
グルーピング装置、搬送ライン、無菌充填システムおよび搬送方法
【課題】ガス噴流によって容器を搬送する際に、容器を破損させてしまうことなく安定して容器を搬送することを可能にする。
【解決手段】搬送ライン20は、ガス噴流によって容器90を搬送する搬送装置と、搬送装置による容器の搬送経路25に沿って設けられたグルーピング装置50と、を有している。グルーピング装置50は、順次搬送されていく容器の搬送間隔を調節することにより、互いに近接した二以上の容器からなるグループを形成することができる。搬送装置は、形成されたグループ単位で容器を搬送する。
【解決手段】搬送ライン20は、ガス噴流によって容器90を搬送する搬送装置と、搬送装置による容器の搬送経路25に沿って設けられたグルーピング装置50と、を有している。グルーピング装置50は、順次搬送されていく容器の搬送間隔を調節することにより、互いに近接した二以上の容器からなるグループを形成することができる。搬送装置は、形成されたグループ単位で容器を搬送する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガス噴流によって容器を搬送する技術に係り、とりわけ、容器を破損してしまうことなく容器を安定して搬送することを可能にする技術に関する。
【背景技術】
【0002】
従来、ガス噴流によって、複数の容器を連続して搬送する技術が知られている。この搬送方法において搬送対象となるのは、典型的には、軽量で安定性が悪いことから載置状態での高速搬送に向かない容器、具体的には、飲料用の空のPETボトル等である。一例として、この搬送方法は、飲料等の液体内容物を容器に充填する充填システムにおいて、空の容器を搬送することに好適に用いられ得る(例えば、特許文献1)。
【0003】
液体用の樹脂製容器は、通常、開口部の近傍に形成された周状突起物からなるつば部(ネックリングとも呼ぶ)を有している。特許文献1において、容器は、搬送経路に沿って延びるネックガイドレールによってつば部を下方から支持され、鉛直方向に沿って起立した状態でガス噴流を受け、ネックガイドレール上を滑って搬送されていく。また一般的に、容器の姿勢を維持することを目的とし、搬送中に、ガス噴流は容器のつば部よりも上方の位置に吹き付けられ、かつ、つば部よりも下方の位置において容器に当接し得るサイドガイドレールによって容器の振れ(傾斜)が規制される。
【0004】
何らかの処理工程間を接続する搬送ラインには、通常、後工程に容器を絶えず安定して供給することが求められている。とりわけ、無菌充填システムにおいては、充填装置の使用を開始する際に、充填装置の無菌立ち上げ処理が必要となる。そして、この無菌立ち上げ処理は極めて煩雑であり、費用と時間とを要する。したがって、充填装置を高稼働率で連続運転することができるよう、充填装置に容器を絶えず安定して供給することが強く求められている。このような事情から、搬送ライン自体に容器をストックさせる機能を持たせることを目的として、搬送経路を蛇行させる等して、搬送ラインの全長は長く設計されている。
【特許文献1】特許3328337号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、長目に設計された搬送ラインにおいて、搬送経路は、直線部分だけでなく、通常、曲がっている部分を含んでいる。また、搬送経路は、上り勾配や下り勾配が付いている部分も含んでいる。したがって、搬送経路中には、容器の移動速度が加速され容器が高速で通過する部分と、容器の移動速度が減速され容器が低速で通過する部分と、が存在する。また、上述したように、搬送ライン自体に容器がストックされる場合、極めて移動速度が遅い容器、さらには停止している容器が、搬送ライン内の不特定の位置に存在し得る。このため、搬送ライン内においては、搬送されている連続した二つの容器同士が衝突することがある。
【0006】
容器同士が衝突すると、衝突した容器は、上述したサイドガイドレールによって規制されていない進行方向側へ振れてしまう。そして、容器がネックガイドレールまたはサイドガイドレールに挟まれて傾斜した状態に維持されることもある。この場合、この容器の姿勢を正さない限り、搬送ラインを用いて容器を搬送することができなくなる。すなわち、容器を安定して搬送することができないという不具合が生じている。
【0007】
加えて、容器同士が高速で衝突すると、あるいは、ネックガイドレールまたはサイドガイドレールに挟まって傾斜した状態の容器に後続の容器が衝突すると、容器が破損してしまう(例えば、潰れてしまう)といった不具合も生じる。昨今においては、コスト削減の観点からだけでなく環境問題への配慮という観点からも、容器の薄肉化が強く進められ、この結果、容器の破損が生じやすくなっている。また、購買意欲を刺激する上で容器に充填される内容物だけでなく、容器のデサイン性も重要視されている。このため、剛性を最重要視して容器を設計することができなくなっている。とりわけ、無菌充填システムにおいては、内容物を容器とともに加熱殺菌する必要がない。したがって、無菌充填システムにより内容物を充填される容器は、内容物の温度が加熱殺菌後に低下することに起因した減圧変形に抗する剛性を付与されることなく、その形状を設計される。このような昨今の傾向の下、搬送中における容器の破損がますます問題となっている。
【0008】
本件発明者らは、このような状況下で鋭意研究を重ねたところ、順次搬送されていく容器の搬送間隔を調節して、互いに近接した二以上の容器からなるグループ(容器のかたまり)を形成し、形成されたグループ単位で容器を搬送することにより、容器が破損してしまうことを抑制しながら容器をより安定して搬送することができることを知見した。また、本件発明者らは、特定または不特定の搬送間隔で搬送ラインを流れている複数の容器を破損させてしまうことなく、また容器の形状によらず、これらの容器の搬送間隔を調節し得る装置および方法を発明した。すなわち、本発明は、このような本件発明者らの知見等に基づくものであり、ガス噴流によって容器を搬送する際に、容器を破損させてしまうことなく容器を安定して搬送することを可能にすることを目的としている。
【課題を解決するための手段】
【0009】
本発明によるグルーピング装置は、ガス噴流によって容器を搬送する搬送ラインにおいて、順次搬送されていく容器の搬送間隔を調節することにより、互いに近接した二以上の容器からなるグループを形成する。
【0010】
また、本発明によるグルーピング装置は、同一グループに属する連続した容器の搬送間隔が、異なるグループに属する連続した容器の搬送間隔よりも短くなるように、前記容器のグループを形成する。
【0011】
本発明によるグルーピング装置が、前記容器の搬送経路の一部分に沿って延びるストッパ部材であって、前記搬送経路を間に挟んで対向して配置された一対のストッパ部材と、前記一対のストッパ部材を互いに向けて接近可能かつ互いから離間可能に支持する支持機構と、を備え、前記一対のストッパ部材は、互い接近した場合に容器を間に挟み、これにより、当該容器の進行を規制するように、構成されていてもよい。
【0012】
また、本発明によるグルーピング装置において、前記容器は、周状突起物として形成されたつば部を下方から支持された状態で、搬送され、前記ストッパ部材は、前記つば部を支持された容器に側方から当接するように配置されていてもよい。
【0013】
さらに、本発明によるグルーピング装置が、所定の数の容器が前記ストッパ部材の上流側に溜まっているか否かを検出する検出手段を、さらに備え、前記支持機構は、前記検出手段の検出結果に基づいて前記一対のストッパ部材を移動させるように構成されていてもよい。
【0014】
さらに、本発明によるグルーピング装置において、前記検出手段は、前記容器の搬送経路に沿って前記ストッパ部材の上流側に配置された検出センサと、前記検出センサおよび前記支持機構に接続されたコントローラと、を有し、前記検出センサは、対面する位置に容器が存在しているか否かを判定することができるセンサであり、前記コントローラは、前記検出センサからの信号に基づき、前記支持機構を制御するように構成されていてもよい。このような本発明によるグルーピング装置において、前記検出センサは、前記搬送経路に沿って移動可能であるようにしてもよい。あるいは、このような本発明によるグルーピング装置において、前記検出手段は、前記搬送経路に沿った異なる位置にそれぞれ配置された複数の検出センサを有するようにしてもよい。
【0015】
さらに、本発明によるグルーピング装置において、各ストッパ部材は、前記搬送経路側に突出する突出部を複数有し、前記複数の突出部は前記搬送経路に沿って配列されているようにしてもよい。
【0016】
さらに、本発明によるグルーピング装置において、前記複数の突出部の各々は前記搬送経路に直交する方向に線状に延びているようにしてもよい。
【0017】
さらに、本発明によるグルーピング装置において、各突出部はゴムからなるようにしてもよい。
【0018】
さらに、本発明によるグルーピング装置において、各突出部は中空部を形成されているようにしてもよい。
【0019】
さらに、本発明によるグルーピング装置において、前記各ストッパ部材は、前記搬送経路に沿って延びる保持部であって、前記搬送経路に対面する側に前記複数の突出部が設けられた保持部を、さらに有し、前記各突出部は、前記保持部へ取り付けられた筒状の部材から構成されているようにしてもよい。このような本発明によるグルーピング装置において、前記各突出部をなす筒状の部材は、前記保持部へ取り付ける前に、外径が10mm以上30mm以下であって肉厚が1mm以上3mm以下である円筒状の形状を有しているようにしてもよい。
【0020】
本発明による搬送ラインは、ガス噴流により、所定の搬送経路に沿って容器を搬送する搬送装置と、上述したいずれかのグルーピング装置であって、前記搬送装置の搬送経路に沿って設けられたグルーピング装置と、を備えることを特徴とする。
【0021】
本発明による搬送ラインにおいて、前記搬送装置は、周状突起物として形成されたつば部を有する容器をガス噴流によって搬送するように構成され前記容器の前記つば部を下方から支持するガイドレールと、前記ガイドレールに支持された容器にガス噴流を吹くガス噴射機構と、を有するようにしてもよい。
【0022】
また、本発明による搬送ラインにおいて、前記搬送経路の最上流側は、容器を成形する容器成形装置に接続されており、前記グルーピング装置は、前記容器成形装置の近傍に配置されているようにしてもよい。
【0023】
さらに、本発明による搬送ラインにおいて、前記搬送経路の途中に容器を検査する検査装置が設けられており、前記グルーピング装置は、前記検査装置の近傍であって前記検査装置の下流側に配置されているようにしてもよい。
【0024】
本発明による無菌充填システムは、上述したいずれかの搬送ラインと、無菌充填ラインと、を備え、無菌充填ラインが、前記搬送ラインによって搬送されてきた容器を殺菌する装置と、殺菌された容器に内容物を充填する装置と、内容物が充填された容器を密封する装置と、を含んでいる。
【0025】
本発明による搬送方法は、ガス噴流によって容器を搬送する搬送方法であって、ガス噴流によって容器を搬送するように構成された搬送ラインに、容器を順次供給する工程と、順次搬送されていく容器の搬送間隔を調節し、二以上の容器からなるグループを形成する工程と、形成されたグループ毎に容器を搬送する工程と、を備え、前記容器のグループを形成する工程において、同一グループに属する連続した容器の搬送間隔が、異なるグループに属する連続した容器の搬送間隔よりも短くなるように、前記容器のグループが形成されることを特徴とする。
【0026】
本発明による搬送方法において、前記容器のグループを形成する工程は、前記容器の搬送経路の一部分に沿って延び前記搬送経路を間に挟んで対向して配置された一対のストッパ部材を互いに向けて接近させる工程と、当該ストッパ部材間に容器を挟み、これにより、当該容器の進行を規制する工程と、を有するようにしてもよい。
【0027】
また、本発明による搬送方法において、前記容器は、周状突起物として形成されたつば部を下方から支持された状態で、搬送され、前記ストッパ部材は、前記つば部を支持された容器に側方から当接するようにしてもよい。
【0028】
さらに、本発明による搬送方法において、前記容器のグループを形成する工程は、所定の数の容器が前記ストッパ部材の上流側に溜まった後に、前記一対のストッパ部材を互いから離間させる工程を、さらに有するようにしてもよい。このような本発明による搬送方法において、前記搬送経路に沿って移動可能に配置された検出センサを有する検出手段を用い、所定の数の容器が前記ストッパ部材の上流側に溜まったことを検出するようにしてもよい。あるいは、このような本発明による搬送方法において、前記搬送経路に沿った異なる位置にそれぞれ配置された複数の検出センサを有する検出手段を用い、所定の数の容器が前記ストッパ部材の上流側に溜まったことを検出するようにしてもよい。
【0029】
さらに、本発明による搬送方法において、各ストッパ部材は、前記搬送経路側に突出する突出部を複数有し、前記複数の突出部は前記搬送経路に沿って配列されているようにしてもよい。
【0030】
さらに、本発明による搬送方法において、前記複数の突出部の各々は前記搬送経路に直交する方向に線状に延びているようにしてもよい。
【0031】
さらに、本発明による搬送方法において、各突出部はゴムからなるようにしてもよい。
【0032】
さらに、本発明による搬送方法において、各突出部は中空部を形成されているようにしてもよい。
【0033】
さらに、本発明による搬送方法において、前記各ストッパ部材は、前記搬送経路に沿って延びる保持部であって、前記搬送経路に対面する側に前記複数の突出部が設けられている保持部を、さらに有し、前記各突出部は、前記保持部へ取り付けられた筒状の部材から構成されているようにしてもよい。このような本発明による搬送方法において、前記各突出部を構成する筒状の部材は、前記保持部へ取り付ける前に、外径が10mm以上30mm以下であって肉厚が1mm以上3mm以下であるの円筒状の形状を有しているようにしてもよい。
【発明の効果】
【0034】
本発明によれば、ガス噴流を用いた容器の搬送において、容器の破損を効果的に回避しながら、容器を安定して搬送することが可能となる。
【発明を実施するための形態】
【0035】
以下、本発明の一実施の形態について説明する。なお、以下の実施の形態においては、飲料用のPETボトルとしての容器に殺菌済みの内容物(飲料)を無菌状態で充填するシステムに対し、本発明を適用した例を説明する。ただし、このようなシステムに限られず、種々の容器の搬送に対して本発明を適用することができる。
【0036】
図1乃至図7Dは本発明の一実施の形態を説明するための図である。このうち図1は無菌充填システムの概略構成を示す平面図であり、図2は図1のII−II線に沿った断面図であり、図3は搬送ラインを示す側面図であり、図4は図3のIV−IV線に沿った断面図である。なお、本件明細書に添付する図面においては、図示と理解のしやすさ便宜上、適宜縮尺および縦横の寸法比を、実物のそれらから変更し誇張してある。
【0037】
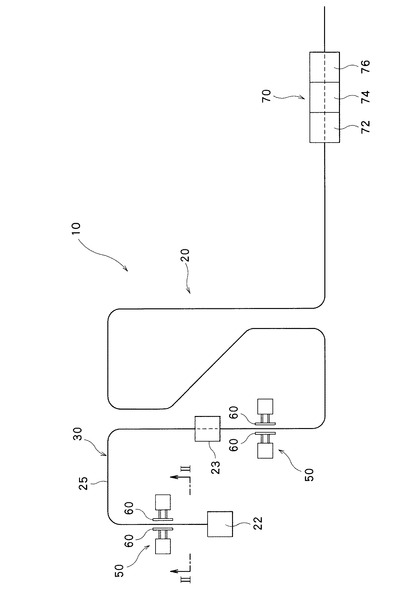
図1乃至図7Dに示すように、無菌充填システム10は、容器90を搬送する搬送ライン20と、搬送ライン20に接続された無菌充填ライン70と、を備えている。図1に示す例において、無菌充填ライン70は、搬送ライン20によって搬送されてきた容器90を殺菌する殺菌装置72と、殺菌された容器90に内容物を充填する充填装置74と、内容物が充填された容器90を密封する密封装置76と、を含んでいる。
【0038】
殺菌装置72は、殺菌剤、例えば過酸化水素ミストによって、容器90の内外面を殺菌するようになっている。充填装置74では、殺菌済みの容器90内に殺菌済みの内容物が充填される。密封装置76では、内容物が充填された容器90が密封される。具体的には、殺菌済みのキャップ(蓋)が容器90に装着される。なお、無菌充填ライン70のうち、殺菌済みの容器90が搬送される経路は、無菌状態に保たれている。なお、搬送ライン20に接続される無菌充填ライン70自体については、種々の既知な構成を採用することができる。したがって、無菌充填ライン70についてのこれ以上の詳細な説明は、本明細書内では省略し、種々の先行文献(例えば、特許3342577号)を参照されたい。
【0039】
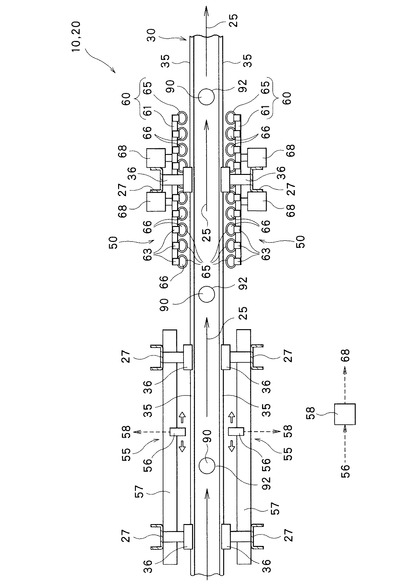
