
クロマイズ処理による耐熱部品の製造方法
【課題】 クロマイズ処理によって耐熱部品の表面に形成されるクロム拡散浸透層の表面のザラツキを抑えた新規な製造手法を提供する。
【解決手段】 本発明は、SUS等の被処理材を、クロム粉末と担持剤と活性剤とを具えて成る拡散浸透処理剤中に埋設してクロマイズ処理を施し、被処理材の表面にクロム拡散浸透層を形成して被処理材の耐熱性を向上させる方法であり、活性剤は、拡散浸透処理剤の0.1〜1.0重量%の塩化物と、拡散浸透処理剤の0.1〜1.0重量%のフッ化物とを含んで成り、またクロマイズ処理後の被処理材の表面粗さRyを6.3μm以下に抑え得ることを特徴とする。これによりクロマイズ処理後、被処理材を研摩することなく、そのまま摺動面に適用でき、特にVGSターボチャージャにおける可変翼1やこれを回動自在に保持するタービンフレーム2等の構成部材の製造に好適である。
【解決手段】 本発明は、SUS等の被処理材を、クロム粉末と担持剤と活性剤とを具えて成る拡散浸透処理剤中に埋設してクロマイズ処理を施し、被処理材の表面にクロム拡散浸透層を形成して被処理材の耐熱性を向上させる方法であり、活性剤は、拡散浸透処理剤の0.1〜1.0重量%の塩化物と、拡散浸透処理剤の0.1〜1.0重量%のフッ化物とを含んで成り、またクロマイズ処理後の被処理材の表面粗さRyを6.3μm以下に抑え得ることを特徴とする。これによりクロマイズ処理後、被処理材を研摩することなく、そのまま摺動面に適用でき、特にVGSターボチャージャにおける可変翼1やこれを回動自在に保持するタービンフレーム2等の構成部材の製造に好適である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ステンレス鋼等の金属製品の表面にクロム拡散浸透層を形成するクロマイズ処理(クロム拡散浸透処理)に関するものであって、特に、高温・排ガス雰囲気下において、少ない排気ガスを適宜絞り込むために繰り返し可変翼を回動させる、いわゆるVGSタイプのターボチャージャの構成部品を製造するのに好適な新規な製造方法に係るものである。
【背景技術】
【0002】
例えば、金属製品の高温表面硬度、耐摩耗性、耐食性などの耐熱性を向上させるための表面熱処理の一種としてクロマイズ処理が知られている。このクロマイズ処理には幾つかの方法が知られているが、そのなかでも一般に多く採用されている方法として粉末パック法がある。これは、容器内にクロム源として金属クロム粉末と、活性剤(促進剤)として塩化アンモニウム等の塩化物と、担持剤としてアルミナ粉末との混合物を敷き詰め、処理対象となる金属製品(以下、被処理材とする)を上記混合物中に埋設し、容器を密封した後、加熱炉内に収容して、所定の時間、高温状態で加熱保持するものである。これにより被処理材の表面には、クロム拡散浸透層が形成され、被処理材(表面)の高温硬度、耐摩耗性、耐食性などの耐熱性が改善されるものである。
【0003】
このようなクロマイズ処理により、耐熱性が改善された金属部品は、高温雰囲気下で使用される装置の構成部品として好適であり、この種の装置としては、例えば自動車用エンジン等に用いられるターボチャージャが挙げられる。ターボチャージャは、エンジンの高出力化、高性能化の一手段として用いられる過給機であり、エンジンの排気エネルギによってタービンを駆動し、このタービンの出力によってコンプレッサを回転させ、エンジンに自然吸気以上の過給状態をもたらす装置である。しかしながら、ターボチャージャは、エンジンが低速回転している際には、排気流量の低下により排気タービンがほとんど働かずエンジンのパワーアップが図れなかった。また、もともとエンジンの回転数が低いディーゼルエンジンでは、ターボ効果が得にくいという欠点があった。
このため、低速回転域からでも効率的に作動するVGSタイプのターボチャージャ(以下、単にVGSターボチャージャとする)が開発されてきており、このものは排気タービンの外側に複数の可変翼を周状に等配するとともに、複数の可変翼を一挙に回動させる可変機構を具えたものであり、可変翼の回動によって少ない排気ガスを適宜絞り込み、排気の速度を増幅させ、排気タービンの仕事量を大きくすることにより、低速回転時でも高出力を発揮できるようにしたターボチャージャである。
【0004】
このVGSターボチャージャの構成部材としては、例えばオーステナイト系ステンレス鋼にクロマイズ処理を施したものが用いられる。しかしながら、このようなステンレス鋼に一般的なクロマイズ処理を施した際には、以下のような問題があった。すなわちクロマイズ処理を受けたステンレス鋼は、その表面(クロム拡散浸透層)に微細な凹凸が形成され、肌面(処理表面)にザラツキを生じることが問題であった。このためクロマイズ処理後のステンレス鋼は、そのまま組み付けに供されることはなく、組み付け前に研摩等の仕上加工を受けるのが一般的となっていた。すなわちVGSターボチャージャの製造にあっては、構成部品にクロマイズ処理を施した場合、その後、必然的に研摩等の仕上加工を要しており、これが量産性、生産コスト等を阻害する要因となっていた。
特に、VGSターボチャージャは、高温・排ガス下において可変翼を回動させる操作を繰り返し行うものであるため、確実に排ガスを制御することや円滑な回動を長期にわたって維持するために、可変翼やこれを回動自在に保持する部材等では、摩擦抵抗を極力減らすべく、高い表面平滑度が要求されていた。
【0005】
もちろん、被処理材に適用する他の素材としては、非オーステナイト系のステンレス鋼、例えばマルテンサイト系ステンレス鋼を用い、これにクロマイズ処理を施すことも考えられるが、表面ザラツキは、オーステナイト系ステンレス鋼と同様であり、例えばVGSターボチャージャの可変翼などでは、要求される表面粗さ(平滑度)が極めて高いため、処理後の研摩加工(仕上加工)を排除できなかった。
またVGSターボチャージャは、単に高温というだけでなく、排ガス環境下で使用され、使用温度が750℃を越えることも少なくなく、マルテンサイト系ステンレス鋼に通常のクロマイズ処理を施しただけでは、耐食性ないし耐高温酸化性等の点において、まだ不充分であった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、このような背景を認識して成されたものであって、塩化物とフッ化物とを含む拡散浸透処理剤を使用した斬新なクロマイズ処理を施すことにより、被処理材の表面に平滑度の高いクロム拡散浸透層を形成できるようにした新規な製造手法の開発を試みたものであり、特にVGSターボチャージャ等、高温雰囲気において繰り返し摺動(摩擦)を受ける耐熱部品の製造に適したものである。
【課題を解決するための手段】
【0007】
すなわち請求項1記載のクロマイズ処理による耐熱部材の製造方法は、金属製の被処理材を、クロム粉末と担持剤と活性剤とを具えて成る拡散浸透処理剤中に埋設してクロマイズ処理を施し、被処理材の表面にクロム拡散浸透層を形成して被処理材の耐熱性を向上させる方法であって、前記活性剤は、拡散浸透処理剤の0.1〜1.0重量%の塩化物と、拡散浸透処理剤の0.1〜1.0重量%のフッ化物とを含んで成ることを特徴として成るものである。
【0008】
また請求項2記載のクロマイズ処理による耐熱部材の製造方法は、前記請求項1記載の要件に加え、前記塩化物は塩化アンモニウムであり、また前記フッ化物はフッ化アルミニウムまたはフッ化ナトリウムであることを特徴として成るものである。
【0009】
また請求項3記載のクロマイズ処理による耐熱部材の製造方法は、前記請求項1または2記載の要件に加え、前記クロマイズ処理後の被処理材は、表面粗さRyが6.3μm以下に抑えられることを特徴として成るものである。
【0010】
