
ゲル部を有するマットレスまたはマットレスパッド
本発明は、1または複数のゲル部を有するマットレスまたはマットレスパッドに概ね関する。ゲル部は、マットレスまたはマットレスパッドの局所領域において改善された支持および快適性を提供することができる。

【発明の詳細な説明】
【背景技術】
【0001】
背景
マットレス業界における難題の一つは、身体の全ての部分に快適な支持を提供するマットレスを作ることである。身体に沿った不均一な重量の分布、その輪郭、および側面または背面等の個別の好適な就寝位置のため、内部スプリングのコアから形成されたマットレス表面が、しばしば局所的圧力点を肩および腰などの一部の領域に作りつつ、その一方で背中などの別の領域で支持が不足することがある。
【0002】
一つの解決は、ゲル、およびフォーム、層等の詰物の組合せを取り入れるマットレスパッドの開発であった。通常、ゲル/詰物マットレスパッドは、二つのフォームの層の間に挟まれたゲルの層から、またはフォーム層の上または下に配置されたゲルの層から作製された、除去および交換が可能なパッドである。ゲル層は、粘性ゲル材料で充填された1または複数のポリマー袋体から作製されることができる。通常はゲル層は、マットレスパッドの全体の幅および長さを覆って延び、身体の輪郭に従って支持を提供する。
【0003】
しかしこのようなマットレスパッドは、いくつかの欠点を有し、とりわけマットレスパッドを製造するのに必要なゲル材料の量およびそのようなパッドの重量である。例えばキングサイズマットレスとともに使用するゲルマットレスパッドは、130パウンドまでの重量であり得る。また、ゲル/フォームパッドの重量と弾力性によって、マットレス上にパッドを適切に位置決めおよび/または再位置決めすることが難しくなることがある。
【0004】
従って当技術分野において、減少した重量と高めた操作性を有する改善されたマットレスおよび/またはマットレスパッドの必要性が存在する。
【0005】
発明の概要
本明細書に記載のシステムと方法は、改善されたゲルベースのマットレス、マットレストッパー、およびその製造方法を含む。さらに詳細には、本明細書に記載のマットレスおよび製造方法は、コアを有するか、またはゲル型エラストマーのような熱硬化性材料と一体化した、典型的にはフォームで作製された1もしくは複数の層を有するマットレスを含む。一つの局面において、システムおよび方法は、フォーム、ラテックス、粘弾性フォーム、または他の好適な材料で作製された上部支持層を有するマットレスを含む。上部支持層は、ゲル材料で充填され薄膜層で覆われたチャンネルを含む。一つの特定の実施形態において、上部支持層は、入り組んだ(convoluted)ポリウレタンフォームの詰物層を含むマットレストッパーを備える。この詰物層は、フォームの幅に渡って延び、かつ横たわったユーザーの肩の近くになるであろう場所に、詰物層の長さに沿って位置決めされたチャンネルを有する。ゲル充填されたチャンネルの実際の場所、サイズおよび形状は、トッパーに一体化されたそのようなゲル充填されたチャンネルの数によって変わることがあり、実際のサイズ、場所、形状、および採用された数は、マットレスの用途および使用に応じて変わる。
【0006】
本発明の別の局面は、液状のゲルをチャンネルに流し込むプロセスを介して上部支持層を形成する製造プロセスを提供する。液体ゲルは、柔軟で弾力のある固体材料に硬化するようになる。ゲルは、チャンネルの底に付着して上部支持層にしっかりと合わせることができる。付加的工程において、薄いプラスチックフィルムが硬化したゲルを覆って置かれてもよい。
【0007】
また本明細書に記載の方法は、ゲルマットレス、トッパー、またはパッドを作製するのに必要なゲル材料の量の減少を、およびその結果として製品の重量の減少を提供する。さらに、ゲル材料の減少した使用により費用削減が実現される。ゲル/詰物の組合せクッションの別の利点は、ほぼ完全にゲル材料で作製された同じサイズのクッションと比較して、その高められた操作性および減少した重量である。
【0008】
本発明の一局面に従って、ゲル部は、クッション、マットレス、またはマットレスパッド上で頻繁に使用に供する場所に位置決めされる。例えばキングまたはクイーンサイズのベッドのような大型ベッドは、並んだ二つの頻繁に使用される場所を有することがある。
【0009】
発明の一局面において、マットレスパッドは一枚の布で覆われたクッション層を含む。マットレスパッドの外部は、キルティングしたパターンを有することがある。クッション層は、詰物部およびゲル部から形成され得る。詰物部は、クッション層の周縁を形成し、開孔を含む。ゲル材料は開孔に注入されて硬化するようになる。硬化したゲル部は、詰物部に結合されることができる。ゲル部の頂面は詰物部の頂面と同一平面上にあるため、クッション層は実質的に平坦な頂面を有する。同様に、ゲル部の底面は、詰物部の底面と実質的に同一平面上にあることができる。
【0010】
別の実施形態によれば、ゲル部の頂面および底面の一方または両方は、詰物部の各頂面および底面と不揃いであってもよく、例えば詰物層の頂面よりも低くてもよい。追加の詰物材料が、ゲル部の頂面に置かれて実質的に水平なクッション層を形成してもよい。
【0011】
別の実施形態によれば、詰物部は、各開孔内で硬化されたゲルを有する2以上のチャンネルを含んでもよい。
【0012】
別の実施形態によれば、ゲル部は、安定な非流動性ゲル(nonflowing gel)から形成されてもよい。別の実施形態において、ゲル部は、液体ゲル、フォームゲル、粘弾性ゲル、またはそれらの組合せから形成されてもよい。さらに別の実施形態において、ゲル部は、ゲル充填された袋体から形成されてもよい。別の実施形態において、ゲル部は、耐穿刺性および/または漏れ耐性であってもよい。好適なゲルには、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた酸化物を含むゲルが含まれ得る。
【0013】
別の局面において、本明細書に記載のシステムと方法には、マットレスコアおよび/または支持層のような1または複数のマットレス部材を有するマットレスアセンブリが含まれる。マットレスアセンブリには多孔性ポリウレタン本体が含まれる。この多孔性ポリウレタン本体は、本体内に不均一に分布され、少なくとも部分的に熱硬化エラストマーで充填された複数の空気ポケットを有する。特定の実施形態において、多孔性ポリウレタン本体には、フォーム(foam)、ラテックス、粘弾性フォーム、プラスチック、ポリマー、および天然繊維の少なくとも一つが含まれる。別の局面において、マットレスアセンブリには、エラストマーが注入された多孔性ポリウレタンセル構造を有することで、エラストマーが本体中の複数の空気ポケットを充填し、多孔性ポリウレタンセル構造と結合するようにしている本体が含まれる。さらに別の局面においてマットレスアセンブリには、複数の空気ポケットを有する多孔性ポリウレタンセル構造、および複数の空気ポケット内に配置されて多孔性ポリウレタンセル構造と結合された液体エラストマーが含まれる。
【0014】
特定の局面において、本明細書に記載のシステムと方法には、マットレスに使用するための、複数の空気ポケットを有する多孔性ポリウレタンスラブを提供する工程を含む、マットレス、マットレスアセンブリ、およびマットレス部材の製造方法が含まれる。方法にはさらに、多孔性ポリウレタンスラブを液体エラストマーと組合せることで、液体エラストマーが少なくとも部分的に複数の空気ポケットを充填する工程、および液体エラストマーを硬化して、硬化された液体エラストマーの一部と混合された、多孔性ポリウレタンスラブを一部に有するマットレス部材を形成する工程が含まれる。特定の実施形態において、多孔性ポリウレタンスラブを液体エラストマーと組合せる工程には、多孔性ポリウレタンスラブに液体エラストマーを注入する工程が含まれる。特定の実施形態において、多孔性ポリウレタンスラブと液体エラストマーを組合せる工程には、多孔性ポリウレタンスラブを液体エラストマーの所定の体積中に浸漬する工程が含まれる。
【0015】
特定の実施形態において、多孔性ポリウレタンスラブには、網状ポリウレタンスラブが含まれ、網状ポリウレタンスラブを提供する工程には、複数の空気ポケットを多孔性スラブ内に生成する工程が含まれる。複数の空気ポケットは、多孔性ポリエチレンスラブの一部に腐食性溶液を塗布することで生成されることができる。特定の実施形態において、空気ポケットは、多孔性ポリウレタンスラブを、水素または酸素のような爆発性の気体と組合せることによって生成されることができ、爆発性の気体に着火して多孔性ポリウレタン内に複数の空気ポケットを生成する。そのような実施形態において、多孔性ポリウレタンスラブは、爆発性気体を有するチャンバに通される。特定の実施形態において、網状ポリウレタンスラブと液体エラストマーを組合せる工程には、液体エラストマーを網状ポリウレタンスラブに注入する工程が含まれる。
【0016】
先述および他の本発明の目的、特徴、および利点は、次の説明から、および特許請求の範囲からさらに明らかになるであろう。
【0017】
例示の実施形態の説明
ここで図面を参照し、全体を通して類似の参照符号は類似の要素を示し、図面が提供する各図は本発明のさまざまな実施形態を示す。しかし本明細書に例示および記載の実施形態は、本明細書に記載の発明を作製し、使用することを可能とすることを目的とするために提供され、網羅的ではなく、いかなる場合も限定して理解されるべきではない。
【0018】
上記の概要に記載したように、さまざまな例示の実施形態において、本明細書に記載のシステムと方法は、典型的にはゲルタイプエラストマーのような熱硬化材料と一体化したフォームで作製された、コアまたは一もしくは複数の層を有するマットレスおよびマットレスを製造する方法に関する。特定の局面において図1A〜4に示すように、システムと方法は、典型的または頻繁に使用されると予測される場所にゲルの部分を有するトッパーを有するマットレスを含む。本発明は、液体ゲル材料が支持層内のチャンネルまたは空洞に注入されて適所で硬化され、支持層内に一体形成された柔軟な固体ゲル材料を提供する製造プロセスをさらに含む。別の局面において図5〜8に示すように、多孔性フォーム本体およびゲルが本体内で混合されることで、多孔性フォーム内で部分空気ポケットをゲルが占めるようにする。システムと方法はまた、液体ゲルがフォーム本体内で空気ポケットを充填し、かつ硬化されて、フォームおよびゲルの有利な特性を有するマットレスコアまたは支持層を提供する製造プロセスを含む。
【0019】
