
コアヤーン紡績における芯糸検出方法及び装置
【課題】コアヤーン内の芯糸の有無を確実に検知して、芯糸のないコアヤーンの製造を防止する。
【解決手段】
芯糸Fの周囲に繊維束Sを巻き付けてコアヤーンCを製造する方法において、紡績開始後の所定時間、芯糸Fの含有率を通常紡績時より変化させたコアヤーンCを紡出して、芯糸Fの有無を検出するようにした。延伸した弾性糸の芯糸からなるコアヤーンCを紡出して、このコアヤーンCを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
【解決手段】
芯糸Fの周囲に繊維束Sを巻き付けてコアヤーンCを製造する方法において、紡績開始後の所定時間、芯糸Fの含有率を通常紡績時より変化させたコアヤーンCを紡出して、芯糸Fの有無を検出するようにした。延伸した弾性糸の芯糸からなるコアヤーンCを紡出して、このコアヤーンCを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コアヤーンの芯糸の有無を検出するためのコアヤーン紡績における芯糸検出方法及び装置に関する。
【背景技術】
【0002】
繊維束内に芯糸が配されたコアヤーンを製造する装置として、例えば特許文献1のコアヤーン製造装置がある。この製造装置によれば、芯糸供給装置から供給された弾性糸を芯糸とし、ドラフト装置でドラフトされた繊維束をカバーリング繊維として、紡績装置で紡績を行うことによりコアヤーンを製造している。そして、芯糸供給装置には、芯糸を検出する芯糸検出センサが備えられており、このセンサによって芯糸がないことを検出した場合には紡績作業を停止するように構成されている。
【0003】
しかし、上記のコアヤーン製造装置において、芯糸検出センサが芯糸を検知しているにも拘らず、カバーリング繊維の内部に芯糸が配されずに紡績される場合がある。例えば、コアヤーンを糸継ぎする際、芯糸が空気紡績装置の脇を通るようにしてサクションノズルに吸いこまれてしまうことにより、カバーリング繊維のみの糸が紡績装置によって紡績される場合がある。これにより、芯糸のない糸がパッケージに巻き取られてしまう。
【特許文献1】特開2002−363834号公報(図4、弾性芯糸検出センサ32、段落番号0058)
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする課題は、前記した事情に鑑みてなさたものであって、コアヤーン内の芯糸の有無を確実に検出して、芯糸のないコアヤーンの製造を防止するためのコアヤーン紡績における芯糸検出方法及び装置を提供することである。
【課題を解決するための手段】
【0005】
前記した課題を解決するために、以下の構成からなるコアヤーン紡績における芯糸検出方法及び装置を提供する。本発明に係る芯糸検出方法は、芯糸の周囲に繊維束を巻き付けてコアヤーンを製造する方法において、紡績開始後の所定時間、芯糸の含有率(繊維束に対する芯糸の有する割合)を通常紡績時より変化させたコアヤーンを紡出して、このコアヤーンの芯糸の有無を検出するものである。
【0006】
好ましくは、通常時より細番手化したコアヤーンを紡出して、芯糸の含有率を変化させる。
【0007】
更に好ましくは、ドラフト装置の所定のドラフトローラの回転速度を調整して、コアヤーンの番手を変更する。
【0008】
又、延伸した弾性糸の芯糸からなるコアヤーンを紡出して、このコアヤーンを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
【0009】
好ましくは、通常時より大きな延伸率の芯糸からなるコアヤーンを紡出して、芯糸の含有率を変化させる。
【0010】
そして、本発明に係る芯糸検出装置は、芯糸の周囲に繊維束を巻き付けてコアヤーンを製造する装置において、芯糸の有無を検出する装置を備えており、この芯糸検出装置が、芯糸の含有率を変化させたコアヤーンを紡出するための含有率変更手段を備え、紡績開始後の所定時間、通常紡績時より芯糸含有率を変化させたコアヤーンを紡出して、このコアヤーンの芯糸の有無を検出するものである。
【0011】
好ましくは、含有率変更手段が、通常時より細番手化したコアヤーンを紡出する装置である。
【0012】
更に好ましくは、含有率変更手段が、ドラフト装置の所定のドラフトローラの回転速度を変更する装置を備えている。
【0013】
又、コアヤーン製造装置が、延伸した弾性糸の芯糸からなるコアヤーンを紡出し、芯糸検出装置が、このコアヤーンを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
【0014】
好ましくは、含有率変更手段が、弾性芯糸の延伸率を変更する装置である。
【発明の効果】
【0015】
通常紡績時の芯糸の含有率では、芯糸の有無によって、コアヤーンの太さが殆ど相違しない場合がある。この場合、太さの相違から芯糸の有無を検出するのは難しいので、紡績開始後の所定時間、芯糸の含有率を変化させることによって、芯糸の有無によるコアヤーン径の太さの相違を大きくして、芯糸の有無を確実に判定することができる。そして、このコアヤーンに芯糸が有ることを確認した後に、所定番手のコアヤーンを製造することにより、芯糸の無いコアヤーンの巻き取りを確実に防止できる。
【0016】
芯糸が細デニールで太番手のコアヤーンを製造する通常紡績時において、太番手のコアヤーンは、芯糸の有無によるコアヤーン太さの相違が少ないので、芯糸の有無を検出することが難しい。そのため、紡績開始後の所定期間だけ、細番手化したコアヤーンを紡出して、コアヤーン径の相違を大きくすることにより、芯糸の有無を確実に検出できる。
【0017】
コアヤーンの番手の変更は、ドラフト装置の所定のドラフトローラの回転速度を調整するものが好ましい。例えば、コアヤーン紡績機のバックローラ及びサードローラは、紡績ユニット毎に速度調整できるので、所定の紡績ユニットで糸継ぎするときでも、簡単にコアヤーンの番手を変更できる。
【0018】
弾性芯糸を有するコアヤーンは、弾性力で芯糸を収縮させることによって、コアヤーンの径が膨張変化する。この変化を利用して、コアヤーンを弛ませて、コアヤーンの太さ変化に基づく値と、予め設定した閾値とを比較することによって、コアヤーンの弾性芯糸の有無を検出できる。
【0019】
又、通常時より大きな延伸率の芯糸からなるコアヤーンを紡出して、芯糸の含有率を変化させてもよい。芯糸の延伸率を大きくして復元力を大きくすることのより、コアヤーンを弛ませたときの太さ変化が大きくなるので、芯糸の有無を確実に検出できる。
【発明を実施するための最良の形態】
【0020】
以下、添付図面に基づいて、本発明に係るコアヤーン紡績における芯糸検出方法及び装置について詳細に説明する。
【第一実施例】
【0021】
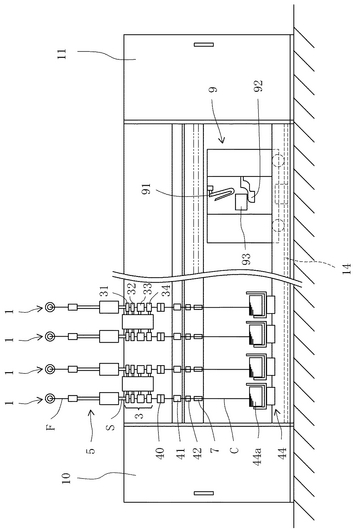
図1は、コアヤーン紡績機を示す全体正面図である。図2は、図1の一部断面側面図である。コアヤーン紡績機は、原動機ボックス10とダストボックス11との間に、多数の紡績ユニット(糸処理ユニット)1,1,1・・・が並設されている。更に、このコアヤーン紡績機は、各紡績ユニット1,1,1・・・に沿うレール14が設けられており、このレール14を糸継ぎ台車9が左右方向に往復走行可能なよう構成されている。そして、この糸継ぎ台車9は、糸継ぎを要求する紡績ユニット1に走行、停止して、糸継ぎ作業を行う。
【0022】
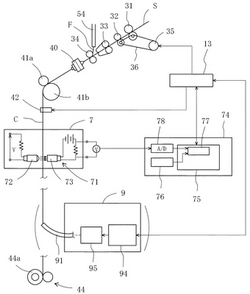
各紡績ユニット1は、ドラフト装置3、芯糸供給装置5、紡績装置40、糸送り装置41及び巻き取り装置44を備えている。ドラフト装置3は、バックローラ31、サードローラ32、ミドルローラ33及びフロントローラ34を有している。芯糸供給装置5は、ボビン50等を有している。紡績装置40は、空気噴射ノズル等を有しており、巻き取り装置44は、巻取りパッケージ44a等を備えている。
【0023】
機台15の背部に設けられたスライバケンス(図示略)から引き出されたスライバSが、バックローラ31へ供給され、ドラフト装置3によってドラフト(延伸)される。そして、ドラフト装置3におけるミドルローラ33とフロントローラ34との間の繊維束に、芯糸供給装置5から供給される芯糸Fが合流する。この芯糸Fは、例えば、ポリエステル等の合成繊維からなる伸縮性のないフィラメント糸である。紡績装置40によって、この繊維束に圧縮空気の旋回気流を作用させて紡績して、芯糸FにスライバSをカバーリングして、コアヤーンCを生成する。