また請求項4記載のクロマイズ処理による耐熱部材の製造方法は、前記請求項1、2または3記載の要件に加え、前記クロマイズ処理は、少ない排気ガスを適宜絞り込んで排気の速度を増し、排気タービンの仕事量を大きくすることにより、エンジンが低速回転域にあっても高出力を発揮できるようにしたVGSタイプのターボチャージャの構成部品に適用されることを特徴として成るものである。
【発明の効果】
【0011】
これら各請求項記載の発明の構成を手段として前記課題の解決が図られる。
すなわち本発明によれば、クロマイズ処理後の耐熱部品(被処理材)には、極めて平滑な表面のクロム拡散浸透層が形成される。その理由は次の通りである。すなわち塩化物のクロマイズ高温反応に対する活性作用の特徴は速効性にあり、一方フッ化物の活性作用の特徴は遅効性にある。そこで両者を混在させることによって活性・促進作用がクロマイズ処理中、平均化適正速度にコントロールされ、その結果、平滑表面が得られるのである。
従って、処理後の耐熱部品は、表面研摩を要することなく、高温雰囲気で使用する摺動部品や、その他の機械部品として広く適用することができる。またクロマイズ処理によって耐熱部品に形成されるクロム拡散浸透層は、表面近傍(表層表面)にクロム炭化物層が形成されるとともに、その下層(表層内部)に高Cr濃度を有する拡散層(合金層)が形成されるため、耐熱部品は、高温酸化性雰囲気においても耐摩耗性及び耐酸化性を充分に発揮することができる。
なお、このような耐熱部品は、VGSターボチャージャ(排気ガイドアッセンブリ)の構成部材、具体的には排気ガスを適宜絞り込む可変翼や、可変翼を回動自在に保持するタービンフレーム、あるいは複数の可変翼を一挙に同程度回動させる可変機構等への適用が好適である。また、他にも排気ガイドアッセンブリの周辺部材、例えば過給圧が一定値以上に上昇した場合に余分な排気ガスを逃がすウエストゲートバルブや、排気タービンの軸部を受けるベアリング等にも適用可能であるし、あるいはエンジンの排気部品にも適用できる。
【0012】
また本発明の製造方法によってVGSターボチャージャの各構成部品を製造した場合には、通常、クロマイズ処理後に行うことが多かった研摩加工(仕上加工)を要することなく、各構成部材をそのまま組立工程に供することができ、ターボチャージャ全体の量産性を向上することができる。また、クロマイズ処理後の部材は、表面が極めて平滑であるため、可変翼を回動させる際の摩擦抵抗が低く抑えられ、可変翼の円滑な作動ひいては排気ガスの流量制御を長期にわたって安定且つ確実に行うことができる。
【発明を実施するための最良の形態】
【0013】
本発明を実施するための最良の形態は、以下の実施例に述べるものをその一つとするとともに、更にその技術思想内において改良し得る種々の手法を含むものである。なお説明にあたっては、本発明に係るクロマイズ処理に適用する素材(鋼材)についてまず説明し、その後このクロマイズ処理の実質について説明し、次いでこのような処理によって製造されるVGSターボチャージャについて説明する。
本発明に適用する被処理材としては、もともと母材自体にクロムやニッケルを含有し、クロマイズ処理を施す以前の段階で既に耐熱性を具備している鋼材が好ましい。また、耐食性を高めるためには、低炭素鋼が好ましく、具体的には炭素の含有量が0.2%以下であり、更に好ましくは0.08%C以下が望ましい。これは、被処理材中の炭素が0.2%を越えると、外部酸素との反応の確率が高まるために、被処理材本体の高温における耐食性、特に耐酸化性が低下するからである。
一方、被処理材中の炭素の下限としては、0.05%以上が好ましい。これは被処理材中に炭素源としての最低必要量が存在するためである。つまり、この数値以上であれば、クロム拡散浸透層の表面にクロム炭化物層が形成できるものである。
【0014】
このような鋼材としては、例えばオーステナイト系ステンレス鋼が挙げられ、JISに規定された鉄鋼記号で例示するとSUS304、SUS316が挙げられる。他にもニッケルとクロムの含有量を更に高めた25Cr−20Ni系のSUS309SやSUS310SやSUH660、SCS13等も挙げられるが、SUS310Sがより望ましい。
また被処理材としては、上記したものの他に耐熱鋳鋼も適用でき、例えばJISに規定されているSCH21(25Cr−20Ni系)や、これよりも炭素量の多いSCH22及びSCH23(いずれも25Cr−20Ni系)、あるいはSCH24(25Cr−35Ni系でSCH21よりも高炭素)などが適用できる。
【0015】
このような金属素材から完成形状に形成した部品(被処理材)に対して、本発明に係るクロマイズ処理を施し、所望の耐熱部品を得るものであり、以下、このクロマイズ処理について説明する。本発明に係るクロマイズ処理は、粉末パック法であり、クロム源と担持剤と活性剤とを具えて成る拡散浸透処理剤中で被処理材を加熱処理するものである。ここでクロム源としては金属クロムの粉末を用い、担持剤としてはアルミナの粉粒を用い、活性剤としては0.1〜1.0重量%の塩化物と、0.1〜1.0重量%のフッ化物とを含む組成とする。なお、担持剤は、焼結防止作用及び活性剤の冷却過程での被処理材への吸着防止作用を担うものである。また、上記活性剤を更に具体的に説明すると、塩化物には塩化アンモニウム(NH4 Cl)を利用することができ、フッ化物にはフッ化アルミニウム(AlF3 )またはフッ化ナトリウム(NaF)が適用できるが、これらを含有する鉱物またはその混合物(例えば氷晶石など)を利用することも可能である。
【0016】
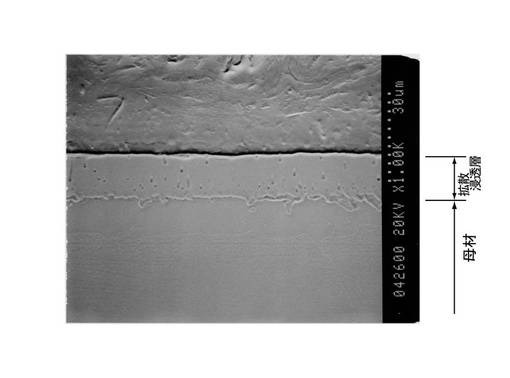
本発明では、拡散浸透処理剤中に塩化物とともに上述したフッ化物を含ませており、これは活性反応を適正制御するためである。その結果、クロムは、被処理材の表面(表層表面)において分解析出後、クロム炭化物層を均一生成するとともに、被処理材の内部(表層内部)において拡散浸透による拡散層(合金層)を均一生成させる。なお、本明細書では、これらクロム炭化物層と拡散層とを総称してクロム拡散浸透層としている(図1参照)。
【0017】
また塩化物とフッ化物の添加割合について、その上限及び下限の技術的意義について説明すると、塩化物を0.1重量%未満とすると、クロム析出の反応が小さくクロム炭化物層の形成が阻害され、一方、塩化物を1.0重量%より多く添加しても昇華して、損失を招くだけで不経済になるためである。
また、フッ化物が0.1重量%未満では、表面平滑化に効果がなく、表面の凹凸を防止できず、一方、フッ化物を1.0重量%より多く添加してもクロムの析出を早めてしまい、表面のザラツキ防止に役立たないためである。
【0018】
なお、クロム源としてのクロムは、金属クロムの他にクロム合金中のクロム成分を含んでもよく、拡散浸透処理剤中に20〜99重量%含有させることができる。
また拡散浸透処理剤は、上記活性剤を0.2〜2.0重量%含むため、残部は上記担持剤を含み、その他の添加剤を含有させても良い。
【0019】
そして、このような拡散浸透処理剤を耐熱容器中に敷き詰め、処理剤中に被処理材を埋設した後、容器を密封する。次いで、この容器を加熱炉内に収容し、容器内温度(炉内温度)を一定に保持する。このときの加熱温度は、900℃〜1100℃が好ましく、この温度範囲で2〜20時間保持すると、被処理材に厚さが3〜30μm程度の拡散浸透層が形成できる。
【0020】
ここで、粉末パック法による上記加熱温度を900℃〜1100℃とするのは、900℃未満では、被処理材表面へのクロム析出量が小さく、拡散浸透層であるクロム炭化物層の厚さも薄くて、耐熱部品として充分な耐摩耗性が得られないためであり、一方、上記加熱温度が1100℃を越えると、処理剤中の金属クロムや担持剤の粉末が、被処理材の表面に直接付着して、肌荒れを生じるためである。
【0021】
