
ゲル状弾性体接着用ウレタンフォーム並びにゲル状弾性体が接着されたウレタンフォーム及びゲル状弾性体が接着されたウレタンフォームの製造方法

【課題】 スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体をウレタンフォームに接着する際、溶剤系接着剤を使用することなく、しかも強固に接着できるようなウレタンフォームを提供する。
【解決手段】 スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体をウレタンフォームに接着するためのゲル状弾性体接着用ウレタンフォームにおいて、ウレタンフォーム3の接着面部にEVA系のホットメルト樹脂層2を形成し、EVA系のホットメルト樹脂層2にゲル状弾性体を接着する。
【解決手段】 スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体をウレタンフォームに接着するためのゲル状弾性体接着用ウレタンフォームにおいて、ウレタンフォーム3の接着面部にEVA系のホットメルト樹脂層2を形成し、EVA系のホットメルト樹脂層2にゲル状弾性体を接着する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スチレン系ベースポリマーにオイルが添加されて成形されるゲル状弾性体をウレタンフォームに接着する技術に関する。
【背景技術】
【0002】
従来、スチレン系ベースポリマーにパラフィン系オイルを添加して成形されるゲル状の軟質弾性体と、ウレタンフォームを組み合わせて使用されるマットレス等のクッション材が知られており、両者を組み合わせる技術として、例えば、ウレタンフォーム上に、複数のゲル状弾性体を、相互に間隔をあけて配置するように、低硬度エラストマー樹脂を溶剤に溶かした接着剤で接合するような技術(例えば、特許文献1参照。)や、ウレタンフォームからなる本体に設けられる複数の貫通穴に柱状のゲル状弾性体を挿入し、本体の上面と下面に表面部材、裏面部材を積層することでゲル状弾性体の脱落防止を図るような技術(例えば、特許文献2参照。)などが知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第4221952号公報
【特許文献2】特開2006−223832号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、前記特許文献1のように、スチレン系の溶剤可溶タイプの接着剤を使用してウレタンフォームとゲル状弾性体を接合する技術の場合、スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体とウレタンフォームを接着すると、経時的にゲル状弾性体のパラフィン系オイルがブリードしてくるため接着不良がおきやすくなるという問題があった。また、作業環境や使用時の環境に配慮した場合に、VOC対策として溶剤系の接着剤を使用することなく無溶剤系の接着剤を使用したいという要望もあった。
また、前記特許文献2では、接着剤などでゲル弾性体を接着する必要はないものの、ウレタンフォームに設けられた複数の貫通穴に柱状のゲル状弾性体を挿入しているため、荷重によるゲル状弾性体の変形が貫通穴により制限されてしまい、適度なクッション性が得られにくいという問題があった。
【0005】
そこで本発明は、スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体をウレタンフォームに接着する際、溶剤系接着剤を使用することなく、しかも強固に接合できるようなウレタンフォームを提供することを目的とする。
【課題を解決するための手段】
【0006】
そこで、本発明者等は、ホットメルト樹脂を使用して接着を試した。ホットメルト樹脂については、オレフィン系、ウレタン系、エチレン−酢酸ビニル共重合体(EVA)系、ポリアミド系、エチレン−メタクリル酸共重合体(EMA)系のものについてそれぞれ接着性を評価した。
この結果、熱ラミネート法でのウレタンフォームとホットメルト樹脂との接着性は、どの種類のホットメルト樹脂でも概ね良好であったが、ホットメルト樹脂とゲル状弾性体との接着性では、EVA系ホットメルト樹脂だけが良好な接着性を得られることが判明した。
また、EVA系樹脂はパラフィン系オイルに対して相溶性を有するため、ブリードによる接着性の低下の不具合は生じない。
【0007】
すなわち、上記目的を達成するため本発明は、スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体をウレタンフォームに接着するためのゲル状弾性体接着用ウレタンフォームとして、ウレタンフォームの接着面部にEVA系のホットメルト樹脂層を形成するようにした。
【0008】
ここで、ウレタンフォームの接着面部にEVA系のホットメルト樹脂層を形成する手段は任意であり、ホットメルト樹脂をフィルムや不織布、熱転写用フィルムなどのシート状に加工して、熱ラミネート法やフレームラミネート法などでウレタンフォームに貼り付けるようにしてもよく、ホットメルト樹脂をスプレーやロールコーター等で塗工処理してもよい。
