
クリア塗装エンボスステンレス鋼板
【課題】エンボス加工が施されたステンレス鋼板にロールコーターなどで塗装を施したときに、塗膜をステンレス鋼板に十分に密着させる技術を提供する。それにより、キッチン台の天板などをプレコート方式で製造する技術を提供する。
【解決手段】表層に複数の微細な凸部を形成するエンボス加工が施されたステンレス鋼板からなる基材に、重合体を含有するクリア塗膜を設けたクリア塗装エンボスステンレス鋼板であって、前記クリア塗膜に含まれる重合体は、低吸湿性官能基を有する不飽和エチレン性単量体をモノマー単位として10〜50wt%含む、クリア塗装エンボスステンレス鋼板。
【解決手段】表層に複数の微細な凸部を形成するエンボス加工が施されたステンレス鋼板からなる基材に、重合体を含有するクリア塗膜を設けたクリア塗装エンボスステンレス鋼板であって、前記クリア塗膜に含まれる重合体は、低吸湿性官能基を有する不飽和エチレン性単量体をモノマー単位として10〜50wt%含む、クリア塗装エンボスステンレス鋼板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エンボス加工が施されたステンレス鋼板にクリア塗膜が設けられたクリア塗装エンボスステンレス鋼板に関する。
【背景技術】
【0002】
キッチン台のシンクや天板には、キズや水滴などによる汚れを防止するために、エンボス加工が施されたステンレスが用いられることが多い。例えば、エンボスの凸部の立ち上がり角度を調整したステンレスや、2種以上の形状のエンボスが形成されたステンレスを天板に用いることなどが提案されている(特許文献1〜2を参照)。
【0003】
一方、キッチン台のシンクや天板には、クリア塗膜を設けたステンレスが用いられることも多い。例えば、シンク形状に絞り加工されたステンレスに、ヒドロキシル基を有する酸化物層を介して有機無機複合クリア塗膜を設けたキッチンシンクや(特許文献3を参照)、シンク形状に絞り加工されたステンレスに、フッ素樹脂塗膜を介して有機無機複合クリア塗膜が設けられたキッチンシンク(特許文献4)が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−268612号公報
【特許文献2】特開2008−173681号公報
【特許文献3】特開2007−126904号公報
【特許文献4】特開2007−126905号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記の通り、クリア塗膜を設けたステンレスをキッチン台の天板として用いることがあるが、これらは通常、所望の形状に加工したステンレスに、スプレー方式などでクリア塗装を施す「ポストコート方式」で製造される。ポストコート方式での製造は量産性に劣り、また安定した塗装膜が得られないことがある。
【0006】
そこで、キッチン台の天板を「プレコート方式」で製造することが求められている。プレコート方式とは、板状のステンレス鋼板にロールコーターなどで塗膜を均一に塗布し;その後、所望の形状に加工する方式である。ところが、板状のステンレス鋼板にエンボス加工が施されていると、ロールコーターなどで塗膜を塗布したときにエンボス付近の塗膜の厚みが厚くなり、不均一な厚みの塗膜となることがわかった。塗膜の厚みが厚いと、塗膜が十分に密着しないことがあり、特に温水にさらされたときの密着性(耐温水密着性)が低下する場合があることが見いだされた。
【0007】
そこで本発明は、エンボス加工が施されたステンレス鋼板にロールコーターなどでクリア塗装を施したときに、形成された塗膜がステンレス鋼板に十分に密着する技術を提供する。それにより、キッチン台の天板などをプレコート方式で製造する技術を提供する。
【課題を解決するための手段】
【0008】
すなわち本発明の第一は、クリア塗装エンボスステンレス鋼板に関する。
[1] 表層に複数の微細な凸部を形成するエンボス加工が施されたステンレス鋼板からなる基材に、重合体を含有するクリア塗膜を設けたクリア塗装エンボスステンレス鋼板であって、前記クリア塗膜に含まれる重合体は、低吸湿性官能基を有する不飽和エチレン性単量体をモノマー単位として10〜50wt%含む、クリア塗装エンボスステンレス鋼板。
[2] 前記低吸湿性官能基が、シクロアルキル基およびt-アルキル基のいずれか一方または両方である、[1]に記載のクリア塗装エンボスステンレス鋼板。
[3] 前記不飽和エチレン性単量体が、エステル部位に低吸湿性官能基を有する(メタ)アクリレートである、[1]に記載のクリア塗装エンボスステンレス鋼板。
[4] 前記不飽和エチレン性単量体が、シクロアルキル(メタ)アクリレートおよびt−アルキル(メタ)アクリレートのいずれか一方または両方である、[1]に記載のクリア塗装エンボスステンレス鋼板。
[5] 前記クリア塗膜が、コロイダルシリカまたはオルガノコロイダルシリカをさらに含有する、有機・無機複合塗膜である、[1]〜[4]のいずれかに記載のクリア塗装エンボスステンレス鋼板。
【0009】
本発明の第二は、キッチン台の天板に関する。
[6] 前記[1]〜[5]のいずれかに記載のクリア塗装エンボスステンレスを、キッチン天板形状に加工し、組立てることによって得られるキッチン台の天板。
【0010】
本発明により、エンボス加工が施されたステンレス鋼板に、ロールコーターなどによる塗装で、密着性のよいクリア塗膜を設けることができる。そのため、キッチン台の天板などを、量産性の高いプレコート方式で製造することができる。
【図面の簡単な説明】
【0011】
【図1】ステンレス鋼板のエンボス形状の一例を示す図である。
【図2】ステンレス鋼板にエンボス加工を施すフローを示す図である。
【図3A】塗装前のエンボスステンレス鋼板に、チタン酸系有機・無機複合皮膜を施したときの、Ti付着量を示す。
【図3B】塗装前のエンボスステンレス鋼板に、チタン酸系有機・無機複合皮膜を施したときの、Ti付着量を示すグラフである。
【図4】エンボスステンレス鋼板に、クリア塗料をロールコート方式で塗布した塗膜の厚みを示す。
【図5】実施例で作成したエンボスステンレス鋼板のエンボス形状を示す図である。
【発明を実施するための形態】
【0012】
本発明は、エンボス加工が施されたステンレス鋼板からなる基材に、クリア塗膜を設けたクリア塗装エンボスステンレス鋼板である。
【0013】
エンボス加工が施されるステンレス鋼板は、その化学組成は特に限定されず、オーステナイト系のSUS304や、フェライト系のSUS430などが用いられうる。また、ステンレス鋼板はBA仕上げをすることで、美観を高めておいてもよい。
【0014】
さらに、エンボス加工が施されるステンレス鋼板は、0.5質量%以上の銅(Cu)を含有していてもよい。Cuは比較的安価な元素であるとともに、抗菌成分としても有効であるためである。例えば、0.5質量%以上の銅を含むオーステナイト系ステンレス鋼板を熱間圧延後から最終製品になるまでの間に、500〜900℃の温度範囲で熱処理を施すと、ステンレス鋼板の表層に銅リッチ層を析出させることができる。