このようなクロマイズ処理を被処理材に施すことにより、被処理材の表面にクロム拡散浸透層が形成されるものであり、特にその表層部にあっては、均質な析出クロム炭化物粒子を含有する硬化層(クロム炭化物層)が形成される。このクロム拡散浸透層の表面粗さは、JIS B 0601(1994)に規定されたRy(最大高さ)で6.3μm以下に形成されることが好ましい。表面粗さRyが、6.3μmを越えると、例えばVGSターボチャージャの場合、可変翼(耐熱部品)を回動させる際に、軸受けとなるタービンフレームとの摩擦抵抗(回転摺動抵抗)が増大し、回動の際に大きな駆動力を要し、また部品間の表面摩擦に起因してクロム炭化物層が大きく摩耗する。逆に、表面粗さRyが6.3μm以下であれば、耐熱部品は、クロマイズ処理後に表面研摩をしなくても低い摺動抵抗を維持することができ、特にVGSターボチャージャの場合、可変翼ないしは可変翼を回動自在に保持する部材として好適に使用することができる。
なお拡散浸透層の表面粗さRyは、好ましくは5.0μm以下であり、より好ましくは3.0μm以下である。
【実施例】
【0022】
以下、塩化物とフッ化物とを含む拡散浸透処理剤を使用した本発明のクロマイズ処理の効果を、具体的な実施例を挙げて説明する。
被処理材としては、SUS310S(25Cr−20Ni系のオーステナイト系ステンレス鋼)から板厚4mm、板幅7mm、長さ20mm、表面粗さ0.5μmの供試片を作製し、この供試片にクロマイズ処理を施した。
【0023】
拡散浸透処理剤は、クロム源としての金属クロム粉を75重量%、活性剤を1.0重量%混合するととともに、残部に担持剤としてのアルミナ粉末を混合、調整した。なお、活性剤は、塩化アンモニウムとフッ化アルミニウムの和(合計)を拡散浸透処理剤の1.0重量%一定とし、それぞれの重量%を表1に示す5通りとした。このうち、番号1〜3の処理剤を使用したクロマイズ処理が本発明に該当し、番号4、5の処理剤を使用したクロマイズ処理が本発明の効果を示す参考例となる。
【0024】
クロマイズ処理は、このような5種の拡散浸透処理剤を耐熱容器中に敷き詰めた後、前記供試片をこの処理剤中に埋設させ、該容器を不活性ガス雰囲気下において電気炉中で1050℃、10時間加熱した後、該容器を炉外で放冷するという手順で行った。
このようなクロマイズ処理によって得られた供試片(被処理材)を、JIS B 0601(1994)に規定された表面粗さ(Ry)測定に供し、その結果を表1に示した。
【0025】
【表1】

【0026】
表1から活性剤として塩化アンモニウムとフッ化アルミニウムを含有する番号1〜3(供試片)の表面粗さRyが3.0μm未満となり、これらが平滑で良好な表面性状を呈することが判明した。更に、この表から判別されることは、塩化アンモニウムまたはフッ化アルミニウムを単独で1.0重量%含む番号4、5(供試片)は、表面粗さRyが10μm以上となり、顕著な肌荒れを生じるということである。
【0027】
また図1に番号1(供試片)の拡散浸透層をEPMAで観察したSE像を示す。図1から、本発明に係るクロマイズ処理を施すと被処理材表面に形成される拡散浸透層厚が、比較的均一で、表面も平滑であることが判る。
【0028】
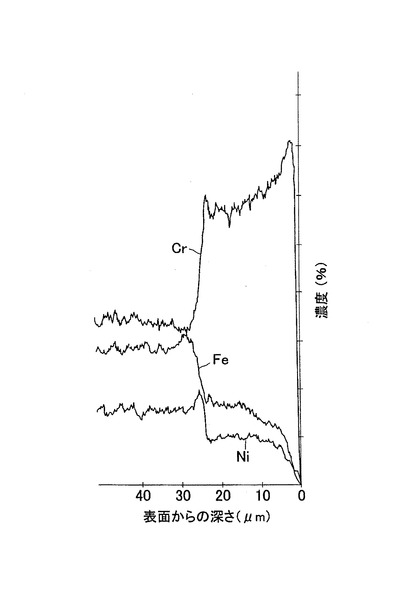
番号1(供試片)のEPMA線分析による成分の濃度分布を図2に示す。図2中、内質部のCr、Ni、Feの濃度は、母材であるSUS310Sの値である。しかるに表層表面では、Crが濃化しNi、Feの含有量が低下している。この部分が被処理材表面に形成されたクロム拡散浸透層であり、その厚みは約20μm程度である。すなわち上記図1、2から本発明に係るクロマイズ処理の拡散浸透層は、高い濃度のクロム層から成っていることが判る。
【0029】
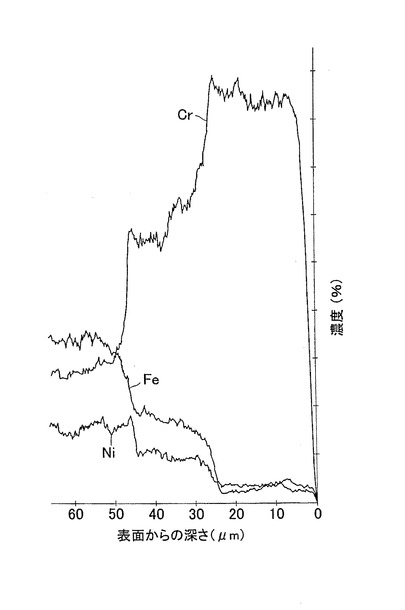
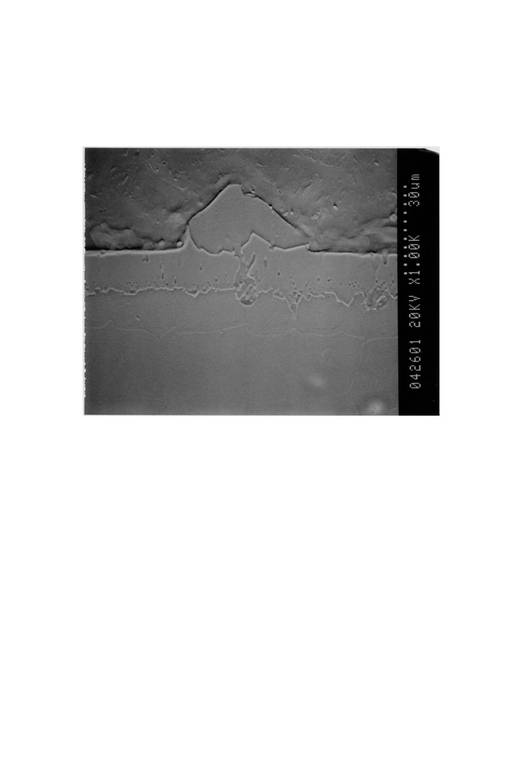
図3に塩化物のみによるクロマイズ処理を施した番号5の供試片断面をEPMAで観察したSE像の一例を示す。図3では、図1と比較して供試片表面に大きな突起物(実際には微細な凹凸)が存在しており、処理後の表面平滑度(表面粗さ)を阻害する一因となっている。また、このものの線分析結果を図4に示す。突起物は非常に高いCr濃度を示しており、金属クロムの付着物またはクロム化合物と見られる。
【0030】
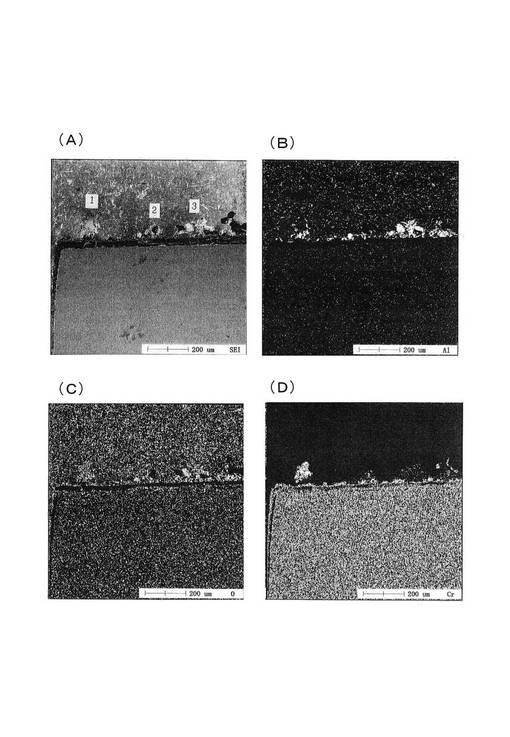
図5に、図3と同じく、SUS310Sに従来の塩化物のみによるクロマイズ処理を施した被処理材のSEMによる解析結果を示す。本図(A)はSEI像であり、(B)〜(D)は順次このSEI像のAl、O、Crの面分析マッピング画像である。図5(A)中の符号1、2、3は、クロム拡散浸透層の表面上に形成された突起物を表している。図5(B)、(C)から符号1は金属CrまたはCr酸化物を、符号2、3はAl、O、Crから成る複合アルミナ粒子であることを示唆している。このように従来のクロマイズ処理を施した被処理材(耐熱部品)では、突起物中にCrとAlとOの存在が観察されており、種々の突起物の起因がクロムの異常な析出とともに、担持剤であるアルミナ粒子とCrの付着があると考えられる。しかしながら、本発明に係るクロマイズ処理を施した被処理材(表1中の番号1〜3)では、拡散浸透層にこのような過剰なクロムの析出や複合アルミナ粒子の付着に起因した突起物は形成されず、その表面粗さRyは6.3μm以下に確保できるものである。
【0031】
本発明に係るクロマイズ処理は、被処理材(耐熱部品)に更なる耐熱性、耐酸化性、耐食性等を付与する製造手法の一種である。しかも、処理後の表面平滑度を高いレベルに実現できるため、処理後の被処理材は研摩することなく、そのまま組立に供することができる。このようなことから、本発明に係るクロマイズ処理は、VGSターボチャージャの構成部材、特に完成形状を成した構成部品へのクロマイズ処理に適しており、以下、このVGSターボチャージャについて説明する。
【0032】
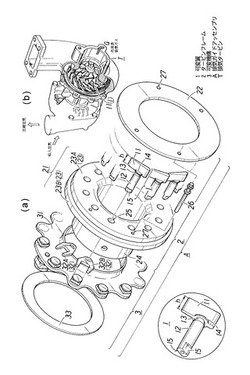
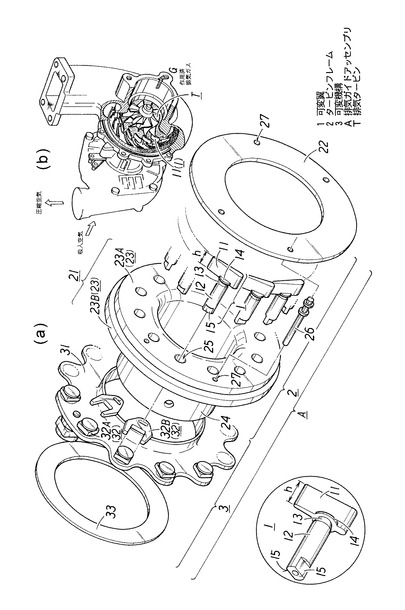
VGSターボチャージャは、特にエンジンの低速回転時において排気ガスGを絞り込んで排気流量を調節するものであり、排気ガイドアッセンブリAを主な構成要素として成る。排気ガイドアッセンブリAは、一例として図6に示すように、排気タービンTの外周に設けられ実質的に排気ガスを絞る複数の可変翼1と、可変翼1を回動自在に保持するタービンフレーム2と、排気ガスGの流量を適宜設定すべく可変翼1を一定角度回動させる可変機構3とを具えて成るものである。以下、各構成部について更に説明する。
【0033】
まず可変翼1について説明する。このものは一例として図6に示すように、排気タービンTの外周に沿って円弧状に複数(一基の排気ガイドアッセンブリAに対して概ね10個から15個程度)配設され、そのそれぞれが、ほぼ同程度づつ回動して排気流量を適宜調節するものである。可変翼1は、翼部11と軸部12とを具えて成り、以下これらについて説明する。
翼部11は、主に排気タービンTの幅寸法に応じて一定幅を有するように形成されるものであり、その幅方向における断面が概ね翼形に形成され、排気ガスGが効果的に排気タービンTに向かうように構成されている。なお、ここで翼部11の幅寸法を便宜上、翼幅hとする。
また軸部12は、翼部11と一体的に連続形成されるものであり、翼部11を動かす際の回動軸となる。
【0034】
