
クレーズ形成用ポリプロピレンフィルム及びクレーズ形成品
【課題】クレーズ形成用ポリプロピレンフィルム及びそのクレーズ形成品を提供すること。
【解決手段】ポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有することを特長とするクレーズ形成用フィルム。
【解決手段】ポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有することを特長とするクレーズ形成用フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はクレーズ形成用ポリプロピレンフィルム及びそのクレーズ形成品に関する。
【背景技術】
【0002】
現在、クレーズを複合化したポリプロピレンフィルムが携帯電話等の液晶画面の覗き見防止や、マイクロバブル発生、浄水器のエア抜き用途等に実用化されている。
のぞき見防止フィルムは周期性クレーズのブラインド効果を利用しており、マイクロバブル発生フィルムやエア抜きフィルムは、クレーズがフィルムの厚さ方向に貫通した微細な連続孔を持つことを利用している。
【0003】
ポリプロピレンの加工において、β晶のものは、一般的なα晶のものに比べて低融点、低密度であり、α晶のものに対して結晶状態や破壊の状態が異なる特性を有している。
クレーズ形成フィルムの加工は、特許文献1に記載されているように緊張状態に保持された高分子樹脂フィルム面に、先端部が鋭角の支持体を押し当ててそこに局部的な折り曲げ部を形成し、前記折り曲げ部における折り曲げ線に対して直交する方向に引っ張ることにより、連続的な縞状のクレーズ領域を形成する方法が用いられる。
【0004】
しかし、あらゆるフィルムに縞状クレーズを複合できるわけではない。フィルムに縞状クレーズを複合する為には、クレーズが発生しやすい樹脂であることに加えて、フィルムが前述の支持体によってクレーズが複合される方向と平行に配向していないことが必要である。例えば、クレーズを複合する樹脂としてポリプロピレンが優れているが、部材や包装材料として最も広く利用されている2軸延伸ポリプロピレンフィルムにクレーズを複合することはできない。
【0005】
一方、工業的にはフィルムの供給形態は、生産効率や取り扱いの面から、ほとんどの場合ロール状であり、フィルムにクレーズを複合する場合は、ロール状フィルムの長手方向にクレーズを複合していくことが好ましい。
【0006】
そこで、フィルム流れ方向に対して垂直に一軸延伸された横一軸延伸フィルムを用いる技術が特許文献1に開示され、さらに横一軸延伸されたフィルムを複屈折位相差で規定した技術が、特許文献2、特許文献3で開示されている。
【0007】
また、横一軸延伸の複屈折位相差の数値ではクレーズの複合しやすさを評価することは困難であるとして、特定の方法で製造した横一軸延伸フィルムを用いて縞状クレーズの形成を可能にする技術が特許文献4で開示されている。
【0008】
以上より、現在工業的に製造されているフィルムでは横一軸延伸されたポリプロピレンフィルムが最もクレーズ形成に適しており、クレーズ形成の研究や応用製品に利用されている。
【0009】
一方、フィルム延伸装置は非常に大型の設備であるために広い設置場所と多額の投資が必要となることから、延伸フィルムのメーカーは大企業に限られ、生産される製品は大量消費される汎用フィルムが対象となっている。現在クレーズ形成に使用されている横一軸延伸ポリプロピレンフィルムが入手できるのも、直線カット性フィルムやシュリンクフィルム等の目的で大量に生産されているためである。
その結果、様々なクレーズ形成フィルムが提案されているにも関わらず、大量に生産されている横一軸延伸ポリプロピレンフィルムにクレーズ形成したフィルム以外の製品化が困難となっている。
【0010】
一方、フィルム製品一般の開発段階では、目的とする性能が単層フィルムで得られない場合には、共押出成形や貼り合わせによる多層化が行われる。これまでのクレーズ形成フィルムにおいても要求性能によっては多層化が必要となり、その場合には多層化したフィルムを横一軸延伸してからクレーズ形成するか、単層フィルムにクレーズを形成した後に、その後に別のフィルムの貼り合わせを行うことがある。
【0011】
しかし、多層フィルムの延伸加工を行う場合には樹脂物性の制約が多く、組み合わせ可能な樹脂が限られる上に、特殊品は前述の理由で工業化が難しい。また、そもそもクレーズ形成後の貼り合わせは、クレーズ構造を破壊してしまう押出ラミネート、サンドラミネート、サーマルラミネート等の手法は用いることができない上、材料及び工数増によるコストアップの面からも好ましくない。
【0012】
また、フィルムの物性面を考えた場合、横一軸延伸フィルムは強度や弾性率の向上等のメリットがある反面、物性の異方性が大きくなり、フィルムの伸びが小さくなると共に、柔軟性を失い、ヒートシール性も失う等のデメリットが発生する。
【0013】
さらに横一軸延伸フィルムは、直線カット性フィルムとして広く利用されているが、クレーズを形成する際には直線カット方向と平行に支持体が当たるため、加工時にフィルムが破断しやすいという問題があった。
【0014】
この加工時の破断しやすい問題は、横一軸延伸加工により付与された直線カット性が問題であるため、縦一軸延伸フィルムや無延伸フィルムを用いれば改善される。しかし、縦一軸延伸フィルムはクレーズの複合自体を行うことができない。一方、無延伸フィルムへのクレーズの形成は特許文献5に記載されており、Tダイ押出成形法ではドロー比を、インフレーション法であればブローアップ比を変えて制御することで規則的にクレーズを複合することが可能であると示されている。
【0015】