【0015】
エンボス加工が施されるステンレス鋼板の厚みは、用途に応じて適宜設定すればよいが、キッチンの天板として用いる場合には約0.3〜1.6mmであることが好ましい。
【0016】
加工されるエンボスの大きさおよび形状は特に限定されないが;各エンボス部(凸部)の直径は0.3〜2.5mmであり、高さは0.02〜1.0mmであり、間隔は1.0〜10mmであればよい。平面視での形状は、円形または正多角形であることが好ましい。より具体的には、特許文献1に記載されているエンボス形状とすることができる。
【0017】
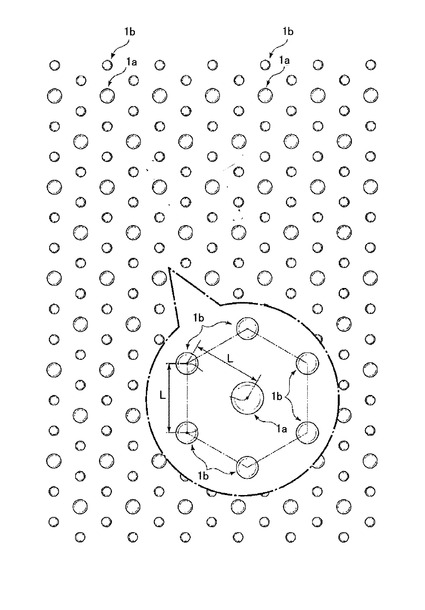
形成されるエンボスは、全て同一の大きさ・形状であってもよいが、異なる大きさ・形状の2種以上のエンボスを組み合わせてもよい。例えば、大きい凸部と小さい凸部とを交互に配置したりしてもよい。具体的には、特許文献2に記載されているように、1つの大きい凸部を取り囲むように、複数の小さい凸部を配置してもよい。より具体的には、図1に示されるように、大きい凸部1aを取り囲むように、6つの小さい凸部1bを、等間隔Lで配置してもよい。図1に示される、凸部同士の距離は、約1.5mmとされていればよい。このようなエンボス形状を、スムースドットエンボスと称することがある。
【0018】
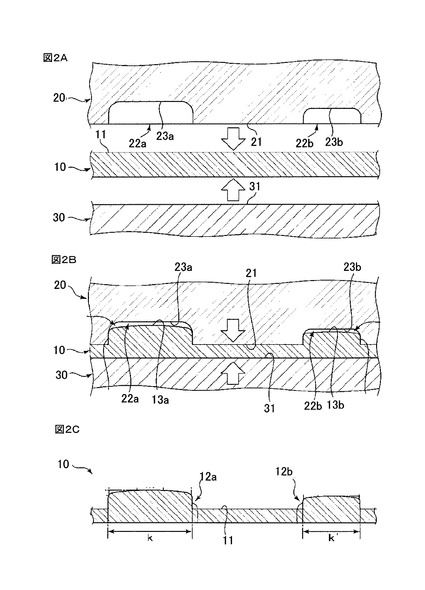
ステンレス鋼板は、エンボス加工される前に、必要に応じてアルカリ脱脂、酸洗などが施されてもよい。ステンレス鋼板のエンボス加工は、例えば圧延加工によって行えばよい。図2には、圧延加工によってステンレス鋼板をエンボス加工するフローが示される。
【0019】
図2Aに示されるように、ステンレス鋼板10は、圧延ローラ20および30により圧延加工される。一方の圧延ローラ20の外周面21には、複数の略扁平半球形状の内空間を有する凹部が形成されており、大形凹部22aと小形凹部22bとが形成されている。
【0020】
図2Bに示されるように、ステンレス鋼板10にエンボス加工を施すには、凹部22aと22bが形成された外周面21を有する圧延ローラ20と、平坦な外周面31を有する圧延ローラ30とでステンレス鋼板10を挟み込み;圧延ローラ20および30によって、ステンレス鋼板10を押圧しながら圧延加工を行えばよい。ステンレス鋼板10の表面11の一部は、圧延により、圧延ローラ20の凹部22aと22bの内部に入り込む。
【0021】
その結果、図2Cに示されるように、ステンレス鋼板10の表面11には、大形凹部22aに対応する大形凸部12aと、小形凹部22bに対応する小形凸部12bが形成される、
【0022】
また、圧延ローラ20と30による押圧力は適宜調整され、凹部22aと22b内のそれぞれに入り込んだ凸部12aと12bの頂上部13aおよび13bが、凹部22aと22bの奥面23aと23bに、当接されないようにすることが好ましい。それにより、頂上部13aと13bの上面は、上方に膨出された状態に形成される。
【0023】
エンボス加工が施されたステンレス鋼板には、クリア塗装がされる前の前処理(例えば、化成処理)がされてもよい。塗装前処理は、クロメート化成処理またはクロムフリー化成処理であることが好ましく、特にTiなどのバルブメタル塩を含む化成処理液を塗布・乾燥したクロムフリー化成処理が好ましい。より具体的には、バルブメタル塩(好ましくは、フルオロチタン酸塩)と溶媒である水と、必要に応じてキレート作用のある有機酸や、金属リン酸塩または複合リン酸塩や、有機樹脂を含む化成処理液を塗布・乾燥して、化成処理皮膜を形成する。化成処理液の塗布法は特に限定されず、ロールコーター法、ロールスクイズ法、ケミコーター法、エアナイフ法、浸漬法、スプレー法、スプレーリンガー法などの任意の方法で行えばよいが;量産性の観点から、ロールコーター法、ロールスクイズ法、ケミコーター法、スプレーリンガー法などによって、エンボス加工が施されたステンレス鋼板塗布されることが好ましい。
【0024】
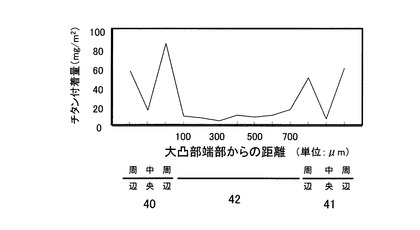
図3Aに示されるように、大凸部40と小凸部41とを有するエンボスステンレス鋼板の表面に、塗布方向(矢印参照)に沿って、ケミコーターによってチタン塩を含む化成処理液を塗布して化成処理皮膜を形成し;分析方向(矢印参照)に沿って、チタンの付着量(金属換算)を分析した。その分析結果が図3Bに示される。化成処理皮膜全体でのチタンの平均付着量は、7mg/m2であった。平坦部42でのチタン付着量は平均値に近いが;大凸部40と小凸部41の周辺部におけるチタン付着量は、平均値を大きく超えるチタンが付着していることがわかる。
【0025】
このように、エンボスステンレス鋼板の表面に、量産性の優れたロール方式によって、均一量の化成処理皮膜を形成することは困難である。従って、透水しにくく、密着性の高いクリア塗膜で被覆することがより重要となる。
【0026】
前記の通り、ステンレス鋼板からなる基材にはクリア塗膜が設けられる。クリア塗膜には樹脂材料が含有され、樹脂材料の例には、エポキシ樹脂、(メタ)アクリル樹脂、ポリエステル樹脂、ウレタン樹脂、フッ素樹脂およびシリコーン樹脂などが含まれる。好ましい樹脂材料の例には、不飽和エチレン性単量体をモノマー単位とする樹脂が挙げられ、特に(メタ)アクリル樹脂が好ましい。(メタ)アクリル樹脂とは、アクリル酸エステルおよび(メタ)アクリル酸エステルの一方または両方をモノマー単位とする樹脂である。
【0027】
本発明は、クリア塗膜に含まれる樹脂材料に、低吸湿性官能基が含まれることを特徴とする。低吸湿性官能基が含まれるとは、樹脂材料を構成する重合体のモノマー単位のうちの一部の単位に、低吸湿性官能基があることを意味する。前記の通り、クリア塗膜に含まれる樹脂材料は、不飽和エチレン性単量体をモノマー単位とする樹脂でありうるが、その場合には、樹脂を構成するモノマー単位のうちの10〜50wt%のモノマー単位に、低吸湿性官能基があることが好ましい。
【0028】
クリア塗膜に含まれる樹脂材料の重合体における低吸湿性官能基を有するモノマー単位の割合が高すぎると、クリア塗膜の成膜性が低下して、ブロッキングを起こしやすい。一方、重合体における低吸湿性官能基を有するモノマー単位の割合が低すぎると、本発明の特徴であるステンレス鋼板への耐温水密着性が十分に高まらない。
【0029】
低吸湿性官能基の例には、シクロアルキル基またはt-アルキル基が含まれる。シクロアルキル基の例にはシクロヘキシル基が含まれ、シクロヘキシル基にはメチル基、エチル基、プロピル基、ブチル基などのアルキル基が導入されていてもよい。t-アルキル基は、炭素数4〜6であることが好ましく、t-ブチル基、t-ペンチル基などが例示される。
【0030】