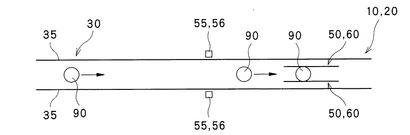
図1に示すように、搬送ライン20は、容器90を搬送する搬送装置30と、搬送装置30による容器90の搬送経路25に沿って設けられたグルーピング装置(グループ形成装置)50と、を有している。搬送装置30は、ガス噴流によって、所定の搬送経路25にそって容器90を搬送するように構成されている。一方、グルーピング装置50は、搬送装置30によって順次搬送されていく容器90の搬送間隔を調節し、互いに接近した二以上の容器90からなるグループ90gを形成するように構成されている。このグルーピング装置50は、搬送装置30によって容器90を破損することなく安定して搬送することを可能するために設けられた装置である。
【0040】
本実施の形態においては、図1に示すように、搬送装置30による容器90の搬送経路25の最上流側は、容器90を成形する容器成形装置22に接続されている。容器形成装置22は、樹脂製の予備成形物(いわゆる、プリフォーム)からブロー成型法によって所望の形状を有した容器90を成形するための装置である。成形装置22によって成形された容器90は、順次、搬送ライン20に供給されていく。また、搬送経路25の途中に、容器90を検査する検査装置23が設けられている。検査装置23では、容器90に対する種々の検査が行われる。具体的な検査項目として、容器90の形状が挙げられる。これらの容器形成装置22および検査装置23については、種々の既知な構成を採用することができる。したがって、容器形成装置22および検査装置23についてのこれ以上の詳細な説明は、本明細書内では省略し、種々の先行文献(例えば、特開昭52−78265 号、特開昭54−93062号および特開昭58−21146号)を参照されたい。
【0041】
図1に示すように、本実施の形態において、搬送ライン20には、容器90の搬送経路25に沿って二つのグルーピング装置50が設けられている。上流側のグルーピング装置50(以下において、第1グルーピング装置とも呼ぶ)は、容器成形装置22の近傍であって容器成形装置22の下流側に配置されている。下流側のグルーピング装置50(以下において第2グルーピング装置とも呼ぶ)は、検査装置23の近傍であって検査装置23の下流側に配置されている。以下、搬送装置30およびグルーピング装置50について順に詳述していく。
【0042】
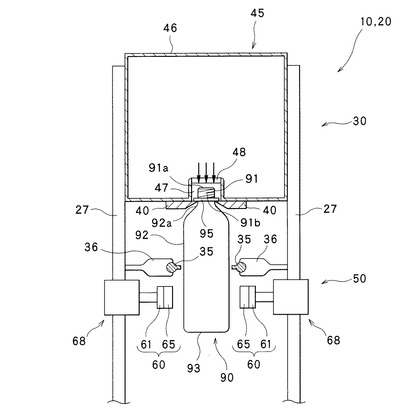
まず、搬送装置30について説明する。搬送装置30は、搬送対象となる容器90の形状に適した種々の既知な構成を採用することができる。上述したように本実施の形態においては、飲料用のPETボトルを搬送装置30による搬送対象の容器90とした例を示す。このような容器90として、典型的には、図2や図3等に示すように、280ml〜2lの容量を有した周知の飲料用ボトルを挙げることができる。この容器90は、開口部(口部とも呼ばれる)91aを形成された頭部91と、頭部91から徐々に太さが太くなっていく首部92aを含む中間部(胴部)92と、中間部92の下方に設けられ開口部91aと向かい合う底部93と、を有している。容器90は長手方向を有している。開口部91aは、長手方向に沿った一側端部に形成されており、容器90の長手方向に直交する面上にその開口面を有している。図2に示すように、頭部91の開口部91aに隣接する位置には、キャップ(蓋)を固定するためのネジ91bが形成されている。また、図2に示すように、頭部91と中間部92の首部92aとの間に、容器90の長手方向に直交する方向へ向けて突出したつば部(ネックリングとも呼ばれる)95が形成されている。つば部95は、中間部92上を周状に延びている。そして、図2および図3に示すように、本実施の形態における搬送装置30は、周状突起物として形成されたつば部95を支持しながら、容器90を搬送するように構成されている。なお、理想的には、搬送時における容器90は、その長手方向が鉛直方向に沿うようにして宙吊り状態に支持される。
【0043】
具体的な構成として、図2および図3に示すように、搬送装置30は、容器90のつば部95に下方から当接する一対のネックガイドレール(単にガイドレール)40と、ガイドレール40を介して支持された容器90にガス噴流を吹き付けるガス噴射機構45と、を有している。図2に示すように、一対のネックガイドレール40は、容器90の首部92aを間に挟むようにして、平行に配置されている。そして、容器90のつば部95がこのネックガイドレール40上に載置され、つば部95がネックガイドレール40上を滑ることにより、容器90がネックガイドレール40に沿って移動する。したがって、このネックガイドレール40によって容器90の搬送経路25が画定される。言い換えると。ネックガイドレール40は、予め設計された搬送経路25に沿うようにして配置される。
【0044】
ガス噴射機構45は、図示しない送風機に接続されたエアダクト46を有している。エアダクト46は、例えば金属製のチャンネル材やアングル材等からなる支持部材27によって、床面から離間した空中に保持されている。エアダクト46内には、適切なフィルタ(例えばHEPAフィルタ)を介して清浄化された無菌エアが、図示しない送風機から送風される。この結果、エアダクト46の内部は、圧縮エアが貯められるチャンバとして機能するようになる。
【0045】
図2に示すように、エアダクト46の下面には、ネックガイドレール40が固定されている。そして、エアダクト46の下側外面には、容器90のつば部95および頭部91を収容する凹部47が形成されている。図2および図3に示すように、エアダクト46の凹部47に相当する位置には、複数の噴出口48が、容器90の搬送経路25に沿って、並べて形成されている。この噴出口48は斜め下方に延びており、エアダクト46の内部の圧縮エアを、容器90の搬送方向に沿うようにして凹部47内に噴出させるようになっている。このようにして形成されたエアダクト46の内部から凹部47内に向かうガス噴流によって、凹部47内に位置する容器90の頭部91が所定の搬送方向に向けて推し出され、容器90がネックガイドレール40上を摺動する。
【0046】
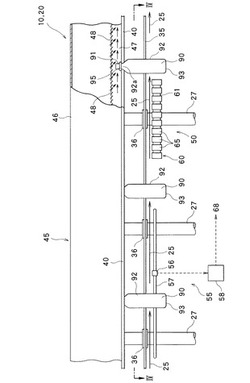
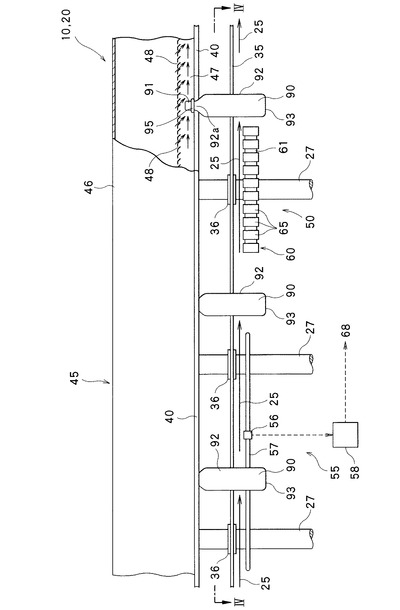
図2および図3に示すように、搬送装置30は、搬送経路25に沿って延びる一対のサイドガイドレール35をさらに有している。図示する例において、サイドガイドレール35は、支持部材27に連結された保持機構36によって保持されている。図4に示すように、一対のサイドガイドレール35は、容器90の搬送経路25を間に挟むようにして、平行に配置されている。なお、図3においては、片側(図3における手前側)のサイドガイドレール35、保持機構36および支持部材27が省略されている。
【0047】
図2および図3に示すように、本実施の形態において、サイドガイドレール35は、鉛直方向に沿うようにして支持された容器90に対し側方から対面するように配置されている。すなわち、サイドガイドレール35は、容器90の中間部92に対して水平方向から対面する位置に配置されている。このサイドガイドレール35によれば、容器90の中間部92に当接することにより、搬送される容器90が搬送方向に直交する方向へ振れること規制することができる。
【0048】
なお、一対のサイドガイドレール35の水平方向へ沿った配置間隔は、容器90の搬送を摩擦によって規制することがないよう、サイドガイドレール35が配置されている鉛直方向位置における容器90の最大水平方向幅よりも大きく設定されていることが好ましい。容器90が回転体形状を有していない場合、具体例として、容器の長手方向に直交する断面形状が略多角形形状(例えば、略四角形形状)である場合、一対のネックガイドレール40による容器90の支持状態によって、容器90の水平方向に沿った幅は変化する。そして、ここでいう容器90の最大水平方向幅とは、容器90の水平方向に沿った幅のうちの最大の幅を意味している。加えて、種々の形状の容器90に対応することができるように、サイドガイドレール35は、保持機構36によって、鉛直方向および水平方向に移動可能に支持されていることが好ましい。
【0049】
次に、搬送装置30とともに搬送ライン20を構成するグルーピング装置50について詳述する。上述したように、グルーピング装置50は、搬送ライン20において、順次搬送されていく容器90の搬送間隔を調節することにより、互いに接近した二以上の容器90からなるグループ90Gを形成する装置である。より具体的には、後に詳述するように、グルーピング装置50は、特定または不特定の搬送間隔で搬送されてくる容器90をせき止め、同一グループ90Gに属する連続した二つの容器90の搬送間隔が、異なるグループ90Gに属する連続した二つの容器90の搬送間隔よりも短くなるように、容器90のグループ90Gを形成する装置である。
【0050】
具体的な構成として、図2乃至図4に示すように、グルーピング装置50は、搬送装置30による容器90の搬送経路25を間に挟んで対向して配置された一対のストッパ部材60と、一対のストッパ部材60を支持する支持機構68と、を有している。なお、図3においては、片側(図3における手前側)のストッパ部材60および支持機構68が省略されている。
【0051】
支持機構68は、一対のストッパ部材60を互い向けて接近させることができ、かつ、一対のストッパ部材60を互いから離間させることができるよう、一対のストッパ部材60を支持している。本実施の形態において、支持機構68は、各ストッパ部材に対応してそれぞれ二つ設けられた流体圧シリンダ(エアシリンダや油圧シリンダ等)から構成されている。この支持機構68は、支持部材27に固定されており、ストッパ部材60を水平方向に移動可能に保持している。
【0052】
図2乃至図4に示すように、ストッパ部材60は、搬送装置30による容器90の搬送経路25の一部分に沿って延びている。図4に示すように、一対のストッパ部材60は、容器90の搬送経路25を間に挟むようにして、平行に支持されている。図2および図3に示すように、ストッパ部材60は、その長手方向が鉛直方向に沿うようにして支持された容器90に対し側方から対面するように配置されている。すなわち、ストッパ部材60は、容器90の中間部92に対して水平方向から対面する位置に配置されている。より詳細には、ストッパ部材60は、鉛直方向に沿ってサイドガイドレール35よりも下方において、容器90の中間部92に側方から対面するように配置されている。そして、一対のストッパ部材60は、支持機構68によって接近させられた場合、容器90の中間部92に水平方向から当接することができる。このとき、容器90は、一対のストッパ部材60に挟まれ、搬送方向への進行を規制されるようになる。
【0053】
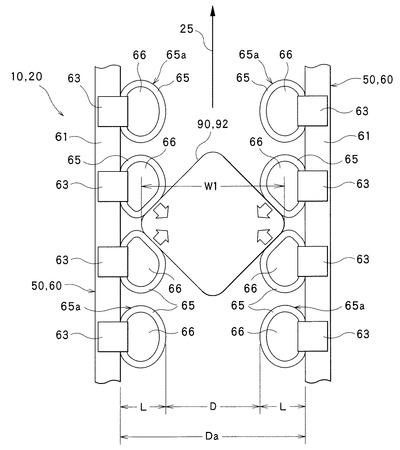
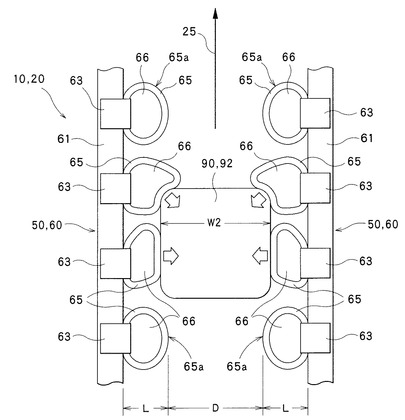
なお、一対のストッパ部材60が互いから離間した際における水平方向へ沿った配置間隔は、容器90の搬送を妨げることがないよう、ストッパ部材60が配置されている鉛直方向位置における容器90の最大水平方向幅よりも大きく設定されることが好ましい。その一方で、一対のストッパ部材60が互いに接近した際における一対のストッパ部材60の水平方向へ沿った配置間隔は、容器90の搬送を妨げることができるよう、ストッパ部材60が配置されている鉛直方向位置における容器90の最小水平方向幅よりも小さく設定されることが好ましい。上述したように、ここでいう容器90の最大水平方向幅W1とは、容器90の水平方向に沿った幅のうちの最大の幅(図5参照)を意味している。また、ここでいう容器90の最小水平方向幅W2とは、容器90の水平方向に沿った幅のうちの最小の幅(図6参照)を意味している。
【0054】
また、種々の形状の容器90に対応することができるよう、支持機構35に支持された一対のストッパ部材60の接近時または離間時における水平方向への離間間隔が、調節可能であることが好ましい。また、ストッパ部材60は、支持機構35によって、鉛直方向に移動可能に支持されていることが好ましい。
【0055】
図3および図4に示すように、本実施の形態において、各ストッパ部材60は、搬送経路側に突出する変形可能な複数の突出部65と、搬送経路側に突出部65を設けられた保持部61と、を有している。図示する例において、保持部61は、搬送装置30による容器90の搬送経路25に沿って延びるとともに鉛直方向に平行な板状の部材から構成されている。図4に示すように、複数の突出部65は、板状部材からなる保持部61の搬送経路側の面上に、搬送経路25に沿って並べて配列されている。また、図3に示すように、複数の突出部65の各々は搬送経路25に直交する方向に沿って、前記板状部材からなる保持部61の面上を線状、さらに厳密には直線状に延びている。
【0056】
一対のストッパ部材60が互いに接近して突出部65が容器90の中間部92に当接した際に、潰したり割ったりして容器90を破損してしまうことがないよう、突出部65は、変形しやすい材料から構成されていることが好ましい。同様の目的から、突出部65の形状自体が変形しやすい形状を有していることが好ましい。また、一対のストッパ部材60が互いに接近した際に、一対のストッパ部材60間に容器90を安定して保持することができるよう、突出部65は、容器90との摩擦係数が高い材料や、高反発性を有した材料から構成されていることが好ましい。同様の目的から、突出部65の形状自体が変形および復元しやすい形状を有していることが好ましい。
【0057】
このような観点から、突出部65をなす材料としては、ゴム、とりわけシリコンゴムであることが好ましい。シリコンゴムは、樹脂からなる容器90に対して高い摩擦係数を呈し、また、ヤング率が低いため変形度が高い。さらに、シリコンゴムは耐久性の面でも非常に優れている。同様に、突出部65が、中空部66を有するように構成されていることが好ましい。中空部66を形成された突出部65は、変形しやすくかつ復元しやすくなる傾向を有する。
【0058】
図示する例においては、各突出部65は、取り付け具63を介して保持部61に取り付けられたシリコンゴムからなる筒状の部材65aによって構成されている(とりわけ、図5および図6参照)。本件発明者らが鋭意研究を重ねたところ、突出部65は、保持部61に取り付けられる前の外径が10mm以上30mm以下であり肉厚が1mm以上3mm以下である円筒状の弾性部材を用いて構成されることが好ましく、保持部61に取り付けられる前の外径が15mm以上25mm以下であり肉厚が1.5mm以上2.5mm以下である円筒状の弾性部材を用いて構成されることがさらに好ましいことが知見された。このような円筒状の弾性部材から突出部65を形成した場合、280ml〜2lの容量を有した種々の形状の飲料用ボトルを、破損させてしまうことなく一対のストッパ部材60間に安定して挟持することができた。
【0059】
また、各ストッパ部材60の弾性変形可能な突出部65の搬送方向に直交する方向への突出量Lは、上述した容器90の最大水平方向幅W1および容器90の最小水平方向幅W2との間で、以下の式(1)を満たすように設定されていることが好ましい。
L>(W1−W2)/2 ・・・ 式(1)
【0060】
この場合、一対のストッパ部材60が接近した場合における水平方向に沿ったストッパ部材60(突出部65)の離間間隔Dを、容器90の最小水平方向幅W2よりも小さくすることができ、同時に、一対のストッパ部材60が接近した場合における保持部61の離間間隔Daを、容器90の最大水平方向幅W1よりも大きくすることができる。図6に示すように、一対のストッパ部材60の接近時におけるストッパ部材60(突出部65)の離間間隔Dが容器90の最小水平方向幅W2よりも小さい場合(D<W2)、ストッパ部材60の突出部65が容器90の中間部92に当接して変形し、突出部65の復元力と突出部65および容器90間の摩擦力とによって、一対のストッパ部材60間に容器90を挟持することが可能となる。また、図5に示すように、一対のストッパ部材60の接近時における保持部61の離間間隔Daが容器90の最大水平方向幅W1よりも大きい場合(Da=D+2×L>W1)、ストッパ部材60の保持部61が容器90に当接することを防止することが可能となる。すなわち、式(1)が満たされる場合、容器90の支持状態によらず、一対のストッパ部材60間において、容器90を保持部61で押圧することなく、突出部65の復元力と突出部65および容器90間の摩擦力とによって、一対のストッパ部材60間に容器90を挟持することが可能となる。言い換えると、容器90の支持状態によらず、支持機構(流体圧シリンダ)68がストッパ部材60を介して容器90を押圧する力を利用することなく、一対のストッパ部材60間に容器90を挟持することが可能となるため、容器90を潰す等して破損してしまう可能性を大幅に低減することができる。
