
ゲートバルブおよびフィルムのゲートバルブ通過方法
【課題】フィルムが弾性筒体の内面に貼着するゲートバルブの使用でも、遮断による真空確保の問題を改善し、かつフィルムの貼着力を小さくし、通常のフィルム通過に問題を派生させないゲートバルブおよびフィルムのゲートバルブ通過方法を提供する。
【解決手段】入口側と出口側のフィルム通過窓と内部のま空間部が形成されたバルブ本体と、前記空間部内を延在し、前記入口側と出口側のフィルム通過窓をそれぞれ包囲閉塞する弾性筒状部を備えた筒体と、前記空間部の前記弾性筒状部のフィルム10,が通過する側を内面とした時に、外面に接触して該弾性筒状部を面押圧するピストン71A、71Bと、から構成された気密を保持するゲートバルブにおいて、前記ピストン71A、71Bは、その押圧する面が、フィルム端部に接触する面で幅広とし、中央部96、97において幅狭とし、幅狭面の幅は8mm未満、幅広面の幅は8〜20mmとする。
【解決手段】入口側と出口側のフィルム通過窓と内部のま空間部が形成されたバルブ本体と、前記空間部内を延在し、前記入口側と出口側のフィルム通過窓をそれぞれ包囲閉塞する弾性筒状部を備えた筒体と、前記空間部の前記弾性筒状部のフィルム10,が通過する側を内面とした時に、外面に接触して該弾性筒状部を面押圧するピストン71A、71Bと、から構成された気密を保持するゲートバルブにおいて、前記ピストン71A、71Bは、その押圧する面が、フィルム端部に接触する面で幅広とし、中央部96、97において幅狭とし、幅狭面の幅は8mm未満、幅広面の幅は8〜20mmとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルム、例えば電子ペーパー(紙)あるいは液晶表示装置のカラーフィルタ、有機ELの基板、薄膜太陽電池を載置するフィルタあるいは真空成膜法が適用される連続したフィルムの搬送時に気密を保持する装置に使用されるゲートバルブ(弁)、特にフィルム搬送時に気密を保持するゲートバルブ、およびフィルムのゲートバルブ通過方法に関する。
【背景技術】
【0002】
フィルムの巻出ロールを収納する部屋(室)、フィルムの巻取りロールを収納する部屋、これらの部屋を連通する搬送路の途中に設けられた反応室およびフィルム搬送装置を備えた構成がよく知られている。
【0003】
特許文献1には、フィルムに張力が付与された状態で、中間室と成膜室を仕切るためにゲートバルブが設けられ、フィルムを挟み込みつつ閉じることにより、全成膜室は隔離されることが記載されている。
【0004】
特許文献2には、真空槽を隔壁により2分割して、一方をフィルム交換室として巻出しコア及び巻取りコアを設置し、他方を成膜室としてメインロールを設置し、前記隔壁に巻出し側のフィルム及び巻取り側のフィルムが貫通するスリットを設けるとともに、このスリットをフィルムが挿通した状態で密封する開閉可能なシールを備えた成膜装置が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−261015号公報
【特許文献2】特開2000−290389号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
通常、フィルムの巻出ロールを収納する部屋、フィルムの巻取りロールを収納する部屋、これらの部屋を連通する搬送路の途中に設けられた成膜室などの反応室およびフィルム搬送装置を備えて構成されたフィルム製造装置にあっては、装置全体を真空引きして巻出しロールあるいは巻取りロール等の部品の交換などの操作を行って来た。
【0007】
この手法によると、ロール交換のために加熱OFF、ベント、ローラ交換、真空引き、加熱ON、そして生産開始というステップが必要になるため、作業時間として2〜3日要することになり、稼動率を下げる原因となる。また、特定の部品、部位に不具合が発生した時に、装置全体を止めなければならず、効率が悪くなっていた。
【0008】
また、中間室と成膜室とを隔離するためにゲートバルブを設けることあるいはフィルムが貫通するスリットにシートを備えて設けることが提案されているが、これらの手法によると極く微量のリーク発生のおそれがあり、気密、すなわち真空状態を維持することが困難であるという問題がある。
【0009】
本発明者等は、かかる点に鑑みて外部リークをより少なくして真空状態を維持することができ、頻度の高いローラ交換時に素早く雰囲気圧力状態を形成し、1min(分)に1回は要する動作頻度に即座に対応することのできるフィルム搬送時に気密を保持するゲートバルブを提供することを目的として、気密を保持するゲートバルブであって、入口側および出口側にフィルム通過窓が形成され、内部に空間部が形成されたバルブ本体と、前記空間部内で前記入口側および出口側のフィルム通過窓をそれぞれ包囲閉塞する筒状体を備えた弾性筒体と、前記空間部に設けられ、前記弾性筒体の外面に接触して弾性筒体を面押圧するピストンと、から構成され、前記入口側のフィルム通過窓、前記筒状体の内部および前記出口側のフィルム通過窓はフィルムを通過させ、該フィルムが通過の一過程で、前記ピストンは前記弾性筒体を面押圧して該弾性筒体の内部両面を前記フィルムを介して密着させて前記入口側のフィルム通過窓および出口側のフィルム通過窓の連通を遮断することを特徴とする気密を保持するゲートバルブを提案した(特願2007−197046)。
【0010】
このようなゲートバルブを使用する場合に、フィルムが弾性筒体の内面に貼着し、ピストンを押し下げた時にも貼着が解離しないという現象が生じ、フィルムと弾性筒体の端部の間に形成される空隙によって通過遮断が阻害される現象が生じることが判った。
【0011】
従って、これらの現象によれば、フィルムの貼着性を改善するために押圧する面積を小さいものとすれば通過遮断に問題が派生し、通過遮断を確実なものとするために押圧する面積を大きいものとすればフィルムの貼着性が増して貼着性の問題が派生する。
【0012】
本発明は、かかる点に鑑みてなされたもので、フィルムが弾性筒体の内面に貼着するようなゲートバルブを使用したような場合にあっても、遮断による真空確保の問題を改善し、かつフィルムの貼着力を小さくすることによって通常のフィルム通過に問題を派生させないようにするゲートバルブおよびフィルムのゲートバルブ通過方法を得ることを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するため、本発明は、
入口側および出口側にフィルム通過窓が形成され、内部に空間部が形成されたバルブ本体と、前記空間部内を延在し、前記入口側および出口側のフィルム通過窓をそれぞれ包囲閉塞する弾性筒状部を備えた筒体と、前記空間部に設けられ、前記弾性筒状部のフィルムが通過する側を内面とした時に、外面に接触して該弾性筒状部を面押圧するピストンと、から構成された気密を保持するゲートバルブにおいて、
前記ピストンは、その押圧する面が、フィルム端部に接触する面で幅広とされ、中央部において幅狭とされ、幅狭面の幅は8mm未満、幅広面の幅は8〜20mmとされたこと
を特徴とするゲートバルブを提供する。
【0014】
また、本発明は、押圧する面はストレートな平面を有して構成され、ストレートな平面が上述した数値に対応することを特徴とするゲートバルブを提供する。
【0015】
また、本発明は、出口側のフィルム通過窓側の端部において面押圧する面が幅広とされたことを特徴とするゲートバルブを提供する。
【0016】