ただし、上記のような塗工処理方法では、ウレタンフォームのセル中に溶融したホットメルト樹脂が染み込むため、接着性を確保するには、多量のホットメルト樹脂を処理する必要がある。これにより、ウレタンフォームの風合いを損ねるとともに、コストアップの要因ともなるため、ホットメルト樹脂をシート状に加工して、熱ラミネート法やフレームラミネート法で貼り合わせることが好ましい。
なお、フレームラミネート法によって、EVA系のホットメルト樹脂層をウレタンフォームに形成する際、EVA系のホットメルト樹脂層と、フレームラミネート法でウレタンフォームと接着可能な樹脂層からなる二層化したシートを使用すれば、ウレタンフォーム上にフレームラミネートすることが容易となる。
【0009】
なお、ゲル状弾性体をEVA系ホットメルト樹脂層を介してウレタンフォームに接着する際、ゲル状弾性体の接着表面を90〜170℃に加熱して接着すれば、接着性が良好になって好ましい。
【発明の効果】
【0010】
ウレタンフォームの接着面部に、EVA系のホットメルト樹脂層を形成してゲル状弾性体を接着するようにすることで、溶剤系の接着剤を使用する場合に較べて同等かそれ以上の接着力で接着することができ、また、溶剤系の接着剤を用いないので作業環境、使用時の環境に優しくなる。
【図面の簡単な説明】
【0011】
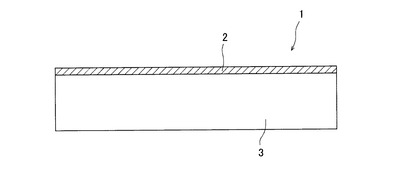
【図1】本発明に係るゲル状弾性体接着用ウレタンフォームの基本構成を示す断面図である。
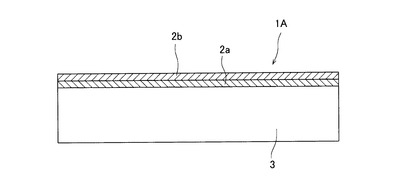
【図2】フレームラミネート法でウレタンフォームと接着可能な樹脂層を介在させてゲル状弾性体接着用ホットメルト樹脂層をウレタンフォームに形成する場合の構成を示す断面図である。
【発明を実施するための形態】
【0012】
本発明に係るゲル状弾性体接着用ウレタンフォームは、スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体(以下、単にゲル状弾性体という。)をウレタンフォームに接着する際、溶剤系接着剤を使用することなく、しかも強固に接着できるようにされ、ウレタンフォームの接着面部にEVA系のホットメルト樹脂層を形成することを特徴としている。
【0013】
ここで、前記のように、溶剤系接着剤を使用することなくゲル状弾性体とウレタンフォームを接着するため、ホットメルト樹脂での接着を試した。ホットメルト樹脂としてオレフィン系、ウレタン系、EVA系、ポリアミド系、EMA系のものを使用して実験室においてゲル状弾性体との接着性評価を実施した。
その結果、ゲル状弾性体側への接着は、EVA系ホットメルト樹脂だけが良好な接着性を得られることが判明した。
【0014】
本願発明において、ゲル状弾性体との良好な接着性を持つEVA系のホットメルト樹脂としては、通常のホットメルト樹脂で用いられているものでよく、具体的には、ヤスハラケミカル株式会社製のヒロダイン7514、7560、7571、7573T、7579、東セロ株式会社製のVE−300−2Sなどが挙げられる。
【0015】
ウレタンフォームの接着面部にEVA系のホットメルト樹脂層を形成する手段は任意であり、ホットメルト樹脂をフィルムや不織布、熱転写用フィルムなどのシート状に加工して、熱ラミネート法やフレームラミネート法などでウレタンフォームに貼り付けるようにしてもよく、ホットメルト樹脂を塗布ハンドガンやスプレーやロールコーター等で塗工処理してもよい。
上記のような塗工処理方法では、ウレタンフォームのセル中に溶融したホットメルト樹脂が染み込むため、接着性を確保するには、多量にホットメルト樹脂を処理する必要がある。これにより、ウレタンフォームの風合いを損ね、コストアップの要因ともなるため、EVA系のホットメルト樹脂をシート状に加工して、熱ラミネート法やフレームラミネート法で貼り合わせることが好ましい。
しかしながら、ゲル状弾性体との接着性に優れるEVA系ホットメルト樹脂の中には、フレームラミネート法でウレタンフォームと接着できないものがあることが判明した。
その場合、図2で示すように、EVA系のホットメルト樹脂層2bとフレームラミネート法でウレタンフォームと接着可能な樹脂層2aからなる二層化したシートを使用すれば、ウレタンフォーム上にフレームラミネートすることが可能となる。
【0016】
フレームラミネート法でウレタンフォームと接着可能な樹脂としては、オレフィン系樹脂や、オレフィン樹脂ワックス(LLDPE)が添加されるEVA系樹脂、ウレタン系樹脂、ポリアミド系樹脂等が挙げられる。
特に、オレフィン樹脂ワックス(LLDPE)が添加されるEVA系樹脂やオレフィン系樹脂では、ウレタンフォームとの接着性に優れ、かつゲル状弾性体と接着可能なEVA系のホットメルト樹脂との接着性にも優れるので、各層間の剥離強度も十分となり、好ましい。
【0017】
ここで、樹脂層2aと樹脂層2bからなる二層化したシートを形成する方法としては、共押出し法による方法(インフレーションによる共押出し、Tダイによる共押出し)や、ラミネート加工する方法(押出しラミネート法、熱ラミネート法、接着剤ラミネート法)などによって二層化が可能である。
【0018】
そして、樹脂層2aと樹脂層2bからなる二層化したシートは、必要に応じて、ウレタンフォーム3側に対面する樹脂層2aの表面にコロナ放電処理を施して、JIS K 6768に準拠した濡れ指数を46dyn以上にし、フレームラミネート法によってウレタンフォーム3に貼り合わせればよい。
【0019】