図1Aおよび1Bは、休憩および/または就寝のためにマットレスに横たわるとき、人の腰部であろう場所に概ね隣接する領域に位置決めされたゲル部を有するマットレス支持層の第1の実施形態を示す。特に図1Aは、詰物部12および第1のゲル部18を有するマットレス支持層10の実施形態を示す。図示のようにマットレス支持層10は、一つのゲル部で作製されているが、マットレス支持層は複数ゲル部を有し、この部分が、支持される身体の領域およびマットレスのサイズに応じて異なるサイズと形状であってもよいことが理解されよう。例えばクイーンサイズマットレスは、所定のサイズのゲル部を有することができ、かつキングサイズマットレスはさらに大きいゲル部または別のゲル部を有してもよい。明瞭の目的のため図1Aおよび1Bに示す支持層10は、羽布張りなしで提供されている。しかしマットレス支持層10は、1または複数の布の層およびオプションの取り外しカバーで覆われてもよいことが理解されよう。また支持層10は、マットレスアセンブリから分離して示されているが、使用に際して、マットレス支持層10は、マットレストッパー、およびマットレスコアのすぐ上に配置された上部就寝層として、または取り外しマットレスパッドとして、マットレスアセンブリに取り付けられてもよいことが理解されよう。また本明細書に記載のシステムと方法は、マットレスおよびマットレストッパー、を示しているが、当業者であれば、本明細書の範囲から逸脱することなく他のクッションおよび家具が本発明を採用することができることが理解されよう。例えば本発明のシステムと方法は、自動車用シートクッション、ソファークッション、枕、および他のそのようなクッションおよび支持を含む、ソファー(futon)マットレス、シートクッションを提供するために使用されてもよい。
【0020】
さらに詳細には、図1Aは、腰部領域に配置されたゲル材料の部分を含む一つの実施形態のマットレストッパーの平面図を示す。図示のマットレストッパーは、マットレスの上面に敷かれ、かけ布の覆いでカバーされて適切な美的外観を提供することができるタイプのものである。トッパーは、縫い合わせ、ファスナー、または他の機構によって、マットレスの上部の布張り面に合わされて追加の支持の層を提供してもよい。
【0021】
特に図1Aは、入り組んだフォームの層内に形成された5つのゾーンを含む上部支持層10を示す。図示した実施形態において、上部支持層10は、首と肩を支持するであろう入り組んだフォームのゾーン12、腰部を支持するように位置決めされたゾーン14、太股の領域に位置決めされたゾーン16、および下肢の領域に位置決めされたゾーン20を含む。図示の実施形態において、腰部領域18は、柔軟な弾性ゲル材料の層を含む。腰部ゾーン18は、支持層10の幅に実質的に渡っており、概ね9インチ幅であり、標準的クイーンサイズのマットレスで使用するためのサイズである。
【0022】
図1Bを参照すると、一つの実施形態において、上部支持層10は、領域12、14、および20に渡って矩形格子(egg crate)構造を有する入り組んだフォームの層を備えるということが分かる。滑らかなフォーム部分が領域16において提供されており、ゲル材料が腰部領域18に位置決めされている。一つの実施形態において、上部支持層10の入り組んだフォームは、回旋形成(convolution)プロセス中に形成され、上部支持層10の表面に半インチの深さで切り込まれたチャンネルを有する。領域18の半インチの深さのチャンネルは、ゲル材料が配置されることができる凹みを提供する。以下にさらに詳細に説明するように、一つのプロセスにおいてゲル材料が液体状のままで半インチの凹みにゲル材料が注入される。液体ゲルはその後、触るといくぶん粘着質である柔軟な弾性ゼラチン質材料になるまで硬化させる。硬化プロセス中、液体ゲルは、ポリウレタンフォームであり得る入り組んだフォームに付着することができ、それにより凹み内に固定される。一つの実施形態において、チャンネルは、約4分の1インチから約4インチ以上までの範囲の深さを有することができる。例えばチャンネルは約4分の1インチの深さ、3分の1インチの深さ、1インチの深さ、2インチの深さ、3インチの深さ、4インチの深さ、またはその間の任意の深さであってもよい。
【0023】
上部支持層10は、ポリウレタンフォーム、ラテックス、粘弾性フォーム、または他の何らかの好適な材料であることができる。一つの実施形態において、支持層10は、フォームブロックの一部を切り取ることによって格子状表面および陥凹チャンネルを形成する、プログラム可能回旋形成マシンによって形成されたポリウレタンフォームである。このようなフォーム回旋形成マシンの使用は当業者に公知である。一つの実施において回旋形成マシンは、腰部領域18においてフォームブロックにチャンネルを切り込むことで、チャンネルが充分にマットレスの一方側から他方へ至るようにする。領域18の周囲は矩形形状を有するとして図示されているが、楕円、正方形、ヒト形もしくは任意の他の形状等、規則的または不規則的な任意の好適な形状であってもよい。
【0024】
この注入プロセスおよび硬化プロセスを容易にするため、図1Bは、入り組んだ(convoluted)フォームパッド10が、上部支持層10の全長に沿って図示の実施形態においてそれぞれ延びる二つのサイドレール11および13と合わされてもよいことを示す。図1Bに示した実施形態において、入り組んだフォーム内で形成されたチャンネルは、フォーム層の一方側から他方側へ充分に延びる。図示のフォームレール11および13は、支持層10の側部に突き合わされ、かつ付着されることで、支持層10内に形成された半インチの深さのチャンネルのために側壁を提供する。このようなサイドレール11および13は、チャンネル内で液体ゲルを維持するように作用する。またサイドレール11および13は、支持層10の縁に沿って作用面(work surface)として作用することができる。例えば詰物または他の材料が、サイドレール11および13に縫い合わされ、または他に取り付けられ、それによってゲル部を貫通したり、または別に損傷することを避けることができる。
【0025】
サイドレール11および13は、ポリウレタンフォームであってよく、これらは、支持層10の側部に接着されることができる。図示の実施形態において、サイドレール11および13は、支持パッド10の全長に渡って延びる。しかし所望による代替の実施形態において、サイドレール11および13は、さらに小さい側壁に置き換えられてもよい。この側壁は、フォーム内のチャンネル切り込みに嵌め込まれ、チャンネルのいずれかの端部に位置決めされて、液体ゲルが適所に注入されるとき、これがチャンネルから溢れることを防ぐダムとして作用することができる。また別の所望による実施形態において、支持層10内に形成されたチャンネルが、支持層10の両端間に位置決めされることで、液体ゲル材料がチャンネルから溢れることを防ぐ側壁を提供する残りのフォーム材料によって、チャンネルの各端部が閉じられてもよい。支持層10内の陥凹チャンネルは、回旋形成器(convoluter)またはフォームのブロックを切り込むフォーム形成器(foam router)、または材料の成形もしくは押出しのような任意の他の好適な技術によって形成されることができる。採用された技術は、切断の形状および切断される材料に依存することがある。
【0026】
図1Aおよび1Bに示した実施形態において、領域18に形成されたチャンネルは、支持層10の他のゾーンの水平高さをゲル材料にもたらす高さまで、ゲル材料で充填されている。これは、さらに平らな上部支持面およびより高いユーザーの快適性を提供する。
【0027】
所望による代替の実施形態において、ゲルは袋(pouchまたはbag)に含まれ、上部支持層10に形成されたチャンネル凹部に嵌められてもよい。パッケージに入ったゲルは、部分18におけるチャンネル凹部の内周に嵌り込み、これに凭れて当接することができ、例えばヒートシール、縫い付け、接着、結束、ステープル留め、または当業者に公知の他の方法によって、チャンネル凹部の内壁および底壁に摩擦嵌合もしくは結合されることができる。
【0028】
ゲル部は、液体または固体ゲルから形成されることができる。ゲル部は、液体ゲルをチャンネル凹部に注入することによって、または寸法安定性、弾性のあるゲルのブロックからゲル部を切り出すことによって形成されてもよい。あるいはゲルは、所望の形状に成形または押し出されてもよい。代替の実施形態において、ゲル部は、粘性ゲルで充填された袋体(bladder)から形成されてもよい。この袋体は、所望の形状に形成するため、例えば可撓性プラスチックの2枚のシートの縁を共にシールすることで形成されることができる。あるいはゲル部は、フォームゲル、または液体、固体、および/もしくはフォームゲルの組合せから形成されてもよい。好適なゲルには、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた1または複数の酸化物を含むゲルが含まれる。好ましくはゲルは寸法安定的である。
【0029】
さらに別の実施形態において、ゲルは、二つの工程中においてマットレスへ配置されてもよい。第1の工程において、寸法安定性のあるゲルのブロックがチャンネル凹部に置かれることで、ゲルブロックの側部と陥凹チャンネルの内側壁との間にギャップが存在するようにする。第2の工程において、液体ゲルが、陥凹チャンネルに、所望によりブロックを覆って注入されて、ゲルブロックをフォーム支持層に付着させることができる。
【0030】
図2は、ライン2−2’に沿った図1のマットレスパッドの断面図を示す。図2に示すようにゲル部18および詰物部12の頂面は、実質的に互いに同一平面であり、フォーム詰物はゲル部の下に延び、ゲル材料が定着および付着することができる底壁を提供する。しかし別の実施形態において、ゲル部18の表面は、詰物部12の表面よりも高いか低くあってもよい。
【0031】
図3は、マットレス28および基礎30の上に位置決めされた、本発明に従ったマットレスパッド22の別の実施形態の断面図を示す。マットレスパッド22は、カバー23に入れられた詰物部24およびゲル部26を備える。カバー23は、取り外すことができるか、または詰物およびゲル部に永久に合わさることができる。
【0032】
この実施形態において、詰物部24は凹部25を含む。マットレスパッド10に類似して、ゲル部26は凹部25に嵌り込む。詰物層24および凹部25は、上記のように、または一つが開孔を含み一つが完全な層である詰物材料の二つの層を結合することによって形成されることができる。詰物部の高さは、約1.5インチから約6インチであり、凹部25が約1インチから約4インチの高さであることができる。詰物層の長さおよび幅ならびにゲル部の寸法は、上記の通りである。
【0033】
図4は、本発明に従った二つのクッション層を有するマットレスの一実施形態の断面図である。マットレス32は、マットレスコア40の上部にいくつかの層を含んで第1の就寝面33を形成し、かつマットレスコア40の下に数層を含んで第2の就寝面59を形成する。第1の就寝面33は、マットレスコア40の上部に、布層34、クッション層36、および、パッド層38を有する。ひっくり返すと、第2の就寝面59は、マットレスコア40の上部に、布層46、クッション層44、およびパッド層42を有する。
【0034】