【0061】
ところで、図3および図4に示すように、本実施の形態において、グルーピング装置50は、所定の数の容器90がストッパ部材50の上流側に溜まっているか否かを検出する検出手段55を、さらに備えている。そして、支持機構68は、検出手段55の検出結果に基づいて一対のストッパ部材60を移動させるように構成されている。具体的な構成として、検出手段55は、容器90の搬送経路25に沿ってストッパ部材60の上流側に配置された検出センサ56と、検出センサ56および支持機構68に接続されたコントローラ58と、を有している。検出センサ56は対面する位置に容器90が存在しているか否かを判定することができるセンサである。そして、コントローラ58は、検出センサ56からの信号に基づき、支持機構68を制御するように構成されている。
【0062】
図示する例において、検出センサ56は、搬送経路25を挟んで互いに対向する位置に配置された発光部および受光部を有する光電センサから構成されている。このような検出センサ56によれば、容器90の搬送経路25のうちの発光部および受光部の間に位置する部分に容器90が停止している状態を検出することができる。なお、検出センサ56の検出時間を適宜設定することにより、容器90が対象となる位置を通過したことと、容器90が対象となる位置に停止していることと、を識別することができる。
【0063】
図3および図4に示すように、容器90の搬送経路25に沿って延びる支持レール57が、支持部材27に固定されている。そして、各検出センサ56は、この支持レール57によって支持され、容器90の搬送方向に沿って支持レール57上を移動可能となっている。このため、容器90の搬送経路25に沿った位置を適宜調節することにより、検出センサ56を用いて、支持レール57に対面する範囲内における容器の搬送経路25の任意の位置に、容器90が停止しているか否かを検出することが可能となる。
【0064】
次に、このような搬送ライン20を用いて容器90を搬送する方法について説明する。以下に、説明する搬送方法は、搬送ライン20に容器90を順次供給する工程と、順次搬送されていく容器90の搬送間隔を調節し、二以上の容器90からなるグループ90Gを形成する工程と、形成されたグループ90G毎に容器90を搬送する工程と、を含んでいる。以下、各工程の詳細について、説明する。
【0065】
まず、搬送ライン20に容器90を順次供給する工程について説明する。上述したように、また図1に示すように、搬送ライン20の搬送経路25の最上流側は、容器成形装置22に接続されている。容器成形装置22には、容器90を成形するための予備成形物としてのプリフォームが供給される。容器成形装置22では、ブロー成型法によってプリフォームを加熱加圧し、プリフォームから所望の形状の容器90を成形する。成形された容器90は、順次、搬送ラインに供給されていく。
【0066】
搬送ライン20に供給された容器90は、上述したようにエアダクト46の内部からエアダクト46の外部に位置する凹部47へ流れ込むガス噴流によって、ネックガイドレール40に沿って推し進められていく。このようにして、ある程度一定の搬送間隔で複数の容器90が順次搬送ライン20に流し込まれていく。そして、容器90は、容器形成装置22から搬送経路25に沿って移動し、まず、容器形成装置22の近傍に配置されたグルーピング装置50へ向かう。
【0067】
次に、グルーピング装置50を用いて行われる、二以上の容器90からなるグループ90Gを形成する工程について説明する。
【0068】
この工程は、ある程度一定の搬送間隔で容器90が搬送されている搬送ライン20の搬送経路25上のある位置、具体的にはグルーピング装置50が設けられた位置において容器90の移動を妨げ、その後、当該位置に複数の容器90が連なった後に容器90の移動を再開させる。これにより、容器90が、一本ずつばらばらで搬送ライン20内を移動していくのではなく、ある範囲の数のグループ90G単位で搬送ライン20内を移動するようにする。つまり、この工程では、同一グループ90Gに属した連続する二つの容器90の搬送間隔が、異なるグループ90Gに属した連続する二つの容器90の搬送間隔よりも短くなるように、容器90のグループ90Gが形成される。
【0069】
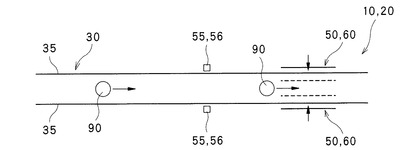
具体的には、まず、支持機構68によって、容器90の搬送経路25の一部分に沿って延び搬送経路25を間に挟んで対向して配置された一対のストッパ部材60を互いに向けて接近させる(図7A)。上述したように、本実施の形態において、支持機構68は流体圧シリンダから構成されている。したがって、支持機構68の一対のストッパ部材60は予め定められた位置まで互いに接近する。
【0070】
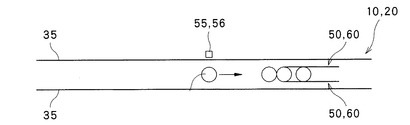
このとき、一対のストッパ部材60の間を容器90が搬送されていれば、当該容器90は一対のストッパ部材60によって水平方向の両側から押圧される。一方、一対のストッパ部材60が互いに接近した後に容器90がグルーピング装置50へ移動してきた場合も、当該容器90は、一対のストッパ部材60間に入り込み、一対のストッパ部材60によって水平方向の両側から押圧される。上述したように、各ストッパ部材60の搬送経路側に位置する突出部65は、容器90との間で高い摩擦力を有するとともに、弾性変形しやすくなっている。この結果、容器90は、主に、容器90に当接するストッパ部材60の突出部65との間での摩擦力と、変形した突出部65の復元力と、によって搬送経路25に沿った進行を規制され、一対のストッパ部材60間に停止するようになる(図7B)。
【0071】
とりわけ、ストッパ部材60の弾性変形可能な突出部65は、搬送方向に沿って並べて配列されている。このようなストッパ部材60の複数の突出部65によれば、後述する実施例においても実証されているように、容器90の形状によらず容器90破損させることなく、一対のストッパ部材60間に容器90を極めて確実に挟持することが可能となる。このような現象が生じるメカニズムは明らかではないが、以下に、その一要因と考えられ得るメカニズムについて説明する。ただし、本件発明は以下のメカニズムの限定されるものではない。
【0072】
搬送方向に沿って突出部65が連続して設けられているため、搬送対象となる容器90の形状によらず、また、搬送経路25に沿って延びるストッパ部材60のどの位置に接触しようとも、図5および図6に示すように、容器90とストッパ部材60との接触面積を大きくすることができる。これにより、容器90に対して、種々の位置から種々の方向に向けた力が加えられるようになる。結果として、ストッパ部材60から容器60が各位置において各方向から受ける応力の分布がより平均化される。したがって、容器90の破損をより効果的に防止しながら、一対のストッパ部材60間に容器90を安定してより確実に保持することが可能になるものと推測される。
【0073】
また、このようなストッパ部材60の作用は、突出部65が弾性変形しやすく構成されている場合に、より顕著に発揮される。この場合、容器90の外径形状によらず、突出部65が容器90の外形形状に追従して変化することが可能になる。結果として、容器90とストッパ部材60との接触面積をさらに増大させることができる。したがって、容器90の破損をさらに効果的に防止しながら、一対のストッパ部材60間に容器90をさらに安定して確実に保持することが可能になる。
【0074】
なお、搬送経路25側が平坦面となっているストッパ部材を用いた場合には、容器90は、ストッパ部材から搬送経路に直交する方向に沿ってほぼすべての力を受けるようになる。この力の方向は、容器90が搬送経路25に沿って推し進められることに抗するには、極めて非効率的である。このため、一対のストッパ部材間に容器90を確実に保持しようとすると、一対のストッパ部材によって強い力で容器90を押圧しなければならなくなる。また、容器90の支持状態に応じて容器90とストッパ部材との接触面積が極めて小さくなること、典型的には、ストッパ部材が容器90に線状に当接するようになることすらあり、この場合、容器90には極めて大きな力が局所的に加えられるようになる。これらのことから、本実施の形態によれば、搬送経路25側が平坦面となっているストッパ部材を用いた場合に比べ、容器90の破損を極めて効果的に防止することができるとともに、かつ、容器90を極めて安定して一対のストッパ部材60間に保持することができるようになる。
【0075】
このようにして、一対のストッパ部材60間に一つの容器90が保持されると、当該容器90に向けて後続の容器が向かってくる。しかしながら、上述したように一対の保持部材60間に容器90が強固に保持され得ることから、一対のストッパ部材60間に保持された容器90が一対のストッパ部材60間から押し出されてしまうことを防止することができる。たとえ、後続する容器との衝突によって一対のストッパ部材60間において容器90が押し進められたとしても、上述したように、突出部65が搬送経路25に沿って並べて配列されていることから、当該容器90の移動量はわずかであり、当該容器90が一対のストッパ部材60間から押し出される可能性は極めて低い。この結果、グルーピング装置50のストッパ部材60の上流側に容器90が溜まっていく(図7C)。
【0076】
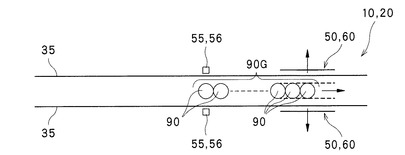
そして、所定の数の容器90がストッパ部材60の上流側に溜まった後に、一対のストッパ部材60を互いから離間させる。具体的には、図7Dに示すように、搬送経路25に沿って予め所定の位置に配置された検出手段55の検出センサ56が、対面する位置に容器90が停止したことを検出する。検出センサ56に接続されたコントローラ58(図3および図4参照)は、検出センサ56の検出結果に基づき、所定の数の容器90がストッパ部材60の上流側に溜まったと判断し、支持機構68に制御信号を送信する。この制御信号に基づき、支持機構68がストッパ部材60の位置を操作し、一対のストッパ部材60を互いから離間させる。このようにして、所定の数の容器90を含む一つの容器のグループ90Gが形成される。
【0077】
次に、形成されたグループ90G毎に容器90を搬送する工程について詳述する。一対のストッパ部材60が、それまで挟持していた容器90から離間すると、グルーピング装置50が設けられた位置において、容器90の移動が再び可能となる。この結果、グルーピング装置50によってせき止められていた容器90が、ガス噴射機構45によって形成される容器90の頭部91に吹き付けられるガス噴流によって再び推し進められるようになる。このとき、形成された一つのグループ90Gに属する複数の連なった容器90は、搬送間隔の大小によって他の容器90から識別され得る一つのまとまりとして、その後の搬送経路25を搬送されていく。
【0078】
このように近接して配置された複数の容器90をひとまとまりとして搬送する場合、容器90を一つずつばらばらに移動させる場合と比較して、搬送経路25の構成(例えば、曲線箇所や勾配箇所等)に起因して生じる搬送速度の変動を大幅に抑制することができる。したがって、搬送経路25中において、連続する二つに容器90が高速度で衝突することを大幅に抑制することができる。これにより、搬送中の容器90が大きく振れてネックガイドレール40やサイドガイドレール35等に引っ掛かってしまい、搬送ライン20内で当該容器90が詰まってしまうことを格段に抑制することができる。また、容器90同士が高速で衝突すること、あるいは、傾斜した容器90の角部に後続の容器が衝突することによって生ずる、潰れ、へこみ、変形、割れ等の容器90の破損を効果的に回避することもできる。
【0079】
このようにして、近接して配置された複数の容器90からなるグループ90G単位で、容器90が検査装置23(図1参照)に搬送されていく。検査装置23では容器90の検査が順次実施される。そして、良品と判定された容器90が、検査装置23から搬送ライン20に、ある程度一定の搬送間隔で順次再供給されていく。
【0080】
ただし、上述したように、検査装置23の下流側の近傍には、第2のグルーピング装置50が設けられている。このグルーピング装置50により、上述した方法と同様にして、二以上の容器90からなるグループ90Gが形成されていく。このため、下流側のグルーピング装置50の下流側において、容器90が一本ずつばらばらで搬送ライン20内を移動していくのではなく、容器90がある数のグループ90G単位で搬送ライン20内を移動するようになる。したがって、下流側のグルーピング装置50から無菌充填ライン70に向けて、容器90を破損させてしまうことなく、容器90を安定して搬送することができる。そして、無菌充填ライン70では、絶えず安定して供給される容器90に対し、順次、内容物を充填していくことができる。すなわち、搬送ライン20から容器90が安定して搬送されてこないことから無菌充填ライン70を連続運転することができず、これにより、無菌充填ラインの稼働率低下という不都合を回避することができる。
【0081】
以上のような本実施の形態によれば、互いに近接した二以上の容器90からなるグループ90G(容器90のかたまり)を形成し、形成されたグループ90G単位で容器90を搬送経路25に沿って移動させることができる。すなわち、一つのグループ90Gに含まれる密接配置された複数の容器90を、ひとまとまりとして、搬送経路25に沿って移動させることができる。このような方法によれば、搬送経路25の構成に応じて発生する搬送速度の変動を、容器90を一つずつばらばらに移動させる場合と比較して、大幅に低減することができる。したがって、搬送経路25中において、連続する二つに容器90が高速度で衝突することを大幅に抑制することができる。これにより、搬送中の容器90が大きく振れてネックガイドレール40やサイドガイドレール35等に引っ掛かってしまい、搬送ライン20内で当該容器90が詰まってしまうことを効果的に防止することができる。また、容器90同士が高速で衝突すること、あるいは、傾斜した容器90の角部に後続の容器90が衝突することによって生ずる、潰れ、へこみ、変形、割れ等の容器90の破損を効果的に回避することができる。
【0082】
このように容器90の外形形状によらず、連続する二つに容器90が高速度で衝突することを大幅に抑制することができることから、肉厚の薄い容器90を搬送する場合や、デザイン性に富んだ形状の容器を搬送する場合等にも、上述した実施の形態を好適に用いることができる。すなわち、密封された容器90とともに内容物を加熱殺菌する工程が省略され、バラエティに富んだ形状の容器90を処理し得る無菌充填システム10へ、上述したグルーピング装置50、搬送ライン20および搬送方法を極めて好適に適用することができる。
【0083】
また、上述した実施の形態によれば、搬送経路25に沿って、容器90に当接するようになる突出部65が並べて配置されている。したがって、一対のストッパ部材60間に容器90を保持した際、ガス噴射機構45によって形成されたガス噴流によって、保持された容器90が一対のストッパ部材60間から進行方向前方に推し進められることを効果的に防止することができる。さらには、当該容器90に対して後続の容器90が突出してきたとしても、当該容器90が一対のストッパ部材60間から進行方向前方に押し出されることを効果的に防止することができる。
【0084】
加えて、容器90が回転体以外の外形形状を有するような場合であっても、すなわち、一対のストッパ部材60間に保持された容器90の搬送方向に直交する断面における外輪郭が一定ではない場合であっても、搬送方向に並べて配列された複数の突出部65が設けられたストッパ部材90によって、潰れ、へこみ、変形、割れ等の容器の破損を効果的に回避しながら、容器90を保持することができる。
【0085】