【0024】
紡績装置40から排出されたコアヤーンCは、糸送り装置41によって下方に送られ、糸の欠点を除去するためのカッター装置42、糸欠点を検出するスラブキャッチャ(糸欠点検出器)7を経て、巻き取り装置44によって巻取りパッケージ44aに巻き取られる。スラブキャッチャ7は、糸の太さムラ欠陥を検出する機能や、糸に混入した異物を検出する機能等を有する。
【0025】
糸送り装置41は、デリベリローラ41aと、このデリベリローラ41aに接触するニップローラ41bとからなる。紡績装置40から排出されたコアヤーンCは、デリベリローラ41aとニップローラ41bとの間に挟まれて、デリベリローラ41aの回転駆動によって下方へ送られる。
【0026】
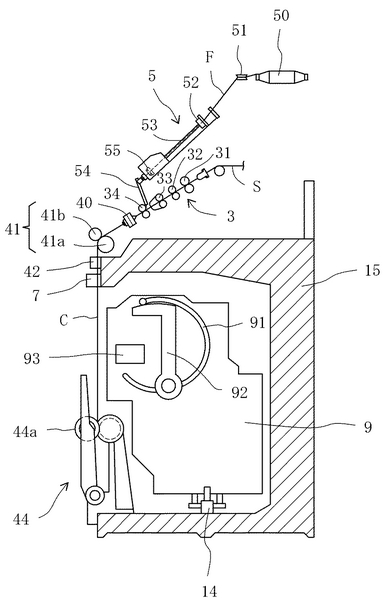
芯糸供給装置5は、ボビン50を有しており、このボビン50から解舒された芯糸Fに所定張力を与えるテンサー51と、芯糸Fを吸引して下流側へ送り出すエアサッカー装置52とを備えている。更に、芯糸供給装置5は、芯糸Fを切断、把持するためのクランプカッター55を備えている。
【0027】
ボビン50から解舒された芯糸Fは、上流側よりテンサー51、エアサッカー装置52、導糸管53及び供給ガイド筒54を経て、フロントローラ34のやや上流側の位置へ供給され、スライバSからなる繊維束に合流して紡績装置40へ導入される。
【0028】
糸継ぎ台車9は、供給側となる紡績装置40から連続的に供給されるコアヤーンCを吸引捕捉するサンクションパイプ(供給側糸端捕捉手段)91と、巻取りパッケージ44aのコアヤーンCを吸引捕捉するサクションマウス(巻取り側糸端捕捉手段)92と、このサクションパイプ91とサクションマウス92が捕捉した各コアヤーンCを繋ぐための糸継ぎ装置93と、を備えている。サクションパイプ91及びサクションマウス92の端部は、吸引流発生源95(図3参照)によって吸引空気流が発生しており、糸端を吸引、捕捉する。糸継ぎ装置93は、図示しないクランプ部材、カッタ部材、スプライサ等で構成されている。
【0029】
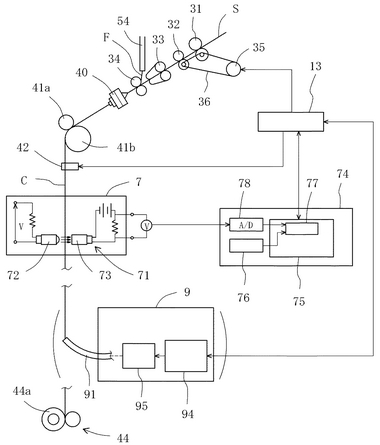
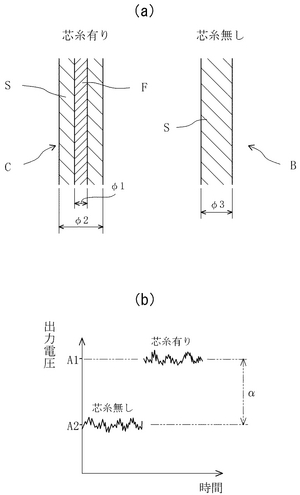
次に、スラブキャッチャ7によって糸欠点を検出した際の、糸欠点を除去して糸継ぎする動作について説明する。図3は、糸継ぎ動作等を説明するための要部側面図である。図4は、糸継ぎ動作等を説明するためのフローチャート図である。図5は、細番手化したコアヤーン及び紡績糸について、(a)は拡大断面図、(b)はスラブキャッチャの出力電圧を示すグラフ図である。図6は、細番手化していないコアヤーン及び紡績糸について、(a)は拡大断面図、(b)はスラブキャッチャの出力電圧を示すグラフ図である。
【0030】
カッター装置42及びスラブキャッチャ7は、機台15の正面側に設けられており、紡績装置40から紡出されたコアヤーンCが通過するようになっている(図2参照)。そして、スラブキャッチャ7及びこのスラブキャッチャ7に接続されたスラブキャッチャコントローラ74によって、走行するコアヤーンCの糸欠点を検知可能なようになっている。
【0031】
スラブキャッチャ7は、糸欠点を検出するための検出部71を備えている。この検出部71は、LED等の発光素子からなる投光部72と、光電変換素子からなる受光部73とからなる。そして、投光部72から投光される光がコアヤーンCによって遮られることによって、受光部73に影が形成され、この影の大きさ(面積)を受光部73が電気信号に変換する。この受光部73は、影の大きさに比例して電圧値が上昇するよう構成されている。
【0032】
スラブキャッチャコントローラ74は、制御部75、記憶部76、比較部77等を備えている。記憶部76は、糸欠点や芯糸の有無を検知するために、所定電圧値(許容電圧値)が記憶される。制御部75は、紡績ユニットコントローラ13への通信等を司る。更に、制御部75には、比較部77が設けられており、この比較部77によって、記憶部76の記憶する許容電圧値と、受光部73から入力される電圧値と、が比較される。
【0033】
以上の構成により、受光部73からの電圧信号が、スラブキャッチャコントローラ74へ次々と入力され、走行するコアヤーンCの太さをモニタする。即ち、走行するコアヤーンCの太さ(輪郭太さ)が変動すると、受光部73に形成される影の大きさも変動し、受光部73の出力する電圧値の変動となる。そして、この電圧値が、A/Dコンバータ78でデジタル変換された後、比較部77へ入力され、記憶部76の記憶する許容電圧値と比較される。
【0034】
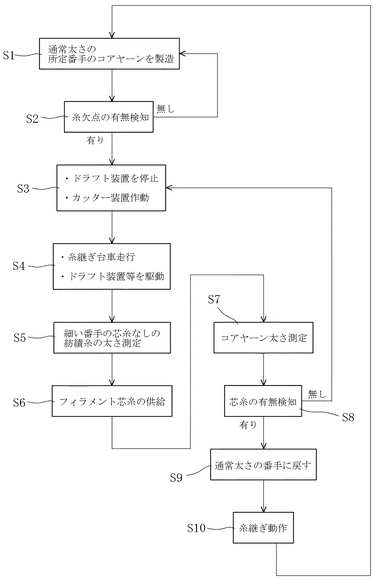
コアヤーンCに糸欠点が存在する場合、受光部73の出力する電圧値が、記憶部76の記憶する許容電圧値(通常太さのコアヤーンCの許容範囲に相当する電圧値)を越え、これによって、制御部75が紡績ユニットコントローラ13へ信号を送る(S2)。この信号によって、コアヤーンCの糸欠点を除去し糸継ぎするための次の動作を開始する。
【0035】
この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42を作動させてコアヤーンCを切断すると共に、ドラフト装置3、芯糸供給装置5及び紡績装置40を一旦停止し(S3)、糸継ぎ台車コントローラ94へ信号を送る。これにより、糸継ぎ台車9は、該当する紡績ユニット1の前まで自走する。その後、紡績ユニットコントローラ13が、ドラフト装置3及び紡績装置40を再駆動する(S4)。
【0036】
その際、紡績ユニットコントローラ13は、バックローラ31及びサードローラ32をベルト36で懸架して駆動する駆動モータ35を制御して、バックローラ31及びサードローラ32の回転速度を通常時より遅くする。これにより、通常の巻取り時よりもスライバSの供給量を少なくする。更に、クランプカッター55により、芯糸供給装置5の芯糸Fを把持し供給を中断しておく。これらによって、一時、細番手化した芯糸無しの紡績糸Bを紡出する。
【0037】
そして、糸継ぎ台車9が、サクションパイプ91によって紡出側の紡績糸Bを、吸引捕捉すると共に、カッター装置42及びスラブキャッチャ7を通過するように案内する。その際、先ず、図5に示すように、細番手化した芯糸無しの紡績糸Bの径φ3の平均電圧値A2を、スラブキャッチャ7により検知して、記憶部76に記憶させる(S5)。
その後、芯糸供給装置5からフィラメント芯糸Fを供給して、細番手化した芯糸Fの有る(芯糸Fの合流が失敗して芯糸Fの無い場合もある)コアヤーンCを紡出する(S6)。そして、このコアヤーンCの径φ2の平均電圧値A1を、スラブキャッチャ7により検知して、比較部77に入力する(S7)。
【0038】
これらにより、平均電圧値A1(細番手化した芯糸有りのコアヤーンC太さ)と、平均電圧値A2(細番手化した芯糸無しの紡績糸B太さ)と、の電圧差(α)を演算し、この電圧差(α)が比較部77に入力される。
【0039】
又、スラブキャッチャコントローラ74は、所定の閾値の電圧が記憶部76に記憶されている。この閾値は、コアヤーンC内に芯糸があるか否かを判定するためのものである。比較部77により、上記の電圧差(α)が、閾値以上のとき芯糸Fの入っている正常なコアヤーンCであると判定し、閾値以下のとき芯糸Fの入っていない不良なコアヤーンCであると判定する(S8)。
【0040】
芯糸Fが入っていない不良なコアヤーンCは、芯糸Fを供給する前後において、径方向の相違がなく影の面積は殆ど変わらないので、電圧差(α)は小さい。従って、不良なコアヤーンCの場合、電圧差(α)は閾値以下となる。
そして、前記したように、一時的にコアヤーンCを細番手化して、芯糸Fの有無によるコアヤーンCの径方向の相違を大きくすることにより、受光部73の出力電圧の変動(電圧差(α))を大きくして、スラブキャッチャコントローラ74が、コアヤーンCに芯糸Fが入っているか否かを判定し易いように構成されている(図5(b)参照)。
【0041】
すなわち、図6に示すように、コアヤーンCを細番手化せず、通常時の太番手のコアヤーンCのままで芯糸Fの有無を判定すると、芯糸有りの径φ2’の平均電圧値A1’と、芯糸無しの径φ3’の平均電圧値A2’と、の電圧差(α’)が非常に少ないので、明確に太さ変化を確認することができず誤判別する可能性が大きい。