布層34および46は、綿、ポリエステル、または任意のブレンドの材料のようなマットレス用外部カバーとして使用される任意の布であってよい。布層34および46は、各クッション層36および44に、縫われるかまたは別の方法で結合されて、就寝面33および59にキルティングしたパターンを形成することができる。クッション層36およびクッション層44は、実質的に同一であり、図1から3に上記のマットレスパッドに類似していてもよい。クッション層36は、詰物部52および第1のゲル部54を有する。クッション層44は、第2の詰物部56および第2のゲル部58を有する。詰物部52および56は、クッション層36および44の周囲を形成し、静養中の人によってはあまり使用されない。上記のように詰物部52および56は、フォーム、プラスチック、ラテックス、粘弾性フォーム、ポリマー、天然繊維、合成繊維、またはクッション効果を提供することができる任意の他の材料、あるいはこれらの組合せから形成されてもよい。開孔は、詰物部52および56に、詰物層を切り取ることによって、または材料を成形または押出し等することにより、所望の形状の開孔を有する型の周囲に詰物層52および56を形成することによって、形成されてもよい。
【0035】
ゲル部54および58は、詰物部52および56に形成された開孔を充填し、それらの縁54aおよび58bは、それぞれ詰物部52および56の内周52aおよび56aで終端する。詰物部52およびゲル部54の頂面は、実質的に互いに同一平面上であり、詰物部56および第2のゲル部58の頂面も同様である。詰物部52の内周52aは、ゲル部54の縁54aへ、硬化中に、または、例えば熱シール、縫い付け、接着、結束、ステープル留め、もしくは他の方法等、他の手段によって結合されることができる。第2の詰物部の内周56aは、同様に第2のゲル部58の縁58aに結合されることができる。開孔ならびにゲル部54および58は、人がマットレス上で静養してる間に、例えば読書、就寝等している間に、通常に利用する領域の下でクッション層36および44中に位置決めされる。一つの実施形態においてゲル部54および58は、各就寝面33および39の、約50%から約90%を形成し、さらに好ましくは約60%から約80%を形成する。
【0036】
マットレス32は、各就寝面33および39に対して一つの層36および44である二つのクッション層を有するとして示しているが、マットレスは、一つのクッション層を含んでもよいことが理解されよう。また別のパッド層が本発明のマットレスに含まれてもよいこと、図示したものの代わりに、パッド層が布層34とクッション層36との間に位置決めされてもよいこと、またはパッド層が含まれなくてもよいことが理解されよう。
【0037】
パッド層38および42は、布、フェルト、もしくはポリマーのシート、綿、ナイロン、またはポリエステル詰物、あるいはフォーム、プラスチック、ポリマー、天然繊維、合成繊維、または任意の他の材料の層、あるいはこれらの組合せから形成されることができる。パッド層38および42は、クッション効果を提供することができ、またはクッション層36および/または44をカバーすることができる。一つの所望による実施形態において、マットレスは、所望により滑らかな就寝面を有するキルティングされていないマットレスカバーを備えるカバーパネルを有することができる。この実施形態において、典型的には3層である複数層を載せたマットレスパネルが、マットレスの上面を覆って提供されてもよい。例えば載せられたカバーパネルは、頂部布層、中間充填材層、および裏打ち層から形成されてもよい。所望により難燃材料の層が存在してもよい。いずれの実施形態においても、頂部層は、綿、リンネル、合成繊維、または何らかの他の材料の組合せの材料の布層であることができる。適切な美的外観を提供するため、頂部層は、布の平坦なシートであってもよく、または王冠を頂いた外観を生じる、パネルの周囲縁に形成された角度付けしたリップを有した実質的に平坦なシートであってもよい。このリップは、パネルの各コーナーから材料の楔を切り出して、頂部層の切断された部分を共に合わせることによって形成されることができる。リップのサイズは、長さにおいて約0.5インチから約7インチであり、この長さは、所望の外観または用途の必要に応じて選択された長さである。
【0038】
充填材層は、フォーム、綿詰物、ゲル、ラテックス、粘弾性フォーム、または他の公知の詰物材料、およびまたは詰物材料の組合せ等の任意の詰物材料から形成されることができる。所望により充填材層は、マットレスのゲル詰物層を覆って敷かれることができる通常の充填および詰物材料の層を提供する。しかし別の実施形態において、充填層自体は、そこに形成された1または複数の、上記のようにゲル材料で充填された凹部を有するフォーム層を含んでもよい。これにより、マットレス本体のゲル詰物を覆って静置することができる、ゲル材料を搭載したパネルを提供することができる。しかし別の実施形態において、ゲル材料のこのパネルは、通常のマットレス本体を覆って配置されることができ、それによりマットレスにおいて使用されるゲル材料の唯一の層となる。
【0039】
いずれの実施形態においても、充填層は、実質的に平坦な滑らかな上面を有することができ、または織り目加工もしくはパターン付けされた上面を有することができる。実施形態によっては、充填層の中央部分が均一の高さを有することができ、かつ高さがパネルの縁に向けて均一な角度で減少し得るものもある。これは選択により、マットレスに王冠を頂く外観を与えるゲル材料の層を含む上部パネルを提供する。
【0040】
所望による耐火層は、充填層と布層との間に配置されることができる。耐火層は、所望によりマットレスパネルの全上面を覆って、かつパネルの縁周囲に延びる。難燃材は、例えばKEVLAR(商標)、PET(ポリエステル)バインダー繊維、有機リン酸系材料、(塩素またはより一般的には臭素で典型的にはハロゲン化した)ハロゲン化有機材料、または窒素ベースの化合物のような任意の好適な材料であってよい。市販の材料は、商標名NOMEX、KEVLAR、INDURAで売られており、採用される実際の材料は、マットレスタイプ(例えばオープンコイル、ポケット型コイル、フォーム、水)、マットレスサイズ、材料コスト、および他のそのような設計検討事項を含む用途の詳細に依存し得る。
【0041】
耐火層の下には、裏打ち層が取り付けられてもよい。裏打ち層は、綿またはリンネルのような天然繊維、アルミニウム、グラスファイバー、合成繊維、またはこれらの混合物等の材料のシートから形成されることができる。このような三つの層は、共に合わせられて王冠を頂いたパネルを形成することができ、そのパネルは、上面を覆って配置され、マットレスに合わされて滑らかな就寝面を提供することができる。
【0042】
特定の実施形態において、図5〜8に示すように、マットレスコアまたは1もしくは複数の支持層は、多孔性フォーム本体の内部で、ゲルが空気ポケットの一部を占有するようにゲルが混合されている多孔性フォーム本体およびゲルから形成される。図5は、フォームおよびゲルを含むマットレスコアを有する代表的なマットレスアセンブリ60を示す
。さらに詳細には、マットレスアセンブリ60は、上部支持層12、下部支持層14、およびマットレスコア66を含む。マットレスアセンブリ60は、上部および下部層62および64の周囲部に取り付けられ、かつマットレスコア66の側部辺縁領域に沿った側壁72をさらに含む。
【0043】
マットレスコア66は、フォームのような一次材料68と一体化したゲルのような二次材料70を含む。特定の実施形態においてマットレスアセンブリ60の他の構成要素は、一次および二次材料68および70の組合せを含む。そのような実施形態において、他の構成要素は、マットレスコアおよびマットレスカバーの上または下にマットレスパッド、マットレストッパーパッド、1または複数の支持層を含む。
【0044】
特定の実施形態において、一次材料68は、フォームおよび粘弾性フォームのようなポリウレタンを含む。ポリウレタンは、ポリオールおよびジイソシアン酸エステルの化学結合を含んでもよい。特定の実施形態において一次材料68は、概ねポリオール2に対してジイソシアン酸エステル1の割合を含む。ポリウレタン一次材料68は、材料68に多孔性構造を与える複数の空気ポケットを含む。特定の実施形態において、ポリウレタン一次材料68は、開放セルおよび閉鎖セル構造のうち少なくとも一つを有する。閉鎖セル構造の一つの例において、ポリウレタン材料は、化学的に架橋しており、かつ空気ポケットまたは気体充填間隙がポリウレタンフォーム本体の内部に配置されており、本体の外面と最小の接触を有する。開放セル構造の一つの実施例において、空気ポケットが、ポリウレタンフォーム本体内に配置され、1または複数の表面を介して延びる。特定の実施形態において、一次材料68の有孔率および/または密度は、複数の空気ポケットに占有された空間の体積を決定する。特定の実施形態において、低い有孔率の材料は、高い有孔率の材料よりも少ない空気ポケットを有する。有孔率の程度および/または空気ポケットの数は、所望のように選択されることができる。特定の実施形態において、空気ポケットの数は、図7および8にさらに詳細に記載するように、1または複数の網状化プロセスを介して増加する。
【0045】
特定の実施形態において、マットレスコア66は、一次材料68から作製され二次材料70が注入された本体を有することで、二次材料70が、図6を参照して記載したように、一次材料68の内部全体に分布するようにしている。特定の実施形態において、二次材料70は、本発明の範囲から逸脱することなく任意の好適なエラストマーを含む。特定の実施形態において二次材料70はラテックスを含む。二次材料70は、ポリウレタンベースのゲルを含んでもよい。ゲルは、ポリオールおよびジイソシアン酸エステルの化学結合を含んでもよい。特定の実施形態において、ゲルは、概ねポリオール10に対してジイソシアン酸エステル1の割合を含む。代表的なゲル材料には、Technogel Italia SrI, Pozzoleone (VI) Italyによって作製されたLEVAGEL(商標)またはTECHNOGEL(商標)、ならびにDow
Chemical Company, Midland, MI, USAによって製造されたポリウレタンおよびエラストマー材料が含まれ得る。二次材料70は、熱硬化性エラストマーおよび米国特許第5,362,834号、第6,326,412号、および6,809,143号に記載の他のポリマー材料等のポリマー材料を含んでもよい。これらの全体の内容は、本明細書中に参照によって組み込まれる。特定の実施形態において、ゲルは、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた酸化物を含むゲルのうちの少なくとも一つを含む。ゲルは、固体状態または液体状態であってもよい。特定の実施形態において、ゲルは、熱または圧力を加えると、液体から固体状態に遷移してもよい。
【0046】
