
グラフト層をエレクトロスピニングする方法
【課題】内層と該内層ほど多孔質ではない外層を有するステントグラフトを作る方法を開示する。
【解決手段】マンドレル12に第1電荷26を帯電させ、第1針14に第2電荷28を帯電させ、前記マンドレルと前記第1針とを相対的に回転・移動し、第1溶剤と混合した第1ポリマーを第1流量で第1針を通して供給し、それによって、ファイバー32の第1層38が、前記マンドレル上でエレクトロスピニングされ、ステントを前記第1層に配置し、前記マンドレルに第3電荷を帯電させ、第2針に第4電荷を帯電させ、前記マンドレルと前記第2針とを相対的に回転・移動し、第2溶剤と混合した第2ポリマーを第2流量で第2針を通して供給し、それによって、ファイバーの第2層が、前記ステント上でエレクトロスピニングされることを含み、前記第2針は、前記第1針よりも大きなルーメンを有し、前記第2流量は、前記第1流量よりも大きくなるようにした。
【解決手段】マンドレル12に第1電荷26を帯電させ、第1針14に第2電荷28を帯電させ、前記マンドレルと前記第1針とを相対的に回転・移動し、第1溶剤と混合した第1ポリマーを第1流量で第1針を通して供給し、それによって、ファイバー32の第1層38が、前記マンドレル上でエレクトロスピニングされ、ステントを前記第1層に配置し、前記マンドレルに第3電荷を帯電させ、第2針に第4電荷を帯電させ、前記マンドレルと前記第2針とを相対的に回転・移動し、第2溶剤と混合した第2ポリマーを第2流量で第2針を通して供給し、それによって、ファイバーの第2層が、前記ステント上でエレクトロスピニングされることを含み、前記第2針は、前記第1針よりも大きなルーメンを有し、前記第2流量は、前記第1流量よりも大きくなるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
(優先権の主張)
本出願は、2011年7月15日に出願された、米国仮出願第61/508,421号の優先権を主張し、その内容を本明細書に引用して援用する。
【0002】
本発明は、概して、医療装置に関し、特に、グラフト層に関する。
【背景技術】
【0003】
ステントは、脈管系、大腸、胆管、尿路、食道、気管等の数多くの器官を処置するための比較的一般的な装置となっている。ステントは、妨害物、閉塞、狭窄、通路を通った流れを制限するその他の関連する諸問題(概ね以下、「狭窄」と称す)を含めた、様々の病気の治療に有用である。ステントは、また、様々なタイプの動脈瘤の治療などのその他の多様な医療処置において有用である。
【0004】
例えば、ステントは、冠動脈、末梢動脈(例えば、頸動脈、上腕動脈、腎動脈、腸骨動脈、及び大腿動脈)及びその他の血管などの血管系における数多くの血管を治療するのに使用する。ステントは、脈管の病気を治療する一般的な一つの選択肢となっている。というのは、ステントグラフトの留置術は、他の選択肢よりもかなり侵襲性が少ないからである。一例として、冠状動脈における狭窄は、従来は、バイパス手術とともに処理されている。一般に、バイパス手術には、胸骨を切開し胸腔を開き、代わりの血管を心臓に移植し狭窄動脈に側管を通すことが含まれる。しかし、冠状動脈バイパス手術は、非常に侵襲的な治療であり、危険を伴い、患者には長時間の回復時間が必要となる。それに対して、ステントグラフトの留置術は、経管的に行われ切開手術は不要である。それ故、回復時間が短縮され、手術のリスクが最小限になる。
【0005】
多くの異なるタイプのステントとステントグラフト留置術が可能である。しかし、一般的に、ステントは、管状支持構造体を目的として作られ、体腔を通じて経皮経管的に挿入される。典型的に、ステントは、少なくともある周辺の一部を覆うような構造体からなり、小径と大径の間で圧縮・拡張するようにされている。ステントは、大径にまで弾性的に拡張する自己拡張型であるか、大径に拡張する力を要する拡張バルーン型とすることができる。しかし、固定の直径を有する他のタイプのステントが考案されているが、一般的にそれらには圧縮性がない。ステントは、非金属材料や自然組織等の多くのタイプの材料から作られるが、ステントを作る際に使われる通常の金属材料の具体例としては、ステンレス鋼とニチノールがある。コバルト・クロム合金、非晶質金属、タンタル、プラチナ、金、チタン、ポリマーおよび/または適合性組織などのその他の材料も、また利用できる。典型的に、ステントは、ステントを治療の対象となるルーメン内に配置し、ステントを圧縮した直径(小径)から拡張した直径(大径)へと拡張することで、動脈あるいはその他の通路内に移植される。ステントが圧縮した直径から拡張することができることで、ステントが比較的小さく圧縮された直径を有する間は、ステントを狭く曲がりくねった通路を縫うように通して治療領域に導いていくことが可能となる。一旦、ステントが治療領域に位置決めされて拡張すると、ステントのチューブ状の支持構造体は、収縮し、径方向で通路の内側壁を支持する。移植されたステントは、通路を通る流体の流れを容易にするために、通路を開いた状態に維持して、通路が閉鎖してしまうのを機械的に防止するために使用されている。反対に、ステントは、また、グラフト層を支持してステントの側壁を通る流体の流れを妨げる為に利用される。しかし、これらは、ステントの使われ方のほんの幾つかの例に過ぎず、ステントは他の目的でも利用される。
【0006】
ステントは、また、多くの病状を治療する為に、他の部品と組合わせて用いることができる。例えば、ステントグラフトアセンブリは、通常、動脈瘤の治療に使用される。当業者の知っての通り、動脈瘤は、動脈の一部の異常な広がり、或いは、膨張である。一般に、この症状は、血管壁の脆弱さが原因となっている。高血圧やアテローム性動脈硬化症は、また、動脈瘤の形成の原因となる。通常のタイプの動脈瘤には、大動脈瘤、脳動脈瘤、膝窩動脈瘤、腸間膜動脈瘤、及び、脾動脈瘤が含まれる。しかし、動脈瘤は、血管系全体に血管内に形成する可能性もある。治療しないと、動脈瘤は、いずれは破裂し、内出血を起こす。多くの場合、その内出血はひどいので、患者は、動脈瘤破裂の数分以内に死亡する可能性がある。例えば、大動脈瘤の場合、破裂後の生存率は、20パーセントに過ぎない。
【0007】
