
クランクシャフトの製造方法
【課題】クランクシャフトの軽量化を安価かつ容易に図ることができ、かつ、クランクシャフトの剛性および強度を高めることができるクランクシャフトの製造方法を提供する。
【解決手段】クランクシャフト1のピン部13において、クランクシャフト1の軸線Lと交差する交差面で、クランクシャフト1の形状に合わせて分割された形状の複数の分割材10B、10Cを、前記交差面を接合面30Bとして拡散接合することによりクランクシャフト1を製造する方法であって、分割材10B、10Cとして、接合面30Bと反対側のアーム部12から接合面30Bに向かって中空部12aが形成された分割材10B,10Cを用いて、中空部12aに押圧部材20を挿入して押圧部材20により接合面30B同士を押圧しながら、分割材10B,10C同士を拡散接合してなる。
【解決手段】クランクシャフト1のピン部13において、クランクシャフト1の軸線Lと交差する交差面で、クランクシャフト1の形状に合わせて分割された形状の複数の分割材10B、10Cを、前記交差面を接合面30Bとして拡散接合することによりクランクシャフト1を製造する方法であって、分割材10B、10Cとして、接合面30Bと反対側のアーム部12から接合面30Bに向かって中空部12aが形成された分割材10B,10Cを用いて、中空部12aに押圧部材20を挿入して押圧部材20により接合面30B同士を押圧しながら、分割材10B,10C同士を拡散接合してなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クランクシャフトの軸線と交差する交差面で、前記クランクシャフトの形状に合わせて分割された複数の分割材を、交差面を接合面として分割材同士を拡散接合することによりクランクシャフトを製造する方法に関する。
【背景技術】
【0002】
従来から、クランクシャフトは、車両のエンジンのコンロッドを介してシリンダ内のピストンに接続されており、シリンダ内のピストンの往復動により回転し、エンジンからの車両の駆動力をドライブシャフトへ伝達する部材である。
【0003】
ところで、近年、自動車の燃費向上の要求や排気ガス規制の強化から自動車を構成する部材の軽量化が求められており、クランクシャフトも軽量化の要求が高い部材の1つである。そこで、クランクシャフトの軽量化にあたり、従来から高強度化により寸法を小さくしたり、クランクシャフトの内部に中空部を設けたりすることがなされている。
【0004】
このようなクランクシャフトの製造方法として、例えば、クランクシャフトの軸線と交差する交差面で、クランクシャフトの形状に合わせて分割された複数の分割材を、交差面を接合面として接着接合することにより、クランクシャフトを組み立てる方法が提案されている(例えば、特許文献1参照)。また、クランクシャフトのピン及びジャーナル部のいずれか一方に対して、その軸線方向に沿って空孔を設けたクランクシャフトの製造方法が提案されている(例えば、特許文献2参照)。
【0005】
さらに、別の製造方法として、上述した分割材に中空部を設け、分割材同士を、接合面で拡散接合するクランクシャフトの製造方法も提案されている(例えば、特許文献3参照)。
【0006】
このようにして得られたクランクシャフトは、開空間となる中空部、閉空間となる中空部を有する構造とすることが可能であり、クランクシャフトの軽量化には、有効な技術である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特表平2−501156号公報
【特許文献2】実開昭61−137110号公報
【特許文献3】特開2008−229647号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、エンジン駆動に、クランクシャフトが動作(回転)する際に、クランクシャフトのピン部およびジャーナル部に強い曲げ応力、捩り応力が加わる。そのため、ピン部およびジャーナル部の剛性が高いことは、クランクシャフトに要求される特性としては、非常に重要である。
【0009】
しかしながら、例えば、特許文献1,2に示すように、軸部の中空部が、開空間又は閉空間となっている場合には、ピン部又はジャーナル部の剛性が忠実のものよりも劣ってしまうのは、明白である。
【0010】
