
クレーズ領域の孔径サイズの制御方法
【課題】 合成樹脂フィルムまたは合成繊維に形成されたクレーズ領域の微細孔に充填された充填剤が微細孔から容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできる機能性複合フィルムまたは繊維を得るのに有用なクレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズを適切に制御することのできる方法を提供する。
【解決手段】 クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の前記微細孔の孔径サイズを制御する方法であって、前記合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施すことを特徴とする。
【解決手段】 クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の前記微細孔の孔径サイズを制御する方法であって、前記合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施すことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、クレーズ領域の孔径サイズを制御する方法に関するものである。さらに詳しくは、この発明は、クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズを制御する方法に関するものである。
【背景技術】
【0002】
高分子材料の初期破壊現象の一つであるクレーズ現象を利用して、フィルムに周期的なクレーズ領域を積極的に形成させると、視野選択性(視界制御性ともいう。)、気体透過性等の機能性を有するフィルムが得られる。
【0003】
図10は、合成樹脂フィルム2にクレーズ領域1を周期的(縞状)に形成させた状態を示す。クレーズ領域1は、合成樹脂フィルム2の表面に現れる表面クレーズと内部に発生する内部クレーズを含むものであって、微細なひび状の模様を有する領域をさす。
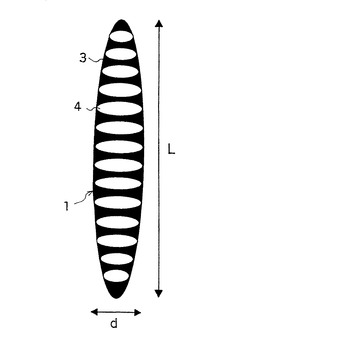
クレーズ領域1は、図11に示すように、一般に、分子束(フィブリル)3と微細孔であるボイド4とから構成され、全体がスポンジに似たナノ多孔質構造となっている。図11において、矢印d方向がクレーズ領域の幅方向を、矢印L方向がクレーズ領域の長さ方向を意味する。
【0004】
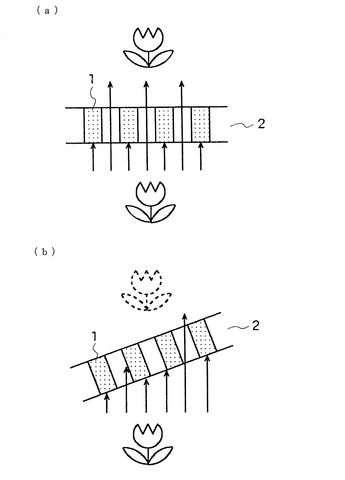
光透過性の合成樹脂フィルムの表から裏まで貫通したクレーズ領域が周期的に形成された視野選択性フィルムについて説明するに、クレーズ領域は光を散乱させることから、図12(a)に示すように、略平行な光がフィルム2に略垂直に入射した時、クレーズ領域1の間を光が透過し、フィルムの裏側に置いた文字、図形等のパターンが表側から確認できるが、(b)に示すように、フィルム2に斜めに入射した時は、光はクレーズ領域1で主に散乱され、フィルム2は不透明となって、文字、図形等のパターンが表側から確認できなくなる。
クレーズ領域を有する視野選択制フィルムは、例えば、携帯電話用の覗き見防止フィルムとして実用化されている。
【0005】
合成樹脂フィルムにクレーズ領域が形成された視野選択性フィルム等については、特許文献1、特許文献2、特許文献3、特許文献4、特許文献5を例示することができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−82607号公報
【特許文献2】特開平11−64609号公報
【特許文献3】特開平11−231108号公報
【特許文献4】特開平11−320670号公報
【特許文献5】特開2002−122713号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
クレーズ領域のボイドに染料、顔料等の色素を充填することで、特定の波長の光に対して異方性を有する視野選択性フィルムを得ることもできる(特許文献1、特許文献2、特許文献3、特許文献5参照)。
ところで、色素が充填された視野選択性フィルムは、フィルムの材質、色素によっては、クレーズ領域のボイドから色素が脱離する恐れがあり、脱離を防ぐには、透明フィルムを積層させたり、透明樹脂を塗布したりすること等の対処が考えられる。ここで、「脱離」とは、溶出を含む意味で使用している(以下同様)。
本発明者等は、クレーズに関する一連の研究で、クレーズ領域のボイドは、色素等の充填剤を収納することのできる一種のナノサイズのフラスコとして機能し得るものであって、クレーズ領域のボイドに充填剤が充填された高分子材料は、機能性複合材料等としての有用な展開が可能であるとの知見を得たものの、単に、クレーズ領域のボイドに充填剤を充填しただけでは、ボイドからの充填剤の脱離を防止できない場合が多く、一方、樹脂の塗布等を行えば、充填剤の脱離は防止できるものの充填剤の機能が十分発揮できないこともあることが想定され、樹脂の塗布等に依らず、ボイドからの充填剤の脱離を適切に抑制することが、実用上長期にわたり機能性複合材料等として機能させることが必要との認識に到達したが、具体的な解決手段は見いだせていなかった。
例えば、合成樹脂フィルムや合成繊維の染色は、合成樹脂フィルムや合成繊維の形態とする前の合成樹脂の溶融時に染料を混合し染色する方法と、フィルムや繊維の形態とした後に、直接染料、分散染料、酸性染料、塩基性染料、反応性染料等を用いて染色する方法とに大別される。
以下、便宜上、繊維について説明するに、染料を合成樹脂の溶融時に混合する方法は、熱に弱い天然染料等は使用できず、溶融時の作業性等から色数が限定され、ファッション性が大きな商品価値を持つ繊維製品には適さない。これに対し、繊維の形態とした後に染色する方法は、天然染料でも使用でき、使用可能な染料の範囲が広く、繊維製品を流行や需要量の変化に迅速に対応させることができる等利点が大きい。しかしながら、後染め等のしにくい合成繊維、例えば、ポリプロピレン繊維は、分散染料で若干染まるものの、適した染料がない。こういったことから、ポリプロピレン繊維は、水に浮くほど密度が低く保温性にも優れているが、染色した繊維としての利用はほとんどされていない。
本発明者等は、ポリプロピレン繊維の染色が可能となれば、ポリエステル、ナイロン、アクリル繊維に続き、ポリプロピレン繊維の衣料、不織布等の大きな市場が形成されるとの見地から、ポリプロピレン繊維にクレーズ領域を形成することを試みるとともに、クレーズ領域のボイドに染料を充填させ、染料が充填されたクレーズ領域のボイドの形態、染料の充填状態等について種々実験等を重ねたところ、ボイドの孔径サイズを染料が脱離しない程度にまで制御することができれば、洗濯等によって容易に色落ちしないポリプロピレン繊維染着製品を供することが可能となるとの発想に至り、さらに、ポリプロピレンに限られず、他の合成樹脂フィルムや合成繊維に形成したクレーズ領域のボイドの孔径サイズを適切に制御することができれば、熱に弱い充填剤を含め種々の機能を有する充填剤を充填したボイドからの充填剤の脱離を抑制することで充填剤の機能を長期にわたり発揮させたり、ボイドからの充填剤の脱離速度を適切に調節することで、例えば、長期にわたる徐放性を与えたりすることができるとの予想のもとに、この発明を完成するに至ったものである。
すなわち、この発明は、上記のような実情に基づき鋭意研究の結果創案されたものであり、合成樹脂フィルムまたは合成繊維に形成されたクレーズ領域の微細孔に充填された充填剤が微細孔から容易に排出、脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできる機能性複合フィルムまたは繊維を得るのに有用なクレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズを適切に制御することのできる方法、また、それに先立ち、合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填剤を充填するのに有用な方法をも提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、この発明は、(1)クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の前記微細孔の孔径サイズを制御する方法であって、前記合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施すことを特徴とする。
(2)前記(1)において、前記孔径サイズが、前記処理前より0〜95%の範囲に収縮されることが好ましい。
(3)前記(1)または(2)において、前記合成樹脂フィルムまたは合成繊維が、結晶性高分子からなり、前記熱処理が結晶緩和温度近傍の温度でなされることが好ましい。
(4)前記(1)または(2)において、前記合成樹脂フィルムまたは合成繊維が、非晶性の熱可塑性合成樹脂からなり、前記熱処理がガラス転移温度以上、熱分解温度以下の温度でなされることが好ましい。
(5)前記(1)乃至(4)のいずれかにおいて、前記充填剤が、染料、酵素、医薬品、環状オリゴ糖から選択される一種以上であることが好ましい。
(6)前記(1)乃至(5)のいずれかにおいて、前記クレーズ領域の微細孔への充填剤の充填が、クレーズ領域の微細孔内にアルコールを導入した後、前記合成樹脂フィルムまたは合成繊維を充填剤水溶液中に浸漬することでなされることが好ましい。
【発明の効果】
【0009】
この発明は、以上説明したように構成されているので、以下に記載されるような効果を奏する。
すなわち、クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズの制御が、合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施すといった、容易で、安価な操作によって可能となる。得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤は容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできることになり、このような合成樹脂フィルムまたは繊維は、機能性複合フィルムまたは繊維として各種用途に有用である。
充填剤を染料、合成繊維をポリプロピレンとした場合、すなわち、クレーズ領域の微細孔に染料が充填されたポリプロピレン繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施し、微細孔から染料が容易に排出、脱離したりしないようにクレーズ領域の微細孔の孔径サイズの制御を行うことで、実用可能な染色されたポリプロピレン繊維が得られることになる。ポリプロピレン繊維の染色に使用できる染料は、熱に弱い天然染料を含め広範囲の染料から選択でき、この繊維を用いたポリプロピレン染着繊維製品は、洗濯等によって容易に色落ち等することがない。そこで、クレーズ領域が形成されたポリプロピレン繊維を用いてあらかじめ製造しておいた繊維製品を、後染めすることで、流行や需要量の変化に迅速に対応させることができる。そのため、これまで、水に浮くほど密度が低く保温性にも優れているものの、分散染料で若干できるに過ぎないことから利用が限られていたポリプロピレン繊維を使用した衣料、不織布等の繊維製品の市場が拡大し、ポリエステル、ナイロン、アクリル繊維と同等ないしそれ以上となると予想される。
もちろん、この発明は、これまで染色が困難とされていたポリプロピレンに限られず、その他の染色しにくい合成樹脂を含め広範囲の合成樹脂の染色に利用できるのであって、これまでの、合成樹脂の染色とは異なったメカニズムによる有用な合成樹脂フィルムや合成繊維が得られることになる。
【0010】
この発明で使用できる充填剤は、染料に限られず、加熱によって変質しやすい物質のように、合成樹脂や合成繊維に溶融練り込みが困難な物質であってもよく、例えば、酵素、医薬品、環状オリゴ糖が例示できる。
これらの充填剤をクレーズ領域の微細孔に充填された合成樹脂フィルムまたは合成繊維を、熱処理またはプラズマ処理の少なくとも一方の処理を施すことで、微細孔から充填剤が容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能(例えば、酵素であれば、酵素活性作用、環状オリゴ糖であれば、包摂作用を利用した消臭機能等)を長期にわたり十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能(医薬品であれば、徐放性等による薬効作用)を長期または所定期間にわたり有効に発揮させたりできる機能性複合フィルムまたは繊維が得られる。
この発明で使用できる充填剤は、前記したものに限られるものでなく、種々の機能を持った、有用な機能性複合フィルムまたは繊維を容易にしかも安価に得ることができる。
【0011】
熱処理またはプラズマ処理の少なくとも一方の処理によって、クレーズ領域の微細孔の孔径サイズをどの程度にまで制御するかは、充填される充填剤、その機能の発現目的等に基づき、適宜決定されるものであるが、処理前より0〜95%の範囲に収縮させればよく、この範囲の収縮となるような熱処理、プラズマ処理は、簡便であり、低コストで行うことができる。