また、本発明は、前記ピストンは、幅広とされた面押圧する面に連続して、フィルムの水平通過方向に直角な垂直方向に切り欠き部を有し、該切り欠き部に前記筒体の端部を収納し、該ピストンに支持された支持部材によって該筒体の端部を切り欠き部に押し付けて保持するようにしたことを特徴とするゲートバルブを提供する。
【0017】
また、本発明は、前記ピストンには入口側のフィルムの通過窓側の端部に、フィルムの水平通過に直角な垂直方向に前記筒体の端部の引っかけ部が形成してあり、該引っかけ部に該筒体の端部が引っかけられ、前記支持体によって該筒体を前記ピストンに支持することを特徴とするゲートバルブを提供する。
【0018】
また、本発明は、前記いずれかのゲートバルブを使用し、通過するフィルムの端面とフィルムを包囲する前記筒体の内面端面間に形成される空隙を中央部の面押する面の、フィルムの水平通過方向に直角な垂直方向の幅に比べて長く形成し、反対に中央部の押圧する面の該幅が幅広とされた端部における面押圧する面に比べて小さくされてフィルム貼着力が端部におけるフィルム貼着力に比べて小さくされたことを特徴とするフィルムのゲートバルブ通過方法を提供する。
【発明の効果】
【0019】
本発明は、ゲートバルブの構成を上述のようになし、特にピストンは、その押圧する面が、フィルム端部に接触する面で幅広とされ、中央部において幅狭とされ、幅狭断面の幅を8mm未満、幅広断面の幅を8〜20mmとされているので、フィルムを弾性筒体の内面に貼着するゲートバルブを使用するような場合において、通過遮断が確実に行われて真空を維持でき、かつフィルムの弾性筒体の内面に貼着する力を減少させ、フィルムを通過させるときにフィルムを弾性筒体から直ちに剥離させることができる。
【図面の簡単な説明】
【0020】
【図1】フィルムを製造するためのシステムを示す図である。
【図2】本発明の実施例の正面図である。
【図3】図2の断面図である。
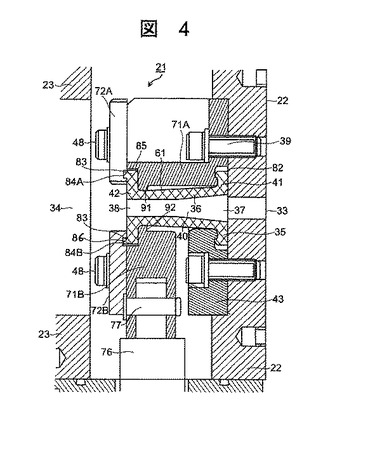
【図4】本発明の実施例のピストン部を示す図である。
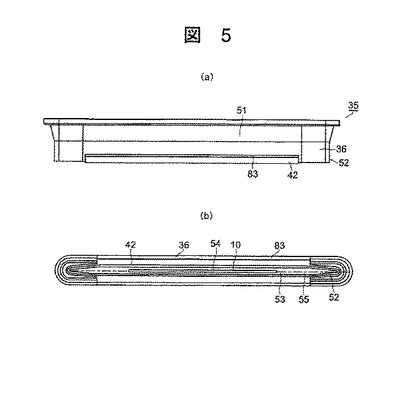
【図5】弾性筒体及びフィルムの配置構成を示す図である。
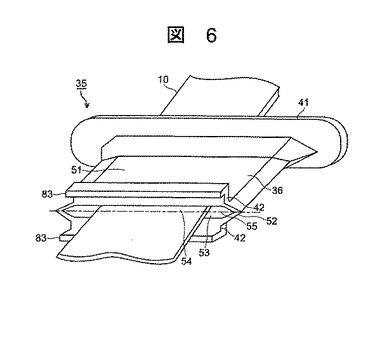
【図6】弾性筒体及びフィルムの配置構成を示す図である。
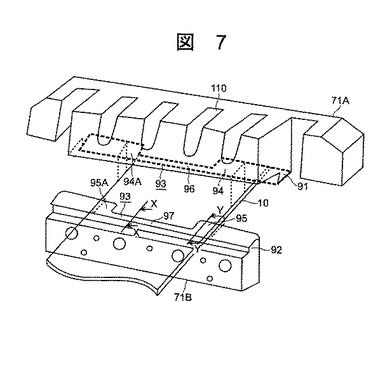
【図7】本発明の実施例の配置概念を示す斜視図である。
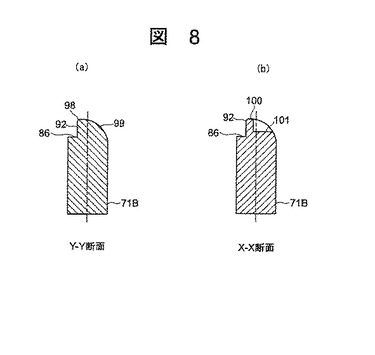
【図8】ピストンの接触部の詳細を示す断面図である。
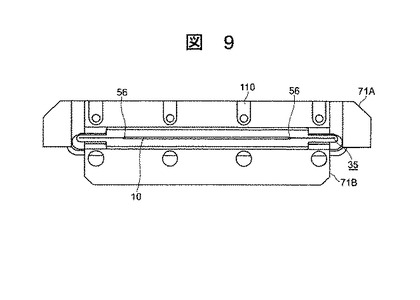
【図9】ピストンが弾性筒体を押圧していることを示す図である。
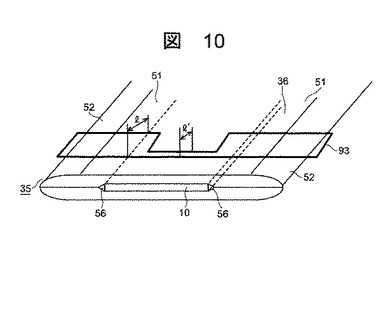
【図10】本実施例によって達成される機能および効果を示す図である。
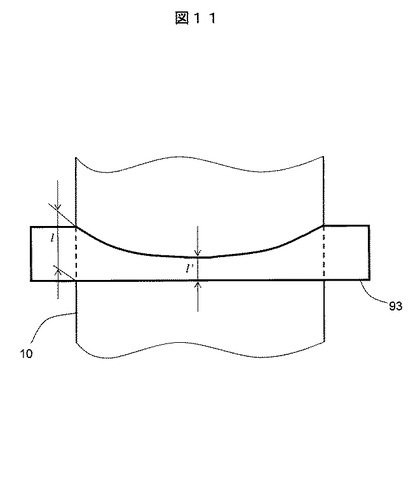
【図11】本発明の実施例のピストン接触部を示す図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施例を図面に基づいて説明する。
【実施例】
【0022】
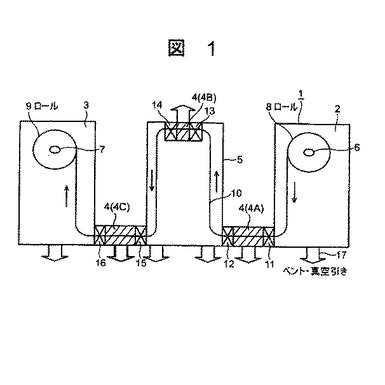
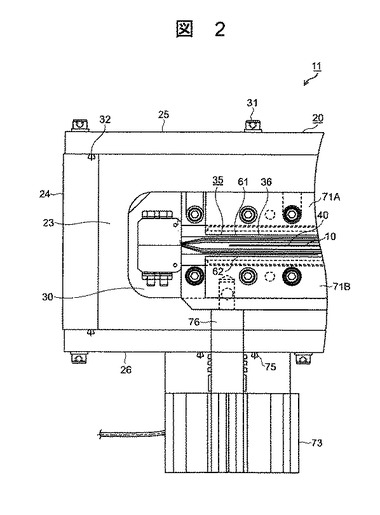
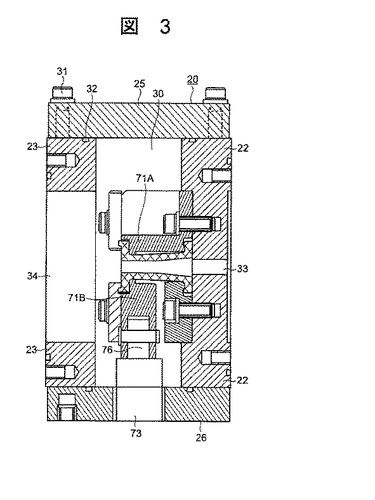
図1−図3は、本発明の実施例の構成を示し、図1はフィルム製造装置の全体図、図2は搬送装置に使用するゲートバルブの構成を示す側断面図、図3は図2の縦断面を示す図面である。
【0023】
図1において、フィルム製造装置1は、フィルム巻出ロールを収納する部屋であるロール巻出部屋2、フィルム巻取りロールを収納する部屋であるロール巻取り部屋3、3つの反応室4A、4B、4C(以下、4で示す)、フィルム搬送路5から構成され、ロール巻出部屋2にはロール巻出機6、ロール巻取り部屋3にはロール巻取り機7が設けられる。ロール巻出部屋2とロール巻取り部屋3とはフィルム搬送路5で連通され、フィルム搬送路5の途中に成膜室となる反応室4が設けられる。この反応室4は成膜室に限定されず、各種の真空処理室を含むことができる。10はフィルムを示す。
【0024】
各反応室4の前後の搬送路5には後述するゲートバルブ11と12、13と14、15と16が設けられる。図1に示す例にあっては上流から下流への一連のものとなっているが、特許文献2に示すようにロールを巻出部屋2とロール巻取り部屋3とを一体として、一体とされた部屋と反応室4との間にゲートバルブを設けた構成としてもよい。
【0025】
ロール巻出部屋2、ロール巻取り部屋3、反応室のそれぞれにはベント・真空引き手段(真空ポンプ)17が接続される。
【0026】
反応室4での成膜、あるいは各種処理によるフィルム製造については周知であり、いくつもの特許文献に記載されるところである。
【0027】
ロール巻出機6にまかれたロール8は、ロールを巻出機6によって繰り出され、各ゲートバルブ、各反応室および搬送路5をフィルム10に示すようにして貫通し、ロール巻取り機7に巻取られて巻回ロール9となる。
【0028】
図2および図3は図1に示すゲートバルブ11−16の詳細構成を示す。ゲートバルブ11−16は同一構成としてあり、従ってその内の1つが図2および図3に示してある。ここではゲートバルブ11を例にとって説明する。
【0029】
ゲートバルブ11は、箱状のバルブ本体20を備える。バルブ本体20は、フィルム10の流れ方向の前部に設けた前板22、後部に設けた後板23、その側方に設けた側方板24(図2では片側のみを図示してあるが、当然に他側にも同一形状の側方板がある)、上面板25および下面板26の8面板から箱状に形成され、内部に空間部30を形成する。各面板は、図示したように、各部に設けたボルト31によって一体化され、面板間にはパッキング32が設けてあり、リークを防止している。前板22および後板23には、フィルム通過窓(貫通孔)33、34がフィルム貫通方向に向けて形成してある。
【0030】
内部の空間部30には、図4に示すピストン部21が配設される。ピストン部21の中央部には弾性筒体35(筒体という場合がある)が配設される。弾性筒体35は、内部にフィルム10が貫通する細長状の空間部40が形成され、弾性材で形成された弾性筒状部36を備える。例えばフィルム材質がカブトンの時には弾性材はFKM(VITON)(登録商標)が使用可能である。フィルムの粘着性・硬さ、装置側での処理(プロセス)時の熱入力などで熱を持つことを考慮して適宜材料を選択する。この筒状部36は、フィルム通過窓33、34に向かって開口する開口部37、38を有し、開口部37、38にはそれぞれ折曲部41、42が外方に向けて形成されている。
【0031】
このように、弾性筒体35に形成することによってしわ、破れ、傷などのダメージをフィルムに与える可能性が小さくなる。ローリングによるシール方法を採用した場合には、シール接触幅が狭くなり面圧が高くなってフィルムに与えるテンションによってはフィルムにダメージを与えるおそれが生じるが、弾性筒体にすることによって、シール接触幅を広くすることができ、シール幅を広くすることで、真空保持性能をよくすることができる。