また翼部11と軸部12との接続部位には、軸部12から翼部11に向かって窄まるようなテーパ部13と、軸部12より幾分大径の鍔部14とが連なるように形成されている。なお、鍔部14の底面は、翼部11における軸部12側の端面と、ほぼ同一平面上に形成され、この平面が、可変翼1をタービンフレーム2に取り付けた際の座面となり、排気タービンTにおける幅方向(翼幅hの方向)の位置規制を図る作用を担っている。
更に軸部12の先端部には、可変翼1の取付状態の基準となる基準面15が形成される。この基準面15は、後述する可変機構3に対しカシメ等によって固定される部位であり、一例として図6に示すように、軸部12を対向的に切り欠いた二平面が、翼部11に対してほぼ一定の傾斜状態に形成されて成るものである。
【0035】
次にタービンフレーム2について説明する。このものは、複数の可変翼1を回動自在に保持するフレーム部材として構成されるものであって、一例として図6に示すように、フレームセグメント21と保持部材22とによって可変翼1(翼部11)を挟み込むように構成される。
フレームセグメント21は、可変翼1の軸部12を受け入れるフランジ部23と、後述する可変機構3を外周に嵌めるボス部24とを具えて成る。なお、このような構造からフランジ部23には、周縁部分に可変翼1と同数の軸受孔25が等間隔で形成されるものである。
また保持部材22は、図6に示すように中央部分が開口された円板状に形成されている。そして、これらフレームセグメント21と保持部材22とによって挟み込まれた可変翼1の翼部11を、常に円滑に回動させ得るように、両部材間の寸法が、ほぼ一定(概ね可変翼1の翼幅寸法程度)に維持されるものであり、一例として軸受孔25の外周部分に、四カ所設けられたカシメピン26によって両部材間の間隔が維持されている。ここで、このカシメピン26を受け入れるためにフレームセグメント21及び保持部材22に開口される孔をピン孔27とする。
【0036】
なお、図6に示す実施例では、フレームセグメント21のフランジ部23は、保持部材22とほぼ同径のフランジ部23Aと、保持部材22より幾分大きい径のフランジ部23Bとの二つのフランジ部分から成り、これらを同一部材で形成するものであるが、同一部材での加工が複雑化する場合等にあっては、径の異なる二つのフランジ部を分割して形成し、後にカシメ加工やブレージング加工等によって接合することも可能である。
【0037】
次に可変機構3について説明する。このものはタービンフレーム2のボス部24の外周側に設けられ、排気流量を調節するために可変翼1を適宜回動させるものであり、一例として図6に示すように、アッセンブリ内において実質的に可変翼1の回動を生起する回動部材31と、この回動を可変翼1に伝える伝達部材32とを具えて成るものである。
回動部材31は、図示するように中央部分が開口された略円板状に形成され、その周縁部分に可変翼1と同数の伝達部材32を等間隔で設けるものである。なお、この伝達部材32は、回動部材31に対し回転自在に取り付けられる駆動要素32Aと、可変翼1の基準面15に固定状態に取り付けられる受動要素32Bとを具えて成り、これら駆動要素32Aと受動要素32Bとが接続された状態で、回動が伝達される。具体的には四角片状の駆動要素32Aを、回動部材31に対して回転自在にピン止めするとともに、この駆動要素32Aを受け入れ得るように略U字状に形成された受動要素32Bを、可変翼1の先端の基準面15に固定し、四角片状の駆動要素32AをU字状の受動要素32Bに嵌め込み、双方を係合させるように、回動部材31をボス部24に取り付ける。
【0038】
なお、複数の可変翼1を取り付けた初期状態において、これらを周状に整列させるにあたっては、各可変翼1と受動要素32Bとが、ほぼ一定の角度で取り付けられる必要があり、図6に示す実施例においては、主に可変翼1の基準面15がこの作用を担っている。また回動部材31を単にボス部24に嵌め込んだままでは、回動部材31がタービンフレーム2と僅かに離反した際、伝達部材32の係合が解除されてしまうことが懸念されるため、これを防止すべく、タービンフレーム2の対向側から回動部材31を挟むようにリング33等を設け、回動部材31に対してタービンフレーム2側への押圧傾向を賦与するものである。
このような構成によって、エンジンが低速回転を行った際には、可変機構3の回動部材31を適宜回動させ、伝達部材32を介して軸部12に伝達し、図6に示すように可変翼1を回動させ、排気ガスGを適宜絞り込んで、排気流量を調節するものである。
【0039】
このようなVGSターボチャージャにあっては、エンジンの回転数に応じて、可変翼1を繰り返し回動させる必要があるため、例えば可変翼1(軸部12)と、タービンフレーム2(軸受孔25)とは、絶えず摺接する関係にある。このような関係にある部品同士に、本発明に係るクロマイズ処理を施すことは、処理後、研摩工程を経ずに組付けに供することができるだけでなく、部品表面の平滑度が極めて高く形成できるため、可変翼1を回動させる際の駆動力の低減化、回動時の摩擦抵抗の低減化、可変翼1の円滑且つ確実な制御等を実現するという格別な効果をもたらすものである。
【産業上の利用可能性】
【0040】
本発明の製造方法は、被処理材にクロマイズ処理を施す際、拡散浸透処理剤中に活性剤として塩化物とともにフッ化物を配合することにより、被処理材の表面に平滑度の高い均質なクロム拡散浸透層を形成することができ、耐熱部品、特に他の部材に接触した状態で摺動する耐熱部品や、種々の機械部品の製造に適用することができる。
【0041】
また本発明は、処理後の被処理材の表面粗さRyを6.3μm以下に形成できるため、クロマイズ処理後に被処理材を研摩・研削することなく、そのまま組み付けに供することができ、特にVGSターボチャージャの構成部品の製造に好適である。
【図面の簡単な説明】
【0042】
【図1】本発明を適用した被処理材のクロム拡散浸透層を含む断面部位の金属組織を表したEPMA観察写真である。
【図2】図1に示した被処理材のEPMA分析による成分の濃度分布を示すグラフである。
【図3】塩化物のみによる従来のクロマイズ処理を施した被処理材(比較例)において、突起物が形成された表面部分の金属組織を表したEPMA観察写真である。
【図4】図3に示した被処理材のEPMA分析による成分の濃度分布を示すグラフである。
【図5】従来のクロマイズ処理を施した被処理材の走査型電子顕微鏡による解析結果であって、(A)はSEI像であり、(B)〜(D)はそれぞれAl、O、Crの面分析マッピング画像である。
【図6】本発明によって製造された耐熱部品を組み付けて成る排気ガイドアッセンブリの斜視図(a)、並びにこの排気ガイドアッセンブリを組み込んで成るVGSタイプのターボチャージャの斜視図(b)である。
【符号の説明】
【0043】
1 可変翼
2 タービンフレーム
3 可変機構
11 翼部
12 軸部
13 テーパ部
14 鍔部
15 基準面
21 フレームセグメント
22 保持部材
23 フランジ部
23A フランジ部(小)
23B フランジ部(大)
24 ボス部
25 軸受孔
26 カシメピン
27 ピン孔
31 回動部材
32 伝達部材
32A 駆動要素
32B 受動要素
33 リング
A 排気ガイドアッセンブリ
G 排気ガス
h 翼幅
T 排気タービン
【技術分野】
【0001】
本発明は、ステンレス鋼等の金属製品の表面にクロム拡散浸透層を形成するクロマイズ処理(クロム拡散浸透処理)に関するものであって、特に、高温・排ガス雰囲気下において、少ない排気ガスを適宜絞り込むために繰り返し可変翼を回動させる、いわゆるVGSタイプのターボチャージャの構成部品を製造するのに好適な新規な製造方法に係るものである。
【背景技術】
【0002】