とりわけ、突出部65がゴムのようなヤング率の低い弾性材料からなる場合には、突出部65が容器90の形状に追従して変形することができる。また、突出部65に中空部66が形成されている場合等、突出部65が低剛性な構造を有し構造的に弾性変形しやすくなっている場合には、突出部65は容器90の形状に追従して変形しやすくなる。このようにして、突出部65が容器90の外形形状に追従して変形すると、ストッパ部材90と容器90との接触面積を増大させることができる。この場合、ストッパ部材60間において容器90はより多くの方向から力を受けて保持されるようになる。結果として、ストッパ部材60から容器90が受ける各方向からの応力分布がより平均化されるようになる。したがって、容器90の破損をより効果的に防止しながら、一対のストッパ部材60間に容器90をより安定して保持することが可能となる。
【0086】
さらに、上述した実施の形態によれば、検出センサ56を支持レール57上で移動させることにより、ストッパ部材60から検出センサ56までの容器90の搬送経路25に沿った距離を極めて容易に調節することができる。これにより、搬送対象となる容器90の大きさや形状等によらず、一つのグループ90G内に含まれる容器90の本数を適宜設定することができる。
【0087】
さらに、上述した実施の形態によるグルーピング装置50は、既存の搬送ラインに対して極めて容易に取り付けることができる。
【0088】
なお、上述した実施の形態に対して様々な変更を加えることが可能である。以下、変形の一例について説明する。
【0089】
例えば、上述した実施の形態において、容器90のつば部95がネックガイドレール40上に配置され、容器90が搬送装置30によって支持される例を示したが、これに限られない。そもそも搬送対象となる容器90は飲料用のボトルに限定されず、搬送装置30も搬送対象の容器90に応じて適宜変更することができる。
【0090】
また、上述した実施の形態において、グルーピング装置50の検出センサ56が容器90の搬送経路25に沿って移動可能に構成されている例を示したが、これに限られない。検出センサ56の位置は容器90の搬送経路25に沿って固定されていてもよい。また、複数の検出センサが、容器90の搬送経路25に沿った異なる位置のそれぞれに設けられているようにしてもよい。
【実施例】
【0091】
以下、実施例を用いて本発明をより詳細に説明するが、本発明はこの実施例に限定されるものではない。
【0092】
〔試験1〕
実施例として、上述の実施の形態で説明した搬送ラインにおいて、上述のグルーピング装置によって複数本の容器を含むグループを形成しながら、上述の搬送装置を用いてグループ単位で容器を搬送した。一つのグループに含まれる本数は、略10本〜20本とした。一方、比較例として、上述の実施の形態で説明した搬送ラインにおいて、上述のグルーピング装置を停止し、上述の搬送装置を用いて容器を一本ずつばらばらに搬送した。
【0093】
搬送装置の搬送経路の全長は、100mとした。搬送装置による単位時間あたりの搬送本数を、300bpm(ボトル/分)〜600bpm(ボトル/分)とした。容器成形装置から搬送装置へ、3m/min〜4m/minの初速で容器を送り込んだ。
【0094】
搬送対象となる容器として、図8乃至図10に示す三種類の容器(サンプル1乃至サンプル3)を用いた。図8に示された容器サンプル1は、500mlの容量を有する飲料用ボトルとした。サンプル1は、首部より底部側において略直方体形状の外形形状を有していた。そして、略直方体形状部分におけるサンプル1の横断面形状は、略正方形であった。図9に示された容器サンプル2は、2lの容量を有する飲料用ボトルとした。サンプル2は、首部より底部側において略直方体形状の外形形状を有していた。そして、略直方体形状部分におけるサンプル2の横断面形状は、略長方形であった。図10に示された容器サンプル3は、470mlの容量を有する飲料用ボトルとした。サンプル3は、略正十角形錐台形状を有する上方部分と、略正十角形柱形状を有する下方部分と、をつなぎ合わせた形状を有していた。
【0095】
サンプル1乃至サンプル3の容器をそれぞれ1000本搬送した。容器をグループ単位でまとめて搬送する実施例では、容器を1本ずつばらばらに搬送する比較例と比較し、容器の搬送速度の変動が大幅に小さくなっていた。また、比較例の搬送方法では、実施例の搬送方法と比較して、連続する容器が高速で衝突することが頻繁に生じていた。
【0096】
実施例の搬送方法および比較例の搬送方法で搬送された1000本の容器について、潰れ等の破損の有無を確認した。また、実施例の搬送方法および比較例の搬送方法で1000本の容器を搬送する際に、搬送経路中に詰まりが何度生じたかを確認した。なお、ここでいう「詰まり」とは、ガス噴射機構によって形成されたガス噴流だけでは容器を推し進めることが不可能であり、人力による調整が必要となる状態を意味している。表1に、各搬送試験での破損容器の数量および詰まりの発生回数を示す。
【表1】

【0097】
〔試験2〕
上述したグルーピング装置のストッパ部材の構成を変更して、一対のストッパ部材間に容器を保持することができるか否かを試した。
【0098】
ストッパ部材1として、上述した実施の形態で説明したストッパ部材を用いた。すなわち、ストッパ部材1は、保持部と、保持部の搬送経路側に突出する突出部を有するものとした。突出部は、外径20mm、肉厚2mmおよび長さ30mmのシリコンチューブを、搬送経路に沿った長さが略300mmであるMCナイロンプレートからなる保持部へ、搬送経路に沿って並べて取り付けることによって形成された。一方、ストッパ部材2として、略300mmの長さのMCナイロンプレートからなる保持部へ、厚さ10mmのゴム製プレートを貼り付けてなるものを用いた。
【0099】
試験1と同一のサンプル1乃至サンプル3(図8乃至図10)に係る容器を、試験1と同一の条件で1000本搬送し、ストッパ部材1およびストッパ部材2を有するグルーピング装置によって、容器のグループを形成することができるか否かを確認した。なお、一つのグループに含まれる本数は、略10本〜20本とした。結果を表2に示す。また、搬送された1000本の容器について、潰れ等の破損の有無を確認した。表2には、各搬送試験での破損容器の数量も示す。
【0100】
ストッパ部材1を用いた場合、サンプル1乃至サンプル3のいずれの容器についても、グループを形成することができた。
【0101】
一方、平坦面を有するストッパ部材2を用いた場合、サンプル3の容器は、一対のストッパ部材間に保持されることなく、一対のストッパ部材間を通過していった。このため、一対のストッパ部材間の離間間隔を短く調節すると、サンプル3の容器は一対のストッパ部材間で潰れてしまった。以上のことから、平坦面を有するストッパ部材2を用いた場合、サンプル3の容器のグループを形成することができなかった。また、平坦面を有するストッパ部材2を用いた場合、サンプル1およびサンプル2の容器について、グループを形成することができた。ただし、いくつかの容器が一対のストッパ部材間で潰れてしまった。
【表2】
【図面の簡単な説明】
【0102】
【図1】図1は、本発明の一実施の形態を説明するための図であって、無菌充填システムの概略構成を示す平面図である。
【図2】図2は、図1に組み込まれた搬送ラインおよびグルーピング装置を説明するための図であって、図1のII−II線に沿った断面図である。
【図3】図3は、図1に組み込まれた搬送ラインおよびグルーピング装置を説明するための図であって、搬送ラインをグルーピング装置とともに示す側面図である。
【図4】図4は、図1に組み込まれた搬送ラインおよびグルーピング装置を説明するための図であって、図3のIV−IV線に沿った断面図である。
【図5】図5は、図1に組み込まれたグルーピング装置の作用を説明するための図であって、ストッパ部材を示す部分上面図である。
【図6】図6は、図1に組み込まれたグルーピング装置の作用を説明するための図であって、ストッパ部材を示す部分上面図である。
【図7A】図7Aは、図1に組み込まれた搬送ラインを用いた搬送方法を説明するための図であって、搬送ラインを模式的に示す上面図である。
【図7B】図7Bは、図1に組み込まれた搬送ラインを用いた搬送方法を説明するための図であって、搬送ラインを模式的に示す上面図である。
【図7C】図7Cは、図1に組み込まれた搬送ラインを用いた搬送方法を説明するための図であって、搬送ラインを模式的に示す上面図である。
【図7D】図7Dは、図1に組み込まれた搬送ラインを用いた搬送方法を説明するための図であって、搬送ラインを模式的に示す上面図である。
【図8】図8は、サンプル1としての容器を概略的に示す斜視図である。
【図9】図9は、サンプル2としての容器を概略的に示す斜視図である。
【図10】図10は、サンプル3としての容器を概略的に示す斜視図である。
【符号の説明】
【0103】
10 無菌充填システム
20 搬送ライン
22 容器成形装置
23 検査装置
25 搬送経路
30 搬送装置
40 ガイドレール(ネックガイドレール)
45 ガス噴射機構
50 グルーピング装置
55 検出手段
56 検出センサ
58 コントローラ
60 ストッパ部材
61 保持部
65 突出部
65a 管状の部材
66 中空部
68 支持機構
70 無菌充填ライン
72 殺菌装置
74 充填装置
76 密封装置
90 容器
90G グループ
95 つば部
【技術分野】
【0001】
本発明は、ガス噴流によって容器を搬送する技術に係り、とりわけ、容器を破損してしまうことなく容器を安定して搬送することを可能にする技術に関する。
【背景技術】
【0002】
従来、ガス噴流によって、複数の容器を連続して搬送する技術が知られている。この搬送方法において搬送対象となるのは、典型的には、軽量で安定性が悪いことから載置状態での高速搬送に向かない容器、具体的には、飲料用の空のPETボトル等である。一例として、この搬送方法は、飲料等の液体内容物を容器に充填する充填システムにおいて、空の容器を搬送することに好適に用いられ得る(例えば、特許文献1)。
【0003】
液体用の樹脂製容器は、通常、開口部の近傍に形成された周状突起物からなるつば部(ネックリングとも呼ぶ)を有している。特許文献1において、容器は、搬送経路に沿って延びるネックガイドレールによってつば部を下方から支持され、鉛直方向に沿って起立した状態でガス噴流を受け、ネックガイドレール上を滑って搬送されていく。また一般的に、容器の姿勢を維持することを目的とし、搬送中に、ガス噴流は容器のつば部よりも上方の位置に吹き付けられ、かつ、つば部よりも下方の位置において容器に当接し得るサイドガイドレールによって容器の振れ(傾斜)が規制される。
【0004】
何らかの処理工程間を接続する搬送ラインには、通常、後工程に容器を絶えず安定して供給することが求められている。とりわけ、無菌充填システムにおいては、充填装置の使用を開始する際に、充填装置の無菌立ち上げ処理が必要となる。そして、この無菌立ち上げ処理は極めて煩雑であり、費用と時間とを要する。したがって、充填装置を高稼働率で連続運転することができるよう、充填装置に容器を絶えず安定して供給することが強く求められている。このような事情から、搬送ライン自体に容器をストックさせる機能を持たせることを目的として、搬送経路を蛇行させる等して、搬送ラインの全長は長く設計されている。
【特許文献1】特許3328337号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、長目に設計された搬送ラインにおいて、搬送経路は、直線部分だけでなく、通常、曲がっている部分を含んでいる。また、搬送経路は、上り勾配や下り勾配が付いている部分も含んでいる。したがって、搬送経路中には、容器の移動速度が加速され容器が高速で通過する部分と、容器の移動速度が減速され容器が低速で通過する部分と、が存在する。また、上述したように、搬送ライン自体に容器がストックされる場合、極めて移動速度が遅い容器、さらには停止している容器が、搬送ライン内の不特定の位置に存在し得る。このため、搬送ライン内においては、搬送されている連続した二つの容器同士が衝突することがある。
【0006】
容器同士が衝突すると、衝突した容器は、上述したサイドガイドレールによって規制されていない進行方向側へ振れてしまう。そして、容器がネックガイドレールまたはサイドガイドレールに挟まれて傾斜した状態に維持されることもある。この場合、この容器の姿勢を正さない限り、搬送ラインを用いて容器を搬送することができなくなる。すなわち、容器を安定して搬送することができないという不具合が生じている。
【0007】
加えて、容器同士が高速で衝突すると、あるいは、ネックガイドレールまたはサイドガイドレールに挟まって傾斜した状態の容器に後続の容器が衝突すると、容器が破損してしまう(例えば、潰れてしまう)といった不具合も生じる。昨今においては、コスト削減の観点からだけでなく環境問題への配慮という観点からも、容器の薄肉化が強く進められ、この結果、容器の破損が生じやすくなっている。また、購買意欲を刺激する上で容器に充填される内容物だけでなく、容器のデサイン性も重要視されている。このため、剛性を最重要視して容器を設計することができなくなっている。とりわけ、無菌充填システムにおいては、内容物を容器とともに加熱殺菌する必要がない。したがって、無菌充填システムにより内容物を充填される容器は、内容物の温度が加熱殺菌後に低下することに起因した減圧変形に抗する剛性を付与されることなく、その形状を設計される。このような昨今の傾向の下、搬送中における容器の破損がますます問題となっている。
【0008】
本件発明者らは、このような状況下で鋭意研究を重ねたところ、順次搬送されていく容器の搬送間隔を調節して、互いに近接した二以上の容器からなるグループ(容器のかたまり)を形成し、形成されたグループ単位で容器を搬送することにより、容器が破損してしまうことを抑制しながら容器をより安定して搬送することができることを知見した。また、本件発明者らは、特定または不特定の搬送間隔で搬送ラインを流れている複数の容器を破損させてしまうことなく、また容器の形状によらず、これらの容器の搬送間隔を調節し得る装置および方法を発明した。すなわち、本発明は、このような本件発明者らの知見等に基づくものであり、ガス噴流によって容器を搬送する際に、容器を破損させてしまうことなく容器を安定して搬送することを可能にすることを目的としている。
【課題を解決するための手段】
【0009】
本発明によるグルーピング装置は、ガス噴流によって容器を搬送する搬送ラインにおいて、順次搬送されていく容器の搬送間隔を調節することにより、互いに近接した二以上の容器からなるグループを形成する。
【0010】
また、本発明によるグルーピング装置は、同一グループに属する連続した容器の搬送間隔が、異なるグループに属する連続した容器の搬送間隔よりも短くなるように、前記容器のグループを形成する。
【0011】
本発明によるグルーピング装置が、前記容器の搬送経路の一部分に沿って延びるストッパ部材であって、前記搬送経路を間に挟んで対向して配置された一対のストッパ部材と、前記一対のストッパ部材を互いに向けて接近可能かつ互いから離間可能に支持する支持機構と、を備え、前記一対のストッパ部材は、互い接近した場合に容器を間に挟み、これにより、当該容器の進行を規制するように、構成されていてもよい。
【0012】
また、本発明によるグルーピング装置において、前記容器は、周状突起物として形成されたつば部を下方から支持された状態で、搬送され、前記ストッパ部材は、前記つば部を支持された容器に側方から当接するように配置されていてもよい。
【0013】
さらに、本発明によるグルーピング装置が、所定の数の容器が前記ストッパ部材の上流側に溜まっているか否かを検出する検出手段を、さらに備え、前記支持機構は、前記検出手段の検出結果に基づいて前記一対のストッパ部材を移動させるように構成されていてもよい。
【0014】
さらに、本発明によるグルーピング装置において、前記検出手段は、前記容器の搬送経路に沿って前記ストッパ部材の上流側に配置された検出センサと、前記検出センサおよび前記支持機構に接続されたコントローラと、を有し、前記検出センサは、対面する位置に容器が存在しているか否かを判定することができるセンサであり、前記コントローラは、前記検出センサからの信号に基づき、前記支持機構を制御するように構成されていてもよい。このような本発明によるグルーピング装置において、前記検出センサは、前記搬送経路に沿って移動可能であるようにしてもよい。あるいは、このような本発明によるグルーピング装置において、前記検出手段は、前記搬送経路に沿った異なる位置にそれぞれ配置された複数の検出センサを有するようにしてもよい。
【0015】
さらに、本発明によるグルーピング装置において、各ストッパ部材は、前記搬送経路側に突出する突出部を複数有し、前記複数の突出部は前記搬送経路に沿って配列されているようにしてもよい。
【0016】