【0032】
入口側の開口部37、出口側の開口部38および筒状部36はフィルム10の通過方向に対して横長細状に形成され、空間部30に配設したピストン部21を構成する上下一対のピストン71(71A、71B)について、上ピストン71Aと前板22および保持部材43と下ピストン71Bとで入口側開口部37が、上ピストン71Aと上部保持板72Aおよび下ピストン71Bと下部保持板72Bとで出口側開口部38が、それぞれ保持される。
【0033】
この状態において、筒状部36は、上面側部61および下面側部62は緊張状態とされる。このような緊張状態において筒状部36内の空間部40をフィルム10は筒状体36内面に接触することなく通過できるように部材(図示せず)によって保持され、通過する。
【0034】
このような緊張状態とされた筒状体36には、前記上下一対のピストン71Aおよび71Bが筒状体36、すなわち弾性筒体35の外面に面接触し、面押圧する。本実施例の場合、上ピストン71Aは、ボルト39によって前板22に固定され、上下動することがなく、筒状体36の上面側部61に接触している。下ピストン71Bは、ピストン駆動装置73によって駆動されて上下動する。ピストン駆動装置73は下面板26の下側に配設され、ボルト75によって下面板26に固定される。ピストン駆動装置73は駆動軸76を備え、この駆動軸76は連結部材77によってピストン71Bに連結される。
【0035】
本実施例の場合、上側のピストン71Aを固定とし、下側のピストン71Bを可動としているが、逆の構成としてもよいし、双方のピストン71A,71Bを可動にしてもよい。
【0036】
このようにピストン71は、対向して弾性筒体35の上下に配設され、その内の一方がもしくは双方がピストン駆動装置73によって駆動されて弾性筒体35をピストン71の先端面部で面押圧することになる。
【0037】
入口側のフィルム通過窓33、入口側の開口部37、筒状体36の内部、出口側の開口部38および出口側のフィルム通過窓34はフィルム10を通過させる。フィルム10が通過の一過程である停止状態において、ピストン71は弾性筒体35を面押圧して弾性筒体35の内部両面をフィルム10を介して密着させる。これによって入口側のフィルム通過窓33および出口側のフィルム通過窓34の連通が遮断される。
【0038】
図1において、ゲートバルブ11−16には図2および図3に示したゲートバルブが使用される。各ゲートバルブ11−16はそれぞれ独立に制御可能であり、各反応室4の前後に設けたゲートバルブ11,12とゲートバルブ13,14とゲートバルブ15,16をペアで制御することができる。ロール巻出機6のロールを交換する場合にはゲートバルブ11が使用され、ロール巻取り機7の巻回ロール9を交換する場合にはゲートバルブ16が使用される。各反応室4を他の反応室からの遮断、あるいはロール巻出部屋2、ロール巻取り部屋3からの遮断にあたってはペアとされたゲートバルブ11,12、ゲートバルブ13,14、ゲートバルブ15,16をそれぞれ使用することができる。このような状態においてロール巻出部屋2、ロール巻取り部屋3および反応室4を各独立にベント・真空引き手段17によって真空処理することができる。
【0039】
図4において、弾性筒状体35は弾性筒状部36を有して構成され、弾性筒状部36の端部は開口部37、38とされ、入口側折曲部41、出口側折曲部42が外方に向けて形成される。
【0040】
この弾性筒状体35は中央部と両側の端部とから形成され、従って端部に前述した入口側折曲部41、出口側折曲部42が形成されている。弾性筒状体35の内部は平板状の薄厚の空胴部とされ、この空胴部内をフィルムが通過させられる。従って、後述するようにフィルムが通過する方向の直角方向における空胴部の長さに対してフィルムの幅はわずかながら短いものとされる。逆に言えばフィルムの幅に対して空胴部の長さはわずかながら長く形成される。図4に示す例にあっては、空胴部の入口側開口部37は出口側開口部38に比べて大きな開口とされている。入口側折曲部41にはピストン部21の内方に向けて引っかけ部81が形成してあり、ピストン71Aに形成された引っかけ部82に引っかけられる構成としている。
【0041】
出口側折曲部42には弾性筒状体35の外方に向けて突起83が形成され、この突起83は上部保持具72Aに設けた凹部84A、下部保持具72Bに設けた凹部84Bに収納され、ボルト48によって上部保持具72Aを上ピストン71Aに取り付けるときに、しっかりと上ピストン71Aに取り付けられ、同様に下部保持具72Bを下ピストン71Bに取り付けるときに、しっかりと下ピストン71Bに取り付けられて、それぞれ固定される。さらに、上ピストン71Aおよび下ピストン71Bの出口側側面には切り欠き部85、86が形成され、この切り欠き部85、86に出口側折曲部42が収納されて上述したようにして出口側折曲部42が上ピストン71Aと上部保持具72Aとの間に、そして出口側折曲部42の他部(図で下側)が下ピストン71Bと下部保持具72Bとの間にしっかりと固定される。この例にあっては切り欠き部85、86を設けているが、これらの切りこみ部を設けなくてもよい。
【0042】
上記構成により、弾性筒状体35はフィルム10の進行方向に対して横長細形状の長辺部全体で保持されるため、ピストン76が押し下げられ、弾性筒状体36を上下に広げる際に、ピストン76による押し下げ力が弾性筒状体36およびピストン71A、71Bの特定の箇所に集中することが無く、前記押し下げ力による弾性筒状体36およびピストン71A、71Bの破損を防ぐことができる。
【0043】
上ピストン71Aおよび下ピストン71Bには、この切り欠き部85、86に隣接して突起状の筒体接触部91、92が形成される。従って、ピストン接触部91、92の先端部の表面は筒状部36の外面に接触し、それらの側面は折曲部42の側面に接触する。従って、押圧はされるが、これら2つの部材の間には空隙は弾性筒状部36のパッキング機能、作用によって形成されない。
【0044】
図5、図6は、弾性筒状部36を備えた弾性筒体35の内部にフィルム10が配設され、通過する状況を示す。図5、図6において、弾性筒状部36は中央部における上下平面部51(51A)と端部に形成されたテーパー部52とから形成される。フィルム10はその端部がテーパー部52と平面部51(51A)の境界にかからず、平面部51(51A)の範囲内に配置される。平面部51(51A)および最内側のテーパー部52の内面とフィルム10との間には空隙53が形成される。この空隙53はフィルム10の全周において形成されるが、テーパー部52の内面とフィルム10の端部との間に形成される空隙を端部空隙55と称し、中央部に形成される空隙を中央部空隙54と称することとする。筒状部36の端部をテーパー部52とすることによって、弾性筒状部36の平面部51(51A)が押圧された時に変形し易くするとともに、押圧時にテーパー部端面にたわみが発生しないようにしてテーパー部52内面の空隙55を消滅させるようにしている。
【0045】
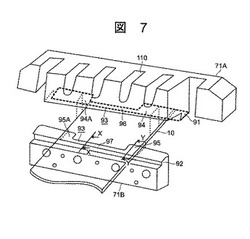
図7に、ピストンの筒体接触部の外観を示す。図7において、上ピストン71Aと下ピストン71Bとの間にフィルム10が配設され、上下ピストン71A、71Bとフィルム10の接触する構成が図示されている。上ピストン71Aには切り込み110が形成され、該切り込み110に設けられたネジ孔を介して上ピストン71Aは前板22にボルト39により固定される。図7に示すように、上下ピストン71A、71Bは、その筒状部押圧面93がフィルムの端部に接触する面94(94A)、95(95A)で幅広とされ、中央部96、97において幅狭とされた凹形状としてあり、幅狭面の幅は8mm未満、幅広面の幅は8〜20mmとされる。