しかし、実際には、Tダイ押出成形では流れ方向に垂直には引き伸ばされる過程がないためドロー比を落としても流れ方向と垂直に配向させることはできない。また、インフレーション成形では、通常ブローアップ比は安定した製品を製造するために1.5〜2.5程度が用いられているが(「プラスチック成形」日本ポリオレフィンフィルム工業組合、8−32)、クレーズを複合するためには、50μmフィルムではブローアップ比を少なくとも4以上、装置によっては6以上で生産を行わなくてはならないため、生産の安定性からも現実的ではない。従って、いずれの成形方法においても製造条件の制御によるクレーズ形成は非常に困難である。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特許第3156058号公報
【特許文献2】特開平07−146403号公報
【特許文献3】特開平08−085161号公報
【特許文献4】特許第4047450号公報
【特許文献5】特開平07−256676号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
本発明の目的はかかる従来技術の課題を解消し、フィルムの流れ方向に垂直に延伸加工を行わずに流れ方向に確実にクレーズ形成が可能な、クレーズ形成用無延伸ポリプロピレンフィルムを提供することにある。
【課題を解決するための手段】
【0018】
本発明者は、前記課題を解決するために鋭意検討した結果、以下の手段で解決することができることを見出し、本発明をなすに到った。
1.ポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有することを特長とするクレーズ形成用フィルム。
2.クレーズ形成用フィルムが積層フィルムからなり、その少なくとも1層がポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有する1に記載のクレーズ形成用フィルム。
3.β晶核剤がアスペクト比10以上の針状または板状である1又は2に記載のクレーズ形成用フィルム。
4.β晶核剤以外に少なくとも1種の添加剤を含有した1〜3のいずれかに記載のクレーズ形成用フィルム。
5.1〜4のいずれかに記載のフィルムにクレーズ形成が施されてなるクレーズ形成フィルム。
6.クレーズ部分に機能材料を充填した5に記載のクレーズ形成フィルム。
【発明の効果】
【0019】
本発明のクレーズ形成用ポリプロピレンフィルムは、従来においてクレーズを形成させていた横一軸延伸フィルムではなく、Tダイあるいはインフレーション成形法で製造された無延伸フィルムであり、以下の特徴を備えている。
即ち、延伸工程を経ないため、延伸装置を設置する広い設置場所、多額の投資を必要とせず、フィルム製造用押出機のみで容易かつ安価にクレーズ形成用フィルムを製造することが可能である。
さらに、押出機であれば小型製膜機や共押出多層製膜機でも製造が可能であるために、従来は実用化が難しかった機能材料等を含んだクレーズ形成用特殊フィルムや多品種小ロット生産、及びクレーズ形成用多層フィルムも可能となる。
また、本発明のフィルムは横一軸延伸ポリプロピレンフィルムと比較して物性の異方性が少ないためクレーズ形成時の破断が生じ難く、柔軟で、破断伸びが大きく、ヒートシール性を持つため、従来は不可能であった単体での袋用途等にも使用することができる。
【図面の簡単な説明】
【0020】
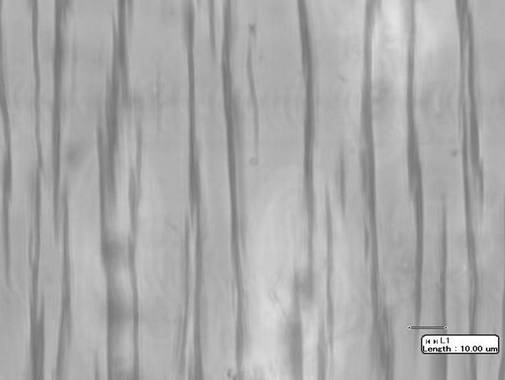
【図1】本発明で得られた周期性クレーズの1例を示す光学顕微鏡写真
【発明を実施するための最良の形態】
【0021】
本発明のクレーズ形成用ポリプロピレンフィルムにて使用されるポリプロピレン系樹脂は、プロピレンを主要な構成成分としてなる重合体であって、具体的には、ポリプロピレンホモポリマー、プロピレンを主体としたプロピレン−エチレンランダムコポリマー、プロピレン−エチレンブロックコポリマー及び前記ポリプロピレン系樹脂とその他の樹脂とのブレンドポリマー等を用いることが可能であるが、β晶生成効率、クレーズ形成性等からポリプロピレンホモポリマーが好ましい。
【0022】
また、ポリプロピレン系樹脂のメルトインデックスは、0.05g〜100g/10分であり、好ましくは0.5〜20g/10分である。0.05g/10分未満もしくは100g/10分を超える場合、製膜適性が低下すると共にクレーズの形成が行いにくくなる。
【0023】
本発明においてはクレーズ形成用ポリプロピレンフィルムに少なくとも1種のβ晶核剤が含有されるのであり、そのβ晶核剤としては、β晶の生成効率から低添加量で効果のあるキナクリドン、キナクリドンキノン等のキナクリドン系顔料が好ましい。
【0024】
さらに、アスペクト比10以上の針状シリカやアルミナ等の担体に上記物質を担持したβ晶核剤、あるいは剤の結晶形態が針状または板状であるβ晶核剤を用いた場合には、より規則性の高いクレーズ形成が可能となる。
このように針状晶を生じるβ晶核剤の例として、N,N’−ジフェニルヘキサンジアミド、N−シクロヘキシル−4−(N−シクロヘキサンカルボニルアミノ)ベンズアミド等が知られており、これらの添加剤をポリプロピレンに練り込むことで容易かつ効果的にクレーズ形成用フィルムを得ることができる。
【0025】
結局本発明にて使用されるβ晶核剤としては、ポリプロピレンの融点よりも高い分解温度を有し、具体的には、例えばγ-キナクリドン、キナクリドンキノン、N,N’−ジシクロヘキシル−2,6−ナフタレンジカルボキシアミド、N,N’−ジフェニルヘキサンジアミド、N,N’−ジシクロヘキシルテレフタルアミド、N,N’−ジシクロヘキサンカルボニル−p−フェニレンジアミン、N,N’−ジベンゾイル−1,5−ジアミノナフタレン、N,N’−ジベンゾイル−1,4−ジアミノシクロヘキサン、N,N’−ジシクロヘキサンカルボニル−1,4−ジアミノシクロシクロヘキサン、N−シクロヘキシル−4−(N−シクロヘキサンカルボニルアミノ)ベンズアミド、N−フェニル−5−(N−ベンゾイルアミノ)ペンタンアミド、ピメリン酸とステアリン酸カルシウムの混合物、酸化鉄のナノ粒子等が知られているが、β晶を効果的に生成することができれば上記に限られるものではない。
【0026】
さらに、上記のβ晶核剤は、効果的にβ晶を生成することができれば2種以上を混合して使用しても良く、シリカやアルミナのような担体に担持させても良い。
