
クロム鍍金方法
電解液槽は、200から250g/lの硫酸クロムカリウムと、30から35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、100から110g/lの硫酸アルミニウムと、15から20g/lの弗化ナトリウムと、を含み、46℃から48℃の温度と1.1から1.3のpHとを有する。電解鍍金方法は、少なくとも1つの陽極、基板の表面の少なくとも一部を支持するように構成された陰極、及び、50から500g/lの三価クロムと、10から100g/lのシュウ酸塩と、20から150g/lの硫酸アルミニウムと、5から30g/lの弗化ナトリウムと、を含む電解液を含む電解液槽を準備する段階と、前記電解液槽内に配置された前記陽極から前記陰極に向かって前記電解液槽に電流を流す段階と、前記電解液の温度及びpHを保持する段階と、前記基板の前記表面上に前記三価クロムを堆積する段階と、を含む。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、三価クロム(クロム(III))を用いたクロム鍍金方法に係り、より詳細には、クロム電解液槽と装飾性三価クロム鍍金及び工業用の高衝撃性を有する三価クロム鍍金を実現する方法とに関する。
【背景技術】
【0002】
クロム鍍金は、技術的によく知られている電気化学的な処理である。クロム鍍金には2つの一般的なタイプがあり、1つは硬質クロム鍍金であり、もう1つは装飾クロム鍍金である。硬質クロム鍍金は、通常磨耗を防止するために鋼材の上にクロムを厚目付けで被覆することを含み、1インチの1000分の1(10−1000μm)の厚さがある。装飾クロム鍍金は、1インチの100万分の1の非常に薄い層を適用でき、極端に薄いが美的目的においては硬質となる層を提供し、光沢のある反射面を実現し、変色、腐食及び下部の金属のスクラッチを防止する。
【0003】
クロム鍍金は、非常に有毒な物質であり発癌性物質であるとされる六価クロム(クロム(VI))を一般的に使用する。六価クロムの使用は、有害なスラッジを生成し、その廃棄物を減少させて無害な形態にするために高価な化学薬品の使用を必要とする。六価クロムは、溢れ出たり漏れたりするような環境リスクをもたらし、鍍金処理、特に硬質クロム鍍金を行う際の鍍金処理を通して生成される水素ガス蒸気によって六価クロム溶液は運ばれるので、その材料を使用する個人に健康被害を引き起こす。六価クロムの使用はいくつかの理由で問題であるので、三価クロムが、より簡易な廃棄物処理と空気洗浄コストとを有する望ましい代替物である。
【0004】
三価クロム被覆の使用は、薄くて装飾性のある鍍金において好評な代替物であるが、問題も残っている。三価クロム溶液は不安定である。三価クロムは、陽極(アノード)で酸化されて六価クロムになる可能性があり、それによって陰極(カソード)処理が抑制される。この問題を解決するために陽極と陰極を分離することがよくあるが、今度は、これによってこのクロム鍍金方法の実用性を減少させることになる。中性塩が鍍金溶液内で増加し、効率を減少させる傾向があるので、三価クロム鍍金は問題である。これらの問題は、三価クロム鍍金の使用を薄膜用に制限する。比較的厚い層を得るためにパルス電流鍍金が使用されるが、それによっても所望の耐食性被覆を生成することができない。
【発明の開示】
【発明が解決しようとする課題】
【0005】
摩耗用途で使用され、効率的な装飾クロム鍍金と共に機能的な硬質クロム鍍金を実現するために、三価クロム鍍金の有効性を改善し、厚膜を実現する必要性が残っている。
【課題を解決するための手段】
【0006】
本発明は、三価クロム、シュウ酸塩、硫酸アルミニウム及び弗化ナトリウムからなる電解液槽を用意し、基板を支持する陰極に向かって陽極からその電解液槽に電流を流し、その電解液槽を所望の温度と所望のpHに保持し、その基板上に三価クロムを所望の速度で堆積することを含む、基板に金属クロム層を電解鍍金する方法に関する。
【0007】
本発明は、三価クロム源、シュウ酸塩、硫酸アルミニウム及び弗化ナトリウムを含む三価クロム鍍金用の電解液槽に関し、その電解液槽は、所望の温度と所望のpHで動作する。
【発明を実施するための最良の形態】
【0008】
図1は、本発明の有利な実施形態の概略図である。
【0009】
前述の問題は、本発明で完全に解決される。本発明は、六価クロムに関連する環境リスクを減少させる利点を伴って三価クロムの装飾鍍金及び硬質鍍金の何れも実現し、装飾性及び工業用の高衝撃性を有する硬質の三価クロム鍍金に適用できる高いレベルのクロム生成物を実現する。
【0010】
本発明は、電解水溶液の安定性と、三価クロム(クロム(III))合成物による高速の陰極還元をもたらす高速の球体間電子遷移(inter-sphere electron jump)とを保証する三価クロム(クロム(III))を有する特有のリガンドの発見に基づいている。そのリガンドの触媒効果は、クロム生成物を増加し、クロム鍍金の前に処理される他の金属と同様に鋼、銅、ニッケルのような金属基板の厚い鍍金を提供する。本発明のクロム鍍金方法において、好ましいリガンドは、シュウ酸塩、特には、シュウ酸カリウムまたはシュウ酸ナトリウムである。
【0011】
電解水溶液槽は、電解液の所望の容積未満である40%の容積率の蒸留水または純水を用いて、発熱体と混合器を備える琺瑯容器内に用意される。以下の成分がその電解水溶液槽を作るために使用される。
【0012】
本発明による、工業用の高速硬質鍍金を実現するために、その電解液鍍金槽は、好ましくは以下の成分を含む。
(1)CrK(SO4)2・12H2O:約50から500g/l、又は、Cr2(SO4)3・6H2O:約50から350g/l、
(2)Na2C2O4、又は、K2C2O4:約10から100g/l、
(3)Al2(SO4)3・18H2O:約20から150g/l、
(4)NaF:約5から30g/l。
【0013】
電解液は、より好ましくは以下の成分を含む。
(1)CrK(SO4)2・12H2O:約200から250g/l、又は、Cr2(SO4)3・6H2O:約130から150g/l、
(2)Na2C2O4、又は、K2C2O4:約30から35g/l、
(3)Al2(SO4)3・18H2O:約100から110g/l、
(4)NaF:約15から20g/l。
【0014】
工業用の高速硬質クロム鍍金を実現するためのその電解液槽の好ましい動作条件は、約40℃から約50℃、より好ましくは、約46℃から約48℃の温度を有する。その電解液槽のpHは、好ましくは約0.9から約2.2であり、より好ましくは約1.1から1.3である。電流密度は、好ましくはi=30から70A/dm2の範囲であり、より好ましくはi=55から65A/dm2の範囲である。
【0015】
前述の条件は、約100μmの優位性のある厚さと約35から40%の電流効率と共に約3μm/minの速度で高品質なクロム鍍金を保証する。
【0016】
本発明による装飾クロム鍍金を実現するために、その鍍金槽における電解水溶液は、以下の成分を含む。
(1)CrK(SO4)2・12H2O:約50から500g/l、又は、Cr2(SO4)3・6H2O:約50から350g/l、
(2)Na2C2O4、又は、K2C2O4:約10から100g/l、
(3)Al2(SO4)3・18H2O:約20から150g/l、
(4)NaF:約5から30g/l。
【0017】
その電解液は、より好ましくは以下の成分を含む。
(1)CrK(SO4)2・12H2O:約200から250g/l、又は、Cr2(SO4)3・6H2O:約130から150g/l、
(2)Na2C2O4、又は、K2C2O4:約30から35g/l、
(3)Al2(SO4)3・18H2O:約100から110g/l、
(4)NaF:約15から20g/l。
【0018】