芯糸検出の所定時間だけ細番手化して、芯糸Fの径φ1がコアヤーンCの径φ2に対して10乃至50%程度になるよう調整することにより、電圧差(α)を大きくでき、芯糸の有無の判定を明確にすることができる。
【0042】
芯糸が入っている正常なコアヤーンCであると判定した場合には、紡績ユニットコントローラ13が駆動モータ35へ信号を送り、遅くしたバックローラ31及びサードローラ32の回転速度を通常の速度にまで戻して、細番手化したコアヤーンCを通常の太さに戻す(S9)。その後、糸継ぎ台車9が、引続き糸継ぎ動作を行う(S10)。そして、通常太さの所定番手のコアヤーンCを製造する(S1)。
【0043】
それに対して、芯糸の入っていない不良なコアヤーンCであると判定した場合には、スラブキャッチャコントローラ74の制御部75は、紡績ユニットコントローラ13へ信号を送る。この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42で不良コアヤーンを切断し、再び前記と同様の作業を行う(S3〜S8)。又異常を報知してコアヤーン紡績機の駆動を停止して、オペレータが手動で異常を取り除いても良い。
【第二実施例】
【0044】
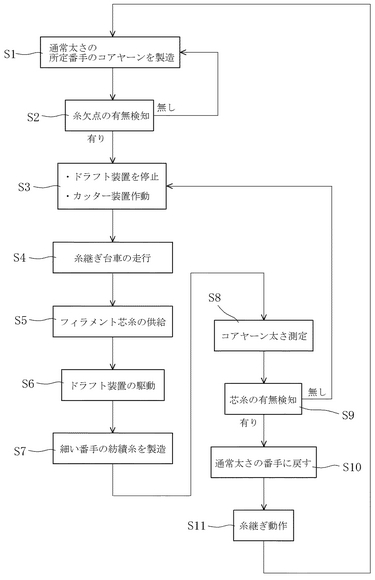
次に、第二実施例について説明する。図7は、糸継ぎ動作等を説明するためのフローチャート図である。第二実施例は、前記した第一実施例と近似する構成なので、異なる点についてのみ詳細に説明する。
【0045】
この第二実施例は、細番手化した芯糸無しの紡績糸Bの径φ3の平均電圧値A2を(図5参照)、予め測定して記憶部76に記憶させておくものである。従って、通常太さの所定番手のコアヤーンを製造(S1)、糸欠点の有無検知(S2)、ドラフト装置を停止、カッター装置作動(S3)、糸継ぎ台車の走行(S4)した後(ここまで第一実施例と同じ)、フィラメント芯糸Fを供給(S5)、ドラフト装置の駆動(S6)、細番手化したコアヤーンCを製造(S7)する。
【0046】
この細番手化した芯糸の有るコアヤーンCの径φ2の平均電圧値A1を(図5参照)、比較部77に入力させる(S8)。この平均電圧値A1(細番手化した芯糸の有るコアヤーンC太さ)と、予め記憶させた平均電圧値A2(細番手化した芯糸の無い紡績糸B太さ)と、の電圧差(α)から、芯糸の有無を検知する(S9)。
【0047】
そして、芯糸Fの有る正常なコアヤーンCであると判定した場合には、遅くした回転速度を、通常の速度にまで戻して通常番手のコアヤーンCに戻す(S10)。その後、引続き糸継ぎ動作を行い(S11)、所定番手のコアヤーンCを製造する(S1)。芯糸Fの無い不良なコアヤーンCであると判定した場合には、カッター装置42で不良コアヤーンを切断し、再び前記の作業を行う(S3〜S9)。
【第三実施例】
【0048】
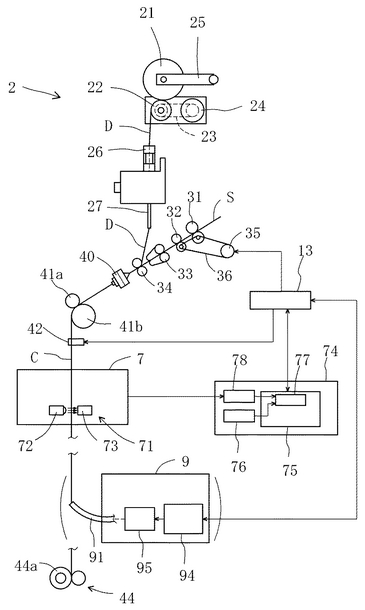
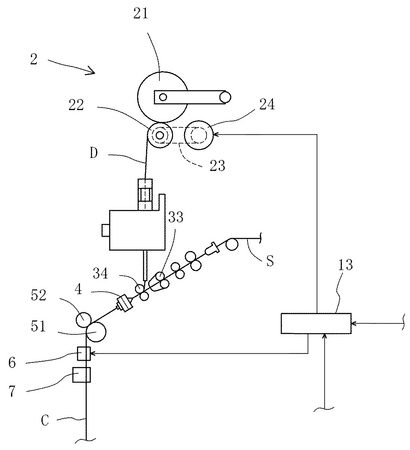
次に、第三実施例について詳細に説明する。前記した第一及び第二実施例と同じ部分については、説明を省略する。図8は、コアヤーン紡績機の要部側面図である。この第三実施例のコアヤーン紡績機は、第一及び第二実施例の芯糸供給装置5の代わりに、弾性芯糸供給装置2が備えられている。
【0049】
弾性芯糸供給装置2は、弾性芯糸パッケージ21を有しており、この弾性芯糸パッケージ21の周面に接触して回転する回転ローラ22を有している。この回転ローラ22は、ベルト23を介して駆動用モータ24の駆動によって回転する。そして、弾性芯糸パッケージ21は、クレードルアーム25によって回転自在に支持されている。
【0050】
回転ローラ22の回転を受けて、弾性芯糸パッケージ21から解舒された弾性芯糸Dは、エアサッカー装置26の高圧エアの噴射によって、供給ガイド筒27を通過する。そして、弾性芯糸Dは、供給ガイド筒27からフロントローラ34のやや上流側の位置へ供給され、繊維束に合流して紡績装置40へ導入される。
【0051】
糸送り装置41のデリベリローラ41aの回転速度は、弾性芯糸供給装置2の回転ローラ22の回転速度よりも大きく設定されており、これにより、弾性芯糸Dは引き伸ばされた状態(例えば3倍に)で、紡績されるよう構成されている。
【0052】
次に、スラブキャッチャによって糸欠点を検出した際の、糸欠点を除去して糸継ぎする動作について説明する。図9は、糸継ぎ動作等を説明するためのフローチャート図である。図10は、コアヤーンを弛ませた場合と弛ませていない場合の、スラブキャッチャの出力電圧を示すグラフ図である。
【0053】
コアヤーンCに糸欠点が存在する場合、受光部73の出力する電圧値が、許容電圧値の範囲を越え、制御部75が、紡績ユニットコントローラ13へ信号を送る(S2)。この信号により、コアヤーンCの糸欠点を除去し次の動作を開始する。
【0054】
この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42を作動させてコアヤーンCを切断すると共に、ドラフト装置3、弾性芯糸供給装置2及び紡績装置40を一旦停止し(S3)、糸継ぎ台車コントローラ94へ信号を送る。これにより、糸継ぎ台車9は、該当する紡績ユニット1の前まで自走する。その後、紡績ユニットコントローラ13が、ドラフト装置3、弾性芯糸供給装置2及び紡績装置40を再駆動する(S4)。
【0055】
その際、紡績ユニットコントローラ13は、バックローラ31及びサードローラ32をベルト36で懸架して駆動する駆動モータ35を制御して、バックローラ31及びサードローラ32の回転速度を遅くする。これにより、巻取り時よりもスライバSの供給量を少なくし、所定期間、細番手化したコアヤーンCを紡出する(S5)。
【0056】
そして、糸継ぎ台車9が、先ずサクションパイプ91によって紡出側のコアヤーンCを、吸引捕捉すると共に、カッター装置42及びスラブキャッチャ7を通過するように案内する。この時の吸引流発生源95の吸引力は、糸継ぎ台車コントローラ94によって、糸送り装置41の糸送り力より弱くなるよう設定されている。これにより、糸送り装置41とサクションパイプ91との間におけるコアヤーンCの張力は、糸送り装置41の上流側の部分でのコアヤーンCの張力より小さくなっている。
【0057】
コアヤーンCは、弾性芯糸Dを芯糸として延伸させた状態で、周囲にスライバSからなる繊維束を巻き付かせて紡績されている。そのため、サクションパイプ91の吸い込み力を弱く設定することにより、糸送り装置41と、サクションパイプ91と、の間のコアヤーンCは弛むので、長さ方向に収縮して、径方向に膨張してチヂレる。従って、サクションパイプ91の吸い込み力の設定によって、コアヤーンCの弛み具合(径方向の膨張量)を調節できる。
更に、前記したように、繊維束の供給量を少なくして、コアヤーンCを細番手化することにより、径方向の膨張傾向が大きくなるように構成されている。
【0058】
そして、先ず、図10(a)に示すように、細番手化したコアヤーンCを紡績中(S5)に、弛ませない状態でのコアヤーンCの太さの平均電圧値A4を、記憶部76に記憶させる。その後、この細番手化したコアヤーンCを弛ませ、この弛ませた状態での平均電圧値A3が、比較部77に入力される。これらにより、平均電圧値A3(細番手の弛ませた状態のコアヤーン太さ)と平均電圧値A4(細番手の弛ませていない状態のコアヤーン太さ)との電圧差(β)を演算し、この電圧差(β)が比較部77に入力される。
【0059】
スラブキャッチャコントローラ74は、所定の閾値の電圧が記憶部76に記憶されている。比較部77により、上記の電圧差(β)が、この閾値以上のとき弾性芯糸Dの入っている正常なコアヤーンCであると判定し、閾値以下のとき弾性芯糸Dの入っていない不良なコアヤーンCであると判定する(S6)。
又、弾性芯糸Dが入っていない不良なコアヤーンCは、前記のような径方向の膨張傾向が現れないので、影の面積は殆ど変わらず、電圧差(β)は小さい。従って、不良なコアヤーンCの場合、電圧差(β)は閾値以下となる。
【0060】
そして、前記したように、一時的にコアヤーンCを細番手化して、コアヤーンCの径方向の膨張傾向を大きくすることにより、受光部73の出力電圧の変動(電圧差(β))を大きくして、スラブキャッチャコントローラ74が、コアヤーンCに弾性芯糸が入っているか否かを判定し易いように構成されている(図10(a)参照)。
