
クロムめっき部品
【課題】熱履歴を経る場合にも優れた耐食性を維持するクロムめっき部品を高能率かつ安定して得ることができる製造方法を提供する。
【解決手段】有機スルフォン酸を含有するクロムめっき浴を用い、最初に、パルス電流を用いて、鋼母材Mの表面に、クラックがなくかつ100MPa以上望ましくは150MPa以上の圧縮残留応力を有する下地のクロム層を析出させ、次に、同じめっき浴中で、直流電流を用いて電気めっきを行い、前記下地のクロム層上にクラックを有する上クロム層を析出させる。
【解決手段】有機スルフォン酸を含有するクロムめっき浴を用い、最初に、パルス電流を用いて、鋼母材Mの表面に、クラックがなくかつ100MPa以上望ましくは150MPa以上の圧縮残留応力を有する下地のクロム層を析出させ、次に、同じめっき浴中で、直流電流を用いて電気めっきを行い、前記下地のクロム層上にクラックを有する上クロム層を析出させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面に硬質のクロム層を析出させたクロムめっき部品に関する。
【背景技術】
【0002】
ワーク表面に硬質のクロム層を析出させる汎用の硬質クロムめっき処理によれば、得られるクロム層に金属素地に達するクラックが多数存在し、そのままでは、腐食原因となる媒体が金属素地に到達して、耐食性に劣るものとなる。そこで従来、腐食環境で使用される部品に対しては、一般に前処理としてニッケルめっきや銅めっきを施してクロムめっき層と同程度の膜厚の下地を形成し、この下地の上に硬質クロムめっきを施すようにしていた。しかし、このような対策によれば、めっき処理を工程を変えて2回行わなければならないため、工程増加による製造コストの上昇が避けられないようになる。
【0003】
一方、パルス電流を利用して、いわゆるパルスめっき処理を行うことで、クラックのないクロム層を形成できることが既に確認されており(例えば、特開平3−207884号公報)、この方法によれば、耐食性に優れたクロムめっき部品を1工程処理で得ることができるようになる。しかし、このパルスめっき処理によれば、熱履歴を受けるとクロム層に大きなクラック(マクロクラック)が発生し易いという問題があり、熱履歴を受ける部品への適用は断念せざるを得ないものとなっていた。
【発明の開示】
【発明が解決しようとする課題】
【0004】
そこで、本発明者等は、上記マクロクラック発生について鋭意検討した結果、クロム層に100MPa以上の圧縮残留応力(−100MPa以下)を付与することで、前記熱履歴に起因するクラック発生を防止できることを見出し、既に特開2000−199095号公報で明らかにしている。
しかしながら、この圧縮残留応力を付与したクロムめっき部品について、その後さらに追加実験をしてみると、めっき処理の直後に100MPaより小さい圧縮残留応力(−100MPa超)を有しているにもかかわらず、条件によっては250℃程度の高温までマクロクラックが発生しないものがあることが分った。
【0005】
本発明は、上記した技術的背景に鑑みてなされたもので、その目的とするところは、広範な熱履歴を経る場合にも優れた耐食性を発揮するクロムめっき部品を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するための本発明に係るクロムめっき部品は、クロムめっき処理によりクラックのないクロム層をワーク表面に形成したクロムめっき部品であって、使用状態において表面の残留応力値が、−100MPaより大きく80MPa以下であることを特徴とする。
また、本発明に係るクロムめっき部品は、クロムめっき処理により、−100MPaより大きな初期電着応力を有するクラックのないクロム層をワーク表面に形成したクロムめっき部品であって、使用状態において表面の残留応力値が、80MPa以下であることを特徴とする。
【発明の効果】
【0007】
上記したように、本発明に係るクロムめっき部品によれば、常温付近においてはもちろん、広範な熱履歴を経る場合にも優れた耐食性を発揮するクロムめっき部品を安定して得ることができる。また、めっき条件のわずかの変更と研磨仕上げの加工条件のわずかの変更で対処できるので、生産性はもとより製造コストが犠牲になることもなく、総じて本発明の利用価値は大なるものがある。
【発明を実施するための最良の形態】
【0008】
以下、本発明を実施するための最良の形態を説明する。
【0009】
本実施の形態においては、先ず、パルスめっき処理を行ってワーク表面にクラックのないクロム層を形成し、その後、ワーク表面をバフ研磨で仕上加工する。しかして、前記パルスめっき処理および研磨仕上加工に際しては、クロム層に生じる電着応力値Aと、前記研磨仕上加工によりクロム層に付与される加工応力値Bと、後に詳述するクロム層の微視的歪と相関する、温度上昇および時間経過により生じるクロム層の応力変化量Cとが、式(1)[A+B+C≦80MPa]を満足するように、換言すれば、ワークを製品化した使用状態において応力値が80MPa以下となるように前記パルスめっき処理並びに研磨仕上加工の条件を調整する。なお、仕上加工としては、前記研磨仕上加工に限らず、例えばワーク表面を砥石で研削する研削仕上加工としてもよい。
【0010】
上記パルスめっき処理に際しては、めっき浴として、表1に示すような有機スルフォン酸を含むものを用いる。このめっき浴は、特公昭63−32874号公報に記載されたものと同じ成分組成を有しており、クロム酸と硫酸根とをベースとして有機スルフォン酸を1〜18g/L 好適には1.5〜12g/L含んでいる。
なお、有機スルフォン酸を含まない、クロム酸−硫酸浴(サージェント浴)や珪弗化物(SiF6)を含む混合触媒浴を用いてもよい。
【0011】
【表1】

【0012】
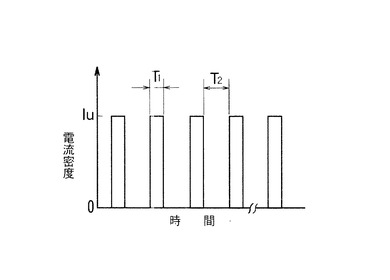
また、パルスめっき処理に際して印加するパルス電流の波形としては、図1に示すように最大電流密度IUと最小電流密度ILとの間を交番し、かつ最大電流密度IUと最小電流密度ILとに所定時間T1、T2保持する形態となっている。最小電流密度ILは、ここではゼロ(オフ)に設定しているが、最大電流密度IUとゼロとの間の任意の値に設定してもよいことはもちろんである。また、保持時間T1およびT2については、同一の値に設定しても異なる値に設定してもよい。
【0013】