例えば、金属製品の高温表面硬度、耐摩耗性、耐食性などの耐熱性を向上させるための表面熱処理の一種としてクロマイズ処理が知られている。このクロマイズ処理には幾つかの方法が知られているが、そのなかでも一般に多く採用されている方法として粉末パック法がある。これは、容器内にクロム源として金属クロム粉末と、活性剤(促進剤)として塩化アンモニウム等の塩化物と、担持剤としてアルミナ粉末との混合物を敷き詰め、処理対象となる金属製品(以下、被処理材とする)を上記混合物中に埋設し、容器を密封した後、加熱炉内に収容して、所定の時間、高温状態で加熱保持するものである。これにより被処理材の表面には、クロム拡散浸透層が形成され、被処理材(表面)の高温硬度、耐摩耗性、耐食性などの耐熱性が改善されるものである。
【0003】
このようなクロマイズ処理により、耐熱性が改善された金属部品は、高温雰囲気下で使用される装置の構成部品として好適であり、この種の装置としては、例えば自動車用エンジン等に用いられるターボチャージャが挙げられる。ターボチャージャは、エンジンの高出力化、高性能化の一手段として用いられる過給機であり、エンジンの排気エネルギによってタービンを駆動し、このタービンの出力によってコンプレッサを回転させ、エンジンに自然吸気以上の過給状態をもたらす装置である。しかしながら、ターボチャージャは、エンジンが低速回転している際には、排気流量の低下により排気タービンがほとんど働かずエンジンのパワーアップが図れなかった。また、もともとエンジンの回転数が低いディーゼルエンジンでは、ターボ効果が得にくいという欠点があった。
このため、低速回転域からでも効率的に作動するVGSタイプのターボチャージャ(以下、単にVGSターボチャージャとする)が開発されてきており、このものは排気タービンの外側に複数の可変翼を周状に等配するとともに、複数の可変翼を一挙に回動させる可変機構を具えたものであり、可変翼の回動によって少ない排気ガスを適宜絞り込み、排気の速度を増幅させ、排気タービンの仕事量を大きくすることにより、低速回転時でも高出力を発揮できるようにしたターボチャージャである。
【0004】
このVGSターボチャージャの構成部材としては、例えばオーステナイト系ステンレス鋼にクロマイズ処理を施したものが用いられる。しかしながら、このようなステンレス鋼に一般的なクロマイズ処理を施した際には、以下のような問題があった。すなわちクロマイズ処理を受けたステンレス鋼は、その表面(クロム拡散浸透層)に微細な凹凸が形成され、肌面(処理表面)にザラツキを生じることが問題であった。このためクロマイズ処理後のステンレス鋼は、そのまま組み付けに供されることはなく、組み付け前に研摩等の仕上加工を受けるのが一般的となっていた。すなわちVGSターボチャージャの製造にあっては、構成部品にクロマイズ処理を施した場合、その後、必然的に研摩等の仕上加工を要しており、これが量産性、生産コスト等を阻害する要因となっていた。
特に、VGSターボチャージャは、高温・排ガス下において可変翼を回動させる操作を繰り返し行うものであるため、確実に排ガスを制御することや円滑な回動を長期にわたって維持するために、可変翼やこれを回動自在に保持する部材等では、摩擦抵抗を極力減らすべく、高い表面平滑度が要求されていた。
【0005】
もちろん、被処理材に適用する他の素材としては、非オーステナイト系のステンレス鋼、例えばマルテンサイト系ステンレス鋼を用い、これにクロマイズ処理を施すことも考えられるが、表面ザラツキは、オーステナイト系ステンレス鋼と同様であり、例えばVGSターボチャージャの可変翼などでは、要求される表面粗さ(平滑度)が極めて高いため、処理後の研摩加工(仕上加工)を排除できなかった。
またVGSターボチャージャは、単に高温というだけでなく、排ガス環境下で使用され、使用温度が750℃を越えることも少なくなく、マルテンサイト系ステンレス鋼に通常のクロマイズ処理を施しただけでは、耐食性ないし耐高温酸化性等の点において、まだ不充分であった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、このような背景を認識して成されたものであって、塩化物とフッ化物とを含む拡散浸透処理剤を使用した斬新なクロマイズ処理を施すことにより、被処理材の表面に平滑度の高いクロム拡散浸透層を形成できるようにした新規な製造手法の開発を試みたものであり、特にVGSターボチャージャ等、高温雰囲気において繰り返し摺動(摩擦)を受ける耐熱部品の製造に適したものである。
【課題を解決するための手段】
【0007】
すなわち請求項1記載のクロマイズ処理による耐熱部材の製造方法は、金属製の被処理材を、クロム粉末と担持剤と活性剤とを具えて成る拡散浸透処理剤中に埋設してクロマイズ処理を施し、被処理材の表面にクロム拡散浸透層を形成して被処理材の耐熱性を向上させる方法であって、前記活性剤は、拡散浸透処理剤の0.1〜1.0重量%の塩化物と、拡散浸透処理剤の0.1〜1.0重量%のフッ化物とを含んで成ることを特徴として成るものである。
【0008】
また請求項2記載のクロマイズ処理による耐熱部材の製造方法は、前記請求項1記載の要件に加え、前記塩化物は塩化アンモニウムであり、また前記フッ化物はフッ化アルミニウムまたはフッ化ナトリウムであることを特徴として成るものである。
【0009】
また請求項3記載のクロマイズ処理による耐熱部材の製造方法は、前記請求項1または2記載の要件に加え、前記クロマイズ処理後の被処理材は、表面粗さRyが6.3μm以下に抑えられることを特徴として成るものである。
【0010】
また請求項4記載のクロマイズ処理による耐熱部材の製造方法は、前記請求項1、2または3記載の要件に加え、前記クロマイズ処理は、少ない排気ガスを適宜絞り込んで排気の速度を増し、排気タービンの仕事量を大きくすることにより、エンジンが低速回転域にあっても高出力を発揮できるようにしたVGSタイプのターボチャージャの構成部品に適用されることを特徴として成るものである。
【発明の効果】
【0011】
これら各請求項記載の発明の構成を手段として前記課題の解決が図られる。
すなわち本発明によれば、クロマイズ処理後の耐熱部品(被処理材)には、極めて平滑な表面のクロム拡散浸透層が形成される。その理由は次の通りである。すなわち塩化物のクロマイズ高温反応に対する活性作用の特徴は速効性にあり、一方フッ化物の活性作用の特徴は遅効性にある。そこで両者を混在させることによって活性・促進作用がクロマイズ処理中、平均化適正速度にコントロールされ、その結果、平滑表面が得られるのである。
従って、処理後の耐熱部品は、表面研摩を要することなく、高温雰囲気で使用する摺動部品や、その他の機械部品として広く適用することができる。またクロマイズ処理によって耐熱部品に形成されるクロム拡散浸透層は、表面近傍(表層表面)にクロム炭化物層が形成されるとともに、その下層(表層内部)に高Cr濃度を有する拡散層(合金層)が形成されるため、耐熱部品は、高温酸化性雰囲気においても耐摩耗性及び耐酸化性を充分に発揮することができる。
なお、このような耐熱部品は、VGSターボチャージャ(排気ガイドアッセンブリ)の構成部材、具体的には排気ガスを適宜絞り込む可変翼や、可変翼を回動自在に保持するタービンフレーム、あるいは複数の可変翼を一挙に同程度回動させる可変機構等への適用が好適である。また、他にも排気ガイドアッセンブリの周辺部材、例えば過給圧が一定値以上に上昇した場合に余分な排気ガスを逃がすウエストゲートバルブや、排気タービンの軸部を受けるベアリング等にも適用可能であるし、あるいはエンジンの排気部品にも適用できる。
【0012】
また本発明の製造方法によってVGSターボチャージャの各構成部品を製造した場合には、通常、クロマイズ処理後に行うことが多かった研摩加工(仕上加工)を要することなく、各構成部材をそのまま組立工程に供することができ、ターボチャージャ全体の量産性を向上することができる。また、クロマイズ処理後の部材は、表面が極めて平滑であるため、可変翼を回動させる際の摩擦抵抗が低く抑えられ、可変翼の円滑な作動ひいては排気ガスの流量制御を長期にわたって安定且つ確実に行うことができる。