通常、動脈瘤は、外科手術で治療される。例えば、腹部動脈瘤の場合、腹部が手術で切開され、動脈の広がった場所を通常は長手方向に切断する。ダクロン(Dacron)等のグラフト材料が、血管内に挿入され、各端で、血管の広がっていない部分の壁に縫合される。それから、血管の切断された縁は、グラフト材料を血管内に納めるために、重ね合わされて縫合される。動脈瘤がその動脈瘤を血管へと繋ぐ狭いネックを有するバルーンのようなふくらみを形成している比較的に小さな血管では、外科医は、動脈瘤と血管の主要な通路の間にある動脈瘤のネックで血管壁にクリップを置く。すると、該クリップによって、血管からの血流が動脈瘤に侵入できなくなる。
【0008】
伝統的な外科手術の代替手段に、ステントグラフトを用いた血管の血管内治療がある。この代替手段には、従来のカテーテルによる配置技術を用いて、動脈瘤を渡って血管内にステントグラフトを移植することが含まれる。ステントグラフトは、概ね不透過性のグラフト材料で血管壁を密封することで、動脈瘤を治療する。それ故、動脈瘤は、封鎖され、血流は血管の主要な通路内に保たれる。ますます、ステントグラフトを用いた治療が好まれるようになっている。というのは、該治療は、外傷が少なく、回復が早いからである。
【発明の概要】
【0009】
グラフト層をエレクトロスピニングする方法が記載されている。グラフト層は、異なるエレクトロスピニングパラメータを用いて、エレクトロスピニングされた2つの層を有し、内層は外層よりも多孔質である。例えば、外層をエレクトロスピニングする際には、より大きな針を使用し、流量も増す。または、内層と外層をエレクトロスピニングする際には、他のパラメータをかえることができる。本発明は、以下の詳細な説明、あるいは、添付した図面若しくはそれらの組み合わせの他のいかなる態様をも含むものである。
【図面の簡単な説明】
【0010】
本発明は、添付図面と関連させて以下の説明を読むことで、よりよく理解される。
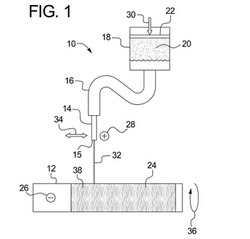
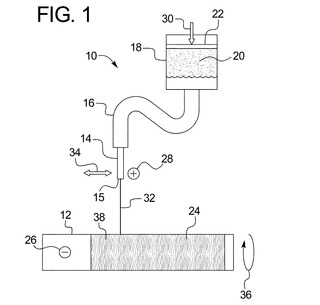
【図1】第1グラフト層をマンドレルに貼り付けるエレクトロスピニング装置の概略図である。
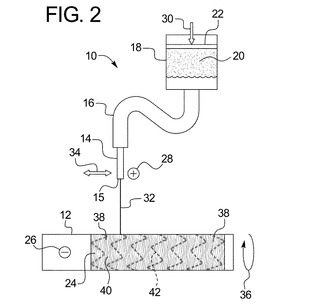
【図2】第2グラフト層をステントと第1グラフト層に貼り付けるエレクトロスピニング装置の概略図である。
【発明を実施するための形態】
【0011】
ここで、添付図面、特に図1を参照すると、グラフト24の製作用のエレクトロスピニング装置10が示されている。エレクトロスピニング装置10には、針14に対して回転可能なマンドレル12が含まれる。しかし、マンドレルは回転しないようにして、針14がマンドレル12の周りを回転するようにすることも可能である。針14は、マンドレル12から距離を置いて配置され、マンドレル12に対して平行移動する(translate)。しかし、針14は移動せずに、マンドレル12が移動するようにすることも可能である。チューブ16は、針14と容器18に連通される。容器18には、ポリマーと溶剤の混合物20が含まれており、該混合物20は、粘性と流動性があり、チューブ16と針14を通る。ピストン22は、容器18内に提供され、ポリマー/溶剤混合物22を加圧し、針14を通る流量を制御する。
【0012】
グラフト層24をエレクトロスピニング装置で形成するためには、マンドレル12と針14は、互いに正負が反対の電荷に帯電(26、28)される。例えば、マンドレル12が負に帯電26し、針14が正に帯電28する。しかし、マンドレル12の電荷26と針14の電荷28は、正負が逆でもよい。そして、ピストン22によって、容器18内のポリマー/溶剤混合物20に圧力が加えられ、ポリマー/溶剤混合物20をチューブ16を通して針14に押し出す。ポリマー/溶剤混合物20は、チューブ16から針14内のルーメンを通って、針14の端にある供給開口部15へと、絶えず流れる。供給開口部15では、ポリマー/溶剤混合物20は、針14から流出し、ポリマー/溶剤混合物20の1つ以上のファイバー32となってマンドレル12に供給される。ポリマー/溶剤混合物20が針14を通る際に、ポリマー/溶剤混合物20もまた、針14の電荷28を帯びる。この電荷は、マンドレル12の電荷26の反対であるから、帯電したポリマー/溶剤混合物20(32)は、マンドレル12に引き付けられる。帯電したポリマー/溶剤混合物20(32)は、針14からマンドレル12に供給される際に、針14とマンドレル12は、相対的に移動し、回転36する。その結果、ポリマー/溶剤ファイバー32は、マンドレル12に塗布される。溶剤は、最終的には、ポリマー/溶剤混合物20から消散し、その結果として生じるファイバー層38は、実質的に、ポリマーからなる。
【0013】
第1ファイバー層38がマンドレル12にエレクトロスピニングされた後、第2ファイバー層40が第1ファイバー層38にエレクトロスピニングされ、少なくとも2つの異なるエレクトロスピンニングされた層38と40を有するグラフト24が形成される。好ましくは、2つのファイバー層38、40溶剤は、互いに接着し、2つの層38、40を一緒に接着する。図2に示すように、必要に応じ、ステント42が、2つの層38、40の間に配置され、2つの層38と40は、ステント42壁にある空間を通じて互いに接着する。2つのファイバー層38、40は、異なるパラメータを用いてエレクトロスピニングし、2つのファイバー層38、40の多孔性が互いに異なっている。例えば、内側ファイバー層38は、外側ファイバー層40よりも多孔質である。これは、グラフト24のより多孔質である内層38の内皮化を促すのに役立ち、また、ストレスに対してより抵抗力があり内層38へのより多くの接着面を提供する間隙の少ない外層40を提供することで、グラフト24の構造上の安定性を増す。より間隙の少ない外層40は、また、エンドリークを防ぐのにも役立つ。内層38と外層40の多孔性の違いは、外層40用の第2針14’を用いることで達成できるが、この第2針14’は、内層38用に使用される第1針14よりも大きなルーメンを有している。さらに、外層40を形成する際の第2針14’を通る、ポリマー/溶剤混合物20の流量は、内層38を形成する際の第1針14を通る流量よりも高い。又、異なる間隙性を達成するために、2つの異なる層38、40をエレクトロスピニングする際に、他のパラメータを変えることができる。例えば、ポリマーおよび/又は溶剤20、温度、湿度、針14、14’の供給開口部15とマンドレル12との距離、及び、マンドレル12と針14と14’の回転速度36と移動速度34を変えることが出来る。