【0027】
β晶核剤の添加量は適宜調整することができる。ポリプロピレン100重量部に対し、0.0001〜5重量部程度、好ましくは0.001〜1重量部程度、さらに好ましくは0.001〜0.1重量部である。
0.0001重量部未満ではβ晶が生成し難く、5重量部を越える場合には、効果上の有意差が認められず、ブリードが発生しやすくなり、かつ経済的に不利にもなることから、いずれも好ましくない。
【0028】
β晶核剤添加によりクレーズ形成が可能となる理由は解明されていないが、以下のような機構が考えられる。
α晶とβ晶が共存する成形物を顕微鏡で観察すると、α晶とβ晶は明確な境界を持っている。この理由としてβ晶は六方晶構造を持つが、α晶のようなクロスハッチ構造を取らないことから、両晶の間に明確な境界が現れることが考えられる。また、DSCによる測定結果から、β晶核剤を含まないポリプロピレンフィルムはほぼ全てα晶であるのに対して、本発明のフィルムではβ晶とα晶が共存していることが分かっている。その結果、本発明のフィルムではクレーズ形成時の局所的な折り曲げにより両晶の境界に応力が集中し、そこを起点としてクレーズが発生、拡大するものと考えられる。
【0029】
さらにアスペクト比が10以上であるβ晶核剤を混合した場合には、押出成形時にβ晶核剤の長手方向がフィルム流れ方向と平行に配向するため、生成するβ晶の成長方向がフィルム流れ方向と概垂直になり、より規則性の高いクレーズ形成が生じるものと考えられる。
【0030】
ここで、本発明のクレーズ形成用フィルムとするためのβ晶核剤によるβ晶分率は、10〜97%であるが、特にアスペクト比10以上のβ晶核剤を使用する場合には前述の理由からβ晶分率が低くても規則性の高いクレーズ複合フィルムが得られる。
【0031】
β晶分率は、β晶核剤の存在とフィルム製造条件により制御することができ、インフレーション成形、Tダイ成形、いずれの成形方法でも可能であるが、条件制御の容易さから高いβ晶分率を得るためにはTダイ成形が好ましい。
例えばTダイ成形において、キャストロールによる冷却固化温度を例えば80°以上に調整することにより、β晶分率を高めることができる。
得られたポリプロピレンのβ晶分率は20%以上であり、好ましくは50%以上、より好ましくは70%以上である。20%以上存在しないと十分にクレーズを形成することが困難になる。
以上のようにして得られたフィルムは、従来のクレーズ形成用フィルムでは不可欠であった横一軸延伸の工程を必要とせず、クレーズ形成が可能である。
【0032】
上記のクレーズ形成用ポリプロピレンフィルムは、多層フィルムの1層として存在しても良い。例えば、ポリプロピレン多層フィルムにおいてβ晶核剤含有層と非含有層が存在すれば、クレーズ形成時にβ晶含有層のみにクレーズを複合することが可能である。尚、多層における樹脂の組み合わせや層数はこれに限られるものではない。
そして、本発明のクレーズ形成用ポリプロピレンフィルムは、その厚さに関しては特に制限がなく、5〜1000μm、好ましくは10〜300μm、さらに好ましくは20〜100μmである。
【0033】
本発明のクレーズ形成用ポリプロピレンフィルムは、そのフィルムを形成するインフレーション成形又はTダイ成形による成形手段の下流に連続して、複数のガイドローラに通し、そのガイドローラを任意に配置させることにより、クレーズ形成用の先端に鋭角なエッジが形成された板状物の該エッジ先端に該ポリプロピレンフィルムを緊張状態にて当接させる。
このとき、該エッジによって該ポリプロピレンフィルムが折り曲げられるようにすることによって、連続して流れる該ポリプロピレンフィルムの流れ方向と直角の方向にクレーズを縞状に形成させることができる。
【0034】
また、インフレーション成形又はTダイ成形による成形手段の下流にクレーズ形成用の先端に鋭角なエッジが形成された板状物を配置する装置に代えて、予め別に得ておいた本発明のクレーズ形成用ポリプロピレンフィルムを順に上記の複数のガイドローラに流すことによりクレーズを形成させることも可能である。
また、このようなクレーズを形成する工程を複数回繰り返すことも可能であり、また、クレーズ形成用ポリプロピレンフィルムの一部、例えば、該フィルムの幅方向あるいは長さ方向の一部にのみクレーズを形成することも、先端に鋭角なエッジが形成された板状物の幅を調節したり、該フィルムに対して前進・後進させることにより可能である。
【0035】
そして、上記のクレーズ形成用の先端に鋭角なエッジが形成された板状物の該エッジの角度は120°以下であればよく、好ましくは90°以下、さらに好ましくは60°以下が好ましい。このようなエッジにより折り曲げられるクレーズ形成用ポリプロピレンフィルムの角度は150°以下で良く、好ましくは130°以下、さらに好ましくは110°以下である。
このためにクレーズ形成用ポリプロピレンフィルムに与える力は、該フィルムの降伏応力の90%以下、好ましくは85%以下である。
【0036】
また該エッジに対するクレーズ形成用ポリプロピレンフィルムの相対速度は、10m/分以下であり、好ましくは5m/分以下、さらに好ましくは1m/分以下である。
このようにして形成されたクレーズは、その幅が0.02μm〜30μm、好ましくは0.05〜20μm、さらに好ましくは1〜10μmである。これらの値はクレーズ形成後のポリプロピレンフィルムに求める性質によって任意に決定できる。例えばガス透過性の付与を目的とする場合には、フィルムを厚さ方向に貫通するクレーズがある程度の割合で存在することが必要である。
【0037】
さらに、上述のクレーズ形成用ポリプロピレンフィルムに、予め添加剤を練りこんでおくことでクレーズ形成時に添加剤による機能を発現させることができる。固形状添加剤の場合は、表面露出の効果により、液状の場合は表面積増加による揮発量増加効果が得られ、いずれの場合もフィルムへの塗布法より大きな効果が得られる。
【0038】