装飾クロム鍍金を実現するためのその電解液槽の好ましい動作条件は、約10℃から約40℃、より好ましくは約33℃から約37℃の温度を有する。そのpHは、好ましくは約0.9から約2.2であり、より好ましくは約1.8から約2.2である。その電流濃度は、好ましくはi=10から50A/dm2の範囲であり、より好ましくはi=20から30A/dm2の範囲である。前述の条件は、約0.6から0.7μm/minの速度で装飾クロム鍍金を実現する。
【0019】
したがって、本発明の高衝撃性を有する工業用のクロム鍍金槽と装飾クロム鍍金槽における電解液の好ましい成分ないしは最も好ましい成分は、同一の範囲である。高い衝撃性を有するクロム鍍金と装飾性を有するクロム鍍金との重要な相違点は、その電解液槽の動作条件、特には、pH、温度及び電流密度におけるパラメータにある。一般に、鍍金用の電解液槽を動作する際に、工業用の高速鍍金と装飾鍍金の何れであっても、そのpHと電力は適宜に相互に調整される。好ましくは、pHと電流密度は、表1に列記されるような以下のパラメータに従って相互に対応される。
【0020】
【表1】
【0021】
第1に、クロム塩を除く上記の電解液槽の全ての成分は、その容器に入れられ、好ましくはその溶液の温度を92から93℃に上げるように加熱しながら混合される。前述の成分の完全溶解の後に、クロム塩、好ましくは硫酸クロムカリウムまたは硫酸クロムがその溶液の中に入れられ、その溶液は、加熱しながら約15から20分間さらに混合される。その溶液は45から50℃の温度まで冷却した後、pHレベルはここで論じられたように適宜に調整され、電解液はクロム鍍金用の電解液槽の使用のために準備される。
【0022】
さらに、鍍金の硬度を増加させ、被覆の接着特性を増加させ、高い耐摩耗性を提供するために、その鍍金溶液に微小粒子が加えられることもある。好ましくは、ダイヤモンド、コランダム(Al2O3)または炭化珪素(SiC)の微小粒子が硬度を1300から1500ユニットまで増加するために使用される。
【0023】
第2例である硫酸クロム(Cr2(SO4)2・6H2O)より安価であり、クロム鍍金において同様の結果が得られるので、硫酸クロムカリウム(CrK(SO4)2・12H2O)を使用することが好ましい。その電解液槽の動作中に、その電解液は、鍍金に対するその損失を補うために適切な間隔でその電解液槽内のクロム塩の添加によって補充される。工業用の高速鍍金において電解液槽に30Ah/lの電力を流すこと、及び、装飾鍍金において電解液槽に100Ah/lの電力を流すことによって、約7g/lの電解液槽内の三価クロムの減少が引き起こされる。その減少は、電解液槽の電流効率を約3から5%減少させるだけで、この処理の効率にそれほど影響を与えない。電解液槽の動作中、基板にクロムが堆積する間に電力が消費されるので、その電解液は、硫酸クロムカリウムまたは硫酸クロムを約3時間毎に補充するか、あるいは、入力される電力と堆積されるクロムを継続的に監視することによって補充の必要性を決定しなければならない。その電解液は、非常に安定性があって、廃棄及び交換をしなければならなくなるまで、約10年という長期間に亘って使用することができる。
【0024】
その陽極と陰極は、その電解液槽内で互いに分離される必要がない。陽極は、好ましくは六価クロムへの三価クロムの望ましくない酸化を防止する白金鍍金チタンシートである。六価へのこのような酸化は、鍍金処理を抑制する。白金鍍金の陽極を用いることによって、その電解液槽を陽極室と陰極室に分離することなくクロム鍍金処理が可能である。本発明では、陰極に対する陽極の比率は、1:2である。
【0025】
そのNaF成分は、その電解液槽の電流効率を40%程度向上するのに役立つ。
【0026】
電解液槽の動作中に、その電解液槽のpHは調整される。その電解液槽は、好ましくは電解液槽の陽極室と陰極室を分離することなく動作し、その電解液槽は、動作中に酸化する。所望のpHレベルを維持するために、水酸化ナトリウム(NaOH)または炭酸ナトリウム(Na2CO3)のような塩基が加えられることもできる。好ましくは、電解液の混合を促進し、その結果、形成される水酸化物の溶解を加速するCO2を生成することができるように炭酸ナトリウムが加えられる。
【0027】
この鍍金処理は、陰極(基板)上のクロムの堆積に対応する36%の電流効率と水素の放出に対応する64%の電流効率を有するクロムの堆積をもたらす。陽極上に、酸素が形成される。その電解液槽にIFの電力を流したとき、電極反応は以下の通りである。
(陰極)
0.36((1/3)Cr+++)+0.36F=0.12Cr
0.64H++0.64F=0.32H2
(陽極)
(1/2)H2O−1F=H++(1/4)O2
(全反応)
0.12Cr++++0.5H2O=0.12Cr+0.32H2+0.36H++0.25O2
【0028】
1モルのクロム(52g)の堆積中にその反応によれば、電解液内で3モルのH+または1.5モルのH2SO4が生成され、中和のために1.5モルのNa2CO3が必要とされる。必要量の炭酸ナトリウムは、電解液循環室を通して動作中の電解液槽に定期的に供給される。前述の酸の中和の結果、1.5モルの硫酸ナトリウム(Na2SO4)の蓄積がある(1.5モルのクロム(52g)の析出の時間において)。その塩の量がピーク濃度に達すると、その電解液槽の通常の動作に影響を与えるわけではないが、その電解液槽外に塩を取り出すことが必要とされる。
【0029】
電解液槽は、ポリプロピレンまたはその類似物のような適切な材料で構成される。必要に応じてその電解液槽の温度を制御するために、その電解液槽には、電解液槽に給水を行うために、好ましくは電解液槽の底部に配置されるステンレス鋼またはその類似物からなるパイプが備えられる。そのパイプは、必要に応じて電解液を加熱するためにそこに温水を流す場合には発熱体としての役割を果たし、必要に応じて電解液を冷却するためにそこに冷水を流す場合には冷却システムとしての役割を果たす。その電解液槽内に配置される温度制御器は、電解液の温度を制御するために温水または冷水の供給速度を監視する。
【0030】
その電解液槽には、その電解液槽を通る継続的に循環する電解液が通過するフィルタが備えられる。その電解液槽のパラメータに関する完全な情報を得るために、後者には、電流強度、電圧、電解液槽温度、電解液のpH、及び電解液槽内の電解液の量(レベル)を測定するための適切なモニターが備えられる。
【0031】
電解液槽内の陽極は、適切な材料、好ましくは約2から3mmの厚さを有するシート状の白金鍍金チタンからなる。白金鍍金チタンシートの使用によって、電解液槽内の分離室の陰極と陽極との分離なしにクロム鍍金の伝導ができ、六価クロム(クロム(VI))への三価クロム(クロム(III))の陽極酸化を排除することができる。
【0032】
陽極は、基板の表面上への陰極電流の分布さえも保証するために鍍金される基板/生成物によって形づけられる。基板は、陰極側で電解液槽内に配置される。陰極(基板)と陽極は、30から40mm離隔して電解液槽内に配置される。基板の寸法及び形状に依存して支持部が形成され、それは電解液槽とそれに固定される基板との中に配置される。支持部は、通常ステンレス鋼で形成され、適切な製造業者から入手される。
【0033】
電解液槽には、オンボード換気システムを通して自由なガス抽出を可能にするためにカバーまたは天蓋が備えられる。電解液は、電解液槽の上端部より少なくとも150mm、好ましくは200mm低く位置しなければならない。
【0034】
電解液槽の電流密度は、所定の量(ロード)で鍍金された基板の面積と、所定のpH値における受容可能な析出電流密度とに基づいて設定される。容積電流密度は、10A/Iを超えてはいけない。それ故、電解液の容積を計算して、電解液槽の電流密度の限界値は、I=IVVである。
【0035】