【0014】
好ましくは、第1層38と第2層40のポリマー/溶剤混合物20は、溶剤としてジメチルアセトアミドを混合したソラロン(thoralon)である。ソラロン/ジメチルアセトアミド混合物は、ソラロンが約10重量%から約23.5重量%である。より好ましくは、ソラロン/ジメチルアセトアミド混合物は、ソラロンが約10重量%から約15重量%である。最も好ましいのは、ソラロン/ジメチルアセトアミド混合物は、ソラロンが約12.5重量%である。好ましくは、第1層38用の第1針14のルーメンは、直径が約0.28mm(0.011インチ)から0.36mm(0.014インチ)、すなわち、約27ゲージ針から約23ゲージ針である。好ましくは、第2層40用の第2針14’のルーメンは、直径が約0.43mm(0.017インチ)から約0.88mm(0.0345インチ)、すなわち、約22ゲージ針から約18ゲージ針である。このように、第2針14’は、第1針14のルーメンより少なくとも1ゲージ大きく、第1針14よりも少なくとも約0.08mm(0.003インチ)大きいルーメンを有する。最も好ましくは、第1層38用の第1針ルーメンは、約0.36mm(0.014インチ)(23ゲージ)であり、第2層40用の第2針14’のルーメンは、約0.43mm(0.017インチ)(22ゲージ)である。第1層38の流量は、約0.4mL/hrから約0.5mL/hrであり、第2層40の流量は、約0.6mL/hrから約0.9mL/hrである。第1層38と第2層40を作るのに使用されたポリマー/溶剤混合物20の全量は、第1層38の長さ150mmあたり約0.35mLから約0.5mLを供給し、第2層40の長さ150mmあたり約1.1mLから約1.3mLを供給することで制御される。
【0015】
第1層38と第2層40をエレクトロスピニングしている間は、温度と湿度は一定である。例えば、温度は、約26℃から約29℃であり、湿度は、約35%から約40%である。又は、第1層38と第2層40のエレクトロスピニング時の温度と湿度は、様々である。例えば、湿度は、第2層40のエレクトロスピニング時よりも、第1層38のエレクトロスピニング時の方が高い。このために、溶剤が、ジメチルアセトアミド等の吸湿性のものである場合、ファイバー32が針14’の供給開口部15とマンドレル12の間を通る時に、溶剤のほとんどが、ポリマー/溶剤ファイバー20と32から奪われることになる。吸湿性の溶剤が、湿気と親和性を有するために起こるのである。また、溶剤の中には、針14’とマンドレル12の間で、ポリマー/溶剤混合物20と32から消散するものもある。これによって、ポリマー/溶剤混合物20は、望ましい粘着性を維持し、チューブ16と針14’を通って流れ、ファイバー32がマンドレル12に接触する際には、比較的、乾燥している(すなわち、溶剤が少ない)。例えば、第1層38のエレクトロスピニング時は、湿度は、約55%から約65%である。それに対して、第2層40のエレクトロスピニング時には、湿度は、約35%から約42%である。最も好ましくは、第2層40のエレクトロスピニング時には、湿度は約38.5%である。その結果、第2層40にあるファイバー32は、該混合物により溶解性があるままで、より湿った状態で、マンドレル12および/又は、ステント42に塗布される。これは、外層40におけるファイバー32がマンドレル12及び/又はステント42と接触した後により流れることができるのに役立ち、外層40のファイバー32は、より間隙性の少ない構造体を形成し、より完全に内層38に接着する。
【0016】
第1針14と第2針14’の遠位開口部は、マンドレル12から約15cmから約25cmの所に位置する。より好ましくは、第1針14と第2針14’の遠位開口部は、マンドレル12から約20cmの所に位置する。該装置10が第1層38と第2層40をエレクトロスピニングする時、第1針14と第2針14’は、約0.1mm/sから約0.9mm/sの速さで、最も好ましくは、0.5mm/sの速さで、移動し、マンドレル12は、約500rpmから約750rpmで回転する。第1針14と第2針14’は、約10kVから約15kVの正に帯電し、マンドレルは、約10kVから約20kVの負に帯電する。より好ましくは、第1針14と第2針14’は、約10kVに正に帯電し、マンドレルは、約14kVの負に帯電する。第2層40をステント42にエレクトロスピニングする時には、エレクトロスピニングされたファイバー32を惹きつけるために、別にステントを帯電する必要はない。というのは、第1層38は、ファイバー32の吸着を大きく減少させるほど、マンドレル12からステント42を十分に絶縁しないからである。第1層38と第2層40をエレクトロスピニングした後で、グラフト層24をマンドレル12から取り除くために、グラフト層24を破くことなくマンドレル12から外すことができるように、マンドレル12を大いに磨いておくのが好ましい。
【0017】
本発明の好ましい実施形態が記載されているが、本発明はそれに限定されないことを理解されたい。また、本発明を逸脱することなく、変更することが可能である。本発明の範囲は、添付した特許請求の範囲によって画定されるものであり、文言解釈、あるいは、均等解釈によってこの特許請求の範囲の範囲内となるすべての装置が本発明の範囲に包含される。さらに、上記の利点は、必ずしも、本発明の唯一の利点ではなく、また、記載された利点の全てが、本発明のすべての実施形態によって達成されるものでは必ずしもない。
【技術分野】
【0001】
(優先権の主張)
本出願は、2011年7月15日に出願された、米国仮出願第61/508,421号の優先権を主張し、その内容を本明細書に引用して援用する。
【0002】
本発明は、概して、医療装置に関し、特に、グラフト層に関する。
【背景技術】
【0003】
ステントは、脈管系、大腸、胆管、尿路、食道、気管等の数多くの器官を処置するための比較的一般的な装置となっている。ステントは、妨害物、閉塞、狭窄、通路を通った流れを制限するその他の関連する諸問題(概ね以下、「狭窄」と称す)を含めた、様々の病気の治療に有用である。ステントは、また、様々なタイプの動脈瘤の治療などのその他の多様な医療処置において有用である。
【0004】