本発明のクレーズ形成用ポリプロピレンフィルムは、必要に応じて酸化防止剤、帯電防止剤、紫外線吸収剤、密着防止剤、滑剤、顔料、染料等の通常ポリプロピレン樹脂に添加し得る公知の各種添加剤を含んでも良い。但し、その後のクレーズ形成工程によっても十分なクレーズを形成できない程多く添加することはできない。
【0039】
また、クレーズ形成時、あるいはクレーズ形成後にクレーズ内に機能材料を取り込むことで、ポリプロピレン自体にない機能を追加することができる。クレーズ部分への機能剤充填は、ポリプロピレンの溶融成形で練り込むことのできない耐熱性の低い機能材料には特に有効であるが、クレーズ構造部分はフィルムの強度がほとんど低下することがないため、ポリプロピレンとの相溶性が悪い材料との複合の場合にも非常に有効な手段となる。
このときに使用される機能材料としては、上記の各種添加剤であり、さらに医薬品、香料、防錆剤、殺虫剤等も採用することができる。これらの機能材料のうち、ポリプロピレンに対して分散性が良好であるものは、予め添加させることができるが、そうでない機能材料はクレーズを形成させた後にクレーズ内に充填することもできる。
【実施例】
【0040】
以下、実施例を挙げて、本発明をさらに具体的に説明する。
尚、実施例は発明の1形態を示すものであり本発明はこれに限定されるものではない。
物性の測定方法及び評価方法は以下の通りである。
【0041】
〔β晶含有率の測定〕
約3mgの試料をアルミニウムパンに封入してDSCにセットし、窒素雰囲気下で室温から200℃まで10℃/分で昇温し、この時得られたDSCサーモグラムのα晶とβ晶の融解ピークの面積からβ晶含有率(Efβ)を以下の式から算出した。
Efβ=Aβ/(Aα+Aβ)×100(%)
Aα:α晶の融解に起因するピーク面積(融解ピーク温度160〜166℃)
Aβ:β晶の融解に起因するピーク面積(融解ピーク温度140〜148℃)
【0042】
〔クレーズ形成〕
クレーズ形成装置にてフィルムに支持体をフィルム流れ方向と垂直に押し当て、降伏応力の80%の張力を掛けながら100mm/分の速度で引っ張り、クレーズの複合を行った。クレーズ形成後のフィルムを光学顕微鏡で観察し、縞状の周期的クレーズ発生の有無を以下の基準で評価した。また、縞状クレーズの1例を図1に示す。
○:縞状の周期性クレーズが発生
×:周期性クレーズが発生しない
【0043】
(実施例1)
プロピレンホモポリマー(MFR7.0g/10分)100重量部にβ晶核剤として、N,N’−ジシクロヘキシルテレフタルアミドの針状結晶を0.2重量部添加し、二軸押出機を用いて混練してペレットを作成した。次にインフレーション成形機を用いて厚さ60μmのフィルムを作製した。評価結果を表1に示す。
【0044】
(実施例2)
Tダイ成形機を用いた以外は、実施例1と同様にしてフィルムを作製した。評価結果を表1に示す。
【0045】
(実施例3)
2層インフレーション成形機を用いて、1層に実施例1の組成、もう1層に実施例1で用いたプロピレンホモポリマーだけでなる各30μm、総厚さ60μmの2層フィルムを作製した。評価結果を表1に示す。尚、DSCによるβ晶含有率は層毎の測定を行うことができなかったため、2層あわせて評価を行った結果である。
【0046】
(比較例1)
β晶核剤を添加しないこと以外は、実施例1と同様にしてフィルムを調製した。評価結果を表1に示す。
【0047】
(比較例2)
市販の横一軸延伸ポリプロピレンフィルムを用いて物性確認を行った。評価結果を表1に示す。
【0048】
(比較例3)
市販の二軸延伸ポリプロピレンフィルムを用いて物性確認を行った。評価結果を表1に示す。
【0049】
(比較例4)
β晶核剤を添加せず、α晶核剤を添加したこと以外は、実施例1と同様にしてフィルムを調製した。評価結果を表1に示す。
【0050】
(比較例5)
β晶核剤を添加せず、炭酸カルシウムを10重量部添加したこと以外は、実施例1と同様にしてフィルムを調製した。評価結果を表1に示す。
【0051】
これらの実施例及び比較例の結果によれば、β晶核剤を添加したポリプロピレンから成るフィルムは、その後のクレーズを発生させる工程によって、周期的な縞状のクレーズが形成された。
これに対して、β晶核剤を添加しなかったポリプロピレンにより得たフィルムに対して、実施例と同じクレーズを形成させるための処理を行っても、クレーズは形成されなかった。
さらにβ晶核剤に代えてα晶核剤や炭酸カルシウムを10重量部添加すると、その後のクレーズを形成させるための処理を行ってもクレーズは形成されなかった。
【0052】
【表1】

【産業上の利用可能性】
【0053】
本発明のクレーズ形成用ポリプロピレンフィルムは、従来品のような横一軸延伸加工を必要とせず、フィルム製造機で製造されたフィルムをそのまま利用することができるため、特殊機能品等の小ロット製品や、共押出多層フィルム等を製造する中小企業においてもクレーズ形成用フィルムを生産することが可能となる。また、本発明のクレーズ形成用フィルムは無延伸フィルムであるため、その特徴である柔軟性や伸び、ヒートシール性等を生かした包装材料用途等にも利用することができる。
【技術分野】
【0001】
本発明はクレーズ形成用ポリプロピレンフィルム及びそのクレーズ形成品に関する。
【背景技術】
【0002】
現在、クレーズを複合化したポリプロピレンフィルムが携帯電話等の液晶画面の覗き見防止や、マイクロバブル発生、浄水器のエア抜き用途等に実用化されている。
のぞき見防止フィルムは周期性クレーズのブラインド効果を利用しており、マイクロバブル発生フィルムやエア抜きフィルムは、クレーズがフィルムの厚さ方向に貫通した微細な連続孔を持つことを利用している。
【0003】
ポリプロピレンの加工において、β晶のものは、一般的なα晶のものに比べて低融点、低密度であり、α晶のものに対して結晶状態や破壊の状態が異なる特性を有している。
クレーズ形成フィルムの加工は、特許文献1に記載されているように緊張状態に保持された高分子樹脂フィルム面に、先端部が鋭角の支持体を押し当ててそこに局部的な折り曲げ部を形成し、前記折り曲げ部における折り曲げ線に対して直交する方向に引っ張ることにより、連続的な縞状のクレーズ領域を形成する方法が用いられる。