すなわち、図10(b)に示すように、コアヤーンCを細番手化せず、所定番手のコアヤーンCのままで弾性芯糸Dの有無を判定すると、弛ませた状態での平均電圧値A3’と、弛ませていない状態での平均電圧値A4’と、の電圧差(β’)が非常に少ないので、明確に太さ変化を確認することができず誤判別する可能性が大きくなる。
【0061】
弾性芯糸が入っている正常なコアヤーンCであると判定した場合には、紡績ユニットコントローラ13が駆動モータ35へ信号を送り、遅くしたバックローラ31及びサードローラ32の回転速度を、通常の速度にまで戻して、細番手化したコアヤーンCを通常の太さに戻す(S7)。その後、糸継ぎ台車9が、引続き糸継ぎ動作を行う(S8)。そして、通常太さの所定番手のコアヤーンCを製造する(S1)。
【0062】
それに対して、弾性芯糸の入っていない不良なコアヤーンCであると判定した場合には、スラブキャッチャコントローラ74の制御部75は、紡績ユニットコントローラ13へ信号を送る。この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42で不良コアヤーンを切断し、再び前記と同様の作業を行う(S3〜S6)。又、異常を報知し停止して、オペレータが手動で異常を取り除いても良い。
【第四実施例】
【0063】
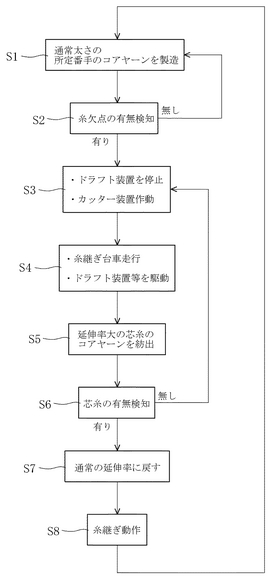
次に、通常時より大きな延伸率の芯糸からなるコアヤーンを紡出して、芯糸の含有率を変化させる第四実施例について説明する。図11は、糸継ぎ動作等を説明するための要部側面図である。図12は、糸継ぎ動作等を説明するためのフローチャート図である。第四実施例は、前記した第三実施例と近似する構成なので、異なる点についてのみ詳細に説明する。
【0064】
紡績ユニットコントローラ13は、弾性芯糸供給装置2の弾性パッケージ駆動用モータ24に接続されており、この駆動用モータ24の回転速度を制御するよう構成されている。そして、所定番手のコアヤーンを製造(S1)、糸欠点の検知(S2)、ドラフト装置を停止、カッター装置作動(S3)、糸継ぎ台車走行、ドラフト装置等を駆動(S4)した後(ここまで第三実施例と同じ)、通常時よりも駆動用モータ24の回転速度を遅くする。これにより、弾性芯糸Dは通常時よりも大きく引き伸ばされつつ送られるので、通常時よりも大きな延伸率の弾性芯糸Dからなるコアヤーンが紡出される(S5)。
【0065】
そして、図10(a)に示すように、大きな延伸率の弾性芯糸DのコアヤーンCを、弛ませていない状態の平均電圧値A4と、弛ませた状態の平均電圧値A3と、の電圧差(β)が、所定の閾値以上であれば、弾性芯糸Dの入っている正常なコアヤーンCであると判定し、閾値以下であれば、弾性芯糸Dの入っていない不良なコアヤーンCであると判定する(S6)。
【0066】
この第四実施例では、一時的に弾性芯糸Dの延伸率を大きくして、コアヤーンCの復元力を大きくすることにより、弛ませたときのコアヤーンCの径方向の膨張傾向を大きくして、受光部73の出力電圧の変動(電圧差(β))を大きくし、スラブキャッチャコントローラ74が、コアヤーンCに弾性芯糸Dが入っているか否かを判定し易いように構成されている。
すなわち、図10(b)に示すように、弾性芯糸Dの延伸率を大きくせず、通常延伸率のコアヤーンCのままで弾性芯糸Dの有無を判定すると、弛ませた状態の平均電圧A3’と、弛ませていない状態の平均電圧A4’と、の電圧差(β’)が非常に少ないので、明確に太さ変化を確認することができず誤判別する可能性が大きい。
【0067】
弾性芯糸Dが入っている正常なコアヤーンCであると判定した場合には、紡績ユニットコントローラ13が駆動用モータ24へ信号を送り、遅くした回転速度を、通常の速度にまで戻して、通常延伸率の弾性芯糸DからなるコアヤーンCに戻す(S7)。その後、引続き糸継ぎ動作を行い(S8)、所定番手のコアヤーンCを製造する(S1)。
【0068】
それに対して、弾性芯糸Dの入っていない不良なコアヤーンCであると判定した場合には、スラブキャッチャコントローラ74の制御部75は、紡績ユニットコントローラ13へ信号を送る。この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42で不良コアヤーンを切断し、再び前記と同様の作業を行う(S3〜S6)。
【0069】
本実施例では、芯糸有無判定装置をスラブキャッチャと兼用したが、スラブキャッチャとは別に芯糸有無判定装置を設けても良い。上記実施形態はコアヤーン紡績機についてのものであるが、コアヤーンを巻き取る機能を有するもの、例えば単純なコアヤーン巻取り装置にも適用できる。スラブキャッチャは、光電式に限らず、例えば静電容量式等を採用することもできる。
【図面の簡単な説明】
【0070】
【図1】第一実施例のコアヤーン紡績機を示す全体正面図である。
【図2】図1の一部断面側面図である。
【図3】第一実施例の糸継ぎ動作等を説明するための要部側面図である。
【図4】第一実施例の糸継ぎ動作等を説明するためのフローチャート図である。
【図5】細番手化したコアヤーン及び紡績糸について、(a)は拡大断面図、(b)はスラブキャッチャの出力電圧を示すグラフ図である。
【図6】細番手化していないコアヤーン及び紡績糸について、(a)は拡大断面図、(b)はスラブキャッチャの出力電圧を示すグラフ図である。
【図7】第二実施例の糸継ぎ動作等を説明するためのフローチャート図である。
【図8】第三実施例のコアヤーン紡績機を示す要部側面図である。
【図9】第三実施例の糸継ぎ動作等を説明するためのフローチャート図である。
【図10】コアヤーンを弛ませた場合と弛ませていない場合の、スラブキャッチャの出力電圧を示すグラフ図である。
【図11】第四実施例の糸継ぎ動作等を説明するための要部側面図である。
【図12】第四実施例の糸継ぎ動作等を説明するためのフローチャート図である。
【符号の説明】
【0071】
1.紡績ユニット(糸処理ユニット)
13.紡績ユニットコントローラ
2.弾性芯糸供給装置
3.ドラフト装置
31.バックローラ
32.サードローラ
33.ミドルローラ
34.フロントローラ
35.駆動モータ
36.ベルト
5.芯糸供給装置
7.スラブキャッチャ(芯糸有無判定装置)
71.検出部
72.投光部
73.受光部
74.スラブキャッチャコントローラ
75.制御部
76.記憶部
77.比較部
9.糸継ぎ台車
91.供給側糸端捕捉手段(サクションパイプ)
92.巻取り側糸端捕捉手段(サクションマウス)
93.糸継ぎ装置
S.スライバ
F.芯糸
D.弾性芯糸
C.コアヤーン
B.紡績糸
【技術分野】
【0001】
本発明は、コアヤーンの芯糸の有無を検出するためのコアヤーン紡績における芯糸検出方法及び装置に関する。
【背景技術】
【0002】
繊維束内に芯糸が配されたコアヤーンを製造する装置として、例えば特許文献1のコアヤーン製造装置がある。この製造装置によれば、芯糸供給装置から供給された弾性糸を芯糸とし、ドラフト装置でドラフトされた繊維束をカバーリング繊維として、紡績装置で紡績を行うことによりコアヤーンを製造している。そして、芯糸供給装置には、芯糸を検出する芯糸検出センサが備えられており、このセンサによって芯糸がないことを検出した場合には紡績作業を停止するように構成されている。
【0003】
しかし、上記のコアヤーン製造装置において、芯糸検出センサが芯糸を検知しているにも拘らず、カバーリング繊維の内部に芯糸が配されずに紡績される場合がある。例えば、コアヤーンを糸継ぎする際、芯糸が空気紡績装置の脇を通るようにしてサクションノズルに吸いこまれてしまうことにより、カバーリング繊維のみの糸が紡績装置によって紡績される場合がある。これにより、芯糸のない糸がパッケージに巻き取られてしまう。
【特許文献1】特開2002−363834号公報(図4、弾性芯糸検出センサ32、段落番号0058)
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする課題は、前記した事情に鑑みてなさたものであって、コアヤーン内の芯糸の有無を確実に検出して、芯糸のないコアヤーンの製造を防止するためのコアヤーン紡績における芯糸検出方法及び装置を提供することである。
【課題を解決するための手段】
【0005】
前記した課題を解決するために、以下の構成からなるコアヤーン紡績における芯糸検出方法及び装置を提供する。本発明に係る芯糸検出方法は、芯糸の周囲に繊維束を巻き付けてコアヤーンを製造する方法において、紡績開始後の所定時間、芯糸の含有率(繊維束に対する芯糸の有する割合)を通常紡績時より変化させたコアヤーンを紡出して、このコアヤーンの芯糸の有無を検出するものである。