例えば、ステントは、冠動脈、末梢動脈(例えば、頸動脈、上腕動脈、腎動脈、腸骨動脈、及び大腿動脈)及びその他の血管などの血管系における数多くの血管を治療するのに使用する。ステントは、脈管の病気を治療する一般的な一つの選択肢となっている。というのは、ステントグラフトの留置術は、他の選択肢よりもかなり侵襲性が少ないからである。一例として、冠状動脈における狭窄は、従来は、バイパス手術とともに処理されている。一般に、バイパス手術には、胸骨を切開し胸腔を開き、代わりの血管を心臓に移植し狭窄動脈に側管を通すことが含まれる。しかし、冠状動脈バイパス手術は、非常に侵襲的な治療であり、危険を伴い、患者には長時間の回復時間が必要となる。それに対して、ステントグラフトの留置術は、経管的に行われ切開手術は不要である。それ故、回復時間が短縮され、手術のリスクが最小限になる。
【0005】
多くの異なるタイプのステントとステントグラフト留置術が可能である。しかし、一般的に、ステントは、管状支持構造体を目的として作られ、体腔を通じて経皮経管的に挿入される。典型的に、ステントは、少なくともある周辺の一部を覆うような構造体からなり、小径と大径の間で圧縮・拡張するようにされている。ステントは、大径にまで弾性的に拡張する自己拡張型であるか、大径に拡張する力を要する拡張バルーン型とすることができる。しかし、固定の直径を有する他のタイプのステントが考案されているが、一般的にそれらには圧縮性がない。ステントは、非金属材料や自然組織等の多くのタイプの材料から作られるが、ステントを作る際に使われる通常の金属材料の具体例としては、ステンレス鋼とニチノールがある。コバルト・クロム合金、非晶質金属、タンタル、プラチナ、金、チタン、ポリマーおよび/または適合性組織などのその他の材料も、また利用できる。典型的に、ステントは、ステントを治療の対象となるルーメン内に配置し、ステントを圧縮した直径(小径)から拡張した直径(大径)へと拡張することで、動脈あるいはその他の通路内に移植される。ステントが圧縮した直径から拡張することができることで、ステントが比較的小さく圧縮された直径を有する間は、ステントを狭く曲がりくねった通路を縫うように通して治療領域に導いていくことが可能となる。一旦、ステントが治療領域に位置決めされて拡張すると、ステントのチューブ状の支持構造体は、収縮し、径方向で通路の内側壁を支持する。移植されたステントは、通路を通る流体の流れを容易にするために、通路を開いた状態に維持して、通路が閉鎖してしまうのを機械的に防止するために使用されている。反対に、ステントは、また、グラフト層を支持してステントの側壁を通る流体の流れを妨げる為に利用される。しかし、これらは、ステントの使われ方のほんの幾つかの例に過ぎず、ステントは他の目的でも利用される。
【0006】
ステントは、また、多くの病状を治療する為に、他の部品と組合わせて用いることができる。例えば、ステントグラフトアセンブリは、通常、動脈瘤の治療に使用される。当業者の知っての通り、動脈瘤は、動脈の一部の異常な広がり、或いは、膨張である。一般に、この症状は、血管壁の脆弱さが原因となっている。高血圧やアテローム性動脈硬化症は、また、動脈瘤の形成の原因となる。通常のタイプの動脈瘤には、大動脈瘤、脳動脈瘤、膝窩動脈瘤、腸間膜動脈瘤、及び、脾動脈瘤が含まれる。しかし、動脈瘤は、血管系全体に血管内に形成する可能性もある。治療しないと、動脈瘤は、いずれは破裂し、内出血を起こす。多くの場合、その内出血はひどいので、患者は、動脈瘤破裂の数分以内に死亡する可能性がある。例えば、大動脈瘤の場合、破裂後の生存率は、20パーセントに過ぎない。
【0007】
通常、動脈瘤は、外科手術で治療される。例えば、腹部動脈瘤の場合、腹部が手術で切開され、動脈の広がった場所を通常は長手方向に切断する。ダクロン(Dacron)等のグラフト材料が、血管内に挿入され、各端で、血管の広がっていない部分の壁に縫合される。それから、血管の切断された縁は、グラフト材料を血管内に納めるために、重ね合わされて縫合される。動脈瘤がその動脈瘤を血管へと繋ぐ狭いネックを有するバルーンのようなふくらみを形成している比較的に小さな血管では、外科医は、動脈瘤と血管の主要な通路の間にある動脈瘤のネックで血管壁にクリップを置く。すると、該クリップによって、血管からの血流が動脈瘤に侵入できなくなる。
【0008】
伝統的な外科手術の代替手段に、ステントグラフトを用いた血管の血管内治療がある。この代替手段には、従来のカテーテルによる配置技術を用いて、動脈瘤を渡って血管内にステントグラフトを移植することが含まれる。ステントグラフトは、概ね不透過性のグラフト材料で血管壁を密封することで、動脈瘤を治療する。それ故、動脈瘤は、封鎖され、血流は血管の主要な通路内に保たれる。ますます、ステントグラフトを用いた治療が好まれるようになっている。というのは、該治療は、外傷が少なく、回復が早いからである。
【発明の概要】
【0009】
グラフト層をエレクトロスピニングする方法が記載されている。グラフト層は、異なるエレクトロスピニングパラメータを用いて、エレクトロスピニングされた2つの層を有し、内層は外層よりも多孔質である。例えば、外層をエレクトロスピニングする際には、より大きな針を使用し、流量も増す。または、内層と外層をエレクトロスピニングする際には、他のパラメータをかえることができる。本発明は、以下の詳細な説明、あるいは、添付した図面若しくはそれらの組み合わせの他のいかなる態様をも含むものである。
【図面の簡単な説明】
【0010】
本発明は、添付図面と関連させて以下の説明を読むことで、よりよく理解される。
【図1】第1グラフト層をマンドレルに貼り付けるエレクトロスピニング装置の概略図である。
【図2】第2グラフト層をステントと第1グラフト層に貼り付けるエレクトロスピニング装置の概略図である。
【発明を実施するための形態】
【0011】
ここで、添付図面、特に図1を参照すると、グラフト24の製作用のエレクトロスピニング装置10が示されている。エレクトロスピニング装置10には、針14に対して回転可能なマンドレル12が含まれる。しかし、マンドレルは回転しないようにして、針14がマンドレル12の周りを回転するようにすることも可能である。針14は、マンドレル12から距離を置いて配置され、マンドレル12に対して平行移動する(translate)。しかし、針14は移動せずに、マンドレル12が移動するようにすることも可能である。チューブ16は、針14と容器18に連通される。容器18には、ポリマーと溶剤の混合物20が含まれており、該混合物20は、粘性と流動性があり、チューブ16と針14を通る。ピストン22は、容器18内に提供され、ポリマー/溶剤混合物22を加圧し、針14を通る流量を制御する。