クリア塗膜に含まれる樹脂材料は、特に、低吸湿性官能基を有する(メタ)アクリル樹脂が好ましい。(メタ)アクリル樹脂の低吸湿性官能基は、モノマー単位となるアクリル酸エステルおよび/または(メタ)アクリル酸エステルのエステル部位に含まれていることが好ましい。つまり、低吸湿性官能基を有する(メタ)アクリル樹脂は、シクロアルキルアクリレート、シクロアルキルメタアクリレート、t-アルキルアクリレート、t-アルキルメタアクリレートの少なくとも1つを含有していることが好ましい。
【0031】
クリア塗膜に含まれる樹脂材料には、低吸湿性官能基を有しないモノマー単位をも含む。低吸湿性官能基を有しないモノマーの例には、1級アルキル(メタ)アクリル酸エステル、2級アルキル(メタ)アクリル酸エステル、ヒドロキシ基含有(メタ)アクリル酸エステル、スチレンなどが含まれる。
【0032】
クリア塗膜に含まれる樹脂材料は、架橋剤によって硬化されてもよい。架橋剤の例には、ポリイソシアネート、ブロックポリイソシアネート、メラミン樹脂などが含まれる。
【0033】
ポリイソシアネートとは、一分子に2以上のイソシアネートを有する化合物であり;脂肪族ジイソシアネート類、脂環属ジイソシアネート類、芳香族ジイソシアネート類、これらジイソシアネート化合物の2量体、3量体もしくはさらなる多量体などが挙げられる。
【0034】
ブロックポリイソシアネートとは、ポリイソシアネートをブロック剤でブロック化した化合物であり;ブロック剤には、オキシム類、フェノール類、アルコール類、ラクタム類、ジケトン類、メルカプタン類、尿素類、イミダゾール類、カルバミン酸類などが挙げられる。
【0035】
メラミン樹脂の例には、ジメチロールメラミン、トリメチロールメラミン、テトラメチロールメラミン、ペンタメチロールメラミン、ヘキサメチロールメラミン、イソブチルエーテル型メラミン、n-ブチルエーテル型メラミン、ブチル化ベンゾグアナミンなどが含まれる。
【0036】
クリア塗膜には、下記式で示されるオルガノコロイダルシリカが含まれていてもよい。下記式におけるXは一価の有機基であり、その例には、炭素数1〜3のアルキル基、ビニル基、3,4−エポキシシクロヘキシルエチル基、γ−グリシドキシプロピル基、γ−メルカプトプロピル基、γ−クロロプロピル基が含まれる。下記式におけるRは、炭素数1〜4のアルキル基(好ましくはメチル基)またはアリール基であり、3つのRは互い同一でも異なっていてもよい。オルガノコロイダルシリカの含有量は、塗膜全体に対して、3〜10wt%であることが好ましい。
【化1】

【0037】
クリア塗膜には、コロイダルシリカが含まれていてもよい。シリカとは二酸化ケイ素であり、コロイド状(通常の粒子径は10〜300nm)のシリカであればよい。シリカの含有量は、塗膜全体に対して、3〜10wt%であることが好ましい。
【0038】
クリア塗膜に含まれるオルガノコロイダルシリカまたはコロイダルシリカは、塗膜の表層に配向していることが好ましい。塗膜に強度を付与することができるためである。オルガノコロイダルシリカまたはコロイダルシリカは、塗膜形成時に塗膜表層に表出する。
【0039】
本発明のクリア塗装エンボスステンレス鋼板は、エンボス加工が施されたステンレス鋼板に、クリア塗料を塗布することにより製造される。塗布法は特に限定されず、ロールコーター法、ロールスクイズ法、ケミコーター法、エアナイフ法、浸漬法、スプレー法、スプレーリンガー法などの任意の方法で行えばよいが;量産性の観点から、ロールコーター法、ロールスクイズ法、ケミコーター法、スプレーリンガー法などが好ましい。
【0040】
エンボス加工が施されたステンレス鋼板にクリア塗料を塗布すると、前述の化成処理膜の場合と同様に、クリア塗膜の厚みが均一になりにくく、つまりエンボスの凸部の周辺部の塗膜の厚みが過剰になりがちであった。例えば図4には、エンボス部(凸部)51と平坦部52とを有するエンボスステンレス鋼板50の表面に、ロールコーターでクリア塗料を塗布してクリア塗膜60を形成した結果が示される。図4に示されるように、凸部のない平坦部52においては、約6μmのほぼ均一な塗膜が形成され;凸部51の頂面においては、約5μmのほぼ均一な塗膜が形成されている。ところが、凸部の周辺(凸部51と平坦部52との境界付近)では、約9μmの塗膜が形成されており、局所的に塗膜の厚みが高まっている。その結果、凸部の周辺部位の塗膜60の、ステンレス鋼板50への密着性、特に耐温水密着性が劣ることがある。つまり、エンボス凸部の周辺部の塗膜に「フクレ」が発生してしまうことがある。
【0041】
この凸部の周辺部位の塗装の耐温水密着性の低下のメカニズムは限定されないが、例えば以下のように考えられる。クリア塗膜に水分が浸入する(透水する)と、塗膜を膨潤させる。塗膜が膨潤すると、塗膜とステンレス鋼板との界面に膨潤力が作用して密着力を低下させると考えられる。ここで、過剰な厚みを有する塗膜は剛性が高いため、膨潤力が作用したときに密着力が低下しやすい。さらに、一端、密着性が低下すると、ステンレス鋼板の前処理(化成処理)成分が溶解し、さらに浸透圧が発生し、透水量がさらに高まる。
【0042】
これに対して本発明は、クリア塗膜への透水を抑制することを検討してなされた。クリア塗膜への透水を抑制するには、塗膜を構成する樹脂成分の親水性を低下させることが考えられる。ところが、本発明のクリア塗装エンボスステンレス鋼板は、キッチン天板などとして用いられることから、クリア塗膜の硬度も求められる。耐傷付性を高めるためである。硬度を高めるために、クリア塗膜に親水性であるオルガノコロイダルシリカまたはコロイダルシリカを配合することが多く、透水を抑制することが困難であった。
【0043】
そこで、親水性を低下させる手段を種々検討したところ、クリア塗膜の樹脂のモノマー単位の一部に、低吸湿性官能基を導入することで、透水を抑制でき、かつ水分による塗膜の膨潤も防止することができることを見いだして本発明はなされた。
【0044】
さらには、低吸湿性官能基の導入率を調整することで、成膜化を容易にし、かつ柔軟性(または加工性)を付与することができた。それにより、プレコート加工することができるクリア塗装エンボスステンレス鋼板を実現した。
【0045】
本発明のクリア塗装エンボスステンレス鋼板のクリア塗膜の厚みは、特に限定されないが、エンボス部でない平坦部において、1〜30μmであることが好ましい。
【0046】
本発明のクリア塗装エンボスステンレス鋼板は、所望の形状に加工されて用いられうる。例えば、キッチンの天板をすることができる。形状加工する手段は特に制限されず、絞り加工などにより行えばよい。
【0047】
キッチン天板用クリア塗装エンボスステンレス鋼板に求められる特性は、主に、傷がつきにくいこと(耐傷付性)、汚れ(油汚れ、水あかなど)がつきにくいこと(耐汚染性)、耐熱性、耐温水性、加工性(耐屈曲性)などであるが、本発明のクリア塗装エンボスステンレス鋼板はその全てを高次元で満たしうる。
【0048】