なお、「処理前より収縮」とは、例えば、熱処理についていえば、充填後に行われた充填処理よりも高温での処理操作による収縮を含むものである。
【0012】
合成樹脂フィルムまたは合成繊維が、結晶性の熱可塑性合成樹脂からなる場合は、熱処理が結晶緩和温度近傍の温度でなされることで、クレーズ領域の微細孔の孔径サイズの制御を安定して、確実に、かつ容易に行うことができる。
合成樹脂フィルムまたは合成繊維が、非晶性の熱可塑性合成樹脂からなる場合は、熱処理がガラス転移温度以上、熱分解温度以下の温度でなされることで、クレーズ領域の微細孔の孔径サイズの制御を安定して、確実に、かつ容易に行うことができる。
【0013】
ここにおいて、合成樹脂フィルムまたは合成繊維を、例えば、アルコール中に浸漬し、クレーズ領域の微細孔内にアルコールを導入した後、合成樹脂フィルムまたは合成繊維を充填剤水溶液中に浸漬すると、アルコールと水溶液とが入れ替わり、疎水性の合成樹脂フィルムまたは合成繊維であっても、クレーズ領域の微細孔への充填剤の充填が確実にかつ容易に行うことができる。
【図面の簡単な説明】
【0014】
【図1】合成樹脂フィルムの分子配向方向と略平行にクレーズ領域を形成するのに適したクレーズ形成装置の概略図である。
【図2】合成繊維の繊維軸と略直行する方向にクレーズ領域を形成するのに適したクレーズ形成装置の概略図である。
【図3】図2のクレーズ形成装置によって繊維軸と略直行する方向にクレーズ領域が形成された合成繊維の一例を示す図面代用写真である。
【図4】熱処理、プラズマ処理による合成繊維のクレーズ領域の微細孔への影響を示す積算細孔容積分布図である。
【図5】40℃の熱処理による合成繊維のクレーズ領域の微細孔のlog微分細孔容積分布図である。
【図6】120℃の熱処理による合成繊維のクレーズ領域の微細孔のlog微分細孔容積分布図である。
【図7】40℃の熱処理とプラズマ処理とをした合成繊維のクレーズ領域の微細孔のlog微分細孔容積分布図である。
【図8】熱処理温度による合成繊維のクレーズ領域の細孔径の変化を示す図である。
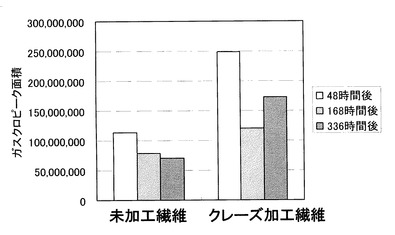
【図9】合成繊維のクレーズ領域へ充填されたL−メントールの放出性を示す図である。
【図10】合成樹脂フィルムにおけるクレーズ領域の一例を示す図である。
【図11】クレーズ領域の模式図である。
【図12】クレーズ領域が形成された合成樹脂フィルムの視野選択性の説明図で、(a)は光がフィルムに略垂直に入射した場合、(b)は斜めに入射した場合を示す。
【発明を実施するための形態】
【0015】
以下、発明を実施するための形態を示し、さらに詳しくこの発明について説明する。もちろんこの発明は以下の実施の形態によって限定されるものではない。
この発明で、クレーズ領域とは、図11に示した状態に限られず、クラックに近い状態をも含むものである。
【0016】
この発明で使用する合成樹脂フィルムとしては、図10に示すようなクレーズ領域が周期的(縞状)に形成されるものであればよく、結晶性あるいは非晶性の熱可塑性合成樹脂、熱硬化性合成樹脂フィルムが使用できるが、これに限られるものではない。
結晶性の熱可塑性合成樹脂としては、ポリエチレン、ポリプロピレン等のポリオレフィン、ポリアミド、ポリエチレンテレフタレート等のポリエステル、ポリフッ化ビニリデンが例示できる。
非晶性の熱可塑性合成樹脂としては、ポリスチレン、スチレンアクリロニトリル、アクリロニトリル・ブタジエン・スチレン共重合体等のスチレン系樹脂、ポリアクリロニトリル、ポリメチルメタクリレート、ポリ塩化ビニル、ポリ酢酸ビニル、ポリカーボネートが例示できる。
熱硬化性合成樹脂としては、エポキシ樹脂、アクリル・エポキシ樹脂、ポリオール・イソシアネートウレタン系樹脂、フェノール樹脂、メラミン樹脂が例示できる。
合成樹脂には、適宜の添加剤等を含有させてもよい。添加剤としては、例えば、酸化チタン、炭酸カルシウムを挙げることができる。
【0017】
合成樹脂フィルムとしては、1種類の樹脂、または、2種以上の樹脂をブレンドした単層のものであってもよく、また、2種以上の合成樹脂フィルムを多層としたものであってもよい。多層フィルムの場合、外層の少なくとも一方にクレーズ領域が形成されたものであればよい。
単層の合成樹脂フィルムは、溶融Tダイ押出法、インフレーション法等によって製造され、多層のものは溶融共押出法、ラミネート法、コーティング法等によって製造される。その他、溶剤キャスト法、ロール延伸法によって合成樹脂フィルムを製造してもよい。
合成樹脂フィルムは、分子配向したものでも、実質的に分子配向していないものでもよい。分子配向した合成樹脂フィルムでは、分子配向方向と略平行な方向にクレーズ領域が形成しやすい。
分子配向した合成樹脂フィルムは、一軸延伸によって分子配向したものがクレーズ領域を形成しやすいことから好ましいが、二軸延伸によって分子配向したものでもよく、この場合、二軸方向の延伸が異なり、一方向のみ配向を大きくしたものが好ましい。
【0018】
また、この発明で使用する合成繊維としては、繊維軸方向に直交するクレーズ領域が周期的(縞状)に形成されるものであればよく、結晶性あるいは非晶性の熱可塑性合成繊維、熱硬化性合成繊維が使用できるが、これに限られるものではない。
結晶性の熱可塑性合成繊維としては、ポリエチレン、ポリプロピレン等のポリオレフィン繊維、ポリアミド繊維、ポリエチレンテレフタレート等のポリエステル繊維が例示できる。
非晶性の熱可塑性合成繊維としては、ポリ塩化ビニル繊維、ポリ酢酸ビニル繊維、アクリル繊維が例示できる
熱硬化性合成繊維としては、フェノール繊維(ノボロイド)が例示できる。
【0019】
合成繊維としては、無延伸でも繊維軸方向に延伸されたものであってもよい。例えば、ポリプロピレン繊維、ポリエステル繊維を延伸する場合の延伸倍率は、1〜3倍とすることが好ましい。
【0020】
この発明で、合成樹脂フィルムまたは合成繊維に、クレーズ領域を周期的(縞状)に形成する方法としては、例えば、合成樹脂フィルムまたは合成繊維を、折り曲げてそこに局部的な折り曲げ部を形成し、その後、合成樹脂フィルムまたは合成繊維を折り曲げ部における折り曲げ線に対して直交する方向に引っ張ることにより、合成樹脂フィルムまたは合成繊維に折り曲げ部と略平行で周期的(縞状)にクレーズ領域を形成する力学的クレージング方法が採用できる。
このような力学的クレージング方法によるクレーズ領域の形成メカニズムは、1)局所的な曲げによって生ずる応力集中とクレーズ領域の発生、2)クレーズ領域の発生と同時に起こる弾性率の低下に伴う応力解放とクレーズ領域の成長の停止、3)再び応力集中が起こるまでの休止期間、の3段階のプロセスが自動的に繰り返されることによるものであると解されている。
【0021】
次に、合成樹脂フィルムに、クレーズ領域を周期的(縞状)に形成するためのクレーズ形成装置について説明する。
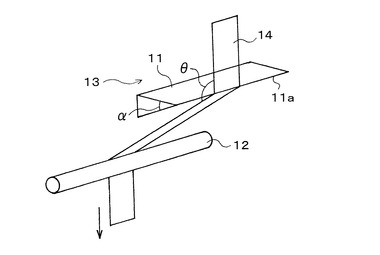
図1は、合成樹脂フィルムの分子配向方向と略平行にクレーズ領域を形成するのに適したクレーズ形成装置の概略図である。
図1に示すクレーズ形成装置は、概略、先端部が鋭角なエッジ11aとなった処理刃11とガイドローラ12で構成されるクレージング処理機13と、張力付与機構(図示せず)とからなる。緊張状態に保持された合成樹脂フィルム14をその分子配向方向と略平行方向に処理刃のエッジ11aに当接して、合成樹脂フィルム14を局部的に折り曲げて変形域を形成し、その折り曲げ変形域を、合成樹脂フィルム14に対して相対的に徐々に移動させることで、移動方向と略直角の方向に連続的にクレーズ領域を縞状に形成することができる。
合成樹脂フィルムに対し折り曲げ変形域を相対的に移動させるには、(ア)合成樹脂フィルム14の変形の屈曲角度を維持して処理刃11とガイドローラ12を一体として合成樹脂フィルム14に対し移動させる構造、または、(イ)合成樹脂フィルム14の変形の屈曲角度を維持しつつ処理刃11とガイドローラ12に対し合成樹脂フィルム14を移動させる構造により可能である。(ア)の構造によると、合成樹脂フィルムの長さ方向にわたり、必要とする任意の距離だけクレージング処理を複数回繰り返し行うことが可能であり、合成樹脂フィルムに、より容易に規則的で連続したクレーズ領域を形成することができることから好ましい。また、規則的で連続したクレーズ領域を形成するには、合成樹脂フィルムに付与する張力を比較的低く設定し、クレージング処理を複数回繰り返し行うことが好ましい。
このようにクレーズ領域を分子配向方向と略平行の方向に形成するのは、分子鎖の配向の方向と直角の方向に引っ張ることによって比較的容易にクレーズ領域が形成され、分子鎖の配向の方向と直角の方向にクレーズ領域を形成することが難しいことによる。
無配向の合成樹脂フィルムにクレーズ領域を縞状に形成させる場合も、図1に示す装置によってクレーズ領域を縞状に形成することが、クレーズ領域の幅、クレーズ領域の隔たり等を調節することが容易であることから好ましい。
【0022】
合成樹脂フィルムに形成されたクレーズ領域の幅、クレーズ領域間の隔たり、クレーズ領域の貫通された数の割合等は、合成樹脂フィルムの材質、厚さ、分子配向の度合いやクレーズ領域を形成させる時の温度、合成樹脂フィルムの緊張度(緊張状態における張力)、処理刃のエッジ角度α、フィルムの折り曲げ角度θ、合成樹脂フィルムの折り曲げ変形域の相対的移動速度(クレージング形成速度)等によって調節することができる。例えば、クレーズ領域を形成させる時の張力を増大させたり、折り曲げ角度θを小さくすると、縞状に形成されるクレーズ領域の間隔は小さくなり、クレーズ領域の貫通された数の割合が増大する。なお、クレージング処理を複数回行うと、クレーズ領域を深さ方向へも成長させることができる。
これまでの実験結果等からすると、合成樹脂フィルムのクレージング処理条件としては、処理刃のエッジ角度αは、50度以下が好ましく、30度以下がより好ましい。また、合成樹脂フィルムの折り曲げ角度(処理角度)θは、140度以下が好ましく、120度以下がより好ましく、110度以下が望ましい。また、移動速度は100mm/min以下が好ましく、特に10mm/min〜4mm/minが望ましい。もちろん、これらに限定されるものではなく、合成樹脂フィルムの材質、厚さ等によっても相違することはいうまでもない。
【0023】
なお、合成樹脂フィルムにクレーズ領域を周期的(縞状)に形成させるには、前記した方法に限られず、例えば、特許文献3、特許文献4に開示されているように、積層した合成樹脂フィルムを引き伸ばすようにしてクレーズ領域を縞状に形成するようにしてもよい。
【0024】
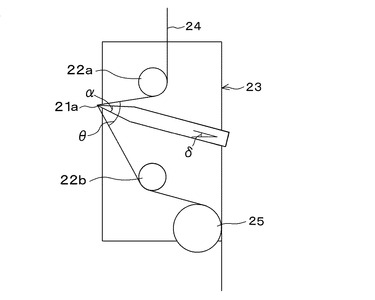
この発明で、合成繊維の繊維軸と略直行するクレーズ領域を周期的(縞状)に形成するには、図1に示すと同様のクレーズ形成装置によってもよいが、これを改良した図2に示されるようなクレーズ形成装置を使用することが、合成繊維フィラメントにクレーズ領域を安定して形成することができることから好ましい。
図2に示すクレーズ形成装置は、概略、先端部が鋭角なエッジ21aとなった処理刃21が、上部ガイドローラ22aと下部ガイドローラ22bとの間に配設されたクレージング処理機23と、張力付与機構(図示せず。)とからなる。25は方向変換用ローラである。処理刃21は、任意の仰角δに設定可能となっている。緊張状態に保持された合成繊維フィラメント24をその繊維軸と直行する方向に処理刃のエッジ21aに当接させて、合成繊維フィラメント24を局部的に折り曲げて変形域を形成し、その折り曲げ変形域を、合成繊維フィラメント24に対して相対的に徐々に移動させることで、移動方向と略直角の方向に連続的にクレーズ領域を縞状に形成することができる。この装置では、上部ガイドローラ22aによって、クレージング処理時の処理刃のエッジ21aと上部ガイドローラ22aと間の合成繊維フィラメント24の長さを一定とすることができ、繊維軸方向に分子配向をもつ合成繊維フィラメントであってもクレーズ領域を安定して形成することができることになり、有効である。
合成繊維フィラメントに対し折り曲げ変形域を相対的に移動させるには、(ア)合成繊維フィラメント24の変形の屈曲角度を維持して処理刃21、上部ガイドローラ22a、下部ガイドローラ22bを一体として合成繊維フィラメント24に対し移動させる構造、または、(イ)合成繊維フィラメント24の変形の屈曲角度を維持しつつ処理刃21、上部ガイドローラ22a、下部ガイドローラ22bに対し合成繊維フィラメント24を移動させる構造により可能である。(ア)の構造によると、合成繊維フィラメントの長さ方向にわたり、必要とする任意の距離だけクレージング処理を複数回繰り返し行うことが可能であり、合成繊維フィラメントに、より容易に規則的で連続したクレーズ領域を形成することができることから好ましい。また、規則的で連続したクレーズ領域を形成するには、合成繊維フィラメントに付与する張力を比較的低く設定し、クレージング処理を複数回繰り返し行うことが好ましい。
【0025】