本実施の形態においては、上記最大電流密度IU並びに最小電流密度ILおよび上記保持時間T1、T2を適当な値に設定し、さらに浴温度を50〜80℃として上記めっき浴中でパルスめっき処理を行って、上記したクロム層に生じる電着応力値Aおよび雰囲気の温度上昇により生じるクロム層の応力変化量Cを制御する。
一方、研磨仕上加工に際しては、不織布を基材とするセンタレスバフ(クレノートン社製ベアテックスGD)を用い、負荷電流を調整して上記した研磨仕上加工によりクロム層に付与される加工応力値Bを制御する。
【0014】
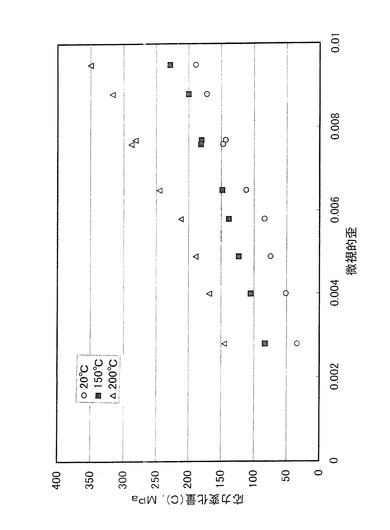
ここで、温度上昇によるクロム層の応力変化はクロム層の熱収縮に起因する現象であり、その応力変化量Cは、図2に示すようにクロム層の微視的歪εおよび雰囲気温度と相関する。前記微視的歪εは、X線回折法による回折X線のプロファイルの広がりを半価幅として測定することで、下記のHallの式(2)から求めることができる。
β・cosθ/λ=1/D+ε・sinθ/λ …(2)
この式において、βは半価幅、εは微視的歪、Dは結晶子の大きさ、λはX線の波長であり、半価幅βの測定は、同一方向の格子面である{110}と{220}で行う。
図2は、後述の実施例データに基いて求めたもので、微視的歪εが小さいほど加熱によるクロム層の応力変化量Cは小さく、熱的に安定する。
また、応力変化量Cは、時間と共に変化するが、時間の経過により安定し、変化が小さくなる。常温では、1ケ月程度で安定し、150℃では1日程度で安定する。
【0015】
このようにして製造されたクロムめっき部品は、めっき処理によりクロム層に生じる電着応力値Aと、前記研磨仕上げによりクロム層に付与される加工応力値Bと、温度上昇および時間の経過により生じるクロム層の応力変化量Cとが、上記(1)式を満足するように制御されているので、広範な熱履歴を経てもクロム層にマクロクラックが発生せず、優れた耐食性を維持するものとなる。
【実施例1】
【0016】
JIS S45Cからなる鋼棒(直径20mm)を供試材とし、めっき浴としてクロム酸250 g/L 、硫酸根3.5 g/L 、有機スルフォン酸4g/L の成分組成のものを用い、浴温59℃、最大電流密度IU =200 A/dm2、最小電流密度IL =0 A/dm2(図1のパターン)、最大電流密度IU における保持時間(オンタイム)T1=0.6 、0.4、0.2ms、最小電流密度IL における保持時間(オフタイム)T2 =0.2 msの条件でパルスめっき処理を行い、ワーク表面に厚さ約20μmのクロム層を有しかつ初期電着応力(残留応力)Aが3水準に異なる3種類の試料1,2,3を得た。
なお、初期電着応力の測定は、日本非破壊検査協会編「非破壊検査」第37巻第8号636〜642頁に記載される「X線応力測定法」を用いて行った。以下、クロム層の残留応力の測定には本法を用いた。
【0017】
次に、上記試料1〜3をバフ研磨に供し、その表面を仕上加工した。バフ研磨は、前記不織布を基材とするセンタレスバフを用い、加工速度を1400mm/minに固定して、負荷電流を変えて表面クロム層に付与する加工応力を調整した。バフ研磨条件(負荷電流、加工速度)の指標としては、試料の仕上加工に要した単位表面積あたりの消費エネルギー(仕事量)Wを以下の式(3)から導いた。
W=E・I・n/v・π・d(単位は、V・A・min/mm2) …(3)
ここで、E:モータの負荷電圧
I:モータの負荷電流(仕上加工時のモータ電流−無負荷電流)
n:加工回数
v:加工速度(試料送り速度)
π:円周率
d:試料外径
上記(3)式より、消費エネルギー(仕事量)Wは、モータ負荷電流が+1Aの場合、試料の外径を20mm、モータ負荷電圧を200V、加工速度を1400mm/min、加工回数を1とすると、0.00227(V・A・min/mm2)となる。同様に、モータ負荷電流が+2A、+3Aの場合は、それぞれW=0.00455(V・A・min/mm2)、W=0.00682(V・A・min/mm2)となる。
【0018】
上記の要領でバフ研磨(仕上加工)を行って、各試料1〜3について残留応力値が3水準に異なる3種類の試料1A,1B,1C、2A,2B,2C、3A,3B,3Cを得た。この場合、各試料のバフ研磨後の残留応力値から上記初期電着応力値Aを減算した値が、バフ研磨によりクロム層に付与された加工応力Bとなる。
次に、上記試料1A〜C、2A〜C、3A〜Cを熱処理に供し、20℃(常温)に23064時間、150℃に2時間、200℃に2時間保持する熱履歴をそれぞれ与えて、それぞれ9種類の試料を得た。この9種類の試料については、以下、前記試料1A〜C、2A〜C、3A〜Cに前記温度を付して、試料1A20,1A150,1A200… …3C20,3C150,3C200のように表記することとする。そして、このようにして得た試料について残留応力を測定すると共に、クロム層内におけるクラック(マクロクラック)の有無を観察した。この場合、加熱後残留応力値から上記バフ研磨後残留応力値を減算した値が、温度上昇により生じるクロム層の応力変化量Cとなる。
【0019】
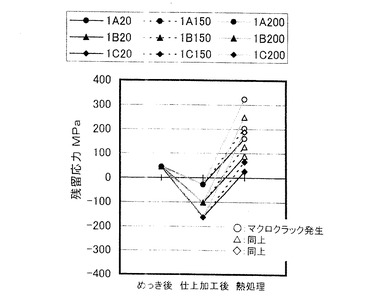
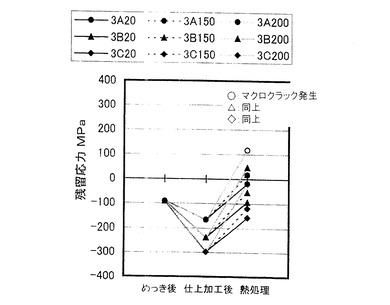
表2は、上記した各試料についてのパルスめっき条件、熱履歴条件、残留応力の測定結果、残留応力の測定結果から求めた加工応力値Bおよび応力変化量C、クラックの観察結果等を一括して示したものである。また、図3〜5は、パルスめっき処理後、仕上加工後、熱処理後における残留応力変化並びにクラック発生状況を各試料1,2,3ごとに整理して示したものである。
【0020】
【表2】
【0021】
表2および図1〜3に示す結果より、クラックのないクロム層の残留応力は、初期電着応力(残留応力)が引張残留応力であるか圧縮残留応力であるかにかかわらず、バフ研磨(仕上加工)により一旦圧縮側へ変化した後、加熱処理により引張側へ変化している。また、クラック発生の有無との関係でみれば、全体としては、初期電着応力値が小さくかつバフ研磨後の圧縮残留応力値が大きいほどクラックが発生し難くなっている。しかし、初期電着応力値が同じでかつバフ研磨後の残留応力値が同じであっても、クラックを発生しないものと発生するものとがあり(1C150と1C200、2B150と2B200、2C150と2C200、3A150と3A200)、クラック発生に対して加熱による応力変化量も大きく影響していることが明らかである。さらに、初期電着応力値Aと、加工応力値Bと加熱による応力変化量Cとの合計量(A+B+C)とクラック発生の有無との間には密接な相関が認められ、この合計量が83MPa(1B20)以上ではクラックが発生しているのに対し、この合計量が64MPa(1C150)以下ではクラック発生が皆無となっている。
