【解決手段】クラッド線2は、主線4とクラッド層6とからなる。主線4は、3本の第一ワイヤ8と、3本の第二ワイヤ10とを有する。これらの第一ワイヤ8及び第二ワイヤ10は、軸方向に沿って交互に配置されてる。第一ワイヤ8は、金属材料からなる。第二ワイヤ10は、他の金属材料からなる。第二ワイヤ10の材質は、第一ワイヤ8の材質とは異なっている。クラッド層6は、主線4を覆っている。クラッド層6は、金属材料からなる。このクラッド線2は、第一ワイヤ8に由来する特性と、第二ワイヤ10に由来する特性とを併せ持つ。このクラッド線2では、長手方向においてその特性が変化する。このクラッド線2が切断されて、線材が得られる。
【解決手段】クラッド線2は、主線4とクラッド層6とからなる。主線4は、3本の第一ワイヤ8と、3本の第二ワイヤ10とを有する。これらの第一ワイヤ8及び第二ワイヤ10は、軸方向に沿って交互に配置されてる。第一ワイヤ8は、金属材料からなる。第二ワイヤ10は、他の金属材料からなる。第二ワイヤ10の材質は、第一ワイヤ8の材質とは異なっている。クラッド層6は、主線4を覆っている。クラッド層6は、金属材料からなる。このクラッド線2は、第一ワイヤ8に由来する特性と、第二ワイヤ10に由来する特性とを併せ持つ。このクラッド線2では、長手方向においてその特性が変化する。このクラッド線2が切断されて、線材が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クラッド線と、このクラッド線の製造方法とに関する。
【背景技術】
【0002】
クラッド線は、主線とクラッド層とからなる。主線の材質は、クラッド層の材質と異なっている。クラッド線は、主線の材質に由来する特性と、クラッド層の材質に由来する特性とを併せ持ちうる。クラッド線の製造方法の一例が、特開平6−315777号公報に開示されている。この製造方法では、外被材に穴加工が施される。この穴に、芯材が挿入される。外被材及び芯材には、伸線加工が施される。
【0003】
クラッド線は、種々の用途に用いられている。特開平3−82775号公報には、クラッド線が用いられたメガネフレームが開示されている。このメガネフレームでは、芯材が超弾性材料(形状記憶合金)からなり、外層材がチタンからなる。この芯材によって形状回復性能が発揮され、外層材によって耐食性が発揮される。
【特許文献1】特開平6−315777号公報
【特許文献2】特開平3−82775号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特開平6−315777号公報に開示された製造方法は、穴加工が必要なので、生産性に劣る。精度のよい穴が得られるには、太い外被材に穴加工が施される必要がある。従って、製品が得られるには、伸線及び熱処理が繰り返される必要がある。この繰り返しも、生産性を阻害する。
【0005】
メガネフレームにおいて超弾性が必要な部位は、ブリッジ及びテンプルである。レンズ枠は一定の形状を保持する必要があるので、このレンズ枠には超弾性材料はむしろ好ましくない。モダン部は、着用者の耳の形状に合わせて販売店の店頭で変形させるものなので、このモダン部にも超弾性材料は好ましくない。特開平3−82775号公報に開示されたクラッド線は、長手方向においてその特性が一定である。このクラッド線では、メガネフレームの部位に応じた要求性能は、満たされない。部分焼鈍等の手段により、部位に応じた要求性能が満たされうる。しかし、この熱処理によっても十分な性能は得られない。この熱処理には、手間もかかる。
【0006】
本発明の目的は、長手方向において特性が変化し、しかも容易に得られるクラッド線の提供にある。
【課題を解決するための手段】
【0007】
本発明に係るクラッド線は、主線とこの主線を覆うクラッド層とを備える。この主線は、複数の第一ワイヤと、この第一ワイヤとは材質が異なる複数の第二ワイヤとを有する。この第二ワイヤは、第一ワイヤに対して軸方向に位置している。
【0008】
好ましくは、主線は、第三ワイヤをさらに備える。この第三ワイヤの材質は、第一ワイヤ及び第二ワイヤの材質と異なる。この第三ワイヤは、第一ワイヤ又は第二ワイヤに対して軸方向に位置している。
【0009】
本発明に係るクラッド線の製造方法は、
(1)複数の第一金属片と、この第一金属片に対して軸方向に並べられかつ第一金属片とは材質が異なる複数の第二金属片とを、金属製のパイプで被覆して母材を得る工程
及び
(2)この母材に塑性加工を施してこの母材を長尺化かつ細径化させる工程
を含む。
【0010】
好ましくは、母材は、パイプに被覆された第三金属片をさらに備える。この第三金属片の材質は、第一金属片及び第二金属片の材質と異なる。この第三金属片は、第一金属片又は第二金属片に対して軸方向に位置している。
【発明の効果】
【0011】
本発明に係るクラッド線は、2種以上のワイヤを備える。個々のワイヤが特性を発揮することで、優れた品質が達成される。このクラッド線は、生産性に優れる。
【発明を実施するための最良の形態】
【0012】
以下、適宜図面が参照されつつ、好ましい実施形態に基づいて本発明が詳細に説明される。
【0013】
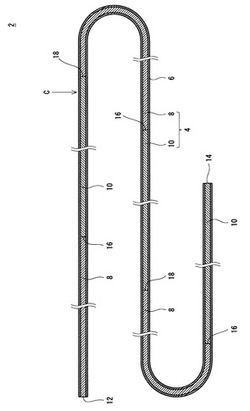
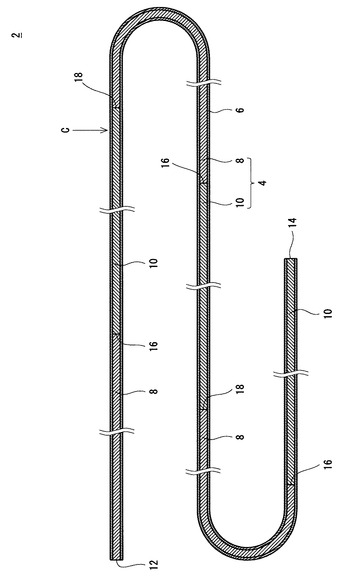