【0012】
グラフト層24をエレクトロスピニング装置で形成するためには、マンドレル12と針14は、互いに正負が反対の電荷に帯電(26、28)される。例えば、マンドレル12が負に帯電26し、針14が正に帯電28する。しかし、マンドレル12の電荷26と針14の電荷28は、正負が逆でもよい。そして、ピストン22によって、容器18内のポリマー/溶剤混合物20に圧力が加えられ、ポリマー/溶剤混合物20をチューブ16を通して針14に押し出す。ポリマー/溶剤混合物20は、チューブ16から針14内のルーメンを通って、針14の端にある供給開口部15へと、絶えず流れる。供給開口部15では、ポリマー/溶剤混合物20は、針14から流出し、ポリマー/溶剤混合物20の1つ以上のファイバー32となってマンドレル12に供給される。ポリマー/溶剤混合物20が針14を通る際に、ポリマー/溶剤混合物20もまた、針14の電荷28を帯びる。この電荷は、マンドレル12の電荷26の反対であるから、帯電したポリマー/溶剤混合物20(32)は、マンドレル12に引き付けられる。帯電したポリマー/溶剤混合物20(32)は、針14からマンドレル12に供給される際に、針14とマンドレル12は、相対的に移動し、回転36する。その結果、ポリマー/溶剤ファイバー32は、マンドレル12に塗布される。溶剤は、最終的には、ポリマー/溶剤混合物20から消散し、その結果として生じるファイバー層38は、実質的に、ポリマーからなる。
【0013】
第1ファイバー層38がマンドレル12にエレクトロスピニングされた後、第2ファイバー層40が第1ファイバー層38にエレクトロスピニングされ、少なくとも2つの異なるエレクトロスピンニングされた層38と40を有するグラフト24が形成される。好ましくは、2つのファイバー層38、40溶剤は、互いに接着し、2つの層38、40を一緒に接着する。図2に示すように、必要に応じ、ステント42が、2つの層38、40の間に配置され、2つの層38と40は、ステント42壁にある空間を通じて互いに接着する。2つのファイバー層38、40は、異なるパラメータを用いてエレクトロスピニングし、2つのファイバー層38、40の多孔性が互いに異なっている。例えば、内側ファイバー層38は、外側ファイバー層40よりも多孔質である。これは、グラフト24のより多孔質である内層38の内皮化を促すのに役立ち、また、ストレスに対してより抵抗力があり内層38へのより多くの接着面を提供する間隙の少ない外層40を提供することで、グラフト24の構造上の安定性を増す。より間隙の少ない外層40は、また、エンドリークを防ぐのにも役立つ。内層38と外層40の多孔性の違いは、外層40用の第2針14’を用いることで達成できるが、この第2針14’は、内層38用に使用される第1針14よりも大きなルーメンを有している。さらに、外層40を形成する際の第2針14’を通る、ポリマー/溶剤混合物20の流量は、内層38を形成する際の第1針14を通る流量よりも高い。又、異なる間隙性を達成するために、2つの異なる層38、40をエレクトロスピニングする際に、他のパラメータを変えることができる。例えば、ポリマーおよび/又は溶剤20、温度、湿度、針14、14’の供給開口部15とマンドレル12との距離、及び、マンドレル12と針14と14’の回転速度36と移動速度34を変えることが出来る。
【0014】
好ましくは、第1層38と第2層40のポリマー/溶剤混合物20は、溶剤としてジメチルアセトアミドを混合したソラロン(thoralon)である。ソラロン/ジメチルアセトアミド混合物は、ソラロンが約10重量%から約23.5重量%である。より好ましくは、ソラロン/ジメチルアセトアミド混合物は、ソラロンが約10重量%から約15重量%である。最も好ましいのは、ソラロン/ジメチルアセトアミド混合物は、ソラロンが約12.5重量%である。好ましくは、第1層38用の第1針14のルーメンは、直径が約0.28mm(0.011インチ)から0.36mm(0.014インチ)、すなわち、約27ゲージ針から約23ゲージ針である。好ましくは、第2層40用の第2針14’のルーメンは、直径が約0.43mm(0.017インチ)から約0.88mm(0.0345インチ)、すなわち、約22ゲージ針から約18ゲージ針である。このように、第2針14’は、第1針14のルーメンより少なくとも1ゲージ大きく、第1針14よりも少なくとも約0.08mm(0.003インチ)大きいルーメンを有する。最も好ましくは、第1層38用の第1針ルーメンは、約0.36mm(0.014インチ)(23ゲージ)であり、第2層40用の第2針14’のルーメンは、約0.43mm(0.017インチ)(22ゲージ)である。第1層38の流量は、約0.4mL/hrから約0.5mL/hrであり、第2層40の流量は、約0.6mL/hrから約0.9mL/hrである。第1層38と第2層40を作るのに使用されたポリマー/溶剤混合物20の全量は、第1層38の長さ150mmあたり約0.35mLから約0.5mLを供給し、第2層40の長さ150mmあたり約1.1mLから約1.3mLを供給することで制御される。
【0015】
第1層38と第2層40をエレクトロスピニングしている間は、温度と湿度は一定である。例えば、温度は、約26℃から約29℃であり、湿度は、約35%から約40%である。又は、第1層38と第2層40のエレクトロスピニング時の温度と湿度は、様々である。例えば、湿度は、第2層40のエレクトロスピニング時よりも、第1層38のエレクトロスピニング時の方が高い。このために、溶剤が、ジメチルアセトアミド等の吸湿性のものである場合、ファイバー32が針14’の供給開口部15とマンドレル12の間を通る時に、溶剤のほとんどが、ポリマー/溶剤ファイバー20と32から奪われることになる。吸湿性の溶剤が、湿気と親和性を有するために起こるのである。また、溶剤の中には、針14’とマンドレル12の間で、ポリマー/溶剤混合物20と32から消散するものもある。これによって、ポリマー/溶剤混合物20は、望ましい粘着性を維持し、チューブ16と針14’を通って流れ、ファイバー32がマンドレル12に接触する際には、比較的、乾燥している(すなわち、溶剤が少ない)。例えば、第1層38のエレクトロスピニング時は、湿度は、約55%から約65%である。それに対して、第2層40のエレクトロスピニング時には、湿度は、約35%から約42%である。最も好ましくは、第2層40のエレクトロスピニング時には、湿度は約38.5%である。その結果、第2層40にあるファイバー32は、該混合物により溶解性があるままで、より湿った状態で、マンドレル12および/又は、ステント42に塗布される。これは、外層40におけるファイバー32がマンドレル12及び/又はステント42と接触した後により流れることができるのに役立ち、外層40のファイバー32は、より間隙性の少ない構造体を形成し、より完全に内層38に接着する。