【0006】
好ましくは、通常時より細番手化したコアヤーンを紡出して、芯糸の含有率を変化させる。
【0007】
更に好ましくは、ドラフト装置の所定のドラフトローラの回転速度を調整して、コアヤーンの番手を変更する。
【0008】
又、延伸した弾性糸の芯糸からなるコアヤーンを紡出して、このコアヤーンを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
【0009】
好ましくは、通常時より大きな延伸率の芯糸からなるコアヤーンを紡出して、芯糸の含有率を変化させる。
【0010】
そして、本発明に係る芯糸検出装置は、芯糸の周囲に繊維束を巻き付けてコアヤーンを製造する装置において、芯糸の有無を検出する装置を備えており、この芯糸検出装置が、芯糸の含有率を変化させたコアヤーンを紡出するための含有率変更手段を備え、紡績開始後の所定時間、通常紡績時より芯糸含有率を変化させたコアヤーンを紡出して、このコアヤーンの芯糸の有無を検出するものである。
【0011】
好ましくは、含有率変更手段が、通常時より細番手化したコアヤーンを紡出する装置である。
【0012】
更に好ましくは、含有率変更手段が、ドラフト装置の所定のドラフトローラの回転速度を変更する装置を備えている。
【0013】
又、コアヤーン製造装置が、延伸した弾性糸の芯糸からなるコアヤーンを紡出し、芯糸検出装置が、このコアヤーンを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
【0014】
好ましくは、含有率変更手段が、弾性芯糸の延伸率を変更する装置である。
【発明の効果】
【0015】
通常紡績時の芯糸の含有率では、芯糸の有無によって、コアヤーンの太さが殆ど相違しない場合がある。この場合、太さの相違から芯糸の有無を検出するのは難しいので、紡績開始後の所定時間、芯糸の含有率を変化させることによって、芯糸の有無によるコアヤーン径の太さの相違を大きくして、芯糸の有無を確実に判定することができる。そして、このコアヤーンに芯糸が有ることを確認した後に、所定番手のコアヤーンを製造することにより、芯糸の無いコアヤーンの巻き取りを確実に防止できる。
【0016】
芯糸が細デニールで太番手のコアヤーンを製造する通常紡績時において、太番手のコアヤーンは、芯糸の有無によるコアヤーン太さの相違が少ないので、芯糸の有無を検出することが難しい。そのため、紡績開始後の所定期間だけ、細番手化したコアヤーンを紡出して、コアヤーン径の相違を大きくすることにより、芯糸の有無を確実に検出できる。
【0017】
コアヤーンの番手の変更は、ドラフト装置の所定のドラフトローラの回転速度を調整するものが好ましい。例えば、コアヤーン紡績機のバックローラ及びサードローラは、紡績ユニット毎に速度調整できるので、所定の紡績ユニットで糸継ぎするときでも、簡単にコアヤーンの番手を変更できる。
【0018】
弾性芯糸を有するコアヤーンは、弾性力で芯糸を収縮させることによって、コアヤーンの径が膨張変化する。この変化を利用して、コアヤーンを弛ませて、コアヤーンの太さ変化に基づく値と、予め設定した閾値とを比較することによって、コアヤーンの弾性芯糸の有無を検出できる。
【0019】
又、通常時より大きな延伸率の芯糸からなるコアヤーンを紡出して、芯糸の含有率を変化させてもよい。芯糸の延伸率を大きくして復元力を大きくすることのより、コアヤーンを弛ませたときの太さ変化が大きくなるので、芯糸の有無を確実に検出できる。
【発明を実施するための最良の形態】
【0020】
以下、添付図面に基づいて、本発明に係るコアヤーン紡績における芯糸検出方法及び装置について詳細に説明する。
【第一実施例】
【0021】
図1は、コアヤーン紡績機を示す全体正面図である。図2は、図1の一部断面側面図である。コアヤーン紡績機は、原動機ボックス10とダストボックス11との間に、多数の紡績ユニット(糸処理ユニット)1,1,1・・・が並設されている。更に、このコアヤーン紡績機は、各紡績ユニット1,1,1・・・に沿うレール14が設けられており、このレール14を糸継ぎ台車9が左右方向に往復走行可能なよう構成されている。そして、この糸継ぎ台車9は、糸継ぎを要求する紡績ユニット1に走行、停止して、糸継ぎ作業を行う。
【0022】
各紡績ユニット1は、ドラフト装置3、芯糸供給装置5、紡績装置40、糸送り装置41及び巻き取り装置44を備えている。ドラフト装置3は、バックローラ31、サードローラ32、ミドルローラ33及びフロントローラ34を有している。芯糸供給装置5は、ボビン50等を有している。紡績装置40は、空気噴射ノズル等を有しており、巻き取り装置44は、巻取りパッケージ44a等を備えている。
【0023】
機台15の背部に設けられたスライバケンス(図示略)から引き出されたスライバSが、バックローラ31へ供給され、ドラフト装置3によってドラフト(延伸)される。そして、ドラフト装置3におけるミドルローラ33とフロントローラ34との間の繊維束に、芯糸供給装置5から供給される芯糸Fが合流する。この芯糸Fは、例えば、ポリエステル等の合成繊維からなる伸縮性のないフィラメント糸である。紡績装置40によって、この繊維束に圧縮空気の旋回気流を作用させて紡績して、芯糸FにスライバSをカバーリングして、コアヤーンCを生成する。
【0024】
紡績装置40から排出されたコアヤーンCは、糸送り装置41によって下方に送られ、糸の欠点を除去するためのカッター装置42、糸欠点を検出するスラブキャッチャ(糸欠点検出器)7を経て、巻き取り装置44によって巻取りパッケージ44aに巻き取られる。スラブキャッチャ7は、糸の太さムラ欠陥を検出する機能や、糸に混入した異物を検出する機能等を有する。
【0025】
糸送り装置41は、デリベリローラ41aと、このデリベリローラ41aに接触するニップローラ41bとからなる。紡績装置40から排出されたコアヤーンCは、デリベリローラ41aとニップローラ41bとの間に挟まれて、デリベリローラ41aの回転駆動によって下方へ送られる。
【0026】
芯糸供給装置5は、ボビン50を有しており、このボビン50から解舒された芯糸Fに所定張力を与えるテンサー51と、芯糸Fを吸引して下流側へ送り出すエアサッカー装置52とを備えている。更に、芯糸供給装置5は、芯糸Fを切断、把持するためのクランプカッター55を備えている。
【0027】
ボビン50から解舒された芯糸Fは、上流側よりテンサー51、エアサッカー装置52、導糸管53及び供給ガイド筒54を経て、フロントローラ34のやや上流側の位置へ供給され、スライバSからなる繊維束に合流して紡績装置40へ導入される。
【0028】
糸継ぎ台車9は、供給側となる紡績装置40から連続的に供給されるコアヤーンCを吸引捕捉するサンクションパイプ(供給側糸端捕捉手段)91と、巻取りパッケージ44aのコアヤーンCを吸引捕捉するサクションマウス(巻取り側糸端捕捉手段)92と、このサクションパイプ91とサクションマウス92が捕捉した各コアヤーンCを繋ぐための糸継ぎ装置93と、を備えている。サクションパイプ91及びサクションマウス92の端部は、吸引流発生源95(図3参照)によって吸引空気流が発生しており、糸端を吸引、捕捉する。糸継ぎ装置93は、図示しないクランプ部材、カッタ部材、スプライサ等で構成されている。
【0029】
次に、スラブキャッチャ7によって糸欠点を検出した際の、糸欠点を除去して糸継ぎする動作について説明する。図3は、糸継ぎ動作等を説明するための要部側面図である。図4は、糸継ぎ動作等を説明するためのフローチャート図である。図5は、細番手化したコアヤーン及び紡績糸について、(a)は拡大断面図、(b)はスラブキャッチャの出力電圧を示すグラフ図である。図6は、細番手化していないコアヤーン及び紡績糸について、(a)は拡大断面図、(b)はスラブキャッチャの出力電圧を示すグラフ図である。
【0030】
カッター装置42及びスラブキャッチャ7は、機台15の正面側に設けられており、紡績装置40から紡出されたコアヤーンCが通過するようになっている(図2参照)。そして、スラブキャッチャ7及びこのスラブキャッチャ7に接続されたスラブキャッチャコントローラ74によって、走行するコアヤーンCの糸欠点を検知可能なようになっている。
【0031】