また、特許文献1に示すような方法で、クランクシャフトを製造した場合には、接合面(圧力が作用する交差面)は、アーム部もしくはカウンターウェイト部となる。しかしながら、一般的に、アーム部およびカウンターウェイト部は、ピン部、ジャーナル部に対して、垂直な面を有していないものが主であるため、ピン・ジャーナル軸方向(クランクシャフトの軸方向)に対して平行かつ均等に圧力を加えることは非常に困難である。さらに、ピン・ジャーナル軸と垂直な面を機械加工で形成することも可能であるが、この場合極めて高い精度の加工が必要となり、製造コストが高くなるおそれがある。
【0011】
また、特許文献3に示すような方法で接合した場合であっても、接合時において、接合面同士に均一に押圧力を作用できない場合には、この接合部分が強度不足となり、損傷の起因となってしまうおそれもある。
【0012】
本発明は、上記する問題に鑑みてなされたものであり、その目的とするところは、クランクシャフトの軽量化を安価かつ容易に図ることができ、かつ、クランクシャフトの剛性および強度を高めることができるクランクシャフトの製造方法を提供することにある。
【課題を解決するための手段】
【0013】
そこで、上記課題を解決すべく、発明者らは、拡散接合において接合部強度を均一にするためには、拡散接合をする際に、接合面の全面に接触圧力(押圧力)を均一に作用させることが重要であると考えた。そして、外部から圧力を受ける受け面が複雑な形状である場合には、接合面に均一に圧力を作用させることができないと考えた。
【0014】
このような点から、発明者らは、クランクシャフトは、一般的な機械部材に比べて非常に複雑な構造を持つため、クランクシャフトを複数の分割材から製造する場合、外部から圧力を作用させる位置、および圧力を作用させる方向、クランクシャフトの接合面の位置(分割する位置)、その位置における接合方法が、上記課題を解決させるためには重要であるので、これらについて鋭意検討を重ねた。
【0015】
その結果、クランクシャフトのピン部およびジャーナル部の軸方向に交差する面(接合面)で分割した場合、この分割材の接合面と反対側に中空部を形成し、この中空部を利用して、押圧部材で、分割材の接合面同士を押圧しながら接合することにより、クランクシャフトの軽量化を図るとともに、より確実に拡散接合をすることができるとの新たな知見を得た。
【0016】
本発明は、この新たな知見に基づくものであり、本発明に係るクランクシャフトの製造方法は、クランクシャフトのピン部又はジャーナル部において、前記クランクシャフトの軸線と交差する交差面で、前記クランクシャフトの形状に合わせて分割された複数の分割材を、前記交差面を接合面として拡散接合することによりクランクシャフトを製造する方法であって、前記分割材として、前記接合面と反対側に中空部が形成された分割材を用いて、前記中空部に押圧部材を挿入して該押圧部材により前記接合面同士を押圧しながら、前記分割材同士を拡散接合することを特徴とするものである。
【0017】
本発明によれば、クランクシャフトの軽量化を図るべく形成された中空部を利用して、押圧部材を中空部に挿入して、接合面同士を押圧しながら拡散接合することができるので、クランクシャフトの軽量化を図ると共に分割材同士の接合性を高めることができる。
【0018】
さらに、分割材は、接合面同士の接合部分が、クランクシャフトのピン部又はジャーナル部に形成されるように、前記接合面が形成されているので、中空部は、カウンターウェイト部又はアーム部から接合面に向かって延在する。これにより、ピン部またはジャーナル部の中空部の間には、接合面により接合された部分が内壁を形成するので、中空部は貫通孔とはならず、この内壁によってピン部またはジャーナル部の剛性を高めることができる。
【0019】
ここで、クランクシャフトの軸線とは、クランクシャフトのピン部およびジャーナル部の中心軸(軸心)をいい、中空部とは、接合面を突き抜けず、接合面とは反対側に形成された凹部をいう。
【0020】
すなわち、ピン部において交差面(接合面)が形成されている場合には、反対側にあるアーム部から接合面に向かって中空部が延在することになり、ジャーナル部において交差面(接合面)が形成されている場合には、反対側にあるカウンターウェイト部から接合面に向かって中空部が延在することになる。
【0021】
また、分割材の中空部において、押圧部材の押圧力を受ける受け面は、平坦面であることが好ましく、さらに、この平坦面は、分割材の接合面と略平行に形成された面であることがより好ましい。