特定の実施形態において、二次材料70は、一次材料68内の複数の空気ポケットのうちの1または複数を充填する。特定の実施形態において、空気ポケットは一次材料68の内部全体に実質的に均一に配置され、二次材料70は、このようなポケットを充填し、実質的に均一にマットレスコア66の内部全体に分布している。特定の実施形態において、二次材料70は、一次材料68と化学結合を介して一体化する。このような実施形態において二次材料70は、最初は液体状態であり一次材料68と結合する。硬化(curingまたはhardening)している間、二次材料70は、一次材料との化学結合を確立することができる。
【0047】
図6は、マットレス部材を製造するための代表的なプロセス80を示すフロー図である。プロセス80は、フォーム本体または任意の一次材料68から作製された本体を提供する工程から始まる(工程82)。フォーム本体はその後、空気ポケットの体積および/または数を増加するため網状化される(工程84)。網状化されたフォーム本体は、その後、液体ゲルまたは任意の二次材料70と組合される(工程86)。特定の実施形態において、工程82からのフォーム本体は、二次材料70または液体ゲルと組合される。特定の実施形態において、フォーム本体または網状化されたフォーム本体は、液状の二次材料70またはゲルを含有する容器(tubまたはvessel)に浸される。ゲルは、本体に浸み込むようになり、それによって複数の空気ポケットのうちの1または複数を充填する。他の実施形態において、ゲルがフォームまたは網状フォーム本体に注がれて空気ポケットにゲルが注入される。本体に注入された液体ゲルは、硬化プロセスを介して硬化するようになる(工程88)。特定の実施形態において硬化プロセスは、熱および/または圧力の適用を介して刺激されてもよい。
【0048】
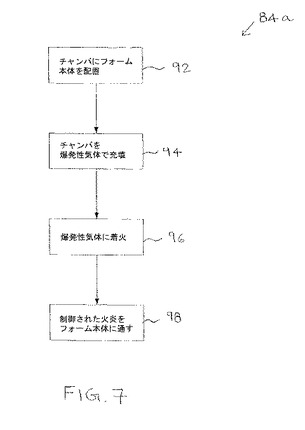
フォーム本体は、熱的プロセスおよび化学的プロセスのうちの少なくとも一つを介して網状化されてもよい。図7は、フォーム本体を網状化するための代表的熱的プロセス84aを示すフロー図である。プロセス84aは、フォーム本体をチャンバまたは容器に配置または封入することから始まる(工程92)。チャンバは、水素および酸素のような爆発性気体で充填されている(工程94)。特定の実施形態において、チャンバは、爆発性気体を充填する前に真空引きされる。爆発性気体は、電気スパークまたは制御された火炎によって着火され(工程96)、それによりフォーム本体内に1または複数の空気ポケットを形成する。特定の実施形態において、制御された火炎は、フォーム本体に通されて本体の特定の部分を除去し、それにより1または複数の空気ポケットをそのような所望の領域に作製する(工程98)。
【0049】
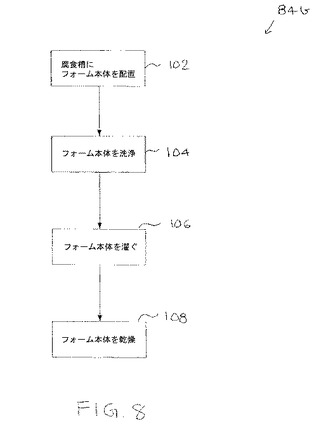
図8は、フォーム本体を網状化するための代表的化学プロセス84bを示すフロー図である。プロセス84aは、腐食槽にフォーム本体を配置する工程から始まる。特定の実施形態において、腐食槽にはNaOH溶液を含有する容器が含まれる。フォーム本体は、所望の任意の継続時間で腐食槽内に静置されてもよい。特定の実施形態において、腐食溶液は、フォームと反応し、かつ本体からフォーム材料を除去し、それにより複数の空隙を生成する。フォーム本体は、腐食槽から取り除かれて洗浄され(工程104)、濯がれ(工程106)、乾燥される(工程108)。
【0050】
本発明は、開示した実施形態を参照して特定の詳細を記載してきたが、さまざまな改変および修正が添付の特許請求の範囲に記載したように本発明の精神と範囲内でなされ得ることが理解されよう。例えば、マットレスは、フォームコア、またはフォームとスプリングの組合せを含んでもよい。マットレスは、一面型または二面型であることができる。結果的に、当業者は、ほんの日常的に過ぎない実験を利用して、本明細書に記載の実施形態および手法に多くの均等物を知るかまたは確認できるであろう。従って本発明は、本明細書に開示の実施形態に限定されないことが理解されようが、法のもとで許される限り広く解釈されるべき特許請求の範囲から理解されるべきである。
【図面の簡単な説明】
【0051】
本発明のさまざまな代表的なシステム、方法、機器、特徴および利点を添付の図面を参照して記載する。添付図面は寸法通りではなく、類似の部品は類似の参照符号で示す。
【図1】図1Aは、本発明に従ったゲル層を有するマットレスパッドの一実施形態を示す。図1Bは、本発明に従ったゲル層を有するマットレスパッドの一実施形態を示す。
【図2】図2は、図1のマットレスパッドの断面図を示す。
【図3】図3は、マットレスおよび基礎の頂部に配置された本発明に従ったマットレスパッドの別の実施形態の断面図を示す。
【図4】図4は、本発明に従ったゲル層を有するマットレスの一実施形態の断面図を示す。
【図5】図5は、フォームおよびゲルを含むマットレスコアを有する代表的マットレスアセンブリを示す。
【図6】図6は、マットレス部材を製造するための代表的プロセスを示すフロー図である。
【図7】図7は、フォームを網状化するための代表的プロセスを示すフロー図である。
【図8】図8は、フォームを網状化するための代表的プロセスを示すフロー図である。
【図1A】
【図1B】
【背景技術】
【0001】
背景
マットレス業界における難題の一つは、身体の全ての部分に快適な支持を提供するマットレスを作ることである。身体に沿った不均一な重量の分布、その輪郭、および側面または背面等の個別の好適な就寝位置のため、内部スプリングのコアから形成されたマットレス表面が、しばしば局所的圧力点を肩および腰などの一部の領域に作りつつ、その一方で背中などの別の領域で支持が不足することがある。
【0002】
一つの解決は、ゲル、およびフォーム、層等の詰物の組合せを取り入れるマットレスパッドの開発であった。通常、ゲル/詰物マットレスパッドは、二つのフォームの層の間に挟まれたゲルの層から、またはフォーム層の上または下に配置されたゲルの層から作製された、除去および交換が可能なパッドである。ゲル層は、粘性ゲル材料で充填された1または複数のポリマー袋体から作製されることができる。通常はゲル層は、マットレスパッドの全体の幅および長さを覆って延び、身体の輪郭に従って支持を提供する。
【0003】
しかしこのようなマットレスパッドは、いくつかの欠点を有し、とりわけマットレスパッドを製造するのに必要なゲル材料の量およびそのようなパッドの重量である。例えばキングサイズマットレスとともに使用するゲルマットレスパッドは、130パウンドまでの重量であり得る。また、ゲル/フォームパッドの重量と弾力性によって、マットレス上にパッドを適切に位置決めおよび/または再位置決めすることが難しくなることがある。
【0004】
従って当技術分野において、減少した重量と高めた操作性を有する改善されたマットレスおよび/またはマットレスパッドの必要性が存在する。
【0005】
発明の概要
本明細書に記載のシステムと方法は、改善されたゲルベースのマットレス、マットレストッパー、およびその製造方法を含む。さらに詳細には、本明細書に記載のマットレスおよび製造方法は、コアを有するか、またはゲル型エラストマーのような熱硬化性材料と一体化した、典型的にはフォームで作製された1もしくは複数の層を有するマットレスを含む。一つの局面において、システムおよび方法は、フォーム、ラテックス、粘弾性フォーム、または他の好適な材料で作製された上部支持層を有するマットレスを含む。上部支持層は、ゲル材料で充填され薄膜層で覆われたチャンネルを含む。一つの特定の実施形態において、上部支持層は、入り組んだ(convoluted)ポリウレタンフォームの詰物層を含むマットレストッパーを備える。この詰物層は、フォームの幅に渡って延び、かつ横たわったユーザーの肩の近くになるであろう場所に、詰物層の長さに沿って位置決めされたチャンネルを有する。ゲル充填されたチャンネルの実際の場所、サイズおよび形状は、トッパーに一体化されたそのようなゲル充填されたチャンネルの数によって変わることがあり、実際のサイズ、場所、形状、および採用された数は、マットレスの用途および使用に応じて変わる。
【0006】
本発明の別の局面は、液状のゲルをチャンネルに流し込むプロセスを介して上部支持層を形成する製造プロセスを提供する。液体ゲルは、柔軟で弾力のある固体材料に硬化するようになる。ゲルは、チャンネルの底に付着して上部支持層にしっかりと合わせることができる。付加的工程において、薄いプラスチックフィルムが硬化したゲルを覆って置かれてもよい。
【0007】
また本明細書に記載の方法は、ゲルマットレス、トッパー、またはパッドを作製するのに必要なゲル材料の量の減少を、およびその結果として製品の重量の減少を提供する。さらに、ゲル材料の減少した使用により費用削減が実現される。ゲル/詰物の組合せクッションの別の利点は、ほぼ完全にゲル材料で作製された同じサイズのクッションと比較して、その高められた操作性および減少した重量である。
【0008】
本発明の一局面に従って、ゲル部は、クッション、マットレス、またはマットレスパッド上で頻繁に使用に供する場所に位置決めされる。例えばキングまたはクイーンサイズのベッドのような大型ベッドは、並んだ二つの頻繁に使用される場所を有することがある。
【0009】
発明の一局面において、マットレスパッドは一枚の布で覆われたクッション層を含む。マットレスパッドの外部は、キルティングしたパターンを有することがある。クッション層は、詰物部およびゲル部から形成され得る。詰物部は、クッション層の周縁を形成し、開孔を含む。ゲル材料は開孔に注入されて硬化するようになる。硬化したゲル部は、詰物部に結合されることができる。ゲル部の頂面は詰物部の頂面と同一平面上にあるため、クッション層は実質的に平坦な頂面を有する。同様に、ゲル部の底面は、詰物部の底面と実質的に同一平面上にあることができる。
【0010】
別の実施形態によれば、ゲル部の頂面および底面の一方または両方は、詰物部の各頂面および底面と不揃いであってもよく、例えば詰物層の頂面よりも低くてもよい。追加の詰物材料が、ゲル部の頂面に置かれて実質的に水平なクッション層を形成してもよい。
【0011】
別の実施形態によれば、詰物部は、各開孔内で硬化されたゲルを有する2以上のチャンネルを含んでもよい。
【0012】
別の実施形態によれば、ゲル部は、安定な非流動性ゲル(nonflowing gel)から形成されてもよい。別の実施形態において、ゲル部は、液体ゲル、フォームゲル、粘弾性ゲル、またはそれらの組合せから形成されてもよい。さらに別の実施形態において、ゲル部は、ゲル充填された袋体から形成されてもよい。別の実施形態において、ゲル部は、耐穿刺性および/または漏れ耐性であってもよい。好適なゲルには、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた酸化物を含むゲルが含まれ得る。
【0013】