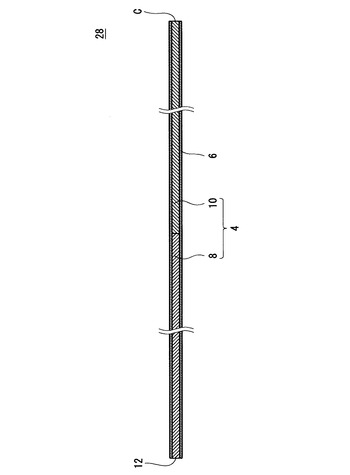
図1は、本発明の一実施形態に係るクラッド線2が示された断面図である。このクラッド線2は、主線4とクラッド層6とからなる。主線4は、第一ワイヤ8と第二ワイヤ10とを有する。この実施形態では、第一ワイヤ8の数は3本であり、第二ワイヤ10の数も3本である。これらの第一ワイヤ8及び第二ワイヤ10は、軸方向に沿って交互に配置されてる。前端12には、第一ワイヤ8が位置している。後端14には、第二ワイヤ10が位置している。図1において、符号16で示されているのは第一接点であり、符号18で示されているのは第二接点である。この実施形態では、第一接点16の数は3であり、第二接点18の数は2である。第一接点16では、第一ワイヤ8の後端に第二ワイヤ10の前端が当接している。第二接点18では、第二ワイヤ10の後端に第一ワイヤ8の前端が当接している。
【0014】
第一ワイヤ8は、金属材料からなる。第二ワイヤ10は、他の金属材料からなる。第二ワイヤ10の材質は、第一ワイヤ8の材質とは異なっている。このクラッド線2は、第一ワイヤ8に由来する特性と、第二ワイヤ10に由来する特性とを合わせもつ。このクラッド線2では、長手方向において特性が変化する。この実施形態では、第一ワイヤ8は低弾性材料からなり、第二ワイヤ10は高弾性材料からなる。換言すれば、第二ワイヤ10の弾性率は、第一ワイヤ8の弾性率よりも大きい。低弾性材料からなるので、第一ワイヤ8は柔軟性に優れる。高弾性材料からなるので、第二ワイヤ10は剛性に優れる。柔軟性と剛性とが要求される用途にこのクラッド線2が用いられるとき、柔軟性が要求される箇所に第一ワイヤ8が配置され、剛性が要求される箇所に第二ワイヤ10が配置される。
【0015】
第一ワイヤ8の好ましい材質としては、擬弾性を示す合金が挙げられる。擬弾性とは、応力が与えられたときの歪みが瞬時に生じず、時間の経過と共に歪みが増加して平衡値に達する性質を意味する。第一ワイヤ8に擬弾性を示す合金が用いられることにより、優れた柔軟性が達成される。
【0016】
擬弾性を示す合金の中でも、特に超弾性合金が好ましい。超弾性合金は、応力によって通常の弾性限界を超えた変形が生じても、応力の除去により元の形状に復元する。第一ワイヤ8に超弾性合金が用いられることにより、優れた柔軟性が達成される。超弾性合金は復元性に優れるので、第一ワイヤ8が湾曲しても、永久歪み(曲がりぐせ)が生じにくい。
【0017】
超弾性合金の具体例としては、Ni−Ti合金、Ni−Al合金、Cu−Zn合金及びCu−Zn−X合金(Xは、Be、Si、Sn、Al又はGa)が挙げられる。Ni−Ti合金において好ましいNiの比率は、45質量%以上60質量%以下である。Ni−Al合金において好ましいAlの比率は、36原子%以上38原子%以下である。Cu−Zn合金において好ましいZnの比率は、38.5質量%以上41.5質量%以下である。Cu−Zn−X合金においてXの好ましい比率は、1質量%以上10質量%以下である。柔軟性、形状復元性及び汎用性の観点から特に好ましい材質は、Ni−Ti合金である。
【0018】
第二ワイヤ10の好ましい材質としては、ステンレス鋼及びコバルト基合金が挙げられる。パテンティングと冷間加工とによって強度が高められた炭素鋼(ピアノ線)が、第二ワイヤ10に用いられてもよい。汎用性及び耐食性の観点から、ステンレス鋼が好ましい。ステンレス鋼の具体例としては、SUS302、SUS303、SUS304、SUS316、SUS316L、SUS316J1、SUS316J1L、SUS405、SUS429、SUS430、SUS430F、SUS434及びSUS444が例示される。SUS304が好ましい。
【0019】
クラッド層6は、主線4を覆っている。クラッド層6は、金属材料からなる。この実施形態では、クラッド層6の弾性率は、第一ワイヤ8の弾性率よりも大きい。このクラッド層6が接点16、18を覆うことにより、クラッド線2の弾性分布の、接点16、18での大幅な段差が生じない。このクラッド層6により、接点16、18の近傍における応力集中が抑制される。このクラッド層6により、クラッド線2の座屈が抑制される。好ましくは、クラッド層6の材質は、第二ワイヤ10の材質と同一である。クラッド層6の好ましい材質としては、ステンレス鋼及びコバルト基合金が挙げられる。汎用性及び耐食性の観点から、ステンレス鋼が好ましい。
【0020】
材質の選定により、第一ワイヤ8は種々の特性を発揮しうる。第一ワイヤ8が発揮しうる特性としては、強度、靱性、耐食性、耐熱性、弾性、形状復元性、電気特性、磁気特性等が挙げられる。材質の選定により、第二ワイヤ10は種々の特性を発揮しうる。第二ワイヤ10が発揮しうる特性としては、強度、靱性、耐食性、耐熱性、弾性、形状復元性、電気特性、磁気特性等が挙げられる。第一ワイヤ8の材質が第二ワイヤ10の材質と異なることにより、クラッド線2が2以上の特性を併せ持ちうる。例えば、第一ワイヤ8に由来する強度を備え、かつ第二ワイヤ10に由来する耐熱性を備えた主線4が得られうる。材質の選定により、クラッド層6は種々の特性を発揮しうる。クラッド層6が発揮しうる特性としては、強度、靱性、耐食性、耐熱性、弾性、形状復元性、電気特性、磁気特性等が挙げられる。
【0021】