【0022】
本発明によれば、中空部の受け面を平坦面にすることにより、この平坦面を介して、押圧部材が均一な圧力分布で押圧力を接合面に作用させることができる。
【0023】
また、本発明にかかるクランクシャフトの製造方法において、前記接合面は、クランクシャフトの軸方向に対して垂直な面であることが好ましく、上述したように、この接合面は、押圧部材の押圧力を作用させる受け面に対して平行な面であることがより好ましい。このような接合面を形成することにより、ピン部およびジャーナル部の接合性をより高めることができる。
【0024】
なお、本発明でいう拡散接合とは、接合する材料同士を圧力により均一に密着させ、接合面間に生じる原子拡散を利用して接合する方法であり、固溶拡散接合や、分割材間に分割材の融点よりも低い低融点インサート金属を挿入して、これを溶融させる液相拡散接合などを挙げることができる。
【0025】
分割材は、上述した形状の中空部と接合面を形成することができるのであれば、鍛造又は鋳造時に製造してもよく、鍛造又は鋳造後に機械加工により製造してもよい。
【発明の効果】
【0026】
本発明によれば、クランクシャフトの軽量化を安価かつ容易に図ることができ、かつ、クランクシャフトの剛性および強度を高めることができる。
【図面の簡単な説明】
【0027】
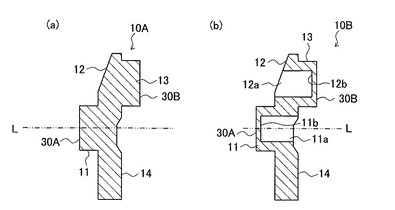
【図1】本実施形態に係るクランクシャフトの製造方法を説明するための断面図であり、(a)は、クランクシャフトの形状に合わせて分割された複数の分割材を製造する工程を説明するための図であり、(b)は、分割材に中空部を形成する工程を説明するための図。
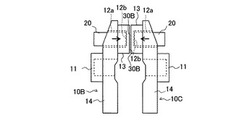
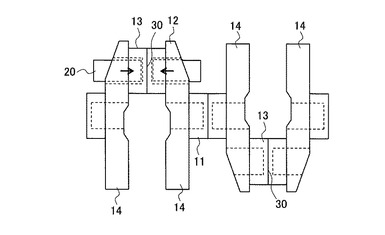
【図2】中空部が形成された分割材同士をピン部で拡散接合する工程を説明するための図。
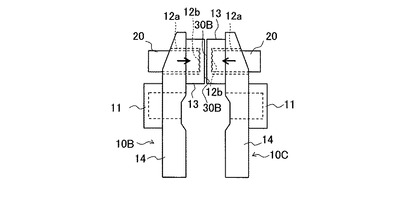
【図3】中空部が形成された分割材同士をジャーナル部で拡散接合する工程を説明するための図。
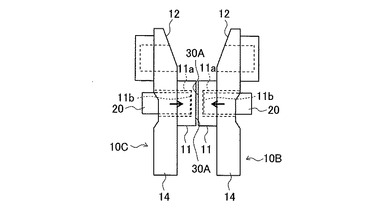
【図4】図2及び図3に示す工程を順次行った場合の説明図。
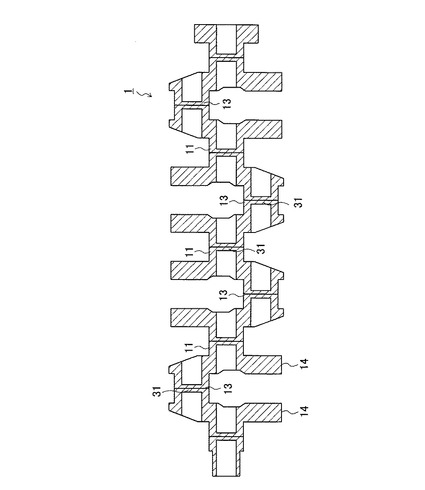
【図5】本実施形態に係る製造方法により製造したクランクシャフトの模式断面図。
【発明を実施するための形態】
【0028】
以下に、図面を参照して、本発明に係るクランクシャフトの製造方法について説明する。
【0029】
図1は、クランクシャフトの製造方法を説明するための断面図であり、(a)は、クランクシャフトの形状に合わせて分割(区分)された複数の分割材を製造する工程を説明するための図であり、(b)は、分割材に中空部を形成する工程を説明するための図であり、図2は、中空部が形成された分割材同士をピン部で拡散接合する工程を説明するための図であり、図3は、中空部が形成された分割材同士をジャーナル部で拡散接合する工程を説明するための図である。
【0030】
図1(a)に示すように、分割材10Aは、クランクシャフトの形状に合わせて分割された形状であり、鋳造又は鍛造により製造される。この分割材10Aは、クランクシャフトのジャーナル部11において、クランクシャフトの軸線Lと垂直に交差する交差面と、クランクシャフトのピン部13において、クランクシャフトの軸線Lと垂直に交差する交差面と、により分割されており、このジャーナル部11及びピン部13の接合面30A及び30Bは、これらの交差面に含まれる。
【0031】
次に、図1(b)に示すように、分割材10Aに中空部11a及び12aを形成する。具体的には、分割材10Aのカウンターウェイト部14からジャーナル部11の接合面30Aに向かって、中空部11aを機械加工により穿設すると共に、分割材10Aのアーム部12からピン部13の接合面30Bに向かって、中空部12aを機械加工により穿設する。
【0032】
この中空部11a及び12aは、後述する押圧部材20が挿入可能な大きさとなっている。さらに、中空部11a及び12aの押圧部材20の押圧力を受ける受け面11b及び12bは、平坦面であり、この平坦面は、平坦面である接合面30A,30Bと平行な面となるように穿設される。なお、ここでは、機械加工により、中空部11a及び12aを設けたが、鋳造又は鍛造の際に形成してもよい。