例えば、クリア塗膜に無機物であるシリカを配合することで耐傷付性を;ステンレス鋼板をエンボス加工することで耐汚染性を;クリア塗膜に適量の低吸湿性官能基の導入した樹脂を配合することで耐温水密着性や加工性を、高めている。
【実施例】
【0049】
以下において、実施例を参照して本発明をより詳細に説明するが、これら実施例によって本発明の範囲は限定して解釈されない。
【0050】
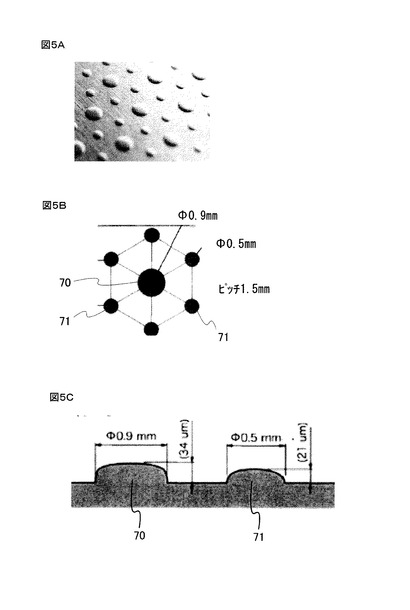
厚さ0.8mmのステンレス鋼板(SUS304BA)を、圧延加工により図5に示される形状のスムースドットエンボスステンレス鋼板とした。図5Aは、エンボス表面の平面斜視図である。図5Bにはエンボスのパターンが示され、直径0.9mmの大凸部70と直径0.5mmの小凸部71とがある。凸部同士のピッチは1.5mmである。図5Cは、エンボスステンレス鋼板の断面であり、大凸部70の突出高さは34μmであり、小凸部70の突出高さは21μmである。
【0051】
得られたエンボス鋼板に、化成処理液を塗布して化成処理皮膜を形成した。化成処理液の組成は、水を溶媒として、ヘキサフロオロチタン酸:55g/L、ヘキサフロオロジルコニウム酸:10g/L、アミノメチル置換ポリビニルフェノール:72g/Lとした。
【0052】
[実施例1〜7および比較例1〜5]表1に示す成分を配合して、各塗料を得た。
【表1】
CHMA:シクロヘキシル メタアクリレート
t-BMA:t-ブチル メタアクリレート
n-BMA:n-ブチル メタアクリレート
Iso-BMA:イソブチル メタアクリレート
MMA:メチル(メタ)アクリレート
St:スチレン
HEMA:ヒドロキシエチル(メタ)アクリレート
SiO2:オルガノコロイダルシリカ(日産化学工業株式会社製 MEK−ST;固形分30%、シリカ粒径10〜15nm)
【0053】
[比較例6〜8]いずれも、市販の非アクリル系のクリア塗料を用いた。
比較例6:ポリエステル系塗料(日本ファインコーティングス社製、フレキコート6000クリア)
比較例7:ポリエステル系フッ素塗料(日本ファインコーティングス社製CAクリアー)
比較例8:PVdF系フッ素塗料(日本ファインコーティングス社製ディックフローCクリアー)
【0054】
前述したエンボスステンレス鋼板(スムーズドットエンボス)に、各実施例または各比較例の塗料を、ロールコート法により塗布した。塗膜を加熱(230℃)により乾燥させて、クリア塗膜を形成した。クリア塗膜の厚みは、平均5μmとした。
【0055】
得られたクリア塗装エンボスステンレス鋼板について、以下の評価を行った。
(1)塗膜の成膜性:塗布膜を乾燥させた後に積層し、ブロッキングが生じるかどうかを確認した。
(2)塗膜硬度:鉛筆硬度を測定した。
(3)耐磨耗性:40mm□に切断したSUS304BA平板に500gの荷重をかけて、100mmの間を2500往復させた後、エンボス底部に傷が付かないかどうかを確認した。
(4)汚れ拭き取り性:下記表に記載される各種汚染物を塗布して、それを拭き取ったとき、目立たないかどうかを確認した。
【表2】
(5)耐熱性:350℃の空鍋を20分間載置して、異常がないかどうかを確認した。
(6)耐温水性:70℃の温水に168時間浸せきして、異常がないかどうかを確認した。
(7)耐食性:168時間の塩水噴霧試験(SST)を行い、異常がないかどうかを確認した。
(8)加工性:8mmRで90°屈曲させて、異常がないかどうかを確認した。
(9)リコート性:70℃の温水に168時間浸せきして、補修塗膜に異常がないかどうかを確認した。
【0056】
各評価の結果を、表3および表4に示す。
【表3】
【0057】
【表4】
【0058】
実施例1〜7では、いずれの評価項目もよく、塗膜硬度も十分であった。一方、比較例1および2では、ブロッキングが生じたため、クリア塗膜を成膜することができなかった。つまり、低吸湿性官能基が多すぎると成膜が困難になることがわかる。比較例3〜5では、塗膜硬度の若干の低下と、耐温水性の低下がみられた。つまり、低吸湿性官能基が少なすぎると、塗膜への透水性があがり、密着性が低下することがわかる。比較例6〜8では、いずれも塗膜硬度の著しい低下と、耐温水性の低下がみられた。
【0059】
次に、以下の各種アクリル系クリア塗料から得られる塗膜の透水性を、水蒸気透過測定装置(L80−4000、LYSSY社)にて、"JIS K 7129"に準じて測定した。
a)オルガノコロイダルシリカを含み、低吸湿性官能基を導入したアクリル塗料:実施例4で用いた塗料である。
b)オルガノコロイダルシリカを含み、低吸湿性官能基を導入していないアクリル塗料:比較例5で用いた塗料である。
c)フッ素系ワックスを含む高分子アクリル塗料:ニッペキノーコート96(日本ファインコーティングス社製)
d)シリコン変性アクリル塗料:ニッペキノーコート97(日本ファインコーティングス社製)
【0060】
【表5】
【0061】
表5に示されるように、塗料種類abとcdとの比較から、オルガノコロイダルシリカを添加することで、透水性を低下させることができる。さらに、塗料種類aとbとの比較から、低吸湿性官能基を導入することで、より透水性を低下できることがわかる。
【産業上の利用可能性】
【0062】
本発明のクリア塗装エンボスステンレス鋼板は、エンボス加工が施されているにも係わらず、ロールコート方式で塗装がなされたとしてもクリア塗膜が強固に密着している。よって、キッチン台の天板などをプレコート方式で製造することができる。
【符号の説明】
【0063】
1a 大きい凸部
1b 小さい凸部
L 凸部同士の距離
10 ステンレス鋼板
11 ステンレス鋼板の表面
12a 大型凸部
12b 小形凸部
20 圧延ローラ
21 圧延ローラの外周面
22a 大形凹部
22b 小形凹部
23a 大形凹部の奥面
23b 小形凹部の奥面
30 圧延ローラ
31 圧延ローラの外周面
40 大凸部
41 小凸部
42 平坦部
50 ステンレス鋼板
51 凸部
52 平坦部
60 クリア塗膜
70 大凸部
71 小凸部
【技術分野】
【0001】
本発明は、エンボス加工が施されたステンレス鋼板にクリア塗膜が設けられたクリア塗装エンボスステンレス鋼板に関する。
【背景技術】
【0002】
キッチン台のシンクや天板には、キズや水滴などによる汚れを防止するために、エンボス加工が施されたステンレスが用いられることが多い。例えば、エンボスの凸部の立ち上がり角度を調整したステンレスや、2種以上の形状のエンボスが形成されたステンレスを天板に用いることなどが提案されている(特許文献1〜2を参照)。
【0003】
一方、キッチン台のシンクや天板には、クリア塗膜を設けたステンレスが用いられることも多い。例えば、シンク形状に絞り加工されたステンレスに、ヒドロキシル基を有する酸化物層を介して有機無機複合クリア塗膜を設けたキッチンシンクや(特許文献3を参照)、シンク形状に絞り加工されたステンレスに、フッ素樹脂塗膜を介して有機無機複合クリア塗膜が設けられたキッチンシンク(特許文献4)が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−268612号公報