【0004】
しかし、あらゆるフィルムに縞状クレーズを複合できるわけではない。フィルムに縞状クレーズを複合する為には、クレーズが発生しやすい樹脂であることに加えて、フィルムが前述の支持体によってクレーズが複合される方向と平行に配向していないことが必要である。例えば、クレーズを複合する樹脂としてポリプロピレンが優れているが、部材や包装材料として最も広く利用されている2軸延伸ポリプロピレンフィルムにクレーズを複合することはできない。
【0005】
一方、工業的にはフィルムの供給形態は、生産効率や取り扱いの面から、ほとんどの場合ロール状であり、フィルムにクレーズを複合する場合は、ロール状フィルムの長手方向にクレーズを複合していくことが好ましい。
【0006】
そこで、フィルム流れ方向に対して垂直に一軸延伸された横一軸延伸フィルムを用いる技術が特許文献1に開示され、さらに横一軸延伸されたフィルムを複屈折位相差で規定した技術が、特許文献2、特許文献3で開示されている。
【0007】
また、横一軸延伸の複屈折位相差の数値ではクレーズの複合しやすさを評価することは困難であるとして、特定の方法で製造した横一軸延伸フィルムを用いて縞状クレーズの形成を可能にする技術が特許文献4で開示されている。
【0008】
以上より、現在工業的に製造されているフィルムでは横一軸延伸されたポリプロピレンフィルムが最もクレーズ形成に適しており、クレーズ形成の研究や応用製品に利用されている。
【0009】
一方、フィルム延伸装置は非常に大型の設備であるために広い設置場所と多額の投資が必要となることから、延伸フィルムのメーカーは大企業に限られ、生産される製品は大量消費される汎用フィルムが対象となっている。現在クレーズ形成に使用されている横一軸延伸ポリプロピレンフィルムが入手できるのも、直線カット性フィルムやシュリンクフィルム等の目的で大量に生産されているためである。
その結果、様々なクレーズ形成フィルムが提案されているにも関わらず、大量に生産されている横一軸延伸ポリプロピレンフィルムにクレーズ形成したフィルム以外の製品化が困難となっている。
【0010】
一方、フィルム製品一般の開発段階では、目的とする性能が単層フィルムで得られない場合には、共押出成形や貼り合わせによる多層化が行われる。これまでのクレーズ形成フィルムにおいても要求性能によっては多層化が必要となり、その場合には多層化したフィルムを横一軸延伸してからクレーズ形成するか、単層フィルムにクレーズを形成した後に、その後に別のフィルムの貼り合わせを行うことがある。
【0011】
しかし、多層フィルムの延伸加工を行う場合には樹脂物性の制約が多く、組み合わせ可能な樹脂が限られる上に、特殊品は前述の理由で工業化が難しい。また、そもそもクレーズ形成後の貼り合わせは、クレーズ構造を破壊してしまう押出ラミネート、サンドラミネート、サーマルラミネート等の手法は用いることができない上、材料及び工数増によるコストアップの面からも好ましくない。
【0012】
また、フィルムの物性面を考えた場合、横一軸延伸フィルムは強度や弾性率の向上等のメリットがある反面、物性の異方性が大きくなり、フィルムの伸びが小さくなると共に、柔軟性を失い、ヒートシール性も失う等のデメリットが発生する。
【0013】
さらに横一軸延伸フィルムは、直線カット性フィルムとして広く利用されているが、クレーズを形成する際には直線カット方向と平行に支持体が当たるため、加工時にフィルムが破断しやすいという問題があった。
【0014】
この加工時の破断しやすい問題は、横一軸延伸加工により付与された直線カット性が問題であるため、縦一軸延伸フィルムや無延伸フィルムを用いれば改善される。しかし、縦一軸延伸フィルムはクレーズの複合自体を行うことができない。一方、無延伸フィルムへのクレーズの形成は特許文献5に記載されており、Tダイ押出成形法ではドロー比を、インフレーション法であればブローアップ比を変えて制御することで規則的にクレーズを複合することが可能であると示されている。
【0015】
しかし、実際には、Tダイ押出成形では流れ方向に垂直には引き伸ばされる過程がないためドロー比を落としても流れ方向と垂直に配向させることはできない。また、インフレーション成形では、通常ブローアップ比は安定した製品を製造するために1.5〜2.5程度が用いられているが(「プラスチック成形」日本ポリオレフィンフィルム工業組合、8−32)、クレーズを複合するためには、50μmフィルムではブローアップ比を少なくとも4以上、装置によっては6以上で生産を行わなくてはならないため、生産の安定性からも現実的ではない。従って、いずれの成形方法においても製造条件の制御によるクレーズ形成は非常に困難である。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特許第3156058号公報
【特許文献2】特開平07−146403号公報
【特許文献3】特開平08−085161号公報
【特許文献4】特許第4047450号公報
【特許文献5】特開平07−256676号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
本発明の目的はかかる従来技術の課題を解消し、フィルムの流れ方向に垂直に延伸加工を行わずに流れ方向に確実にクレーズ形成が可能な、クレーズ形成用無延伸ポリプロピレンフィルムを提供することにある。
【課題を解決するための手段】
【0018】
本発明者は、前記課題を解決するために鋭意検討した結果、以下の手段で解決することができることを見出し、本発明をなすに到った。
1.ポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有することを特長とするクレーズ形成用フィルム。
2.クレーズ形成用フィルムが積層フィルムからなり、その少なくとも1層がポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有する1に記載のクレーズ形成用フィルム。
3.β晶核剤がアスペクト比10以上の針状または板状である1又は2に記載のクレーズ形成用フィルム。