【0046】
すなわち、上下ピストン71A、71Bがフィルム10に接触する面は、中央部におけるフィルム幅方向に細長い矩形部と、両方のフィルム端部に接触する面おける長方形の矩形部とから形成される。
【0047】
このような構成において、各ピストン71A、71Bは、筒体接触部91、92のそれらの筒状部押圧面93が、フィルム10に接触する面94(94A)、95(95A)でフィルムの流れ方向で幅広とされ、中央部96で幅狭とされ、筒体接触部91、92が弾性筒状部36を1mm深さ押圧した場合において、本実施例の特徴である、通過遮断が確実に行われて真空を維持でき、かつフィルムの弾性筒体の内面に貼着する力を減少させ、フィルムを通過させるときにフィルムを弾性筒体から直ちに剥離させる効果を得るのに必要充分な幅を確実に確保することができる。
【0048】
図7に示す例にあってはフィルム端部に接触する面における矩形部は長方形としてあるが、必ずしも長方形である必要はなく、この場合フィルムの幅方向において8〜20mm程度の幅に設定すればよい。
【0049】
図8に、図7に示すピストンの断面形状を示す。図8(a)は図7のY−Y断面を示し、図8(b)は図7のX−X断面を示す。図8(a)において、突起状の筒体接触部92は、その表面の上面は、ストレートな平面98と、これに接続された曲面99とから形成される。図8(b)において、突起状の筒体接触部92は、その表面の上面はストレートな平面100から構成され、ストレートな平面100は図8(a)に示す平面98に継続した状態とされ、平面98は平面100に比べて幅が大きく設定される。切り欠き86の反対側にも切り欠き101が形成され、この切り欠きによって前述の筒体接触部92の中央部における幅狭部が形成され、ストレートな平面100と両端部の平面98とで上述した凹部形状が形成される。
【0050】
本実施例では、突起状の筒体接触部92の筒状部押圧面93はストレートな平面としてあるが、平面に近い曲面をも含めることが可能である。
【0051】
図9、図10は、ピストン71A、71Bを用いて弾性筒体35、すなわち弾性筒体35の弾性筒状部36を押圧した状態を示す。フィルム端部に接触する面で幅広とされた押圧面で弾性筒状部36は押圧され、中央部で幅狭とされた押圧面で弾性筒状部36は押圧される。
【0052】
この押圧によって中央部空隙54および端部空隙55は消滅し、弾性筒状部36とフィルム10との間、およびテーパー部52に空隙はない。ここで、平面部51(51A)に挟み込まれたフィルム10の端部では、フィルム10の厚みのためにフィルム端空隙56が消滅しないで残存し得る。しかしながら、ピストンの筒体接触部の幅広面の幅を8〜20mmに設定することによって、フィルム端空隙56は図10に示すように端部において減圧するに充分な幅l(長さ)が幅広面の幅に対応して確保され、弾性筒状体35のパッキング機能、作用によってこの空隙を通過する気体の流通を遮断あるいは極めて小さな流通に止めることができるようになる。
【0053】
そして、幅狭面の幅l´を8mm未満(0を含まず)とすることによって、フィルム10がピストンの筒体接触部を介して筒状部平面部51(51A)の内面で押圧される幅は小さくされ、ピストン71Bを下方へ移動すると直ちに筒状部平面部51(51A)の内面はフィルム10に対する貼着がなくなり、フィルム10は筒状部平面部51、51Aの内面から剥離される。
【0054】
このように、幅狭面の幅l´を8mm未満とすることによってフィルム10の弾性筒体35に対する貼着力を小さくして、再稼動する時にフィルム10を弾性筒体35から分離することができる。フィルム10に接する弾性筒状体36の内面を表面加工して無数の凹凸を形成することによってフィルム10の剥離性は更に改善される。
【0055】
このように、本実施例によれば、フィルム10が弾性筒体35の内面(弾性筒状部36の内面)に貼着するようなゲートバルブを使用したような場合にあっても、遮断において充分に真空確保した遮断を行うことができ、かつこの遮断時においてフィルム10の弾性筒体の内面に対する貼着力を小さくして剥離し易いものとすることができる。
【0056】
そして、この実施例によれば、フィルム通過方法において、通過するフィルムの端面とフィルムを包囲する前記筒体の内面端面間に形成される空隙を中央部の面押する面の、フィルムの水平通過方向に直角な垂直方向の幅に比べて長く形成し、反対に中央部の押圧する面の該幅が幅広とされた端部における面押圧する面に比べて小さくされてフィルム貼着力が端部におけるフィルム貼着力に比べて小さくすることができる。
【0057】
なお、本実施例において、ピストンの筒状部圧面93は、幅広の端部と幅狭面の中央部とから形成される凹形断面を有しているが、本発明はこれらの実施例にのみ制限されるものではなく、例えば図11に示すように幅広の端部と幅狭面の中央部とが曲線でつながる円弧状の断面を有するものとしてもよい。
【符号の説明】
【0058】
1…フィルム製造装置、2…ロール巻出部屋、3…ロール巻取り部屋、4,4A,4B…反応室、5…フィルム搬送路、6…ロール巻出機、7…ロール巻取り機、8,9…ロール、10…フィルム、11,12,13,14,15,16…ゲートバルブ、20…バルブ本体、21…ピストン部、22…前板、23…後板、24…側方板、25…上面板、26…下面板、30…空間部、33,34…フィルム通過窓(貫通孔)、35…弾性筒体(筒体)、36…筒状部、41…入口側折曲部,42…出口側折曲部、51,51A…筒状部上下平面部、52…筒状部端部テーパー部、53…空隙、54…中央部空隙、55…端部空隙、71,71A,71B…ピストン、72,72A,72B…保持具、73…ピストン駆動装置、81,82…引っかけ部、83…突起、84A,84B…凹部、85,86…切り欠き部、91,92…筒体接触部、93…筒状部押圧面、94,94A,95,95A…端部、96,97…中央部、98…ストレートな平面、99…曲面、100…平面。
【技術分野】
【0001】
本発明は、フィルム、例えば電子ペーパー(紙)あるいは液晶表示装置のカラーフィルタ、有機ELの基板、薄膜太陽電池を載置するフィルタあるいは真空成膜法が適用される連続したフィルムの搬送時に気密を保持する装置に使用されるゲートバルブ(弁)、特にフィルム搬送時に気密を保持するゲートバルブ、およびフィルムのゲートバルブ通過方法に関する。
【背景技術】
【0002】
フィルムの巻出ロールを収納する部屋(室)、フィルムの巻取りロールを収納する部屋、これらの部屋を連通する搬送路の途中に設けられた反応室およびフィルム搬送装置を備えた構成がよく知られている。
【0003】
特許文献1には、フィルムに張力が付与された状態で、中間室と成膜室を仕切るためにゲートバルブが設けられ、フィルムを挟み込みつつ閉じることにより、全成膜室は隔離されることが記載されている。
【0004】
特許文献2には、真空槽を隔壁により2分割して、一方をフィルム交換室として巻出しコア及び巻取りコアを設置し、他方を成膜室としてメインロールを設置し、前記隔壁に巻出し側のフィルム及び巻取り側のフィルムが貫通するスリットを設けるとともに、このスリットをフィルムが挿通した状態で密封する開閉可能なシールを備えた成膜装置が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−261015号公報