【特許文献2】特開2008−173681号公報
【特許文献3】特開2007−126904号公報
【特許文献4】特開2007−126905号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記の通り、クリア塗膜を設けたステンレスをキッチン台の天板として用いることがあるが、これらは通常、所望の形状に加工したステンレスに、スプレー方式などでクリア塗装を施す「ポストコート方式」で製造される。ポストコート方式での製造は量産性に劣り、また安定した塗装膜が得られないことがある。
【0006】
そこで、キッチン台の天板を「プレコート方式」で製造することが求められている。プレコート方式とは、板状のステンレス鋼板にロールコーターなどで塗膜を均一に塗布し;その後、所望の形状に加工する方式である。ところが、板状のステンレス鋼板にエンボス加工が施されていると、ロールコーターなどで塗膜を塗布したときにエンボス付近の塗膜の厚みが厚くなり、不均一な厚みの塗膜となることがわかった。塗膜の厚みが厚いと、塗膜が十分に密着しないことがあり、特に温水にさらされたときの密着性(耐温水密着性)が低下する場合があることが見いだされた。
【0007】
そこで本発明は、エンボス加工が施されたステンレス鋼板にロールコーターなどでクリア塗装を施したときに、形成された塗膜がステンレス鋼板に十分に密着する技術を提供する。それにより、キッチン台の天板などをプレコート方式で製造する技術を提供する。
【課題を解決するための手段】
【0008】
すなわち本発明の第一は、クリア塗装エンボスステンレス鋼板に関する。
[1] 表層に複数の微細な凸部を形成するエンボス加工が施されたステンレス鋼板からなる基材に、重合体を含有するクリア塗膜を設けたクリア塗装エンボスステンレス鋼板であって、前記クリア塗膜に含まれる重合体は、低吸湿性官能基を有する不飽和エチレン性単量体をモノマー単位として10〜50wt%含む、クリア塗装エンボスステンレス鋼板。
[2] 前記低吸湿性官能基が、シクロアルキル基およびt-アルキル基のいずれか一方または両方である、[1]に記載のクリア塗装エンボスステンレス鋼板。
[3] 前記不飽和エチレン性単量体が、エステル部位に低吸湿性官能基を有する(メタ)アクリレートである、[1]に記載のクリア塗装エンボスステンレス鋼板。
[4] 前記不飽和エチレン性単量体が、シクロアルキル(メタ)アクリレートおよびt−アルキル(メタ)アクリレートのいずれか一方または両方である、[1]に記載のクリア塗装エンボスステンレス鋼板。
[5] 前記クリア塗膜が、コロイダルシリカまたはオルガノコロイダルシリカをさらに含有する、有機・無機複合塗膜である、[1]〜[4]のいずれかに記載のクリア塗装エンボスステンレス鋼板。
【0009】
本発明の第二は、キッチン台の天板に関する。
[6] 前記[1]〜[5]のいずれかに記載のクリア塗装エンボスステンレスを、キッチン天板形状に加工し、組立てることによって得られるキッチン台の天板。
【0010】
本発明により、エンボス加工が施されたステンレス鋼板に、ロールコーターなどによる塗装で、密着性のよいクリア塗膜を設けることができる。そのため、キッチン台の天板などを、量産性の高いプレコート方式で製造することができる。
【図面の簡単な説明】
【0011】
【図1】ステンレス鋼板のエンボス形状の一例を示す図である。
【図2】ステンレス鋼板にエンボス加工を施すフローを示す図である。
【図3A】塗装前のエンボスステンレス鋼板に、チタン酸系有機・無機複合皮膜を施したときの、Ti付着量を示す。
【図3B】塗装前のエンボスステンレス鋼板に、チタン酸系有機・無機複合皮膜を施したときの、Ti付着量を示すグラフである。
【図4】エンボスステンレス鋼板に、クリア塗料をロールコート方式で塗布した塗膜の厚みを示す。
【図5】実施例で作成したエンボスステンレス鋼板のエンボス形状を示す図である。
【発明を実施するための形態】
【0012】
本発明は、エンボス加工が施されたステンレス鋼板からなる基材に、クリア塗膜を設けたクリア塗装エンボスステンレス鋼板である。
【0013】
エンボス加工が施されるステンレス鋼板は、その化学組成は特に限定されず、オーステナイト系のSUS304や、フェライト系のSUS430などが用いられうる。また、ステンレス鋼板はBA仕上げをすることで、美観を高めておいてもよい。
【0014】
さらに、エンボス加工が施されるステンレス鋼板は、0.5質量%以上の銅(Cu)を含有していてもよい。Cuは比較的安価な元素であるとともに、抗菌成分としても有効であるためである。例えば、0.5質量%以上の銅を含むオーステナイト系ステンレス鋼板を熱間圧延後から最終製品になるまでの間に、500〜900℃の温度範囲で熱処理を施すと、ステンレス鋼板の表層に銅リッチ層を析出させることができる。
【0015】
エンボス加工が施されるステンレス鋼板の厚みは、用途に応じて適宜設定すればよいが、キッチンの天板として用いる場合には約0.3〜1.6mmであることが好ましい。
【0016】
加工されるエンボスの大きさおよび形状は特に限定されないが;各エンボス部(凸部)の直径は0.3〜2.5mmであり、高さは0.02〜1.0mmであり、間隔は1.0〜10mmであればよい。平面視での形状は、円形または正多角形であることが好ましい。より具体的には、特許文献1に記載されているエンボス形状とすることができる。
【0017】
形成されるエンボスは、全て同一の大きさ・形状であってもよいが、異なる大きさ・形状の2種以上のエンボスを組み合わせてもよい。例えば、大きい凸部と小さい凸部とを交互に配置したりしてもよい。具体的には、特許文献2に記載されているように、1つの大きい凸部を取り囲むように、複数の小さい凸部を配置してもよい。より具体的には、図1に示されるように、大きい凸部1aを取り囲むように、6つの小さい凸部1bを、等間隔Lで配置してもよい。図1に示される、凸部同士の距離は、約1.5mmとされていればよい。このようなエンボス形状を、スムースドットエンボスと称することがある。
【0018】
ステンレス鋼板は、エンボス加工される前に、必要に応じてアルカリ脱脂、酸洗などが施されてもよい。ステンレス鋼板のエンボス加工は、例えば圧延加工によって行えばよい。図2には、圧延加工によってステンレス鋼板をエンボス加工するフローが示される。
【0019】
図2Aに示されるように、ステンレス鋼板10は、圧延ローラ20および30により圧延加工される。一方の圧延ローラ20の外周面21には、複数の略扁平半球形状の内空間を有する凹部が形成されており、大形凹部22aと小形凹部22bとが形成されている。
【0020】