【発明を実施するための最良の形態】
【0013】
本発明を実施するための最良の形態は、以下の実施例に述べるものをその一つとするとともに、更にその技術思想内において改良し得る種々の手法を含むものである。なお説明にあたっては、本発明に係るクロマイズ処理に適用する素材(鋼材)についてまず説明し、その後このクロマイズ処理の実質について説明し、次いでこのような処理によって製造されるVGSターボチャージャについて説明する。
本発明に適用する被処理材としては、もともと母材自体にクロムやニッケルを含有し、クロマイズ処理を施す以前の段階で既に耐熱性を具備している鋼材が好ましい。また、耐食性を高めるためには、低炭素鋼が好ましく、具体的には炭素の含有量が0.2%以下であり、更に好ましくは0.08%C以下が望ましい。これは、被処理材中の炭素が0.2%を越えると、外部酸素との反応の確率が高まるために、被処理材本体の高温における耐食性、特に耐酸化性が低下するからである。
一方、被処理材中の炭素の下限としては、0.05%以上が好ましい。これは被処理材中に炭素源としての最低必要量が存在するためである。つまり、この数値以上であれば、クロム拡散浸透層の表面にクロム炭化物層が形成できるものである。
【0014】
このような鋼材としては、例えばオーステナイト系ステンレス鋼が挙げられ、JISに規定された鉄鋼記号で例示するとSUS304、SUS316が挙げられる。他にもニッケルとクロムの含有量を更に高めた25Cr−20Ni系のSUS309SやSUS310SやSUH660、SCS13等も挙げられるが、SUS310Sがより望ましい。
また被処理材としては、上記したものの他に耐熱鋳鋼も適用でき、例えばJISに規定されているSCH21(25Cr−20Ni系)や、これよりも炭素量の多いSCH22及びSCH23(いずれも25Cr−20Ni系)、あるいはSCH24(25Cr−35Ni系でSCH21よりも高炭素)などが適用できる。
【0015】
このような金属素材から完成形状に形成した部品(被処理材)に対して、本発明に係るクロマイズ処理を施し、所望の耐熱部品を得るものであり、以下、このクロマイズ処理について説明する。本発明に係るクロマイズ処理は、粉末パック法であり、クロム源と担持剤と活性剤とを具えて成る拡散浸透処理剤中で被処理材を加熱処理するものである。ここでクロム源としては金属クロムの粉末を用い、担持剤としてはアルミナの粉粒を用い、活性剤としては0.1〜1.0重量%の塩化物と、0.1〜1.0重量%のフッ化物とを含む組成とする。なお、担持剤は、焼結防止作用及び活性剤の冷却過程での被処理材への吸着防止作用を担うものである。また、上記活性剤を更に具体的に説明すると、塩化物には塩化アンモニウム(NH4 Cl)を利用することができ、フッ化物にはフッ化アルミニウム(AlF3 )またはフッ化ナトリウム(NaF)が適用できるが、これらを含有する鉱物またはその混合物(例えば氷晶石など)を利用することも可能である。
【0016】
本発明では、拡散浸透処理剤中に塩化物とともに上述したフッ化物を含ませており、これは活性反応を適正制御するためである。その結果、クロムは、被処理材の表面(表層表面)において分解析出後、クロム炭化物層を均一生成するとともに、被処理材の内部(表層内部)において拡散浸透による拡散層(合金層)を均一生成させる。なお、本明細書では、これらクロム炭化物層と拡散層とを総称してクロム拡散浸透層としている(図1参照)。
【0017】
また塩化物とフッ化物の添加割合について、その上限及び下限の技術的意義について説明すると、塩化物を0.1重量%未満とすると、クロム析出の反応が小さくクロム炭化物層の形成が阻害され、一方、塩化物を1.0重量%より多く添加しても昇華して、損失を招くだけで不経済になるためである。
また、フッ化物が0.1重量%未満では、表面平滑化に効果がなく、表面の凹凸を防止できず、一方、フッ化物を1.0重量%より多く添加してもクロムの析出を早めてしまい、表面のザラツキ防止に役立たないためである。
【0018】
なお、クロム源としてのクロムは、金属クロムの他にクロム合金中のクロム成分を含んでもよく、拡散浸透処理剤中に20〜99重量%含有させることができる。
また拡散浸透処理剤は、上記活性剤を0.2〜2.0重量%含むため、残部は上記担持剤を含み、その他の添加剤を含有させても良い。
【0019】
そして、このような拡散浸透処理剤を耐熱容器中に敷き詰め、処理剤中に被処理材を埋設した後、容器を密封する。次いで、この容器を加熱炉内に収容し、容器内温度(炉内温度)を一定に保持する。このときの加熱温度は、900℃〜1100℃が好ましく、この温度範囲で2〜20時間保持すると、被処理材に厚さが3〜30μm程度の拡散浸透層が形成できる。
【0020】
ここで、粉末パック法による上記加熱温度を900℃〜1100℃とするのは、900℃未満では、被処理材表面へのクロム析出量が小さく、拡散浸透層であるクロム炭化物層の厚さも薄くて、耐熱部品として充分な耐摩耗性が得られないためであり、一方、上記加熱温度が1100℃を越えると、処理剤中の金属クロムや担持剤の粉末が、被処理材の表面に直接付着して、肌荒れを生じるためである。
【0021】
このようなクロマイズ処理を被処理材に施すことにより、被処理材の表面にクロム拡散浸透層が形成されるものであり、特にその表層部にあっては、均質な析出クロム炭化物粒子を含有する硬化層(クロム炭化物層)が形成される。このクロム拡散浸透層の表面粗さは、JIS B 0601(1994)に規定されたRy(最大高さ)で6.3μm以下に形成されることが好ましい。表面粗さRyが、6.3μmを越えると、例えばVGSターボチャージャの場合、可変翼(耐熱部品)を回動させる際に、軸受けとなるタービンフレームとの摩擦抵抗(回転摺動抵抗)が増大し、回動の際に大きな駆動力を要し、また部品間の表面摩擦に起因してクロム炭化物層が大きく摩耗する。逆に、表面粗さRyが6.3μm以下であれば、耐熱部品は、クロマイズ処理後に表面研摩をしなくても低い摺動抵抗を維持することができ、特にVGSターボチャージャの場合、可変翼ないしは可変翼を回動自在に保持する部材として好適に使用することができる。
なお拡散浸透層の表面粗さRyは、好ましくは5.0μm以下であり、より好ましくは3.0μm以下である。
【実施例】
【0022】
以下、塩化物とフッ化物とを含む拡散浸透処理剤を使用した本発明のクロマイズ処理の効果を、具体的な実施例を挙げて説明する。
被処理材としては、SUS310S(25Cr−20Ni系のオーステナイト系ステンレス鋼)から板厚4mm、板幅7mm、長さ20mm、表面粗さ0.5μmの供試片を作製し、この供試片にクロマイズ処理を施した。
【0023】
拡散浸透処理剤は、クロム源としての金属クロム粉を75重量%、活性剤を1.0重量%混合するととともに、残部に担持剤としてのアルミナ粉末を混合、調整した。なお、活性剤は、塩化アンモニウムとフッ化アルミニウムの和(合計)を拡散浸透処理剤の1.0重量%一定とし、それぞれの重量%を表1に示す5通りとした。このうち、番号1〜3の処理剤を使用したクロマイズ処理が本発明に該当し、番号4、5の処理剤を使用したクロマイズ処理が本発明の効果を示す参考例となる。
【0024】
クロマイズ処理は、このような5種の拡散浸透処理剤を耐熱容器中に敷き詰めた後、前記供試片をこの処理剤中に埋設させ、該容器を不活性ガス雰囲気下において電気炉中で1050℃、10時間加熱した後、該容器を炉外で放冷するという手順で行った。
このようなクロマイズ処理によって得られた供試片(被処理材)を、JIS B 0601(1994)に規定された表面粗さ(Ry)測定に供し、その結果を表1に示した。