このようなEVA系のホットメルト樹脂層2は、厚みは、30〜150μmが好ましい。30μm未満であれば、ゲル状弾性体とウレタンフォーム3との十分な接着強度が得られにくく、150μmを超えると、ウレタンフォーム3のクッション性に追従しにくく、コストアップとなる傾向にある。
また、ホットメルト樹脂層2bとフレームラミネート法でウレタンフォームと接着可能な樹脂層2aとからなる二層化したシートを使用する場合、ホットメルト樹脂層2bは、10〜100μm、フレームラミネート法でウレタンフォームと接着可能な樹脂層2aは、20〜100μmが好ましく、全体の厚みとしては、30〜150μmが好ましい。
【0020】
ゲル状弾性体を接着させるウレタンフォームとしては、特に限定されるものではないが、硬さが150〜250N(JIS K 6400−2 D法に準拠)であれば、寝具やクッション材などに最適である。
また、ホットメルト樹脂層をフレームラミネート法で形成する場合は、フレームラミネート性に優れるウレタンフォームを選択することが好ましい。
【0021】
ここで、ゲル状弾性体を本願発明のEVA系のホットメルト樹脂層を介して、ウレタンフォームに接着させる方法として、例えば、あらかじめゲル状弾性体をホットプレートや遠赤外線ヒータや温風等で接着面を加熱した後、ホットメルト樹脂層上に配置させる。
この際、ゲル状弾性体は、接着面の温度が180℃以上に加熱されると、表面がベタついてしまったり、形状維持が困難となってしまい、生産性に劣り好ましくない。
そこで、ゲル状弾性体の接着面の温度が90〜170℃程度の加熱で、良好な接着性を有するためには、EVA系ホットメルト樹脂の軟化温度が40〜70℃のものを用いれば、ゲル状弾性体を形状維持したまま接着でき、好ましい。
この場合、ホットプレートの表面温度を145〜215℃とし、そこにゲル状弾性体を10〜180秒置けば、ゲル状弾性体の接着面の温度を90〜170℃の範囲に調整できる。
【実施例】
【0022】
ホットメルト樹脂として、表1に示すオレフィン系、ウレタン系、EVA系、ポリアミド系、EMA系のものを使用して、実験室においてゲル状弾性体との接着性評価を実施した。結果を表1に示す。
【0023】
また、評価としては、図1に示すように、厚み25mm、縦70mm、横140mmの大きさのウレタンフォーム3に、あらかじめ熱ラミネート法や熱転写によって、ホットメルト樹脂(1)〜(8)を使用して、厚み100μmのホットメルト樹脂層2を形成し、積層体1を得た。各積層体1の表面に、表面温度185℃に保温されたホットプレートで、10秒程度加熱したゲル状弾性体(不図示)を置き、冷却後に接着性の確認を行った。同様に、ホットプレートの表面温度155℃で30秒、215℃で30秒及び180秒加熱したゲル状弾性体においても、接着性の確認を行った。加熱されたゲル状弾性体の接着面温度は、それぞれ83、90、130、162℃であった。ゲル状弾性体は、高さ40mm、直径50mmの円柱状のものを使用した。
なお、ゲル状弾性体をホットプレートの表面温度215℃で300秒間加熱した場合、ゲル状弾性体の接着面温度が173℃となり、表面がベタつくものであった。
【0024】
表1の接着性において、○は接着性が良好であり、△はゲル状弾性体をある程度引っ張ると剥がれるものであり、×は簡単に剥がれるものである。
【0025】
【表1】

【0026】
〔ウレタンフォーム〕
硬さ190N(JIS K 6400−2 D法)、密度25kg/m3
〔ゲル状弾性体〕
スチレン系ベースポリマーにパラフィン系オイルが添加されたエラストマー樹脂成形品
〔ホットメルト樹脂の種類〕
・フィルムタイプ
EVA系ホットメルト樹脂(1):ヤスハラケミカル株式会社製、品名「ヒロダイン7514」
EVA系ホットメルト樹脂(2):東セロ株式会社製、品名「VE−300−2S」
ウレタン系ホットメルト樹脂(3):大倉工業株式会社製、品名「シルクロンHM105」
ウレタン系ホットメルト樹脂(4):大倉工業株式会社製、品名「シルクロンES85」
オレフィン系ホットメルト樹脂(5):東セロ株式会社製、品名「QE−600」
・熱転写用フィルムタイプ
オレフィン系ホットメルト樹脂(6):松村石油株式会社製、品名「morescoRAC−30」
EMA系ホットメルト樹脂(7):ヤスハラケミカル株式会社製、品名「ヒロダイン7589R」
・不織布タイプ
ポリアミド系ホットメルト樹脂(8):ダイセル化学工業株式会社製、品名「ダイアミドスパン1000」
【0027】
この結果、表1において、実験例1〜5、8では熱ラミネート加工、実験例6、7では熱転写において、ウレタンフォーム3にホットメルト樹脂層2を形成したが、それぞれウレタンフォームとのラミネート性は概ね良好(評価○)であった。
【0028】
一方、ゲル状弾性体とホットメルト樹脂層2との接着性においては、EVA系ホットメルト樹脂(1)、(2)のみが良好な接着性が得られることが確認された。
また、EVA系ホットメルト樹脂(1)と同程度の軟化点を有するEMA系のホットメルト樹脂(7)では、接着性が得られなかった。
さらに、ホットメルト樹脂の軟化点が、ゲル状弾性体の接着面温度以下の場合でも、ホットメルト樹脂(3)〜(8)とでは、接着性が得られなかった。
【0029】