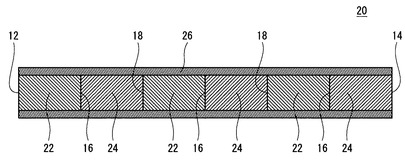
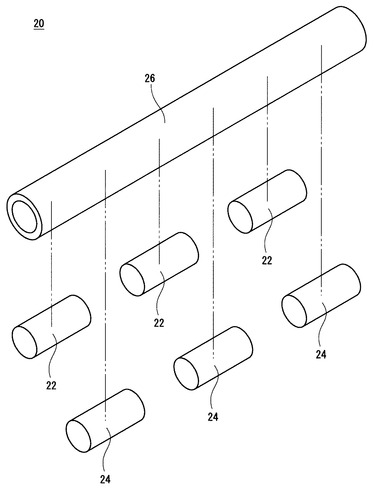
このクラッド線2の製造では、まず母材が準備される。図2は、この母材20の断面図である。図3は、この母材20の分解斜視図である。母材20は、第一金属片22、第二金属片24及びパイプ26からなる。第一金属片22は、金属材料からなる。第二金属片24は、他の金属材料からなる。第二金属片24の材質は、第一金属片22の材質とは異なっている。第一金属片22及び第二金属片24のそれぞれは、円柱形状を有する。この実施形態では、第一金属片22の数は3であり、第二金属片24の数も3である。これらの第一金属片22及び第二金属片24は、軸方向(図2における左右方向)に沿って交互に配置されてる。前端12には、第一金属片22が位置している。後端14には、第二金属片24が位置している。図1において、符号16で示されているのは第一接点であり、符号18で示されているのは第二接点である。この実施形態では、第一接点16の数は3であり、第二接点18の数は2である。第一接点16では、第一金属片22の後端に第二金属片24の前端が当接している。第一接点16において、第一金属片22に第二金属片24が溶接されている。第二接点18では、第二金属片24の後端に第一金属片22の前端が当接している。第二接点18において、第二金属片24に第一金属片22が溶接されている。
【0022】
パイプ26は、金属材料からなる。パイプ26は、第一金属片22及び第二金属片24を被覆している。パイプ26に第一金属片22及び第二金属片24が挿入されることにより、パイプ26がこれらを被覆しうる。第一金属片22及び第二金属片24が金属板で巻かれた後、この金属板の両端部が接合されることで、パイプ26が形成されてもよい。
【0023】
この母材20に、必要に応じ、熱処理が施される。母材20に組み立てられる前の段階で、第一金属片22、第二金属片24及びパイプ26に別個に熱処理が施されてもよい。この母材20に、伸線が施される。伸線には、既知の伸線機が用いられうる。伸線では、母材20がダイスを通される。伸線により、第一金属片22及び第二金属片24が塑性変形を起こし、徐々に細径化し、かつ徐々に長尺化する。伸線により、パイプ26が塑性変形を起こし、徐々に薄肉化し、かつ徐々に長尺化する。伸線以外の塑性加工がなされてもよい。他の塑性加工としては、圧延及びスエージングが例示される。
【0024】
この伸線により、図1に示されたクラッド線2が得られる。第一金属片22からは、第一ワイヤ8が形成される。第一ワイヤ8の組成は、第一金属片22のそれと同等である。第二金属片24からは、第二ワイヤ10が形成される。第二ワイヤ10の組成は、第二金属片24のそれと同等である。パイプ26からは、クラッド層6が形成される。クラッド層6の組成は、パイプ26のそれと同等である。
【0025】
図2に示されるように、母材20における第一金属片22の数は3である。従って、クラッド線2における第一ワイヤ8の数も3である。母材20における第二金属片24の数は3である。従って、クラッド線2における第二ワイヤ10の数も3である。母材20において、第一金属片22及び第二金属片24のそれぞれの数は、2でもよく、4以上でもよい。母材20において、複数の第一金属片22と、この第一金属片22の数とほぼ同じ数の第二金属片24とが、交互に配置されることが好ましい。
【0026】
図1に示されるように、第一ワイヤ8及び第二ワイヤ10は、クラッド層6で覆われている。加工時の塑性変形により、第一ワイヤ8とクラッド層6とは密着しており、第二ワイヤ10とクラッド層6とも密着している。このクラッド線2では、クラッド層6を介して第一ワイヤ8と第二ワイヤ10とが堅固に接合されている。このクラッド線2では、第二ワイヤ10からの第一ワイヤ8の脱落が生じにくい。塑性加工の加工度が大きく設定されることにより、密着性が高められうる。密着性の観点から、加工度は40%以上が好ましく、50%以上がより好ましく、60%以上が特に好ましい。クラッド線2の延性の観点から、加工度は90%以下が好ましい。加工度Rは、下記の数式によって算出される。
R = (1 - (D1 / D0)2) * 100
この数式において、D0は母材20の線径を表し、D1はクラッド線2の線径を表す。
【0027】
前述の通り、母材20において、第一金属片22と第二金属片24とは溶接されている。この溶接によっても、第一ワイヤ8と第二ワイヤ10との接合強度が高められる。溶接の段階では、第一金属片22及び第二金属片24は、十分に太い。従って、溶接が容易になされうる。クラッド層6との密着によって十分な接合強度が得られる場合、溶接がなされなくてもよい。
【0028】
このクラッド線2が図1に示された矢印Cの位置で切断されることにより、線材が得られる。図4には、この線材28が示されている。図1から明らかなように、切断位置Cは第二接点18よりも若干前である。第二接点18の近傍は、塑性変形の影響で、第一金属片22の材質と第二金属片24の材質とが混在する領域である。この領域を避けて、切断位置Cが決定される。この線材28は、種々の用途に用いられうる。
【0029】