【特許文献2】特開2000−290389号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
通常、フィルムの巻出ロールを収納する部屋、フィルムの巻取りロールを収納する部屋、これらの部屋を連通する搬送路の途中に設けられた成膜室などの反応室およびフィルム搬送装置を備えて構成されたフィルム製造装置にあっては、装置全体を真空引きして巻出しロールあるいは巻取りロール等の部品の交換などの操作を行って来た。
【0007】
この手法によると、ロール交換のために加熱OFF、ベント、ローラ交換、真空引き、加熱ON、そして生産開始というステップが必要になるため、作業時間として2〜3日要することになり、稼動率を下げる原因となる。また、特定の部品、部位に不具合が発生した時に、装置全体を止めなければならず、効率が悪くなっていた。
【0008】
また、中間室と成膜室とを隔離するためにゲートバルブを設けることあるいはフィルムが貫通するスリットにシートを備えて設けることが提案されているが、これらの手法によると極く微量のリーク発生のおそれがあり、気密、すなわち真空状態を維持することが困難であるという問題がある。
【0009】
本発明者等は、かかる点に鑑みて外部リークをより少なくして真空状態を維持することができ、頻度の高いローラ交換時に素早く雰囲気圧力状態を形成し、1min(分)に1回は要する動作頻度に即座に対応することのできるフィルム搬送時に気密を保持するゲートバルブを提供することを目的として、気密を保持するゲートバルブであって、入口側および出口側にフィルム通過窓が形成され、内部に空間部が形成されたバルブ本体と、前記空間部内で前記入口側および出口側のフィルム通過窓をそれぞれ包囲閉塞する筒状体を備えた弾性筒体と、前記空間部に設けられ、前記弾性筒体の外面に接触して弾性筒体を面押圧するピストンと、から構成され、前記入口側のフィルム通過窓、前記筒状体の内部および前記出口側のフィルム通過窓はフィルムを通過させ、該フィルムが通過の一過程で、前記ピストンは前記弾性筒体を面押圧して該弾性筒体の内部両面を前記フィルムを介して密着させて前記入口側のフィルム通過窓および出口側のフィルム通過窓の連通を遮断することを特徴とする気密を保持するゲートバルブを提案した(特願2007−197046)。
【0010】
このようなゲートバルブを使用する場合に、フィルムが弾性筒体の内面に貼着し、ピストンを押し下げた時にも貼着が解離しないという現象が生じ、フィルムと弾性筒体の端部の間に形成される空隙によって通過遮断が阻害される現象が生じることが判った。
【0011】
従って、これらの現象によれば、フィルムの貼着性を改善するために押圧する面積を小さいものとすれば通過遮断に問題が派生し、通過遮断を確実なものとするために押圧する面積を大きいものとすればフィルムの貼着性が増して貼着性の問題が派生する。
【0012】
本発明は、かかる点に鑑みてなされたもので、フィルムが弾性筒体の内面に貼着するようなゲートバルブを使用したような場合にあっても、遮断による真空確保の問題を改善し、かつフィルムの貼着力を小さくすることによって通常のフィルム通過に問題を派生させないようにするゲートバルブおよびフィルムのゲートバルブ通過方法を得ることを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するため、本発明は、
入口側および出口側にフィルム通過窓が形成され、内部に空間部が形成されたバルブ本体と、前記空間部内を延在し、前記入口側および出口側のフィルム通過窓をそれぞれ包囲閉塞する弾性筒状部を備えた筒体と、前記空間部に設けられ、前記弾性筒状部のフィルムが通過する側を内面とした時に、外面に接触して該弾性筒状部を面押圧するピストンと、から構成された気密を保持するゲートバルブにおいて、
前記ピストンは、その押圧する面が、フィルム端部に接触する面で幅広とされ、中央部において幅狭とされ、幅狭面の幅は8mm未満、幅広面の幅は8〜20mmとされたこと
を特徴とするゲートバルブを提供する。
【0014】
また、本発明は、押圧する面はストレートな平面を有して構成され、ストレートな平面が上述した数値に対応することを特徴とするゲートバルブを提供する。
【0015】
また、本発明は、出口側のフィルム通過窓側の端部において面押圧する面が幅広とされたことを特徴とするゲートバルブを提供する。
【0016】
また、本発明は、前記ピストンは、幅広とされた面押圧する面に連続して、フィルムの水平通過方向に直角な垂直方向に切り欠き部を有し、該切り欠き部に前記筒体の端部を収納し、該ピストンに支持された支持部材によって該筒体の端部を切り欠き部に押し付けて保持するようにしたことを特徴とするゲートバルブを提供する。
【0017】
また、本発明は、前記ピストンには入口側のフィルムの通過窓側の端部に、フィルムの水平通過に直角な垂直方向に前記筒体の端部の引っかけ部が形成してあり、該引っかけ部に該筒体の端部が引っかけられ、前記支持体によって該筒体を前記ピストンに支持することを特徴とするゲートバルブを提供する。
【0018】
また、本発明は、前記いずれかのゲートバルブを使用し、通過するフィルムの端面とフィルムを包囲する前記筒体の内面端面間に形成される空隙を中央部の面押する面の、フィルムの水平通過方向に直角な垂直方向の幅に比べて長く形成し、反対に中央部の押圧する面の該幅が幅広とされた端部における面押圧する面に比べて小さくされてフィルム貼着力が端部におけるフィルム貼着力に比べて小さくされたことを特徴とするフィルムのゲートバルブ通過方法を提供する。
【発明の効果】
【0019】
本発明は、ゲートバルブの構成を上述のようになし、特にピストンは、その押圧する面が、フィルム端部に接触する面で幅広とされ、中央部において幅狭とされ、幅狭断面の幅を8mm未満、幅広断面の幅を8〜20mmとされているので、フィルムを弾性筒体の内面に貼着するゲートバルブを使用するような場合において、通過遮断が確実に行われて真空を維持でき、かつフィルムの弾性筒体の内面に貼着する力を減少させ、フィルムを通過させるときにフィルムを弾性筒体から直ちに剥離させることができる。
【図面の簡単な説明】
【0020】
【図1】フィルムを製造するためのシステムを示す図である。
【図2】本発明の実施例の正面図である。
【図3】図2の断面図である。
【図4】本発明の実施例のピストン部を示す図である。
【図5】弾性筒体及びフィルムの配置構成を示す図である。
【図6】弾性筒体及びフィルムの配置構成を示す図である。
【図7】本発明の実施例の配置概念を示す斜視図である。
【図8】ピストンの接触部の詳細を示す断面図である。
【図9】ピストンが弾性筒体を押圧していることを示す図である。
【図10】本実施例によって達成される機能および効果を示す図である。
【図11】本発明の実施例のピストン接触部を示す図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施例を図面に基づいて説明する。
【実施例】
【0022】
図1−図3は、本発明の実施例の構成を示し、図1はフィルム製造装置の全体図、図2は搬送装置に使用するゲートバルブの構成を示す側断面図、図3は図2の縦断面を示す図面である。
【0023】