【0033】
次に、図2に示すように、分割材10Bと、ピン部13の接合面30Bを挟んで対称形状の分割材10Cを、同様の方法で製造する。そして、分割材10Bの中空部12aと、分割材10Cと中空部12aのそれぞれに押圧部材20を挿入し、分割材10Bの接合面30Bと、分割材10Cの接合面30Bとを加熱しながら拡散接合させる。このとき、接合面30B同士は、中空部12aの受け面12bを介して、均一に押圧されるので、接合面同士を均一に拡散接合させることができる。このようにして、中空部が形成された分割材10B,10C同士をピン部13で接合することができる。
【0034】
同様に、図3に示すように、分割材10Bの中空部11aと、分割材10Cの中空部11aと、に押圧部材20を挿入し、接合面30A同士を、中空部11aの受け面11bを介して、押圧部材20で押圧しながら、分割材10Bの接合面30Aと、分割材10Cの接合面30Aとを拡散接合する。なお、ここでは、加熱による拡散接合をおこなったが、接合面同士を接合することができるのであれば、その拡散接合の方法は、特に限定されるものではない。
【0035】
そして、図4に示すように、分割材10B及び10Cの接合面同士を順次拡散接合により接合することにより、拡散接合部30を形成する。このようにして得られたクランクシャフト1は、図5に示すように、ジャーナル部11、ピン部13の内部に、中空部を挟んで、内壁部31が形成されるので、中空部により軽量化されるばかりでなく、ジャーナル部11及びピン部13においても、曲げ及び捩り剛性の高めることができる。
【0036】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更があっても、それらは本発明に含まれるものである。
【符号の説明】
【0037】
1:クランクシャフト、10A,10B,10C:分割材、11:ジャーナル部、11a:中空部、11b:受け面、12:アーム部、12a:中空部、12b:受け面、13:ピン部、14:カウンターウェイト部、20:押圧部材、30:拡散接合部、30A:接合面、30B:接合面、31:内壁部、L:軸線
【技術分野】
【0001】
本発明は、クランクシャフトの軸線と交差する交差面で、前記クランクシャフトの形状に合わせて分割された複数の分割材を、交差面を接合面として分割材同士を拡散接合することによりクランクシャフトを製造する方法に関する。
【背景技術】
【0002】
従来から、クランクシャフトは、車両のエンジンのコンロッドを介してシリンダ内のピストンに接続されており、シリンダ内のピストンの往復動により回転し、エンジンからの車両の駆動力をドライブシャフトへ伝達する部材である。
【0003】
ところで、近年、自動車の燃費向上の要求や排気ガス規制の強化から自動車を構成する部材の軽量化が求められており、クランクシャフトも軽量化の要求が高い部材の1つである。そこで、クランクシャフトの軽量化にあたり、従来から高強度化により寸法を小さくしたり、クランクシャフトの内部に中空部を設けたりすることがなされている。
【0004】
このようなクランクシャフトの製造方法として、例えば、クランクシャフトの軸線と交差する交差面で、クランクシャフトの形状に合わせて分割された複数の分割材を、交差面を接合面として接着接合することにより、クランクシャフトを組み立てる方法が提案されている(例えば、特許文献1参照)。また、クランクシャフトのピン及びジャーナル部のいずれか一方に対して、その軸線方向に沿って空孔を設けたクランクシャフトの製造方法が提案されている(例えば、特許文献2参照)。
【0005】
さらに、別の製造方法として、上述した分割材に中空部を設け、分割材同士を、接合面で拡散接合するクランクシャフトの製造方法も提案されている(例えば、特許文献3参照)。
【0006】
このようにして得られたクランクシャフトは、開空間となる中空部、閉空間となる中空部を有する構造とすることが可能であり、クランクシャフトの軽量化には、有効な技術である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特表平2−501156号公報
【特許文献2】実開昭61−137110号公報