合成繊維フィラメントに形成されたクレーズ領域の幅、クレーズ領域間の隔たり、クレーズ領域の貫通された数の割合等は、合成繊維フィラメントの材質、太さ、分子配向の度合いやクレーズ領域を形成させる時の温度、合成繊維フィラメントの緊張度(緊張状態における張力)、処理刃のエッジ角度α、フィルムの折り曲げ角度θ、処理刃の仰角δ、処理刃の先端と上部ガイドローラとの距離、合成繊維の折り曲げ変形域の相対的移動速度(クレージング形成速度)等によって調節することができる。例えば、クレーズ領域を形成させる時の張力を増大させたり、折り曲げ角度θを小さくすると、縞状に形成されるクレーズ領域の間隔は小さくなり、クレーズ領域の貫通された数の割合が増大する。なお、クレージング処理を複数回行うと、クレーズ領域を深さ方向へも成長させることができる。
これまでの実験結果等からすると、合成繊維フィラメントのクレージング処理条件としては、処理刃のエッジ角度αは、50度以下が好ましく、30度以下がより好ましい。処理刃の仰角δは、60度以下が好ましい。また、合成繊維フィラメントの折り曲げ角度(処理角度)θは、175度以下が好ましく、160度以下がより好ましく、155度以下が望ましい。なお、θの下限角度は145度程度である。また、移動速度は、1,000mm/minでも可能であるが、100mm/min以下が好ましく、特に60mm/min〜4mm/minが望ましい。もちろん、形成されるクレーズ領域は、合成繊維フィラメントの材質、太さ、断面形状等によっても相違することはいうまでもない。
【0026】
合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填する充填剤としては、クレーズ領域のナノサイズの微細孔に充填できるものであれば特に限定されるものではなく、溶融練り込みが困難な加熱によって変質しやすい物質でも充填することができることになる。
このような充填剤のうち、染料としては、酸性染料、塩基性染料、分散染料、直接染料、有機顔料が例示できる。
また、その他の充填剤として、酵素、メントールに例示される医薬品、α−デキストリンに例示される包摂作用を有する環状オリゴ糖等を挙げることができる。
【0027】
クレーズ領域が形成された合成樹脂フィルムのクレーズ領域の微細孔に充填剤を充填するには、充填剤溶液中に浸漬する方法、充填剤溶液をローラ、ドクターによって塗布する方法、または、スプレー等によって塗布する方法が例示できる。充填剤溶液の溶媒としては、水、有機溶媒が使用可能である。また、界面活性剤等を添加してもよい。なお、「溶液」は分散液をも含む意味で使用している(以下同様。)。
染料液の存在下で合成樹脂フィルムをクレージング処理することで、クレーズ領域の形成と同時に染着するようにした視野選択性フィルムの製造方法(特許文献2参照)に準じて、充填剤溶液の存在下で合成樹脂フィルムをクレージング処理し、クレーズ領域の形成と同時に充填剤をクレーズ領域の微細孔に充填するようにすれば、クレーズ領域に気泡が残りにくく、微細孔への充填が良好となる。
【0028】
クレーズ領域が形成された合成繊維のクレーズ領域の微細孔に充填剤を充填するには、繊維の状態で行う場合と繊維製品とした状態で行う場合に大別される。
繊維の状態で行う場合は、充填剤が調製された溶液中に浸漬する方法が好ましい。
繊維製品とした状態で行う場合は、充填剤溶液中に浸漬する方法、充填剤溶液をローラ、ドクターによって塗布する方法、または、スプレー等によって塗布する方法が例示できる。充填剤溶液の溶媒としては、水、有機溶媒が使用可能である。また、界面活性剤等を添加してもよい。
従って、例えば、クレーズ領域が形成されたポリプロピレン繊維のクレーズ領域の微細孔に染料を充填するのにも、繊維の状態で行う場合と繊維製品とした状態で行う場合とがある。
繊維の状態で行う場合は、浸染が好ましい。
繊維製品とした状態で行う場合は、浸染、捺染が採用できる。
【0029】
ところで、合成樹脂フィルムまたは合成繊維を、例えば、アルコール中に浸漬し、クレーズ領域の微細孔内にアルコールを導入した後、合成樹脂フィルムまたは合成繊維を充填剤水溶液中に浸漬すると、アルコールと水溶液とが入れ替わり、疎水性の合成樹脂フィルムまたは合成繊維であっても、クレーズ領域の微細孔への充填剤の充填が確実にかつ容易に行うことができる。従って、この充填方法は、とりわけ、ポリプロピレン、ポリエステル等の疎水性の合成樹脂フィルムまたは合成繊維に酵素のような親水環境下にある充填剤をクレーズ領域の微細孔に充填するのに適している。アルコールとしては、メチルアルコール、エチルアルコールが例示できるが、これらに限られるものではない。
【0030】
また、合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填剤を充填する際、常温でなく、ある程度温度をかける必要がある場合は、適宜の手段(例えば、固定具)で、合成樹脂フィルムまたは合成繊維を緊張下におき充填すると、充填効率を向上させることができる。
ここにおいて、クレーズ領域が形成された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填される充填剤の充填率は、微細孔の孔径サイズをどの程度にまで制御するかを考慮して適宜決定すればよい。
【0031】
前記したようにしてクレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施し、クレーズ領域の微細孔の孔径サイズを適切に制御することで、得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤が容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできることになる。
熱処理またはプラズマ処理の少なくとも一方の処理によって制御されるクレーズ領域の微細孔の孔径サイズは、一般的には、微細孔の孔径サイズを処理前より0〜95%の範囲に収縮させることが、前記した機能を合成樹脂フィルムまたは合成繊維に発揮させる上で好ましい。微細孔の孔径サイズを処理前より0〜80%の範囲に収縮させることがより好ましい。
より具体的には、微細孔の孔径サイズを処理前より0〜65(より好ましくは0〜40%)の範囲に収縮させることが、得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤が容易に脱離したりしないようにする観点からには望ましい。
微細孔の孔径サイズを処理前より20〜95(より好ましくは20〜50)%の範囲に収縮させることが得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節したりする観点からは望ましい。
【0032】
クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズを制御するための熱処理としては、例えば、乾熱処理、湿熱処理、温浴処理を採用することができる。クレーズ領域が形成された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔への充填剤の充填が、充填剤溶液中に浸漬することによって行う場合は、クレーズ領域の微細孔への充填剤の充填後に、液温を熱処理温度にまで昇温させて、クレーズ領域の微細孔の孔径サイズを制御するようにしてもよい。
熱処理条件(熱処理媒体、温度、時間等)は、処理対象となる合成樹脂フィルムまたは合成繊維の材質、配向度、充填剤の種類、処理前の充填状態、必要とする処理後のクレーズ領域の微細孔の孔径サイズ等によって適宜決定される。
処理対象となる合成樹脂フィルムまたは合成繊維が、結晶性の熱可塑性合成樹脂からなる場合は、熱処理が結晶緩和温度近傍の温度でなされることで、クレーズ領域の微細孔の孔径サイズの制御を安定して、確実に、かつ容易に行うことができる。具体的には、微細孔から充填剤が容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能(例えば、酵素であれば、酵素活性作用、環状オリゴ糖であれば、包摂作用を利用した消臭機能等)を長期にわたり十分に発揮させたりするには、結晶緩和温度から+20℃の範囲で適宜選択すればよく、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能(医薬品であれば、徐放性等による薬効作用)を長期または所定期間にわたり有効に発揮させたりするには、クレーズ領域の微細孔の孔径サイズの制御を精密に行うことから、結晶緩和温度前後の温度範囲で適宜選択することが好ましい。
例えば、ポリプロピレンフィルムまたは繊維の場合、結晶緩和温度近傍の温度としては、立体規則性、分岐の程度、分子量等によって相違するが、60〜150℃(より好ましくは、80〜120℃)である。
【0033】
処理対象となる合成樹脂フィルムまたは合成繊維が、非晶性の熱可塑性合成樹脂からなる場合は、熱処理をガラス転移温度以上、熱分解温度以下の温度で行うことで、クレーズ領域の微細孔の孔径サイズの制御を安定して、確実に、かつ容易に行うことができる。具体的には、ガラス転移温度以上で、クレーズ領域の微細孔の孔径サイズの収縮が著しいことから、ガラス転移温度以上ガラス転移温度+20℃以下の範囲で適宜選択することが好ましい。
【0034】
クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズを制御するためのプラズマ処理としては、例えば、水素、窒素、酸素、希ガスを用いたプラズマ処理を採用することができる。
プラズマ処理条件(ガスの種類、時間等)は、処理対象となる合成樹脂フィルムまたは合成繊維の材質、配向度、充填剤の種類、処理前の充填状態、必要とする処理後のクレーズ領域の微細孔の孔径サイズ等によって適宜決定される。
これら熱処理、プラズマ処理は、いずれも、容易で安価であり、もちろん、両処理を併用することも容易で安価である。
【0035】
また、合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填剤を充填した後、洗浄等によって合成樹脂フィルムまたは合成繊維の表面部の充填剤を内部より多く脱離させるようにすると、表面部と内部での充填剤の密度を異ならせることができ、この状態で熱処理等を施すと、合成樹脂フィルムまたは合成繊維の表面部において、内部より微細孔の孔径を容易に収縮させることができる。
【0036】
クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維に熱処理またはプラズマ処理の少なくとも一方の処理を施すといった、極めて容易で、安価な操作によって、クレーズ領域の微細孔の孔径サイズを制御することができ、得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤は容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできることになり、このような合成樹脂フィルムまたは合成繊維は、機能性複合フィルムまたは繊維として各種用途に有用である。
例えば、充填剤を染料、合成繊維をポリプロピレンとした場合、すなわち、クレーズ領域の微細孔に染料が充填されたポリプロピレン繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施し、微細孔から染料が容易に脱離したりしないようにクレーズ領域の微細孔の孔径サイズの制御を行うことで、実用可能な染着されたポリプロピレン繊維が得られることになる。ポリプロピレン繊維の染色に使用できる染料は、広範囲の染料から選択でき、この繊維を用いたポリプロピレン染着繊維製品は、洗濯等によって容易に色落ち等がないこととなる。そこで、クレーズ領域が形成されたポリプロピレン繊維を用いてあらかじめ製造しておいた繊維製品を後染めすることで、流行や需要量の変化に迅速に対応させることができる。そのため、これまで、水に浮くほど密度が低く保温性にも優れているものの、分散染料で若干で染色できるに過ぎないことから利用が限られていたポリプロピレン繊維を使用した衣料、不織布等の繊維製品の市場が、拡大し、ポリエステル、ナイロン、アクリル繊維と同等ないしそれ以上となる可能性がある。
【0037】
なお、クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズの制御が、熱処理またはプラズマ処理の少なくとも一方の処理によってなされた後、合成樹脂フィルムまたは合成繊維を延伸処理することで、微細孔の孔径サイズを更に微調整するようにしてもよい。
【実施例】
【0038】
次に、実施例を示しさらに詳しく説明する。本発明はこれらの実施例によって限定されるものではない。
<試料>
MFR60のアイソタクチックポリプロピレンをエクストルーダーより押し出し、口金(温度240℃)から40mm/minの速度で巻き取り、36本のマルチフィラメントを得た。ポリプロピレンフィラメントの平均直径は70μmである。
クレージング処理には、図2に示すクレージング処理機であって、処理刃、上部ガイドローラ、下部ガイドローラを一体としてフィラメントに対して移動させる構造のものを採用した。具体的には、引張試験機(TOYO BALDWIN製、TENSILON−UTM−4−200)の下部チャックに、図2のクレージング処理機を取り付けて、クレージング処理機を上下に移動できるようにし、フィラメントの上端を引張試験機の上部チャックに固定し、上部ガイドローラと下部ガイドローラの間で、処理刃のエッジをフィラメントの繊維軸と直行する方向に当接させて、フィラメントを局所的に折り曲げて変形域を形成し、フィラメントを方向変換用ローラを介して下方に案内し、下端に荷重をかけて一定張力をフィラメントに付与し、折り曲げ変形域をフィラメントに対し移動させることを繰り返し行えるようにしたものである。