図2Bに示されるように、ステンレス鋼板10にエンボス加工を施すには、凹部22aと22bが形成された外周面21を有する圧延ローラ20と、平坦な外周面31を有する圧延ローラ30とでステンレス鋼板10を挟み込み;圧延ローラ20および30によって、ステンレス鋼板10を押圧しながら圧延加工を行えばよい。ステンレス鋼板10の表面11の一部は、圧延により、圧延ローラ20の凹部22aと22bの内部に入り込む。
【0021】
その結果、図2Cに示されるように、ステンレス鋼板10の表面11には、大形凹部22aに対応する大形凸部12aと、小形凹部22bに対応する小形凸部12bが形成される、
【0022】
また、圧延ローラ20と30による押圧力は適宜調整され、凹部22aと22b内のそれぞれに入り込んだ凸部12aと12bの頂上部13aおよび13bが、凹部22aと22bの奥面23aと23bに、当接されないようにすることが好ましい。それにより、頂上部13aと13bの上面は、上方に膨出された状態に形成される。
【0023】
エンボス加工が施されたステンレス鋼板には、クリア塗装がされる前の前処理(例えば、化成処理)がされてもよい。塗装前処理は、クロメート化成処理またはクロムフリー化成処理であることが好ましく、特にTiなどのバルブメタル塩を含む化成処理液を塗布・乾燥したクロムフリー化成処理が好ましい。より具体的には、バルブメタル塩(好ましくは、フルオロチタン酸塩)と溶媒である水と、必要に応じてキレート作用のある有機酸や、金属リン酸塩または複合リン酸塩や、有機樹脂を含む化成処理液を塗布・乾燥して、化成処理皮膜を形成する。化成処理液の塗布法は特に限定されず、ロールコーター法、ロールスクイズ法、ケミコーター法、エアナイフ法、浸漬法、スプレー法、スプレーリンガー法などの任意の方法で行えばよいが;量産性の観点から、ロールコーター法、ロールスクイズ法、ケミコーター法、スプレーリンガー法などによって、エンボス加工が施されたステンレス鋼板塗布されることが好ましい。
【0024】
図3Aに示されるように、大凸部40と小凸部41とを有するエンボスステンレス鋼板の表面に、塗布方向(矢印参照)に沿って、ケミコーターによってチタン塩を含む化成処理液を塗布して化成処理皮膜を形成し;分析方向(矢印参照)に沿って、チタンの付着量(金属換算)を分析した。その分析結果が図3Bに示される。化成処理皮膜全体でのチタンの平均付着量は、7mg/m2であった。平坦部42でのチタン付着量は平均値に近いが;大凸部40と小凸部41の周辺部におけるチタン付着量は、平均値を大きく超えるチタンが付着していることがわかる。
【0025】
このように、エンボスステンレス鋼板の表面に、量産性の優れたロール方式によって、均一量の化成処理皮膜を形成することは困難である。従って、透水しにくく、密着性の高いクリア塗膜で被覆することがより重要となる。
【0026】
前記の通り、ステンレス鋼板からなる基材にはクリア塗膜が設けられる。クリア塗膜には樹脂材料が含有され、樹脂材料の例には、エポキシ樹脂、(メタ)アクリル樹脂、ポリエステル樹脂、ウレタン樹脂、フッ素樹脂およびシリコーン樹脂などが含まれる。好ましい樹脂材料の例には、不飽和エチレン性単量体をモノマー単位とする樹脂が挙げられ、特に(メタ)アクリル樹脂が好ましい。(メタ)アクリル樹脂とは、アクリル酸エステルおよび(メタ)アクリル酸エステルの一方または両方をモノマー単位とする樹脂である。
【0027】
本発明は、クリア塗膜に含まれる樹脂材料に、低吸湿性官能基が含まれることを特徴とする。低吸湿性官能基が含まれるとは、樹脂材料を構成する重合体のモノマー単位のうちの一部の単位に、低吸湿性官能基があることを意味する。前記の通り、クリア塗膜に含まれる樹脂材料は、不飽和エチレン性単量体をモノマー単位とする樹脂でありうるが、その場合には、樹脂を構成するモノマー単位のうちの10〜50wt%のモノマー単位に、低吸湿性官能基があることが好ましい。
【0028】
クリア塗膜に含まれる樹脂材料の重合体における低吸湿性官能基を有するモノマー単位の割合が高すぎると、クリア塗膜の成膜性が低下して、ブロッキングを起こしやすい。一方、重合体における低吸湿性官能基を有するモノマー単位の割合が低すぎると、本発明の特徴であるステンレス鋼板への耐温水密着性が十分に高まらない。
【0029】
低吸湿性官能基の例には、シクロアルキル基またはt-アルキル基が含まれる。シクロアルキル基の例にはシクロヘキシル基が含まれ、シクロヘキシル基にはメチル基、エチル基、プロピル基、ブチル基などのアルキル基が導入されていてもよい。t-アルキル基は、炭素数4〜6であることが好ましく、t-ブチル基、t-ペンチル基などが例示される。
【0030】
クリア塗膜に含まれる樹脂材料は、特に、低吸湿性官能基を有する(メタ)アクリル樹脂が好ましい。(メタ)アクリル樹脂の低吸湿性官能基は、モノマー単位となるアクリル酸エステルおよび/または(メタ)アクリル酸エステルのエステル部位に含まれていることが好ましい。つまり、低吸湿性官能基を有する(メタ)アクリル樹脂は、シクロアルキルアクリレート、シクロアルキルメタアクリレート、t-アルキルアクリレート、t-アルキルメタアクリレートの少なくとも1つを含有していることが好ましい。
【0031】
クリア塗膜に含まれる樹脂材料には、低吸湿性官能基を有しないモノマー単位をも含む。低吸湿性官能基を有しないモノマーの例には、1級アルキル(メタ)アクリル酸エステル、2級アルキル(メタ)アクリル酸エステル、ヒドロキシ基含有(メタ)アクリル酸エステル、スチレンなどが含まれる。
【0032】
クリア塗膜に含まれる樹脂材料は、架橋剤によって硬化されてもよい。架橋剤の例には、ポリイソシアネート、ブロックポリイソシアネート、メラミン樹脂などが含まれる。
【0033】
ポリイソシアネートとは、一分子に2以上のイソシアネートを有する化合物であり;脂肪族ジイソシアネート類、脂環属ジイソシアネート類、芳香族ジイソシアネート類、これらジイソシアネート化合物の2量体、3量体もしくはさらなる多量体などが挙げられる。
【0034】
ブロックポリイソシアネートとは、ポリイソシアネートをブロック剤でブロック化した化合物であり;ブロック剤には、オキシム類、フェノール類、アルコール類、ラクタム類、ジケトン類、メルカプタン類、尿素類、イミダゾール類、カルバミン酸類などが挙げられる。
【0035】
メラミン樹脂の例には、ジメチロールメラミン、トリメチロールメラミン、テトラメチロールメラミン、ペンタメチロールメラミン、ヘキサメチロールメラミン、イソブチルエーテル型メラミン、n-ブチルエーテル型メラミン、ブチル化ベンゾグアナミンなどが含まれる。
【0036】
クリア塗膜には、下記式で示されるオルガノコロイダルシリカが含まれていてもよい。下記式におけるXは一価の有機基であり、その例には、炭素数1〜3のアルキル基、ビニル基、3,4−エポキシシクロヘキシルエチル基、γ−グリシドキシプロピル基、γ−メルカプトプロピル基、γ−クロロプロピル基が含まれる。下記式におけるRは、炭素数1〜4のアルキル基(好ましくはメチル基)またはアリール基であり、3つのRは互い同一でも異なっていてもよい。オルガノコロイダルシリカの含有量は、塗膜全体に対して、3〜10wt%であることが好ましい。