なお、同じEVA系でも、融点の高いオレフィン系の樹脂ワックスを添加しているEVA系ホットメルト樹脂(2)は、添加していないEVA系ホットメルト樹脂(1)に較べて接着性が若干劣る結果となっていた。要因としては、樹脂による濡れ性の違いが接着性に影響している。
【0030】
また、ゲル状弾性体からのオイルブリードによる剥離はEVA系樹脂においては問題が無いことが確認された。オイルはパラフィン系であることから、これと相溶性のあるオレフィン樹脂やEVA樹脂であればブリードによる界面剥離は生じない。
【0031】
次に、ウレタンフォームにEVA系のホットメルト樹脂層を形成してなる積層体をフレームラミネート法により生産しようとする場合について検討した結果、コロナ放電処理を施したEVA系ホットメルト樹脂(2)からなるフィルムでは、ウレタンフォームと接着したが、コロナ放電処理を施したオレフィン樹脂ワックス(LLDPE)を含まないEVA系ホットメルト樹脂(1)からなるフィルムは、ウレタンフォームと接着しないことが確認された。
【0032】
そこで、フレームラミネート法により量産できるようにするため、図2に示すように、ゲル状弾性体に接着可能なEVA系ホットメルト樹脂層2bと、フレームラミネート法でウレタンフォームに接着可能な樹脂層2aからなる二層化フィルム2a、2bを、フレームラミネート法でウレタンフォーム3に張り合わせて、積層体1Aを作製した。そして、前述と同様の方法で、ゲル状弾性体の接着面温度が130℃の場合での接着性を評価した。結果を表2に示す。
また、二層化フィルム2a、2bには、EVA系ホットメルト樹脂として、EVA系ホットメルト樹脂(1)を使用し、フレームラミネート法でウレタンフォームに接着可能な樹脂として、表2に示す樹脂層2a(1)〜(5)を使用した。このとき、実験例10以外は熱ラミネート法を用いて、実験例10では、押し出しラミネート法によって、表2に示す層厚みで、二層化フィルムを形成した。
【0033】
この際、ウレタンフォーム3側に対面する樹脂層2aの表面にコロナ放電処理を施してJIS K 6768に準拠した濡れ指数を46dyn以上にし、フレームラミネート法によって二層化フィルムをウレタンフォーム3に積層した。
そして、この積層体1AのEVA系ホットメルト樹脂層2bに対するゲル状弾性体の接着評価を行った。
【0034】
なお、表2中、ゲル状弾性体とウレタンフォームとの接着において、○はウレタンフォーム材が破損するほど引っ張っても接着が維持されていることを示し、×は樹脂層2aとEVA系ホットメルト樹脂層2bの層間で剥離してしまうことを示している。
【0035】
【表2】
【0036】
〔樹脂層2a〕
EVA系(1):東セロ株式会社製、品名「VE−300−2S」
EVA系(2):株式会社タツノ化学製、品名「ミデア」
オレフィン系(3):東セロ株式会社製、品名「QE−600」
オレフィン系(4):オカモト株式会社製、品名「エマソフト3C」
ウレタン系(5):大倉工業株式会社製、品名「シルクロンHM105」
【0037】
この結果は、表2の通りであり、いずれの実験例においても、フレームラミネート性は良好であった。また、樹脂層2aがEVA系のフィルムであって、熱ラミネート法で二層化フィルムを形成した実験例9、11及び押し出しラミネート法で形成した実験例10では、いずれもゲル状弾性体との接着性は良好であり、溶剤系接着剤を使用するのと同等以上のレベルで接着させることができることが確認された。
【0038】
また、樹脂層2aがオレフィン系である実験例12、13では、ゲル状弾性体とウレタンフォームとの良好な接着性が得られた。
実験例14では、樹脂層2aとEVA系ホットメルト樹脂層2b間での剥離が見られた。
【0039】
以上のことから、本発明の有効性が確認された。
【0040】
なお、本発明は以上のような実施形態に限定されるものではない。本発明の特許請求の範囲に記載された事項と実質的に同一の構成を有し、同一の作用効果を奏するものは本発明の技術的範囲に属する。
【産業上の利用可能性】
【0041】
スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体とウレタンフォームとを接着する際、溶剤系接着剤を用いることなく、しかもオイルブリードの問題もなく強固に接着できるため、マットレスやクッション材等において広い範囲での普及が期待される。
【符号の説明】
【0042】
1、1A…積層体、2…ホットメルト樹脂層、2a…フレームラミネート法でウレタンフォームと接着可能な樹脂層、2b…EVA系ホットメルト樹脂層。
【技術分野】
【0001】
本発明は、スチレン系ベースポリマーにオイルが添加されて成形されるゲル状弾性体をウレタンフォームに接着する技術に関する。
【背景技術】
【0002】
従来、スチレン系ベースポリマーにパラフィン系オイルを添加して成形されるゲル状の軟質弾性体と、ウレタンフォームを組み合わせて使用されるマットレス等のクッション材が知られており、両者を組み合わせる技術として、例えば、ウレタンフォーム上に、複数のゲル状弾性体を、相互に間隔をあけて配置するように、低硬度エラストマー樹脂を溶剤に溶かした接着剤で接合するような技術(例えば、特許文献1参照。)や、ウレタンフォームからなる本体に設けられる複数の貫通穴に柱状のゲル状弾性体を挿入し、本体の上面と下面に表面部材、裏面部材を積層することでゲル状弾性体の脱落防止を図るような技術(例えば、特許文献2参照。)などが知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第4221952号公報