【0039】
ポリプロピレンマルチフィラメントの長さを300mmとし、各ポリプロピレンフィラメントを並列させた状態で、繊維軸に直交する方向に処理刃を当接させ、処理刃のエッジ角度αを30度、処理刃の仰角δを30度、フィルムの屈曲角度θを155度、上部ガイドローラと処理刃のエッジまでの距離を22mm、ポリプロピレンマルチフィラメント1本当たりの張力を50g、クレージング処理速度を40mm/minとし、室温で、クレージング処理を行った。
【0040】
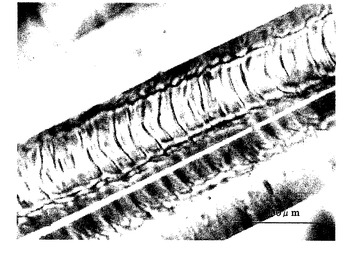
図3は、クレージング処理されたポリプロピレンフィラメントの光学顕微鏡写真であって、クレーズ領域が繊維軸に略直行して形成されている。
【0041】
前記したクレージング処理条件によって得られたポリプロピレンフィラメントについて、以下の条件に従い熱処理、プラズマ処理を行い、クレーズ領域の微細孔に及ぼす熱処理、プラズマ処理の影響を細孔分布測定装置(製品名;水銀ポロシメータ 型番:ポアマスター33、カンタクローム社製)を用い水銀圧入法によって測定した。
熱処理は、40℃、120℃の加熱雰囲気中で、30分間ポリプロピレンフィラメントをフリーの状態に放置することで行った。ポリプロピレンフィラメントのサンプルは、40℃−1、40℃−2、120℃−1、120℃−2の4種類である。熱処理後の各サンプルの積算細孔容積分布を図4に、40℃でのlog微分細孔容積分布を図5、120℃でのlog微分細孔容積分布を図6に示す。
プラズマ処理は、高周波電源(13.5MHZ)のプラズマ装置(製品名;PLASMAPOLYMERIZATIONSYSTEM Model PD−10S、SAMCO製)を用い、アルゴンガスを電力100w、真空度1Torrでプラズマ化したガスを、5分間照射することで行った。ポリプロピレンフィラメントのサンプルは、40℃の雰囲気中で30分間熱処理した1種類である。プラズマ処理後のサンプルの積算細孔容積を図4に、log微分細孔容積を図7に示す。
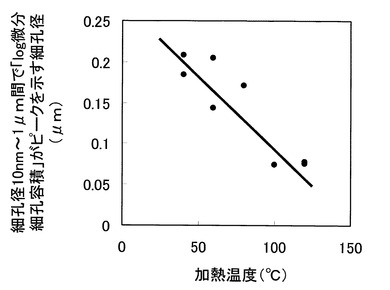
また、図8に、前記したクレージング処理条件によって得られたポリプロピレンフィラメントについて、微細孔径10nm〜1μm間で「log微分細孔容積」がピークを示す細孔径と熱処理温度との関係を示す。なお、図8には、熱処理を、60℃、80℃、100℃で行った結果も示している。
これらの結果は、熱処理、プラズマ処理によってクレーズ領域の微細孔の孔径サイズが制御できることを示しており、さらに、熱処理、プラズマ処理によれば、クレーズ領域の微細孔に充填された充填剤は容易に排出、脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできる孔径サイズにクレーズ領域の微細孔の孔径サイズを制御することができるといえる。
クレーズ領域の微細孔の孔径サイズを熱処理、プラズマ処理によってどの程度のサイズまで収縮させるかは、合成樹脂の材質、充填剤の種類、サイズ、充填剤の機能の発現目的等に基づき、適宜決定される。
【0042】
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを用いて、以下のようにして、クレーズ領域の微細孔への染料以外の充填剤の充填可能性等を確認するため、L−メントール、α−シクロデキストリンの充填試験を行った。
<参考例1>
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを、L−メントール10重量%のエチルアルコール溶液に浸漬した。浸漬は、液温130℃、浸漬時間30分間である。
その後、エチルアルコールで2分程度洗浄した。
洗浄後、20℃、相対湿度65%の雰囲気中に放置し、放置時間48時間後、168時間後、336時間後のL−メントールの放出量をガスクロマトグラフィーで測定した。各測定後は、次の測定まで、20℃、相対湿度65%の雰囲気中に放置したものである。
得られた結果を図9に示す。
なお、クレージング処理していないポリプロピレンフィラメントについて、同様のL−メントール充填試験を行った結果も、図9に示している。
【0043】
<参考例2>
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを、α−シクロデキストリン0.5%水溶液中に浸漬した。浸漬は、液温60℃、浸漬時間30分間である。
その後、2分程度水洗した。
水洗後、フェノール硫酸法により、クレーズ領域と未クレーズ領域へのα−シクロデキストリンの充填量を測定した。
その結果、クレーズ領域には、ポリプロピレンフィラメント1g当たりα−シクロデキストリンは280μg充填されており、未クレーズ領域には、97μgが充填されており、クレーズ領域に多量のα−シクロデキストリンが充填されることが確認された。
【0044】
(実施例1)
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを用い、水100重量部に対し酸性染料(商品名;C.I.Acid Red 111、日本化薬(株)製)0.1重量部を混合した染料液中に浸漬し、染料をクレーズ領域の微細孔に充填した。染色は、染色液を常温から60℃まで昇温させ、60℃を30分間維持することで行った。
染料がクレーズ領域の微細孔に充填されたポリプロピレンフィラメントを、炭酸ナトリウム0.05%とカチオン系界面活性剤(商品名;センカノールCW、センカ(株)製)0.2%を含む水溶液中で、80℃、30分間洗浄し、その後、フィルム表面の染料を水洗いによって除去し、室温下、デシケーター中で乾燥させ、染料充填後のポリプロピレンフィラメントを得た。
次いで、フリーの状態で、90℃の加熱雰囲気中で、30分間熱処理を行い、実施例1のポリプロピレンフィラメントを得た。
酸性染料は60℃の染色温度でクレーズ領域の微細孔に充填された後、一種の熱処理でもある80℃の洗浄を経て、90℃で熱処理されており、図8を参考とすると、染料の充填後約59%のサイズに収縮することになる。
実施例1のポリプロピレンフィラメントについて、洗濯を繰り返したが、色落ちは殆ど認められなかった。
【0045】
(実施例2)
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを用い、水100重量部に対し分散染料(商品名;C.I.Disperse Blue 56、日本化薬(株)製)0.1重量部を分散した染料液中に浸漬し、染料をクレーズ領域の微細孔に充填した。染色は、染色液を常温から60℃まで昇温させ、60℃を30分間維持することで行った。
染料がクレーズ領域の微細孔に充填されたポリプロピレンフィラメントを、水酸化ナトリウム0.1%、アニオン系界面活性剤(商品名;サンモールRC−700E、日華化学(株)製)0.2%、ハイドロサルファイトナトリウム0.2%を含む水溶液中で、80℃、30分間洗浄し、その後、フィルム表面の染料を水洗いによって除去し、室温下、デシケーター中で乾燥させ、染料充填後のポリプロピレンフィラメントを得た。
次いで、フリーの状態で、120℃の加熱雰囲気中で、30分間熱処理を行い、実施例2のポリプロピレンフィラメントを得た。
分散染料は60℃の染色温度でクレーズ領域の微細孔に充填された後、一種の熱処理でもある80℃の洗浄を経て、120℃で熱処理されており、図8を参考とすると、染料の充填後約35%のサイズに収縮することになる。
実施例2のポリプロピレンフィラメントについて、洗濯を繰り返したが、色落ちは殆ど認められなかった。
【0046】
試料(図4〜図8)、参考例1、参考例2、実施例1、実施例2等の結果からすると、クレーズ領域の微細孔から容易に脱離しないことが求められる染料のような充填剤においては、染料の種類、その分子構造、分子量、合成樹脂フィルムまたは合成繊維の材質、合成樹脂フィルムまたは合成繊維と染料との親和性等によっても一概にはいえないが、微細孔の孔径サイズを0.15〜0.06μm、より好ましくは0.1〜0.06μm程度にまで収縮させれば、略十分な効果が得られるといえる。
なお、前記したクレージング処理条件によって得られたポリプロピレンフィラメントを用い、フリーの状態で、40℃の加熱雰囲気中で30分間熱処理を行った参照1、80℃の加熱雰囲気中で30分間熱処理を行った参照2、120℃の加熱雰囲気中で30分間熱処理を行った参照3の3種類を用意し、それぞれ、水100重量部に対し酸性染料(商品名;C.I.Acid Green 27、日本化薬(株)製)0.1重量部を混合した染料液中に浸漬し、染色液を常温から60℃まで昇温させ、60℃を30分間維持した。
そして、実施例1と同一条件で洗浄し、乾燥させた。
参照1は、染色されており、参照2は僅かに染色され、参照3は染色されなかった。これらからすると、ある温度以上の熱処理によって染料が微細孔に入らなくなることが確認できた。このことも、クレーズ領域の微細孔から容易に脱離しないことが求められる染料のような充填剤においては、熱処理等によって微細孔の孔径サイズを、前記したような0.15〜0.06μm、より好ましくは0.1〜0.06μm程度にまで収縮させれば、略十分な効果が得られるといったことを裏付けているといえる。
α−シクロデキストリンに例示されるような機能性のある充填剤が微細孔に充填された状態で、充填剤の機能を長期にわたり十分に発揮させるには、微細孔の孔径サイズを染料の場合よりやや大きな範囲にまで収縮させれば、略十分な効果が得られるといえる。なお、充填剤が微細孔に充填された状態で、充填剤の機能を長期にわたり十分に発揮させるのに適した微細孔の孔径サイズは、充填剤の種類、その分子構造、分子量、合成樹脂フィルムまたは合成繊維の材質、合成樹脂フィルムまたは合成繊維と充填剤との親和性、機能の発揮目的等によっても若干異なってくることはもちろんである。
また、L−メントールに例示されるような薬効作用のある充填剤を微細孔に充填させ、微細孔からの脱離速度を調節することで充填剤の機能を長期または所定期間にわたり有効に発揮させるには、微細孔の孔径サイズを染料の場合よりある程度大きな範囲にまで収縮させれば、略十分な効果が得られるといえる。なお、充填剤が微細孔に充填された状態で、充填剤の機能を長期または所定期間にわたり有効に発揮させるのに適した微細孔の孔径サイズは、充填剤の種類、その分子構造、分子量、合成樹脂フィルムまたは合成繊維の材質、合成樹脂フィルムまたは合成繊維と充填剤との親和性、機能の発揮目的等によっても若干異なってくることはもちろんである。
以上のことから、染料に限られず、加熱によって変質しやすい物質のように、合成樹脂や合成繊維に溶融練り込みが困難な物質(例えば、酵素、医薬品、環状オリゴ糖)の充填剤であっても、合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に容易かつ確実に充填することができ、しかも、これらの充填剤をクレーズ領域の微細孔に充填された合成樹脂フィルムまたは合成繊維を、熱処理またはプラズマ処理の少なくとも一方の処理を施すことで、微細孔から充填剤が容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能(例えば、酵素であれば、酵素活性作用、環状オリゴ糖であれば、包摂作用を利用した消臭機能等)を長期にわたり十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能(医薬品であれば、徐放性等による薬効作用)を長期または所定期間にわたり有効に発揮させたりできる有用な機能性複合フィルムまたは繊維が得られることになる。
【符号の説明】
【0047】
1 クレーズ領域
3 分子束
4 ボイド
【技術分野】
【0001】
この発明は、クレーズ領域の孔径サイズを制御する方法に関するものである。さらに詳しくは、この発明は、クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズを制御する方法に関するものである。
【背景技術】
【0002】
高分子材料の初期破壊現象の一つであるクレーズ現象を利用して、フィルムに周期的なクレーズ領域を積極的に形成させると、視野選択性(視界制御性ともいう。)、気体透過性等の機能性を有するフィルムが得られる。
【0003】
図10は、合成樹脂フィルム2にクレーズ領域1を周期的(縞状)に形成させた状態を示す。クレーズ領域1は、合成樹脂フィルム2の表面に現れる表面クレーズと内部に発生する内部クレーズを含むものであって、微細なひび状の模様を有する領域をさす。
クレーズ領域1は、図11に示すように、一般に、分子束(フィブリル)3と微細孔であるボイド4とから構成され、全体がスポンジに似たナノ多孔質構造となっている。図11において、矢印d方向がクレーズ領域の幅方向を、矢印L方向がクレーズ領域の長さ方向を意味する。
【0004】