スラブキャッチャ7は、糸欠点を検出するための検出部71を備えている。この検出部71は、LED等の発光素子からなる投光部72と、光電変換素子からなる受光部73とからなる。そして、投光部72から投光される光がコアヤーンCによって遮られることによって、受光部73に影が形成され、この影の大きさ(面積)を受光部73が電気信号に変換する。この受光部73は、影の大きさに比例して電圧値が上昇するよう構成されている。
【0032】
スラブキャッチャコントローラ74は、制御部75、記憶部76、比較部77等を備えている。記憶部76は、糸欠点や芯糸の有無を検知するために、所定電圧値(許容電圧値)が記憶される。制御部75は、紡績ユニットコントローラ13への通信等を司る。更に、制御部75には、比較部77が設けられており、この比較部77によって、記憶部76の記憶する許容電圧値と、受光部73から入力される電圧値と、が比較される。
【0033】
以上の構成により、受光部73からの電圧信号が、スラブキャッチャコントローラ74へ次々と入力され、走行するコアヤーンCの太さをモニタする。即ち、走行するコアヤーンCの太さ(輪郭太さ)が変動すると、受光部73に形成される影の大きさも変動し、受光部73の出力する電圧値の変動となる。そして、この電圧値が、A/Dコンバータ78でデジタル変換された後、比較部77へ入力され、記憶部76の記憶する許容電圧値と比較される。
【0034】
コアヤーンCに糸欠点が存在する場合、受光部73の出力する電圧値が、記憶部76の記憶する許容電圧値(通常太さのコアヤーンCの許容範囲に相当する電圧値)を越え、これによって、制御部75が紡績ユニットコントローラ13へ信号を送る(S2)。この信号によって、コアヤーンCの糸欠点を除去し糸継ぎするための次の動作を開始する。
【0035】
この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42を作動させてコアヤーンCを切断すると共に、ドラフト装置3、芯糸供給装置5及び紡績装置40を一旦停止し(S3)、糸継ぎ台車コントローラ94へ信号を送る。これにより、糸継ぎ台車9は、該当する紡績ユニット1の前まで自走する。その後、紡績ユニットコントローラ13が、ドラフト装置3及び紡績装置40を再駆動する(S4)。
【0036】
その際、紡績ユニットコントローラ13は、バックローラ31及びサードローラ32をベルト36で懸架して駆動する駆動モータ35を制御して、バックローラ31及びサードローラ32の回転速度を通常時より遅くする。これにより、通常の巻取り時よりもスライバSの供給量を少なくする。更に、クランプカッター55により、芯糸供給装置5の芯糸Fを把持し供給を中断しておく。これらによって、一時、細番手化した芯糸無しの紡績糸Bを紡出する。
【0037】
そして、糸継ぎ台車9が、サクションパイプ91によって紡出側の紡績糸Bを、吸引捕捉すると共に、カッター装置42及びスラブキャッチャ7を通過するように案内する。その際、先ず、図5に示すように、細番手化した芯糸無しの紡績糸Bの径φ3の平均電圧値A2を、スラブキャッチャ7により検知して、記憶部76に記憶させる(S5)。
その後、芯糸供給装置5からフィラメント芯糸Fを供給して、細番手化した芯糸Fの有る(芯糸Fの合流が失敗して芯糸Fの無い場合もある)コアヤーンCを紡出する(S6)。そして、このコアヤーンCの径φ2の平均電圧値A1を、スラブキャッチャ7により検知して、比較部77に入力する(S7)。
【0038】
これらにより、平均電圧値A1(細番手化した芯糸有りのコアヤーンC太さ)と、平均電圧値A2(細番手化した芯糸無しの紡績糸B太さ)と、の電圧差(α)を演算し、この電圧差(α)が比較部77に入力される。
【0039】
又、スラブキャッチャコントローラ74は、所定の閾値の電圧が記憶部76に記憶されている。この閾値は、コアヤーンC内に芯糸があるか否かを判定するためのものである。比較部77により、上記の電圧差(α)が、閾値以上のとき芯糸Fの入っている正常なコアヤーンCであると判定し、閾値以下のとき芯糸Fの入っていない不良なコアヤーンCであると判定する(S8)。
【0040】
芯糸Fが入っていない不良なコアヤーンCは、芯糸Fを供給する前後において、径方向の相違がなく影の面積は殆ど変わらないので、電圧差(α)は小さい。従って、不良なコアヤーンCの場合、電圧差(α)は閾値以下となる。
そして、前記したように、一時的にコアヤーンCを細番手化して、芯糸Fの有無によるコアヤーンCの径方向の相違を大きくすることにより、受光部73の出力電圧の変動(電圧差(α))を大きくして、スラブキャッチャコントローラ74が、コアヤーンCに芯糸Fが入っているか否かを判定し易いように構成されている(図5(b)参照)。
【0041】
すなわち、図6に示すように、コアヤーンCを細番手化せず、通常時の太番手のコアヤーンCのままで芯糸Fの有無を判定すると、芯糸有りの径φ2’の平均電圧値A1’と、芯糸無しの径φ3’の平均電圧値A2’と、の電圧差(α’)が非常に少ないので、明確に太さ変化を確認することができず誤判別する可能性が大きい。
芯糸検出の所定時間だけ細番手化して、芯糸Fの径φ1がコアヤーンCの径φ2に対して10乃至50%程度になるよう調整することにより、電圧差(α)を大きくでき、芯糸の有無の判定を明確にすることができる。
【0042】
芯糸が入っている正常なコアヤーンCであると判定した場合には、紡績ユニットコントローラ13が駆動モータ35へ信号を送り、遅くしたバックローラ31及びサードローラ32の回転速度を通常の速度にまで戻して、細番手化したコアヤーンCを通常の太さに戻す(S9)。その後、糸継ぎ台車9が、引続き糸継ぎ動作を行う(S10)。そして、通常太さの所定番手のコアヤーンCを製造する(S1)。
【0043】
それに対して、芯糸の入っていない不良なコアヤーンCであると判定した場合には、スラブキャッチャコントローラ74の制御部75は、紡績ユニットコントローラ13へ信号を送る。この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42で不良コアヤーンを切断し、再び前記と同様の作業を行う(S3〜S8)。又異常を報知してコアヤーン紡績機の駆動を停止して、オペレータが手動で異常を取り除いても良い。
【第二実施例】
【0044】
次に、第二実施例について説明する。図7は、糸継ぎ動作等を説明するためのフローチャート図である。第二実施例は、前記した第一実施例と近似する構成なので、異なる点についてのみ詳細に説明する。
【0045】
この第二実施例は、細番手化した芯糸無しの紡績糸Bの径φ3の平均電圧値A2を(図5参照)、予め測定して記憶部76に記憶させておくものである。従って、通常太さの所定番手のコアヤーンを製造(S1)、糸欠点の有無検知(S2)、ドラフト装置を停止、カッター装置作動(S3)、糸継ぎ台車の走行(S4)した後(ここまで第一実施例と同じ)、フィラメント芯糸Fを供給(S5)、ドラフト装置の駆動(S6)、細番手化したコアヤーンCを製造(S7)する。
【0046】
この細番手化した芯糸の有るコアヤーンCの径φ2の平均電圧値A1を(図5参照)、比較部77に入力させる(S8)。この平均電圧値A1(細番手化した芯糸の有るコアヤーンC太さ)と、予め記憶させた平均電圧値A2(細番手化した芯糸の無い紡績糸B太さ)と、の電圧差(α)から、芯糸の有無を検知する(S9)。
【0047】
そして、芯糸Fの有る正常なコアヤーンCであると判定した場合には、遅くした回転速度を、通常の速度にまで戻して通常番手のコアヤーンCに戻す(S10)。その後、引続き糸継ぎ動作を行い(S11)、所定番手のコアヤーンCを製造する(S1)。芯糸Fの無い不良なコアヤーンCであると判定した場合には、カッター装置42で不良コアヤーンを切断し、再び前記の作業を行う(S3〜S9)。
【第三実施例】
【0048】
次に、第三実施例について詳細に説明する。前記した第一及び第二実施例と同じ部分については、説明を省略する。図8は、コアヤーン紡績機の要部側面図である。この第三実施例のコアヤーン紡績機は、第一及び第二実施例の芯糸供給装置5の代わりに、弾性芯糸供給装置2が備えられている。
【0049】
弾性芯糸供給装置2は、弾性芯糸パッケージ21を有しており、この弾性芯糸パッケージ21の周面に接触して回転する回転ローラ22を有している。この回転ローラ22は、ベルト23を介して駆動用モータ24の駆動によって回転する。そして、弾性芯糸パッケージ21は、クレードルアーム25によって回転自在に支持されている。
【0050】
回転ローラ22の回転を受けて、弾性芯糸パッケージ21から解舒された弾性芯糸Dは、エアサッカー装置26の高圧エアの噴射によって、供給ガイド筒27を通過する。そして、弾性芯糸Dは、供給ガイド筒27からフロントローラ34のやや上流側の位置へ供給され、繊維束に合流して紡績装置40へ導入される。