【化1】
【0037】
クリア塗膜には、コロイダルシリカが含まれていてもよい。シリカとは二酸化ケイ素であり、コロイド状(通常の粒子径は10〜300nm)のシリカであればよい。シリカの含有量は、塗膜全体に対して、3〜10wt%であることが好ましい。
【0038】
クリア塗膜に含まれるオルガノコロイダルシリカまたはコロイダルシリカは、塗膜の表層に配向していることが好ましい。塗膜に強度を付与することができるためである。オルガノコロイダルシリカまたはコロイダルシリカは、塗膜形成時に塗膜表層に表出する。
【0039】
本発明のクリア塗装エンボスステンレス鋼板は、エンボス加工が施されたステンレス鋼板に、クリア塗料を塗布することにより製造される。塗布法は特に限定されず、ロールコーター法、ロールスクイズ法、ケミコーター法、エアナイフ法、浸漬法、スプレー法、スプレーリンガー法などの任意の方法で行えばよいが;量産性の観点から、ロールコーター法、ロールスクイズ法、ケミコーター法、スプレーリンガー法などが好ましい。
【0040】
エンボス加工が施されたステンレス鋼板にクリア塗料を塗布すると、前述の化成処理膜の場合と同様に、クリア塗膜の厚みが均一になりにくく、つまりエンボスの凸部の周辺部の塗膜の厚みが過剰になりがちであった。例えば図4には、エンボス部(凸部)51と平坦部52とを有するエンボスステンレス鋼板50の表面に、ロールコーターでクリア塗料を塗布してクリア塗膜60を形成した結果が示される。図4に示されるように、凸部のない平坦部52においては、約6μmのほぼ均一な塗膜が形成され;凸部51の頂面においては、約5μmのほぼ均一な塗膜が形成されている。ところが、凸部の周辺(凸部51と平坦部52との境界付近)では、約9μmの塗膜が形成されており、局所的に塗膜の厚みが高まっている。その結果、凸部の周辺部位の塗膜60の、ステンレス鋼板50への密着性、特に耐温水密着性が劣ることがある。つまり、エンボス凸部の周辺部の塗膜に「フクレ」が発生してしまうことがある。
【0041】
この凸部の周辺部位の塗装の耐温水密着性の低下のメカニズムは限定されないが、例えば以下のように考えられる。クリア塗膜に水分が浸入する(透水する)と、塗膜を膨潤させる。塗膜が膨潤すると、塗膜とステンレス鋼板との界面に膨潤力が作用して密着力を低下させると考えられる。ここで、過剰な厚みを有する塗膜は剛性が高いため、膨潤力が作用したときに密着力が低下しやすい。さらに、一端、密着性が低下すると、ステンレス鋼板の前処理(化成処理)成分が溶解し、さらに浸透圧が発生し、透水量がさらに高まる。
【0042】
これに対して本発明は、クリア塗膜への透水を抑制することを検討してなされた。クリア塗膜への透水を抑制するには、塗膜を構成する樹脂成分の親水性を低下させることが考えられる。ところが、本発明のクリア塗装エンボスステンレス鋼板は、キッチン天板などとして用いられることから、クリア塗膜の硬度も求められる。耐傷付性を高めるためである。硬度を高めるために、クリア塗膜に親水性であるオルガノコロイダルシリカまたはコロイダルシリカを配合することが多く、透水を抑制することが困難であった。
【0043】
そこで、親水性を低下させる手段を種々検討したところ、クリア塗膜の樹脂のモノマー単位の一部に、低吸湿性官能基を導入することで、透水を抑制でき、かつ水分による塗膜の膨潤も防止することができることを見いだして本発明はなされた。
【0044】
さらには、低吸湿性官能基の導入率を調整することで、成膜化を容易にし、かつ柔軟性(または加工性)を付与することができた。それにより、プレコート加工することができるクリア塗装エンボスステンレス鋼板を実現した。
【0045】
本発明のクリア塗装エンボスステンレス鋼板のクリア塗膜の厚みは、特に限定されないが、エンボス部でない平坦部において、1〜30μmであることが好ましい。
【0046】
本発明のクリア塗装エンボスステンレス鋼板は、所望の形状に加工されて用いられうる。例えば、キッチンの天板をすることができる。形状加工する手段は特に制限されず、絞り加工などにより行えばよい。
【0047】
キッチン天板用クリア塗装エンボスステンレス鋼板に求められる特性は、主に、傷がつきにくいこと(耐傷付性)、汚れ(油汚れ、水あかなど)がつきにくいこと(耐汚染性)、耐熱性、耐温水性、加工性(耐屈曲性)などであるが、本発明のクリア塗装エンボスステンレス鋼板はその全てを高次元で満たしうる。
【0048】
例えば、クリア塗膜に無機物であるシリカを配合することで耐傷付性を;ステンレス鋼板をエンボス加工することで耐汚染性を;クリア塗膜に適量の低吸湿性官能基の導入した樹脂を配合することで耐温水密着性や加工性を、高めている。
【実施例】
【0049】
以下において、実施例を参照して本発明をより詳細に説明するが、これら実施例によって本発明の範囲は限定して解釈されない。
【0050】
厚さ0.8mmのステンレス鋼板(SUS304BA)を、圧延加工により図5に示される形状のスムースドットエンボスステンレス鋼板とした。図5Aは、エンボス表面の平面斜視図である。図5Bにはエンボスのパターンが示され、直径0.9mmの大凸部70と直径0.5mmの小凸部71とがある。凸部同士のピッチは1.5mmである。図5Cは、エンボスステンレス鋼板の断面であり、大凸部70の突出高さは34μmであり、小凸部70の突出高さは21μmである。
【0051】
得られたエンボス鋼板に、化成処理液を塗布して化成処理皮膜を形成した。化成処理液の組成は、水を溶媒として、ヘキサフロオロチタン酸:55g/L、ヘキサフロオロジルコニウム酸:10g/L、アミノメチル置換ポリビニルフェノール:72g/Lとした。
【0052】
[実施例1〜7および比較例1〜5]表1に示す成分を配合して、各塗料を得た。
【表1】
CHMA:シクロヘキシル メタアクリレート
t-BMA:t-ブチル メタアクリレート
n-BMA:n-ブチル メタアクリレート
Iso-BMA:イソブチル メタアクリレート
MMA:メチル(メタ)アクリレート
St:スチレン
HEMA:ヒドロキシエチル(メタ)アクリレート
SiO2:オルガノコロイダルシリカ(日産化学工業株式会社製 MEK−ST;固形分30%、シリカ粒径10〜15nm)
【0053】
[比較例6〜8]いずれも、市販の非アクリル系のクリア塗料を用いた。
比較例6:ポリエステル系塗料(日本ファインコーティングス社製、フレキコート6000クリア)
比較例7:ポリエステル系フッ素塗料(日本ファインコーティングス社製CAクリアー)
比較例8:PVdF系フッ素塗料(日本ファインコーティングス社製ディックフローCクリアー)
【0054】
前述したエンボスステンレス鋼板(スムーズドットエンボス)に、各実施例または各比較例の塗料を、ロールコート法により塗布した。塗膜を加熱(230℃)により乾燥させて、クリア塗膜を形成した。クリア塗膜の厚みは、平均5μmとした。
【0055】