前述の通り、クラッド線2は複数の第一ワイヤ8及び複数の第二ワイヤ10を備えているので、切断によって1つのクラッド線2から複数の線材28(この線材28もクラッド線である)が得られる。換言すれば、ワンパスの伸線加工によって複数の線材28が得られる。この線材28の生産性は、高い。生産性の観点から、第一ワイヤ8及び第二ワイヤ10のそれぞれの数は10以上が好ましく、50以上がより好ましく、100以上が特に好ましい。換言すれば、母材における第一金属片22及び第二金属片24のそれぞれの数は10以上が好ましく、50以上がより好ましく、100以上が特に好ましい。
【0030】
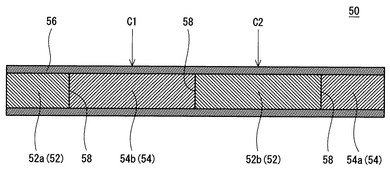
図5は、本発明の他の実施形態に係るクラッド線製造方法に用いられる母材50が示された断面図である。この母材50は、第一金属片52、第二金属片54及びパイプ56からなる。第一金属片52は、金属材料からなる。第二金属片54は、他の金属材料からなる。第二金属片54の材質は、第一金属片52の材質とは異なっている。第一金属片52の数は、2である。第一金属片52bは、第一金属片52aよりも長い。第一金属片52bの長さは、実質的に、第一金属片52aの長さの2倍である。第二金属片54の数は、2である。第二金属片54bは、第二金属片54aよりも長い。第二金属片54bの長さは、実質的に、第二金属片54aの長さの2倍である。2つの第一金属片52と2つの第二金属片54とが、軸方向に沿って交互に配置されている。パイプ56は、金属材料からなる。パイプ56は、第一金属片52及び第二金属片54を被覆している。
【0031】
この母材50に、伸線加工等が施され、クラッド線が得られる。このクラッド線が、切断されて、線材が得られる。切断箇所は、図5に示されたC1及びC2である。クラッド線において接点58の近傍は、第一金属片52の材質と第二金属片54の材質とが混在した領域である。切断位置C1及びC2は、接点58から離れている。この位置C1及びC2で切断がなされることにより、混在領域が廃棄される必要がない。このクラッド線の歩留まりは、高い。
【0032】
第一金属片52及び第二金属片54のそれぞれの数は、3以上であってもよい。ワンパスの伸線加工によって多数の線材が得られるとの観点から、第一金属片52及び第二金属片54のそれぞれの数は10以上が好ましく、50以上がより好ましく、100以上が特に好ましい。
【0033】
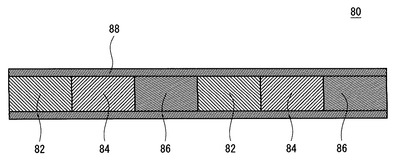
図6は、本発明のさらに他の実施形態に係るクラッド線製造方法に用いられる母材が示された断面図である。この母材80は、第一金属片82、第二金属片84、第三金属片86及びパイプ88からなる。第一金属片82は、金属材料からなる。第二金属片84は、他の金属材料からなる。第二金属片84の材質は、第一金属片82の材質とは異なっている。第三金属片86は、金属材料からなる。第三金属片86の材質は、第一金属片82及び第二金属片84の材質とは異なっている。2つの第一金属片82、2つの第二金属片84及び2つの第三金属片86が、軸方向に沿って並んでいる。パイプ88は、金属材料からなる。パイプ88は、第一金属片82、第二金属片84及び第三金属片86を被覆している。
【0034】
この母材80に、伸線加工等が施され、クラッド線が得られる。このクラッド線が、切断されて、線材が得られる。この線材は、第一金属片に由来する特性、第二金属片に由来する特性及び第三金属片に由来する特性を併せ持つ。母材80が、4種以上の金属片を備えてもよい。
【0035】
第一金属片82、第二金属片84及び第三金属片86のそれぞれの数は、3以上であってもよい。ワンパスの伸線加工によって多数の線材が得られるとの観点から、この数は10以上が好ましく、50以上がより好ましく、100以上が特に好ましい。
【産業上の利用可能性】
【0036】
本発明に係るクラッド線は、メガネフレーム、医療用線材等に用いられうる。
【図面の簡単な説明】
【0037】
【図1】図1は、本発明の一実施形態に係るクラッド線が示された断面図である。
【図2】図2は、図1のクラッド線の製造に用いられる母材が示された断面図である。
【図3】図3は、図2の母材が示された分解斜視図である。
【図4】図4は、図1のクラッド線から得られた線材が示された断面図である。
【図5】図5は、本発明の他の実施形態に係るクラッド線製造方法に用いられる母材が示された断面図である。
【図6】図6は、本発明のさらに他の実施形態に係るクラッド線製造方法に用いられる母材が示された断面図である。
【符号の説明】
【0038】
2・・・クラッド線
4・・・主線
6・・・クラッド層
8・・・第一ワイヤ
10・・・第二ワイヤ
16・・・第一接点
18・・・第二接点
20、50、80・・・母材
22、52、82・・・第一金属片
24、54、84・・・第二金属片
26、56、88・・・パイプ
86・・・第三金属片
【技術分野】
【0001】
本発明は、クラッド線と、このクラッド線の製造方法とに関する。
【背景技術】
【0002】
クラッド線は、主線とクラッド層とからなる。主線の材質は、クラッド層の材質と異なっている。クラッド線は、主線の材質に由来する特性と、クラッド層の材質に由来する特性とを併せ持ちうる。クラッド線の製造方法の一例が、特開平6−315777号公報に開示されている。この製造方法では、外被材に穴加工が施される。この穴に、芯材が挿入される。外被材及び芯材には、伸線加工が施される。