さらに、本発明によるグルーピング装置において、前記複数の突出部の各々は前記搬送経路に直交する方向に線状に延びているようにしてもよい。
【0017】
さらに、本発明によるグルーピング装置において、各突出部はゴムからなるようにしてもよい。
【0018】
さらに、本発明によるグルーピング装置において、各突出部は中空部を形成されているようにしてもよい。
【0019】
さらに、本発明によるグルーピング装置において、前記各ストッパ部材は、前記搬送経路に沿って延びる保持部であって、前記搬送経路に対面する側に前記複数の突出部が設けられた保持部を、さらに有し、前記各突出部は、前記保持部へ取り付けられた筒状の部材から構成されているようにしてもよい。このような本発明によるグルーピング装置において、前記各突出部をなす筒状の部材は、前記保持部へ取り付ける前に、外径が10mm以上30mm以下であって肉厚が1mm以上3mm以下である円筒状の形状を有しているようにしてもよい。
【0020】
本発明による搬送ラインは、ガス噴流により、所定の搬送経路に沿って容器を搬送する搬送装置と、上述したいずれかのグルーピング装置であって、前記搬送装置の搬送経路に沿って設けられたグルーピング装置と、を備えることを特徴とする。
【0021】
本発明による搬送ラインにおいて、前記搬送装置は、周状突起物として形成されたつば部を有する容器をガス噴流によって搬送するように構成され前記容器の前記つば部を下方から支持するガイドレールと、前記ガイドレールに支持された容器にガス噴流を吹くガス噴射機構と、を有するようにしてもよい。
【0022】
また、本発明による搬送ラインにおいて、前記搬送経路の最上流側は、容器を成形する容器成形装置に接続されており、前記グルーピング装置は、前記容器成形装置の近傍に配置されているようにしてもよい。
【0023】
さらに、本発明による搬送ラインにおいて、前記搬送経路の途中に容器を検査する検査装置が設けられており、前記グルーピング装置は、前記検査装置の近傍であって前記検査装置の下流側に配置されているようにしてもよい。
【0024】
本発明による無菌充填システムは、上述したいずれかの搬送ラインと、無菌充填ラインと、を備え、無菌充填ラインが、前記搬送ラインによって搬送されてきた容器を殺菌する装置と、殺菌された容器に内容物を充填する装置と、内容物が充填された容器を密封する装置と、を含んでいる。
【0025】
本発明による搬送方法は、ガス噴流によって容器を搬送する搬送方法であって、ガス噴流によって容器を搬送するように構成された搬送ラインに、容器を順次供給する工程と、順次搬送されていく容器の搬送間隔を調節し、二以上の容器からなるグループを形成する工程と、形成されたグループ毎に容器を搬送する工程と、を備え、前記容器のグループを形成する工程において、同一グループに属する連続した容器の搬送間隔が、異なるグループに属する連続した容器の搬送間隔よりも短くなるように、前記容器のグループが形成されることを特徴とする。
【0026】
本発明による搬送方法において、前記容器のグループを形成する工程は、前記容器の搬送経路の一部分に沿って延び前記搬送経路を間に挟んで対向して配置された一対のストッパ部材を互いに向けて接近させる工程と、当該ストッパ部材間に容器を挟み、これにより、当該容器の進行を規制する工程と、を有するようにしてもよい。
【0027】
また、本発明による搬送方法において、前記容器は、周状突起物として形成されたつば部を下方から支持された状態で、搬送され、前記ストッパ部材は、前記つば部を支持された容器に側方から当接するようにしてもよい。
【0028】
さらに、本発明による搬送方法において、前記容器のグループを形成する工程は、所定の数の容器が前記ストッパ部材の上流側に溜まった後に、前記一対のストッパ部材を互いから離間させる工程を、さらに有するようにしてもよい。このような本発明による搬送方法において、前記搬送経路に沿って移動可能に配置された検出センサを有する検出手段を用い、所定の数の容器が前記ストッパ部材の上流側に溜まったことを検出するようにしてもよい。あるいは、このような本発明による搬送方法において、前記搬送経路に沿った異なる位置にそれぞれ配置された複数の検出センサを有する検出手段を用い、所定の数の容器が前記ストッパ部材の上流側に溜まったことを検出するようにしてもよい。
【0029】
さらに、本発明による搬送方法において、各ストッパ部材は、前記搬送経路側に突出する突出部を複数有し、前記複数の突出部は前記搬送経路に沿って配列されているようにしてもよい。
【0030】
さらに、本発明による搬送方法において、前記複数の突出部の各々は前記搬送経路に直交する方向に線状に延びているようにしてもよい。
【0031】
さらに、本発明による搬送方法において、各突出部はゴムからなるようにしてもよい。
【0032】
さらに、本発明による搬送方法において、各突出部は中空部を形成されているようにしてもよい。
【0033】
さらに、本発明による搬送方法において、前記各ストッパ部材は、前記搬送経路に沿って延びる保持部であって、前記搬送経路に対面する側に前記複数の突出部が設けられている保持部を、さらに有し、前記各突出部は、前記保持部へ取り付けられた筒状の部材から構成されているようにしてもよい。このような本発明による搬送方法において、前記各突出部を構成する筒状の部材は、前記保持部へ取り付ける前に、外径が10mm以上30mm以下であって肉厚が1mm以上3mm以下であるの円筒状の形状を有しているようにしてもよい。
【発明の効果】
【0034】
本発明によれば、ガス噴流を用いた容器の搬送において、容器の破損を効果的に回避しながら、容器を安定して搬送することが可能となる。
【発明を実施するための形態】
【0035】
以下、本発明の一実施の形態について説明する。なお、以下の実施の形態においては、飲料用のPETボトルとしての容器に殺菌済みの内容物(飲料)を無菌状態で充填するシステムに対し、本発明を適用した例を説明する。ただし、このようなシステムに限られず、種々の容器の搬送に対して本発明を適用することができる。
【0036】
図1乃至図7Dは本発明の一実施の形態を説明するための図である。このうち図1は無菌充填システムの概略構成を示す平面図であり、図2は図1のII−II線に沿った断面図であり、図3は搬送ラインを示す側面図であり、図4は図3のIV−IV線に沿った断面図である。なお、本件明細書に添付する図面においては、図示と理解のしやすさ便宜上、適宜縮尺および縦横の寸法比を、実物のそれらから変更し誇張してある。
【0037】
図1乃至図7Dに示すように、無菌充填システム10は、容器90を搬送する搬送ライン20と、搬送ライン20に接続された無菌充填ライン70と、を備えている。図1に示す例において、無菌充填ライン70は、搬送ライン20によって搬送されてきた容器90を殺菌する殺菌装置72と、殺菌された容器90に内容物を充填する充填装置74と、内容物が充填された容器90を密封する密封装置76と、を含んでいる。
【0038】
殺菌装置72は、殺菌剤、例えば過酸化水素ミストによって、容器90の内外面を殺菌するようになっている。充填装置74では、殺菌済みの容器90内に殺菌済みの内容物が充填される。密封装置76では、内容物が充填された容器90が密封される。具体的には、殺菌済みのキャップ(蓋)が容器90に装着される。なお、無菌充填ライン70のうち、殺菌済みの容器90が搬送される経路は、無菌状態に保たれている。なお、搬送ライン20に接続される無菌充填ライン70自体については、種々の既知な構成を採用することができる。したがって、無菌充填ライン70についてのこれ以上の詳細な説明は、本明細書内では省略し、種々の先行文献(例えば、特許3342577号)を参照されたい。
【0039】
図1に示すように、搬送ライン20は、容器90を搬送する搬送装置30と、搬送装置30による容器90の搬送経路25に沿って設けられたグルーピング装置(グループ形成装置)50と、を有している。搬送装置30は、ガス噴流によって、所定の搬送経路25にそって容器90を搬送するように構成されている。一方、グルーピング装置50は、搬送装置30によって順次搬送されていく容器90の搬送間隔を調節し、互いに接近した二以上の容器90からなるグループ90gを形成するように構成されている。このグルーピング装置50は、搬送装置30によって容器90を破損することなく安定して搬送することを可能するために設けられた装置である。
【0040】
本実施の形態においては、図1に示すように、搬送装置30による容器90の搬送経路25の最上流側は、容器90を成形する容器成形装置22に接続されている。容器形成装置22は、樹脂製の予備成形物(いわゆる、プリフォーム)からブロー成型法によって所望の形状を有した容器90を成形するための装置である。成形装置22によって成形された容器90は、順次、搬送ライン20に供給されていく。また、搬送経路25の途中に、容器90を検査する検査装置23が設けられている。検査装置23では、容器90に対する種々の検査が行われる。具体的な検査項目として、容器90の形状が挙げられる。これらの容器形成装置22および検査装置23については、種々の既知な構成を採用することができる。したがって、容器形成装置22および検査装置23についてのこれ以上の詳細な説明は、本明細書内では省略し、種々の先行文献(例えば、特開昭52−78265 号、特開昭54−93062号および特開昭58−21146号)を参照されたい。
【0041】
図1に示すように、本実施の形態において、搬送ライン20には、容器90の搬送経路25に沿って二つのグルーピング装置50が設けられている。上流側のグルーピング装置50(以下において、第1グルーピング装置とも呼ぶ)は、容器成形装置22の近傍であって容器成形装置22の下流側に配置されている。下流側のグルーピング装置50(以下において第2グルーピング装置とも呼ぶ)は、検査装置23の近傍であって検査装置23の下流側に配置されている。以下、搬送装置30およびグルーピング装置50について順に詳述していく。
【0042】
まず、搬送装置30について説明する。搬送装置30は、搬送対象となる容器90の形状に適した種々の既知な構成を採用することができる。上述したように本実施の形態においては、飲料用のPETボトルを搬送装置30による搬送対象の容器90とした例を示す。このような容器90として、典型的には、図2や図3等に示すように、280ml〜2lの容量を有した周知の飲料用ボトルを挙げることができる。この容器90は、開口部(口部とも呼ばれる)91aを形成された頭部91と、頭部91から徐々に太さが太くなっていく首部92aを含む中間部(胴部)92と、中間部92の下方に設けられ開口部91aと向かい合う底部93と、を有している。容器90は長手方向を有している。開口部91aは、長手方向に沿った一側端部に形成されており、容器90の長手方向に直交する面上にその開口面を有している。図2に示すように、頭部91の開口部91aに隣接する位置には、キャップ(蓋)を固定するためのネジ91bが形成されている。また、図2に示すように、頭部91と中間部92の首部92aとの間に、容器90の長手方向に直交する方向へ向けて突出したつば部(ネックリングとも呼ばれる)95が形成されている。つば部95は、中間部92上を周状に延びている。そして、図2および図3に示すように、本実施の形態における搬送装置30は、周状突起物として形成されたつば部95を支持しながら、容器90を搬送するように構成されている。なお、理想的には、搬送時における容器90は、その長手方向が鉛直方向に沿うようにして宙吊り状態に支持される。
【0043】
具体的な構成として、図2および図3に示すように、搬送装置30は、容器90のつば部95に下方から当接する一対のネックガイドレール(単にガイドレール)40と、ガイドレール40を介して支持された容器90にガス噴流を吹き付けるガス噴射機構45と、を有している。図2に示すように、一対のネックガイドレール40は、容器90の首部92aを間に挟むようにして、平行に配置されている。そして、容器90のつば部95がこのネックガイドレール40上に載置され、つば部95がネックガイドレール40上を滑ることにより、容器90がネックガイドレール40に沿って移動する。したがって、このネックガイドレール40によって容器90の搬送経路25が画定される。言い換えると。ネックガイドレール40は、予め設計された搬送経路25に沿うようにして配置される。
【0044】
ガス噴射機構45は、図示しない送風機に接続されたエアダクト46を有している。エアダクト46は、例えば金属製のチャンネル材やアングル材等からなる支持部材27によって、床面から離間した空中に保持されている。エアダクト46内には、適切なフィルタ(例えばHEPAフィルタ)を介して清浄化された無菌エアが、図示しない送風機から送風される。この結果、エアダクト46の内部は、圧縮エアが貯められるチャンバとして機能するようになる。
【0045】
図2に示すように、エアダクト46の下面には、ネックガイドレール40が固定されている。そして、エアダクト46の下側外面には、容器90のつば部95および頭部91を収容する凹部47が形成されている。図2および図3に示すように、エアダクト46の凹部47に相当する位置には、複数の噴出口48が、容器90の搬送経路25に沿って、並べて形成されている。この噴出口48は斜め下方に延びており、エアダクト46の内部の圧縮エアを、容器90の搬送方向に沿うようにして凹部47内に噴出させるようになっている。このようにして形成されたエアダクト46の内部から凹部47内に向かうガス噴流によって、凹部47内に位置する容器90の頭部91が所定の搬送方向に向けて推し出され、容器90がネックガイドレール40上を摺動する。
【0046】
図2および図3に示すように、搬送装置30は、搬送経路25に沿って延びる一対のサイドガイドレール35をさらに有している。図示する例において、サイドガイドレール35は、支持部材27に連結された保持機構36によって保持されている。図4に示すように、一対のサイドガイドレール35は、容器90の搬送経路25を間に挟むようにして、平行に配置されている。なお、図3においては、片側(図3における手前側)のサイドガイドレール35、保持機構36および支持部材27が省略されている。
【0047】
図2および図3に示すように、本実施の形態において、サイドガイドレール35は、鉛直方向に沿うようにして支持された容器90に対し側方から対面するように配置されている。すなわち、サイドガイドレール35は、容器90の中間部92に対して水平方向から対面する位置に配置されている。このサイドガイドレール35によれば、容器90の中間部92に当接することにより、搬送される容器90が搬送方向に直交する方向へ振れること規制することができる。
【0048】
なお、一対のサイドガイドレール35の水平方向へ沿った配置間隔は、容器90の搬送を摩擦によって規制することがないよう、サイドガイドレール35が配置されている鉛直方向位置における容器90の最大水平方向幅よりも大きく設定されていることが好ましい。容器90が回転体形状を有していない場合、具体例として、容器の長手方向に直交する断面形状が略多角形形状(例えば、略四角形形状)である場合、一対のネックガイドレール40による容器90の支持状態によって、容器90の水平方向に沿った幅は変化する。そして、ここでいう容器90の最大水平方向幅とは、容器90の水平方向に沿った幅のうちの最大の幅を意味している。加えて、種々の形状の容器90に対応することができるように、サイドガイドレール35は、保持機構36によって、鉛直方向および水平方向に移動可能に支持されていることが好ましい。
【0049】
次に、搬送装置30とともに搬送ライン20を構成するグルーピング装置50について詳述する。上述したように、グルーピング装置50は、搬送ライン20において、順次搬送されていく容器90の搬送間隔を調節することにより、互いに接近した二以上の容器90からなるグループ90Gを形成する装置である。より具体的には、後に詳述するように、グルーピング装置50は、特定または不特定の搬送間隔で搬送されてくる容器90をせき止め、同一グループ90Gに属する連続した二つの容器90の搬送間隔が、異なるグループ90Gに属する連続した二つの容器90の搬送間隔よりも短くなるように、容器90のグループ90Gを形成する装置である。
【0050】
具体的な構成として、図2乃至図4に示すように、グルーピング装置50は、搬送装置30による容器90の搬送経路25を間に挟んで対向して配置された一対のストッパ部材60と、一対のストッパ部材60を支持する支持機構68と、を有している。なお、図3においては、片側(図3における手前側)のストッパ部材60および支持機構68が省略されている。