【特許文献2】特開2006−223832号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、前記特許文献1のように、スチレン系の溶剤可溶タイプの接着剤を使用してウレタンフォームとゲル状弾性体を接合する技術の場合、スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体とウレタンフォームを接着すると、経時的にゲル状弾性体のパラフィン系オイルがブリードしてくるため接着不良がおきやすくなるという問題があった。また、作業環境や使用時の環境に配慮した場合に、VOC対策として溶剤系の接着剤を使用することなく無溶剤系の接着剤を使用したいという要望もあった。
また、前記特許文献2では、接着剤などでゲル弾性体を接着する必要はないものの、ウレタンフォームに設けられた複数の貫通穴に柱状のゲル状弾性体を挿入しているため、荷重によるゲル状弾性体の変形が貫通穴により制限されてしまい、適度なクッション性が得られにくいという問題があった。
【0005】
そこで本発明は、スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体をウレタンフォームに接着する際、溶剤系接着剤を使用することなく、しかも強固に接合できるようなウレタンフォームを提供することを目的とする。
【課題を解決するための手段】
【0006】
そこで、本発明者等は、ホットメルト樹脂を使用して接着を試した。ホットメルト樹脂については、オレフィン系、ウレタン系、エチレン−酢酸ビニル共重合体(EVA)系、ポリアミド系、エチレン−メタクリル酸共重合体(EMA)系のものについてそれぞれ接着性を評価した。
この結果、熱ラミネート法でのウレタンフォームとホットメルト樹脂との接着性は、どの種類のホットメルト樹脂でも概ね良好であったが、ホットメルト樹脂とゲル状弾性体との接着性では、EVA系ホットメルト樹脂だけが良好な接着性を得られることが判明した。
また、EVA系樹脂はパラフィン系オイルに対して相溶性を有するため、ブリードによる接着性の低下の不具合は生じない。
【0007】
すなわち、上記目的を達成するため本発明は、スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体をウレタンフォームに接着するためのゲル状弾性体接着用ウレタンフォームとして、ウレタンフォームの接着面部にEVA系のホットメルト樹脂層を形成するようにした。
【0008】
ここで、ウレタンフォームの接着面部にEVA系のホットメルト樹脂層を形成する手段は任意であり、ホットメルト樹脂をフィルムや不織布、熱転写用フィルムなどのシート状に加工して、熱ラミネート法やフレームラミネート法などでウレタンフォームに貼り付けるようにしてもよく、ホットメルト樹脂をスプレーやロールコーター等で塗工処理してもよい。
ただし、上記のような塗工処理方法では、ウレタンフォームのセル中に溶融したホットメルト樹脂が染み込むため、接着性を確保するには、多量のホットメルト樹脂を処理する必要がある。これにより、ウレタンフォームの風合いを損ねるとともに、コストアップの要因ともなるため、ホットメルト樹脂をシート状に加工して、熱ラミネート法やフレームラミネート法で貼り合わせることが好ましい。
なお、フレームラミネート法によって、EVA系のホットメルト樹脂層をウレタンフォームに形成する際、EVA系のホットメルト樹脂層と、フレームラミネート法でウレタンフォームと接着可能な樹脂層からなる二層化したシートを使用すれば、ウレタンフォーム上にフレームラミネートすることが容易となる。
【0009】
なお、ゲル状弾性体をEVA系ホットメルト樹脂層を介してウレタンフォームに接着する際、ゲル状弾性体の接着表面を90〜170℃に加熱して接着すれば、接着性が良好になって好ましい。
【発明の効果】
【0010】
ウレタンフォームの接着面部に、EVA系のホットメルト樹脂層を形成してゲル状弾性体を接着するようにすることで、溶剤系の接着剤を使用する場合に較べて同等かそれ以上の接着力で接着することができ、また、溶剤系の接着剤を用いないので作業環境、使用時の環境に優しくなる。
【図面の簡単な説明】
【0011】
【図1】本発明に係るゲル状弾性体接着用ウレタンフォームの基本構成を示す断面図である。
【図2】フレームラミネート法でウレタンフォームと接着可能な樹脂層を介在させてゲル状弾性体接着用ホットメルト樹脂層をウレタンフォームに形成する場合の構成を示す断面図である。
【発明を実施するための形態】
【0012】
本発明に係るゲル状弾性体接着用ウレタンフォームは、スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体(以下、単にゲル状弾性体という。)をウレタンフォームに接着する際、溶剤系接着剤を使用することなく、しかも強固に接着できるようにされ、ウレタンフォームの接着面部にEVA系のホットメルト樹脂層を形成することを特徴としている。
【0013】
ここで、前記のように、溶剤系接着剤を使用することなくゲル状弾性体とウレタンフォームを接着するため、ホットメルト樹脂での接着を試した。ホットメルト樹脂としてオレフィン系、ウレタン系、EVA系、ポリアミド系、EMA系のものを使用して実験室においてゲル状弾性体との接着性評価を実施した。