【0003】
クラッド線は、種々の用途に用いられている。特開平3−82775号公報には、クラッド線が用いられたメガネフレームが開示されている。このメガネフレームでは、芯材が超弾性材料(形状記憶合金)からなり、外層材がチタンからなる。この芯材によって形状回復性能が発揮され、外層材によって耐食性が発揮される。
【特許文献1】特開平6−315777号公報
【特許文献2】特開平3−82775号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特開平6−315777号公報に開示された製造方法は、穴加工が必要なので、生産性に劣る。精度のよい穴が得られるには、太い外被材に穴加工が施される必要がある。従って、製品が得られるには、伸線及び熱処理が繰り返される必要がある。この繰り返しも、生産性を阻害する。
【0005】
メガネフレームにおいて超弾性が必要な部位は、ブリッジ及びテンプルである。レンズ枠は一定の形状を保持する必要があるので、このレンズ枠には超弾性材料はむしろ好ましくない。モダン部は、着用者の耳の形状に合わせて販売店の店頭で変形させるものなので、このモダン部にも超弾性材料は好ましくない。特開平3−82775号公報に開示されたクラッド線は、長手方向においてその特性が一定である。このクラッド線では、メガネフレームの部位に応じた要求性能は、満たされない。部分焼鈍等の手段により、部位に応じた要求性能が満たされうる。しかし、この熱処理によっても十分な性能は得られない。この熱処理には、手間もかかる。
【0006】
本発明の目的は、長手方向において特性が変化し、しかも容易に得られるクラッド線の提供にある。
【課題を解決するための手段】
【0007】
本発明に係るクラッド線は、主線とこの主線を覆うクラッド層とを備える。この主線は、複数の第一ワイヤと、この第一ワイヤとは材質が異なる複数の第二ワイヤとを有する。この第二ワイヤは、第一ワイヤに対して軸方向に位置している。
【0008】
好ましくは、主線は、第三ワイヤをさらに備える。この第三ワイヤの材質は、第一ワイヤ及び第二ワイヤの材質と異なる。この第三ワイヤは、第一ワイヤ又は第二ワイヤに対して軸方向に位置している。
【0009】
本発明に係るクラッド線の製造方法は、
(1)複数の第一金属片と、この第一金属片に対して軸方向に並べられかつ第一金属片とは材質が異なる複数の第二金属片とを、金属製のパイプで被覆して母材を得る工程
及び
(2)この母材に塑性加工を施してこの母材を長尺化かつ細径化させる工程
を含む。
【0010】
好ましくは、母材は、パイプに被覆された第三金属片をさらに備える。この第三金属片の材質は、第一金属片及び第二金属片の材質と異なる。この第三金属片は、第一金属片又は第二金属片に対して軸方向に位置している。
【発明の効果】
【0011】
本発明に係るクラッド線は、2種以上のワイヤを備える。個々のワイヤが特性を発揮することで、優れた品質が達成される。このクラッド線は、生産性に優れる。
【発明を実施するための最良の形態】
【0012】
以下、適宜図面が参照されつつ、好ましい実施形態に基づいて本発明が詳細に説明される。
【0013】
図1は、本発明の一実施形態に係るクラッド線2が示された断面図である。このクラッド線2は、主線4とクラッド層6とからなる。主線4は、第一ワイヤ8と第二ワイヤ10とを有する。この実施形態では、第一ワイヤ8の数は3本であり、第二ワイヤ10の数も3本である。これらの第一ワイヤ8及び第二ワイヤ10は、軸方向に沿って交互に配置されてる。前端12には、第一ワイヤ8が位置している。後端14には、第二ワイヤ10が位置している。図1において、符号16で示されているのは第一接点であり、符号18で示されているのは第二接点である。この実施形態では、第一接点16の数は3であり、第二接点18の数は2である。第一接点16では、第一ワイヤ8の後端に第二ワイヤ10の前端が当接している。第二接点18では、第二ワイヤ10の後端に第一ワイヤ8の前端が当接している。
【0014】
第一ワイヤ8は、金属材料からなる。第二ワイヤ10は、他の金属材料からなる。第二ワイヤ10の材質は、第一ワイヤ8の材質とは異なっている。このクラッド線2は、第一ワイヤ8に由来する特性と、第二ワイヤ10に由来する特性とを合わせもつ。このクラッド線2では、長手方向において特性が変化する。この実施形態では、第一ワイヤ8は低弾性材料からなり、第二ワイヤ10は高弾性材料からなる。換言すれば、第二ワイヤ10の弾性率は、第一ワイヤ8の弾性率よりも大きい。低弾性材料からなるので、第一ワイヤ8は柔軟性に優れる。高弾性材料からなるので、第二ワイヤ10は剛性に優れる。柔軟性と剛性とが要求される用途にこのクラッド線2が用いられるとき、柔軟性が要求される箇所に第一ワイヤ8が配置され、剛性が要求される箇所に第二ワイヤ10が配置される。
【0015】
第一ワイヤ8の好ましい材質としては、擬弾性を示す合金が挙げられる。擬弾性とは、応力が与えられたときの歪みが瞬時に生じず、時間の経過と共に歪みが増加して平衡値に達する性質を意味する。第一ワイヤ8に擬弾性を示す合金が用いられることにより、優れた柔軟性が達成される。
【0016】