【実施例2】
【0022】
JIS S45Cからなる鋼棒(直径20mm)を供試材とし、めっき浴としてクロム酸250 g/L 、硫酸根3.5 g/L 、有機スルフォン酸4g/L の成分組成のものを用い、浴温59℃、最大電流密度IU =120 A/dm2、最小電流密度IL =0 A/dm2(図1のパターン)、オンタイムT1 =0.6、0.4、0.2 ms、オフタイムT2 =0.2 msの条件でパルスめっき処理を行い、表面に厚さ約20μmのクロム層を有しかつ初期電着応力(残留応力)Aが3水準に異なる3種類の試料4,5,6を得た。
【0023】
次に、上記試料4〜6をバフ研磨に供し、実施例1と同様に、不織布を基材とするセンタレスバフを用いて、加工速度固定(1400mm/min)のもと、負荷電流を変えて表面クロム層に付与する加工応力を調整し、各試料4〜6について残留応力値が3水準に異なる3種類の試料4A,4B,4C、5A,5B,5C、6A,6B,6Cを得た。この場合、各試料のバフ研磨後の残留応力値から上記初期電着応力値Aを減算した値が、バフ研磨によりクロム層に付与された加工応力Bとなることは、実施例1の場合と同様である。
次に、上記試料4A〜C、5A〜C、6A〜Cを熱処理に供し、20℃(常温)に23064時間、150℃に2時間、200℃に2時間保持する熱履歴をそれぞれ与えて、それぞれ9種類の試料を得た。この9種類の試料については、以下、前記試料4A〜C、5A〜C、6A〜Cに前記温度を付して、試料4A20,4A150,4A200… …6C20,6C150,6C200のように表記することとする。そして、このようにして得た試料について残留応力を測定すると共に、クロム層内におけるクラック(マクロクラック)の有無を観察した。この場合、加熱後残留応力値から上記バフ研磨後残留応力値を減算した値が、温度上昇により生じるクロム層の応力変化量Cとなることは、実施例1の場合と同様である。
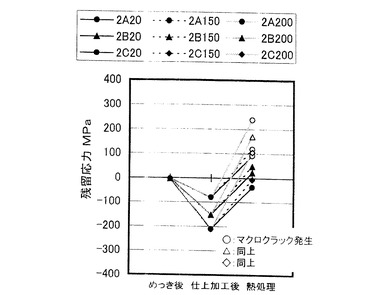
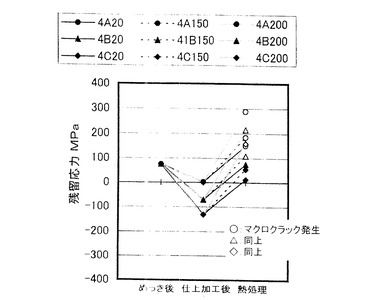
表3は、上記した各試料についてのパルスめっき条件、熱履歴条件、残留応力の測定結果、残留応力の測定結果から求めた加工応力値Bおよび応力変化量C、クラックの観察結果等を一括して示したものである。また、図6〜8は、パルスめっき処理後、仕上加工後、熱処理後における残留応力変化並びにクラック発生状況を各試料4,5,6ごとに整理して示したものである。
【0024】
【表3】
【0025】
表3および図6〜8に示す結果より、クラックのないクロム層の残留応力は、実施例1と同様にバフ研磨(仕上加工)により一旦圧縮側へ変化した後、加熱処理により引張側へ変化している。また、クラック発生との相関でみれば、全体としては、初期電着応力値が小さくかつバフ研磨後の圧縮残留応力値が大きいほどクラックが発生し難くなっている。しかし、初期電着応力値が同じでかつバフ研磨後の残留応力値が同じであっても、クラックを発生しないものと発生するものとがあり(4B20と4B150、4C150と4C200、5A20と5A150、5B150と5B200、6A150と6A200)、実施例1と同様にクラック発生に対して加熱による応力変化量も大きく影響していることが明らかである。さらに、初期電着応力値Aと、加工応力値Bと加熱による応力変化量Cとの合計量(A+B+C)とクラック発生の有無との間には密接な相関が認められ、この合計量が83MPa(6A200)以上ではクラックが発生しているのに対し、この合計量が74MPa(4B20)以下ではクラック発生が皆無となっている。すなわち、初期電着応力値Aと、加工応力値Bと加熱による応力変化量Cとの合計量(A+B+C)の80MPa付近に、クラック発生の有無の分岐点が存在することは明らかで、したがって、広範な熱履歴を経る場合にも優れた耐食性を発揮するクロムめっき部品を得るには、前記合計量(A+B+C)を80MPa未満に抑える必要がある。なお、応力値は80MPa以下(負の値を含む)であればよく、その下限はないが、実験上では−500MPa以下のものは製造不能である。
【0026】
また、実施例1との相違は、パルスめっき処理時における最大電流密度IU として、実施例1(200 A/dm2)より小さい120 A/dm2を選択した点にある。そして、このめっき条件の変更により、めっき層に生じる初期電着応力値Aは、実施例1よりも平均的に30MPaほど引張側へ増大しているが、これと相対に、加熱による応力変化量Cは、実施例1よりも40〜75MPaほど小さくなっている。すなわち、本実施例2によれば、初期電着応力値Aの増大分を相殺する量よりも大きな、加熱による応力変化量Cの低減を得ており、この結果、全体としてクラックを発生する試料の数が少なくなっている。
【実施例3】
【0027】
JIS S45Cからなる鋼棒(直径20mm)を供試材とし、めっき浴としてクロム酸250 g/L 、硫酸根3.5 g/L 、有機スルフォン酸4g/L の成分組成のものを用い、浴温65℃、最大電流密度IU =120 A/dm2、最小電流密度IL =0 A/dm2(図1のパターン)、オンタイムT1 =0.8、0.6、0.4、0.2 ms、オフタイムT2 =0.2 msの条件でパルスめっき処理を行い、表面に厚さ約20μmのクロム層を有しかつ初期電着応力(残留応力)Aが4水準に異なる4種類の試料7,8,9,10を得た。
【0028】
次に、上記試料7〜10をバフ研磨に供し、その表面を、前記不織布を基材とするセンタレスバフを用いて、加工速度固定(1400mm/min)のもと、負荷電流を変えて表面クロム層に付与する加工応力を調整し、各試料7〜10について残留応力値が3水準に異なる3種類の試料7A,7B,7C、8A,8B,8C、9A,9B,9C、10A,10B,10Cを得た。この場合、各試料のバフ研磨後の残留応力値から上記初期電着応力値Aを減算した値が、バフ研磨によりクロム層に付与された加工応力Bとなることは、実施例1、2の場合と同様である。