別の局面において、本明細書に記載のシステムと方法には、マットレスコアおよび/または支持層のような1または複数のマットレス部材を有するマットレスアセンブリが含まれる。マットレスアセンブリには多孔性ポリウレタン本体が含まれる。この多孔性ポリウレタン本体は、本体内に不均一に分布され、少なくとも部分的に熱硬化エラストマーで充填された複数の空気ポケットを有する。特定の実施形態において、多孔性ポリウレタン本体には、フォーム(foam)、ラテックス、粘弾性フォーム、プラスチック、ポリマー、および天然繊維の少なくとも一つが含まれる。別の局面において、マットレスアセンブリには、エラストマーが注入された多孔性ポリウレタンセル構造を有することで、エラストマーが本体中の複数の空気ポケットを充填し、多孔性ポリウレタンセル構造と結合するようにしている本体が含まれる。さらに別の局面においてマットレスアセンブリには、複数の空気ポケットを有する多孔性ポリウレタンセル構造、および複数の空気ポケット内に配置されて多孔性ポリウレタンセル構造と結合された液体エラストマーが含まれる。
【0014】
特定の局面において、本明細書に記載のシステムと方法には、マットレスに使用するための、複数の空気ポケットを有する多孔性ポリウレタンスラブを提供する工程を含む、マットレス、マットレスアセンブリ、およびマットレス部材の製造方法が含まれる。方法にはさらに、多孔性ポリウレタンスラブを液体エラストマーと組合せることで、液体エラストマーが少なくとも部分的に複数の空気ポケットを充填する工程、および液体エラストマーを硬化して、硬化された液体エラストマーの一部と混合された、多孔性ポリウレタンスラブを一部に有するマットレス部材を形成する工程が含まれる。特定の実施形態において、多孔性ポリウレタンスラブを液体エラストマーと組合せる工程には、多孔性ポリウレタンスラブに液体エラストマーを注入する工程が含まれる。特定の実施形態において、多孔性ポリウレタンスラブと液体エラストマーを組合せる工程には、多孔性ポリウレタンスラブを液体エラストマーの所定の体積中に浸漬する工程が含まれる。
【0015】
特定の実施形態において、多孔性ポリウレタンスラブには、網状ポリウレタンスラブが含まれ、網状ポリウレタンスラブを提供する工程には、複数の空気ポケットを多孔性スラブ内に生成する工程が含まれる。複数の空気ポケットは、多孔性ポリエチレンスラブの一部に腐食性溶液を塗布することで生成されることができる。特定の実施形態において、空気ポケットは、多孔性ポリウレタンスラブを、水素または酸素のような爆発性の気体と組合せることによって生成されることができ、爆発性の気体に着火して多孔性ポリウレタン内に複数の空気ポケットを生成する。そのような実施形態において、多孔性ポリウレタンスラブは、爆発性気体を有するチャンバに通される。特定の実施形態において、網状ポリウレタンスラブと液体エラストマーを組合せる工程には、液体エラストマーを網状ポリウレタンスラブに注入する工程が含まれる。
【0016】
先述および他の本発明の目的、特徴、および利点は、次の説明から、および特許請求の範囲からさらに明らかになるであろう。
【0017】
例示の実施形態の説明
ここで図面を参照し、全体を通して類似の参照符号は類似の要素を示し、図面が提供する各図は本発明のさまざまな実施形態を示す。しかし本明細書に例示および記載の実施形態は、本明細書に記載の発明を作製し、使用することを可能とすることを目的とするために提供され、網羅的ではなく、いかなる場合も限定して理解されるべきではない。
【0018】
上記の概要に記載したように、さまざまな例示の実施形態において、本明細書に記載のシステムと方法は、典型的にはゲルタイプエラストマーのような熱硬化材料と一体化したフォームで作製された、コアまたは一もしくは複数の層を有するマットレスおよびマットレスを製造する方法に関する。特定の局面において図1A〜4に示すように、システムと方法は、典型的または頻繁に使用されると予測される場所にゲルの部分を有するトッパーを有するマットレスを含む。本発明は、液体ゲル材料が支持層内のチャンネルまたは空洞に注入されて適所で硬化され、支持層内に一体形成された柔軟な固体ゲル材料を提供する製造プロセスをさらに含む。別の局面において図5〜8に示すように、多孔性フォーム本体およびゲルが本体内で混合されることで、多孔性フォーム内で部分空気ポケットをゲルが占めるようにする。システムと方法はまた、液体ゲルがフォーム本体内で空気ポケットを充填し、かつ硬化されて、フォームおよびゲルの有利な特性を有するマットレスコアまたは支持層を提供する製造プロセスを含む。
【0019】
図1Aおよび1Bは、休憩および/または就寝のためにマットレスに横たわるとき、人の腰部であろう場所に概ね隣接する領域に位置決めされたゲル部を有するマットレス支持層の第1の実施形態を示す。特に図1Aは、詰物部12および第1のゲル部18を有するマットレス支持層10の実施形態を示す。図示のようにマットレス支持層10は、一つのゲル部で作製されているが、マットレス支持層は複数ゲル部を有し、この部分が、支持される身体の領域およびマットレスのサイズに応じて異なるサイズと形状であってもよいことが理解されよう。例えばクイーンサイズマットレスは、所定のサイズのゲル部を有することができ、かつキングサイズマットレスはさらに大きいゲル部または別のゲル部を有してもよい。明瞭の目的のため図1Aおよび1Bに示す支持層10は、羽布張りなしで提供されている。しかしマットレス支持層10は、1または複数の布の層およびオプションの取り外しカバーで覆われてもよいことが理解されよう。また支持層10は、マットレスアセンブリから分離して示されているが、使用に際して、マットレス支持層10は、マットレストッパー、およびマットレスコアのすぐ上に配置された上部就寝層として、または取り外しマットレスパッドとして、マットレスアセンブリに取り付けられてもよいことが理解されよう。また本明細書に記載のシステムと方法は、マットレスおよびマットレストッパー、を示しているが、当業者であれば、本明細書の範囲から逸脱することなく他のクッションおよび家具が本発明を採用することができることが理解されよう。例えば本発明のシステムと方法は、自動車用シートクッション、ソファークッション、枕、および他のそのようなクッションおよび支持を含む、ソファー(futon)マットレス、シートクッションを提供するために使用されてもよい。
【0020】
さらに詳細には、図1Aは、腰部領域に配置されたゲル材料の部分を含む一つの実施形態のマットレストッパーの平面図を示す。図示のマットレストッパーは、マットレスの上面に敷かれ、かけ布の覆いでカバーされて適切な美的外観を提供することができるタイプのものである。トッパーは、縫い合わせ、ファスナー、または他の機構によって、マットレスの上部の布張り面に合わされて追加の支持の層を提供してもよい。
【0021】
特に図1Aは、入り組んだフォームの層内に形成された5つのゾーンを含む上部支持層10を示す。図示した実施形態において、上部支持層10は、首と肩を支持するであろう入り組んだフォームのゾーン12、腰部を支持するように位置決めされたゾーン14、太股の領域に位置決めされたゾーン16、および下肢の領域に位置決めされたゾーン20を含む。図示の実施形態において、腰部領域18は、柔軟な弾性ゲル材料の層を含む。腰部ゾーン18は、支持層10の幅に実質的に渡っており、概ね9インチ幅であり、標準的クイーンサイズのマットレスで使用するためのサイズである。
【0022】
図1Bを参照すると、一つの実施形態において、上部支持層10は、領域12、14、および20に渡って矩形格子(egg crate)構造を有する入り組んだフォームの層を備えるということが分かる。滑らかなフォーム部分が領域16において提供されており、ゲル材料が腰部領域18に位置決めされている。一つの実施形態において、上部支持層10の入り組んだフォームは、回旋形成(convolution)プロセス中に形成され、上部支持層10の表面に半インチの深さで切り込まれたチャンネルを有する。領域18の半インチの深さのチャンネルは、ゲル材料が配置されることができる凹みを提供する。以下にさらに詳細に説明するように、一つのプロセスにおいてゲル材料が液体状のままで半インチの凹みにゲル材料が注入される。液体ゲルはその後、触るといくぶん粘着質である柔軟な弾性ゼラチン質材料になるまで硬化させる。硬化プロセス中、液体ゲルは、ポリウレタンフォームであり得る入り組んだフォームに付着することができ、それにより凹み内に固定される。一つの実施形態において、チャンネルは、約4分の1インチから約4インチ以上までの範囲の深さを有することができる。例えばチャンネルは約4分の1インチの深さ、3分の1インチの深さ、1インチの深さ、2インチの深さ、3インチの深さ、4インチの深さ、またはその間の任意の深さであってもよい。
【0023】
上部支持層10は、ポリウレタンフォーム、ラテックス、粘弾性フォーム、または他の何らかの好適な材料であることができる。一つの実施形態において、支持層10は、フォームブロックの一部を切り取ることによって格子状表面および陥凹チャンネルを形成する、プログラム可能回旋形成マシンによって形成されたポリウレタンフォームである。このようなフォーム回旋形成マシンの使用は当業者に公知である。一つの実施において回旋形成マシンは、腰部領域18においてフォームブロックにチャンネルを切り込むことで、チャンネルが充分にマットレスの一方側から他方へ至るようにする。領域18の周囲は矩形形状を有するとして図示されているが、楕円、正方形、ヒト形もしくは任意の他の形状等、規則的または不規則的な任意の好適な形状であってもよい。
【0024】
この注入プロセスおよび硬化プロセスを容易にするため、図1Bは、入り組んだ(convoluted)フォームパッド10が、上部支持層10の全長に沿って図示の実施形態においてそれぞれ延びる二つのサイドレール11および13と合わされてもよいことを示す。図1Bに示した実施形態において、入り組んだフォーム内で形成されたチャンネルは、フォーム層の一方側から他方側へ充分に延びる。図示のフォームレール11および13は、支持層10の側部に突き合わされ、かつ付着されることで、支持層10内に形成された半インチの深さのチャンネルのために側壁を提供する。このようなサイドレール11および13は、チャンネル内で液体ゲルを維持するように作用する。またサイドレール11および13は、支持層10の縁に沿って作用面(work surface)として作用することができる。例えば詰物または他の材料が、サイドレール11および13に縫い合わされ、または他に取り付けられ、それによってゲル部を貫通したり、または別に損傷することを避けることができる。
【0025】