擬弾性を示す合金の中でも、特に超弾性合金が好ましい。超弾性合金は、応力によって通常の弾性限界を超えた変形が生じても、応力の除去により元の形状に復元する。第一ワイヤ8に超弾性合金が用いられることにより、優れた柔軟性が達成される。超弾性合金は復元性に優れるので、第一ワイヤ8が湾曲しても、永久歪み(曲がりぐせ)が生じにくい。
【0017】
超弾性合金の具体例としては、Ni−Ti合金、Ni−Al合金、Cu−Zn合金及びCu−Zn−X合金(Xは、Be、Si、Sn、Al又はGa)が挙げられる。Ni−Ti合金において好ましいNiの比率は、45質量%以上60質量%以下である。Ni−Al合金において好ましいAlの比率は、36原子%以上38原子%以下である。Cu−Zn合金において好ましいZnの比率は、38.5質量%以上41.5質量%以下である。Cu−Zn−X合金においてXの好ましい比率は、1質量%以上10質量%以下である。柔軟性、形状復元性及び汎用性の観点から特に好ましい材質は、Ni−Ti合金である。
【0018】
第二ワイヤ10の好ましい材質としては、ステンレス鋼及びコバルト基合金が挙げられる。パテンティングと冷間加工とによって強度が高められた炭素鋼(ピアノ線)が、第二ワイヤ10に用いられてもよい。汎用性及び耐食性の観点から、ステンレス鋼が好ましい。ステンレス鋼の具体例としては、SUS302、SUS303、SUS304、SUS316、SUS316L、SUS316J1、SUS316J1L、SUS405、SUS429、SUS430、SUS430F、SUS434及びSUS444が例示される。SUS304が好ましい。
【0019】
クラッド層6は、主線4を覆っている。クラッド層6は、金属材料からなる。この実施形態では、クラッド層6の弾性率は、第一ワイヤ8の弾性率よりも大きい。このクラッド層6が接点16、18を覆うことにより、クラッド線2の弾性分布の、接点16、18での大幅な段差が生じない。このクラッド層6により、接点16、18の近傍における応力集中が抑制される。このクラッド層6により、クラッド線2の座屈が抑制される。好ましくは、クラッド層6の材質は、第二ワイヤ10の材質と同一である。クラッド層6の好ましい材質としては、ステンレス鋼及びコバルト基合金が挙げられる。汎用性及び耐食性の観点から、ステンレス鋼が好ましい。
【0020】
材質の選定により、第一ワイヤ8は種々の特性を発揮しうる。第一ワイヤ8が発揮しうる特性としては、強度、靱性、耐食性、耐熱性、弾性、形状復元性、電気特性、磁気特性等が挙げられる。材質の選定により、第二ワイヤ10は種々の特性を発揮しうる。第二ワイヤ10が発揮しうる特性としては、強度、靱性、耐食性、耐熱性、弾性、形状復元性、電気特性、磁気特性等が挙げられる。第一ワイヤ8の材質が第二ワイヤ10の材質と異なることにより、クラッド線2が2以上の特性を併せ持ちうる。例えば、第一ワイヤ8に由来する強度を備え、かつ第二ワイヤ10に由来する耐熱性を備えた主線4が得られうる。材質の選定により、クラッド層6は種々の特性を発揮しうる。クラッド層6が発揮しうる特性としては、強度、靱性、耐食性、耐熱性、弾性、形状復元性、電気特性、磁気特性等が挙げられる。
【0021】
このクラッド線2の製造では、まず母材が準備される。図2は、この母材20の断面図である。図3は、この母材20の分解斜視図である。母材20は、第一金属片22、第二金属片24及びパイプ26からなる。第一金属片22は、金属材料からなる。第二金属片24は、他の金属材料からなる。第二金属片24の材質は、第一金属片22の材質とは異なっている。第一金属片22及び第二金属片24のそれぞれは、円柱形状を有する。この実施形態では、第一金属片22の数は3であり、第二金属片24の数も3である。これらの第一金属片22及び第二金属片24は、軸方向(図2における左右方向)に沿って交互に配置されてる。前端12には、第一金属片22が位置している。後端14には、第二金属片24が位置している。図1において、符号16で示されているのは第一接点であり、符号18で示されているのは第二接点である。この実施形態では、第一接点16の数は3であり、第二接点18の数は2である。第一接点16では、第一金属片22の後端に第二金属片24の前端が当接している。第一接点16において、第一金属片22に第二金属片24が溶接されている。第二接点18では、第二金属片24の後端に第一金属片22の前端が当接している。第二接点18において、第二金属片24に第一金属片22が溶接されている。
【0022】
パイプ26は、金属材料からなる。パイプ26は、第一金属片22及び第二金属片24を被覆している。パイプ26に第一金属片22及び第二金属片24が挿入されることにより、パイプ26がこれらを被覆しうる。第一金属片22及び第二金属片24が金属板で巻かれた後、この金属板の両端部が接合されることで、パイプ26が形成されてもよい。
【0023】
この母材20に、必要に応じ、熱処理が施される。母材20に組み立てられる前の段階で、第一金属片22、第二金属片24及びパイプ26に別個に熱処理が施されてもよい。この母材20に、伸線が施される。伸線には、既知の伸線機が用いられうる。伸線では、母材20がダイスを通される。伸線により、第一金属片22及び第二金属片24が塑性変形を起こし、徐々に細径化し、かつ徐々に長尺化する。伸線により、パイプ26が塑性変形を起こし、徐々に薄肉化し、かつ徐々に長尺化する。伸線以外の塑性加工がなされてもよい。他の塑性加工としては、圧延及びスエージングが例示される。