次に、上記試料7A〜C、8A〜C、9A〜C、10A〜10Cを熱処理に供し、20℃(常温)に23064時間、150℃に2時間、200℃に2時間保持する熱履歴をそれぞれ与えて、それぞれ12種類の試料を得た。この12種類の試料については、以下、前記試料7A〜C、8A〜C、9A〜C、10A〜10Cに前記温度を付して、試料7A20,7A150,7A200… …10C20,10C150,10C200のように表記することとする。そして、このようにして得た試料について残留応力を測定すると共に、クロム層内におけるクラック(マクロクラック)の有無を観察した。この場合、加熱後残留応力値から上記バフ研磨後残留応力値を減算した値が、温度上昇により生じるクロム層の応力変化量Cとなることは実施例1、2の場合と同様である。
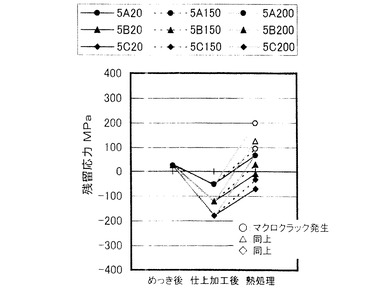
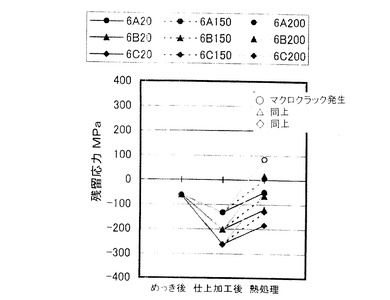
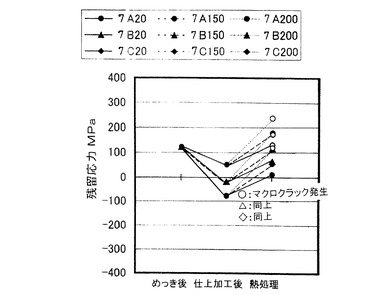
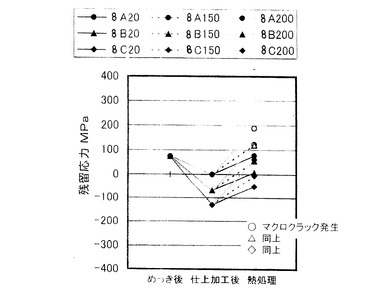
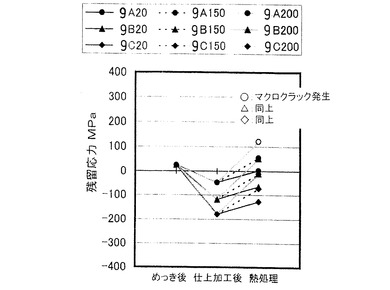
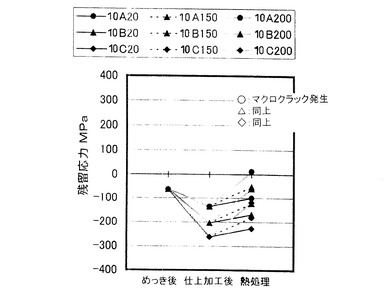
表4および表5は、上記した各試料についてのパルスめっき条件、熱履歴条件、残留応力の測定結果、残留応力の測定結果から求めた加工応力値Bおよび応力変化量C、クラックの観察結果等を一括して示したものである。また、図9〜12は、パルスめっき処理後、仕上加工後、熱処理後における残留応力変化並びにクラック発生状況を各試料7,8,9,10ごとに整理して示したものである。
【0029】
【表4】
【0030】
【表5】
【0031】
表4、表5および図9〜12に示す結果より、クラックのないクロム層の残留応力は、実施例1、2と同様にバフ研磨(仕上加工)により一旦圧縮側へ変化した後、加熱処理により引張側へ変化している。また、クラック発生との相関でみれば、全体としては、初期電着応力値が小さくかつバフ研磨後の圧縮残留応力値が大きいほどクラックが発生し難くなっている。しかし、初期電着応力値が同じでかつバフ研磨後の残留応力値が同じであっても、クラックを発生しないものと発生するものとがあり(8A20と8A150、8B150と8B200、9A150と9A200)、実施例1、2と同様にクラック発生に対して加熱による応力変化量も大きく影響していることが明らかである。さらに、初期電着応力値Aと、加工応力値Bと加熱による応力変化量Cとの合計量(A+B+C)とクラック発生の有無との間には密接な相関が認められ、この合計量が119MPa(8B200)以上ではクラックが発生しているのに対し、この合計量が75MPa(8A20)以下ではクラック発生が皆無となっている。さらに、試料7においては初期電着応力が123MPaと大きいにもかかわらず、研磨後に50MPa以下として、使用時に合計量が67MPa以下であればクラックは発生していない。
【0032】
また、実施例2との相違は、パルスめっき処理時における浴温度として、実施例2(59℃)より6℃ほど高い65℃に設定した点にある。そして、このめっき条件の変更により、めっき層に生じる初期電着応力値Aは、実施例2とほとんど差がないものの、加熱による応力変化量Cは、実施例2よりも40〜100MPaほど小さくなっている。すなわち、本実施例3によれば、実施例2よりもさらに、加熱による応力変化量Cの大きな低減を得ており、この結果、全体としてクラックを発生する試料の数は著しく少なくなっている。
【0033】
上記した実施例1乃至3より以下のような条件により初期の圧縮残留応力が100MPaより小(−100MPa超)であっても、クラックの発生しないクロムめっき部品を得ることができることが分った。
1)表面仕上を行った後の応力値が、−100MPa以下であれば、使用雰囲気温度が150℃程度まではクラックが発生しない。
2)クロムめっきを施したクラックのない部品が、使用状態において応力値が80MPa以下を保つことができればクラックは発生しない。この応力値の増加を防ぐことは、表面処理完了時の微視的歪を小さくすることにより達成できる。
3)初期電着応力値が80MPa以上であっても、表面の仕上加工により80MPa以下とし、使用状態においても応力値が80MPa以下に保つことができれば、クラックは発生しない(試料7参照)。
【図面の簡単な説明】
【0034】
【図1】本発明で実施するクロムめっき処理におけるパルス波形の一例を示すグラフである。
【図2】加熱による応力変化量に及ぼすクロム層の微視的歪および加熱温度の影響を示すグラフである。
【図3】実施例1の1つのグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図4】実施例1の他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図5】実施例1のさらに他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図6】実施例2の1つのグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図7】実施例2の他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図8】実施例2のさらに他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図9】実施例3の1つのグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図10】実施例3の他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図11】実施例3のさらに他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図12】実施例3のさらに他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【技術分野】
【0001】
本発明は、表面に硬質のクロム層を析出させたクロムめっき部品に関する。