4.β晶核剤以外に少なくとも1種の添加剤を含有した1〜3のいずれかに記載のクレーズ形成用フィルム。
5.1〜4のいずれかに記載のフィルムにクレーズ形成が施されてなるクレーズ形成フィルム。
6.クレーズ部分に機能材料を充填した5に記載のクレーズ形成フィルム。
【発明の効果】
【0019】
本発明のクレーズ形成用ポリプロピレンフィルムは、従来においてクレーズを形成させていた横一軸延伸フィルムではなく、Tダイあるいはインフレーション成形法で製造された無延伸フィルムであり、以下の特徴を備えている。
即ち、延伸工程を経ないため、延伸装置を設置する広い設置場所、多額の投資を必要とせず、フィルム製造用押出機のみで容易かつ安価にクレーズ形成用フィルムを製造することが可能である。
さらに、押出機であれば小型製膜機や共押出多層製膜機でも製造が可能であるために、従来は実用化が難しかった機能材料等を含んだクレーズ形成用特殊フィルムや多品種小ロット生産、及びクレーズ形成用多層フィルムも可能となる。
また、本発明のフィルムは横一軸延伸ポリプロピレンフィルムと比較して物性の異方性が少ないためクレーズ形成時の破断が生じ難く、柔軟で、破断伸びが大きく、ヒートシール性を持つため、従来は不可能であった単体での袋用途等にも使用することができる。
【図面の簡単な説明】
【0020】
【図1】本発明で得られた周期性クレーズの1例を示す光学顕微鏡写真
【発明を実施するための最良の形態】
【0021】
本発明のクレーズ形成用ポリプロピレンフィルムにて使用されるポリプロピレン系樹脂は、プロピレンを主要な構成成分としてなる重合体であって、具体的には、ポリプロピレンホモポリマー、プロピレンを主体としたプロピレン−エチレンランダムコポリマー、プロピレン−エチレンブロックコポリマー及び前記ポリプロピレン系樹脂とその他の樹脂とのブレンドポリマー等を用いることが可能であるが、β晶生成効率、クレーズ形成性等からポリプロピレンホモポリマーが好ましい。
【0022】
また、ポリプロピレン系樹脂のメルトインデックスは、0.05g〜100g/10分であり、好ましくは0.5〜20g/10分である。0.05g/10分未満もしくは100g/10分を超える場合、製膜適性が低下すると共にクレーズの形成が行いにくくなる。
【0023】
本発明においてはクレーズ形成用ポリプロピレンフィルムに少なくとも1種のβ晶核剤が含有されるのであり、そのβ晶核剤としては、β晶の生成効率から低添加量で効果のあるキナクリドン、キナクリドンキノン等のキナクリドン系顔料が好ましい。
【0024】
さらに、アスペクト比10以上の針状シリカやアルミナ等の担体に上記物質を担持したβ晶核剤、あるいは剤の結晶形態が針状または板状であるβ晶核剤を用いた場合には、より規則性の高いクレーズ形成が可能となる。
このように針状晶を生じるβ晶核剤の例として、N,N’−ジフェニルヘキサンジアミド、N−シクロヘキシル−4−(N−シクロヘキサンカルボニルアミノ)ベンズアミド等が知られており、これらの添加剤をポリプロピレンに練り込むことで容易かつ効果的にクレーズ形成用フィルムを得ることができる。
【0025】
結局本発明にて使用されるβ晶核剤としては、ポリプロピレンの融点よりも高い分解温度を有し、具体的には、例えばγ-キナクリドン、キナクリドンキノン、N,N’−ジシクロヘキシル−2,6−ナフタレンジカルボキシアミド、N,N’−ジフェニルヘキサンジアミド、N,N’−ジシクロヘキシルテレフタルアミド、N,N’−ジシクロヘキサンカルボニル−p−フェニレンジアミン、N,N’−ジベンゾイル−1,5−ジアミノナフタレン、N,N’−ジベンゾイル−1,4−ジアミノシクロヘキサン、N,N’−ジシクロヘキサンカルボニル−1,4−ジアミノシクロシクロヘキサン、N−シクロヘキシル−4−(N−シクロヘキサンカルボニルアミノ)ベンズアミド、N−フェニル−5−(N−ベンゾイルアミノ)ペンタンアミド、ピメリン酸とステアリン酸カルシウムの混合物、酸化鉄のナノ粒子等が知られているが、β晶を効果的に生成することができれば上記に限られるものではない。
【0026】
さらに、上記のβ晶核剤は、効果的にβ晶を生成することができれば2種以上を混合して使用しても良く、シリカやアルミナのような担体に担持させても良い。
【0027】
β晶核剤の添加量は適宜調整することができる。ポリプロピレン100重量部に対し、0.0001〜5重量部程度、好ましくは0.001〜1重量部程度、さらに好ましくは0.001〜0.1重量部である。
0.0001重量部未満ではβ晶が生成し難く、5重量部を越える場合には、効果上の有意差が認められず、ブリードが発生しやすくなり、かつ経済的に不利にもなることから、いずれも好ましくない。
【0028】
β晶核剤添加によりクレーズ形成が可能となる理由は解明されていないが、以下のような機構が考えられる。
α晶とβ晶が共存する成形物を顕微鏡で観察すると、α晶とβ晶は明確な境界を持っている。この理由としてβ晶は六方晶構造を持つが、α晶のようなクロスハッチ構造を取らないことから、両晶の間に明確な境界が現れることが考えられる。また、DSCによる測定結果から、β晶核剤を含まないポリプロピレンフィルムはほぼ全てα晶であるのに対して、本発明のフィルムではβ晶とα晶が共存していることが分かっている。その結果、本発明のフィルムではクレーズ形成時の局所的な折り曲げにより両晶の境界に応力が集中し、そこを起点としてクレーズが発生、拡大するものと考えられる。
【0029】
さらにアスペクト比が10以上であるβ晶核剤を混合した場合には、押出成形時にβ晶核剤の長手方向がフィルム流れ方向と平行に配向するため、生成するβ晶の成長方向がフィルム流れ方向と概垂直になり、より規則性の高いクレーズ形成が生じるものと考えられる。
【0030】
ここで、本発明のクレーズ形成用フィルムとするためのβ晶核剤によるβ晶分率は、10〜97%であるが、特にアスペクト比10以上のβ晶核剤を使用する場合には前述の理由からβ晶分率が低くても規則性の高いクレーズ複合フィルムが得られる。
【0031】