光透過性の合成樹脂フィルムの表から裏まで貫通したクレーズ領域が周期的に形成された視野選択性フィルムについて説明するに、クレーズ領域は光を散乱させることから、図12(a)に示すように、略平行な光がフィルム2に略垂直に入射した時、クレーズ領域1の間を光が透過し、フィルムの裏側に置いた文字、図形等のパターンが表側から確認できるが、(b)に示すように、フィルム2に斜めに入射した時は、光はクレーズ領域1で主に散乱され、フィルム2は不透明となって、文字、図形等のパターンが表側から確認できなくなる。
クレーズ領域を有する視野選択制フィルムは、例えば、携帯電話用の覗き見防止フィルムとして実用化されている。
【0005】
合成樹脂フィルムにクレーズ領域が形成された視野選択性フィルム等については、特許文献1、特許文献2、特許文献3、特許文献4、特許文献5を例示することができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−82607号公報
【特許文献2】特開平11−64609号公報
【特許文献3】特開平11−231108号公報
【特許文献4】特開平11−320670号公報
【特許文献5】特開2002−122713号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
クレーズ領域のボイドに染料、顔料等の色素を充填することで、特定の波長の光に対して異方性を有する視野選択性フィルムを得ることもできる(特許文献1、特許文献2、特許文献3、特許文献5参照)。
ところで、色素が充填された視野選択性フィルムは、フィルムの材質、色素によっては、クレーズ領域のボイドから色素が脱離する恐れがあり、脱離を防ぐには、透明フィルムを積層させたり、透明樹脂を塗布したりすること等の対処が考えられる。ここで、「脱離」とは、溶出を含む意味で使用している(以下同様)。
本発明者等は、クレーズに関する一連の研究で、クレーズ領域のボイドは、色素等の充填剤を収納することのできる一種のナノサイズのフラスコとして機能し得るものであって、クレーズ領域のボイドに充填剤が充填された高分子材料は、機能性複合材料等としての有用な展開が可能であるとの知見を得たものの、単に、クレーズ領域のボイドに充填剤を充填しただけでは、ボイドからの充填剤の脱離を防止できない場合が多く、一方、樹脂の塗布等を行えば、充填剤の脱離は防止できるものの充填剤の機能が十分発揮できないこともあることが想定され、樹脂の塗布等に依らず、ボイドからの充填剤の脱離を適切に抑制することが、実用上長期にわたり機能性複合材料等として機能させることが必要との認識に到達したが、具体的な解決手段は見いだせていなかった。
例えば、合成樹脂フィルムや合成繊維の染色は、合成樹脂フィルムや合成繊維の形態とする前の合成樹脂の溶融時に染料を混合し染色する方法と、フィルムや繊維の形態とした後に、直接染料、分散染料、酸性染料、塩基性染料、反応性染料等を用いて染色する方法とに大別される。
以下、便宜上、繊維について説明するに、染料を合成樹脂の溶融時に混合する方法は、熱に弱い天然染料等は使用できず、溶融時の作業性等から色数が限定され、ファッション性が大きな商品価値を持つ繊維製品には適さない。これに対し、繊維の形態とした後に染色する方法は、天然染料でも使用でき、使用可能な染料の範囲が広く、繊維製品を流行や需要量の変化に迅速に対応させることができる等利点が大きい。しかしながら、後染め等のしにくい合成繊維、例えば、ポリプロピレン繊維は、分散染料で若干染まるものの、適した染料がない。こういったことから、ポリプロピレン繊維は、水に浮くほど密度が低く保温性にも優れているが、染色した繊維としての利用はほとんどされていない。
本発明者等は、ポリプロピレン繊維の染色が可能となれば、ポリエステル、ナイロン、アクリル繊維に続き、ポリプロピレン繊維の衣料、不織布等の大きな市場が形成されるとの見地から、ポリプロピレン繊維にクレーズ領域を形成することを試みるとともに、クレーズ領域のボイドに染料を充填させ、染料が充填されたクレーズ領域のボイドの形態、染料の充填状態等について種々実験等を重ねたところ、ボイドの孔径サイズを染料が脱離しない程度にまで制御することができれば、洗濯等によって容易に色落ちしないポリプロピレン繊維染着製品を供することが可能となるとの発想に至り、さらに、ポリプロピレンに限られず、他の合成樹脂フィルムや合成繊維に形成したクレーズ領域のボイドの孔径サイズを適切に制御することができれば、熱に弱い充填剤を含め種々の機能を有する充填剤を充填したボイドからの充填剤の脱離を抑制することで充填剤の機能を長期にわたり発揮させたり、ボイドからの充填剤の脱離速度を適切に調節することで、例えば、長期にわたる徐放性を与えたりすることができるとの予想のもとに、この発明を完成するに至ったものである。
すなわち、この発明は、上記のような実情に基づき鋭意研究の結果創案されたものであり、合成樹脂フィルムまたは合成繊維に形成されたクレーズ領域の微細孔に充填された充填剤が微細孔から容易に排出、脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできる機能性複合フィルムまたは繊維を得るのに有用なクレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズを適切に制御することのできる方法、また、それに先立ち、合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填剤を充填するのに有用な方法をも提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、この発明は、(1)クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の前記微細孔の孔径サイズを制御する方法であって、前記合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施すことを特徴とする。
(2)前記(1)において、前記孔径サイズが、前記処理前より0〜95%の範囲に収縮されることが好ましい。
(3)前記(1)または(2)において、前記合成樹脂フィルムまたは合成繊維が、結晶性高分子からなり、前記熱処理が結晶緩和温度近傍の温度でなされることが好ましい。
(4)前記(1)または(2)において、前記合成樹脂フィルムまたは合成繊維が、非晶性の熱可塑性合成樹脂からなり、前記熱処理がガラス転移温度以上、熱分解温度以下の温度でなされることが好ましい。
(5)前記(1)乃至(4)のいずれかにおいて、前記充填剤が、染料、酵素、医薬品、環状オリゴ糖から選択される一種以上であることが好ましい。
(6)前記(1)乃至(5)のいずれかにおいて、前記クレーズ領域の微細孔への充填剤の充填が、クレーズ領域の微細孔内にアルコールを導入した後、前記合成樹脂フィルムまたは合成繊維を充填剤水溶液中に浸漬することでなされることが好ましい。
【発明の効果】
【0009】
この発明は、以上説明したように構成されているので、以下に記載されるような効果を奏する。
すなわち、クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズの制御が、合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施すといった、容易で、安価な操作によって可能となる。得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤は容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできることになり、このような合成樹脂フィルムまたは繊維は、機能性複合フィルムまたは繊維として各種用途に有用である。
充填剤を染料、合成繊維をポリプロピレンとした場合、すなわち、クレーズ領域の微細孔に染料が充填されたポリプロピレン繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施し、微細孔から染料が容易に排出、脱離したりしないようにクレーズ領域の微細孔の孔径サイズの制御を行うことで、実用可能な染色されたポリプロピレン繊維が得られることになる。ポリプロピレン繊維の染色に使用できる染料は、熱に弱い天然染料を含め広範囲の染料から選択でき、この繊維を用いたポリプロピレン染着繊維製品は、洗濯等によって容易に色落ち等することがない。そこで、クレーズ領域が形成されたポリプロピレン繊維を用いてあらかじめ製造しておいた繊維製品を、後染めすることで、流行や需要量の変化に迅速に対応させることができる。そのため、これまで、水に浮くほど密度が低く保温性にも優れているものの、分散染料で若干できるに過ぎないことから利用が限られていたポリプロピレン繊維を使用した衣料、不織布等の繊維製品の市場が拡大し、ポリエステル、ナイロン、アクリル繊維と同等ないしそれ以上となると予想される。
もちろん、この発明は、これまで染色が困難とされていたポリプロピレンに限られず、その他の染色しにくい合成樹脂を含め広範囲の合成樹脂の染色に利用できるのであって、これまでの、合成樹脂の染色とは異なったメカニズムによる有用な合成樹脂フィルムや合成繊維が得られることになる。
【0010】
この発明で使用できる充填剤は、染料に限られず、加熱によって変質しやすい物質のように、合成樹脂や合成繊維に溶融練り込みが困難な物質であってもよく、例えば、酵素、医薬品、環状オリゴ糖が例示できる。
これらの充填剤をクレーズ領域の微細孔に充填された合成樹脂フィルムまたは合成繊維を、熱処理またはプラズマ処理の少なくとも一方の処理を施すことで、微細孔から充填剤が容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能(例えば、酵素であれば、酵素活性作用、環状オリゴ糖であれば、包摂作用を利用した消臭機能等)を長期にわたり十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能(医薬品であれば、徐放性等による薬効作用)を長期または所定期間にわたり有効に発揮させたりできる機能性複合フィルムまたは繊維が得られる。
この発明で使用できる充填剤は、前記したものに限られるものでなく、種々の機能を持った、有用な機能性複合フィルムまたは繊維を容易にしかも安価に得ることができる。
【0011】
熱処理またはプラズマ処理の少なくとも一方の処理によって、クレーズ領域の微細孔の孔径サイズをどの程度にまで制御するかは、充填される充填剤、その機能の発現目的等に基づき、適宜決定されるものであるが、処理前より0〜95%の範囲に収縮させればよく、この範囲の収縮となるような熱処理、プラズマ処理は、簡便であり、低コストで行うことができる。
なお、「処理前より収縮」とは、例えば、熱処理についていえば、充填後に行われた充填処理よりも高温での処理操作による収縮を含むものである。
【0012】
合成樹脂フィルムまたは合成繊維が、結晶性の熱可塑性合成樹脂からなる場合は、熱処理が結晶緩和温度近傍の温度でなされることで、クレーズ領域の微細孔の孔径サイズの制御を安定して、確実に、かつ容易に行うことができる。
合成樹脂フィルムまたは合成繊維が、非晶性の熱可塑性合成樹脂からなる場合は、熱処理がガラス転移温度以上、熱分解温度以下の温度でなされることで、クレーズ領域の微細孔の孔径サイズの制御を安定して、確実に、かつ容易に行うことができる。
【0013】
ここにおいて、合成樹脂フィルムまたは合成繊維を、例えば、アルコール中に浸漬し、クレーズ領域の微細孔内にアルコールを導入した後、合成樹脂フィルムまたは合成繊維を充填剤水溶液中に浸漬すると、アルコールと水溶液とが入れ替わり、疎水性の合成樹脂フィルムまたは合成繊維であっても、クレーズ領域の微細孔への充填剤の充填が確実にかつ容易に行うことができる。
【図面の簡単な説明】
【0014】
【図1】合成樹脂フィルムの分子配向方向と略平行にクレーズ領域を形成するのに適したクレーズ形成装置の概略図である。
【図2】合成繊維の繊維軸と略直行する方向にクレーズ領域を形成するのに適したクレーズ形成装置の概略図である。
【図3】図2のクレーズ形成装置によって繊維軸と略直行する方向にクレーズ領域が形成された合成繊維の一例を示す図面代用写真である。
【図4】熱処理、プラズマ処理による合成繊維のクレーズ領域の微細孔への影響を示す積算細孔容積分布図である。
【図5】40℃の熱処理による合成繊維のクレーズ領域の微細孔のlog微分細孔容積分布図である。
【図6】120℃の熱処理による合成繊維のクレーズ領域の微細孔のlog微分細孔容積分布図である。
【図7】40℃の熱処理とプラズマ処理とをした合成繊維のクレーズ領域の微細孔のlog微分細孔容積分布図である。
【図8】熱処理温度による合成繊維のクレーズ領域の細孔径の変化を示す図である。
【図9】合成繊維のクレーズ領域へ充填されたL−メントールの放出性を示す図である。
【図10】合成樹脂フィルムにおけるクレーズ領域の一例を示す図である。
【図11】クレーズ領域の模式図である。
【図12】クレーズ領域が形成された合成樹脂フィルムの視野選択性の説明図で、(a)は光がフィルムに略垂直に入射した場合、(b)は斜めに入射した場合を示す。
【発明を実施するための形態】
【0015】
以下、発明を実施するための形態を示し、さらに詳しくこの発明について説明する。もちろんこの発明は以下の実施の形態によって限定されるものではない。
この発明で、クレーズ領域とは、図11に示した状態に限られず、クラックに近い状態をも含むものである。