【0016】
第1針14と第2針14’の遠位開口部は、マンドレル12から約15cmから約25cmの所に位置する。より好ましくは、第1針14と第2針14’の遠位開口部は、マンドレル12から約20cmの所に位置する。該装置10が第1層38と第2層40をエレクトロスピニングする時、第1針14と第2針14’は、約0.1mm/sから約0.9mm/sの速さで、最も好ましくは、0.5mm/sの速さで、移動し、マンドレル12は、約500rpmから約750rpmで回転する。第1針14と第2針14’は、約10kVから約15kVの正に帯電し、マンドレルは、約10kVから約20kVの負に帯電する。より好ましくは、第1針14と第2針14’は、約10kVに正に帯電し、マンドレルは、約14kVの負に帯電する。第2層40をステント42にエレクトロスピニングする時には、エレクトロスピニングされたファイバー32を惹きつけるために、別にステントを帯電する必要はない。というのは、第1層38は、ファイバー32の吸着を大きく減少させるほど、マンドレル12からステント42を十分に絶縁しないからである。第1層38と第2層40をエレクトロスピニングした後で、グラフト層24をマンドレル12から取り除くために、グラフト層24を破くことなくマンドレル12から外すことができるように、マンドレル12を大いに磨いておくのが好ましい。
【0017】
本発明の好ましい実施形態が記載されているが、本発明はそれに限定されないことを理解されたい。また、本発明を逸脱することなく、変更することが可能である。本発明の範囲は、添付した特許請求の範囲によって画定されるものであり、文言解釈、あるいは、均等解釈によってこの特許請求の範囲の範囲内となるすべての装置が本発明の範囲に包含される。さらに、上記の利点は、必ずしも、本発明の唯一の利点ではなく、また、記載された利点の全てが、本発明のすべての実施形態によって達成されるものでは必ずしもない。
【特許請求の範囲】
【請求項1】
内層と該内層ほど多孔質ではない外層を有するステントグラフトを作る方法であって、
マンドレルに第1電荷を帯電させ、
第1針に第2電荷を帯電させ、
前記マンドレルと前記第1針とを相対的に回転・移動し、
第1溶剤と混合した第1ポリマーを第1流量で第1針を通して供給し、それによって、ファイバーの第1層が、前記マンドレル上でエレクトロスピニングされ、
ステントを前記第1層に配置し、
前記マンドレルに第3電荷を帯電させ、
第2針に第4電荷を帯電させ、
前記マンドレルと前記第2針とを相対的に回転・移動し、
第2溶剤と混合した第2ポリマーを第2流量で第2針を通して供給し、それによって、ファイバーの第2層が、前記ステント上でエレクトロスピニングされることを含み、
前記第2針は、前記第1針よりも大きなルーメンを有し、前記第2流量は、前記第1流量よりも大きくなるようにした、
ステントグラフトを作る方法。
【請求項2】
前記第1溶剤と混合した前記第1ポリマーと、前記第2溶剤と混合した前記第2ポリマーは、ジメチルアセトアミドと混合したソラロン(thoralon)を備える、請求項1に記載の方法。
【請求項3】
前記第1溶剤と混合した前記第1ポリマーと前記第2溶剤と混合した前記第2ポリマーは、約10重量%から約23.5重量%のソラロンを備える、請求項2に記載の方法。
【請求項4】
前記第1針は直径が約0.28mm(0.011インチ)から約0.36mm(0.014インチ)のルーメンを有し、前記第2針は、直径が約0.43mm(0.017インチ)から約0.88mm(0.0345インチ)のルーメンを有する、請求項1に記載の方法。
【請求項5】
前記第1流量は、約0.4mL/hrから約0.5mL/hrであり、前記第2流量は約0.6mL/hrから約0.9mL/hrである、請求項1に記載の方法。
【請求項6】
ファイバーの前記第1層をエレクトロスピニングするために、前記第1溶剤と混合した前記第1ポリマーを前記第1針から前記第1層の150mm当たり約0.35mLから約0.5mL、前記マンドレル上に供給し、ファイバーの前記第2層をエレクトロスピニングするために、前記第2溶剤と混合した前記第2ポリマーを前記第2針から、前記第2層の150mm当たりに約1.1mLから約1.3mL、前記ステント上に供給する、請求項5に記載の方法。
【請求項7】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時の気温と湿度は、それぞれ、約26℃から約29℃、約35%から約42%である、請求項1に記載の方法。
【請求項8】
前記第1溶剤と前記第2溶剤は吸湿性のものであり、前記第1溶剤と混合した第1ポリマーの前記供給時の第1湿度は、約55%から約65%であり、前記第2溶剤と混合した前記第2ポリマーの前記供給時の第2湿度は、約35%から約42%である、請求項1に記載の方法。
【請求項9】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時の前記第1針と前記第2針の供給開口部と前記マンドレルの間の距離は、約15cmから約25cmである、請求項1に記載の方法。
【請求項10】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時に、前記第1針と前記第2針が約0.1mm/sから前記0.9mm/sで移動し、前記マンドレルが約500rpmから約750rpmで回転する、請求項1に記載の方法。
【請求項11】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時に、前記第1針と前記第2針が約10kVから約15kVの正に帯電し、前記マンドレルが約10kVから約20kVの負に帯電する、請求項1に記載の方法。
【請求項12】