サイドレール11および13は、ポリウレタンフォームであってよく、これらは、支持層10の側部に接着されることができる。図示の実施形態において、サイドレール11および13は、支持パッド10の全長に渡って延びる。しかし所望による代替の実施形態において、サイドレール11および13は、さらに小さい側壁に置き換えられてもよい。この側壁は、フォーム内のチャンネル切り込みに嵌め込まれ、チャンネルのいずれかの端部に位置決めされて、液体ゲルが適所に注入されるとき、これがチャンネルから溢れることを防ぐダムとして作用することができる。また別の所望による実施形態において、支持層10内に形成されたチャンネルが、支持層10の両端間に位置決めされることで、液体ゲル材料がチャンネルから溢れることを防ぐ側壁を提供する残りのフォーム材料によって、チャンネルの各端部が閉じられてもよい。支持層10内の陥凹チャンネルは、回旋形成器(convoluter)またはフォームのブロックを切り込むフォーム形成器(foam router)、または材料の成形もしくは押出しのような任意の他の好適な技術によって形成されることができる。採用された技術は、切断の形状および切断される材料に依存することがある。
【0026】
図1Aおよび1Bに示した実施形態において、領域18に形成されたチャンネルは、支持層10の他のゾーンの水平高さをゲル材料にもたらす高さまで、ゲル材料で充填されている。これは、さらに平らな上部支持面およびより高いユーザーの快適性を提供する。
【0027】
所望による代替の実施形態において、ゲルは袋(pouchまたはbag)に含まれ、上部支持層10に形成されたチャンネル凹部に嵌められてもよい。パッケージに入ったゲルは、部分18におけるチャンネル凹部の内周に嵌り込み、これに凭れて当接することができ、例えばヒートシール、縫い付け、接着、結束、ステープル留め、または当業者に公知の他の方法によって、チャンネル凹部の内壁および底壁に摩擦嵌合もしくは結合されることができる。
【0028】
ゲル部は、液体または固体ゲルから形成されることができる。ゲル部は、液体ゲルをチャンネル凹部に注入することによって、または寸法安定性、弾性のあるゲルのブロックからゲル部を切り出すことによって形成されてもよい。あるいはゲルは、所望の形状に成形または押し出されてもよい。代替の実施形態において、ゲル部は、粘性ゲルで充填された袋体(bladder)から形成されてもよい。この袋体は、所望の形状に形成するため、例えば可撓性プラスチックの2枚のシートの縁を共にシールすることで形成されることができる。あるいはゲル部は、フォームゲル、または液体、固体、および/もしくはフォームゲルの組合せから形成されてもよい。好適なゲルには、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた1または複数の酸化物を含むゲルが含まれる。好ましくはゲルは寸法安定的である。
【0029】
さらに別の実施形態において、ゲルは、二つの工程中においてマットレスへ配置されてもよい。第1の工程において、寸法安定性のあるゲルのブロックがチャンネル凹部に置かれることで、ゲルブロックの側部と陥凹チャンネルの内側壁との間にギャップが存在するようにする。第2の工程において、液体ゲルが、陥凹チャンネルに、所望によりブロックを覆って注入されて、ゲルブロックをフォーム支持層に付着させることができる。
【0030】
図2は、ライン2−2’に沿った図1のマットレスパッドの断面図を示す。図2に示すようにゲル部18および詰物部12の頂面は、実質的に互いに同一平面であり、フォーム詰物はゲル部の下に延び、ゲル材料が定着および付着することができる底壁を提供する。しかし別の実施形態において、ゲル部18の表面は、詰物部12の表面よりも高いか低くあってもよい。
【0031】
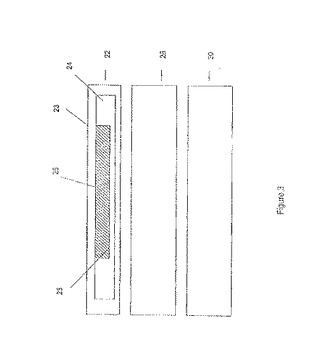
図3は、マットレス28および基礎30の上に位置決めされた、本発明に従ったマットレスパッド22の別の実施形態の断面図を示す。マットレスパッド22は、カバー23に入れられた詰物部24およびゲル部26を備える。カバー23は、取り外すことができるか、または詰物およびゲル部に永久に合わさることができる。
【0032】
この実施形態において、詰物部24は凹部25を含む。マットレスパッド10に類似して、ゲル部26は凹部25に嵌り込む。詰物層24および凹部25は、上記のように、または一つが開孔を含み一つが完全な層である詰物材料の二つの層を結合することによって形成されることができる。詰物部の高さは、約1.5インチから約6インチであり、凹部25が約1インチから約4インチの高さであることができる。詰物層の長さおよび幅ならびにゲル部の寸法は、上記の通りである。
【0033】
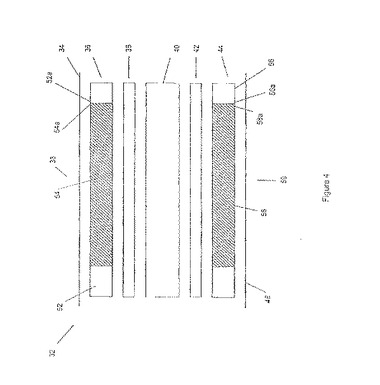
図4は、本発明に従った二つのクッション層を有するマットレスの一実施形態の断面図である。マットレス32は、マットレスコア40の上部にいくつかの層を含んで第1の就寝面33を形成し、かつマットレスコア40の下に数層を含んで第2の就寝面59を形成する。第1の就寝面33は、マットレスコア40の上部に、布層34、クッション層36、および、パッド層38を有する。ひっくり返すと、第2の就寝面59は、マットレスコア40の上部に、布層46、クッション層44、およびパッド層42を有する。
【0034】
布層34および46は、綿、ポリエステル、または任意のブレンドの材料のようなマットレス用外部カバーとして使用される任意の布であってよい。布層34および46は、各クッション層36および44に、縫われるかまたは別の方法で結合されて、就寝面33および59にキルティングしたパターンを形成することができる。クッション層36およびクッション層44は、実質的に同一であり、図1から3に上記のマットレスパッドに類似していてもよい。クッション層36は、詰物部52および第1のゲル部54を有する。クッション層44は、第2の詰物部56および第2のゲル部58を有する。詰物部52および56は、クッション層36および44の周囲を形成し、静養中の人によってはあまり使用されない。上記のように詰物部52および56は、フォーム、プラスチック、ラテックス、粘弾性フォーム、ポリマー、天然繊維、合成繊維、またはクッション効果を提供することができる任意の他の材料、あるいはこれらの組合せから形成されてもよい。開孔は、詰物部52および56に、詰物層を切り取ることによって、または材料を成形または押出し等することにより、所望の形状の開孔を有する型の周囲に詰物層52および56を形成することによって、形成されてもよい。
【0035】
ゲル部54および58は、詰物部52および56に形成された開孔を充填し、それらの縁54aおよび58bは、それぞれ詰物部52および56の内周52aおよび56aで終端する。詰物部52およびゲル部54の頂面は、実質的に互いに同一平面上であり、詰物部56および第2のゲル部58の頂面も同様である。詰物部52の内周52aは、ゲル部54の縁54aへ、硬化中に、または、例えば熱シール、縫い付け、接着、結束、ステープル留め、もしくは他の方法等、他の手段によって結合されることができる。第2の詰物部の内周56aは、同様に第2のゲル部58の縁58aに結合されることができる。開孔ならびにゲル部54および58は、人がマットレス上で静養してる間に、例えば読書、就寝等している間に、通常に利用する領域の下でクッション層36および44中に位置決めされる。一つの実施形態においてゲル部54および58は、各就寝面33および39の、約50%から約90%を形成し、さらに好ましくは約60%から約80%を形成する。
【0036】
マットレス32は、各就寝面33および39に対して一つの層36および44である二つのクッション層を有するとして示しているが、マットレスは、一つのクッション層を含んでもよいことが理解されよう。また別のパッド層が本発明のマットレスに含まれてもよいこと、図示したものの代わりに、パッド層が布層34とクッション層36との間に位置決めされてもよいこと、またはパッド層が含まれなくてもよいことが理解されよう。
【0037】
パッド層38および42は、布、フェルト、もしくはポリマーのシート、綿、ナイロン、またはポリエステル詰物、あるいはフォーム、プラスチック、ポリマー、天然繊維、合成繊維、または任意の他の材料の層、あるいはこれらの組合せから形成されることができる。パッド層38および42は、クッション効果を提供することができ、またはクッション層36および/または44をカバーすることができる。一つの所望による実施形態において、マットレスは、所望により滑らかな就寝面を有するキルティングされていないマットレスカバーを備えるカバーパネルを有することができる。この実施形態において、典型的には3層である複数層を載せたマットレスパネルが、マットレスの上面を覆って提供されてもよい。例えば載せられたカバーパネルは、頂部布層、中間充填材層、および裏打ち層から形成されてもよい。所望により難燃材料の層が存在してもよい。いずれの実施形態においても、頂部層は、綿、リンネル、合成繊維、または何らかの他の材料の組合せの材料の布層であることができる。適切な美的外観を提供するため、頂部層は、布の平坦なシートであってもよく、または王冠を頂いた外観を生じる、パネルの周囲縁に形成された角度付けしたリップを有した実質的に平坦なシートであってもよい。このリップは、パネルの各コーナーから材料の楔を切り出して、頂部層の切断された部分を共に合わせることによって形成されることができる。リップのサイズは、長さにおいて約0.5インチから約7インチであり、この長さは、所望の外観または用途の必要に応じて選択された長さである。
【0038】
充填材層は、フォーム、綿詰物、ゲル、ラテックス、粘弾性フォーム、または他の公知の詰物材料、およびまたは詰物材料の組合せ等の任意の詰物材料から形成されることができる。所望により充填材層は、マットレスのゲル詰物層を覆って敷かれることができる通常の充填および詰物材料の層を提供する。しかし別の実施形態において、充填層自体は、そこに形成された1または複数の、上記のようにゲル材料で充填された凹部を有するフォーム層を含んでもよい。これにより、マットレス本体のゲル詰物を覆って静置することができる、ゲル材料を搭載したパネルを提供することができる。しかし別の実施形態において、ゲル材料のこのパネルは、通常のマットレス本体を覆って配置されることができ、それによりマットレスにおいて使用されるゲル材料の唯一の層となる。
【0039】
いずれの実施形態においても、充填層は、実質的に平坦な滑らかな上面を有することができ、または織り目加工もしくはパターン付けされた上面を有することができる。実施形態によっては、充填層の中央部分が均一の高さを有することができ、かつ高さがパネルの縁に向けて均一な角度で減少し得るものもある。これは選択により、マットレスに王冠を頂く外観を与えるゲル材料の層を含む上部パネルを提供する。
【0040】
所望による耐火層は、充填層と布層との間に配置されることができる。耐火層は、所望によりマットレスパネルの全上面を覆って、かつパネルの縁周囲に延びる。難燃材は、例えばKEVLAR(商標)、PET(ポリエステル)バインダー繊維、有機リン酸系材料、(塩素またはより一般的には臭素で典型的にはハロゲン化した)ハロゲン化有機材料、または窒素ベースの化合物のような任意の好適な材料であってよい。市販の材料は、商標名NOMEX、KEVLAR、INDURAで売られており、採用される実際の材料は、マットレスタイプ(例えばオープンコイル、ポケット型コイル、フォーム、水)、マットレスサイズ、材料コスト、および他のそのような設計検討事項を含む用途の詳細に依存し得る。