【0051】
支持機構68は、一対のストッパ部材60を互い向けて接近させることができ、かつ、一対のストッパ部材60を互いから離間させることができるよう、一対のストッパ部材60を支持している。本実施の形態において、支持機構68は、各ストッパ部材に対応してそれぞれ二つ設けられた流体圧シリンダ(エアシリンダや油圧シリンダ等)から構成されている。この支持機構68は、支持部材27に固定されており、ストッパ部材60を水平方向に移動可能に保持している。
【0052】
図2乃至図4に示すように、ストッパ部材60は、搬送装置30による容器90の搬送経路25の一部分に沿って延びている。図4に示すように、一対のストッパ部材60は、容器90の搬送経路25を間に挟むようにして、平行に支持されている。図2および図3に示すように、ストッパ部材60は、その長手方向が鉛直方向に沿うようにして支持された容器90に対し側方から対面するように配置されている。すなわち、ストッパ部材60は、容器90の中間部92に対して水平方向から対面する位置に配置されている。より詳細には、ストッパ部材60は、鉛直方向に沿ってサイドガイドレール35よりも下方において、容器90の中間部92に側方から対面するように配置されている。そして、一対のストッパ部材60は、支持機構68によって接近させられた場合、容器90の中間部92に水平方向から当接することができる。このとき、容器90は、一対のストッパ部材60に挟まれ、搬送方向への進行を規制されるようになる。
【0053】
なお、一対のストッパ部材60が互いから離間した際における水平方向へ沿った配置間隔は、容器90の搬送を妨げることがないよう、ストッパ部材60が配置されている鉛直方向位置における容器90の最大水平方向幅よりも大きく設定されることが好ましい。その一方で、一対のストッパ部材60が互いに接近した際における一対のストッパ部材60の水平方向へ沿った配置間隔は、容器90の搬送を妨げることができるよう、ストッパ部材60が配置されている鉛直方向位置における容器90の最小水平方向幅よりも小さく設定されることが好ましい。上述したように、ここでいう容器90の最大水平方向幅W1とは、容器90の水平方向に沿った幅のうちの最大の幅(図5参照)を意味している。また、ここでいう容器90の最小水平方向幅W2とは、容器90の水平方向に沿った幅のうちの最小の幅(図6参照)を意味している。
【0054】
また、種々の形状の容器90に対応することができるよう、支持機構35に支持された一対のストッパ部材60の接近時または離間時における水平方向への離間間隔が、調節可能であることが好ましい。また、ストッパ部材60は、支持機構35によって、鉛直方向に移動可能に支持されていることが好ましい。
【0055】
図3および図4に示すように、本実施の形態において、各ストッパ部材60は、搬送経路側に突出する変形可能な複数の突出部65と、搬送経路側に突出部65を設けられた保持部61と、を有している。図示する例において、保持部61は、搬送装置30による容器90の搬送経路25に沿って延びるとともに鉛直方向に平行な板状の部材から構成されている。図4に示すように、複数の突出部65は、板状部材からなる保持部61の搬送経路側の面上に、搬送経路25に沿って並べて配列されている。また、図3に示すように、複数の突出部65の各々は搬送経路25に直交する方向に沿って、前記板状部材からなる保持部61の面上を線状、さらに厳密には直線状に延びている。
【0056】
一対のストッパ部材60が互いに接近して突出部65が容器90の中間部92に当接した際に、潰したり割ったりして容器90を破損してしまうことがないよう、突出部65は、変形しやすい材料から構成されていることが好ましい。同様の目的から、突出部65の形状自体が変形しやすい形状を有していることが好ましい。また、一対のストッパ部材60が互いに接近した際に、一対のストッパ部材60間に容器90を安定して保持することができるよう、突出部65は、容器90との摩擦係数が高い材料や、高反発性を有した材料から構成されていることが好ましい。同様の目的から、突出部65の形状自体が変形および復元しやすい形状を有していることが好ましい。
【0057】
このような観点から、突出部65をなす材料としては、ゴム、とりわけシリコンゴムであることが好ましい。シリコンゴムは、樹脂からなる容器90に対して高い摩擦係数を呈し、また、ヤング率が低いため変形度が高い。さらに、シリコンゴムは耐久性の面でも非常に優れている。同様に、突出部65が、中空部66を有するように構成されていることが好ましい。中空部66を形成された突出部65は、変形しやすくかつ復元しやすくなる傾向を有する。
【0058】
図示する例においては、各突出部65は、取り付け具63を介して保持部61に取り付けられたシリコンゴムからなる筒状の部材65aによって構成されている(とりわけ、図5および図6参照)。本件発明者らが鋭意研究を重ねたところ、突出部65は、保持部61に取り付けられる前の外径が10mm以上30mm以下であり肉厚が1mm以上3mm以下である円筒状の弾性部材を用いて構成されることが好ましく、保持部61に取り付けられる前の外径が15mm以上25mm以下であり肉厚が1.5mm以上2.5mm以下である円筒状の弾性部材を用いて構成されることがさらに好ましいことが知見された。このような円筒状の弾性部材から突出部65を形成した場合、280ml〜2lの容量を有した種々の形状の飲料用ボトルを、破損させてしまうことなく一対のストッパ部材60間に安定して挟持することができた。
【0059】
また、各ストッパ部材60の弾性変形可能な突出部65の搬送方向に直交する方向への突出量Lは、上述した容器90の最大水平方向幅W1および容器90の最小水平方向幅W2との間で、以下の式(1)を満たすように設定されていることが好ましい。
L>(W1−W2)/2 ・・・ 式(1)
【0060】
この場合、一対のストッパ部材60が接近した場合における水平方向に沿ったストッパ部材60(突出部65)の離間間隔Dを、容器90の最小水平方向幅W2よりも小さくすることができ、同時に、一対のストッパ部材60が接近した場合における保持部61の離間間隔Daを、容器90の最大水平方向幅W1よりも大きくすることができる。図6に示すように、一対のストッパ部材60の接近時におけるストッパ部材60(突出部65)の離間間隔Dが容器90の最小水平方向幅W2よりも小さい場合(D<W2)、ストッパ部材60の突出部65が容器90の中間部92に当接して変形し、突出部65の復元力と突出部65および容器90間の摩擦力とによって、一対のストッパ部材60間に容器90を挟持することが可能となる。また、図5に示すように、一対のストッパ部材60の接近時における保持部61の離間間隔Daが容器90の最大水平方向幅W1よりも大きい場合(Da=D+2×L>W1)、ストッパ部材60の保持部61が容器90に当接することを防止することが可能となる。すなわち、式(1)が満たされる場合、容器90の支持状態によらず、一対のストッパ部材60間において、容器90を保持部61で押圧することなく、突出部65の復元力と突出部65および容器90間の摩擦力とによって、一対のストッパ部材60間に容器90を挟持することが可能となる。言い換えると、容器90の支持状態によらず、支持機構(流体圧シリンダ)68がストッパ部材60を介して容器90を押圧する力を利用することなく、一対のストッパ部材60間に容器90を挟持することが可能となるため、容器90を潰す等して破損してしまう可能性を大幅に低減することができる。
【0061】
ところで、図3および図4に示すように、本実施の形態において、グルーピング装置50は、所定の数の容器90がストッパ部材50の上流側に溜まっているか否かを検出する検出手段55を、さらに備えている。そして、支持機構68は、検出手段55の検出結果に基づいて一対のストッパ部材60を移動させるように構成されている。具体的な構成として、検出手段55は、容器90の搬送経路25に沿ってストッパ部材60の上流側に配置された検出センサ56と、検出センサ56および支持機構68に接続されたコントローラ58と、を有している。検出センサ56は対面する位置に容器90が存在しているか否かを判定することができるセンサである。そして、コントローラ58は、検出センサ56からの信号に基づき、支持機構68を制御するように構成されている。
【0062】
図示する例において、検出センサ56は、搬送経路25を挟んで互いに対向する位置に配置された発光部および受光部を有する光電センサから構成されている。このような検出センサ56によれば、容器90の搬送経路25のうちの発光部および受光部の間に位置する部分に容器90が停止している状態を検出することができる。なお、検出センサ56の検出時間を適宜設定することにより、容器90が対象となる位置を通過したことと、容器90が対象となる位置に停止していることと、を識別することができる。
【0063】
図3および図4に示すように、容器90の搬送経路25に沿って延びる支持レール57が、支持部材27に固定されている。そして、各検出センサ56は、この支持レール57によって支持され、容器90の搬送方向に沿って支持レール57上を移動可能となっている。このため、容器90の搬送経路25に沿った位置を適宜調節することにより、検出センサ56を用いて、支持レール57に対面する範囲内における容器の搬送経路25の任意の位置に、容器90が停止しているか否かを検出することが可能となる。
【0064】
次に、このような搬送ライン20を用いて容器90を搬送する方法について説明する。以下に、説明する搬送方法は、搬送ライン20に容器90を順次供給する工程と、順次搬送されていく容器90の搬送間隔を調節し、二以上の容器90からなるグループ90Gを形成する工程と、形成されたグループ90G毎に容器90を搬送する工程と、を含んでいる。以下、各工程の詳細について、説明する。
【0065】
まず、搬送ライン20に容器90を順次供給する工程について説明する。上述したように、また図1に示すように、搬送ライン20の搬送経路25の最上流側は、容器成形装置22に接続されている。容器成形装置22には、容器90を成形するための予備成形物としてのプリフォームが供給される。容器成形装置22では、ブロー成型法によってプリフォームを加熱加圧し、プリフォームから所望の形状の容器90を成形する。成形された容器90は、順次、搬送ラインに供給されていく。
【0066】
搬送ライン20に供給された容器90は、上述したようにエアダクト46の内部からエアダクト46の外部に位置する凹部47へ流れ込むガス噴流によって、ネックガイドレール40に沿って推し進められていく。このようにして、ある程度一定の搬送間隔で複数の容器90が順次搬送ライン20に流し込まれていく。そして、容器90は、容器形成装置22から搬送経路25に沿って移動し、まず、容器形成装置22の近傍に配置されたグルーピング装置50へ向かう。
【0067】
次に、グルーピング装置50を用いて行われる、二以上の容器90からなるグループ90Gを形成する工程について説明する。
【0068】
この工程は、ある程度一定の搬送間隔で容器90が搬送されている搬送ライン20の搬送経路25上のある位置、具体的にはグルーピング装置50が設けられた位置において容器90の移動を妨げ、その後、当該位置に複数の容器90が連なった後に容器90の移動を再開させる。これにより、容器90が、一本ずつばらばらで搬送ライン20内を移動していくのではなく、ある範囲の数のグループ90G単位で搬送ライン20内を移動するようにする。つまり、この工程では、同一グループ90Gに属した連続する二つの容器90の搬送間隔が、異なるグループ90Gに属した連続する二つの容器90の搬送間隔よりも短くなるように、容器90のグループ90Gが形成される。
【0069】
具体的には、まず、支持機構68によって、容器90の搬送経路25の一部分に沿って延び搬送経路25を間に挟んで対向して配置された一対のストッパ部材60を互いに向けて接近させる(図7A)。上述したように、本実施の形態において、支持機構68は流体圧シリンダから構成されている。したがって、支持機構68の一対のストッパ部材60は予め定められた位置まで互いに接近する。
【0070】
このとき、一対のストッパ部材60の間を容器90が搬送されていれば、当該容器90は一対のストッパ部材60によって水平方向の両側から押圧される。一方、一対のストッパ部材60が互いに接近した後に容器90がグルーピング装置50へ移動してきた場合も、当該容器90は、一対のストッパ部材60間に入り込み、一対のストッパ部材60によって水平方向の両側から押圧される。上述したように、各ストッパ部材60の搬送経路側に位置する突出部65は、容器90との間で高い摩擦力を有するとともに、弾性変形しやすくなっている。この結果、容器90は、主に、容器90に当接するストッパ部材60の突出部65との間での摩擦力と、変形した突出部65の復元力と、によって搬送経路25に沿った進行を規制され、一対のストッパ部材60間に停止するようになる(図7B)。
【0071】
とりわけ、ストッパ部材60の弾性変形可能な突出部65は、搬送方向に沿って並べて配列されている。このようなストッパ部材60の複数の突出部65によれば、後述する実施例においても実証されているように、容器90の形状によらず容器90破損させることなく、一対のストッパ部材60間に容器90を極めて確実に挟持することが可能となる。このような現象が生じるメカニズムは明らかではないが、以下に、その一要因と考えられ得るメカニズムについて説明する。ただし、本件発明は以下のメカニズムの限定されるものではない。
【0072】
搬送方向に沿って突出部65が連続して設けられているため、搬送対象となる容器90の形状によらず、また、搬送経路25に沿って延びるストッパ部材60のどの位置に接触しようとも、図5および図6に示すように、容器90とストッパ部材60との接触面積を大きくすることができる。これにより、容器90に対して、種々の位置から種々の方向に向けた力が加えられるようになる。結果として、ストッパ部材60から容器60が各位置において各方向から受ける応力の分布がより平均化される。したがって、容器90の破損をより効果的に防止しながら、一対のストッパ部材60間に容器90を安定してより確実に保持することが可能になるものと推測される。
【0073】
また、このようなストッパ部材60の作用は、突出部65が弾性変形しやすく構成されている場合に、より顕著に発揮される。この場合、容器90の外径形状によらず、突出部65が容器90の外形形状に追従して変化することが可能になる。結果として、容器90とストッパ部材60との接触面積をさらに増大させることができる。したがって、容器90の破損をさらに効果的に防止しながら、一対のストッパ部材60間に容器90をさらに安定して確実に保持することが可能になる。
【0074】
なお、搬送経路25側が平坦面となっているストッパ部材を用いた場合には、容器90は、ストッパ部材から搬送経路に直交する方向に沿ってほぼすべての力を受けるようになる。この力の方向は、容器90が搬送経路25に沿って推し進められることに抗するには、極めて非効率的である。このため、一対のストッパ部材間に容器90を確実に保持しようとすると、一対のストッパ部材によって強い力で容器90を押圧しなければならなくなる。また、容器90の支持状態に応じて容器90とストッパ部材との接触面積が極めて小さくなること、典型的には、ストッパ部材が容器90に線状に当接するようになることすらあり、この場合、容器90には極めて大きな力が局所的に加えられるようになる。これらのことから、本実施の形態によれば、搬送経路25側が平坦面となっているストッパ部材を用いた場合に比べ、容器90の破損を極めて効果的に防止することができるとともに、かつ、容器90を極めて安定して一対のストッパ部材60間に保持することができるようになる。
【0075】
このようにして、一対のストッパ部材60間に一つの容器90が保持されると、当該容器90に向けて後続の容器が向かってくる。しかしながら、上述したように一対の保持部材60間に容器90が強固に保持され得ることから、一対のストッパ部材60間に保持された容器90が一対のストッパ部材60間から押し出されてしまうことを防止することができる。たとえ、後続する容器との衝突によって一対のストッパ部材60間において容器90が押し進められたとしても、上述したように、突出部65が搬送経路25に沿って並べて配列されていることから、当該容器90の移動量はわずかであり、当該容器90が一対のストッパ部材60間から押し出される可能性は極めて低い。この結果、グルーピング装置50のストッパ部材60の上流側に容器90が溜まっていく(図7C)。