図1において、フィルム製造装置1は、フィルム巻出ロールを収納する部屋であるロール巻出部屋2、フィルム巻取りロールを収納する部屋であるロール巻取り部屋3、3つの反応室4A、4B、4C(以下、4で示す)、フィルム搬送路5から構成され、ロール巻出部屋2にはロール巻出機6、ロール巻取り部屋3にはロール巻取り機7が設けられる。ロール巻出部屋2とロール巻取り部屋3とはフィルム搬送路5で連通され、フィルム搬送路5の途中に成膜室となる反応室4が設けられる。この反応室4は成膜室に限定されず、各種の真空処理室を含むことができる。10はフィルムを示す。
【0024】
各反応室4の前後の搬送路5には後述するゲートバルブ11と12、13と14、15と16が設けられる。図1に示す例にあっては上流から下流への一連のものとなっているが、特許文献2に示すようにロールを巻出部屋2とロール巻取り部屋3とを一体として、一体とされた部屋と反応室4との間にゲートバルブを設けた構成としてもよい。
【0025】
ロール巻出部屋2、ロール巻取り部屋3、反応室のそれぞれにはベント・真空引き手段(真空ポンプ)17が接続される。
【0026】
反応室4での成膜、あるいは各種処理によるフィルム製造については周知であり、いくつもの特許文献に記載されるところである。
【0027】
ロール巻出機6にまかれたロール8は、ロールを巻出機6によって繰り出され、各ゲートバルブ、各反応室および搬送路5をフィルム10に示すようにして貫通し、ロール巻取り機7に巻取られて巻回ロール9となる。
【0028】
図2および図3は図1に示すゲートバルブ11−16の詳細構成を示す。ゲートバルブ11−16は同一構成としてあり、従ってその内の1つが図2および図3に示してある。ここではゲートバルブ11を例にとって説明する。
【0029】
ゲートバルブ11は、箱状のバルブ本体20を備える。バルブ本体20は、フィルム10の流れ方向の前部に設けた前板22、後部に設けた後板23、その側方に設けた側方板24(図2では片側のみを図示してあるが、当然に他側にも同一形状の側方板がある)、上面板25および下面板26の8面板から箱状に形成され、内部に空間部30を形成する。各面板は、図示したように、各部に設けたボルト31によって一体化され、面板間にはパッキング32が設けてあり、リークを防止している。前板22および後板23には、フィルム通過窓(貫通孔)33、34がフィルム貫通方向に向けて形成してある。
【0030】
内部の空間部30には、図4に示すピストン部21が配設される。ピストン部21の中央部には弾性筒体35(筒体という場合がある)が配設される。弾性筒体35は、内部にフィルム10が貫通する細長状の空間部40が形成され、弾性材で形成された弾性筒状部36を備える。例えばフィルム材質がカブトンの時には弾性材はFKM(VITON)(登録商標)が使用可能である。フィルムの粘着性・硬さ、装置側での処理(プロセス)時の熱入力などで熱を持つことを考慮して適宜材料を選択する。この筒状部36は、フィルム通過窓33、34に向かって開口する開口部37、38を有し、開口部37、38にはそれぞれ折曲部41、42が外方に向けて形成されている。
【0031】
このように、弾性筒体35に形成することによってしわ、破れ、傷などのダメージをフィルムに与える可能性が小さくなる。ローリングによるシール方法を採用した場合には、シール接触幅が狭くなり面圧が高くなってフィルムに与えるテンションによってはフィルムにダメージを与えるおそれが生じるが、弾性筒体にすることによって、シール接触幅を広くすることができ、シール幅を広くすることで、真空保持性能をよくすることができる。
【0032】
入口側の開口部37、出口側の開口部38および筒状部36はフィルム10の通過方向に対して横長細状に形成され、空間部30に配設したピストン部21を構成する上下一対のピストン71(71A、71B)について、上ピストン71Aと前板22および保持部材43と下ピストン71Bとで入口側開口部37が、上ピストン71Aと上部保持板72Aおよび下ピストン71Bと下部保持板72Bとで出口側開口部38が、それぞれ保持される。
【0033】
この状態において、筒状部36は、上面側部61および下面側部62は緊張状態とされる。このような緊張状態において筒状部36内の空間部40をフィルム10は筒状体36内面に接触することなく通過できるように部材(図示せず)によって保持され、通過する。
【0034】
このような緊張状態とされた筒状体36には、前記上下一対のピストン71Aおよび71Bが筒状体36、すなわち弾性筒体35の外面に面接触し、面押圧する。本実施例の場合、上ピストン71Aは、ボルト39によって前板22に固定され、上下動することがなく、筒状体36の上面側部61に接触している。下ピストン71Bは、ピストン駆動装置73によって駆動されて上下動する。ピストン駆動装置73は下面板26の下側に配設され、ボルト75によって下面板26に固定される。ピストン駆動装置73は駆動軸76を備え、この駆動軸76は連結部材77によってピストン71Bに連結される。
【0035】
本実施例の場合、上側のピストン71Aを固定とし、下側のピストン71Bを可動としているが、逆の構成としてもよいし、双方のピストン71A,71Bを可動にしてもよい。
【0036】
このようにピストン71は、対向して弾性筒体35の上下に配設され、その内の一方がもしくは双方がピストン駆動装置73によって駆動されて弾性筒体35をピストン71の先端面部で面押圧することになる。
【0037】
入口側のフィルム通過窓33、入口側の開口部37、筒状体36の内部、出口側の開口部38および出口側のフィルム通過窓34はフィルム10を通過させる。フィルム10が通過の一過程である停止状態において、ピストン71は弾性筒体35を面押圧して弾性筒体35の内部両面をフィルム10を介して密着させる。これによって入口側のフィルム通過窓33および出口側のフィルム通過窓34の連通が遮断される。
【0038】
図1において、ゲートバルブ11−16には図2および図3に示したゲートバルブが使用される。各ゲートバルブ11−16はそれぞれ独立に制御可能であり、各反応室4の前後に設けたゲートバルブ11,12とゲートバルブ13,14とゲートバルブ15,16をペアで制御することができる。ロール巻出機6のロールを交換する場合にはゲートバルブ11が使用され、ロール巻取り機7の巻回ロール9を交換する場合にはゲートバルブ16が使用される。各反応室4を他の反応室からの遮断、あるいはロール巻出部屋2、ロール巻取り部屋3からの遮断にあたってはペアとされたゲートバルブ11,12、ゲートバルブ13,14、ゲートバルブ15,16をそれぞれ使用することができる。このような状態においてロール巻出部屋2、ロール巻取り部屋3および反応室4を各独立にベント・真空引き手段17によって真空処理することができる。
【0039】
図4において、弾性筒状体35は弾性筒状部36を有して構成され、弾性筒状部36の端部は開口部37、38とされ、入口側折曲部41、出口側折曲部42が外方に向けて形成される。
【0040】
この弾性筒状体35は中央部と両側の端部とから形成され、従って端部に前述した入口側折曲部41、出口側折曲部42が形成されている。弾性筒状体35の内部は平板状の薄厚の空胴部とされ、この空胴部内をフィルムが通過させられる。従って、後述するようにフィルムが通過する方向の直角方向における空胴部の長さに対してフィルムの幅はわずかながら短いものとされる。逆に言えばフィルムの幅に対して空胴部の長さはわずかながら長く形成される。図4に示す例にあっては、空胴部の入口側開口部37は出口側開口部38に比べて大きな開口とされている。入口側折曲部41にはピストン部21の内方に向けて引っかけ部81が形成してあり、ピストン71Aに形成された引っかけ部82に引っかけられる構成としている。