その結果、ゲル状弾性体側への接着は、EVA系ホットメルト樹脂だけが良好な接着性を得られることが判明した。
【0014】
本願発明において、ゲル状弾性体との良好な接着性を持つEVA系のホットメルト樹脂としては、通常のホットメルト樹脂で用いられているものでよく、具体的には、ヤスハラケミカル株式会社製のヒロダイン7514、7560、7571、7573T、7579、東セロ株式会社製のVE−300−2Sなどが挙げられる。
【0015】
ウレタンフォームの接着面部にEVA系のホットメルト樹脂層を形成する手段は任意であり、ホットメルト樹脂をフィルムや不織布、熱転写用フィルムなどのシート状に加工して、熱ラミネート法やフレームラミネート法などでウレタンフォームに貼り付けるようにしてもよく、ホットメルト樹脂を塗布ハンドガンやスプレーやロールコーター等で塗工処理してもよい。
上記のような塗工処理方法では、ウレタンフォームのセル中に溶融したホットメルト樹脂が染み込むため、接着性を確保するには、多量にホットメルト樹脂を処理する必要がある。これにより、ウレタンフォームの風合いを損ね、コストアップの要因ともなるため、EVA系のホットメルト樹脂をシート状に加工して、熱ラミネート法やフレームラミネート法で貼り合わせることが好ましい。
しかしながら、ゲル状弾性体との接着性に優れるEVA系ホットメルト樹脂の中には、フレームラミネート法でウレタンフォームと接着できないものがあることが判明した。
その場合、図2で示すように、EVA系のホットメルト樹脂層2bとフレームラミネート法でウレタンフォームと接着可能な樹脂層2aからなる二層化したシートを使用すれば、ウレタンフォーム上にフレームラミネートすることが可能となる。
【0016】
フレームラミネート法でウレタンフォームと接着可能な樹脂としては、オレフィン系樹脂や、オレフィン樹脂ワックス(LLDPE)が添加されるEVA系樹脂、ウレタン系樹脂、ポリアミド系樹脂等が挙げられる。
特に、オレフィン樹脂ワックス(LLDPE)が添加されるEVA系樹脂やオレフィン系樹脂では、ウレタンフォームとの接着性に優れ、かつゲル状弾性体と接着可能なEVA系のホットメルト樹脂との接着性にも優れるので、各層間の剥離強度も十分となり、好ましい。
【0017】
ここで、樹脂層2aと樹脂層2bからなる二層化したシートを形成する方法としては、共押出し法による方法(インフレーションによる共押出し、Tダイによる共押出し)や、ラミネート加工する方法(押出しラミネート法、熱ラミネート法、接着剤ラミネート法)などによって二層化が可能である。
【0018】
そして、樹脂層2aと樹脂層2bからなる二層化したシートは、必要に応じて、ウレタンフォーム3側に対面する樹脂層2aの表面にコロナ放電処理を施して、JIS K 6768に準拠した濡れ指数を46dyn以上にし、フレームラミネート法によってウレタンフォーム3に貼り合わせればよい。
【0019】
このようなEVA系のホットメルト樹脂層2は、厚みは、30〜150μmが好ましい。30μm未満であれば、ゲル状弾性体とウレタンフォーム3との十分な接着強度が得られにくく、150μmを超えると、ウレタンフォーム3のクッション性に追従しにくく、コストアップとなる傾向にある。
また、ホットメルト樹脂層2bとフレームラミネート法でウレタンフォームと接着可能な樹脂層2aとからなる二層化したシートを使用する場合、ホットメルト樹脂層2bは、10〜100μm、フレームラミネート法でウレタンフォームと接着可能な樹脂層2aは、20〜100μmが好ましく、全体の厚みとしては、30〜150μmが好ましい。
【0020】
ゲル状弾性体を接着させるウレタンフォームとしては、特に限定されるものではないが、硬さが150〜250N(JIS K 6400−2 D法に準拠)であれば、寝具やクッション材などに最適である。
また、ホットメルト樹脂層をフレームラミネート法で形成する場合は、フレームラミネート性に優れるウレタンフォームを選択することが好ましい。
【0021】
ここで、ゲル状弾性体を本願発明のEVA系のホットメルト樹脂層を介して、ウレタンフォームに接着させる方法として、例えば、あらかじめゲル状弾性体をホットプレートや遠赤外線ヒータや温風等で接着面を加熱した後、ホットメルト樹脂層上に配置させる。
この際、ゲル状弾性体は、接着面の温度が180℃以上に加熱されると、表面がベタついてしまったり、形状維持が困難となってしまい、生産性に劣り好ましくない。
そこで、ゲル状弾性体の接着面の温度が90〜170℃程度の加熱で、良好な接着性を有するためには、EVA系ホットメルト樹脂の軟化温度が40〜70℃のものを用いれば、ゲル状弾性体を形状維持したまま接着でき、好ましい。
この場合、ホットプレートの表面温度を145〜215℃とし、そこにゲル状弾性体を10〜180秒置けば、ゲル状弾性体の接着面の温度を90〜170℃の範囲に調整できる。
【実施例】
【0022】
ホットメルト樹脂として、表1に示すオレフィン系、ウレタン系、EVA系、ポリアミド系、EMA系のものを使用して、実験室においてゲル状弾性体との接着性評価を実施した。結果を表1に示す。
【0023】