【0016】
この発明で使用する合成樹脂フィルムとしては、図10に示すようなクレーズ領域が周期的(縞状)に形成されるものであればよく、結晶性あるいは非晶性の熱可塑性合成樹脂、熱硬化性合成樹脂フィルムが使用できるが、これに限られるものではない。
結晶性の熱可塑性合成樹脂としては、ポリエチレン、ポリプロピレン等のポリオレフィン、ポリアミド、ポリエチレンテレフタレート等のポリエステル、ポリフッ化ビニリデンが例示できる。
非晶性の熱可塑性合成樹脂としては、ポリスチレン、スチレンアクリロニトリル、アクリロニトリル・ブタジエン・スチレン共重合体等のスチレン系樹脂、ポリアクリロニトリル、ポリメチルメタクリレート、ポリ塩化ビニル、ポリ酢酸ビニル、ポリカーボネートが例示できる。
熱硬化性合成樹脂としては、エポキシ樹脂、アクリル・エポキシ樹脂、ポリオール・イソシアネートウレタン系樹脂、フェノール樹脂、メラミン樹脂が例示できる。
合成樹脂には、適宜の添加剤等を含有させてもよい。添加剤としては、例えば、酸化チタン、炭酸カルシウムを挙げることができる。
【0017】
合成樹脂フィルムとしては、1種類の樹脂、または、2種以上の樹脂をブレンドした単層のものであってもよく、また、2種以上の合成樹脂フィルムを多層としたものであってもよい。多層フィルムの場合、外層の少なくとも一方にクレーズ領域が形成されたものであればよい。
単層の合成樹脂フィルムは、溶融Tダイ押出法、インフレーション法等によって製造され、多層のものは溶融共押出法、ラミネート法、コーティング法等によって製造される。その他、溶剤キャスト法、ロール延伸法によって合成樹脂フィルムを製造してもよい。
合成樹脂フィルムは、分子配向したものでも、実質的に分子配向していないものでもよい。分子配向した合成樹脂フィルムでは、分子配向方向と略平行な方向にクレーズ領域が形成しやすい。
分子配向した合成樹脂フィルムは、一軸延伸によって分子配向したものがクレーズ領域を形成しやすいことから好ましいが、二軸延伸によって分子配向したものでもよく、この場合、二軸方向の延伸が異なり、一方向のみ配向を大きくしたものが好ましい。
【0018】
また、この発明で使用する合成繊維としては、繊維軸方向に直交するクレーズ領域が周期的(縞状)に形成されるものであればよく、結晶性あるいは非晶性の熱可塑性合成繊維、熱硬化性合成繊維が使用できるが、これに限られるものではない。
結晶性の熱可塑性合成繊維としては、ポリエチレン、ポリプロピレン等のポリオレフィン繊維、ポリアミド繊維、ポリエチレンテレフタレート等のポリエステル繊維が例示できる。
非晶性の熱可塑性合成繊維としては、ポリ塩化ビニル繊維、ポリ酢酸ビニル繊維、アクリル繊維が例示できる
熱硬化性合成繊維としては、フェノール繊維(ノボロイド)が例示できる。
【0019】
合成繊維としては、無延伸でも繊維軸方向に延伸されたものであってもよい。例えば、ポリプロピレン繊維、ポリエステル繊維を延伸する場合の延伸倍率は、1〜3倍とすることが好ましい。
【0020】
この発明で、合成樹脂フィルムまたは合成繊維に、クレーズ領域を周期的(縞状)に形成する方法としては、例えば、合成樹脂フィルムまたは合成繊維を、折り曲げてそこに局部的な折り曲げ部を形成し、その後、合成樹脂フィルムまたは合成繊維を折り曲げ部における折り曲げ線に対して直交する方向に引っ張ることにより、合成樹脂フィルムまたは合成繊維に折り曲げ部と略平行で周期的(縞状)にクレーズ領域を形成する力学的クレージング方法が採用できる。
このような力学的クレージング方法によるクレーズ領域の形成メカニズムは、1)局所的な曲げによって生ずる応力集中とクレーズ領域の発生、2)クレーズ領域の発生と同時に起こる弾性率の低下に伴う応力解放とクレーズ領域の成長の停止、3)再び応力集中が起こるまでの休止期間、の3段階のプロセスが自動的に繰り返されることによるものであると解されている。
【0021】
次に、合成樹脂フィルムに、クレーズ領域を周期的(縞状)に形成するためのクレーズ形成装置について説明する。
図1は、合成樹脂フィルムの分子配向方向と略平行にクレーズ領域を形成するのに適したクレーズ形成装置の概略図である。
図1に示すクレーズ形成装置は、概略、先端部が鋭角なエッジ11aとなった処理刃11とガイドローラ12で構成されるクレージング処理機13と、張力付与機構(図示せず)とからなる。緊張状態に保持された合成樹脂フィルム14をその分子配向方向と略平行方向に処理刃のエッジ11aに当接して、合成樹脂フィルム14を局部的に折り曲げて変形域を形成し、その折り曲げ変形域を、合成樹脂フィルム14に対して相対的に徐々に移動させることで、移動方向と略直角の方向に連続的にクレーズ領域を縞状に形成することができる。
合成樹脂フィルムに対し折り曲げ変形域を相対的に移動させるには、(ア)合成樹脂フィルム14の変形の屈曲角度を維持して処理刃11とガイドローラ12を一体として合成樹脂フィルム14に対し移動させる構造、または、(イ)合成樹脂フィルム14の変形の屈曲角度を維持しつつ処理刃11とガイドローラ12に対し合成樹脂フィルム14を移動させる構造により可能である。(ア)の構造によると、合成樹脂フィルムの長さ方向にわたり、必要とする任意の距離だけクレージング処理を複数回繰り返し行うことが可能であり、合成樹脂フィルムに、より容易に規則的で連続したクレーズ領域を形成することができることから好ましい。また、規則的で連続したクレーズ領域を形成するには、合成樹脂フィルムに付与する張力を比較的低く設定し、クレージング処理を複数回繰り返し行うことが好ましい。
このようにクレーズ領域を分子配向方向と略平行の方向に形成するのは、分子鎖の配向の方向と直角の方向に引っ張ることによって比較的容易にクレーズ領域が形成され、分子鎖の配向の方向と直角の方向にクレーズ領域を形成することが難しいことによる。
無配向の合成樹脂フィルムにクレーズ領域を縞状に形成させる場合も、図1に示す装置によってクレーズ領域を縞状に形成することが、クレーズ領域の幅、クレーズ領域の隔たり等を調節することが容易であることから好ましい。
【0022】
合成樹脂フィルムに形成されたクレーズ領域の幅、クレーズ領域間の隔たり、クレーズ領域の貫通された数の割合等は、合成樹脂フィルムの材質、厚さ、分子配向の度合いやクレーズ領域を形成させる時の温度、合成樹脂フィルムの緊張度(緊張状態における張力)、処理刃のエッジ角度α、フィルムの折り曲げ角度θ、合成樹脂フィルムの折り曲げ変形域の相対的移動速度(クレージング形成速度)等によって調節することができる。例えば、クレーズ領域を形成させる時の張力を増大させたり、折り曲げ角度θを小さくすると、縞状に形成されるクレーズ領域の間隔は小さくなり、クレーズ領域の貫通された数の割合が増大する。なお、クレージング処理を複数回行うと、クレーズ領域を深さ方向へも成長させることができる。
これまでの実験結果等からすると、合成樹脂フィルムのクレージング処理条件としては、処理刃のエッジ角度αは、50度以下が好ましく、30度以下がより好ましい。また、合成樹脂フィルムの折り曲げ角度(処理角度)θは、140度以下が好ましく、120度以下がより好ましく、110度以下が望ましい。また、移動速度は100mm/min以下が好ましく、特に10mm/min〜4mm/minが望ましい。もちろん、これらに限定されるものではなく、合成樹脂フィルムの材質、厚さ等によっても相違することはいうまでもない。
【0023】
なお、合成樹脂フィルムにクレーズ領域を周期的(縞状)に形成させるには、前記した方法に限られず、例えば、特許文献3、特許文献4に開示されているように、積層した合成樹脂フィルムを引き伸ばすようにしてクレーズ領域を縞状に形成するようにしてもよい。
【0024】
この発明で、合成繊維の繊維軸と略直行するクレーズ領域を周期的(縞状)に形成するには、図1に示すと同様のクレーズ形成装置によってもよいが、これを改良した図2に示されるようなクレーズ形成装置を使用することが、合成繊維フィラメントにクレーズ領域を安定して形成することができることから好ましい。
図2に示すクレーズ形成装置は、概略、先端部が鋭角なエッジ21aとなった処理刃21が、上部ガイドローラ22aと下部ガイドローラ22bとの間に配設されたクレージング処理機23と、張力付与機構(図示せず。)とからなる。25は方向変換用ローラである。処理刃21は、任意の仰角δに設定可能となっている。緊張状態に保持された合成繊維フィラメント24をその繊維軸と直行する方向に処理刃のエッジ21aに当接させて、合成繊維フィラメント24を局部的に折り曲げて変形域を形成し、その折り曲げ変形域を、合成繊維フィラメント24に対して相対的に徐々に移動させることで、移動方向と略直角の方向に連続的にクレーズ領域を縞状に形成することができる。この装置では、上部ガイドローラ22aによって、クレージング処理時の処理刃のエッジ21aと上部ガイドローラ22aと間の合成繊維フィラメント24の長さを一定とすることができ、繊維軸方向に分子配向をもつ合成繊維フィラメントであってもクレーズ領域を安定して形成することができることになり、有効である。
合成繊維フィラメントに対し折り曲げ変形域を相対的に移動させるには、(ア)合成繊維フィラメント24の変形の屈曲角度を維持して処理刃21、上部ガイドローラ22a、下部ガイドローラ22bを一体として合成繊維フィラメント24に対し移動させる構造、または、(イ)合成繊維フィラメント24の変形の屈曲角度を維持しつつ処理刃21、上部ガイドローラ22a、下部ガイドローラ22bに対し合成繊維フィラメント24を移動させる構造により可能である。(ア)の構造によると、合成繊維フィラメントの長さ方向にわたり、必要とする任意の距離だけクレージング処理を複数回繰り返し行うことが可能であり、合成繊維フィラメントに、より容易に規則的で連続したクレーズ領域を形成することができることから好ましい。また、規則的で連続したクレーズ領域を形成するには、合成繊維フィラメントに付与する張力を比較的低く設定し、クレージング処理を複数回繰り返し行うことが好ましい。
【0025】
合成繊維フィラメントに形成されたクレーズ領域の幅、クレーズ領域間の隔たり、クレーズ領域の貫通された数の割合等は、合成繊維フィラメントの材質、太さ、分子配向の度合いやクレーズ領域を形成させる時の温度、合成繊維フィラメントの緊張度(緊張状態における張力)、処理刃のエッジ角度α、フィルムの折り曲げ角度θ、処理刃の仰角δ、処理刃の先端と上部ガイドローラとの距離、合成繊維の折り曲げ変形域の相対的移動速度(クレージング形成速度)等によって調節することができる。例えば、クレーズ領域を形成させる時の張力を増大させたり、折り曲げ角度θを小さくすると、縞状に形成されるクレーズ領域の間隔は小さくなり、クレーズ領域の貫通された数の割合が増大する。なお、クレージング処理を複数回行うと、クレーズ領域を深さ方向へも成長させることができる。
これまでの実験結果等からすると、合成繊維フィラメントのクレージング処理条件としては、処理刃のエッジ角度αは、50度以下が好ましく、30度以下がより好ましい。処理刃の仰角δは、60度以下が好ましい。また、合成繊維フィラメントの折り曲げ角度(処理角度)θは、175度以下が好ましく、160度以下がより好ましく、155度以下が望ましい。なお、θの下限角度は145度程度である。また、移動速度は、1,000mm/minでも可能であるが、100mm/min以下が好ましく、特に60mm/min〜4mm/minが望ましい。もちろん、形成されるクレーズ領域は、合成繊維フィラメントの材質、太さ、断面形状等によっても相違することはいうまでもない。
【0026】
合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填する充填剤としては、クレーズ領域のナノサイズの微細孔に充填できるものであれば特に限定されるものではなく、溶融練り込みが困難な加熱によって変質しやすい物質でも充填することができることになる。
このような充填剤のうち、染料としては、酸性染料、塩基性染料、分散染料、直接染料、有機顔料が例示できる。
また、その他の充填剤として、酵素、メントールに例示される医薬品、α−デキストリンに例示される包摂作用を有する環状オリゴ糖等を挙げることができる。
【0027】
クレーズ領域が形成された合成樹脂フィルムのクレーズ領域の微細孔に充填剤を充填するには、充填剤溶液中に浸漬する方法、充填剤溶液をローラ、ドクターによって塗布する方法、または、スプレー等によって塗布する方法が例示できる。充填剤溶液の溶媒としては、水、有機溶媒が使用可能である。また、界面活性剤等を添加してもよい。なお、「溶液」は分散液をも含む意味で使用している(以下同様。)。
染料液の存在下で合成樹脂フィルムをクレージング処理することで、クレーズ領域の形成と同時に染着するようにした視野選択性フィルムの製造方法(特許文献2参照)に準じて、充填剤溶液の存在下で合成樹脂フィルムをクレージング処理し、クレーズ領域の形成と同時に充填剤をクレーズ領域の微細孔に充填するようにすれば、クレーズ領域に気泡が残りにくく、微細孔への充填が良好となる。
【0028】
クレーズ領域が形成された合成繊維のクレーズ領域の微細孔に充填剤を充填するには、繊維の状態で行う場合と繊維製品とした状態で行う場合に大別される。
繊維の状態で行う場合は、充填剤が調製された溶液中に浸漬する方法が好ましい。