【0041】
耐火層の下には、裏打ち層が取り付けられてもよい。裏打ち層は、綿またはリンネルのような天然繊維、アルミニウム、グラスファイバー、合成繊維、またはこれらの混合物等の材料のシートから形成されることができる。このような三つの層は、共に合わせられて王冠を頂いたパネルを形成することができ、そのパネルは、上面を覆って配置され、マットレスに合わされて滑らかな就寝面を提供することができる。
【0042】
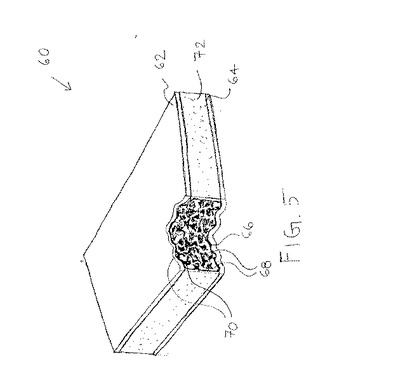
特定の実施形態において、図5〜8に示すように、マットレスコアまたは1もしくは複数の支持層は、多孔性フォーム本体の内部で、ゲルが空気ポケットの一部を占有するようにゲルが混合されている多孔性フォーム本体およびゲルから形成される。図5は、フォームおよびゲルを含むマットレスコアを有する代表的なマットレスアセンブリ60を示す
。さらに詳細には、マットレスアセンブリ60は、上部支持層12、下部支持層14、およびマットレスコア66を含む。マットレスアセンブリ60は、上部および下部層62および64の周囲部に取り付けられ、かつマットレスコア66の側部辺縁領域に沿った側壁72をさらに含む。
【0043】
マットレスコア66は、フォームのような一次材料68と一体化したゲルのような二次材料70を含む。特定の実施形態においてマットレスアセンブリ60の他の構成要素は、一次および二次材料68および70の組合せを含む。そのような実施形態において、他の構成要素は、マットレスコアおよびマットレスカバーの上または下にマットレスパッド、マットレストッパーパッド、1または複数の支持層を含む。
【0044】
特定の実施形態において、一次材料68は、フォームおよび粘弾性フォームのようなポリウレタンを含む。ポリウレタンは、ポリオールおよびジイソシアン酸エステルの化学結合を含んでもよい。特定の実施形態において一次材料68は、概ねポリオール2に対してジイソシアン酸エステル1の割合を含む。ポリウレタン一次材料68は、材料68に多孔性構造を与える複数の空気ポケットを含む。特定の実施形態において、ポリウレタン一次材料68は、開放セルおよび閉鎖セル構造のうち少なくとも一つを有する。閉鎖セル構造の一つの例において、ポリウレタン材料は、化学的に架橋しており、かつ空気ポケットまたは気体充填間隙がポリウレタンフォーム本体の内部に配置されており、本体の外面と最小の接触を有する。開放セル構造の一つの実施例において、空気ポケットが、ポリウレタンフォーム本体内に配置され、1または複数の表面を介して延びる。特定の実施形態において、一次材料68の有孔率および/または密度は、複数の空気ポケットに占有された空間の体積を決定する。特定の実施形態において、低い有孔率の材料は、高い有孔率の材料よりも少ない空気ポケットを有する。有孔率の程度および/または空気ポケットの数は、所望のように選択されることができる。特定の実施形態において、空気ポケットの数は、図7および8にさらに詳細に記載するように、1または複数の網状化プロセスを介して増加する。
【0045】
特定の実施形態において、マットレスコア66は、一次材料68から作製され二次材料70が注入された本体を有することで、二次材料70が、図6を参照して記載したように、一次材料68の内部全体に分布するようにしている。特定の実施形態において、二次材料70は、本発明の範囲から逸脱することなく任意の好適なエラストマーを含む。特定の実施形態において二次材料70はラテックスを含む。二次材料70は、ポリウレタンベースのゲルを含んでもよい。ゲルは、ポリオールおよびジイソシアン酸エステルの化学結合を含んでもよい。特定の実施形態において、ゲルは、概ねポリオール10に対してジイソシアン酸エステル1の割合を含む。代表的なゲル材料には、Technogel Italia SrI, Pozzoleone (VI) Italyによって作製されたLEVAGEL(商標)またはTECHNOGEL(商標)、ならびにDow
Chemical Company, Midland, MI, USAによって製造されたポリウレタンおよびエラストマー材料が含まれ得る。二次材料70は、熱硬化性エラストマーおよび米国特許第5,362,834号、第6,326,412号、および6,809,143号に記載の他のポリマー材料等のポリマー材料を含んでもよい。これらの全体の内容は、本明細書中に参照によって組み込まれる。特定の実施形態において、ゲルは、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた酸化物を含むゲルのうちの少なくとも一つを含む。ゲルは、固体状態または液体状態であってもよい。特定の実施形態において、ゲルは、熱または圧力を加えると、液体から固体状態に遷移してもよい。
【0046】
特定の実施形態において、二次材料70は、一次材料68内の複数の空気ポケットのうちの1または複数を充填する。特定の実施形態において、空気ポケットは一次材料68の内部全体に実質的に均一に配置され、二次材料70は、このようなポケットを充填し、実質的に均一にマットレスコア66の内部全体に分布している。特定の実施形態において、二次材料70は、一次材料68と化学結合を介して一体化する。このような実施形態において二次材料70は、最初は液体状態であり一次材料68と結合する。硬化(curingまたはhardening)している間、二次材料70は、一次材料との化学結合を確立することができる。
【0047】
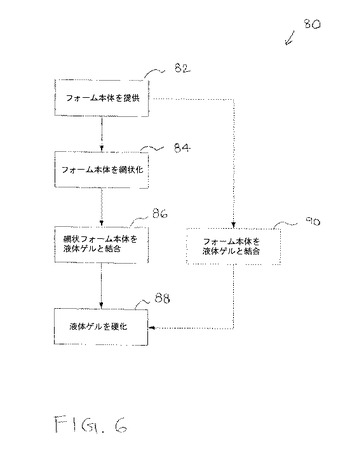
図6は、マットレス部材を製造するための代表的なプロセス80を示すフロー図である。プロセス80は、フォーム本体または任意の一次材料68から作製された本体を提供する工程から始まる(工程82)。フォーム本体はその後、空気ポケットの体積および/または数を増加するため網状化される(工程84)。網状化されたフォーム本体は、その後、液体ゲルまたは任意の二次材料70と組合される(工程86)。特定の実施形態において、工程82からのフォーム本体は、二次材料70または液体ゲルと組合される。特定の実施形態において、フォーム本体または網状化されたフォーム本体は、液状の二次材料70またはゲルを含有する容器(tubまたはvessel)に浸される。ゲルは、本体に浸み込むようになり、それによって複数の空気ポケットのうちの1または複数を充填する。他の実施形態において、ゲルがフォームまたは網状フォーム本体に注がれて空気ポケットにゲルが注入される。本体に注入された液体ゲルは、硬化プロセスを介して硬化するようになる(工程88)。特定の実施形態において硬化プロセスは、熱および/または圧力の適用を介して刺激されてもよい。
【0048】
フォーム本体は、熱的プロセスおよび化学的プロセスのうちの少なくとも一つを介して網状化されてもよい。図7は、フォーム本体を網状化するための代表的熱的プロセス84aを示すフロー図である。プロセス84aは、フォーム本体をチャンバまたは容器に配置または封入することから始まる(工程92)。チャンバは、水素および酸素のような爆発性気体で充填されている(工程94)。特定の実施形態において、チャンバは、爆発性気体を充填する前に真空引きされる。爆発性気体は、電気スパークまたは制御された火炎によって着火され(工程96)、それによりフォーム本体内に1または複数の空気ポケットを形成する。特定の実施形態において、制御された火炎は、フォーム本体に通されて本体の特定の部分を除去し、それにより1または複数の空気ポケットをそのような所望の領域に作製する(工程98)。
【0049】
図8は、フォーム本体を網状化するための代表的化学プロセス84bを示すフロー図である。プロセス84aは、腐食槽にフォーム本体を配置する工程から始まる。特定の実施形態において、腐食槽にはNaOH溶液を含有する容器が含まれる。フォーム本体は、所望の任意の継続時間で腐食槽内に静置されてもよい。特定の実施形態において、腐食溶液は、フォームと反応し、かつ本体からフォーム材料を除去し、それにより複数の空隙を生成する。フォーム本体は、腐食槽から取り除かれて洗浄され(工程104)、濯がれ(工程106)、乾燥される(工程108)。
【0050】
本発明は、開示した実施形態を参照して特定の詳細を記載してきたが、さまざまな改変および修正が添付の特許請求の範囲に記載したように本発明の精神と範囲内でなされ得ることが理解されよう。例えば、マットレスは、フォームコア、またはフォームとスプリングの組合せを含んでもよい。マットレスは、一面型または二面型であることができる。結果的に、当業者は、ほんの日常的に過ぎない実験を利用して、本明細書に記載の実施形態および手法に多くの均等物を知るかまたは確認できるであろう。従って本発明は、本明細書に開示の実施形態に限定されないことが理解されようが、法のもとで許される限り広く解釈されるべき特許請求の範囲から理解されるべきである。
【図面の簡単な説明】
【0051】
本発明のさまざまな代表的なシステム、方法、機器、特徴および利点を添付の図面を参照して記載する。添付図面は寸法通りではなく、類似の部品は類似の参照符号で示す。
【図1】図1Aは、本発明に従ったゲル層を有するマットレスパッドの一実施形態を示す。図1Bは、本発明に従ったゲル層を有するマットレスパッドの一実施形態を示す。
【図2】図2は、図1のマットレスパッドの断面図を示す。
【図3】図3は、マットレスおよび基礎の頂部に配置された本発明に従ったマットレスパッドの別の実施形態の断面図を示す。
【図4】図4は、本発明に従ったゲル層を有するマットレスの一実施形態の断面図を示す。
【図5】図5は、フォームおよびゲルを含むマットレスコアを有する代表的マットレスアセンブリを示す。
【図6】図6は、マットレス部材を製造するための代表的プロセスを示すフロー図である。
【図7】図7は、フォームを網状化するための代表的プロセスを示すフロー図である。
【図8】図8は、フォームを網状化するための代表的プロセスを示すフロー図である。
【図1A】
【図1B】
【特許請求の範囲】
【請求項1】
内周および頂面を有し、前記頂面に形成された陥凹領域を有し、凹部底壁を規定する
詰物層と、
頂面および、前記詰物層の内周を境界付ける外周を有し、前記詰物層の内周および前記凹部底壁のうちの少なくとも一つに付着されたゲル層とを備え、前記詰物層の頂面および前記ゲル層の頂面が実質的に同一平面であるマットレストッパーパッド。
【請求項2】
前記詰物層が、フォーム、ラテックス、プラスチック、ポリマー、粘弾性フォーム、天然繊維、合成繊維の少なくとも一つを備える、請求項1に記載のマットレストッパーパッド。
【請求項3】
前記ゲル層が、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた酸化物を含むゲルの少なくとも一つを備える、請求項1に記載のマットレストッパーパッド。
【請求項4】
前記ゲル層が、固体ゲル材料を備える、請求項1に記載のマットレストッパーパッド。