β晶分率は、β晶核剤の存在とフィルム製造条件により制御することができ、インフレーション成形、Tダイ成形、いずれの成形方法でも可能であるが、条件制御の容易さから高いβ晶分率を得るためにはTダイ成形が好ましい。
例えばTダイ成形において、キャストロールによる冷却固化温度を例えば80°以上に調整することにより、β晶分率を高めることができる。
得られたポリプロピレンのβ晶分率は20%以上であり、好ましくは50%以上、より好ましくは70%以上である。20%以上存在しないと十分にクレーズを形成することが困難になる。
以上のようにして得られたフィルムは、従来のクレーズ形成用フィルムでは不可欠であった横一軸延伸の工程を必要とせず、クレーズ形成が可能である。
【0032】
上記のクレーズ形成用ポリプロピレンフィルムは、多層フィルムの1層として存在しても良い。例えば、ポリプロピレン多層フィルムにおいてβ晶核剤含有層と非含有層が存在すれば、クレーズ形成時にβ晶含有層のみにクレーズを複合することが可能である。尚、多層における樹脂の組み合わせや層数はこれに限られるものではない。
そして、本発明のクレーズ形成用ポリプロピレンフィルムは、その厚さに関しては特に制限がなく、5〜1000μm、好ましくは10〜300μm、さらに好ましくは20〜100μmである。
【0033】
本発明のクレーズ形成用ポリプロピレンフィルムは、そのフィルムを形成するインフレーション成形又はTダイ成形による成形手段の下流に連続して、複数のガイドローラに通し、そのガイドローラを任意に配置させることにより、クレーズ形成用の先端に鋭角なエッジが形成された板状物の該エッジ先端に該ポリプロピレンフィルムを緊張状態にて当接させる。
このとき、該エッジによって該ポリプロピレンフィルムが折り曲げられるようにすることによって、連続して流れる該ポリプロピレンフィルムの流れ方向と直角の方向にクレーズを縞状に形成させることができる。
【0034】
また、インフレーション成形又はTダイ成形による成形手段の下流にクレーズ形成用の先端に鋭角なエッジが形成された板状物を配置する装置に代えて、予め別に得ておいた本発明のクレーズ形成用ポリプロピレンフィルムを順に上記の複数のガイドローラに流すことによりクレーズを形成させることも可能である。
また、このようなクレーズを形成する工程を複数回繰り返すことも可能であり、また、クレーズ形成用ポリプロピレンフィルムの一部、例えば、該フィルムの幅方向あるいは長さ方向の一部にのみクレーズを形成することも、先端に鋭角なエッジが形成された板状物の幅を調節したり、該フィルムに対して前進・後進させることにより可能である。
【0035】
そして、上記のクレーズ形成用の先端に鋭角なエッジが形成された板状物の該エッジの角度は120°以下であればよく、好ましくは90°以下、さらに好ましくは60°以下が好ましい。このようなエッジにより折り曲げられるクレーズ形成用ポリプロピレンフィルムの角度は150°以下で良く、好ましくは130°以下、さらに好ましくは110°以下である。
このためにクレーズ形成用ポリプロピレンフィルムに与える力は、該フィルムの降伏応力の90%以下、好ましくは85%以下である。
【0036】
また該エッジに対するクレーズ形成用ポリプロピレンフィルムの相対速度は、10m/分以下であり、好ましくは5m/分以下、さらに好ましくは1m/分以下である。
このようにして形成されたクレーズは、その幅が0.02μm〜30μm、好ましくは0.05〜20μm、さらに好ましくは1〜10μmである。これらの値はクレーズ形成後のポリプロピレンフィルムに求める性質によって任意に決定できる。例えばガス透過性の付与を目的とする場合には、フィルムを厚さ方向に貫通するクレーズがある程度の割合で存在することが必要である。
【0037】
さらに、上述のクレーズ形成用ポリプロピレンフィルムに、予め添加剤を練りこんでおくことでクレーズ形成時に添加剤による機能を発現させることができる。固形状添加剤の場合は、表面露出の効果により、液状の場合は表面積増加による揮発量増加効果が得られ、いずれの場合もフィルムへの塗布法より大きな効果が得られる。
【0038】
本発明のクレーズ形成用ポリプロピレンフィルムは、必要に応じて酸化防止剤、帯電防止剤、紫外線吸収剤、密着防止剤、滑剤、顔料、染料等の通常ポリプロピレン樹脂に添加し得る公知の各種添加剤を含んでも良い。但し、その後のクレーズ形成工程によっても十分なクレーズを形成できない程多く添加することはできない。
【0039】
また、クレーズ形成時、あるいはクレーズ形成後にクレーズ内に機能材料を取り込むことで、ポリプロピレン自体にない機能を追加することができる。クレーズ部分への機能剤充填は、ポリプロピレンの溶融成形で練り込むことのできない耐熱性の低い機能材料には特に有効であるが、クレーズ構造部分はフィルムの強度がほとんど低下することがないため、ポリプロピレンとの相溶性が悪い材料との複合の場合にも非常に有効な手段となる。
このときに使用される機能材料としては、上記の各種添加剤であり、さらに医薬品、香料、防錆剤、殺虫剤等も採用することができる。これらの機能材料のうち、ポリプロピレンに対して分散性が良好であるものは、予め添加させることができるが、そうでない機能材料はクレーズを形成させた後にクレーズ内に充填することもできる。
【実施例】
【0040】
以下、実施例を挙げて、本発明をさらに具体的に説明する。
尚、実施例は発明の1形態を示すものであり本発明はこれに限定されるものではない。
物性の測定方法及び評価方法は以下の通りである。
【0041】
〔β晶含有率の測定〕
約3mgの試料をアルミニウムパンに封入してDSCにセットし、窒素雰囲気下で室温から200℃まで10℃/分で昇温し、この時得られたDSCサーモグラムのα晶とβ晶の融解ピークの面積からβ晶含有率(Efβ)を以下の式から算出した。
Efβ=Aβ/(Aα+Aβ)×100(%)
Aα:α晶の融解に起因するピーク面積(融解ピーク温度160〜166℃)
Aβ:β晶の融解に起因するピーク面積(融解ピーク温度140〜148℃)
【0042】