繊維製品とした状態で行う場合は、充填剤溶液中に浸漬する方法、充填剤溶液をローラ、ドクターによって塗布する方法、または、スプレー等によって塗布する方法が例示できる。充填剤溶液の溶媒としては、水、有機溶媒が使用可能である。また、界面活性剤等を添加してもよい。
従って、例えば、クレーズ領域が形成されたポリプロピレン繊維のクレーズ領域の微細孔に染料を充填するのにも、繊維の状態で行う場合と繊維製品とした状態で行う場合とがある。
繊維の状態で行う場合は、浸染が好ましい。
繊維製品とした状態で行う場合は、浸染、捺染が採用できる。
【0029】
ところで、合成樹脂フィルムまたは合成繊維を、例えば、アルコール中に浸漬し、クレーズ領域の微細孔内にアルコールを導入した後、合成樹脂フィルムまたは合成繊維を充填剤水溶液中に浸漬すると、アルコールと水溶液とが入れ替わり、疎水性の合成樹脂フィルムまたは合成繊維であっても、クレーズ領域の微細孔への充填剤の充填が確実にかつ容易に行うことができる。従って、この充填方法は、とりわけ、ポリプロピレン、ポリエステル等の疎水性の合成樹脂フィルムまたは合成繊維に酵素のような親水環境下にある充填剤をクレーズ領域の微細孔に充填するのに適している。アルコールとしては、メチルアルコール、エチルアルコールが例示できるが、これらに限られるものではない。
【0030】
また、合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填剤を充填する際、常温でなく、ある程度温度をかける必要がある場合は、適宜の手段(例えば、固定具)で、合成樹脂フィルムまたは合成繊維を緊張下におき充填すると、充填効率を向上させることができる。
ここにおいて、クレーズ領域が形成された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填される充填剤の充填率は、微細孔の孔径サイズをどの程度にまで制御するかを考慮して適宜決定すればよい。
【0031】
前記したようにしてクレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施し、クレーズ領域の微細孔の孔径サイズを適切に制御することで、得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤が容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできることになる。
熱処理またはプラズマ処理の少なくとも一方の処理によって制御されるクレーズ領域の微細孔の孔径サイズは、一般的には、微細孔の孔径サイズを処理前より0〜95%の範囲に収縮させることが、前記した機能を合成樹脂フィルムまたは合成繊維に発揮させる上で好ましい。微細孔の孔径サイズを処理前より0〜80%の範囲に収縮させることがより好ましい。
より具体的には、微細孔の孔径サイズを処理前より0〜65(より好ましくは0〜40%)の範囲に収縮させることが、得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤が容易に脱離したりしないようにする観点からには望ましい。
微細孔の孔径サイズを処理前より20〜95(より好ましくは20〜50)%の範囲に収縮させることが得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節したりする観点からは望ましい。
【0032】
クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズを制御するための熱処理としては、例えば、乾熱処理、湿熱処理、温浴処理を採用することができる。クレーズ領域が形成された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔への充填剤の充填が、充填剤溶液中に浸漬することによって行う場合は、クレーズ領域の微細孔への充填剤の充填後に、液温を熱処理温度にまで昇温させて、クレーズ領域の微細孔の孔径サイズを制御するようにしてもよい。
熱処理条件(熱処理媒体、温度、時間等)は、処理対象となる合成樹脂フィルムまたは合成繊維の材質、配向度、充填剤の種類、処理前の充填状態、必要とする処理後のクレーズ領域の微細孔の孔径サイズ等によって適宜決定される。
処理対象となる合成樹脂フィルムまたは合成繊維が、結晶性の熱可塑性合成樹脂からなる場合は、熱処理が結晶緩和温度近傍の温度でなされることで、クレーズ領域の微細孔の孔径サイズの制御を安定して、確実に、かつ容易に行うことができる。具体的には、微細孔から充填剤が容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能(例えば、酵素であれば、酵素活性作用、環状オリゴ糖であれば、包摂作用を利用した消臭機能等)を長期にわたり十分に発揮させたりするには、結晶緩和温度から+20℃の範囲で適宜選択すればよく、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能(医薬品であれば、徐放性等による薬効作用)を長期または所定期間にわたり有効に発揮させたりするには、クレーズ領域の微細孔の孔径サイズの制御を精密に行うことから、結晶緩和温度前後の温度範囲で適宜選択することが好ましい。
例えば、ポリプロピレンフィルムまたは繊維の場合、結晶緩和温度近傍の温度としては、立体規則性、分岐の程度、分子量等によって相違するが、60〜150℃(より好ましくは、80〜120℃)である。
【0033】
処理対象となる合成樹脂フィルムまたは合成繊維が、非晶性の熱可塑性合成樹脂からなる場合は、熱処理をガラス転移温度以上、熱分解温度以下の温度で行うことで、クレーズ領域の微細孔の孔径サイズの制御を安定して、確実に、かつ容易に行うことができる。具体的には、ガラス転移温度以上で、クレーズ領域の微細孔の孔径サイズの収縮が著しいことから、ガラス転移温度以上ガラス転移温度+20℃以下の範囲で適宜選択することが好ましい。
【0034】
クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズを制御するためのプラズマ処理としては、例えば、水素、窒素、酸素、希ガスを用いたプラズマ処理を採用することができる。
プラズマ処理条件(ガスの種類、時間等)は、処理対象となる合成樹脂フィルムまたは合成繊維の材質、配向度、充填剤の種類、処理前の充填状態、必要とする処理後のクレーズ領域の微細孔の孔径サイズ等によって適宜決定される。
これら熱処理、プラズマ処理は、いずれも、容易で安価であり、もちろん、両処理を併用することも容易で安価である。
【0035】
また、合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填剤を充填した後、洗浄等によって合成樹脂フィルムまたは合成繊維の表面部の充填剤を内部より多く脱離させるようにすると、表面部と内部での充填剤の密度を異ならせることができ、この状態で熱処理等を施すと、合成樹脂フィルムまたは合成繊維の表面部において、内部より微細孔の孔径を容易に収縮させることができる。
【0036】
クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維に熱処理またはプラズマ処理の少なくとも一方の処理を施すといった、極めて容易で、安価な操作によって、クレーズ領域の微細孔の孔径サイズを制御することができ、得られた合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に充填された充填剤は容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできることになり、このような合成樹脂フィルムまたは合成繊維は、機能性複合フィルムまたは繊維として各種用途に有用である。
例えば、充填剤を染料、合成繊維をポリプロピレンとした場合、すなわち、クレーズ領域の微細孔に染料が充填されたポリプロピレン繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施し、微細孔から染料が容易に脱離したりしないようにクレーズ領域の微細孔の孔径サイズの制御を行うことで、実用可能な染着されたポリプロピレン繊維が得られることになる。ポリプロピレン繊維の染色に使用できる染料は、広範囲の染料から選択でき、この繊維を用いたポリプロピレン染着繊維製品は、洗濯等によって容易に色落ち等がないこととなる。そこで、クレーズ領域が形成されたポリプロピレン繊維を用いてあらかじめ製造しておいた繊維製品を後染めすることで、流行や需要量の変化に迅速に対応させることができる。そのため、これまで、水に浮くほど密度が低く保温性にも優れているものの、分散染料で若干で染色できるに過ぎないことから利用が限られていたポリプロピレン繊維を使用した衣料、不織布等の繊維製品の市場が、拡大し、ポリエステル、ナイロン、アクリル繊維と同等ないしそれ以上となる可能性がある。
【0037】
なお、クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔の孔径サイズの制御が、熱処理またはプラズマ処理の少なくとも一方の処理によってなされた後、合成樹脂フィルムまたは合成繊維を延伸処理することで、微細孔の孔径サイズを更に微調整するようにしてもよい。
【実施例】
【0038】
次に、実施例を示しさらに詳しく説明する。本発明はこれらの実施例によって限定されるものではない。
<試料>
MFR60のアイソタクチックポリプロピレンをエクストルーダーより押し出し、口金(温度240℃)から40mm/minの速度で巻き取り、36本のマルチフィラメントを得た。ポリプロピレンフィラメントの平均直径は70μmである。
クレージング処理には、図2に示すクレージング処理機であって、処理刃、上部ガイドローラ、下部ガイドローラを一体としてフィラメントに対して移動させる構造のものを採用した。具体的には、引張試験機(TOYO BALDWIN製、TENSILON−UTM−4−200)の下部チャックに、図2のクレージング処理機を取り付けて、クレージング処理機を上下に移動できるようにし、フィラメントの上端を引張試験機の上部チャックに固定し、上部ガイドローラと下部ガイドローラの間で、処理刃のエッジをフィラメントの繊維軸と直行する方向に当接させて、フィラメントを局所的に折り曲げて変形域を形成し、フィラメントを方向変換用ローラを介して下方に案内し、下端に荷重をかけて一定張力をフィラメントに付与し、折り曲げ変形域をフィラメントに対し移動させることを繰り返し行えるようにしたものである。
【0039】
ポリプロピレンマルチフィラメントの長さを300mmとし、各ポリプロピレンフィラメントを並列させた状態で、繊維軸に直交する方向に処理刃を当接させ、処理刃のエッジ角度αを30度、処理刃の仰角δを30度、フィルムの屈曲角度θを155度、上部ガイドローラと処理刃のエッジまでの距離を22mm、ポリプロピレンマルチフィラメント1本当たりの張力を50g、クレージング処理速度を40mm/minとし、室温で、クレージング処理を行った。
【0040】
図3は、クレージング処理されたポリプロピレンフィラメントの光学顕微鏡写真であって、クレーズ領域が繊維軸に略直行して形成されている。
【0041】
前記したクレージング処理条件によって得られたポリプロピレンフィラメントについて、以下の条件に従い熱処理、プラズマ処理を行い、クレーズ領域の微細孔に及ぼす熱処理、プラズマ処理の影響を細孔分布測定装置(製品名;水銀ポロシメータ 型番:ポアマスター33、カンタクローム社製)を用い水銀圧入法によって測定した。
熱処理は、40℃、120℃の加熱雰囲気中で、30分間ポリプロピレンフィラメントをフリーの状態に放置することで行った。ポリプロピレンフィラメントのサンプルは、40℃−1、40℃−2、120℃−1、120℃−2の4種類である。熱処理後の各サンプルの積算細孔容積分布を図4に、40℃でのlog微分細孔容積分布を図5、120℃でのlog微分細孔容積分布を図6に示す。
プラズマ処理は、高周波電源(13.5MHZ)のプラズマ装置(製品名;PLASMAPOLYMERIZATIONSYSTEM Model PD−10S、SAMCO製)を用い、アルゴンガスを電力100w、真空度1Torrでプラズマ化したガスを、5分間照射することで行った。ポリプロピレンフィラメントのサンプルは、40℃の雰囲気中で30分間熱処理した1種類である。プラズマ処理後のサンプルの積算細孔容積を図4に、log微分細孔容積を図7に示す。
また、図8に、前記したクレージング処理条件によって得られたポリプロピレンフィラメントについて、微細孔径10nm〜1μm間で「log微分細孔容積」がピークを示す細孔径と熱処理温度との関係を示す。なお、図8には、熱処理を、60℃、80℃、100℃で行った結果も示している。
これらの結果は、熱処理、プラズマ処理によってクレーズ領域の微細孔の孔径サイズが制御できることを示しており、さらに、熱処理、プラズマ処理によれば、クレーズ領域の微細孔に充填された充填剤は容易に排出、脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能を十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能を有効に発揮させたりできる孔径サイズにクレーズ領域の微細孔の孔径サイズを制御することができるといえる。