【0024】
この伸線により、図1に示されたクラッド線2が得られる。第一金属片22からは、第一ワイヤ8が形成される。第一ワイヤ8の組成は、第一金属片22のそれと同等である。第二金属片24からは、第二ワイヤ10が形成される。第二ワイヤ10の組成は、第二金属片24のそれと同等である。パイプ26からは、クラッド層6が形成される。クラッド層6の組成は、パイプ26のそれと同等である。
【0025】
図2に示されるように、母材20における第一金属片22の数は3である。従って、クラッド線2における第一ワイヤ8の数も3である。母材20における第二金属片24の数は3である。従って、クラッド線2における第二ワイヤ10の数も3である。母材20において、第一金属片22及び第二金属片24のそれぞれの数は、2でもよく、4以上でもよい。母材20において、複数の第一金属片22と、この第一金属片22の数とほぼ同じ数の第二金属片24とが、交互に配置されることが好ましい。
【0026】
図1に示されるように、第一ワイヤ8及び第二ワイヤ10は、クラッド層6で覆われている。加工時の塑性変形により、第一ワイヤ8とクラッド層6とは密着しており、第二ワイヤ10とクラッド層6とも密着している。このクラッド線2では、クラッド層6を介して第一ワイヤ8と第二ワイヤ10とが堅固に接合されている。このクラッド線2では、第二ワイヤ10からの第一ワイヤ8の脱落が生じにくい。塑性加工の加工度が大きく設定されることにより、密着性が高められうる。密着性の観点から、加工度は40%以上が好ましく、50%以上がより好ましく、60%以上が特に好ましい。クラッド線2の延性の観点から、加工度は90%以下が好ましい。加工度Rは、下記の数式によって算出される。
R = (1 - (D1 / D0)2) * 100
この数式において、D0は母材20の線径を表し、D1はクラッド線2の線径を表す。
【0027】
前述の通り、母材20において、第一金属片22と第二金属片24とは溶接されている。この溶接によっても、第一ワイヤ8と第二ワイヤ10との接合強度が高められる。溶接の段階では、第一金属片22及び第二金属片24は、十分に太い。従って、溶接が容易になされうる。クラッド層6との密着によって十分な接合強度が得られる場合、溶接がなされなくてもよい。
【0028】
このクラッド線2が図1に示された矢印Cの位置で切断されることにより、線材が得られる。図4には、この線材28が示されている。図1から明らかなように、切断位置Cは第二接点18よりも若干前である。第二接点18の近傍は、塑性変形の影響で、第一金属片22の材質と第二金属片24の材質とが混在する領域である。この領域を避けて、切断位置Cが決定される。この線材28は、種々の用途に用いられうる。
【0029】
前述の通り、クラッド線2は複数の第一ワイヤ8及び複数の第二ワイヤ10を備えているので、切断によって1つのクラッド線2から複数の線材28(この線材28もクラッド線である)が得られる。換言すれば、ワンパスの伸線加工によって複数の線材28が得られる。この線材28の生産性は、高い。生産性の観点から、第一ワイヤ8及び第二ワイヤ10のそれぞれの数は10以上が好ましく、50以上がより好ましく、100以上が特に好ましい。換言すれば、母材における第一金属片22及び第二金属片24のそれぞれの数は10以上が好ましく、50以上がより好ましく、100以上が特に好ましい。
【0030】
図5は、本発明の他の実施形態に係るクラッド線製造方法に用いられる母材50が示された断面図である。この母材50は、第一金属片52、第二金属片54及びパイプ56からなる。第一金属片52は、金属材料からなる。第二金属片54は、他の金属材料からなる。第二金属片54の材質は、第一金属片52の材質とは異なっている。第一金属片52の数は、2である。第一金属片52bは、第一金属片52aよりも長い。第一金属片52bの長さは、実質的に、第一金属片52aの長さの2倍である。第二金属片54の数は、2である。第二金属片54bは、第二金属片54aよりも長い。第二金属片54bの長さは、実質的に、第二金属片54aの長さの2倍である。2つの第一金属片52と2つの第二金属片54とが、軸方向に沿って交互に配置されている。パイプ56は、金属材料からなる。パイプ56は、第一金属片52及び第二金属片54を被覆している。
【0031】
この母材50に、伸線加工等が施され、クラッド線が得られる。このクラッド線が、切断されて、線材が得られる。切断箇所は、図5に示されたC1及びC2である。クラッド線において接点58の近傍は、第一金属片52の材質と第二金属片54の材質とが混在した領域である。切断位置C1及びC2は、接点58から離れている。この位置C1及びC2で切断がなされることにより、混在領域が廃棄される必要がない。このクラッド線の歩留まりは、高い。
【0032】
第一金属片52及び第二金属片54のそれぞれの数は、3以上であってもよい。ワンパスの伸線加工によって多数の線材が得られるとの観点から、第一金属片52及び第二金属片54のそれぞれの数は10以上が好ましく、50以上がより好ましく、100以上が特に好ましい。
【0033】