【0041】
出口側折曲部42には弾性筒状体35の外方に向けて突起83が形成され、この突起83は上部保持具72Aに設けた凹部84A、下部保持具72Bに設けた凹部84Bに収納され、ボルト48によって上部保持具72Aを上ピストン71Aに取り付けるときに、しっかりと上ピストン71Aに取り付けられ、同様に下部保持具72Bを下ピストン71Bに取り付けるときに、しっかりと下ピストン71Bに取り付けられて、それぞれ固定される。さらに、上ピストン71Aおよび下ピストン71Bの出口側側面には切り欠き部85、86が形成され、この切り欠き部85、86に出口側折曲部42が収納されて上述したようにして出口側折曲部42が上ピストン71Aと上部保持具72Aとの間に、そして出口側折曲部42の他部(図で下側)が下ピストン71Bと下部保持具72Bとの間にしっかりと固定される。この例にあっては切り欠き部85、86を設けているが、これらの切りこみ部を設けなくてもよい。
【0042】
上記構成により、弾性筒状体35はフィルム10の進行方向に対して横長細形状の長辺部全体で保持されるため、ピストン76が押し下げられ、弾性筒状体36を上下に広げる際に、ピストン76による押し下げ力が弾性筒状体36およびピストン71A、71Bの特定の箇所に集中することが無く、前記押し下げ力による弾性筒状体36およびピストン71A、71Bの破損を防ぐことができる。
【0043】
上ピストン71Aおよび下ピストン71Bには、この切り欠き部85、86に隣接して突起状の筒体接触部91、92が形成される。従って、ピストン接触部91、92の先端部の表面は筒状部36の外面に接触し、それらの側面は折曲部42の側面に接触する。従って、押圧はされるが、これら2つの部材の間には空隙は弾性筒状部36のパッキング機能、作用によって形成されない。
【0044】
図5、図6は、弾性筒状部36を備えた弾性筒体35の内部にフィルム10が配設され、通過する状況を示す。図5、図6において、弾性筒状部36は中央部における上下平面部51(51A)と端部に形成されたテーパー部52とから形成される。フィルム10はその端部がテーパー部52と平面部51(51A)の境界にかからず、平面部51(51A)の範囲内に配置される。平面部51(51A)および最内側のテーパー部52の内面とフィルム10との間には空隙53が形成される。この空隙53はフィルム10の全周において形成されるが、テーパー部52の内面とフィルム10の端部との間に形成される空隙を端部空隙55と称し、中央部に形成される空隙を中央部空隙54と称することとする。筒状部36の端部をテーパー部52とすることによって、弾性筒状部36の平面部51(51A)が押圧された時に変形し易くするとともに、押圧時にテーパー部端面にたわみが発生しないようにしてテーパー部52内面の空隙55を消滅させるようにしている。
【0045】
図7に、ピストンの筒体接触部の外観を示す。図7において、上ピストン71Aと下ピストン71Bとの間にフィルム10が配設され、上下ピストン71A、71Bとフィルム10の接触する構成が図示されている。上ピストン71Aには切り込み110が形成され、該切り込み110に設けられたネジ孔を介して上ピストン71Aは前板22にボルト39により固定される。図7に示すように、上下ピストン71A、71Bは、その筒状部押圧面93がフィルムの端部に接触する面94(94A)、95(95A)で幅広とされ、中央部96、97において幅狭とされた凹形状としてあり、幅狭面の幅は8mm未満、幅広面の幅は8〜20mmとされる。
【0046】
すなわち、上下ピストン71A、71Bがフィルム10に接触する面は、中央部におけるフィルム幅方向に細長い矩形部と、両方のフィルム端部に接触する面おける長方形の矩形部とから形成される。
【0047】
このような構成において、各ピストン71A、71Bは、筒体接触部91、92のそれらの筒状部押圧面93が、フィルム10に接触する面94(94A)、95(95A)でフィルムの流れ方向で幅広とされ、中央部96で幅狭とされ、筒体接触部91、92が弾性筒状部36を1mm深さ押圧した場合において、本実施例の特徴である、通過遮断が確実に行われて真空を維持でき、かつフィルムの弾性筒体の内面に貼着する力を減少させ、フィルムを通過させるときにフィルムを弾性筒体から直ちに剥離させる効果を得るのに必要充分な幅を確実に確保することができる。
【0048】
図7に示す例にあってはフィルム端部に接触する面における矩形部は長方形としてあるが、必ずしも長方形である必要はなく、この場合フィルムの幅方向において8〜20mm程度の幅に設定すればよい。
【0049】
図8に、図7に示すピストンの断面形状を示す。図8(a)は図7のY−Y断面を示し、図8(b)は図7のX−X断面を示す。図8(a)において、突起状の筒体接触部92は、その表面の上面は、ストレートな平面98と、これに接続された曲面99とから形成される。図8(b)において、突起状の筒体接触部92は、その表面の上面はストレートな平面100から構成され、ストレートな平面100は図8(a)に示す平面98に継続した状態とされ、平面98は平面100に比べて幅が大きく設定される。切り欠き86の反対側にも切り欠き101が形成され、この切り欠きによって前述の筒体接触部92の中央部における幅狭部が形成され、ストレートな平面100と両端部の平面98とで上述した凹部形状が形成される。
【0050】
本実施例では、突起状の筒体接触部92の筒状部押圧面93はストレートな平面としてあるが、平面に近い曲面をも含めることが可能である。
【0051】
図9、図10は、ピストン71A、71Bを用いて弾性筒体35、すなわち弾性筒体35の弾性筒状部36を押圧した状態を示す。フィルム端部に接触する面で幅広とされた押圧面で弾性筒状部36は押圧され、中央部で幅狭とされた押圧面で弾性筒状部36は押圧される。
【0052】
この押圧によって中央部空隙54および端部空隙55は消滅し、弾性筒状部36とフィルム10との間、およびテーパー部52に空隙はない。ここで、平面部51(51A)に挟み込まれたフィルム10の端部では、フィルム10の厚みのためにフィルム端空隙56が消滅しないで残存し得る。しかしながら、ピストンの筒体接触部の幅広面の幅を8〜20mmに設定することによって、フィルム端空隙56は図10に示すように端部において減圧するに充分な幅l(長さ)が幅広面の幅に対応して確保され、弾性筒状体35のパッキング機能、作用によってこの空隙を通過する気体の流通を遮断あるいは極めて小さな流通に止めることができるようになる。
【0053】
そして、幅狭面の幅l´を8mm未満(0を含まず)とすることによって、フィルム10がピストンの筒体接触部を介して筒状部平面部51(51A)の内面で押圧される幅は小さくされ、ピストン71Bを下方へ移動すると直ちに筒状部平面部51(51A)の内面はフィルム10に対する貼着がなくなり、フィルム10は筒状部平面部51、51Aの内面から剥離される。
【0054】
このように、幅狭面の幅l´を8mm未満とすることによってフィルム10の弾性筒体35に対する貼着力を小さくして、再稼動する時にフィルム10を弾性筒体35から分離することができる。フィルム10に接する弾性筒状体36の内面を表面加工して無数の凹凸を形成することによってフィルム10の剥離性は更に改善される。