得られたクリア塗装エンボスステンレス鋼板について、以下の評価を行った。
(1)塗膜の成膜性:塗布膜を乾燥させた後に積層し、ブロッキングが生じるかどうかを確認した。
(2)塗膜硬度:鉛筆硬度を測定した。
(3)耐磨耗性:40mm□に切断したSUS304BA平板に500gの荷重をかけて、100mmの間を2500往復させた後、エンボス底部に傷が付かないかどうかを確認した。
(4)汚れ拭き取り性:下記表に記載される各種汚染物を塗布して、それを拭き取ったとき、目立たないかどうかを確認した。
【表2】
(5)耐熱性:350℃の空鍋を20分間載置して、異常がないかどうかを確認した。
(6)耐温水性:70℃の温水に168時間浸せきして、異常がないかどうかを確認した。
(7)耐食性:168時間の塩水噴霧試験(SST)を行い、異常がないかどうかを確認した。
(8)加工性:8mmRで90°屈曲させて、異常がないかどうかを確認した。
(9)リコート性:70℃の温水に168時間浸せきして、補修塗膜に異常がないかどうかを確認した。
【0056】
各評価の結果を、表3および表4に示す。
【表3】
【0057】
【表4】
【0058】
実施例1〜7では、いずれの評価項目もよく、塗膜硬度も十分であった。一方、比較例1および2では、ブロッキングが生じたため、クリア塗膜を成膜することができなかった。つまり、低吸湿性官能基が多すぎると成膜が困難になることがわかる。比較例3〜5では、塗膜硬度の若干の低下と、耐温水性の低下がみられた。つまり、低吸湿性官能基が少なすぎると、塗膜への透水性があがり、密着性が低下することがわかる。比較例6〜8では、いずれも塗膜硬度の著しい低下と、耐温水性の低下がみられた。
【0059】
次に、以下の各種アクリル系クリア塗料から得られる塗膜の透水性を、水蒸気透過測定装置(L80−4000、LYSSY社)にて、"JIS K 7129"に準じて測定した。
a)オルガノコロイダルシリカを含み、低吸湿性官能基を導入したアクリル塗料:実施例4で用いた塗料である。
b)オルガノコロイダルシリカを含み、低吸湿性官能基を導入していないアクリル塗料:比較例5で用いた塗料である。
c)フッ素系ワックスを含む高分子アクリル塗料:ニッペキノーコート96(日本ファインコーティングス社製)
d)シリコン変性アクリル塗料:ニッペキノーコート97(日本ファインコーティングス社製)
【0060】
【表5】
【0061】
表5に示されるように、塗料種類abとcdとの比較から、オルガノコロイダルシリカを添加することで、透水性を低下させることができる。さらに、塗料種類aとbとの比較から、低吸湿性官能基を導入することで、より透水性を低下できることがわかる。
【産業上の利用可能性】
【0062】
本発明のクリア塗装エンボスステンレス鋼板は、エンボス加工が施されているにも係わらず、ロールコート方式で塗装がなされたとしてもクリア塗膜が強固に密着している。よって、キッチン台の天板などをプレコート方式で製造することができる。
【符号の説明】
【0063】
1a 大きい凸部
1b 小さい凸部
L 凸部同士の距離
10 ステンレス鋼板
11 ステンレス鋼板の表面
12a 大型凸部
12b 小形凸部
20 圧延ローラ
21 圧延ローラの外周面
22a 大形凹部
22b 小形凹部
23a 大形凹部の奥面
23b 小形凹部の奥面
30 圧延ローラ
31 圧延ローラの外周面
40 大凸部
41 小凸部
42 平坦部
50 ステンレス鋼板
51 凸部
52 平坦部
60 クリア塗膜
70 大凸部
71 小凸部
【特許請求の範囲】
【請求項1】
表層に複数の微細な凸部を形成するエンボス加工が施されたステンレス鋼板からなる基材に、重合体を含有するクリア塗膜を設けたクリア塗装エンボスステンレス鋼板であって、
前記クリア塗膜に含まれる重合体は、低吸湿性官能基を有する不飽和エチレン性単量体をモノマー単位として10〜50wt%含む、クリア塗装エンボスステンレス鋼板。
【請求項2】
前記低吸湿性官能基が、シクロアルキル基およびt-アルキル基のいずれか一方または両方である、請求項1に記載のクリア塗装エンボスステンレス鋼板。
【請求項3】
前記不飽和エチレン性単量体が、エステル部位に低吸湿性官能基を有する(メタ)アクリレートである、請求項1に記載のクリア塗装エンボスステンレス鋼板。
【請求項4】
前記不飽和エチレン性単量体が、シクロアルキル(メタ)アクリレートおよびt−アルキル(メタ)アクリレートのいずれか一方または両方である、請求項1に記載のクリア塗装エンボスステンレス鋼板。
【請求項5】
前記クリア塗膜が、コロイダルシリカまたはオルガノコロイダルシリカをさらに含有する、有機・無機複合塗膜である、請求項1〜4のいずれか一項に記載のクリア塗装エンボスステンレス鋼板。
【請求項6】
請求項1〜5のいずれか一項に記載のクリア塗装エンボスステンレスを、キッチン天板形状に加工し、組立てることによって得られるキッチン台の天板。
【請求項1】
表層に複数の微細な凸部を形成するエンボス加工が施されたステンレス鋼板からなる基材に、重合体を含有するクリア塗膜を設けたクリア塗装エンボスステンレス鋼板であって、
前記クリア塗膜に含まれる重合体は、低吸湿性官能基を有する不飽和エチレン性単量体をモノマー単位として10〜50wt%含む、クリア塗装エンボスステンレス鋼板。
【請求項2】
前記低吸湿性官能基が、シクロアルキル基およびt-アルキル基のいずれか一方または両方である、請求項1に記載のクリア塗装エンボスステンレス鋼板。
【請求項3】
前記不飽和エチレン性単量体が、エステル部位に低吸湿性官能基を有する(メタ)アクリレートである、請求項1に記載のクリア塗装エンボスステンレス鋼板。
【請求項4】
前記不飽和エチレン性単量体が、シクロアルキル(メタ)アクリレートおよびt−アルキル(メタ)アクリレートのいずれか一方または両方である、請求項1に記載のクリア塗装エンボスステンレス鋼板。
【請求項5】
前記クリア塗膜が、コロイダルシリカまたはオルガノコロイダルシリカをさらに含有する、有機・無機複合塗膜である、請求項1〜4のいずれか一項に記載のクリア塗装エンボスステンレス鋼板。
【請求項6】
請求項1〜5のいずれか一項に記載のクリア塗装エンボスステンレスを、キッチン天板形状に加工し、組立てることによって得られるキッチン台の天板。
【図1】

【図2】
【図3B】
【図4】

【図5】
【図3A】

【図2】
【図3B】
【図4】
【図5】
【図3A】
【公開番号】特開2011−104511(P2011−104511A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−261874(P2009−261874)
【出願日】平成21年11月17日(2009.11.17)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月17日(2009.11.17)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]