【背景技術】
【0002】
ワーク表面に硬質のクロム層を析出させる汎用の硬質クロムめっき処理によれば、得られるクロム層に金属素地に達するクラックが多数存在し、そのままでは、腐食原因となる媒体が金属素地に到達して、耐食性に劣るものとなる。そこで従来、腐食環境で使用される部品に対しては、一般に前処理としてニッケルめっきや銅めっきを施してクロムめっき層と同程度の膜厚の下地を形成し、この下地の上に硬質クロムめっきを施すようにしていた。しかし、このような対策によれば、めっき処理を工程を変えて2回行わなければならないため、工程増加による製造コストの上昇が避けられないようになる。
【0003】
一方、パルス電流を利用して、いわゆるパルスめっき処理を行うことで、クラックのないクロム層を形成できることが既に確認されており(例えば、特開平3−207884号公報)、この方法によれば、耐食性に優れたクロムめっき部品を1工程処理で得ることができるようになる。しかし、このパルスめっき処理によれば、熱履歴を受けるとクロム層に大きなクラック(マクロクラック)が発生し易いという問題があり、熱履歴を受ける部品への適用は断念せざるを得ないものとなっていた。
【発明の開示】
【発明が解決しようとする課題】
【0004】
そこで、本発明者等は、上記マクロクラック発生について鋭意検討した結果、クロム層に100MPa以上の圧縮残留応力(−100MPa以下)を付与することで、前記熱履歴に起因するクラック発生を防止できることを見出し、既に特開2000−199095号公報で明らかにしている。
しかしながら、この圧縮残留応力を付与したクロムめっき部品について、その後さらに追加実験をしてみると、めっき処理の直後に100MPaより小さい圧縮残留応力(−100MPa超)を有しているにもかかわらず、条件によっては250℃程度の高温までマクロクラックが発生しないものがあることが分った。
【0005】
本発明は、上記した技術的背景に鑑みてなされたもので、その目的とするところは、広範な熱履歴を経る場合にも優れた耐食性を発揮するクロムめっき部品を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するための本発明に係るクロムめっき部品は、クロムめっき処理によりクラックのないクロム層をワーク表面に形成したクロムめっき部品であって、使用状態において表面の残留応力値が、−100MPaより大きく80MPa以下であることを特徴とする。
また、本発明に係るクロムめっき部品は、クロムめっき処理により、−100MPaより大きな初期電着応力を有するクラックのないクロム層をワーク表面に形成したクロムめっき部品であって、使用状態において表面の残留応力値が、80MPa以下であることを特徴とする。
【発明の効果】
【0007】
上記したように、本発明に係るクロムめっき部品によれば、常温付近においてはもちろん、広範な熱履歴を経る場合にも優れた耐食性を発揮するクロムめっき部品を安定して得ることができる。また、めっき条件のわずかの変更と研磨仕上げの加工条件のわずかの変更で対処できるので、生産性はもとより製造コストが犠牲になることもなく、総じて本発明の利用価値は大なるものがある。
【発明を実施するための最良の形態】
【0008】
以下、本発明を実施するための最良の形態を説明する。
【0009】
本実施の形態においては、先ず、パルスめっき処理を行ってワーク表面にクラックのないクロム層を形成し、その後、ワーク表面をバフ研磨で仕上加工する。しかして、前記パルスめっき処理および研磨仕上加工に際しては、クロム層に生じる電着応力値Aと、前記研磨仕上加工によりクロム層に付与される加工応力値Bと、後に詳述するクロム層の微視的歪と相関する、温度上昇および時間経過により生じるクロム層の応力変化量Cとが、式(1)[A+B+C≦80MPa]を満足するように、換言すれば、ワークを製品化した使用状態において応力値が80MPa以下となるように前記パルスめっき処理並びに研磨仕上加工の条件を調整する。なお、仕上加工としては、前記研磨仕上加工に限らず、例えばワーク表面を砥石で研削する研削仕上加工としてもよい。
【0010】
上記パルスめっき処理に際しては、めっき浴として、表1に示すような有機スルフォン酸を含むものを用いる。このめっき浴は、特公昭63−32874号公報に記載されたものと同じ成分組成を有しており、クロム酸と硫酸根とをベースとして有機スルフォン酸を1〜18g/L 好適には1.5〜12g/L含んでいる。
なお、有機スルフォン酸を含まない、クロム酸−硫酸浴(サージェント浴)や珪弗化物(SiF6)を含む混合触媒浴を用いてもよい。
【0011】
【表1】
【0012】
また、パルスめっき処理に際して印加するパルス電流の波形としては、図1に示すように最大電流密度IUと最小電流密度ILとの間を交番し、かつ最大電流密度IUと最小電流密度ILとに所定時間T1、T2保持する形態となっている。最小電流密度ILは、ここではゼロ(オフ)に設定しているが、最大電流密度IUとゼロとの間の任意の値に設定してもよいことはもちろんである。また、保持時間T1およびT2については、同一の値に設定しても異なる値に設定してもよい。
【0013】
本実施の形態においては、上記最大電流密度IU並びに最小電流密度ILおよび上記保持時間T1、T2を適当な値に設定し、さらに浴温度を50〜80℃として上記めっき浴中でパルスめっき処理を行って、上記したクロム層に生じる電着応力値Aおよび雰囲気の温度上昇により生じるクロム層の応力変化量Cを制御する。
一方、研磨仕上加工に際しては、不織布を基材とするセンタレスバフ(クレノートン社製ベアテックスGD)を用い、負荷電流を調整して上記した研磨仕上加工によりクロム層に付与される加工応力値Bを制御する。
【0014】
ここで、温度上昇によるクロム層の応力変化はクロム層の熱収縮に起因する現象であり、その応力変化量Cは、図2に示すようにクロム層の微視的歪εおよび雰囲気温度と相関する。前記微視的歪εは、X線回折法による回折X線のプロファイルの広がりを半価幅として測定することで、下記のHallの式(2)から求めることができる。
β・cosθ/λ=1/D+ε・sinθ/λ …(2)
この式において、βは半価幅、εは微視的歪、Dは結晶子の大きさ、λはX線の波長であり、半価幅βの測定は、同一方向の格子面である{110}と{220}で行う。