前記第1層が有効に内皮化を助長する第1多孔性によって形成され、前記第2層が有効にエンドリークを妨げる第2多孔性によって形成される、請求項1に記載の方法。
【請求項13】
前記第1溶剤と混合した前記第1ポリマーと前記第2溶剤と混合した前記第2ポリマーは、ソラロンの重量が約10%から約23.5%であり、前記第1針は、直径が約0.28mm(0.011インチ)から約0.36mm(0.014インチ)のルーメンを有し、前記第2針は直径が約0.43mm(0.017インチ)から約0.88mm(0.0345インチ)のルーメンを有する、請求項12に記載の方法。
【請求項14】
前記第1流量が約0.4mL/hrから約0.5mL/hrであり、前記第2流量が約0.6mL/hrから約0.9mL/hrである、請求項13に記載の方法。
【請求項15】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時の気温と湿度は、それぞれ、約26℃から約29℃、約35%から約42%である、請求項14に記載の方法。
【請求項16】
前記第1溶剤と混合した前記第1ポリマーの前記供給時の第1湿度が約55%から第65%であり、前記第2溶剤と混合した前記第2ポリマーの前記供給時の第2湿度が約35%から約42%である、請求項14に記載の方法。
【請求項17】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの前記供給時の気温が、約26℃から約29℃である、請求項16に記載の方法。
【請求項18】
ファイバーの前記第1層をエレクトロスピニングするために、前記第1溶剤と混合した前記第1ポリマーを前記第1層の150mm当たり約0.35mLから約0.5mL、前記第1針から前記マンドレル上に供給し、ファイバーの前記第2層をエレクトロスピニングするために、前記第2溶剤と混合した前記第2ポリマーを前記第2層の150mm当たり約1.1mLから約1.3mL、前記第2針から前記ステント上の供給する、請求項14に記載の方法。
【請求項19】
第2溶剤と混合した第2ポリマーの前記供給時の気温と湿度が、それぞれ、約26℃から約29℃、約35%から約42%であり、前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時の前記第1針と前記第2針の供給開口部と前記マンドレルの間の距離が約15cmから約25cmである、請求項18に記載の方法。
【請求項20】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの供給時に、前記第1針と前記第2針が約0.1mm/sから約0.9mm/sで移動し、前記マンドレルが約500rpmから約750rpmで回転し、前記第1溶剤と混合した第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの供給時に、前記第1針と前記第2針が約10kVから約15kVの正に帯電し、前記マンドレルが約10kVから約20kVの負に帯電し、前記第1溶剤と混合した前記第1ポリマーの前記供給時の気温と湿度がそれぞれ、約26℃から約29℃、約55%から約65%である、請求項19に記載の方法。
【請求項21】
前記第1溶剤と混合した第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの供給時に、前記第1針と前記第2針が約0.1mm/sから約0.9mm/sで移動し、前記マンドレルが約500rpmから約750rpmで回転し、前記第1溶剤と混合した前記第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの供給時に、前記第1針と前記第2針が約10kVから約15kVの正に帯電し、前記マンドレルが約10kVから約20kVの負に帯電し、前記第1溶剤と混合した前記第1ポリマーの前記供給時の気温と湿度が、それぞれ、約26℃から約29℃、約35%から約42%である、請求項19に記載の方法。
【請求項1】
内層と該内層ほど多孔質ではない外層を有するステントグラフトを作る方法であって、
マンドレルに第1電荷を帯電させ、
第1針に第2電荷を帯電させ、
前記マンドレルと前記第1針とを相対的に回転・移動し、
第1溶剤と混合した第1ポリマーを第1流量で第1針を通して供給し、それによって、ファイバーの第1層が、前記マンドレル上でエレクトロスピニングされ、
ステントを前記第1層に配置し、
前記マンドレルに第3電荷を帯電させ、
第2針に第4電荷を帯電させ、
前記マンドレルと前記第2針とを相対的に回転・移動し、
第2溶剤と混合した第2ポリマーを第2流量で第2針を通して供給し、それによって、ファイバーの第2層が、前記ステント上でエレクトロスピニングされることを含み、
前記第2針は、前記第1針よりも大きなルーメンを有し、前記第2流量は、前記第1流量よりも大きくなるようにした、
ステントグラフトを作る方法。
【請求項2】
前記第1溶剤と混合した前記第1ポリマーと、前記第2溶剤と混合した前記第2ポリマーは、ジメチルアセトアミドと混合したソラロン(thoralon)を備える、請求項1に記載の方法。
【請求項3】
前記第1溶剤と混合した前記第1ポリマーと前記第2溶剤と混合した前記第2ポリマーは、約10重量%から約23.5重量%のソラロンを備える、請求項2に記載の方法。
【請求項4】
前記第1針は直径が約0.28mm(0.011インチ)から約0.36mm(0.014インチ)のルーメンを有し、前記第2針は、直径が約0.43mm(0.017インチ)から約0.88mm(0.0345インチ)のルーメンを有する、請求項1に記載の方法。
【請求項5】
前記第1流量は、約0.4mL/hrから約0.5mL/hrであり、前記第2流量は約0.6mL/hrから約0.9mL/hrである、請求項1に記載の方法。
【請求項6】
ファイバーの前記第1層をエレクトロスピニングするために、前記第1溶剤と混合した前記第1ポリマーを前記第1針から前記第1層の150mm当たり約0.35mLから約0.5mL、前記マンドレル上に供給し、ファイバーの前記第2層をエレクトロスピニングするために、前記第2溶剤と混合した前記第2ポリマーを前記第2針から、前記第2層の150mm当たりに約1.1mLから約1.3mL、前記ステント上に供給する、請求項5に記載の方法。