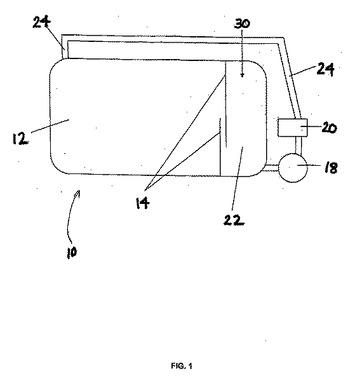
図1は、一般に電解液槽の動作部12内に電解液を含む電解液槽10を示す。鍍金動作を開始するために、電解液槽10の動作部12が所望の量の電解液で満たされ、発熱体が動作される。所望の動作温度に達すると、基板を有する支持部は陰極バー上に掛けられる。析出電流と自動温度調整器を備える冷却システムとが動作される。電流強度、電解液槽の電圧、pHレベル、及び、電解液槽内の温度及び電解液レベルのような全ての初期値が記録される。
【0036】
電解液槽の維持管理には、クロム塩の適時の補充、及び、Na2CO3のような塩基の導入による電解液の所望のpHの維持が含まれる。クロム塩とpH制御用塩基は、電解液槽10の一端にある小室22を通して注入器30によって導入される。小室22は、電解液槽の動作部12への直接注入を防止する独特のセパレータ14によって電解液槽10の動作部12に連結される。考えられる不純物を除去するためにポンプ18とフィルタ20を経由してパイプ24を通る電解液の一定の循環がある。循環速度は、電解液の容積に依存して決定される。
【0037】
電解液槽中の酸は電解液槽の動作中に中和され、中性塩、特にNa2SO4が蓄積する。Na2SO4の限界濃度である通常200g/lに達した後、脱塩が行われる。工業用の高速硬質クロム鍍金においては約30時間の動作の後に臨界濃度に達し、装飾クロム鍍金においては約120時間の動作の後に臨界濃度に達する。電解液冷却による塩の周期的な抽出は、電解液の過飽和を防止する。Na2SO4を除去するために、電解液は、分離容器に注がれる。そこで、それは、1から5℃に冷却される。冷却によって塩の大きな析出が生じる。さらに、Na2SO4は、析出を加速するための冷却電解液に添加される。電解液は浄化され、同様の低温で真空濾過される。濾過後に電解液のpHは1.1に調整され、その後、電解液槽に戻される。
【0038】
本発明は、電解液槽、及び、六価クロム鍍金に対する環境安全性のある代替物である工業用の硬質クロム鍍金を3μm/minの速度まで達成するその電解液槽を利用する鍍金方法を提供する。さらに、その電解液槽と鍍金方法は、特にピックアンドプレース装置及び機器のクロム鍍金に有用であり、円柱ロッド、特には長さが20mで直径が20から30cmの円筒ロッドには、80から100μm以上の厚さのクロム被覆を要求される。本発明は、鍍金が複雑な部材に均一に形成される場合のような、均一な厚さを実現することにおいて優れた結果をもたらす。
【0039】
同様に、本発明は、電解液槽、及び、六価クロム鍍金に対する環境安全性のある代替物である装飾クロム鍍金を0.7μm/minの速度まで達成するその電解液槽を利用する鍍金方法を提供する。さらに、その電解液槽と鍍金方法は、大抵の複雑な形状を有する部材のクロム鍍金に特に有用である。本発明は、複雑な部材を鍍金する際に、均一な厚さの実現において優れた結果を提供する。
【0040】
本発明によるクロム鍍金槽は、以下の例で論じられるように用意される。
【0041】
電解液の成分は以下の通りである。
(例1)
(1)硫酸クロムカリウム(CrK(SO4)2・12H2O):250g/l、
(2)シュウ酸ナトリウム(Na2C2O4):30g/l、
(3)硫酸アルミニウム(Al2(SO4)3・18H2O):110g/l、
(4)弗化ナトリウム(NaF):20g/l。
(例2)
(1)硫酸クロム(Cr2(SO4)3・6H2O):150g/l、
(2)シュウ酸ナトリウム(Na2C2O4):30g/l、
(3)硫酸アルミニウム(Al2(SO4)3・18H2O):110g/l、
(4)弗化ナトリウム(NaF):20g/l。
【0042】
その電解液槽は、電解液の所望の容積未満である40%の容積率の蒸留水または純水を用いて、発熱体と混合器を備える琺瑯容器内に用意される。第1に、クロム塩を除く上記の例1と例2の電解液槽の全ての成分は、その容器に入れられ、好ましくはその溶液の温度を92から93℃に上げるように加熱しながら混合される。前述の成分の完全溶解の後に、クロム塩、好ましくは硫酸クロムカリウムまたは硫酸クロムがその溶液の中に入れられ、その溶液は、加熱しながら約15から20分間さらに混合される。その溶液45から50℃の温度まで冷却した後、pHレベルは、ここで論じられたように適宜に調整され、電解液はクロム鍍金用の電解液槽の使用のために準備がされる。
【0043】
工業用の高速硬質クロム鍍金を実現するために、例1による電解液は、温度が48℃、pHが1.2、及び、電流密度がi=60A/dm2で電解液槽内に配置された。堆積の時間は、33分であった。
【0044】
産業用の高速硬質クロム鍍金を実現するために、例2による電解液は、温度が48℃、pHが1.2、及び、電流密度がi=60A/dm2で電解液槽内に配置された。堆積の時間は、33分であった。
【0045】
例1及び2の両方において、前述の条件は、以下のような鍍金速度でクロム鍍金をもたらした。
【0046】
【表2】
【0047】
装飾クロム鍍金を実施する際に、例1による電解液は、温度が35℃、pHが2、及び、電流密度がi=25A/dm2で電解液槽内に配置された。堆積の時間は、20分であった。
【0048】
装飾クロム鍍金を実施する際に、例2による電解液は、温度が35℃、pHが2、及び、電流密度がi=25A/dm2で電解液槽内に配置された。
【0049】
装飾鍍金における例1及び2の両方において、前述の条件は、以下のような鍍金速度でクロム鍍金をもたらした。
【0050】
【表3】
【0051】
反射率、構造、内部歪及び硬度を含む全ての利用可能なデータによれば、本発明による三価クロム鍍金電解液槽及び方法は、従来技術で知られている標準的な六価クロム電解液槽のデータと同じであるが、従来技術に存在する問題は解決される。本発明は、1000ユニット(1000HV/100g)の鍍金硬度を達成する。電解鍍金液への微小粒子の添加によって、硬度は1300から1500ユニットまで増加される。
【図面の簡単な説明】
【0052】
【図1】本発明の有利な実施形態の概略図である。
【符号の説明】
【0053】
10 電解液槽
12 動作部
14 セパレータ
18 ポンプ
20 フィルタ
22 小室(小型チャンバ)
24 パイプ
30 注入器
【技術分野】
【0001】
本発明は、三価クロム(クロム(III))を用いたクロム鍍金方法に係り、より詳細には、クロム電解液槽と装飾性三価クロム鍍金及び工業用の高衝撃性を有する三価クロム鍍金を実現する方法とに関する。
【背景技術】
【0002】
クロム鍍金は、技術的によく知られている電気化学的な処理である。クロム鍍金には2つの一般的なタイプがあり、1つは硬質クロム鍍金であり、もう1つは装飾クロム鍍金である。硬質クロム鍍金は、通常磨耗を防止するために鋼材の上にクロムを厚目付けで被覆することを含み、1インチの1000分の1(10−1000μm)の厚さがある。装飾クロム鍍金は、1インチの100万分の1の非常に薄い層を適用でき、極端に薄いが美的目的においては硬質となる層を提供し、光沢のある反射面を実現し、変色、腐食及び下部の金属のスクラッチを防止する。
【0003】
クロム鍍金は、非常に有毒な物質であり発癌性物質であるとされる六価クロム(クロム(VI))を一般的に使用する。六価クロムの使用は、有害なスラッジを生成し、その廃棄物を減少させて無害な形態にするために高価な化学薬品の使用を必要とする。六価クロムは、溢れ出たり漏れたりするような環境リスクをもたらし、鍍金処理、特に硬質クロム鍍金を行う際の鍍金処理を通して生成される水素ガス蒸気によって六価クロム溶液は運ばれるので、その材料を使用する個人に健康被害を引き起こす。六価クロムの使用はいくつかの理由で問題であるので、三価クロムが、より簡易な廃棄物処理と空気洗浄コストとを有する望ましい代替物である。