図2は、後述の実施例データに基いて求めたもので、微視的歪εが小さいほど加熱によるクロム層の応力変化量Cは小さく、熱的に安定する。
また、応力変化量Cは、時間と共に変化するが、時間の経過により安定し、変化が小さくなる。常温では、1ケ月程度で安定し、150℃では1日程度で安定する。
【0015】
このようにして製造されたクロムめっき部品は、めっき処理によりクロム層に生じる電着応力値Aと、前記研磨仕上げによりクロム層に付与される加工応力値Bと、温度上昇および時間の経過により生じるクロム層の応力変化量Cとが、上記(1)式を満足するように制御されているので、広範な熱履歴を経てもクロム層にマクロクラックが発生せず、優れた耐食性を維持するものとなる。
【実施例1】
【0016】
JIS S45Cからなる鋼棒(直径20mm)を供試材とし、めっき浴としてクロム酸250 g/L 、硫酸根3.5 g/L 、有機スルフォン酸4g/L の成分組成のものを用い、浴温59℃、最大電流密度IU =200 A/dm2、最小電流密度IL =0 A/dm2(図1のパターン)、最大電流密度IU における保持時間(オンタイム)T1=0.6 、0.4、0.2ms、最小電流密度IL における保持時間(オフタイム)T2 =0.2 msの条件でパルスめっき処理を行い、ワーク表面に厚さ約20μmのクロム層を有しかつ初期電着応力(残留応力)Aが3水準に異なる3種類の試料1,2,3を得た。
なお、初期電着応力の測定は、日本非破壊検査協会編「非破壊検査」第37巻第8号636〜642頁に記載される「X線応力測定法」を用いて行った。以下、クロム層の残留応力の測定には本法を用いた。
【0017】
次に、上記試料1〜3をバフ研磨に供し、その表面を仕上加工した。バフ研磨は、前記不織布を基材とするセンタレスバフを用い、加工速度を1400mm/minに固定して、負荷電流を変えて表面クロム層に付与する加工応力を調整した。バフ研磨条件(負荷電流、加工速度)の指標としては、試料の仕上加工に要した単位表面積あたりの消費エネルギー(仕事量)Wを以下の式(3)から導いた。
W=E・I・n/v・π・d(単位は、V・A・min/mm2) …(3)
ここで、E:モータの負荷電圧
I:モータの負荷電流(仕上加工時のモータ電流−無負荷電流)
n:加工回数
v:加工速度(試料送り速度)
π:円周率
d:試料外径
上記(3)式より、消費エネルギー(仕事量)Wは、モータ負荷電流が+1Aの場合、試料の外径を20mm、モータ負荷電圧を200V、加工速度を1400mm/min、加工回数を1とすると、0.00227(V・A・min/mm2)となる。同様に、モータ負荷電流が+2A、+3Aの場合は、それぞれW=0.00455(V・A・min/mm2)、W=0.00682(V・A・min/mm2)となる。
【0018】
上記の要領でバフ研磨(仕上加工)を行って、各試料1〜3について残留応力値が3水準に異なる3種類の試料1A,1B,1C、2A,2B,2C、3A,3B,3Cを得た。この場合、各試料のバフ研磨後の残留応力値から上記初期電着応力値Aを減算した値が、バフ研磨によりクロム層に付与された加工応力Bとなる。
次に、上記試料1A〜C、2A〜C、3A〜Cを熱処理に供し、20℃(常温)に23064時間、150℃に2時間、200℃に2時間保持する熱履歴をそれぞれ与えて、それぞれ9種類の試料を得た。この9種類の試料については、以下、前記試料1A〜C、2A〜C、3A〜Cに前記温度を付して、試料1A20,1A150,1A200… …3C20,3C150,3C200のように表記することとする。そして、このようにして得た試料について残留応力を測定すると共に、クロム層内におけるクラック(マクロクラック)の有無を観察した。この場合、加熱後残留応力値から上記バフ研磨後残留応力値を減算した値が、温度上昇により生じるクロム層の応力変化量Cとなる。
【0019】
表2は、上記した各試料についてのパルスめっき条件、熱履歴条件、残留応力の測定結果、残留応力の測定結果から求めた加工応力値Bおよび応力変化量C、クラックの観察結果等を一括して示したものである。また、図3〜5は、パルスめっき処理後、仕上加工後、熱処理後における残留応力変化並びにクラック発生状況を各試料1,2,3ごとに整理して示したものである。
【0020】
【表2】
【0021】
表2および図1〜3に示す結果より、クラックのないクロム層の残留応力は、初期電着応力(残留応力)が引張残留応力であるか圧縮残留応力であるかにかかわらず、バフ研磨(仕上加工)により一旦圧縮側へ変化した後、加熱処理により引張側へ変化している。また、クラック発生の有無との関係でみれば、全体としては、初期電着応力値が小さくかつバフ研磨後の圧縮残留応力値が大きいほどクラックが発生し難くなっている。しかし、初期電着応力値が同じでかつバフ研磨後の残留応力値が同じであっても、クラックを発生しないものと発生するものとがあり(1C150と1C200、2B150と2B200、2C150と2C200、3A150と3A200)、クラック発生に対して加熱による応力変化量も大きく影響していることが明らかである。さらに、初期電着応力値Aと、加工応力値Bと加熱による応力変化量Cとの合計量(A+B+C)とクラック発生の有無との間には密接な相関が認められ、この合計量が83MPa(1B20)以上ではクラックが発生しているのに対し、この合計量が64MPa(1C150)以下ではクラック発生が皆無となっている。
【実施例2】
【0022】
JIS S45Cからなる鋼棒(直径20mm)を供試材とし、めっき浴としてクロム酸250 g/L 、硫酸根3.5 g/L 、有機スルフォン酸4g/L の成分組成のものを用い、浴温59℃、最大電流密度IU =120 A/dm2、最小電流密度IL =0 A/dm2(図1のパターン)、オンタイムT1 =0.6、0.4、0.2 ms、オフタイムT2 =0.2 msの条件でパルスめっき処理を行い、表面に厚さ約20μmのクロム層を有しかつ初期電着応力(残留応力)Aが3水準に異なる3種類の試料4,5,6を得た。
【0023】
次に、上記試料4〜6をバフ研磨に供し、実施例1と同様に、不織布を基材とするセンタレスバフを用いて、加工速度固定(1400mm/min)のもと、負荷電流を変えて表面クロム層に付与する加工応力を調整し、各試料4〜6について残留応力値が3水準に異なる3種類の試料4A,4B,4C、5A,5B,5C、6A,6B,6Cを得た。この場合、各試料のバフ研磨後の残留応力値から上記初期電着応力値Aを減算した値が、バフ研磨によりクロム層に付与された加工応力Bとなることは、実施例1の場合と同様である。