【0055】
このように、本実施例によれば、フィルム10が弾性筒体35の内面(弾性筒状部36の内面)に貼着するようなゲートバルブを使用したような場合にあっても、遮断において充分に真空確保した遮断を行うことができ、かつこの遮断時においてフィルム10の弾性筒体の内面に対する貼着力を小さくして剥離し易いものとすることができる。
【0056】
そして、この実施例によれば、フィルム通過方法において、通過するフィルムの端面とフィルムを包囲する前記筒体の内面端面間に形成される空隙を中央部の面押する面の、フィルムの水平通過方向に直角な垂直方向の幅に比べて長く形成し、反対に中央部の押圧する面の該幅が幅広とされた端部における面押圧する面に比べて小さくされてフィルム貼着力が端部におけるフィルム貼着力に比べて小さくすることができる。
【0057】
なお、本実施例において、ピストンの筒状部圧面93は、幅広の端部と幅狭面の中央部とから形成される凹形断面を有しているが、本発明はこれらの実施例にのみ制限されるものではなく、例えば図11に示すように幅広の端部と幅狭面の中央部とが曲線でつながる円弧状の断面を有するものとしてもよい。
【符号の説明】
【0058】
1…フィルム製造装置、2…ロール巻出部屋、3…ロール巻取り部屋、4,4A,4B…反応室、5…フィルム搬送路、6…ロール巻出機、7…ロール巻取り機、8,9…ロール、10…フィルム、11,12,13,14,15,16…ゲートバルブ、20…バルブ本体、21…ピストン部、22…前板、23…後板、24…側方板、25…上面板、26…下面板、30…空間部、33,34…フィルム通過窓(貫通孔)、35…弾性筒体(筒体)、36…筒状部、41…入口側折曲部,42…出口側折曲部、51,51A…筒状部上下平面部、52…筒状部端部テーパー部、53…空隙、54…中央部空隙、55…端部空隙、71,71A,71B…ピストン、72,72A,72B…保持具、73…ピストン駆動装置、81,82…引っかけ部、83…突起、84A,84B…凹部、85,86…切り欠き部、91,92…筒体接触部、93…筒状部押圧面、94,94A,95,95A…端部、96,97…中央部、98…ストレートな平面、99…曲面、100…平面。
【特許請求の範囲】
【請求項1】
入口側および出口側にフィルム通過窓が形成され、内部に空間部が形成されたバルブ本体と、前記空間部内を延在し、前記入口側および出口側のフィルム通過窓をそれぞれ包囲閉塞する弾性筒状部を備えた筒体と、前記空間部に設けられ、前記弾性筒状部のフィルムが通過する側を内面とした時に、外面に接触して該弾性筒状部を面押圧するピストンと、から構成された気密を保持するゲートバルブにおいて、
前記ピストンは、その押圧する面が、フィルム端部に接触する面で幅広とされ、中央部において幅狭とされ、幅狭面の幅は8mm未満、幅広面の幅は8〜20mmとされたこと
を特徴とするゲートバルブ。
【請求項2】
請求項1において、押圧する面はストレートな平面を有して構成され、ストレートな平面が上述した数値に対応することを特徴とするゲートバルブ。
【請求項3】
請求項1または2において、出口側のフィルム通過窓側の端部において面押圧する面が幅広とされたことを特徴とするゲートバルブ。
【請求項4】
請求項3において、前記ピストンは、幅広とされた面押圧する面に連続して、フィルムの水平通過方向に直角な垂直方向に切り欠き部を有し、該切り欠き部に前記筒体の端部を収納し、該ピストンに支持された支持部材によって該筒体の端部を切り欠き部に押し付けて保持するようにしたことを特徴とするゲートバルブ。
【請求項5】
請求項4において、前記ピストンには入口側のフィルムの通過窓側の端部に、フィルムの水平通過に直角な垂直方向に前記筒体の端部の引っかけ部が形成してあり、該引っかけ部に該筒体の端部が引っかけられ、前記支持体によって該筒体を前記ピストンに支持することを特徴とするゲートバルブ。
【請求項6】
請求項1から5のいずれかのゲートバルブを使用し、通過するフィルムの端面とフィルムを包囲する前記筒体の内面端面間に形成される空隙を中央部の面押する面の、フィルムの水平通過方向に直角な垂直方向の幅に比べて長く形成し、反対に中央部の押圧する面の該幅が幅広とされた端部における面押圧する面に比べて小さくされてフィルム貼着力が端部におけるフィルム貼着力に比べて小さくされたことを特徴とするフィルムのゲートバルブ通過方法。
【請求項1】
入口側および出口側にフィルム通過窓が形成され、内部に空間部が形成されたバルブ本体と、前記空間部内を延在し、前記入口側および出口側のフィルム通過窓をそれぞれ包囲閉塞する弾性筒状部を備えた筒体と、前記空間部に設けられ、前記弾性筒状部のフィルムが通過する側を内面とした時に、外面に接触して該弾性筒状部を面押圧するピストンと、から構成された気密を保持するゲートバルブにおいて、
前記ピストンは、その押圧する面が、フィルム端部に接触する面で幅広とされ、中央部において幅狭とされ、幅狭面の幅は8mm未満、幅広面の幅は8〜20mmとされたこと
を特徴とするゲートバルブ。
【請求項2】
請求項1において、押圧する面はストレートな平面を有して構成され、ストレートな平面が上述した数値に対応することを特徴とするゲートバルブ。
【請求項3】
請求項1または2において、出口側のフィルム通過窓側の端部において面押圧する面が幅広とされたことを特徴とするゲートバルブ。
【請求項4】
請求項3において、前記ピストンは、幅広とされた面押圧する面に連続して、フィルムの水平通過方向に直角な垂直方向に切り欠き部を有し、該切り欠き部に前記筒体の端部を収納し、該ピストンに支持された支持部材によって該筒体の端部を切り欠き部に押し付けて保持するようにしたことを特徴とするゲートバルブ。
【請求項5】
請求項4において、前記ピストンには入口側のフィルムの通過窓側の端部に、フィルムの水平通過に直角な垂直方向に前記筒体の端部の引っかけ部が形成してあり、該引っかけ部に該筒体の端部が引っかけられ、前記支持体によって該筒体を前記ピストンに支持することを特徴とするゲートバルブ。
【請求項6】
請求項1から5のいずれかのゲートバルブを使用し、通過するフィルムの端面とフィルムを包囲する前記筒体の内面端面間に形成される空隙を中央部の面押する面の、フィルムの水平通過方向に直角な垂直方向の幅に比べて長く形成し、反対に中央部の押圧する面の該幅が幅広とされた端部における面押圧する面に比べて小さくされてフィルム貼着力が端部におけるフィルム貼着力に比べて小さくされたことを特徴とするフィルムのゲートバルブ通過方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−1578(P2011−1578A)
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願番号】特願2009−143980(P2009−143980)
【出願日】平成21年6月17日(2009.6.17)
【出願人】(000141347)株式会社ブイテックス (8)
【Fターム(参考)】
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願日】平成21年6月17日(2009.6.17)
【出願人】(000141347)株式会社ブイテックス (8)
【Fターム(参考)】
[ Back to top ]