【請求項7】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時の気温と湿度は、それぞれ、約26℃から約29℃、約35%から約42%である、請求項1に記載の方法。
【請求項8】
前記第1溶剤と前記第2溶剤は吸湿性のものであり、前記第1溶剤と混合した第1ポリマーの前記供給時の第1湿度は、約55%から約65%であり、前記第2溶剤と混合した前記第2ポリマーの前記供給時の第2湿度は、約35%から約42%である、請求項1に記載の方法。
【請求項9】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時の前記第1針と前記第2針の供給開口部と前記マンドレルの間の距離は、約15cmから約25cmである、請求項1に記載の方法。
【請求項10】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時に、前記第1針と前記第2針が約0.1mm/sから前記0.9mm/sで移動し、前記マンドレルが約500rpmから約750rpmで回転する、請求項1に記載の方法。
【請求項11】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時に、前記第1針と前記第2針が約10kVから約15kVの正に帯電し、前記マンドレルが約10kVから約20kVの負に帯電する、請求項1に記載の方法。
【請求項12】
前記第1層が有効に内皮化を助長する第1多孔性によって形成され、前記第2層が有効にエンドリークを妨げる第2多孔性によって形成される、請求項1に記載の方法。
【請求項13】
前記第1溶剤と混合した前記第1ポリマーと前記第2溶剤と混合した前記第2ポリマーは、ソラロンの重量が約10%から約23.5%であり、前記第1針は、直径が約0.28mm(0.011インチ)から約0.36mm(0.014インチ)のルーメンを有し、前記第2針は直径が約0.43mm(0.017インチ)から約0.88mm(0.0345インチ)のルーメンを有する、請求項12に記載の方法。
【請求項14】
前記第1流量が約0.4mL/hrから約0.5mL/hrであり、前記第2流量が約0.6mL/hrから約0.9mL/hrである、請求項13に記載の方法。
【請求項15】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時の気温と湿度は、それぞれ、約26℃から約29℃、約35%から約42%である、請求項14に記載の方法。
【請求項16】
前記第1溶剤と混合した前記第1ポリマーの前記供給時の第1湿度が約55%から第65%であり、前記第2溶剤と混合した前記第2ポリマーの前記供給時の第2湿度が約35%から約42%である、請求項14に記載の方法。
【請求項17】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの前記供給時の気温が、約26℃から約29℃である、請求項16に記載の方法。
【請求項18】
ファイバーの前記第1層をエレクトロスピニングするために、前記第1溶剤と混合した前記第1ポリマーを前記第1層の150mm当たり約0.35mLから約0.5mL、前記第1針から前記マンドレル上に供給し、ファイバーの前記第2層をエレクトロスピニングするために、前記第2溶剤と混合した前記第2ポリマーを前記第2層の150mm当たり約1.1mLから約1.3mL、前記第2針から前記ステント上の供給する、請求項14に記載の方法。
【請求項19】
第2溶剤と混合した第2ポリマーの前記供給時の気温と湿度が、それぞれ、約26℃から約29℃、約35%から約42%であり、前記第1溶剤と混合した前記第1ポリマーの前記供給時と、前記第2溶剤と混合した前記第2ポリマーの前記供給時の前記第1針と前記第2針の供給開口部と前記マンドレルの間の距離が約15cmから約25cmである、請求項18に記載の方法。
【請求項20】
前記第1溶剤と混合した前記第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの供給時に、前記第1針と前記第2針が約0.1mm/sから約0.9mm/sで移動し、前記マンドレルが約500rpmから約750rpmで回転し、前記第1溶剤と混合した第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの供給時に、前記第1針と前記第2針が約10kVから約15kVの正に帯電し、前記マンドレルが約10kVから約20kVの負に帯電し、前記第1溶剤と混合した前記第1ポリマーの前記供給時の気温と湿度がそれぞれ、約26℃から約29℃、約55%から約65%である、請求項19に記載の方法。
【請求項21】
前記第1溶剤と混合した第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの供給時に、前記第1針と前記第2針が約0.1mm/sから約0.9mm/sで移動し、前記マンドレルが約500rpmから約750rpmで回転し、前記第1溶剤と混合した前記第1ポリマーの前記供給時と前記第2溶剤と混合した前記第2ポリマーの供給時に、前記第1針と前記第2針が約10kVから約15kVの正に帯電し、前記マンドレルが約10kVから約20kVの負に帯電し、前記第1溶剤と混合した前記第1ポリマーの前記供給時の気温と湿度が、それぞれ、約26℃から約29℃、約35%から約42%である、請求項19に記載の方法。
【図1】


【図2】
【図2】
【公開番号】特開2013−22456(P2013−22456A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−157029(P2012−157029)
【出願日】平成24年7月13日(2012.7.13)
【出願人】(511152957)クック メディカル テクノロジーズ エルエルシー (76)
【氏名又は名称原語表記】COOK MEDICAL TECHNOLOGIES LLC
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2012−157029(P2012−157029)
【出願日】平成24年7月13日(2012.7.13)
【出願人】(511152957)クック メディカル テクノロジーズ エルエルシー (76)
【氏名又は名称原語表記】COOK MEDICAL TECHNOLOGIES LLC
【Fターム(参考)】
[ Back to top ]