また、評価としては、図1に示すように、厚み25mm、縦70mm、横140mmの大きさのウレタンフォーム3に、あらかじめ熱ラミネート法や熱転写によって、ホットメルト樹脂(1)〜(8)を使用して、厚み100μmのホットメルト樹脂層2を形成し、積層体1を得た。各積層体1の表面に、表面温度185℃に保温されたホットプレートで、10秒程度加熱したゲル状弾性体(不図示)を置き、冷却後に接着性の確認を行った。同様に、ホットプレートの表面温度155℃で30秒、215℃で30秒及び180秒加熱したゲル状弾性体においても、接着性の確認を行った。加熱されたゲル状弾性体の接着面温度は、それぞれ83、90、130、162℃であった。ゲル状弾性体は、高さ40mm、直径50mmの円柱状のものを使用した。
なお、ゲル状弾性体をホットプレートの表面温度215℃で300秒間加熱した場合、ゲル状弾性体の接着面温度が173℃となり、表面がベタつくものであった。
【0024】
表1の接着性において、○は接着性が良好であり、△はゲル状弾性体をある程度引っ張ると剥がれるものであり、×は簡単に剥がれるものである。
【0025】
【表1】
【0026】
〔ウレタンフォーム〕
硬さ190N(JIS K 6400−2 D法)、密度25kg/m3
〔ゲル状弾性体〕
スチレン系ベースポリマーにパラフィン系オイルが添加されたエラストマー樹脂成形品
〔ホットメルト樹脂の種類〕
・フィルムタイプ
EVA系ホットメルト樹脂(1):ヤスハラケミカル株式会社製、品名「ヒロダイン7514」
EVA系ホットメルト樹脂(2):東セロ株式会社製、品名「VE−300−2S」
ウレタン系ホットメルト樹脂(3):大倉工業株式会社製、品名「シルクロンHM105」
ウレタン系ホットメルト樹脂(4):大倉工業株式会社製、品名「シルクロンES85」
オレフィン系ホットメルト樹脂(5):東セロ株式会社製、品名「QE−600」
・熱転写用フィルムタイプ
オレフィン系ホットメルト樹脂(6):松村石油株式会社製、品名「morescoRAC−30」
EMA系ホットメルト樹脂(7):ヤスハラケミカル株式会社製、品名「ヒロダイン7589R」
・不織布タイプ
ポリアミド系ホットメルト樹脂(8):ダイセル化学工業株式会社製、品名「ダイアミドスパン1000」
【0027】
この結果、表1において、実験例1〜5、8では熱ラミネート加工、実験例6、7では熱転写において、ウレタンフォーム3にホットメルト樹脂層2を形成したが、それぞれウレタンフォームとのラミネート性は概ね良好(評価○)であった。
【0028】
一方、ゲル状弾性体とホットメルト樹脂層2との接着性においては、EVA系ホットメルト樹脂(1)、(2)のみが良好な接着性が得られることが確認された。
また、EVA系ホットメルト樹脂(1)と同程度の軟化点を有するEMA系のホットメルト樹脂(7)では、接着性が得られなかった。
さらに、ホットメルト樹脂の軟化点が、ゲル状弾性体の接着面温度以下の場合でも、ホットメルト樹脂(3)〜(8)とでは、接着性が得られなかった。
【0029】
なお、同じEVA系でも、融点の高いオレフィン系の樹脂ワックスを添加しているEVA系ホットメルト樹脂(2)は、添加していないEVA系ホットメルト樹脂(1)に較べて接着性が若干劣る結果となっていた。要因としては、樹脂による濡れ性の違いが接着性に影響している。
【0030】
また、ゲル状弾性体からのオイルブリードによる剥離はEVA系樹脂においては問題が無いことが確認された。オイルはパラフィン系であることから、これと相溶性のあるオレフィン樹脂やEVA樹脂であればブリードによる界面剥離は生じない。
【0031】
次に、ウレタンフォームにEVA系のホットメルト樹脂層を形成してなる積層体をフレームラミネート法により生産しようとする場合について検討した結果、コロナ放電処理を施したEVA系ホットメルト樹脂(2)からなるフィルムでは、ウレタンフォームと接着したが、コロナ放電処理を施したオレフィン樹脂ワックス(LLDPE)を含まないEVA系ホットメルト樹脂(1)からなるフィルムは、ウレタンフォームと接着しないことが確認された。
【0032】
そこで、フレームラミネート法により量産できるようにするため、図2に示すように、ゲル状弾性体に接着可能なEVA系ホットメルト樹脂層2bと、フレームラミネート法でウレタンフォームに接着可能な樹脂層2aからなる二層化フィルム2a、2bを、フレームラミネート法でウレタンフォーム3に張り合わせて、積層体1Aを作製した。そして、前述と同様の方法で、ゲル状弾性体の接着面温度が130℃の場合での接着性を評価した。結果を表2に示す。
また、二層化フィルム2a、2bには、EVA系ホットメルト樹脂として、EVA系ホットメルト樹脂(1)を使用し、フレームラミネート法でウレタンフォームに接着可能な樹脂として、表2に示す樹脂層2a(1)〜(5)を使用した。このとき、実験例10以外は熱ラミネート法を用いて、実験例10では、押し出しラミネート法によって、表2に示す層厚みで、二層化フィルムを形成した。
【0033】
この際、ウレタンフォーム3側に対面する樹脂層2aの表面にコロナ放電処理を施してJIS K 6768に準拠した濡れ指数を46dyn以上にし、フレームラミネート法によって二層化フィルムをウレタンフォーム3に積層した。
そして、この積層体1AのEVA系ホットメルト樹脂層2bに対するゲル状弾性体の接着評価を行った。
【0034】