図6は、本発明のさらに他の実施形態に係るクラッド線製造方法に用いられる母材が示された断面図である。この母材80は、第一金属片82、第二金属片84、第三金属片86及びパイプ88からなる。第一金属片82は、金属材料からなる。第二金属片84は、他の金属材料からなる。第二金属片84の材質は、第一金属片82の材質とは異なっている。第三金属片86は、金属材料からなる。第三金属片86の材質は、第一金属片82及び第二金属片84の材質とは異なっている。2つの第一金属片82、2つの第二金属片84及び2つの第三金属片86が、軸方向に沿って並んでいる。パイプ88は、金属材料からなる。パイプ88は、第一金属片82、第二金属片84及び第三金属片86を被覆している。
【0034】
この母材80に、伸線加工等が施され、クラッド線が得られる。このクラッド線が、切断されて、線材が得られる。この線材は、第一金属片に由来する特性、第二金属片に由来する特性及び第三金属片に由来する特性を併せ持つ。母材80が、4種以上の金属片を備えてもよい。
【0035】
第一金属片82、第二金属片84及び第三金属片86のそれぞれの数は、3以上であってもよい。ワンパスの伸線加工によって多数の線材が得られるとの観点から、この数は10以上が好ましく、50以上がより好ましく、100以上が特に好ましい。
【産業上の利用可能性】
【0036】
本発明に係るクラッド線は、メガネフレーム、医療用線材等に用いられうる。
【図面の簡単な説明】
【0037】
【図1】図1は、本発明の一実施形態に係るクラッド線が示された断面図である。
【図2】図2は、図1のクラッド線の製造に用いられる母材が示された断面図である。
【図3】図3は、図2の母材が示された分解斜視図である。
【図4】図4は、図1のクラッド線から得られた線材が示された断面図である。
【図5】図5は、本発明の他の実施形態に係るクラッド線製造方法に用いられる母材が示された断面図である。
【図6】図6は、本発明のさらに他の実施形態に係るクラッド線製造方法に用いられる母材が示された断面図である。
【符号の説明】
【0038】
2・・・クラッド線
4・・・主線
6・・・クラッド層
8・・・第一ワイヤ
10・・・第二ワイヤ
16・・・第一接点
18・・・第二接点
20、50、80・・・母材
22、52、82・・・第一金属片
24、54、84・・・第二金属片
26、56、88・・・パイプ
86・・・第三金属片
【特許請求の範囲】
【請求項1】
主線とこの主線を覆うクラッド層とを備えており、
この主線が、複数の第一ワイヤと、この第一ワイヤとは材質が異なる複数の第二ワイヤとを有しており、
この第二ワイヤが、第一ワイヤに対して軸方向に位置しているクラッド線。
【請求項2】
上記主線が第三ワイヤをさらに備えており、
この第三ワイヤの材質が、第一ワイヤ及び第二ワイヤの材質と異なっており、
この第三ワイヤが、第一ワイヤ又は第二ワイヤに対して軸方向に位置している請求項1に記載のクラッド線。
【請求項3】
複数の第一金属片と、この第一金属片に対して軸方向に並べられかつ第一金属片とは材質が異なる複数の第二金属片とを、金属製のパイプで被覆して母材を得る工程
及び
この母材に塑性加工を施してこの母材を長尺化かつ細径化させる工程
を含むクラッド線の製造方法。
【請求項4】
上記母材がパイプに被覆された第三金属片をさらに備えており、
この第三金属片の材質が第一金属片及び第二金属片の材質と異なっており、
この第三金属片が第一金属片又は第二金属片に対して軸方向に位置している請求項3に記載の製造方法。
【請求項1】
主線とこの主線を覆うクラッド層とを備えており、
この主線が、複数の第一ワイヤと、この第一ワイヤとは材質が異なる複数の第二ワイヤとを有しており、
この第二ワイヤが、第一ワイヤに対して軸方向に位置しているクラッド線。
【請求項2】
上記主線が第三ワイヤをさらに備えており、
この第三ワイヤの材質が、第一ワイヤ及び第二ワイヤの材質と異なっており、
この第三ワイヤが、第一ワイヤ又は第二ワイヤに対して軸方向に位置している請求項1に記載のクラッド線。
【請求項3】
複数の第一金属片と、この第一金属片に対して軸方向に並べられかつ第一金属片とは材質が異なる複数の第二金属片とを、金属製のパイプで被覆して母材を得る工程
及び
この母材に塑性加工を施してこの母材を長尺化かつ細径化させる工程
を含むクラッド線の製造方法。
【請求項4】
上記母材がパイプに被覆された第三金属片をさらに備えており、
この第三金属片の材質が第一金属片及び第二金属片の材質と異なっており、
この第三金属片が第一金属片又は第二金属片に対して軸方向に位置している請求項3に記載の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−69518(P2010−69518A)
【公開日】平成22年4月2日(2010.4.2)
【国際特許分類】
【出願番号】特願2008−242054(P2008−242054)
【出願日】平成20年9月22日(2008.9.22)
【出願人】(000110147)トクセン工業株式会社 (44)
【Fターム(参考)】
【公開日】平成22年4月2日(2010.4.2)
【国際特許分類】
【出願日】平成20年9月22日(2008.9.22)
【出願人】(000110147)トクセン工業株式会社 (44)
【Fターム(参考)】
[ Back to top ]