【0076】
そして、所定の数の容器90がストッパ部材60の上流側に溜まった後に、一対のストッパ部材60を互いから離間させる。具体的には、図7Dに示すように、搬送経路25に沿って予め所定の位置に配置された検出手段55の検出センサ56が、対面する位置に容器90が停止したことを検出する。検出センサ56に接続されたコントローラ58(図3および図4参照)は、検出センサ56の検出結果に基づき、所定の数の容器90がストッパ部材60の上流側に溜まったと判断し、支持機構68に制御信号を送信する。この制御信号に基づき、支持機構68がストッパ部材60の位置を操作し、一対のストッパ部材60を互いから離間させる。このようにして、所定の数の容器90を含む一つの容器のグループ90Gが形成される。
【0077】
次に、形成されたグループ90G毎に容器90を搬送する工程について詳述する。一対のストッパ部材60が、それまで挟持していた容器90から離間すると、グルーピング装置50が設けられた位置において、容器90の移動が再び可能となる。この結果、グルーピング装置50によってせき止められていた容器90が、ガス噴射機構45によって形成される容器90の頭部91に吹き付けられるガス噴流によって再び推し進められるようになる。このとき、形成された一つのグループ90Gに属する複数の連なった容器90は、搬送間隔の大小によって他の容器90から識別され得る一つのまとまりとして、その後の搬送経路25を搬送されていく。
【0078】
このように近接して配置された複数の容器90をひとまとまりとして搬送する場合、容器90を一つずつばらばらに移動させる場合と比較して、搬送経路25の構成(例えば、曲線箇所や勾配箇所等)に起因して生じる搬送速度の変動を大幅に抑制することができる。したがって、搬送経路25中において、連続する二つに容器90が高速度で衝突することを大幅に抑制することができる。これにより、搬送中の容器90が大きく振れてネックガイドレール40やサイドガイドレール35等に引っ掛かってしまい、搬送ライン20内で当該容器90が詰まってしまうことを格段に抑制することができる。また、容器90同士が高速で衝突すること、あるいは、傾斜した容器90の角部に後続の容器が衝突することによって生ずる、潰れ、へこみ、変形、割れ等の容器90の破損を効果的に回避することもできる。
【0079】
このようにして、近接して配置された複数の容器90からなるグループ90G単位で、容器90が検査装置23(図1参照)に搬送されていく。検査装置23では容器90の検査が順次実施される。そして、良品と判定された容器90が、検査装置23から搬送ライン20に、ある程度一定の搬送間隔で順次再供給されていく。
【0080】
ただし、上述したように、検査装置23の下流側の近傍には、第2のグルーピング装置50が設けられている。このグルーピング装置50により、上述した方法と同様にして、二以上の容器90からなるグループ90Gが形成されていく。このため、下流側のグルーピング装置50の下流側において、容器90が一本ずつばらばらで搬送ライン20内を移動していくのではなく、容器90がある数のグループ90G単位で搬送ライン20内を移動するようになる。したがって、下流側のグルーピング装置50から無菌充填ライン70に向けて、容器90を破損させてしまうことなく、容器90を安定して搬送することができる。そして、無菌充填ライン70では、絶えず安定して供給される容器90に対し、順次、内容物を充填していくことができる。すなわち、搬送ライン20から容器90が安定して搬送されてこないことから無菌充填ライン70を連続運転することができず、これにより、無菌充填ラインの稼働率低下という不都合を回避することができる。
【0081】
以上のような本実施の形態によれば、互いに近接した二以上の容器90からなるグループ90G(容器90のかたまり)を形成し、形成されたグループ90G単位で容器90を搬送経路25に沿って移動させることができる。すなわち、一つのグループ90Gに含まれる密接配置された複数の容器90を、ひとまとまりとして、搬送経路25に沿って移動させることができる。このような方法によれば、搬送経路25の構成に応じて発生する搬送速度の変動を、容器90を一つずつばらばらに移動させる場合と比較して、大幅に低減することができる。したがって、搬送経路25中において、連続する二つに容器90が高速度で衝突することを大幅に抑制することができる。これにより、搬送中の容器90が大きく振れてネックガイドレール40やサイドガイドレール35等に引っ掛かってしまい、搬送ライン20内で当該容器90が詰まってしまうことを効果的に防止することができる。また、容器90同士が高速で衝突すること、あるいは、傾斜した容器90の角部に後続の容器90が衝突することによって生ずる、潰れ、へこみ、変形、割れ等の容器90の破損を効果的に回避することができる。
【0082】
このように容器90の外形形状によらず、連続する二つに容器90が高速度で衝突することを大幅に抑制することができることから、肉厚の薄い容器90を搬送する場合や、デザイン性に富んだ形状の容器を搬送する場合等にも、上述した実施の形態を好適に用いることができる。すなわち、密封された容器90とともに内容物を加熱殺菌する工程が省略され、バラエティに富んだ形状の容器90を処理し得る無菌充填システム10へ、上述したグルーピング装置50、搬送ライン20および搬送方法を極めて好適に適用することができる。
【0083】
また、上述した実施の形態によれば、搬送経路25に沿って、容器90に当接するようになる突出部65が並べて配置されている。したがって、一対のストッパ部材60間に容器90を保持した際、ガス噴射機構45によって形成されたガス噴流によって、保持された容器90が一対のストッパ部材60間から進行方向前方に推し進められることを効果的に防止することができる。さらには、当該容器90に対して後続の容器90が突出してきたとしても、当該容器90が一対のストッパ部材60間から進行方向前方に押し出されることを効果的に防止することができる。
【0084】
加えて、容器90が回転体以外の外形形状を有するような場合であっても、すなわち、一対のストッパ部材60間に保持された容器90の搬送方向に直交する断面における外輪郭が一定ではない場合であっても、搬送方向に並べて配列された複数の突出部65が設けられたストッパ部材90によって、潰れ、へこみ、変形、割れ等の容器の破損を効果的に回避しながら、容器90を保持することができる。
【0085】
とりわけ、突出部65がゴムのようなヤング率の低い弾性材料からなる場合には、突出部65が容器90の形状に追従して変形することができる。また、突出部65に中空部66が形成されている場合等、突出部65が低剛性な構造を有し構造的に弾性変形しやすくなっている場合には、突出部65は容器90の形状に追従して変形しやすくなる。このようにして、突出部65が容器90の外形形状に追従して変形すると、ストッパ部材90と容器90との接触面積を増大させることができる。この場合、ストッパ部材60間において容器90はより多くの方向から力を受けて保持されるようになる。結果として、ストッパ部材60から容器90が受ける各方向からの応力分布がより平均化されるようになる。したがって、容器90の破損をより効果的に防止しながら、一対のストッパ部材60間に容器90をより安定して保持することが可能となる。
【0086】
さらに、上述した実施の形態によれば、検出センサ56を支持レール57上で移動させることにより、ストッパ部材60から検出センサ56までの容器90の搬送経路25に沿った距離を極めて容易に調節することができる。これにより、搬送対象となる容器90の大きさや形状等によらず、一つのグループ90G内に含まれる容器90の本数を適宜設定することができる。
【0087】
さらに、上述した実施の形態によるグルーピング装置50は、既存の搬送ラインに対して極めて容易に取り付けることができる。
【0088】
なお、上述した実施の形態に対して様々な変更を加えることが可能である。以下、変形の一例について説明する。
【0089】
例えば、上述した実施の形態において、容器90のつば部95がネックガイドレール40上に配置され、容器90が搬送装置30によって支持される例を示したが、これに限られない。そもそも搬送対象となる容器90は飲料用のボトルに限定されず、搬送装置30も搬送対象の容器90に応じて適宜変更することができる。
【0090】
また、上述した実施の形態において、グルーピング装置50の検出センサ56が容器90の搬送経路25に沿って移動可能に構成されている例を示したが、これに限られない。検出センサ56の位置は容器90の搬送経路25に沿って固定されていてもよい。また、複数の検出センサが、容器90の搬送経路25に沿った異なる位置のそれぞれに設けられているようにしてもよい。
【実施例】
【0091】
以下、実施例を用いて本発明をより詳細に説明するが、本発明はこの実施例に限定されるものではない。
【0092】
〔試験1〕
実施例として、上述の実施の形態で説明した搬送ラインにおいて、上述のグルーピング装置によって複数本の容器を含むグループを形成しながら、上述の搬送装置を用いてグループ単位で容器を搬送した。一つのグループに含まれる本数は、略10本〜20本とした。一方、比較例として、上述の実施の形態で説明した搬送ラインにおいて、上述のグルーピング装置を停止し、上述の搬送装置を用いて容器を一本ずつばらばらに搬送した。
【0093】
搬送装置の搬送経路の全長は、100mとした。搬送装置による単位時間あたりの搬送本数を、300bpm(ボトル/分)〜600bpm(ボトル/分)とした。容器成形装置から搬送装置へ、3m/min〜4m/minの初速で容器を送り込んだ。
【0094】
搬送対象となる容器として、図8乃至図10に示す三種類の容器(サンプル1乃至サンプル3)を用いた。図8に示された容器サンプル1は、500mlの容量を有する飲料用ボトルとした。サンプル1は、首部より底部側において略直方体形状の外形形状を有していた。そして、略直方体形状部分におけるサンプル1の横断面形状は、略正方形であった。図9に示された容器サンプル2は、2lの容量を有する飲料用ボトルとした。サンプル2は、首部より底部側において略直方体形状の外形形状を有していた。そして、略直方体形状部分におけるサンプル2の横断面形状は、略長方形であった。図10に示された容器サンプル3は、470mlの容量を有する飲料用ボトルとした。サンプル3は、略正十角形錐台形状を有する上方部分と、略正十角形柱形状を有する下方部分と、をつなぎ合わせた形状を有していた。
【0095】
サンプル1乃至サンプル3の容器をそれぞれ1000本搬送した。容器をグループ単位でまとめて搬送する実施例では、容器を1本ずつばらばらに搬送する比較例と比較し、容器の搬送速度の変動が大幅に小さくなっていた。また、比較例の搬送方法では、実施例の搬送方法と比較して、連続する容器が高速で衝突することが頻繁に生じていた。
【0096】
実施例の搬送方法および比較例の搬送方法で搬送された1000本の容器について、潰れ等の破損の有無を確認した。また、実施例の搬送方法および比較例の搬送方法で1000本の容器を搬送する際に、搬送経路中に詰まりが何度生じたかを確認した。なお、ここでいう「詰まり」とは、ガス噴射機構によって形成されたガス噴流だけでは容器を推し進めることが不可能であり、人力による調整が必要となる状態を意味している。表1に、各搬送試験での破損容器の数量および詰まりの発生回数を示す。
【表1】
【0097】
〔試験2〕
上述したグルーピング装置のストッパ部材の構成を変更して、一対のストッパ部材間に容器を保持することができるか否かを試した。
【0098】
ストッパ部材1として、上述した実施の形態で説明したストッパ部材を用いた。すなわち、ストッパ部材1は、保持部と、保持部の搬送経路側に突出する突出部を有するものとした。突出部は、外径20mm、肉厚2mmおよび長さ30mmのシリコンチューブを、搬送経路に沿った長さが略300mmであるMCナイロンプレートからなる保持部へ、搬送経路に沿って並べて取り付けることによって形成された。一方、ストッパ部材2として、略300mmの長さのMCナイロンプレートからなる保持部へ、厚さ10mmのゴム製プレートを貼り付けてなるものを用いた。
【0099】
試験1と同一のサンプル1乃至サンプル3(図8乃至図10)に係る容器を、試験1と同一の条件で1000本搬送し、ストッパ部材1およびストッパ部材2を有するグルーピング装置によって、容器のグループを形成することができるか否かを確認した。なお、一つのグループに含まれる本数は、略10本〜20本とした。結果を表2に示す。また、搬送された1000本の容器について、潰れ等の破損の有無を確認した。表2には、各搬送試験での破損容器の数量も示す。
【0100】
ストッパ部材1を用いた場合、サンプル1乃至サンプル3のいずれの容器についても、グループを形成することができた。
【0101】
一方、平坦面を有するストッパ部材2を用いた場合、サンプル3の容器は、一対のストッパ部材間に保持されることなく、一対のストッパ部材間を通過していった。このため、一対のストッパ部材間の離間間隔を短く調節すると、サンプル3の容器は一対のストッパ部材間で潰れてしまった。以上のことから、平坦面を有するストッパ部材2を用いた場合、サンプル3の容器のグループを形成することができなかった。また、平坦面を有するストッパ部材2を用いた場合、サンプル1およびサンプル2の容器について、グループを形成することができた。ただし、いくつかの容器が一対のストッパ部材間で潰れてしまった。
【表2】
【図面の簡単な説明】
【0102】
【図1】図1は、本発明の一実施の形態を説明するための図であって、無菌充填システムの概略構成を示す平面図である。
【図2】図2は、図1に組み込まれた搬送ラインおよびグルーピング装置を説明するための図であって、図1のII−II線に沿った断面図である。
【図3】図3は、図1に組み込まれた搬送ラインおよびグルーピング装置を説明するための図であって、搬送ラインをグルーピング装置とともに示す側面図である。
【図4】図4は、図1に組み込まれた搬送ラインおよびグルーピング装置を説明するための図であって、図3のIV−IV線に沿った断面図である。
【図5】図5は、図1に組み込まれたグルーピング装置の作用を説明するための図であって、ストッパ部材を示す部分上面図である。
【図6】図6は、図1に組み込まれたグルーピング装置の作用を説明するための図であって、ストッパ部材を示す部分上面図である。
【図7A】図7Aは、図1に組み込まれた搬送ラインを用いた搬送方法を説明するための図であって、搬送ラインを模式的に示す上面図である。
【図7B】図7Bは、図1に組み込まれた搬送ラインを用いた搬送方法を説明するための図であって、搬送ラインを模式的に示す上面図である。
【図7C】図7Cは、図1に組み込まれた搬送ラインを用いた搬送方法を説明するための図であって、搬送ラインを模式的に示す上面図である。
【図7D】図7Dは、図1に組み込まれた搬送ラインを用いた搬送方法を説明するための図であって、搬送ラインを模式的に示す上面図である。
【図8】図8は、サンプル1としての容器を概略的に示す斜視図である。
【図9】図9は、サンプル2としての容器を概略的に示す斜視図である。
【図10】図10は、サンプル3としての容器を概略的に示す斜視図である。
【符号の説明】
【0103】
10 無菌充填システム
20 搬送ライン
22 容器成形装置
23 検査装置
25 搬送経路
30 搬送装置
40 ガイドレール(ネックガイドレール)
45 ガス噴射機構
50 グルーピング装置
55 検出手段
56 検出センサ
58 コントローラ
60 ストッパ部材
61 保持部
65 突出部
65a 管状の部材
66 中空部
68 支持機構
70 無菌充填ライン
72 殺菌装置
74 充填装置
76 密封装置
90 容器
90G グループ
95 つば部
【特許請求の範囲】
【請求項1】
ガス噴流によって容器を搬送する搬送ラインにおいて、順次搬送されていく容器の搬送間隔を調節することにより、互いに近接した二以上の容器からなるグループを形成するグルーピング装置。
【請求項2】
同一グループに属する連続した容器の搬送間隔が、異なるグループに属する連続した容器の搬送間隔よりも短くなるように、前記容器のグループを形成する
ことを特徴とする請求項1に記載のグループピング装置。
【請求項3】
前記容器の搬送経路の一部分に沿って延びるストッパ部材であって、前記搬送経路を間に挟んで対向して配置された一対のストッパ部材と、