【0051】
糸送り装置41のデリベリローラ41aの回転速度は、弾性芯糸供給装置2の回転ローラ22の回転速度よりも大きく設定されており、これにより、弾性芯糸Dは引き伸ばされた状態(例えば3倍に)で、紡績されるよう構成されている。
【0052】
次に、スラブキャッチャによって糸欠点を検出した際の、糸欠点を除去して糸継ぎする動作について説明する。図9は、糸継ぎ動作等を説明するためのフローチャート図である。図10は、コアヤーンを弛ませた場合と弛ませていない場合の、スラブキャッチャの出力電圧を示すグラフ図である。
【0053】
コアヤーンCに糸欠点が存在する場合、受光部73の出力する電圧値が、許容電圧値の範囲を越え、制御部75が、紡績ユニットコントローラ13へ信号を送る(S2)。この信号により、コアヤーンCの糸欠点を除去し次の動作を開始する。
【0054】
この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42を作動させてコアヤーンCを切断すると共に、ドラフト装置3、弾性芯糸供給装置2及び紡績装置40を一旦停止し(S3)、糸継ぎ台車コントローラ94へ信号を送る。これにより、糸継ぎ台車9は、該当する紡績ユニット1の前まで自走する。その後、紡績ユニットコントローラ13が、ドラフト装置3、弾性芯糸供給装置2及び紡績装置40を再駆動する(S4)。
【0055】
その際、紡績ユニットコントローラ13は、バックローラ31及びサードローラ32をベルト36で懸架して駆動する駆動モータ35を制御して、バックローラ31及びサードローラ32の回転速度を遅くする。これにより、巻取り時よりもスライバSの供給量を少なくし、所定期間、細番手化したコアヤーンCを紡出する(S5)。
【0056】
そして、糸継ぎ台車9が、先ずサクションパイプ91によって紡出側のコアヤーンCを、吸引捕捉すると共に、カッター装置42及びスラブキャッチャ7を通過するように案内する。この時の吸引流発生源95の吸引力は、糸継ぎ台車コントローラ94によって、糸送り装置41の糸送り力より弱くなるよう設定されている。これにより、糸送り装置41とサクションパイプ91との間におけるコアヤーンCの張力は、糸送り装置41の上流側の部分でのコアヤーンCの張力より小さくなっている。
【0057】
コアヤーンCは、弾性芯糸Dを芯糸として延伸させた状態で、周囲にスライバSからなる繊維束を巻き付かせて紡績されている。そのため、サクションパイプ91の吸い込み力を弱く設定することにより、糸送り装置41と、サクションパイプ91と、の間のコアヤーンCは弛むので、長さ方向に収縮して、径方向に膨張してチヂレる。従って、サクションパイプ91の吸い込み力の設定によって、コアヤーンCの弛み具合(径方向の膨張量)を調節できる。
更に、前記したように、繊維束の供給量を少なくして、コアヤーンCを細番手化することにより、径方向の膨張傾向が大きくなるように構成されている。
【0058】
そして、先ず、図10(a)に示すように、細番手化したコアヤーンCを紡績中(S5)に、弛ませない状態でのコアヤーンCの太さの平均電圧値A4を、記憶部76に記憶させる。その後、この細番手化したコアヤーンCを弛ませ、この弛ませた状態での平均電圧値A3が、比較部77に入力される。これらにより、平均電圧値A3(細番手の弛ませた状態のコアヤーン太さ)と平均電圧値A4(細番手の弛ませていない状態のコアヤーン太さ)との電圧差(β)を演算し、この電圧差(β)が比較部77に入力される。
【0059】
スラブキャッチャコントローラ74は、所定の閾値の電圧が記憶部76に記憶されている。比較部77により、上記の電圧差(β)が、この閾値以上のとき弾性芯糸Dの入っている正常なコアヤーンCであると判定し、閾値以下のとき弾性芯糸Dの入っていない不良なコアヤーンCであると判定する(S6)。
又、弾性芯糸Dが入っていない不良なコアヤーンCは、前記のような径方向の膨張傾向が現れないので、影の面積は殆ど変わらず、電圧差(β)は小さい。従って、不良なコアヤーンCの場合、電圧差(β)は閾値以下となる。
【0060】
そして、前記したように、一時的にコアヤーンCを細番手化して、コアヤーンCの径方向の膨張傾向を大きくすることにより、受光部73の出力電圧の変動(電圧差(β))を大きくして、スラブキャッチャコントローラ74が、コアヤーンCに弾性芯糸が入っているか否かを判定し易いように構成されている(図10(a)参照)。
すなわち、図10(b)に示すように、コアヤーンCを細番手化せず、所定番手のコアヤーンCのままで弾性芯糸Dの有無を判定すると、弛ませた状態での平均電圧値A3’と、弛ませていない状態での平均電圧値A4’と、の電圧差(β’)が非常に少ないので、明確に太さ変化を確認することができず誤判別する可能性が大きくなる。
【0061】
弾性芯糸が入っている正常なコアヤーンCであると判定した場合には、紡績ユニットコントローラ13が駆動モータ35へ信号を送り、遅くしたバックローラ31及びサードローラ32の回転速度を、通常の速度にまで戻して、細番手化したコアヤーンCを通常の太さに戻す(S7)。その後、糸継ぎ台車9が、引続き糸継ぎ動作を行う(S8)。そして、通常太さの所定番手のコアヤーンCを製造する(S1)。
【0062】
それに対して、弾性芯糸の入っていない不良なコアヤーンCであると判定した場合には、スラブキャッチャコントローラ74の制御部75は、紡績ユニットコントローラ13へ信号を送る。この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42で不良コアヤーンを切断し、再び前記と同様の作業を行う(S3〜S6)。又、異常を報知し停止して、オペレータが手動で異常を取り除いても良い。
【第四実施例】
【0063】
次に、通常時より大きな延伸率の芯糸からなるコアヤーンを紡出して、芯糸の含有率を変化させる第四実施例について説明する。図11は、糸継ぎ動作等を説明するための要部側面図である。図12は、糸継ぎ動作等を説明するためのフローチャート図である。第四実施例は、前記した第三実施例と近似する構成なので、異なる点についてのみ詳細に説明する。
【0064】
紡績ユニットコントローラ13は、弾性芯糸供給装置2の弾性パッケージ駆動用モータ24に接続されており、この駆動用モータ24の回転速度を制御するよう構成されている。そして、所定番手のコアヤーンを製造(S1)、糸欠点の検知(S2)、ドラフト装置を停止、カッター装置作動(S3)、糸継ぎ台車走行、ドラフト装置等を駆動(S4)した後(ここまで第三実施例と同じ)、通常時よりも駆動用モータ24の回転速度を遅くする。これにより、弾性芯糸Dは通常時よりも大きく引き伸ばされつつ送られるので、通常時よりも大きな延伸率の弾性芯糸Dからなるコアヤーンが紡出される(S5)。
【0065】
そして、図10(a)に示すように、大きな延伸率の弾性芯糸DのコアヤーンCを、弛ませていない状態の平均電圧値A4と、弛ませた状態の平均電圧値A3と、の電圧差(β)が、所定の閾値以上であれば、弾性芯糸Dの入っている正常なコアヤーンCであると判定し、閾値以下であれば、弾性芯糸Dの入っていない不良なコアヤーンCであると判定する(S6)。
【0066】
この第四実施例では、一時的に弾性芯糸Dの延伸率を大きくして、コアヤーンCの復元力を大きくすることにより、弛ませたときのコアヤーンCの径方向の膨張傾向を大きくして、受光部73の出力電圧の変動(電圧差(β))を大きくし、スラブキャッチャコントローラ74が、コアヤーンCに弾性芯糸Dが入っているか否かを判定し易いように構成されている。
すなわち、図10(b)に示すように、弾性芯糸Dの延伸率を大きくせず、通常延伸率のコアヤーンCのままで弾性芯糸Dの有無を判定すると、弛ませた状態の平均電圧A3’と、弛ませていない状態の平均電圧A4’と、の電圧差(β’)が非常に少ないので、明確に太さ変化を確認することができず誤判別する可能性が大きい。
【0067】
弾性芯糸Dが入っている正常なコアヤーンCであると判定した場合には、紡績ユニットコントローラ13が駆動用モータ24へ信号を送り、遅くした回転速度を、通常の速度にまで戻して、通常延伸率の弾性芯糸DからなるコアヤーンCに戻す(S7)。その後、引続き糸継ぎ動作を行い(S8)、所定番手のコアヤーンCを製造する(S1)。
【0068】