【0004】
三価クロム被覆の使用は、薄くて装飾性のある鍍金において好評な代替物であるが、問題も残っている。三価クロム溶液は不安定である。三価クロムは、陽極(アノード)で酸化されて六価クロムになる可能性があり、それによって陰極(カソード)処理が抑制される。この問題を解決するために陽極と陰極を分離することがよくあるが、今度は、これによってこのクロム鍍金方法の実用性を減少させることになる。中性塩が鍍金溶液内で増加し、効率を減少させる傾向があるので、三価クロム鍍金は問題である。これらの問題は、三価クロム鍍金の使用を薄膜用に制限する。比較的厚い層を得るためにパルス電流鍍金が使用されるが、それによっても所望の耐食性被覆を生成することができない。
【発明の開示】
【発明が解決しようとする課題】
【0005】
摩耗用途で使用され、効率的な装飾クロム鍍金と共に機能的な硬質クロム鍍金を実現するために、三価クロム鍍金の有効性を改善し、厚膜を実現する必要性が残っている。
【課題を解決するための手段】
【0006】
本発明は、三価クロム、シュウ酸塩、硫酸アルミニウム及び弗化ナトリウムからなる電解液槽を用意し、基板を支持する陰極に向かって陽極からその電解液槽に電流を流し、その電解液槽を所望の温度と所望のpHに保持し、その基板上に三価クロムを所望の速度で堆積することを含む、基板に金属クロム層を電解鍍金する方法に関する。
【0007】
本発明は、三価クロム源、シュウ酸塩、硫酸アルミニウム及び弗化ナトリウムを含む三価クロム鍍金用の電解液槽に関し、その電解液槽は、所望の温度と所望のpHで動作する。
【発明を実施するための最良の形態】
【0008】
図1は、本発明の有利な実施形態の概略図である。
【0009】
前述の問題は、本発明で完全に解決される。本発明は、六価クロムに関連する環境リスクを減少させる利点を伴って三価クロムの装飾鍍金及び硬質鍍金の何れも実現し、装飾性及び工業用の高衝撃性を有する硬質の三価クロム鍍金に適用できる高いレベルのクロム生成物を実現する。
【0010】
本発明は、電解水溶液の安定性と、三価クロム(クロム(III))合成物による高速の陰極還元をもたらす高速の球体間電子遷移(inter-sphere electron jump)とを保証する三価クロム(クロム(III))を有する特有のリガンドの発見に基づいている。そのリガンドの触媒効果は、クロム生成物を増加し、クロム鍍金の前に処理される他の金属と同様に鋼、銅、ニッケルのような金属基板の厚い鍍金を提供する。本発明のクロム鍍金方法において、好ましいリガンドは、シュウ酸塩、特には、シュウ酸カリウムまたはシュウ酸ナトリウムである。
【0011】
電解水溶液槽は、電解液の所望の容積未満である40%の容積率の蒸留水または純水を用いて、発熱体と混合器を備える琺瑯容器内に用意される。以下の成分がその電解水溶液槽を作るために使用される。
【0012】
本発明による、工業用の高速硬質鍍金を実現するために、その電解液鍍金槽は、好ましくは以下の成分を含む。
(1)CrK(SO4)2・12H2O:約50から500g/l、又は、Cr2(SO4)3・6H2O:約50から350g/l、
(2)Na2C2O4、又は、K2C2O4:約10から100g/l、
(3)Al2(SO4)3・18H2O:約20から150g/l、
(4)NaF:約5から30g/l。
【0013】
電解液は、より好ましくは以下の成分を含む。
(1)CrK(SO4)2・12H2O:約200から250g/l、又は、Cr2(SO4)3・6H2O:約130から150g/l、
(2)Na2C2O4、又は、K2C2O4:約30から35g/l、
(3)Al2(SO4)3・18H2O:約100から110g/l、
(4)NaF:約15から20g/l。
【0014】
工業用の高速硬質クロム鍍金を実現するためのその電解液槽の好ましい動作条件は、約40℃から約50℃、より好ましくは、約46℃から約48℃の温度を有する。その電解液槽のpHは、好ましくは約0.9から約2.2であり、より好ましくは約1.1から1.3である。電流密度は、好ましくはi=30から70A/dm2の範囲であり、より好ましくはi=55から65A/dm2の範囲である。
【0015】
前述の条件は、約100μmの優位性のある厚さと約35から40%の電流効率と共に約3μm/minの速度で高品質なクロム鍍金を保証する。
【0016】
本発明による装飾クロム鍍金を実現するために、その鍍金槽における電解水溶液は、以下の成分を含む。
(1)CrK(SO4)2・12H2O:約50から500g/l、又は、Cr2(SO4)3・6H2O:約50から350g/l、
(2)Na2C2O4、又は、K2C2O4:約10から100g/l、
(3)Al2(SO4)3・18H2O:約20から150g/l、
(4)NaF:約5から30g/l。
【0017】
その電解液は、より好ましくは以下の成分を含む。
(1)CrK(SO4)2・12H2O:約200から250g/l、又は、Cr2(SO4)3・6H2O:約130から150g/l、
(2)Na2C2O4、又は、K2C2O4:約30から35g/l、
(3)Al2(SO4)3・18H2O:約100から110g/l、
(4)NaF:約15から20g/l。
【0018】
装飾クロム鍍金を実現するためのその電解液槽の好ましい動作条件は、約10℃から約40℃、より好ましくは約33℃から約37℃の温度を有する。そのpHは、好ましくは約0.9から約2.2であり、より好ましくは約1.8から約2.2である。その電流濃度は、好ましくはi=10から50A/dm2の範囲であり、より好ましくはi=20から30A/dm2の範囲である。前述の条件は、約0.6から0.7μm/minの速度で装飾クロム鍍金を実現する。
【0019】
したがって、本発明の高衝撃性を有する工業用のクロム鍍金槽と装飾クロム鍍金槽における電解液の好ましい成分ないしは最も好ましい成分は、同一の範囲である。高い衝撃性を有するクロム鍍金と装飾性を有するクロム鍍金との重要な相違点は、その電解液槽の動作条件、特には、pH、温度及び電流密度におけるパラメータにある。一般に、鍍金用の電解液槽を動作する際に、工業用の高速鍍金と装飾鍍金の何れであっても、そのpHと電力は適宜に相互に調整される。好ましくは、pHと電流密度は、表1に列記されるような以下のパラメータに従って相互に対応される。
【0020】
【表1】
【0021】
第1に、クロム塩を除く上記の電解液槽の全ての成分は、その容器に入れられ、好ましくはその溶液の温度を92から93℃に上げるように加熱しながら混合される。前述の成分の完全溶解の後に、クロム塩、好ましくは硫酸クロムカリウムまたは硫酸クロムがその溶液の中に入れられ、その溶液は、加熱しながら約15から20分間さらに混合される。その溶液は45から50℃の温度まで冷却した後、pHレベルはここで論じられたように適宜に調整され、電解液はクロム鍍金用の電解液槽の使用のために準備される。
【0022】
さらに、鍍金の硬度を増加させ、被覆の接着特性を増加させ、高い耐摩耗性を提供するために、その鍍金溶液に微小粒子が加えられることもある。好ましくは、ダイヤモンド、コランダム(Al2O3)または炭化珪素(SiC)の微小粒子が硬度を1300から1500ユニットまで増加するために使用される。
【0023】
第2例である硫酸クロム(Cr2(SO4)2・6H2O)より安価であり、クロム鍍金において同様の結果が得られるので、硫酸クロムカリウム(CrK(SO4)2・12H2O)を使用することが好ましい。その電解液槽の動作中に、その電解液は、鍍金に対するその損失を補うために適切な間隔でその電解液槽内のクロム塩の添加によって補充される。工業用の高速鍍金において電解液槽に30Ah/lの電力を流すこと、及び、装飾鍍金において電解液槽に100Ah/lの電力を流すことによって、約7g/lの電解液槽内の三価クロムの減少が引き起こされる。その減少は、電解液槽の電流効率を約3から5%減少させるだけで、この処理の効率にそれほど影響を与えない。電解液槽の動作中、基板にクロムが堆積する間に電力が消費されるので、その電解液は、硫酸クロムカリウムまたは硫酸クロムを約3時間毎に補充するか、あるいは、入力される電力と堆積されるクロムを継続的に監視することによって補充の必要性を決定しなければならない。その電解液は、非常に安定性があって、廃棄及び交換をしなければならなくなるまで、約10年という長期間に亘って使用することができる。