なお、表2中、ゲル状弾性体とウレタンフォームとの接着において、○はウレタンフォーム材が破損するほど引っ張っても接着が維持されていることを示し、×は樹脂層2aとEVA系ホットメルト樹脂層2bの層間で剥離してしまうことを示している。
【0035】
【表2】
【0036】
〔樹脂層2a〕
EVA系(1):東セロ株式会社製、品名「VE−300−2S」
EVA系(2):株式会社タツノ化学製、品名「ミデア」
オレフィン系(3):東セロ株式会社製、品名「QE−600」
オレフィン系(4):オカモト株式会社製、品名「エマソフト3C」
ウレタン系(5):大倉工業株式会社製、品名「シルクロンHM105」
【0037】
この結果は、表2の通りであり、いずれの実験例においても、フレームラミネート性は良好であった。また、樹脂層2aがEVA系のフィルムであって、熱ラミネート法で二層化フィルムを形成した実験例9、11及び押し出しラミネート法で形成した実験例10では、いずれもゲル状弾性体との接着性は良好であり、溶剤系接着剤を使用するのと同等以上のレベルで接着させることができることが確認された。
【0038】
また、樹脂層2aがオレフィン系である実験例12、13では、ゲル状弾性体とウレタンフォームとの良好な接着性が得られた。
実験例14では、樹脂層2aとEVA系ホットメルト樹脂層2b間での剥離が見られた。
【0039】
以上のことから、本発明の有効性が確認された。
【0040】
なお、本発明は以上のような実施形態に限定されるものではない。本発明の特許請求の範囲に記載された事項と実質的に同一の構成を有し、同一の作用効果を奏するものは本発明の技術的範囲に属する。
【産業上の利用可能性】
【0041】
スチレン系ベースポリマーにパラフィン系オイルが添加されるゲル状弾性体とウレタンフォームとを接着する際、溶剤系接着剤を用いることなく、しかもオイルブリードの問題もなく強固に接着できるため、マットレスやクッション材等において広い範囲での普及が期待される。
【符号の説明】
【0042】
1、1A…積層体、2…ホットメルト樹脂層、2a…フレームラミネート法でウレタンフォームと接着可能な樹脂層、2b…EVA系ホットメルト樹脂層。
【特許請求の範囲】
【請求項1】
スチレン系ベースポリマーにパラフィン系オイルが添加されてなるゲル状弾性体をウレタンフォームに接着するためのゲル状弾性体接着用ウレタンフォームであって、前記ウレタンフォームの接着面部にエチレン−酢酸ビニル共重合体(EVA)系のホットメルト樹脂層が形成されることを特徴とするゲル状弾性体接着用ウレタンフォーム。
【請求項2】
前記EVA系のホットメルト樹脂層のウレタンフォーム側に、フレームラミネート法でウレタンフォームと接着可能な樹脂層が形成され、該樹脂層がフレームラミネート法でウレタンフォームと接着されることを特徴とする請求項1記載のゲル状弾性体接着用ウレタンフォーム。
【請求項3】
請求項1または2に記載のEVA系のホットメルト樹脂層が形成されるウレタンフォームの接着面部に、スチレン系ベースポリマーにオイルが添加されるゲル状弾性体が加熱されて接着されることを特徴とするゲル状弾性体が接着されたウレタンフォーム。
【請求項4】
ゲル状弾性体の接着表面を90〜170℃に加熱し、このゲル状弾性体の接着表面を、請求項1または2に記載のEVA系のホットメルト樹脂層が形成されるウレタンフォームの接着面部に当接させて接着することを特徴とするゲル状弾性体が接着されたウレタンフォームの製造方法。
【請求項1】
スチレン系ベースポリマーにパラフィン系オイルが添加されてなるゲル状弾性体をウレタンフォームに接着するためのゲル状弾性体接着用ウレタンフォームであって、前記ウレタンフォームの接着面部にエチレン−酢酸ビニル共重合体(EVA)系のホットメルト樹脂層が形成されることを特徴とするゲル状弾性体接着用ウレタンフォーム。
【請求項2】
前記EVA系のホットメルト樹脂層のウレタンフォーム側に、フレームラミネート法でウレタンフォームと接着可能な樹脂層が形成され、該樹脂層がフレームラミネート法でウレタンフォームと接着されることを特徴とする請求項1記載のゲル状弾性体接着用ウレタンフォーム。
【請求項3】
請求項1または2に記載のEVA系のホットメルト樹脂層が形成されるウレタンフォームの接着面部に、スチレン系ベースポリマーにオイルが添加されるゲル状弾性体が加熱されて接着されることを特徴とするゲル状弾性体が接着されたウレタンフォーム。
【請求項4】
ゲル状弾性体の接着表面を90〜170℃に加熱し、このゲル状弾性体の接着表面を、請求項1または2に記載のEVA系のホットメルト樹脂層が形成されるウレタンフォームの接着面部に当接させて接着することを特徴とするゲル状弾性体が接着されたウレタンフォームの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−71550(P2012−71550A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−219926(P2010−219926)
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000000077)アキレス株式会社 (402)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000000077)アキレス株式会社 (402)
【Fターム(参考)】
[ Back to top ]