〔クレーズ形成〕
クレーズ形成装置にてフィルムに支持体をフィルム流れ方向と垂直に押し当て、降伏応力の80%の張力を掛けながら100mm/分の速度で引っ張り、クレーズの複合を行った。クレーズ形成後のフィルムを光学顕微鏡で観察し、縞状の周期的クレーズ発生の有無を以下の基準で評価した。また、縞状クレーズの1例を図1に示す。
○:縞状の周期性クレーズが発生
×:周期性クレーズが発生しない
【0043】
(実施例1)
プロピレンホモポリマー(MFR7.0g/10分)100重量部にβ晶核剤として、N,N’−ジシクロヘキシルテレフタルアミドの針状結晶を0.2重量部添加し、二軸押出機を用いて混練してペレットを作成した。次にインフレーション成形機を用いて厚さ60μmのフィルムを作製した。評価結果を表1に示す。
【0044】
(実施例2)
Tダイ成形機を用いた以外は、実施例1と同様にしてフィルムを作製した。評価結果を表1に示す。
【0045】
(実施例3)
2層インフレーション成形機を用いて、1層に実施例1の組成、もう1層に実施例1で用いたプロピレンホモポリマーだけでなる各30μm、総厚さ60μmの2層フィルムを作製した。評価結果を表1に示す。尚、DSCによるβ晶含有率は層毎の測定を行うことができなかったため、2層あわせて評価を行った結果である。
【0046】
(比較例1)
β晶核剤を添加しないこと以外は、実施例1と同様にしてフィルムを調製した。評価結果を表1に示す。
【0047】
(比較例2)
市販の横一軸延伸ポリプロピレンフィルムを用いて物性確認を行った。評価結果を表1に示す。
【0048】
(比較例3)
市販の二軸延伸ポリプロピレンフィルムを用いて物性確認を行った。評価結果を表1に示す。
【0049】
(比較例4)
β晶核剤を添加せず、α晶核剤を添加したこと以外は、実施例1と同様にしてフィルムを調製した。評価結果を表1に示す。
【0050】
(比較例5)
β晶核剤を添加せず、炭酸カルシウムを10重量部添加したこと以外は、実施例1と同様にしてフィルムを調製した。評価結果を表1に示す。
【0051】
これらの実施例及び比較例の結果によれば、β晶核剤を添加したポリプロピレンから成るフィルムは、その後のクレーズを発生させる工程によって、周期的な縞状のクレーズが形成された。
これに対して、β晶核剤を添加しなかったポリプロピレンにより得たフィルムに対して、実施例と同じクレーズを形成させるための処理を行っても、クレーズは形成されなかった。
さらにβ晶核剤に代えてα晶核剤や炭酸カルシウムを10重量部添加すると、その後のクレーズを形成させるための処理を行ってもクレーズは形成されなかった。
【0052】
【表1】
【産業上の利用可能性】
【0053】
本発明のクレーズ形成用ポリプロピレンフィルムは、従来品のような横一軸延伸加工を必要とせず、フィルム製造機で製造されたフィルムをそのまま利用することができるため、特殊機能品等の小ロット製品や、共押出多層フィルム等を製造する中小企業においてもクレーズ形成用フィルムを生産することが可能となる。また、本発明のクレーズ形成用フィルムは無延伸フィルムであるため、その特徴である柔軟性や伸び、ヒートシール性等を生かした包装材料用途等にも利用することができる。
【特許請求の範囲】
【請求項1】
ポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有することを特長とするクレーズ形成用フィルム。
【請求項2】
クレーズ形成用フィルムが積層フィルムからなり、その少なくとも1層がポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有する請求項1に記載のクレーズ形成用フィルム。
【請求項3】
β晶核剤がアスペクト比10以上の針状または板状である請求項1又は2に記載のクレーズ形成用フィルム。
【請求項4】
β晶核剤以外に少なくとも1種の添加剤を含有した請求項1〜3のいずれかに記載のクレーズ形成用フィルム。
【請求項5】
請求項1〜4のいずれかに記載のフィルムにクレーズ形成が施されてなるクレーズ形成フィルム。
【請求項6】
クレーズ部分に機能材料を充填した請求項5に記載のクレーズ形成フィルム。
【請求項1】
ポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有することを特長とするクレーズ形成用フィルム。
【請求項2】
クレーズ形成用フィルムが積層フィルムからなり、その少なくとも1層がポリプロピレンを主成分とするインフレーション成形法、またはTダイ成形法による無延伸フィルムであって、結晶核剤としてβ晶核剤を含有する請求項1に記載のクレーズ形成用フィルム。
【請求項3】
β晶核剤がアスペクト比10以上の針状または板状である請求項1又は2に記載のクレーズ形成用フィルム。
【請求項4】
β晶核剤以外に少なくとも1種の添加剤を含有した請求項1〜3のいずれかに記載のクレーズ形成用フィルム。
【請求項5】
請求項1〜4のいずれかに記載のフィルムにクレーズ形成が施されてなるクレーズ形成フィルム。
【請求項6】
クレーズ部分に機能材料を充填した請求項5に記載のクレーズ形成フィルム。
【図1】

【公開番号】特開2013−76033(P2013−76033A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−217958(P2011−217958)
【出願日】平成23年9月30日(2011.9.30)
【特許番号】特許第5064594号(P5064594)
【特許公報発行日】平成24年10月31日(2012.10.31)
【出願人】(000100849)アイセロ化学株式会社 (20)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【特許番号】特許第5064594号(P5064594)
【特許公報発行日】平成24年10月31日(2012.10.31)
【出願人】(000100849)アイセロ化学株式会社 (20)
【Fターム(参考)】
[ Back to top ]