次に、上記試料4A〜C、5A〜C、6A〜Cを熱処理に供し、20℃(常温)に23064時間、150℃に2時間、200℃に2時間保持する熱履歴をそれぞれ与えて、それぞれ9種類の試料を得た。この9種類の試料については、以下、前記試料4A〜C、5A〜C、6A〜Cに前記温度を付して、試料4A20,4A150,4A200… …6C20,6C150,6C200のように表記することとする。そして、このようにして得た試料について残留応力を測定すると共に、クロム層内におけるクラック(マクロクラック)の有無を観察した。この場合、加熱後残留応力値から上記バフ研磨後残留応力値を減算した値が、温度上昇により生じるクロム層の応力変化量Cとなることは、実施例1の場合と同様である。
表3は、上記した各試料についてのパルスめっき条件、熱履歴条件、残留応力の測定結果、残留応力の測定結果から求めた加工応力値Bおよび応力変化量C、クラックの観察結果等を一括して示したものである。また、図6〜8は、パルスめっき処理後、仕上加工後、熱処理後における残留応力変化並びにクラック発生状況を各試料4,5,6ごとに整理して示したものである。
【0024】
【表3】
【0025】
表3および図6〜8に示す結果より、クラックのないクロム層の残留応力は、実施例1と同様にバフ研磨(仕上加工)により一旦圧縮側へ変化した後、加熱処理により引張側へ変化している。また、クラック発生との相関でみれば、全体としては、初期電着応力値が小さくかつバフ研磨後の圧縮残留応力値が大きいほどクラックが発生し難くなっている。しかし、初期電着応力値が同じでかつバフ研磨後の残留応力値が同じであっても、クラックを発生しないものと発生するものとがあり(4B20と4B150、4C150と4C200、5A20と5A150、5B150と5B200、6A150と6A200)、実施例1と同様にクラック発生に対して加熱による応力変化量も大きく影響していることが明らかである。さらに、初期電着応力値Aと、加工応力値Bと加熱による応力変化量Cとの合計量(A+B+C)とクラック発生の有無との間には密接な相関が認められ、この合計量が83MPa(6A200)以上ではクラックが発生しているのに対し、この合計量が74MPa(4B20)以下ではクラック発生が皆無となっている。すなわち、初期電着応力値Aと、加工応力値Bと加熱による応力変化量Cとの合計量(A+B+C)の80MPa付近に、クラック発生の有無の分岐点が存在することは明らかで、したがって、広範な熱履歴を経る場合にも優れた耐食性を発揮するクロムめっき部品を得るには、前記合計量(A+B+C)を80MPa未満に抑える必要がある。なお、応力値は80MPa以下(負の値を含む)であればよく、その下限はないが、実験上では−500MPa以下のものは製造不能である。
【0026】
また、実施例1との相違は、パルスめっき処理時における最大電流密度IU として、実施例1(200 A/dm2)より小さい120 A/dm2を選択した点にある。そして、このめっき条件の変更により、めっき層に生じる初期電着応力値Aは、実施例1よりも平均的に30MPaほど引張側へ増大しているが、これと相対に、加熱による応力変化量Cは、実施例1よりも40〜75MPaほど小さくなっている。すなわち、本実施例2によれば、初期電着応力値Aの増大分を相殺する量よりも大きな、加熱による応力変化量Cの低減を得ており、この結果、全体としてクラックを発生する試料の数が少なくなっている。
【実施例3】
【0027】
JIS S45Cからなる鋼棒(直径20mm)を供試材とし、めっき浴としてクロム酸250 g/L 、硫酸根3.5 g/L 、有機スルフォン酸4g/L の成分組成のものを用い、浴温65℃、最大電流密度IU =120 A/dm2、最小電流密度IL =0 A/dm2(図1のパターン)、オンタイムT1 =0.8、0.6、0.4、0.2 ms、オフタイムT2 =0.2 msの条件でパルスめっき処理を行い、表面に厚さ約20μmのクロム層を有しかつ初期電着応力(残留応力)Aが4水準に異なる4種類の試料7,8,9,10を得た。
【0028】
次に、上記試料7〜10をバフ研磨に供し、その表面を、前記不織布を基材とするセンタレスバフを用いて、加工速度固定(1400mm/min)のもと、負荷電流を変えて表面クロム層に付与する加工応力を調整し、各試料7〜10について残留応力値が3水準に異なる3種類の試料7A,7B,7C、8A,8B,8C、9A,9B,9C、10A,10B,10Cを得た。この場合、各試料のバフ研磨後の残留応力値から上記初期電着応力値Aを減算した値が、バフ研磨によりクロム層に付与された加工応力Bとなることは、実施例1、2の場合と同様である。
次に、上記試料7A〜C、8A〜C、9A〜C、10A〜10Cを熱処理に供し、20℃(常温)に23064時間、150℃に2時間、200℃に2時間保持する熱履歴をそれぞれ与えて、それぞれ12種類の試料を得た。この12種類の試料については、以下、前記試料7A〜C、8A〜C、9A〜C、10A〜10Cに前記温度を付して、試料7A20,7A150,7A200… …10C20,10C150,10C200のように表記することとする。そして、このようにして得た試料について残留応力を測定すると共に、クロム層内におけるクラック(マクロクラック)の有無を観察した。この場合、加熱後残留応力値から上記バフ研磨後残留応力値を減算した値が、温度上昇により生じるクロム層の応力変化量Cとなることは実施例1、2の場合と同様である。
表4および表5は、上記した各試料についてのパルスめっき条件、熱履歴条件、残留応力の測定結果、残留応力の測定結果から求めた加工応力値Bおよび応力変化量C、クラックの観察結果等を一括して示したものである。また、図9〜12は、パルスめっき処理後、仕上加工後、熱処理後における残留応力変化並びにクラック発生状況を各試料7,8,9,10ごとに整理して示したものである。
【0029】
【表4】
【0030】
【表5】
【0031】