【0024】
その陽極と陰極は、その電解液槽内で互いに分離される必要がない。陽極は、好ましくは六価クロムへの三価クロムの望ましくない酸化を防止する白金鍍金チタンシートである。六価へのこのような酸化は、鍍金処理を抑制する。白金鍍金の陽極を用いることによって、その電解液槽を陽極室と陰極室に分離することなくクロム鍍金処理が可能である。本発明では、陰極に対する陽極の比率は、1:2である。
【0025】
そのNaF成分は、その電解液槽の電流効率を40%程度向上するのに役立つ。
【0026】
電解液槽の動作中に、その電解液槽のpHは調整される。その電解液槽は、好ましくは電解液槽の陽極室と陰極室を分離することなく動作し、その電解液槽は、動作中に酸化する。所望のpHレベルを維持するために、水酸化ナトリウム(NaOH)または炭酸ナトリウム(Na2CO3)のような塩基が加えられることもできる。好ましくは、電解液の混合を促進し、その結果、形成される水酸化物の溶解を加速するCO2を生成することができるように炭酸ナトリウムが加えられる。
【0027】
この鍍金処理は、陰極(基板)上のクロムの堆積に対応する36%の電流効率と水素の放出に対応する64%の電流効率を有するクロムの堆積をもたらす。陽極上に、酸素が形成される。その電解液槽にIFの電力を流したとき、電極反応は以下の通りである。
(陰極)
0.36((1/3)Cr+++)+0.36F=0.12Cr
0.64H++0.64F=0.32H2
(陽極)
(1/2)H2O−1F=H++(1/4)O2
(全反応)
0.12Cr++++0.5H2O=0.12Cr+0.32H2+0.36H++0.25O2
【0028】
1モルのクロム(52g)の堆積中にその反応によれば、電解液内で3モルのH+または1.5モルのH2SO4が生成され、中和のために1.5モルのNa2CO3が必要とされる。必要量の炭酸ナトリウムは、電解液循環室を通して動作中の電解液槽に定期的に供給される。前述の酸の中和の結果、1.5モルの硫酸ナトリウム(Na2SO4)の蓄積がある(1.5モルのクロム(52g)の析出の時間において)。その塩の量がピーク濃度に達すると、その電解液槽の通常の動作に影響を与えるわけではないが、その電解液槽外に塩を取り出すことが必要とされる。
【0029】
電解液槽は、ポリプロピレンまたはその類似物のような適切な材料で構成される。必要に応じてその電解液槽の温度を制御するために、その電解液槽には、電解液槽に給水を行うために、好ましくは電解液槽の底部に配置されるステンレス鋼またはその類似物からなるパイプが備えられる。そのパイプは、必要に応じて電解液を加熱するためにそこに温水を流す場合には発熱体としての役割を果たし、必要に応じて電解液を冷却するためにそこに冷水を流す場合には冷却システムとしての役割を果たす。その電解液槽内に配置される温度制御器は、電解液の温度を制御するために温水または冷水の供給速度を監視する。
【0030】
その電解液槽には、その電解液槽を通る継続的に循環する電解液が通過するフィルタが備えられる。その電解液槽のパラメータに関する完全な情報を得るために、後者には、電流強度、電圧、電解液槽温度、電解液のpH、及び電解液槽内の電解液の量(レベル)を測定するための適切なモニターが備えられる。
【0031】
電解液槽内の陽極は、適切な材料、好ましくは約2から3mmの厚さを有するシート状の白金鍍金チタンからなる。白金鍍金チタンシートの使用によって、電解液槽内の分離室の陰極と陽極との分離なしにクロム鍍金の伝導ができ、六価クロム(クロム(VI))への三価クロム(クロム(III))の陽極酸化を排除することができる。
【0032】
陽極は、基板の表面上への陰極電流の分布さえも保証するために鍍金される基板/生成物によって形づけられる。基板は、陰極側で電解液槽内に配置される。陰極(基板)と陽極は、30から40mm離隔して電解液槽内に配置される。基板の寸法及び形状に依存して支持部が形成され、それは電解液槽とそれに固定される基板との中に配置される。支持部は、通常ステンレス鋼で形成され、適切な製造業者から入手される。
【0033】
電解液槽には、オンボード換気システムを通して自由なガス抽出を可能にするためにカバーまたは天蓋が備えられる。電解液は、電解液槽の上端部より少なくとも150mm、好ましくは200mm低く位置しなければならない。
【0034】
電解液槽の電流密度は、所定の量(ロード)で鍍金された基板の面積と、所定のpH値における受容可能な析出電流密度とに基づいて設定される。容積電流密度は、10A/Iを超えてはいけない。それ故、電解液の容積を計算して、電解液槽の電流密度の限界値は、I=IVVである。
【0035】
図1は、一般に電解液槽の動作部12内に電解液を含む電解液槽10を示す。鍍金動作を開始するために、電解液槽10の動作部12が所望の量の電解液で満たされ、発熱体が動作される。所望の動作温度に達すると、基板を有する支持部は陰極バー上に掛けられる。析出電流と自動温度調整器を備える冷却システムとが動作される。電流強度、電解液槽の電圧、pHレベル、及び、電解液槽内の温度及び電解液レベルのような全ての初期値が記録される。
【0036】
電解液槽の維持管理には、クロム塩の適時の補充、及び、Na2CO3のような塩基の導入による電解液の所望のpHの維持が含まれる。クロム塩とpH制御用塩基は、電解液槽10の一端にある小室22を通して注入器30によって導入される。小室22は、電解液槽の動作部12への直接注入を防止する独特のセパレータ14によって電解液槽10の動作部12に連結される。考えられる不純物を除去するためにポンプ18とフィルタ20を経由してパイプ24を通る電解液の一定の循環がある。循環速度は、電解液の容積に依存して決定される。
【0037】
電解液槽中の酸は電解液槽の動作中に中和され、中性塩、特にNa2SO4が蓄積する。Na2SO4の限界濃度である通常200g/lに達した後、脱塩が行われる。工業用の高速硬質クロム鍍金においては約30時間の動作の後に臨界濃度に達し、装飾クロム鍍金においては約120時間の動作の後に臨界濃度に達する。電解液冷却による塩の周期的な抽出は、電解液の過飽和を防止する。Na2SO4を除去するために、電解液は、分離容器に注がれる。そこで、それは、1から5℃に冷却される。冷却によって塩の大きな析出が生じる。さらに、Na2SO4は、析出を加速するための冷却電解液に添加される。電解液は浄化され、同様の低温で真空濾過される。濾過後に電解液のpHは1.1に調整され、その後、電解液槽に戻される。
【0038】
本発明は、電解液槽、及び、六価クロム鍍金に対する環境安全性のある代替物である工業用の硬質クロム鍍金を3μm/minの速度まで達成するその電解液槽を利用する鍍金方法を提供する。さらに、その電解液槽と鍍金方法は、特にピックアンドプレース装置及び機器のクロム鍍金に有用であり、円柱ロッド、特には長さが20mで直径が20から30cmの円筒ロッドには、80から100μm以上の厚さのクロム被覆を要求される。本発明は、鍍金が複雑な部材に均一に形成される場合のような、均一な厚さを実現することにおいて優れた結果をもたらす。
【0039】