【特許文献3】特開2008−229647号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、エンジン駆動に、クランクシャフトが動作(回転)する際に、クランクシャフトのピン部およびジャーナル部に強い曲げ応力、捩り応力が加わる。そのため、ピン部およびジャーナル部の剛性が高いことは、クランクシャフトに要求される特性としては、非常に重要である。
【0009】
しかしながら、例えば、特許文献1,2に示すように、軸部の中空部が、開空間又は閉空間となっている場合には、ピン部又はジャーナル部の剛性が忠実のものよりも劣ってしまうのは、明白である。
【0010】
また、特許文献1に示すような方法で、クランクシャフトを製造した場合には、接合面(圧力が作用する交差面)は、アーム部もしくはカウンターウェイト部となる。しかしながら、一般的に、アーム部およびカウンターウェイト部は、ピン部、ジャーナル部に対して、垂直な面を有していないものが主であるため、ピン・ジャーナル軸方向(クランクシャフトの軸方向)に対して平行かつ均等に圧力を加えることは非常に困難である。さらに、ピン・ジャーナル軸と垂直な面を機械加工で形成することも可能であるが、この場合極めて高い精度の加工が必要となり、製造コストが高くなるおそれがある。
【0011】
また、特許文献3に示すような方法で接合した場合であっても、接合時において、接合面同士に均一に押圧力を作用できない場合には、この接合部分が強度不足となり、損傷の起因となってしまうおそれもある。
【0012】
本発明は、上記する問題に鑑みてなされたものであり、その目的とするところは、クランクシャフトの軽量化を安価かつ容易に図ることができ、かつ、クランクシャフトの剛性および強度を高めることができるクランクシャフトの製造方法を提供することにある。
【課題を解決するための手段】
【0013】
そこで、上記課題を解決すべく、発明者らは、拡散接合において接合部強度を均一にするためには、拡散接合をする際に、接合面の全面に接触圧力(押圧力)を均一に作用させることが重要であると考えた。そして、外部から圧力を受ける受け面が複雑な形状である場合には、接合面に均一に圧力を作用させることができないと考えた。
【0014】
このような点から、発明者らは、クランクシャフトは、一般的な機械部材に比べて非常に複雑な構造を持つため、クランクシャフトを複数の分割材から製造する場合、外部から圧力を作用させる位置、および圧力を作用させる方向、クランクシャフトの接合面の位置(分割する位置)、その位置における接合方法が、上記課題を解決させるためには重要であるので、これらについて鋭意検討を重ねた。
【0015】
その結果、クランクシャフトのピン部およびジャーナル部の軸方向に交差する面(接合面)で分割した場合、この分割材の接合面と反対側に中空部を形成し、この中空部を利用して、押圧部材で、分割材の接合面同士を押圧しながら接合することにより、クランクシャフトの軽量化を図るとともに、より確実に拡散接合をすることができるとの新たな知見を得た。
【0016】
本発明は、この新たな知見に基づくものであり、本発明に係るクランクシャフトの製造方法は、クランクシャフトのピン部又はジャーナル部において、前記クランクシャフトの軸線と交差する交差面で、前記クランクシャフトの形状に合わせて分割された複数の分割材を、前記交差面を接合面として拡散接合することによりクランクシャフトを製造する方法であって、前記分割材として、前記接合面と反対側に中空部が形成された分割材を用いて、前記中空部に押圧部材を挿入して該押圧部材により前記接合面同士を押圧しながら、前記分割材同士を拡散接合することを特徴とするものである。
【0017】
本発明によれば、クランクシャフトの軽量化を図るべく形成された中空部を利用して、押圧部材を中空部に挿入して、接合面同士を押圧しながら拡散接合することができるので、クランクシャフトの軽量化を図ると共に分割材同士の接合性を高めることができる。
【0018】
さらに、分割材は、接合面同士の接合部分が、クランクシャフトのピン部又はジャーナル部に形成されるように、前記接合面が形成されているので、中空部は、カウンターウェイト部又はアーム部から接合面に向かって延在する。これにより、ピン部またはジャーナル部の中空部の間には、接合面により接合された部分が内壁を形成するので、中空部は貫通孔とはならず、この内壁によってピン部またはジャーナル部の剛性を高めることができる。