クレーズ領域の微細孔の孔径サイズを熱処理、プラズマ処理によってどの程度のサイズまで収縮させるかは、合成樹脂の材質、充填剤の種類、サイズ、充填剤の機能の発現目的等に基づき、適宜決定される。
【0042】
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを用いて、以下のようにして、クレーズ領域の微細孔への染料以外の充填剤の充填可能性等を確認するため、L−メントール、α−シクロデキストリンの充填試験を行った。
<参考例1>
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを、L−メントール10重量%のエチルアルコール溶液に浸漬した。浸漬は、液温130℃、浸漬時間30分間である。
その後、エチルアルコールで2分程度洗浄した。
洗浄後、20℃、相対湿度65%の雰囲気中に放置し、放置時間48時間後、168時間後、336時間後のL−メントールの放出量をガスクロマトグラフィーで測定した。各測定後は、次の測定まで、20℃、相対湿度65%の雰囲気中に放置したものである。
得られた結果を図9に示す。
なお、クレージング処理していないポリプロピレンフィラメントについて、同様のL−メントール充填試験を行った結果も、図9に示している。
【0043】
<参考例2>
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを、α−シクロデキストリン0.5%水溶液中に浸漬した。浸漬は、液温60℃、浸漬時間30分間である。
その後、2分程度水洗した。
水洗後、フェノール硫酸法により、クレーズ領域と未クレーズ領域へのα−シクロデキストリンの充填量を測定した。
その結果、クレーズ領域には、ポリプロピレンフィラメント1g当たりα−シクロデキストリンは280μg充填されており、未クレーズ領域には、97μgが充填されており、クレーズ領域に多量のα−シクロデキストリンが充填されることが確認された。
【0044】
(実施例1)
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを用い、水100重量部に対し酸性染料(商品名;C.I.Acid Red 111、日本化薬(株)製)0.1重量部を混合した染料液中に浸漬し、染料をクレーズ領域の微細孔に充填した。染色は、染色液を常温から60℃まで昇温させ、60℃を30分間維持することで行った。
染料がクレーズ領域の微細孔に充填されたポリプロピレンフィラメントを、炭酸ナトリウム0.05%とカチオン系界面活性剤(商品名;センカノールCW、センカ(株)製)0.2%を含む水溶液中で、80℃、30分間洗浄し、その後、フィルム表面の染料を水洗いによって除去し、室温下、デシケーター中で乾燥させ、染料充填後のポリプロピレンフィラメントを得た。
次いで、フリーの状態で、90℃の加熱雰囲気中で、30分間熱処理を行い、実施例1のポリプロピレンフィラメントを得た。
酸性染料は60℃の染色温度でクレーズ領域の微細孔に充填された後、一種の熱処理でもある80℃の洗浄を経て、90℃で熱処理されており、図8を参考とすると、染料の充填後約59%のサイズに収縮することになる。
実施例1のポリプロピレンフィラメントについて、洗濯を繰り返したが、色落ちは殆ど認められなかった。
【0045】
(実施例2)
前記したクレージング処理条件によって得られたポリプロピレンフィラメントを用い、水100重量部に対し分散染料(商品名;C.I.Disperse Blue 56、日本化薬(株)製)0.1重量部を分散した染料液中に浸漬し、染料をクレーズ領域の微細孔に充填した。染色は、染色液を常温から60℃まで昇温させ、60℃を30分間維持することで行った。
染料がクレーズ領域の微細孔に充填されたポリプロピレンフィラメントを、水酸化ナトリウム0.1%、アニオン系界面活性剤(商品名;サンモールRC−700E、日華化学(株)製)0.2%、ハイドロサルファイトナトリウム0.2%を含む水溶液中で、80℃、30分間洗浄し、その後、フィルム表面の染料を水洗いによって除去し、室温下、デシケーター中で乾燥させ、染料充填後のポリプロピレンフィラメントを得た。
次いで、フリーの状態で、120℃の加熱雰囲気中で、30分間熱処理を行い、実施例2のポリプロピレンフィラメントを得た。
分散染料は60℃の染色温度でクレーズ領域の微細孔に充填された後、一種の熱処理でもある80℃の洗浄を経て、120℃で熱処理されており、図8を参考とすると、染料の充填後約35%のサイズに収縮することになる。
実施例2のポリプロピレンフィラメントについて、洗濯を繰り返したが、色落ちは殆ど認められなかった。
【0046】
試料(図4〜図8)、参考例1、参考例2、実施例1、実施例2等の結果からすると、クレーズ領域の微細孔から容易に脱離しないことが求められる染料のような充填剤においては、染料の種類、その分子構造、分子量、合成樹脂フィルムまたは合成繊維の材質、合成樹脂フィルムまたは合成繊維と染料との親和性等によっても一概にはいえないが、微細孔の孔径サイズを0.15〜0.06μm、より好ましくは0.1〜0.06μm程度にまで収縮させれば、略十分な効果が得られるといえる。
なお、前記したクレージング処理条件によって得られたポリプロピレンフィラメントを用い、フリーの状態で、40℃の加熱雰囲気中で30分間熱処理を行った参照1、80℃の加熱雰囲気中で30分間熱処理を行った参照2、120℃の加熱雰囲気中で30分間熱処理を行った参照3の3種類を用意し、それぞれ、水100重量部に対し酸性染料(商品名;C.I.Acid Green 27、日本化薬(株)製)0.1重量部を混合した染料液中に浸漬し、染色液を常温から60℃まで昇温させ、60℃を30分間維持した。
そして、実施例1と同一条件で洗浄し、乾燥させた。
参照1は、染色されており、参照2は僅かに染色され、参照3は染色されなかった。これらからすると、ある温度以上の熱処理によって染料が微細孔に入らなくなることが確認できた。このことも、クレーズ領域の微細孔から容易に脱離しないことが求められる染料のような充填剤においては、熱処理等によって微細孔の孔径サイズを、前記したような0.15〜0.06μm、より好ましくは0.1〜0.06μm程度にまで収縮させれば、略十分な効果が得られるといったことを裏付けているといえる。
α−シクロデキストリンに例示されるような機能性のある充填剤が微細孔に充填された状態で、充填剤の機能を長期にわたり十分に発揮させるには、微細孔の孔径サイズを染料の場合よりやや大きな範囲にまで収縮させれば、略十分な効果が得られるといえる。なお、充填剤が微細孔に充填された状態で、充填剤の機能を長期にわたり十分に発揮させるのに適した微細孔の孔径サイズは、充填剤の種類、その分子構造、分子量、合成樹脂フィルムまたは合成繊維の材質、合成樹脂フィルムまたは合成繊維と充填剤との親和性、機能の発揮目的等によっても若干異なってくることはもちろんである。
また、L−メントールに例示されるような薬効作用のある充填剤を微細孔に充填させ、微細孔からの脱離速度を調節することで充填剤の機能を長期または所定期間にわたり有効に発揮させるには、微細孔の孔径サイズを染料の場合よりある程度大きな範囲にまで収縮させれば、略十分な効果が得られるといえる。なお、充填剤が微細孔に充填された状態で、充填剤の機能を長期または所定期間にわたり有効に発揮させるのに適した微細孔の孔径サイズは、充填剤の種類、その分子構造、分子量、合成樹脂フィルムまたは合成繊維の材質、合成樹脂フィルムまたは合成繊維と充填剤との親和性、機能の発揮目的等によっても若干異なってくることはもちろんである。
以上のことから、染料に限られず、加熱によって変質しやすい物質のように、合成樹脂や合成繊維に溶融練り込みが困難な物質(例えば、酵素、医薬品、環状オリゴ糖)の充填剤であっても、合成樹脂フィルムまたは合成繊維のクレーズ領域の微細孔に容易かつ確実に充填することができ、しかも、これらの充填剤をクレーズ領域の微細孔に充填された合成樹脂フィルムまたは合成繊維を、熱処理またはプラズマ処理の少なくとも一方の処理を施すことで、微細孔から充填剤が容易に脱離したりせず、また、必要に応じ、充填剤が微細孔に充填された状態で、充填剤の機能(例えば、酵素であれば、酵素活性作用、環状オリゴ糖であれば、包摂作用を利用した消臭機能等)を長期にわたり十分に発揮させたり、充填剤の微細孔からの脱離速度を調節することで脱離した充填剤の機能(医薬品であれば、徐放性等による薬効作用)を長期または所定期間にわたり有効に発揮させたりできる有用な機能性複合フィルムまたは繊維が得られることになる。
【符号の説明】
【0047】
1 クレーズ領域
3 分子束
4 ボイド
【特許請求の範囲】
【請求項1】
クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の前記微細孔の孔径サイズを制御する方法であって、
前記合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施すことを特徴とするクレーズ領域の孔径サイズの制御方法。
【請求項2】
前記孔径サイズが、前記処理前より0〜95%の範囲に収縮されることを特徴とする請求項1記載のクレーズ領域の孔径サイズの制御方法。
【請求項3】
前記合成樹脂フィルムまたは合成繊維が、結晶性の熱可塑性合成樹脂からなり、前記熱処理が結晶緩和温度近傍の温度でなされることを特徴とする請求項1または2記載のクレーズ領域の孔径サイズの制御方法。
【請求項4】
前記合成樹脂フィルムまたは合成繊維が、非晶性の熱可塑性合成樹脂からなり、前記熱処理がガラス転移温度以上、熱分解温度以下の温度でなされることを特徴とする請求項1または2記載のクレーズ領域の孔径サイズの制御方法。
【請求項5】
前記充填剤が、染料、酵素、医薬品、環状オリゴ糖から選択される一種以上であることを特徴とする請求項1乃至4いずれかに記載のクレーズ領域の孔径サイズの制御方法。
【請求項6】
前記クレーズ領域の微細孔への充填剤の充填が、クレーズ領域の微細孔内にアルコールを導入した後、前記合成樹脂フィルムまたは合成繊維を充填剤水溶液中に浸漬することでなされることを特徴とする請求項1乃至5いずれかに記載のクレーズ領域の孔径サイズの制御方法。
【請求項1】
クレーズ領域の微細孔に充填剤が充填された合成樹脂フィルムまたは合成繊維のクレーズ領域の前記微細孔の孔径サイズを制御する方法であって、
前記合成樹脂フィルムまたは合成繊維に、熱処理またはプラズマ処理の少なくとも一方の処理を施すことを特徴とするクレーズ領域の孔径サイズの制御方法。
【請求項2】
前記孔径サイズが、前記処理前より0〜95%の範囲に収縮されることを特徴とする請求項1記載のクレーズ領域の孔径サイズの制御方法。
【請求項3】
前記合成樹脂フィルムまたは合成繊維が、結晶性の熱可塑性合成樹脂からなり、前記熱処理が結晶緩和温度近傍の温度でなされることを特徴とする請求項1または2記載のクレーズ領域の孔径サイズの制御方法。
【請求項4】
前記合成樹脂フィルムまたは合成繊維が、非晶性の熱可塑性合成樹脂からなり、前記熱処理がガラス転移温度以上、熱分解温度以下の温度でなされることを特徴とする請求項1または2記載のクレーズ領域の孔径サイズの制御方法。
【請求項5】
前記充填剤が、染料、酵素、医薬品、環状オリゴ糖から選択される一種以上であることを特徴とする請求項1乃至4いずれかに記載のクレーズ領域の孔径サイズの制御方法。
【請求項6】
前記クレーズ領域の微細孔への充填剤の充填が、クレーズ領域の微細孔内にアルコールを導入した後、前記合成樹脂フィルムまたは合成繊維を充填剤水溶液中に浸漬することでなされることを特徴とする請求項1乃至5いずれかに記載のクレーズ領域の孔径サイズの制御方法。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】

【図7】

【図8】
【図9】
【図10】

【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−99053(P2011−99053A)
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願番号】特願2009−255062(P2009−255062)
【出願日】平成21年11月6日(2009.11.6)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成20年度採択課題、文部科学省、知的クラスター創成事業「東海広域ナノテクものづくりクラスター構想」委託研究、産業技術強力化法第19条の適用を受ける特許出願
【出願人】(304019399)国立大学法人岐阜大学 (289)
【Fターム(参考)】
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願日】平成21年11月6日(2009.11.6)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成20年度採択課題、文部科学省、知的クラスター創成事業「東海広域ナノテクものづくりクラスター構想」委託研究、産業技術強力化法第19条の適用を受ける特許出願
【出願人】(304019399)国立大学法人岐阜大学 (289)
【Fターム(参考)】
[ Back to top ]