表4、表5および図9〜12に示す結果より、クラックのないクロム層の残留応力は、実施例1、2と同様にバフ研磨(仕上加工)により一旦圧縮側へ変化した後、加熱処理により引張側へ変化している。また、クラック発生との相関でみれば、全体としては、初期電着応力値が小さくかつバフ研磨後の圧縮残留応力値が大きいほどクラックが発生し難くなっている。しかし、初期電着応力値が同じでかつバフ研磨後の残留応力値が同じであっても、クラックを発生しないものと発生するものとがあり(8A20と8A150、8B150と8B200、9A150と9A200)、実施例1、2と同様にクラック発生に対して加熱による応力変化量も大きく影響していることが明らかである。さらに、初期電着応力値Aと、加工応力値Bと加熱による応力変化量Cとの合計量(A+B+C)とクラック発生の有無との間には密接な相関が認められ、この合計量が119MPa(8B200)以上ではクラックが発生しているのに対し、この合計量が75MPa(8A20)以下ではクラック発生が皆無となっている。さらに、試料7においては初期電着応力が123MPaと大きいにもかかわらず、研磨後に50MPa以下として、使用時に合計量が67MPa以下であればクラックは発生していない。
【0032】
また、実施例2との相違は、パルスめっき処理時における浴温度として、実施例2(59℃)より6℃ほど高い65℃に設定した点にある。そして、このめっき条件の変更により、めっき層に生じる初期電着応力値Aは、実施例2とほとんど差がないものの、加熱による応力変化量Cは、実施例2よりも40〜100MPaほど小さくなっている。すなわち、本実施例3によれば、実施例2よりもさらに、加熱による応力変化量Cの大きな低減を得ており、この結果、全体としてクラックを発生する試料の数は著しく少なくなっている。
【0033】
上記した実施例1乃至3より以下のような条件により初期の圧縮残留応力が100MPaより小(−100MPa超)であっても、クラックの発生しないクロムめっき部品を得ることができることが分った。
1)表面仕上を行った後の応力値が、−100MPa以下であれば、使用雰囲気温度が150℃程度まではクラックが発生しない。
2)クロムめっきを施したクラックのない部品が、使用状態において応力値が80MPa以下を保つことができればクラックは発生しない。この応力値の増加を防ぐことは、表面処理完了時の微視的歪を小さくすることにより達成できる。
3)初期電着応力値が80MPa以上であっても、表面の仕上加工により80MPa以下とし、使用状態においても応力値が80MPa以下に保つことができれば、クラックは発生しない(試料7参照)。
【図面の簡単な説明】
【0034】
【図1】本発明で実施するクロムめっき処理におけるパルス波形の一例を示すグラフである。
【図2】加熱による応力変化量に及ぼすクロム層の微視的歪および加熱温度の影響を示すグラフである。
【図3】実施例1の1つのグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図4】実施例1の他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図5】実施例1のさらに他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図6】実施例2の1つのグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図7】実施例2の他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図8】実施例2のさらに他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図9】実施例3の1つのグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図10】実施例3の他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図11】実施例3のさらに他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【図12】実施例3のさらに他のグループにおける残留応力の各処理による変化とクラック発生状況とを示すグラフである。
【特許請求の範囲】
【請求項1】
クロムめっき処理によりクラックのないクロム層をワーク表面に形成したクロムめっき部品であって、使用状態において表面の残留応力値が、−100MPaより大きく80MPa以下であることを特徴とするクロムめっき部品。
【請求項2】
クロムめっき処理により、−100MPaより大きな初期電着応力を有するクラックのないクロム層をワーク表面に形成したクロムめっき部品であって、使用状態において表面の残留応力値が、80MPa以下であることを特徴とするクロムめっき部品。
【請求項1】
クロムめっき処理によりクラックのないクロム層をワーク表面に形成したクロムめっき部品であって、使用状態において表面の残留応力値が、−100MPaより大きく80MPa以下であることを特徴とするクロムめっき部品。
【請求項2】
クロムめっき処理により、−100MPaより大きな初期電着応力を有するクラックのないクロム層をワーク表面に形成したクロムめっき部品であって、使用状態において表面の残留応力値が、80MPa以下であることを特徴とするクロムめっき部品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2008−174843(P2008−174843A)
【公開日】平成20年7月31日(2008.7.31)
【国際特許分類】
【出願番号】特願2008−104870(P2008−104870)
【出願日】平成20年4月14日(2008.4.14)
【分割の表示】特願2001−343005(P2001−343005)の分割
【原出願日】平成13年11月8日(2001.11.8)
【出願人】(000005108)株式会社日立製作所 (27,607)
【出願人】(598161130)アトテック ジャパン株式会社 (2)
【Fターム(参考)】
【公開日】平成20年7月31日(2008.7.31)
【国際特許分類】
【出願日】平成20年4月14日(2008.4.14)
【分割の表示】特願2001−343005(P2001−343005)の分割
【原出願日】平成13年11月8日(2001.11.8)
【出願人】(000005108)株式会社日立製作所 (27,607)
【出願人】(598161130)アトテック ジャパン株式会社 (2)
【Fターム(参考)】
[ Back to top ]