同様に、本発明は、電解液槽、及び、六価クロム鍍金に対する環境安全性のある代替物である装飾クロム鍍金を0.7μm/minの速度まで達成するその電解液槽を利用する鍍金方法を提供する。さらに、その電解液槽と鍍金方法は、大抵の複雑な形状を有する部材のクロム鍍金に特に有用である。本発明は、複雑な部材を鍍金する際に、均一な厚さの実現において優れた結果を提供する。
【0040】
本発明によるクロム鍍金槽は、以下の例で論じられるように用意される。
【0041】
電解液の成分は以下の通りである。
(例1)
(1)硫酸クロムカリウム(CrK(SO4)2・12H2O):250g/l、
(2)シュウ酸ナトリウム(Na2C2O4):30g/l、
(3)硫酸アルミニウム(Al2(SO4)3・18H2O):110g/l、
(4)弗化ナトリウム(NaF):20g/l。
(例2)
(1)硫酸クロム(Cr2(SO4)3・6H2O):150g/l、
(2)シュウ酸ナトリウム(Na2C2O4):30g/l、
(3)硫酸アルミニウム(Al2(SO4)3・18H2O):110g/l、
(4)弗化ナトリウム(NaF):20g/l。
【0042】
その電解液槽は、電解液の所望の容積未満である40%の容積率の蒸留水または純水を用いて、発熱体と混合器を備える琺瑯容器内に用意される。第1に、クロム塩を除く上記の例1と例2の電解液槽の全ての成分は、その容器に入れられ、好ましくはその溶液の温度を92から93℃に上げるように加熱しながら混合される。前述の成分の完全溶解の後に、クロム塩、好ましくは硫酸クロムカリウムまたは硫酸クロムがその溶液の中に入れられ、その溶液は、加熱しながら約15から20分間さらに混合される。その溶液45から50℃の温度まで冷却した後、pHレベルは、ここで論じられたように適宜に調整され、電解液はクロム鍍金用の電解液槽の使用のために準備がされる。
【0043】
工業用の高速硬質クロム鍍金を実現するために、例1による電解液は、温度が48℃、pHが1.2、及び、電流密度がi=60A/dm2で電解液槽内に配置された。堆積の時間は、33分であった。
【0044】
産業用の高速硬質クロム鍍金を実現するために、例2による電解液は、温度が48℃、pHが1.2、及び、電流密度がi=60A/dm2で電解液槽内に配置された。堆積の時間は、33分であった。
【0045】
例1及び2の両方において、前述の条件は、以下のような鍍金速度でクロム鍍金をもたらした。
【0046】
【表2】
【0047】
装飾クロム鍍金を実施する際に、例1による電解液は、温度が35℃、pHが2、及び、電流密度がi=25A/dm2で電解液槽内に配置された。堆積の時間は、20分であった。
【0048】
装飾クロム鍍金を実施する際に、例2による電解液は、温度が35℃、pHが2、及び、電流密度がi=25A/dm2で電解液槽内に配置された。
【0049】
装飾鍍金における例1及び2の両方において、前述の条件は、以下のような鍍金速度でクロム鍍金をもたらした。
【0050】
【表3】
【0051】
反射率、構造、内部歪及び硬度を含む全ての利用可能なデータによれば、本発明による三価クロム鍍金電解液槽及び方法は、従来技術で知られている標準的な六価クロム電解液槽のデータと同じであるが、従来技術に存在する問題は解決される。本発明は、1000ユニット(1000HV/100g)の鍍金硬度を達成する。電解鍍金液への微小粒子の添加によって、硬度は1300から1500ユニットまで増加される。
【図面の簡単な説明】
【0052】
【図1】本発明の有利な実施形態の概略図である。
【符号の説明】
【0053】
10 電解液槽
12 動作部
14 セパレータ
18 ポンプ
20 フィルタ
22 小室(小型チャンバ)
24 パイプ
30 注入器
【特許請求の範囲】
【請求項1】
約100μm以上の厚さのクロム鍍金のための三価クロム電解液槽であって、
約200から約250g/lの硫酸クロムカリウムと、
約30から約35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含み、
温度は約46℃から約48℃であり、pHは約1.1から約1.3である、三価クロム電解液槽。
【請求項2】
約100μm以上の厚さのクロム鍍金のための三価クロム電解液槽であって、
約130から約150g/lの硫酸クロムと、
約30から約35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から20g/lの弗化ナトリウムと、を含み、
温度が約46℃から約48℃であり、pHが約1.1から約1.3である、三価クロム電解液槽。
【請求項3】
約0.6から0.7μm/minの速度で装飾鍍金をするための三価クロム電解液槽であって、
約200から約250g/lの硫酸クロムカリウムと、
約30から35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含み、
温度が約33℃から約37℃であり、pHが約1.8から約2.2である、三価クロム電解液槽。
【請求項4】
約0.6から0.7μm/minの速度で装飾鍍金をするための三価クロム電解液槽であって、
約130から約150g/lの硫酸クロムと、
約30から35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含み、
温度が約33℃から約37℃であり、pHが約1.8から約2.2である、三価クロム電解液槽。
【請求項5】
クロム鍍金をするための三価クロム電解液槽であって、
約50から約500g/lの三価クロムと、
約10から100g/lのシュウ酸塩と、
約20から約150g/lの硫酸アルミニウムと、
約5から約30g/lの弗化ナトリウムと、を含み、
所望の温度と所望のpHで動作する三価クロム電解液槽。
【請求項6】
前記三価クロムは、約50から約500g/lの硫酸クロムカリウムである、請求項5に記載の三価クロム電解液槽。
【請求項7】
約200から250g/lの硫酸クロムカリウムと、
約30から約35g/lのシュウ酸ナトリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含む、請求項6に記載の三価クロム電解液槽。
【請求項8】
約200から250g/lの硫酸クロムカリウムと、
約30から約35g/lのシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含む、請求項6に記載の三価クロム電解液槽。
【請求項9】
前記三価クロムは、約50から約350g/lの硫酸クロムである、請求項5に記載の三価クロム電解液槽。
【請求項10】
約130から150g/lの硫酸クロムと、
約30から約35g/lのシュウ酸ナトリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含む、請求項9に記載の三価クロム電解液槽。
【請求項11】
約130から約150g/lの硫酸クロムと、
約30から約35g/lのシュウ酸カリウムと、
約100から110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含む、請求項9に記載の三価クロム電解液槽。
【請求項12】
前記三価クロム電解液槽は硬質クロム鍍金を形成し、前記所望の温度は約40℃から約50℃であり、前記所望のpHは約0.9から約2.2である、請求項5に記載の三価クロム電解液槽。
【請求項13】
前記三価クロム電解液槽は硬質クロム鍍金を形成し、前記所望の温度は約46℃から約48℃であり、前記所望のpHは約1.1から約1.3である、請求項5に記載の三価クロム電解液槽。
【請求項14】
前記硬質クロム鍍金は、少なくとも約100μmの鍍金厚を達成するために約2.8から3.2μm/minの速度で生じる、請求項13に記載の三価クロム電解液槽。
【請求項15】
前記三価クロム電解液槽は装飾クロムを形成し、前記所望の温度は約10℃から約40℃であり、前記所望のpHは約0.9から約2.2である、請求項5に記載の三価クロム電解液槽。