それに対して、弾性芯糸Dの入っていない不良なコアヤーンCであると判定した場合には、スラブキャッチャコントローラ74の制御部75は、紡績ユニットコントローラ13へ信号を送る。この信号を受信した紡績ユニットコントローラ13は、直ちにカッター装置42で不良コアヤーンを切断し、再び前記と同様の作業を行う(S3〜S6)。
【0069】
本実施例では、芯糸有無判定装置をスラブキャッチャと兼用したが、スラブキャッチャとは別に芯糸有無判定装置を設けても良い。上記実施形態はコアヤーン紡績機についてのものであるが、コアヤーンを巻き取る機能を有するもの、例えば単純なコアヤーン巻取り装置にも適用できる。スラブキャッチャは、光電式に限らず、例えば静電容量式等を採用することもできる。
【図面の簡単な説明】
【0070】
【図1】第一実施例のコアヤーン紡績機を示す全体正面図である。
【図2】図1の一部断面側面図である。
【図3】第一実施例の糸継ぎ動作等を説明するための要部側面図である。
【図4】第一実施例の糸継ぎ動作等を説明するためのフローチャート図である。
【図5】細番手化したコアヤーン及び紡績糸について、(a)は拡大断面図、(b)はスラブキャッチャの出力電圧を示すグラフ図である。
【図6】細番手化していないコアヤーン及び紡績糸について、(a)は拡大断面図、(b)はスラブキャッチャの出力電圧を示すグラフ図である。
【図7】第二実施例の糸継ぎ動作等を説明するためのフローチャート図である。
【図8】第三実施例のコアヤーン紡績機を示す要部側面図である。
【図9】第三実施例の糸継ぎ動作等を説明するためのフローチャート図である。
【図10】コアヤーンを弛ませた場合と弛ませていない場合の、スラブキャッチャの出力電圧を示すグラフ図である。
【図11】第四実施例の糸継ぎ動作等を説明するための要部側面図である。
【図12】第四実施例の糸継ぎ動作等を説明するためのフローチャート図である。
【符号の説明】
【0071】
1.紡績ユニット(糸処理ユニット)
13.紡績ユニットコントローラ
2.弾性芯糸供給装置
3.ドラフト装置
31.バックローラ
32.サードローラ
33.ミドルローラ
34.フロントローラ
35.駆動モータ
36.ベルト
5.芯糸供給装置
7.スラブキャッチャ(芯糸有無判定装置)
71.検出部
72.投光部
73.受光部
74.スラブキャッチャコントローラ
75.制御部
76.記憶部
77.比較部
9.糸継ぎ台車
91.供給側糸端捕捉手段(サクションパイプ)
92.巻取り側糸端捕捉手段(サクションマウス)
93.糸継ぎ装置
S.スライバ
F.芯糸
D.弾性芯糸
C.コアヤーン
B.紡績糸
【特許請求の範囲】
【請求項1】
芯糸の周囲に繊維束を巻き付けてコアヤーンを製造する方法において、紡績開始後の所定時間、通常紡績時より芯糸の含有率を変化させたコアヤーンを紡出して、このコアヤーンの芯糸の有無を検出するようにしたことを特徴とするコアヤーン紡績における芯糸検出方法。
【請求項2】
通常時より細番手化したコアヤーンを紡出して、前記芯糸の含有率を変化させることを特徴とする請求項1に記載のコアヤーン紡績における芯糸検出方法。
【請求項3】
ドラフト装置の所定のドラフトローラの回転速度を調整して、前記コアヤーンの番手を変更することを特徴とする請求項2に記載のコアヤーン紡績における芯糸検出方法。
【請求項4】
延伸した弾性糸の芯糸からなるコアヤーンを紡出して、このコアヤーンを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出することを特徴とする請求項1乃至3のいずれかに記載のコアヤーン紡績における芯糸検出方法。
【請求項5】
通常時より大きな延伸率の芯糸からなるコアヤーンを紡出して、前記芯糸の含有率を変化させることを特徴とする請求項4に記載のコアヤーン紡出における芯糸検出方法。
【請求項6】
芯糸の周囲に繊維束を巻き付けてコアヤーンを製造する装置において、芯糸の有無を検出する装置を備えており、この芯糸検出装置が、芯糸の含有率を変化させたコアヤーンを紡出するための含有率変更手段を備え、紡績開始後の所定時間、通常紡績時より前記芯糸含有率を変化させたコアヤーンを紡出して、このコアヤーンの芯糸の有無を検出することを特徴とするコアヤーン紡績における芯糸検出装置。
【請求項7】
前記含有率変更手段が、通常時より細番手化したコアヤーンを紡出する装置であることを特徴とする請求項6に記載のコアヤーン紡績における芯糸検出装置。
【請求項8】
前記含有率変更手段が、ドラフト装置の所定ドラフトローラの回転速度を変更する装置を備えていることを特徴とする請求項6に記載のコアヤーン紡績における芯糸検出装置。
【請求項9】
前記コアヤーン製造装置が、延伸した弾性糸の芯糸からなるコアヤーンを紡出し、前記芯糸検出装置が、このコアヤーンを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出することを特徴とする請求項6乃至8のいずれかに記載のコアヤーン紡績における芯糸検出装置。
【請求項10】
前記含有率変更手段が、前記弾性芯糸の延伸率を変更する装置であることを特徴とする請求項9に記載のコアヤーン紡績における芯糸検出装置。
【請求項1】
芯糸の周囲に繊維束を巻き付けてコアヤーンを製造する方法において、紡績開始後の所定時間、通常紡績時より芯糸の含有率を変化させたコアヤーンを紡出して、このコアヤーンの芯糸の有無を検出するようにしたことを特徴とするコアヤーン紡績における芯糸検出方法。
【請求項2】
通常時より細番手化したコアヤーンを紡出して、前記芯糸の含有率を変化させることを特徴とする請求項1に記載のコアヤーン紡績における芯糸検出方法。
【請求項3】
ドラフト装置の所定のドラフトローラの回転速度を調整して、前記コアヤーンの番手を変更することを特徴とする請求項2に記載のコアヤーン紡績における芯糸検出方法。
【請求項4】
延伸した弾性糸の芯糸からなるコアヤーンを紡出して、このコアヤーンを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出することを特徴とする請求項1乃至3のいずれかに記載のコアヤーン紡績における芯糸検出方法。
【請求項5】
通常時より大きな延伸率の芯糸からなるコアヤーンを紡出して、前記芯糸の含有率を変化させることを特徴とする請求項4に記載のコアヤーン紡出における芯糸検出方法。
【請求項6】
芯糸の周囲に繊維束を巻き付けてコアヤーンを製造する装置において、芯糸の有無を検出する装置を備えており、この芯糸検出装置が、芯糸の含有率を変化させたコアヤーンを紡出するための含有率変更手段を備え、紡績開始後の所定時間、通常紡績時より前記芯糸含有率を変化させたコアヤーンを紡出して、このコアヤーンの芯糸の有無を検出することを特徴とするコアヤーン紡績における芯糸検出装置。
【請求項7】
前記含有率変更手段が、通常時より細番手化したコアヤーンを紡出する装置であることを特徴とする請求項6に記載のコアヤーン紡績における芯糸検出装置。
【請求項8】
前記含有率変更手段が、ドラフト装置の所定ドラフトローラの回転速度を変更する装置を備えていることを特徴とする請求項6に記載のコアヤーン紡績における芯糸検出装置。
【請求項9】
前記コアヤーン製造装置が、延伸した弾性糸の芯糸からなるコアヤーンを紡出し、前記芯糸検出装置が、このコアヤーンを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出することを特徴とする請求項6乃至8のいずれかに記載のコアヤーン紡績における芯糸検出装置。
【請求項10】
前記含有率変更手段が、前記弾性芯糸の延伸率を変更する装置であることを特徴とする請求項9に記載のコアヤーン紡績における芯糸検出装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】

【図10】

【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2006−348456(P2006−348456A)
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願番号】特願2005−240065(P2005−240065)
【出願日】平成17年8月22日(2005.8.22)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願日】平成17年8月22日(2005.8.22)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]