【0025】
【表1】
【0026】
表1から活性剤として塩化アンモニウムとフッ化アルミニウムを含有する番号1〜3(供試片)の表面粗さRyが3.0μm未満となり、これらが平滑で良好な表面性状を呈することが判明した。更に、この表から判別されることは、塩化アンモニウムまたはフッ化アルミニウムを単独で1.0重量%含む番号4、5(供試片)は、表面粗さRyが10μm以上となり、顕著な肌荒れを生じるということである。
【0027】
また図1に番号1(供試片)の拡散浸透層をEPMAで観察したSE像を示す。図1から、本発明に係るクロマイズ処理を施すと被処理材表面に形成される拡散浸透層厚が、比較的均一で、表面も平滑であることが判る。
【0028】
番号1(供試片)のEPMA線分析による成分の濃度分布を図2に示す。図2中、内質部のCr、Ni、Feの濃度は、母材であるSUS310Sの値である。しかるに表層表面では、Crが濃化しNi、Feの含有量が低下している。この部分が被処理材表面に形成されたクロム拡散浸透層であり、その厚みは約20μm程度である。すなわち上記図1、2から本発明に係るクロマイズ処理の拡散浸透層は、高い濃度のクロム層から成っていることが判る。
【0029】
図3に塩化物のみによるクロマイズ処理を施した番号5の供試片断面をEPMAで観察したSE像の一例を示す。図3では、図1と比較して供試片表面に大きな突起物(実際には微細な凹凸)が存在しており、処理後の表面平滑度(表面粗さ)を阻害する一因となっている。また、このものの線分析結果を図4に示す。突起物は非常に高いCr濃度を示しており、金属クロムの付着物またはクロム化合物と見られる。
【0030】
図5に、図3と同じく、SUS310Sに従来の塩化物のみによるクロマイズ処理を施した被処理材のSEMによる解析結果を示す。本図(A)はSEI像であり、(B)〜(D)は順次このSEI像のAl、O、Crの面分析マッピング画像である。図5(A)中の符号1、2、3は、クロム拡散浸透層の表面上に形成された突起物を表している。図5(B)、(C)から符号1は金属CrまたはCr酸化物を、符号2、3はAl、O、Crから成る複合アルミナ粒子であることを示唆している。このように従来のクロマイズ処理を施した被処理材(耐熱部品)では、突起物中にCrとAlとOの存在が観察されており、種々の突起物の起因がクロムの異常な析出とともに、担持剤であるアルミナ粒子とCrの付着があると考えられる。しかしながら、本発明に係るクロマイズ処理を施した被処理材(表1中の番号1〜3)では、拡散浸透層にこのような過剰なクロムの析出や複合アルミナ粒子の付着に起因した突起物は形成されず、その表面粗さRyは6.3μm以下に確保できるものである。
【0031】
本発明に係るクロマイズ処理は、被処理材(耐熱部品)に更なる耐熱性、耐酸化性、耐食性等を付与する製造手法の一種である。しかも、処理後の表面平滑度を高いレベルに実現できるため、処理後の被処理材は研摩することなく、そのまま組立に供することができる。このようなことから、本発明に係るクロマイズ処理は、VGSターボチャージャの構成部材、特に完成形状を成した構成部品へのクロマイズ処理に適しており、以下、このVGSターボチャージャについて説明する。
【0032】
VGSターボチャージャは、特にエンジンの低速回転時において排気ガスGを絞り込んで排気流量を調節するものであり、排気ガイドアッセンブリAを主な構成要素として成る。排気ガイドアッセンブリAは、一例として図6に示すように、排気タービンTの外周に設けられ実質的に排気ガスを絞る複数の可変翼1と、可変翼1を回動自在に保持するタービンフレーム2と、排気ガスGの流量を適宜設定すべく可変翼1を一定角度回動させる可変機構3とを具えて成るものである。以下、各構成部について更に説明する。
【0033】
まず可変翼1について説明する。このものは一例として図6に示すように、排気タービンTの外周に沿って円弧状に複数(一基の排気ガイドアッセンブリAに対して概ね10個から15個程度)配設され、そのそれぞれが、ほぼ同程度づつ回動して排気流量を適宜調節するものである。可変翼1は、翼部11と軸部12とを具えて成り、以下これらについて説明する。
翼部11は、主に排気タービンTの幅寸法に応じて一定幅を有するように形成されるものであり、その幅方向における断面が概ね翼形に形成され、排気ガスGが効果的に排気タービンTに向かうように構成されている。なお、ここで翼部11の幅寸法を便宜上、翼幅hとする。
また軸部12は、翼部11と一体的に連続形成されるものであり、翼部11を動かす際の回動軸となる。
【0034】
また翼部11と軸部12との接続部位には、軸部12から翼部11に向かって窄まるようなテーパ部13と、軸部12より幾分大径の鍔部14とが連なるように形成されている。なお、鍔部14の底面は、翼部11における軸部12側の端面と、ほぼ同一平面上に形成され、この平面が、可変翼1をタービンフレーム2に取り付けた際の座面となり、排気タービンTにおける幅方向(翼幅hの方向)の位置規制を図る作用を担っている。
更に軸部12の先端部には、可変翼1の取付状態の基準となる基準面15が形成される。この基準面15は、後述する可変機構3に対しカシメ等によって固定される部位であり、一例として図6に示すように、軸部12を対向的に切り欠いた二平面が、翼部11に対してほぼ一定の傾斜状態に形成されて成るものである。
【0035】
次にタービンフレーム2について説明する。このものは、複数の可変翼1を回動自在に保持するフレーム部材として構成されるものであって、一例として図6に示すように、フレームセグメント21と保持部材22とによって可変翼1(翼部11)を挟み込むように構成される。
フレームセグメント21は、可変翼1の軸部12を受け入れるフランジ部23と、後述する可変機構3を外周に嵌めるボス部24とを具えて成る。なお、このような構造からフランジ部23には、周縁部分に可変翼1と同数の軸受孔25が等間隔で形成されるものである。
また保持部材22は、図6に示すように中央部分が開口された円板状に形成されている。そして、これらフレームセグメント21と保持部材22とによって挟み込まれた可変翼1の翼部11を、常に円滑に回動させ得るように、両部材間の寸法が、ほぼ一定(概ね可変翼1の翼幅寸法程度)に維持されるものであり、一例として軸受孔25の外周部分に、四カ所設けられたカシメピン26によって両部材間の間隔が維持されている。ここで、このカシメピン26を受け入れるためにフレームセグメント21及び保持部材22に開口される孔をピン孔27とする。
【0036】
なお、図6に示す実施例では、フレームセグメント21のフランジ部23は、保持部材22とほぼ同径のフランジ部23Aと、保持部材22より幾分大きい径のフランジ部23Bとの二つのフランジ部分から成り、これらを同一部材で形成するものであるが、同一部材での加工が複雑化する場合等にあっては、径の異なる二つのフランジ部を分割して形成し、後にカシメ加工やブレージング加工等によって接合することも可能である。
【0037】
次に可変機構3について説明する。このものはタービンフレーム2のボス部24の外周側に設けられ、排気流量を調節するために可変翼1を適宜回動させるものであり、一例として図6に示すように、アッセンブリ内において実質的に可変翼1の回動を生起する回動部材31と、この回動を可変翼1に伝える伝達部材32とを具えて成るものである。