【請求項5】
前記ゲル層が、粘性ゲル材料を備える、請求項1に記載のマットレストッパーパッド。
【請求項6】
前記ゲル層が、粘弾性ゲル材料を備える、請求項1に記載のマットレストッパーパッド。
【請求項7】
前記ゲル層が、フォームゲルを備える、請求項1に記載のマットレストッパー。
【請求項8】
前記ゲル層が、寸法安定性のあるゲルを備える、請求項1に記載のマットレストッパー。
【請求項9】
前記ゲル層が、袋体をさらに備える、請求項1に記載のマットレストッパーパッド。
【請求項10】
前記詰物層が、入り組んだ表面を有する第1のゾーンおよび滑らかな表面を有する第2のゾーンを含む、請求項1に記載のマットレストッパーパッド。
【請求項11】
前記陥凹領域が、腰部領域、中央領域ならびに頭および首領域のうちの少なくとも一つに隣接する場所に位置決めされている、請求項1に記載のマットレストッパー。
【請求項12】
前記ゲル層が、ゲル硬化プロセス中に形成された結合によって、前記詰物層に合わされている、請求項1に記載のマットレストッパーパッド。
【請求項13】
前記ゲル層を覆って配置された薄膜シートをさらに備える、請求項1に記載のマットレストッパーパッド。
【請求項14】
前記詰物層および前記ゲル層をカバーする布層を備える、請求項1に記載のマットレストッパーパッド。
【請求項15】
詰物材料を提供する工程と、
側壁および底壁を有する前記詰物材料中に陥凹領域を形成する工程と、
ゲル材料を前記陥凹領域に提供し、前記ゲル材料を前記側壁および前記底壁の少なくとも一つに結合する工程と、を含むマットレストッパーパッドを製造する方法であって、前記詰物材料の頂面および前記ゲル材料の頂面が、実質的に同一平面である製造方法。
【請求項16】
ゲル材料を前記陥凹領域に提供する工程が、液体ゲル材料を前記陥凹領域に注入し、かつ前記液体ゲルを硬化する工程を含む、請求項15に記載の方法。
【請求項17】
前記詰物層および前記ゲル層を布層でカバーする工程を含む、請求項15に記載の方法。
【請求項18】
ゲル層の外周を形状化する工程を含む、請求項15に記載の方法。
【請求項19】
前記詰物材料に陥凹領域を形成する工程が、腰、中央、または頭および首の少なくとも一つに隣接する場所に陥凹領域を形成する工程を含んだ、請求項15に記載の方法。
【請求項20】
サイドレールを前記陥凹領域のいずれかの端に接続する工程を含む、請求項15に記載の方法。
【請求項21】
布層を前記サイドレールに取り付ける工程を含む、請求項20に記載の方法。
【請求項22】
マットレスコアと、
前記マットレスコアの頂部に位置決めされ、内周および頂面を有し、前記頂面に形成された陥凹領域を有し、凹部底壁を規定する詰物層と、
頂面および前記詰物層の内周を境界付ける外周を有し、前記詰物層の内周および前記凹部底壁の少なくとも一つに付着されたゲル層とを備え、前記詰物層の頂面および前記ゲル層の頂面が実質的に同一平面であるマットレス。
【請求項23】
前記ゲル層が、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた酸化物を含むゲルのうちの少なくとも一つを備える、請求項19に記載のマットレス。
【請求項24】
前記ゲル層が、固体ゲル材料、粘性ゲル材料、粘弾性ゲル材料、および、フォームゲル材料のうちの少なくとも一つを備える、請求項22に記載のマットレス。
【請求項25】
前記ゲル層が、寸法安定性のあるゲルを備える、請求項22に記載のマットレス。
【請求項26】
前記ゲル層が、さらに袋体を備える、請求項22に記載のマットレス。
【請求項27】
前記詰物層が、入り組んだ表面を有する第1のゾーンおよび滑らかな表面を有する第2のゾーンを含む、請求項22に記載のマットレス。
【請求項28】
前記陥凹領域が、腰部領域、中央領域ならびに頭および首領域のうちの少なくとも一つに隣接している場所に位置決めされている、請求項22に記載のマットレストッパー。
【請求項29】
前記ゲル層が、ゲル硬化プロセス中に形成された結合によって前記詰物層に合わされている、請求項22に記載のマットレス。
【請求項30】
前記ゲル層を覆って配置された薄膜シートをさらに備える、請求項22に記載のマットレス。
【請求項31】
前記詰物層および前記ゲル層をカバーする布層を備える、請求項22に記載のマットレス。
【請求項1】
内周および頂面を有し、前記頂面に形成された陥凹領域を有し、凹部底壁を規定する
詰物層と、
頂面および、前記詰物層の内周を境界付ける外周を有し、前記詰物層の内周および前記凹部底壁のうちの少なくとも一つに付着されたゲル層とを備え、前記詰物層の頂面および前記ゲル層の頂面が実質的に同一平面であるマットレストッパーパッド。
【請求項2】
前記詰物層が、フォーム、ラテックス、プラスチック、ポリマー、粘弾性フォーム、天然繊維、合成繊維の少なくとも一つを備える、請求項1に記載のマットレストッパーパッド。
【請求項3】
前記ゲル層が、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた酸化物を含むゲルの少なくとも一つを備える、請求項1に記載のマットレストッパーパッド。
【請求項4】
前記ゲル層が、固体ゲル材料を備える、請求項1に記載のマットレストッパーパッド。
【請求項5】
前記ゲル層が、粘性ゲル材料を備える、請求項1に記載のマットレストッパーパッド。
【請求項6】
前記ゲル層が、粘弾性ゲル材料を備える、請求項1に記載のマットレストッパーパッド。
【請求項7】
前記ゲル層が、フォームゲルを備える、請求項1に記載のマットレストッパー。
【請求項8】
前記ゲル層が、寸法安定性のあるゲルを備える、請求項1に記載のマットレストッパー。
【請求項9】
前記ゲル層が、袋体をさらに備える、請求項1に記載のマットレストッパーパッド。
【請求項10】
前記詰物層が、入り組んだ表面を有する第1のゾーンおよび滑らかな表面を有する第2のゾーンを含む、請求項1に記載のマットレストッパーパッド。
【請求項11】
前記陥凹領域が、腰部領域、中央領域ならびに頭および首領域のうちの少なくとも一つに隣接する場所に位置決めされている、請求項1に記載のマットレストッパー。
【請求項12】
前記ゲル層が、ゲル硬化プロセス中に形成された結合によって、前記詰物層に合わされている、請求項1に記載のマットレストッパーパッド。
【請求項13】
前記ゲル層を覆って配置された薄膜シートをさらに備える、請求項1に記載のマットレストッパーパッド。
【請求項14】
前記詰物層および前記ゲル層をカバーする布層を備える、請求項1に記載のマットレストッパーパッド。
【請求項15】
詰物材料を提供する工程と、
側壁および底壁を有する前記詰物材料中に陥凹領域を形成する工程と、
ゲル材料を前記陥凹領域に提供し、前記ゲル材料を前記側壁および前記底壁の少なくとも一つに結合する工程と、を含むマットレストッパーパッドを製造する方法であって、前記詰物材料の頂面および前記ゲル材料の頂面が、実質的に同一平面である製造方法。
【請求項16】
ゲル材料を前記陥凹領域に提供する工程が、液体ゲル材料を前記陥凹領域に注入し、かつ前記液体ゲルを硬化する工程を含む、請求項15に記載の方法。
【請求項17】
前記詰物層および前記ゲル層を布層でカバーする工程を含む、請求項15に記載の方法。
【請求項18】
ゲル層の外周を形状化する工程を含む、請求項15に記載の方法。
【請求項19】
前記詰物材料に陥凹領域を形成する工程が、腰、中央、または頭および首の少なくとも一つに隣接する場所に陥凹領域を形成する工程を含んだ、請求項15に記載の方法。
【請求項20】
サイドレールを前記陥凹領域のいずれかの端に接続する工程を含む、請求項15に記載の方法。
【請求項21】
布層を前記サイドレールに取り付ける工程を含む、請求項20に記載の方法。
【請求項22】
マットレスコアと、
前記マットレスコアの頂部に位置決めされ、内周および頂面を有し、前記頂面に形成された陥凹領域を有し、凹部底壁を規定する詰物層と、
頂面および前記詰物層の内周を境界付ける外周を有し、前記詰物層の内周および前記凹部底壁の少なくとも一つに付着されたゲル層とを備え、前記詰物層の頂面および前記ゲル層の頂面が実質的に同一平面であるマットレス。
【請求項23】
前記ゲル層が、シリコーンゲル、PVCゲル、ポリオルガノシロキサンゲル、NCO−プレポリマーゲル、ポリオールゲル、ポリウレタンゲル、ポリイソシアネートゲル、および発熱により生じた酸化物を含むゲルのうちの少なくとも一つを備える、請求項19に記載のマットレス。
【請求項24】
前記ゲル層が、固体ゲル材料、粘性ゲル材料、粘弾性ゲル材料、および、フォームゲル材料のうちの少なくとも一つを備える、請求項22に記載のマットレス。
【請求項25】
前記ゲル層が、寸法安定性のあるゲルを備える、請求項22に記載のマットレス。
【請求項26】
前記ゲル層が、さらに袋体を備える、請求項22に記載のマットレス。
【請求項27】
前記詰物層が、入り組んだ表面を有する第1のゾーンおよび滑らかな表面を有する第2のゾーンを含む、請求項22に記載のマットレス。
【請求項28】
前記陥凹領域が、腰部領域、中央領域ならびに頭および首領域のうちの少なくとも一つに隣接している場所に位置決めされている、請求項22に記載のマットレストッパー。
【請求項29】
前記ゲル層が、ゲル硬化プロセス中に形成された結合によって前記詰物層に合わされている、請求項22に記載のマットレス。
【請求項30】
前記ゲル層を覆って配置された薄膜シートをさらに備える、請求項22に記載のマットレス。
【請求項31】
前記詰物層および前記ゲル層をカバーする布層を備える、請求項22に記載のマットレス。
【図2】


【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2009−532178(P2009−532178A)
【公表日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願番号】特願2009−504283(P2009−504283)
【出願日】平成19年4月3日(2007.4.3)
【国際出願番号】PCT/US2007/008419
【国際公開番号】WO2007/117516
【国際公開日】平成19年10月18日(2007.10.18)
【出願人】(502249172)ドリームウェル リミテッド (13)
【氏名又は名称原語表記】DREAMWELL, LTD.
【Fターム(参考)】
【公表日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願日】平成19年4月3日(2007.4.3)
【国際出願番号】PCT/US2007/008419
【国際公開番号】WO2007/117516
【国際公開日】平成19年10月18日(2007.10.18)
【出願人】(502249172)ドリームウェル リミテッド (13)
【氏名又は名称原語表記】DREAMWELL, LTD.
【Fターム(参考)】
[ Back to top ]