前記一対のストッパ部材を互いに向けて接近可能かつ互いから離間可能に支持する支持機構と、を備え、
前記一対のストッパ部材は、互い接近した場合に容器を間に挟み、これにより、当該容器の進行を規制するように、構成されている
ことを特徴とする請求項1または2に記載のグルーピング装置。
【請求項4】
前記容器は、周状突起物として形成されたつば部を下方から支持された状態で、搬送され、
前記ストッパ部材は、前記つば部を支持された容器に側方から当接するように配置されている
ことを特徴とする請求項3のいずれか一項に記載のグルーピング装置。
【請求項5】
所定の数の容器が前記ストッパ部材の上流側に溜まっているか否かを検出する検出手段を、さらに備え、
前記支持機構は、前記検出手段の検出結果に基づいて前記一対のストッパ部材を移動させるように構成されている
ことを特徴とする請求項3または4に記載のグルーピング装置。
【請求項6】
前記検出手段は、前記容器の搬送経路に沿って前記ストッパ部材の上流側に配置された検出センサと、前記検出センサおよび前記支持機構に接続されたコントローラと、を有し、
前記検出センサは、対面する位置に容器が存在しているか否かを判定することができるセンサであり、
前記コントローラは、前記検出センサからの信号に基づき、前記支持機構を制御するように構成されている
ことを特徴とする請求項5に記載のグルーピング装置。
【請求項7】
前記検出センサは、前記搬送経路に沿って移動可能である
ことを特徴とする請求項6に記載のグルーピング装置。
【請求項8】
前記検出手段は、前記搬送経路に沿った異なる位置にそれぞれ配置された複数の検出センサを有する
ことを特徴とする請求項6に記載のグルーピング装置。
【請求項9】
各ストッパ部材は、前記搬送経路側に突出する突出部を複数有し、
前記複数の突出部は前記搬送経路に沿って配列されている
ことを特徴とする請求項3乃至8のいずれか一項のグルーピング装置。
【請求項10】
前記複数の突出部の各々は前記搬送経路に直交する方向に線状に延びている
ことを特徴とする請求項9に記載のグルーピング装置。
【請求項11】
各突出部はゴムからなる
ことを特徴とする請求項9または10に記載のグルーピング装置。
【請求項12】
各突出部は中空部を形成されている
ことを特徴とする請求項9乃至11のいずれか一項に記載のグルーピング装置。
【請求項13】
前記各ストッパ部材は、前記搬送経路に沿って延びる保持部であって、前記搬送経路に対面する側に前記複数の突出部が設けられた保持部を、さらに有し、
前記各突出部は、前記保持部へ取り付けられた筒状の部材から構成されている
ことを特徴とする請求項9乃至12のいずれか一項に記載のグルーピング装置。
【請求項14】
前記各突出部をなす筒状の部材は、前記保持部へ取り付ける前に、外径が10mm以上30mm以下であって肉厚が1mm以上3mm以下である円筒状の形状を有している
ことを特徴とする請求項13に記載のグルーピング装置。
【請求項15】
ガス噴流により、所定の搬送経路に沿って容器を搬送する搬送装置と、
請求項1乃至13のいずれか一項に記載のグルーピング装置であって、前記搬送装置の搬送経路に沿って設けられたグルーピング装置と、を備える
ことを特徴とする搬送ライン。
【請求項16】
前記搬送装置は、周状突起物として形成されたつば部を有する容器をガス噴流によって搬送するように構成され、
前記容器の前記つば部を下方から支持するガイドレールと、前記ガイドレールに支持された容器にガス噴流を吹くガス噴射機構と、を有する
ことを特徴とする請求項15に記載の搬送ライン。
【請求項17】
前記搬送経路の最上流側は、容器を成形する容器成形装置に接続されており、
前記グルーピング装置は、前記容器成形装置の近傍に配置されている
ことを特徴とする請求項15または16に記載の搬送ライン。
【請求項18】
前記搬送経路の途中に容器を検査する検査装置が設けられており、
前記グルーピング装置は、前記検査装置の近傍であって前記検査装置の下流側に配置されている
ことを特徴とする請求項15乃至17のいずれか一項に記載の搬送ライン。
【請求項19】
請求項14乃至17のいずれか一項に記載された搬送ラインと、
前記搬送ラインによって搬送されてきた容器を殺菌する装置と、殺菌された容器に内容物を充填する装置と、内容物が充填された容器を密封する装置と、を含む無菌充填ラインと、を備える
ことを特徴とする無菌充填システム。
【請求項20】
ガス噴流によって容器を搬送する搬送方法であって、
ガス噴流によって容器を搬送するように構成された搬送ラインに、容器を順次供給する工程と、
順次搬送されていく容器の搬送間隔を調節し、二以上の容器からなるグループを形成する工程と、
形成されたグループ毎に容器を搬送する工程と、を備え、
前記容器のグループを形成する工程において、同一グループに属する連続した容器の搬送間隔が、異なるグループに属する連続した容器の搬送間隔よりも短くなるように、前記容器のグループが形成される
ことを特徴とする搬送方法。
【請求項21】
前記容器のグループを形成する工程は、
前記容器の搬送経路の一部分に沿って延び前記搬送経路を間に挟んで対向して配置された一対のストッパ部材を互いに向けて接近させる工程と、
当該ストッパ部材間に容器を挟み、これにより、当該容器の進行を規制する工程と、を有する
ことを特徴とする請求項20に記載の搬送方法。
【請求項22】
前記容器は、周状突起物として形成されたつば部を下方から支持された状態で、搬送され、
前記ストッパ部材は、前記つば部を支持された容器に側方から当接する
ことを特徴とする請求項21に記載の搬送方法。
【請求項23】
前記容器のグループを形成する工程は、所定の数の容器が前記ストッパ部材の上流側に溜まった後に、前記一対のストッパ部材を互いから離間させる工程を、さらに有する
ことを特徴とする請求項21または22に記載の搬送方法。
【請求項24】
前記搬送経路に沿って移動可能に配置された検出センサを有する検出手段を用い、所定の数の容器が前記ストッパ部材の上流側に溜まったことを検出する
ことを特徴とする請求項23に記載の搬送方法。
【請求項25】
前記搬送経路に沿った異なる位置にそれぞれ配置された複数の検出センサを有する検出手段を用い、所定の数の容器が前記ストッパ部材の上流側に溜まったことを検出する
ことを特徴とする請求項23に記載の搬送方法。
【請求項26】
各ストッパ部材は、前記搬送経路側に突出する突出部を複数有し、
前記複数の突出部は前記搬送経路に沿って配列されている
ことを特徴とする請求項21乃至25のいずれか一項の搬送方法。
【請求項27】
前記複数の突出部の各々は前記搬送経路に直交する方向に線状に延びている
ことを特徴とする請求項26に記載の搬送方法。
【請求項28】
各突出部はゴムからなる
ことを特徴とする請求項26または27に記載の搬送方法。
【請求項29】
各突出部は中空部を形成されている
ことを特徴とする請求項26乃至28のいずれか一項に記載の搬送方法。
【請求項30】
前記各ストッパ部材は、前記搬送経路に沿って延びる保持部であって、前記搬送経路に対面する側に前記複数の突出部が設けられている保持部を、さらに有し、
前記各突出部は、前記保持部へ取り付けられた筒状の部材から構成されている
ことを特徴とする請求項26乃至29のいずれか一項に記載の搬送方法。
【請求項31】
前記各突出部を構成する筒状の部材は、前記保持部へ取り付ける前に、外径が10mm以上30mm以下であって肉厚が1mm以上3mm以下であるの円筒状の形状を有している
ことを特徴とする請求項30に記載の搬送方法。
【請求項1】
ガス噴流によって容器を搬送する搬送ラインにおいて、順次搬送されていく容器の搬送間隔を調節することにより、互いに近接した二以上の容器からなるグループを形成するグルーピング装置。
【請求項2】
同一グループに属する連続した容器の搬送間隔が、異なるグループに属する連続した容器の搬送間隔よりも短くなるように、前記容器のグループを形成する
ことを特徴とする請求項1に記載のグループピング装置。
【請求項3】
前記容器の搬送経路の一部分に沿って延びるストッパ部材であって、前記搬送経路を間に挟んで対向して配置された一対のストッパ部材と、
前記一対のストッパ部材を互いに向けて接近可能かつ互いから離間可能に支持する支持機構と、を備え、
前記一対のストッパ部材は、互い接近した場合に容器を間に挟み、これにより、当該容器の進行を規制するように、構成されている
ことを特徴とする請求項1または2に記載のグルーピング装置。
【請求項4】
前記容器は、周状突起物として形成されたつば部を下方から支持された状態で、搬送され、
前記ストッパ部材は、前記つば部を支持された容器に側方から当接するように配置されている
ことを特徴とする請求項3のいずれか一項に記載のグルーピング装置。
【請求項5】
所定の数の容器が前記ストッパ部材の上流側に溜まっているか否かを検出する検出手段を、さらに備え、
前記支持機構は、前記検出手段の検出結果に基づいて前記一対のストッパ部材を移動させるように構成されている
ことを特徴とする請求項3または4に記載のグルーピング装置。
【請求項6】
前記検出手段は、前記容器の搬送経路に沿って前記ストッパ部材の上流側に配置された検出センサと、前記検出センサおよび前記支持機構に接続されたコントローラと、を有し、
前記検出センサは、対面する位置に容器が存在しているか否かを判定することができるセンサであり、
前記コントローラは、前記検出センサからの信号に基づき、前記支持機構を制御するように構成されている
ことを特徴とする請求項5に記載のグルーピング装置。
【請求項7】
前記検出センサは、前記搬送経路に沿って移動可能である
ことを特徴とする請求項6に記載のグルーピング装置。
【請求項8】
前記検出手段は、前記搬送経路に沿った異なる位置にそれぞれ配置された複数の検出センサを有する
ことを特徴とする請求項6に記載のグルーピング装置。
【請求項9】
各ストッパ部材は、前記搬送経路側に突出する突出部を複数有し、
前記複数の突出部は前記搬送経路に沿って配列されている
ことを特徴とする請求項3乃至8のいずれか一項のグルーピング装置。
【請求項10】
前記複数の突出部の各々は前記搬送経路に直交する方向に線状に延びている
ことを特徴とする請求項9に記載のグルーピング装置。
【請求項11】
各突出部はゴムからなる
ことを特徴とする請求項9または10に記載のグルーピング装置。
【請求項12】
各突出部は中空部を形成されている
ことを特徴とする請求項9乃至11のいずれか一項に記載のグルーピング装置。
【請求項13】
前記各ストッパ部材は、前記搬送経路に沿って延びる保持部であって、前記搬送経路に対面する側に前記複数の突出部が設けられた保持部を、さらに有し、
前記各突出部は、前記保持部へ取り付けられた筒状の部材から構成されている
ことを特徴とする請求項9乃至12のいずれか一項に記載のグルーピング装置。
【請求項14】
前記各突出部をなす筒状の部材は、前記保持部へ取り付ける前に、外径が10mm以上30mm以下であって肉厚が1mm以上3mm以下である円筒状の形状を有している
ことを特徴とする請求項13に記載のグルーピング装置。
【請求項15】
ガス噴流により、所定の搬送経路に沿って容器を搬送する搬送装置と、
請求項1乃至13のいずれか一項に記載のグルーピング装置であって、前記搬送装置の搬送経路に沿って設けられたグルーピング装置と、を備える
ことを特徴とする搬送ライン。
【請求項16】
前記搬送装置は、周状突起物として形成されたつば部を有する容器をガス噴流によって搬送するように構成され、
前記容器の前記つば部を下方から支持するガイドレールと、前記ガイドレールに支持された容器にガス噴流を吹くガス噴射機構と、を有する
ことを特徴とする請求項15に記載の搬送ライン。
【請求項17】
前記搬送経路の最上流側は、容器を成形する容器成形装置に接続されており、
前記グルーピング装置は、前記容器成形装置の近傍に配置されている
ことを特徴とする請求項15または16に記載の搬送ライン。
【請求項18】
前記搬送経路の途中に容器を検査する検査装置が設けられており、
前記グルーピング装置は、前記検査装置の近傍であって前記検査装置の下流側に配置されている
ことを特徴とする請求項15乃至17のいずれか一項に記載の搬送ライン。
【請求項19】
請求項14乃至17のいずれか一項に記載された搬送ラインと、
前記搬送ラインによって搬送されてきた容器を殺菌する装置と、殺菌された容器に内容物を充填する装置と、内容物が充填された容器を密封する装置と、を含む無菌充填ラインと、を備える
ことを特徴とする無菌充填システム。
【請求項20】
ガス噴流によって容器を搬送する搬送方法であって、
ガス噴流によって容器を搬送するように構成された搬送ラインに、容器を順次供給する工程と、
順次搬送されていく容器の搬送間隔を調節し、二以上の容器からなるグループを形成する工程と、
形成されたグループ毎に容器を搬送する工程と、を備え、
前記容器のグループを形成する工程において、同一グループに属する連続した容器の搬送間隔が、異なるグループに属する連続した容器の搬送間隔よりも短くなるように、前記容器のグループが形成される
ことを特徴とする搬送方法。
【請求項21】
前記容器のグループを形成する工程は、
前記容器の搬送経路の一部分に沿って延び前記搬送経路を間に挟んで対向して配置された一対のストッパ部材を互いに向けて接近させる工程と、
当該ストッパ部材間に容器を挟み、これにより、当該容器の進行を規制する工程と、を有する
ことを特徴とする請求項20に記載の搬送方法。
【請求項22】
前記容器は、周状突起物として形成されたつば部を下方から支持された状態で、搬送され、
前記ストッパ部材は、前記つば部を支持された容器に側方から当接する
ことを特徴とする請求項21に記載の搬送方法。
【請求項23】
前記容器のグループを形成する工程は、所定の数の容器が前記ストッパ部材の上流側に溜まった後に、前記一対のストッパ部材を互いから離間させる工程を、さらに有する
ことを特徴とする請求項21または22に記載の搬送方法。
【請求項24】
前記搬送経路に沿って移動可能に配置された検出センサを有する検出手段を用い、所定の数の容器が前記ストッパ部材の上流側に溜まったことを検出する
ことを特徴とする請求項23に記載の搬送方法。
【請求項25】
前記搬送経路に沿った異なる位置にそれぞれ配置された複数の検出センサを有する検出手段を用い、所定の数の容器が前記ストッパ部材の上流側に溜まったことを検出する
ことを特徴とする請求項23に記載の搬送方法。
【請求項26】
各ストッパ部材は、前記搬送経路側に突出する突出部を複数有し、
前記複数の突出部は前記搬送経路に沿って配列されている
ことを特徴とする請求項21乃至25のいずれか一項の搬送方法。
【請求項27】
前記複数の突出部の各々は前記搬送経路に直交する方向に線状に延びている
ことを特徴とする請求項26に記載の搬送方法。
【請求項28】
各突出部はゴムからなる
ことを特徴とする請求項26または27に記載の搬送方法。
【請求項29】
各突出部は中空部を形成されている
ことを特徴とする請求項26乃至28のいずれか一項に記載の搬送方法。
【請求項30】
前記各ストッパ部材は、前記搬送経路に沿って延びる保持部であって、前記搬送経路に対面する側に前記複数の突出部が設けられている保持部を、さらに有し、
前記各突出部は、前記保持部へ取り付けられた筒状の部材から構成されている
ことを特徴とする請求項26乃至29のいずれか一項に記載の搬送方法。
【請求項31】
前記各突出部を構成する筒状の部材は、前記保持部へ取り付ける前に、外径が10mm以上30mm以下であって肉厚が1mm以上3mm以下であるの円筒状の形状を有している
ことを特徴とする請求項30に記載の搬送方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図7C】
【図7D】
【図8】

【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図7C】
【図7D】
【図8】
【図9】
【図10】
【公開番号】特開2010−215335(P2010−215335A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−62786(P2009−62786)
【出願日】平成21年3月16日(2009.3.16)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月16日(2009.3.16)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]