【請求項16】
前記三価クロム電解液槽は装飾クロム鍍金を形成し、前記所望の温度は約33℃から約37℃であり、前記所望のpHは約1.8から約2.2である、請求項5に記載の三価クロム電解液槽。
【請求項17】
前記装飾クロム鍍金は、約0.6から約0.7μm/minの速度で生じる、請求項16に記載の三価クロム電解液槽。
【請求項18】
前記装飾クロム鍍金は、ダイヤモンド、コランダム、または、炭化珪素の微小粒子をさらに含む、請求項5に記載の三価クロム電解液槽。
【請求項19】
基板に金属クロム層を電解鍍金する方法であって、
少なくとも1つの陽極、前記基板の表面の少なくとも一部を支持するように構成された陰極、及び、約50から約500g/lの三価クロムと、約10から約100g/lのシュウ酸塩と、約20から約150g/lの硫酸アルミニウムと、約5から約30g/lの弗化ナトリウムと、を含む電解液を含む電解液槽を準備する段階と、
前記電解液槽内に配置された前記陽極から前記陰極に向かって前記電解液槽に電流を流す段階と、
前記電解液の温度及びpHを保持する段階と、
前記基板の前記表面上に前記三価クロムを堆積する段階と、を含む電解鍍金方法。
【請求項20】
前記三価クロムは、約50から約500g/lの硫酸クロムカリウムである、請求項19に記載の電解鍍金方法。
【請求項21】
前記電解液は、約200から250g/lの硫酸クロムカリウムと、約30から35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、約100から110g/lの硫酸アルミニウムと、約15から約20g/lの弗化ナトリウムと、を含む、請求項20に記載の電解鍍金方法。
【請求項22】
前記三価クロムは、約50から約350g/lの硫酸クロムである、請求項19に記載の電解鍍金方法。
【請求項23】
前記電解液は、
約130または150g/lの硫酸クロムと、
約30から35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から110g/lの硫酸アルミニウムと、
約15から20g/lの弗化ナトリウムと、を含む、請求項22に記載の電解鍍金方法。
【請求項24】
前記層は硬質クロム被覆であり、前記電流は30から70A/dm2の密度を有し、前記温度は約40℃から約50℃であり、前記pHは約1.1から約1.3であり、前記基板への前記クロムの堆積速度は約2.8から約3.2μm/minである、請求項19に記載の電解鍍金方法。
【請求項25】
前記層は硬質クロム被覆であり、前記電流は55から65A/dm2の密度を有し、前記温度は約46℃から約48℃であり、前記pHは約1.1から約1.3であり、前記基板へのクロムの堆積速度は約2.8から約3.2μm/minである、請求項19に記載の電解鍍金方法。
【請求項26】
前記被覆は、少なくとも約100μmの厚さを有する、請求項25に記載の電解鍍金方法。
【請求項27】
前記層は装飾クロム被覆であり、前記温度は約20℃から40℃であり、前記pHは約0.9から約2.2であり、前記基板への前記クロムの堆積速度は約0.6から約0.7μm/minである、請求項19に記載の電解鍍金方法。
【請求項28】
前記層は装飾クロム被覆であり、前記温度は約33℃から37℃であり、前記pHは約1.8から2.2であり、前記基板への前記クロムの堆積速度は約0.6から0.7μm/minである、請求項19に記載の電解鍍金方法。
【請求項29】
前記pHの保持は、水酸化ナトリウムまたは炭酸ナトリウムからなる群から選択される塩基の添加によって達成される、請求項19に記載の電解鍍金方法。
【請求項30】
前記電解液を1から5℃に冷却することによって前記電解液から中性塩を除去する段階をさらに含む、請求項19に記載の電解鍍金方法。
【請求項31】
前記電解液槽の動作中に定期的に前記電解液槽に三価クロムを補給する段階をさらに含む、請求項19に記載の電解鍍金方法。
【請求項32】
前記少なくとも1つの陽極は、白金鍍金チタンである、請求項19に記載の電解鍍金方法。
【請求項33】
前記電解液は、ダイヤモンド、コランダム、または、炭化珪素の微小粒子をさらに含む、請求項19に記載の電解鍍金方法。
【請求項34】
少なくとも1つの陽極、基板の表面の少なくとも一部を支持するように構成された陰極、及び、約50から約500g/lの三価クロムと、約10から100g/lのシュウ酸塩と、約20から150g/lの硫酸アルミニウムと、約5から約30g/lの弗化ナトリウムと、を含む電解液を含む電解液槽を準備する段階と、
前記電解液槽内に配置された前記陽極から前記陰極に向かって前記電解液槽に電流を流す段階と、
前記電解液の所望の温度及び所望のpHを保持する段階と、
前記基板の前記表面上に前記三価クロムを所望の速度で堆積する段階と、を含む処理によって用意された基板を鍍金するための三価クロム層。
【請求項35】
前記三価クロムは、硫酸クロムまたは硫酸クロムカリウムである、請求項34に記載の三価クロム層。
【請求項36】
前記シュウ酸塩は、シュウ酸ナトリウムまたはシュウ酸カリウムである、請求項35に記載の三価クロム層。
【請求項1】
約100μm以上の厚さのクロム鍍金のための三価クロム電解液槽であって、
約200から約250g/lの硫酸クロムカリウムと、
約30から約35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含み、
温度は約46℃から約48℃であり、pHは約1.1から約1.3である、三価クロム電解液槽。
【請求項2】
約100μm以上の厚さのクロム鍍金のための三価クロム電解液槽であって、
約130から約150g/lの硫酸クロムと、
約30から約35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から20g/lの弗化ナトリウムと、を含み、
温度が約46℃から約48℃であり、pHが約1.1から約1.3である、三価クロム電解液槽。
【請求項3】
約0.6から0.7μm/minの速度で装飾鍍金をするための三価クロム電解液槽であって、
約200から約250g/lの硫酸クロムカリウムと、
約30から35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含み、
温度が約33℃から約37℃であり、pHが約1.8から約2.2である、三価クロム電解液槽。
【請求項4】
約0.6から0.7μm/minの速度で装飾鍍金をするための三価クロム電解液槽であって、
約130から約150g/lの硫酸クロムと、
約30から35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含み、
温度が約33℃から約37℃であり、pHが約1.8から約2.2である、三価クロム電解液槽。
【請求項5】
クロム鍍金をするための三価クロム電解液槽であって、
約50から約500g/lの三価クロムと、
約10から100g/lのシュウ酸塩と、
約20から約150g/lの硫酸アルミニウムと、
約5から約30g/lの弗化ナトリウムと、を含み、
所望の温度と所望のpHで動作する三価クロム電解液槽。
【請求項6】
前記三価クロムは、約50から約500g/lの硫酸クロムカリウムである、請求項5に記載の三価クロム電解液槽。
【請求項7】
約200から250g/lの硫酸クロムカリウムと、
約30から約35g/lのシュウ酸ナトリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含む、請求項6に記載の三価クロム電解液槽。
【請求項8】
約200から250g/lの硫酸クロムカリウムと、