回動部材31は、図示するように中央部分が開口された略円板状に形成され、その周縁部分に可変翼1と同数の伝達部材32を等間隔で設けるものである。なお、この伝達部材32は、回動部材31に対し回転自在に取り付けられる駆動要素32Aと、可変翼1の基準面15に固定状態に取り付けられる受動要素32Bとを具えて成り、これら駆動要素32Aと受動要素32Bとが接続された状態で、回動が伝達される。具体的には四角片状の駆動要素32Aを、回動部材31に対して回転自在にピン止めするとともに、この駆動要素32Aを受け入れ得るように略U字状に形成された受動要素32Bを、可変翼1の先端の基準面15に固定し、四角片状の駆動要素32AをU字状の受動要素32Bに嵌め込み、双方を係合させるように、回動部材31をボス部24に取り付ける。
【0038】
なお、複数の可変翼1を取り付けた初期状態において、これらを周状に整列させるにあたっては、各可変翼1と受動要素32Bとが、ほぼ一定の角度で取り付けられる必要があり、図6に示す実施例においては、主に可変翼1の基準面15がこの作用を担っている。また回動部材31を単にボス部24に嵌め込んだままでは、回動部材31がタービンフレーム2と僅かに離反した際、伝達部材32の係合が解除されてしまうことが懸念されるため、これを防止すべく、タービンフレーム2の対向側から回動部材31を挟むようにリング33等を設け、回動部材31に対してタービンフレーム2側への押圧傾向を賦与するものである。
このような構成によって、エンジンが低速回転を行った際には、可変機構3の回動部材31を適宜回動させ、伝達部材32を介して軸部12に伝達し、図6に示すように可変翼1を回動させ、排気ガスGを適宜絞り込んで、排気流量を調節するものである。
【0039】
このようなVGSターボチャージャにあっては、エンジンの回転数に応じて、可変翼1を繰り返し回動させる必要があるため、例えば可変翼1(軸部12)と、タービンフレーム2(軸受孔25)とは、絶えず摺接する関係にある。このような関係にある部品同士に、本発明に係るクロマイズ処理を施すことは、処理後、研摩工程を経ずに組付けに供することができるだけでなく、部品表面の平滑度が極めて高く形成できるため、可変翼1を回動させる際の駆動力の低減化、回動時の摩擦抵抗の低減化、可変翼1の円滑且つ確実な制御等を実現するという格別な効果をもたらすものである。
【産業上の利用可能性】
【0040】
本発明の製造方法は、被処理材にクロマイズ処理を施す際、拡散浸透処理剤中に活性剤として塩化物とともにフッ化物を配合することにより、被処理材の表面に平滑度の高い均質なクロム拡散浸透層を形成することができ、耐熱部品、特に他の部材に接触した状態で摺動する耐熱部品や、種々の機械部品の製造に適用することができる。
【0041】
また本発明は、処理後の被処理材の表面粗さRyを6.3μm以下に形成できるため、クロマイズ処理後に被処理材を研摩・研削することなく、そのまま組み付けに供することができ、特にVGSターボチャージャの構成部品の製造に好適である。
【図面の簡単な説明】
【0042】
【図1】本発明を適用した被処理材のクロム拡散浸透層を含む断面部位の金属組織を表したEPMA観察写真である。
【図2】図1に示した被処理材のEPMA分析による成分の濃度分布を示すグラフである。
【図3】塩化物のみによる従来のクロマイズ処理を施した被処理材(比較例)において、突起物が形成された表面部分の金属組織を表したEPMA観察写真である。
【図4】図3に示した被処理材のEPMA分析による成分の濃度分布を示すグラフである。
【図5】従来のクロマイズ処理を施した被処理材の走査型電子顕微鏡による解析結果であって、(A)はSEI像であり、(B)〜(D)はそれぞれAl、O、Crの面分析マッピング画像である。
【図6】本発明によって製造された耐熱部品を組み付けて成る排気ガイドアッセンブリの斜視図(a)、並びにこの排気ガイドアッセンブリを組み込んで成るVGSタイプのターボチャージャの斜視図(b)である。
【符号の説明】
【0043】
1 可変翼
2 タービンフレーム
3 可変機構
11 翼部
12 軸部
13 テーパ部
14 鍔部
15 基準面
21 フレームセグメント
22 保持部材
23 フランジ部
23A フランジ部(小)
23B フランジ部(大)
24 ボス部
25 軸受孔
26 カシメピン
27 ピン孔
31 回動部材
32 伝達部材
32A 駆動要素
32B 受動要素
33 リング
A 排気ガイドアッセンブリ
G 排気ガス
h 翼幅
T 排気タービン
【特許請求の範囲】
【請求項1】
金属製の被処理材を、クロム粉末と担持剤と活性剤とを具えて成る拡散浸透処理剤中に埋設してクロマイズ処理を施し、被処理材の表面にクロム拡散浸透層を形成して被処理材の耐熱性を向上させる方法であって、
前記活性剤は、拡散浸透処理剤の0.1〜1.0重量%の塩化物と、拡散浸透処理剤の0.1〜1.0重量%のフッ化物とを含んで成ることを特徴とするクロマイズ処理による耐熱部品の製造方法。
【請求項2】
前記塩化物は塩化アンモニウムであり、また前記フッ化物はフッ化アルミニウムまたはフッ化ナトリウムであることを特徴とする請求項1記載のクロマイズ処理による耐熱部品の製造方法。
【請求項3】
前記クロマイズ処理後の被処理材は、表面粗さRyが6.3μm以下に抑えられることを特徴とする請求項1または2記載のクロマイズ処理による耐熱部品の製造方法。
【請求項4】
前記クロマイズ処理は、少ない排気ガスを適宜絞り込んで排気の速度を増し、排気タービンの仕事量を大きくすることにより、エンジンが低速回転域にあっても高出力を発揮できるようにしたVGSタイプのターボチャージャの構成部品に適用されることを特徴とする請求項1、2または3記載のクロマイズ処理による耐熱部品の製造方法。
【請求項1】
金属製の被処理材を、クロム粉末と担持剤と活性剤とを具えて成る拡散浸透処理剤中に埋設してクロマイズ処理を施し、被処理材の表面にクロム拡散浸透層を形成して被処理材の耐熱性を向上させる方法であって、
前記活性剤は、拡散浸透処理剤の0.1〜1.0重量%の塩化物と、拡散浸透処理剤の0.1〜1.0重量%のフッ化物とを含んで成ることを特徴とするクロマイズ処理による耐熱部品の製造方法。
【請求項2】
前記塩化物は塩化アンモニウムであり、また前記フッ化物はフッ化アルミニウムまたはフッ化ナトリウムであることを特徴とする請求項1記載のクロマイズ処理による耐熱部品の製造方法。
【請求項3】
前記クロマイズ処理後の被処理材は、表面粗さRyが6.3μm以下に抑えられることを特徴とする請求項1または2記載のクロマイズ処理による耐熱部品の製造方法。
【請求項4】
前記クロマイズ処理は、少ない排気ガスを適宜絞り込んで排気の速度を増し、排気タービンの仕事量を大きくすることにより、エンジンが低速回転域にあっても高出力を発揮できるようにしたVGSタイプのターボチャージャの構成部品に適用されることを特徴とする請求項1、2または3記載のクロマイズ処理による耐熱部品の製造方法。
【図2】

【図4】
【図6】
【図1】
【図3】
【図5】
【図4】
【図6】
【図1】
【図3】
【図5】
【公開番号】特開2007−327077(P2007−327077A)
【公開日】平成19年12月20日(2007.12.20)
【国際特許分類】
【出願番号】特願2006−156943(P2006−156943)
【出願日】平成18年6月6日(2006.6.6)
【出願人】(591104169)日本カロライズ工業株式会社 (7)
【出願人】(593146110)株式会社アキタファインブランキング (15)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成19年12月20日(2007.12.20)
【国際特許分類】
【出願日】平成18年6月6日(2006.6.6)
【出願人】(591104169)日本カロライズ工業株式会社 (7)
【出願人】(593146110)株式会社アキタファインブランキング (15)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]