【0019】
ここで、クランクシャフトの軸線とは、クランクシャフトのピン部およびジャーナル部の中心軸(軸心)をいい、中空部とは、接合面を突き抜けず、接合面とは反対側に形成された凹部をいう。
【0020】
すなわち、ピン部において交差面(接合面)が形成されている場合には、反対側にあるアーム部から接合面に向かって中空部が延在することになり、ジャーナル部において交差面(接合面)が形成されている場合には、反対側にあるカウンターウェイト部から接合面に向かって中空部が延在することになる。
【0021】
また、分割材の中空部において、押圧部材の押圧力を受ける受け面は、平坦面であることが好ましく、さらに、この平坦面は、分割材の接合面と略平行に形成された面であることがより好ましい。
【0022】
本発明によれば、中空部の受け面を平坦面にすることにより、この平坦面を介して、押圧部材が均一な圧力分布で押圧力を接合面に作用させることができる。
【0023】
また、本発明にかかるクランクシャフトの製造方法において、前記接合面は、クランクシャフトの軸方向に対して垂直な面であることが好ましく、上述したように、この接合面は、押圧部材の押圧力を作用させる受け面に対して平行な面であることがより好ましい。このような接合面を形成することにより、ピン部およびジャーナル部の接合性をより高めることができる。
【0024】
なお、本発明でいう拡散接合とは、接合する材料同士を圧力により均一に密着させ、接合面間に生じる原子拡散を利用して接合する方法であり、固溶拡散接合や、分割材間に分割材の融点よりも低い低融点インサート金属を挿入して、これを溶融させる液相拡散接合などを挙げることができる。
【0025】
分割材は、上述した形状の中空部と接合面を形成することができるのであれば、鍛造又は鋳造時に製造してもよく、鍛造又は鋳造後に機械加工により製造してもよい。
【発明の効果】
【0026】
本発明によれば、クランクシャフトの軽量化を安価かつ容易に図ることができ、かつ、クランクシャフトの剛性および強度を高めることができる。
【図面の簡単な説明】
【0027】
【図1】本実施形態に係るクランクシャフトの製造方法を説明するための断面図であり、(a)は、クランクシャフトの形状に合わせて分割された複数の分割材を製造する工程を説明するための図であり、(b)は、分割材に中空部を形成する工程を説明するための図。
【図2】中空部が形成された分割材同士をピン部で拡散接合する工程を説明するための図。
【図3】中空部が形成された分割材同士をジャーナル部で拡散接合する工程を説明するための図。
【図4】図2及び図3に示す工程を順次行った場合の説明図。
【図5】本実施形態に係る製造方法により製造したクランクシャフトの模式断面図。
【発明を実施するための形態】
【0028】
以下に、図面を参照して、本発明に係るクランクシャフトの製造方法について説明する。
【0029】
図1は、クランクシャフトの製造方法を説明するための断面図であり、(a)は、クランクシャフトの形状に合わせて分割(区分)された複数の分割材を製造する工程を説明するための図であり、(b)は、分割材に中空部を形成する工程を説明するための図であり、図2は、中空部が形成された分割材同士をピン部で拡散接合する工程を説明するための図であり、図3は、中空部が形成された分割材同士をジャーナル部で拡散接合する工程を説明するための図である。
【0030】
図1(a)に示すように、分割材10Aは、クランクシャフトの形状に合わせて分割された形状であり、鋳造又は鍛造により製造される。この分割材10Aは、クランクシャフトのジャーナル部11において、クランクシャフトの軸線Lと垂直に交差する交差面と、クランクシャフトのピン部13において、クランクシャフトの軸線Lと垂直に交差する交差面と、により分割されており、このジャーナル部11及びピン部13の接合面30A及び30Bは、これらの交差面に含まれる。
【0031】
次に、図1(b)に示すように、分割材10Aに中空部11a及び12aを形成する。具体的には、分割材10Aのカウンターウェイト部14からジャーナル部11の接合面30Aに向かって、中空部11aを機械加工により穿設すると共に、分割材10Aのアーム部12からピン部13の接合面30Bに向かって、中空部12aを機械加工により穿設する。
【0032】