約30から約35g/lのシュウ酸カリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含む、請求項6に記載の三価クロム電解液槽。
【請求項9】
前記三価クロムは、約50から約350g/lの硫酸クロムである、請求項5に記載の三価クロム電解液槽。
【請求項10】
約130から150g/lの硫酸クロムと、
約30から約35g/lのシュウ酸ナトリウムと、
約100から約110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含む、請求項9に記載の三価クロム電解液槽。
【請求項11】
約130から約150g/lの硫酸クロムと、
約30から約35g/lのシュウ酸カリウムと、
約100から110g/lの硫酸アルミニウムと、
約15から約20g/lの弗化ナトリウムと、を含む、請求項9に記載の三価クロム電解液槽。
【請求項12】
前記三価クロム電解液槽は硬質クロム鍍金を形成し、前記所望の温度は約40℃から約50℃であり、前記所望のpHは約0.9から約2.2である、請求項5に記載の三価クロム電解液槽。
【請求項13】
前記三価クロム電解液槽は硬質クロム鍍金を形成し、前記所望の温度は約46℃から約48℃であり、前記所望のpHは約1.1から約1.3である、請求項5に記載の三価クロム電解液槽。
【請求項14】
前記硬質クロム鍍金は、少なくとも約100μmの鍍金厚を達成するために約2.8から3.2μm/minの速度で生じる、請求項13に記載の三価クロム電解液槽。
【請求項15】
前記三価クロム電解液槽は装飾クロムを形成し、前記所望の温度は約10℃から約40℃であり、前記所望のpHは約0.9から約2.2である、請求項5に記載の三価クロム電解液槽。
【請求項16】
前記三価クロム電解液槽は装飾クロム鍍金を形成し、前記所望の温度は約33℃から約37℃であり、前記所望のpHは約1.8から約2.2である、請求項5に記載の三価クロム電解液槽。
【請求項17】
前記装飾クロム鍍金は、約0.6から約0.7μm/minの速度で生じる、請求項16に記載の三価クロム電解液槽。
【請求項18】
前記装飾クロム鍍金は、ダイヤモンド、コランダム、または、炭化珪素の微小粒子をさらに含む、請求項5に記載の三価クロム電解液槽。
【請求項19】
基板に金属クロム層を電解鍍金する方法であって、
少なくとも1つの陽極、前記基板の表面の少なくとも一部を支持するように構成された陰極、及び、約50から約500g/lの三価クロムと、約10から約100g/lのシュウ酸塩と、約20から約150g/lの硫酸アルミニウムと、約5から約30g/lの弗化ナトリウムと、を含む電解液を含む電解液槽を準備する段階と、
前記電解液槽内に配置された前記陽極から前記陰極に向かって前記電解液槽に電流を流す段階と、
前記電解液の温度及びpHを保持する段階と、
前記基板の前記表面上に前記三価クロムを堆積する段階と、を含む電解鍍金方法。
【請求項20】
前記三価クロムは、約50から約500g/lの硫酸クロムカリウムである、請求項19に記載の電解鍍金方法。
【請求項21】
前記電解液は、約200から250g/lの硫酸クロムカリウムと、約30から35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、約100から110g/lの硫酸アルミニウムと、約15から約20g/lの弗化ナトリウムと、を含む、請求項20に記載の電解鍍金方法。
【請求項22】
前記三価クロムは、約50から約350g/lの硫酸クロムである、請求項19に記載の電解鍍金方法。
【請求項23】
前記電解液は、
約130または150g/lの硫酸クロムと、
約30から35g/lのシュウ酸ナトリウムまたはシュウ酸カリウムと、
約100から110g/lの硫酸アルミニウムと、
約15から20g/lの弗化ナトリウムと、を含む、請求項22に記載の電解鍍金方法。
【請求項24】
前記層は硬質クロム被覆であり、前記電流は30から70A/dm2の密度を有し、前記温度は約40℃から約50℃であり、前記pHは約1.1から約1.3であり、前記基板への前記クロムの堆積速度は約2.8から約3.2μm/minである、請求項19に記載の電解鍍金方法。
【請求項25】
前記層は硬質クロム被覆であり、前記電流は55から65A/dm2の密度を有し、前記温度は約46℃から約48℃であり、前記pHは約1.1から約1.3であり、前記基板へのクロムの堆積速度は約2.8から約3.2μm/minである、請求項19に記載の電解鍍金方法。
【請求項26】
前記被覆は、少なくとも約100μmの厚さを有する、請求項25に記載の電解鍍金方法。
【請求項27】
前記層は装飾クロム被覆であり、前記温度は約20℃から40℃であり、前記pHは約0.9から約2.2であり、前記基板への前記クロムの堆積速度は約0.6から約0.7μm/minである、請求項19に記載の電解鍍金方法。
【請求項28】
前記層は装飾クロム被覆であり、前記温度は約33℃から37℃であり、前記pHは約1.8から2.2であり、前記基板への前記クロムの堆積速度は約0.6から0.7μm/minである、請求項19に記載の電解鍍金方法。
【請求項29】
前記pHの保持は、水酸化ナトリウムまたは炭酸ナトリウムからなる群から選択される塩基の添加によって達成される、請求項19に記載の電解鍍金方法。
【請求項30】
前記電解液を1から5℃に冷却することによって前記電解液から中性塩を除去する段階をさらに含む、請求項19に記載の電解鍍金方法。
【請求項31】
前記電解液槽の動作中に定期的に前記電解液槽に三価クロムを補給する段階をさらに含む、請求項19に記載の電解鍍金方法。
【請求項32】
前記少なくとも1つの陽極は、白金鍍金チタンである、請求項19に記載の電解鍍金方法。
【請求項33】
前記電解液は、ダイヤモンド、コランダム、または、炭化珪素の微小粒子をさらに含む、請求項19に記載の電解鍍金方法。
【請求項34】
少なくとも1つの陽極、基板の表面の少なくとも一部を支持するように構成された陰極、及び、約50から約500g/lの三価クロムと、約10から100g/lのシュウ酸塩と、約20から150g/lの硫酸アルミニウムと、約5から約30g/lの弗化ナトリウムと、を含む電解液を含む電解液槽を準備する段階と、
前記電解液槽内に配置された前記陽極から前記陰極に向かって前記電解液槽に電流を流す段階と、
前記電解液の所望の温度及び所望のpHを保持する段階と、
前記基板の前記表面上に前記三価クロムを所望の速度で堆積する段階と、を含む処理によって用意された基板を鍍金するための三価クロム層。
【請求項35】
前記三価クロムは、硫酸クロムまたは硫酸クロムカリウムである、請求項34に記載の三価クロム層。
【請求項36】
前記シュウ酸塩は、シュウ酸ナトリウムまたはシュウ酸カリウムである、請求項35に記載の三価クロム層。
【図1】

【公表番号】特表2008−506035(P2008−506035A)
【公表日】平成20年2月28日(2008.2.28)
【国際特許分類】
【出願番号】特願2007−518037(P2007−518037)
【出願日】平成17年4月14日(2005.4.14)
【国際出願番号】PCT/US2005/012816
【国際公開番号】WO2006/006992
【国際公開日】平成18年1月19日(2006.1.19)
【出願人】(506427107)
【出願人】(506427152)
【Fターム(参考)】
【公表日】平成20年2月28日(2008.2.28)
【国際特許分類】
【出願日】平成17年4月14日(2005.4.14)
【国際出願番号】PCT/US2005/012816
【国際公開番号】WO2006/006992
【国際公開日】平成18年1月19日(2006.1.19)
【出願人】(506427107)
【出願人】(506427152)
【Fターム(参考)】
[ Back to top ]