この中空部11a及び12aは、後述する押圧部材20が挿入可能な大きさとなっている。さらに、中空部11a及び12aの押圧部材20の押圧力を受ける受け面11b及び12bは、平坦面であり、この平坦面は、平坦面である接合面30A,30Bと平行な面となるように穿設される。なお、ここでは、機械加工により、中空部11a及び12aを設けたが、鋳造又は鍛造の際に形成してもよい。
【0033】
次に、図2に示すように、分割材10Bと、ピン部13の接合面30Bを挟んで対称形状の分割材10Cを、同様の方法で製造する。そして、分割材10Bの中空部12aと、分割材10Cと中空部12aのそれぞれに押圧部材20を挿入し、分割材10Bの接合面30Bと、分割材10Cの接合面30Bとを加熱しながら拡散接合させる。このとき、接合面30B同士は、中空部12aの受け面12bを介して、均一に押圧されるので、接合面同士を均一に拡散接合させることができる。このようにして、中空部が形成された分割材10B,10C同士をピン部13で接合することができる。
【0034】
同様に、図3に示すように、分割材10Bの中空部11aと、分割材10Cの中空部11aと、に押圧部材20を挿入し、接合面30A同士を、中空部11aの受け面11bを介して、押圧部材20で押圧しながら、分割材10Bの接合面30Aと、分割材10Cの接合面30Aとを拡散接合する。なお、ここでは、加熱による拡散接合をおこなったが、接合面同士を接合することができるのであれば、その拡散接合の方法は、特に限定されるものではない。
【0035】
そして、図4に示すように、分割材10B及び10Cの接合面同士を順次拡散接合により接合することにより、拡散接合部30を形成する。このようにして得られたクランクシャフト1は、図5に示すように、ジャーナル部11、ピン部13の内部に、中空部を挟んで、内壁部31が形成されるので、中空部により軽量化されるばかりでなく、ジャーナル部11及びピン部13においても、曲げ及び捩り剛性の高めることができる。
【0036】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更があっても、それらは本発明に含まれるものである。
【符号の説明】
【0037】
1:クランクシャフト、10A,10B,10C:分割材、11:ジャーナル部、11a:中空部、11b:受け面、12:アーム部、12a:中空部、12b:受け面、13:ピン部、14:カウンターウェイト部、20:押圧部材、30:拡散接合部、30A:接合面、30B:接合面、31:内壁部、L:軸線
【特許請求の範囲】
【請求項1】
クランクシャフトのピン部又はジャーナル部において、前記クランクシャフトの軸線と交差する交差面で、前記クランクシャフトの形状に合わせて分割された複数の分割材を、前記交差面を接合面として拡散接合することによりクランクシャフトを製造する方法であって、
前記分割材として、前記接合面と反対側に中空部が形成された分割材を用いて、
前記中空部に押圧部材を挿入して該押圧部材により前記接合面同士を押圧しながら、前記分割材同士を拡散接合することを特徴とするクランクシャフトの製造方法。
【請求項1】
クランクシャフトのピン部又はジャーナル部において、前記クランクシャフトの軸線と交差する交差面で、前記クランクシャフトの形状に合わせて分割された複数の分割材を、前記交差面を接合面として拡散接合することによりクランクシャフトを製造する方法であって、
前記分割材として、前記接合面と反対側に中空部が形成された分割材を用いて、
前記中空部に押圧部材を挿入して該押圧部材により前記接合面同士を押圧しながら、前記分割材同士を拡散接合することを特徴とするクランクシャフトの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−242932(P2010−242932A)
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願番号】特願2009−94989(P2009−94989)
【出願日】平成21年4月9日(2009.4.9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願日】平成21年4月9日(2009.4.9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]