
コア構造およびその製造方法
本発明は、コア構造の製造方法に関する。最初に、第1のコア構造(1)および第2のコア構造(2)を固定する。第1のコア構造(1)および第2のコア構造(2)は、一定の距離(A)を隔てて位置決めされている。第1のコア構造層(1)と第2のコア構造層(2)との間の空洞(4)の中に、補強素子(3)を挿入する。この補強素子(3)、第1のコア構造層(1)、および、第2のコア構造層(2)は、自己支持型コア構造(10)を形成する。

【発明の詳細な説明】
【発明の詳細な説明】
【0001】
[関連出願の参照]
本願は、2006年11月30日出願のドイツ特許出願番号第10 2006 056 568.1、および、2006年11月30日出願の米国仮出願番号第60/872,007の優先日の権利を主張し、これら出願の開示内容を、本願に引用して援用する。
【0002】
[発明の分野]
本発明は、コア構造の製造方法、コア構造、コア構造を製造するための装置、並びに、飛行機におけるコア構造の使用、および、コア構造を有する飛行機の使用に関する。
【0003】
[発明の背景]
複合材料、特にコア複合材料の構造は、その剛性および強度と、密度との割合が良好であるため、飛行機の建造や自動車の建造といった先端技術分野において、広い範囲の用途を有している。コア複合材料は、典型的には、上記の用途のために選択された材料から成る2つのカバー層と、これらカバー層の間に配置されたコア構造を含む。
【0004】
このようなコア複合材料は、例えば、硬質の発泡体コアを含み、前記硬質の発泡体コアの中には、乾燥した繊維が、縫製法を用いて縫い込まれている。この乾燥した繊維は、後処理である注入工程(インフュージョンプロセス)において、マトリクス状に組み込まれる。
【0005】
別の一製造方法としては、上記の縫製法を用いる代わりに、ピンのような棒状の硬化半製品を、発泡体の中に挿入する方法がある。これら棒状の硬化半製品は、例えば引出成形プロセスにおいて製造可能である。上述のような半製品の製造方法では、繊維がノズルを通って噴出される。このノズルが、最終的な半製品において断面を規定することになる。最初の乾燥した繊維を、樹脂浴を通すことによって含浸させるか、または、樹脂を用いた特別な浸出プロセスによって含浸させる。この樹脂マトリクスは、上記ノズルを加熱することによって、架橋結合する。引出成形工具から噴出された後の寸法安定性を確保するために、上記樹脂マトリクスは、完全架橋されているか、または、少なくとも部分架橋が十分な程度に実現されている必要がある。次に、これらの硬化半製品を、上記発泡体の中に挿入する。機械的性質は、材料、補強密度、および、硬化半製品の角度によって決定および変動可能である。
【0006】
従って上記発泡体は、一方では、硬化半製品を所定の位置で保持する支持体として用いられるが、他方では、この発泡体は、硬化半製品を安定させて、例えば前記半製品が荷重を受けて座屈することを妨げるか、または、前記座屈の進行を少なくとも遅延させるために用いられる。
【0007】
US6,190,602 B1には、コアを有するサンドイッチ構造を製造する方法が記載されており、このコアには、硬化半製品が含まれている。硬質発泡体および/または薄板が硬化する前に、硬化半製品が、ある工具によって挿入される。この硬化半製品は、2つのカバー層を接続させると共に、カバー層を硬質発泡体に接合させることを補助する。上記工具は、超音波を用いて、硬化半製品をカバー層の中に挿入するものである。
【0008】
US6,291,049 B1には、サンドイッチ構造およびその製造方法が記載されている。このサンドイッチ構造は、上カバー層および下カバー層を有しており、これらの層の間には、発泡体コアが配置されている。サンドイッチ構造を補強する補強用半製品は、これらのカバー層と発泡体コアとによって取り付けられている。
【0009】
数ある目的の中でも特に、本発明の一目的は、重量を低減したコア構造およびその製造方法を提供することにある。
【0010】
本発明の一実施形態に従って、コア構造の製造方法を提供する。第1のコア構造層および第2のコア構造層を、固定すると共に保持する。第1のコア構造層および第2のコア構造層は、互いに、位置的に一定の距離をおいて位置決めされている。第1のコア構造層と第2のコア構造層との間の空洞内に、補強素子を挿入する。局所的な補強が完了した後には、この補強素子、第1のコア構造層、および第2のコア構造層によって、自己支持型コア構造が形成される。
【0011】
本発明の別の一実施形態に従って、コア構造を提供する。このコア構造は、第1のコア構造層と、第2のコア構造層と、補強素子とを含む。前記補強素子は、第1のコア構造層と第2のコア構造層とを一定の距離を隔てて離間するように構成されている。第1のコア構造層と第2のコア構造層とは、空洞が形成されるように離間されている。上記の補強素子、第1のコア構造層、および第2のコア構造層は、自己支持型コア構造を形成するように構成されている。
【0012】
別の一実施形態に従って、コア構造を製造するための装置を提供する。この装置は、第1のコア構造を固定するための第1のチャッキング装置と、第2のコア構造を固定するための第2のチャッキング装置とを有している。さらに、上記コア構造を製造するための装置は、スペーサ素子と挿入ユニットとを有している。上記の第1のチャッキング装置、第2のチャッキング装置、およびスペーサ素子は、第1のコア構造層と第2のコア構造層とを、一定の距離を隔ててつかんで保持するように構成されている。挿入ユニットは、第1のコア構造層と第2のコア構造層との間の空洞内に補強素子を挿入するように構成されている。
【0013】
別の実施形態によれば、本発明は、上述のコア構造を飛行機内で使用する。
【0014】
以下において、「補強素子」という表現は、棒状で直線状の半製品として理解できよう。この直線状の半製品は、所定の断面をもつ、引出成形された棒状形体、押出された棒状形体、または、押出成形/押出延伸された棒状形体であると理解できよう。この断面は、例えば、円状、三角形、長方形、六角形、管状、または、これらと同様の形体を有しているように設計されていてよい。補強素子には、補強用の外装繊維が設けられていてもよいし、設けられていなくてもよい。前記補強素子は、例えば、押出成形された熱可塑性物質、引出成形された部分架橋重合体(特にデュロマー)、押出延伸された金属またはセラミック(特にプレカーサセラミック)を含む。上記熱可塑性物質およびデュロマーにも、外装繊維が設けられていてよい。
【0015】
以下において、「コア構造層」という表現は、例えば、発泡体層または硬質発泡体層、プリプレグ材料、または、乾燥した布、および、これらの任意の組み合わせとして理解できよう。「自己支持型」コア構造とは、補助なしにそれ自体で安定性を有するコア構造として理解できよう。
【0016】
上述のコア構造およびその製造方法を用いて、コア複合材料を提供することが可能である。前記コア複合材料は、発泡体を支持材とする代わりに、空洞を有している。ピンまたは薄い棒状の補強素子といった複数の補強素子だけが、この空洞を貫通して、2つのコア構造層を離間させる。これはすなわち、これら補強素子が、第1のコア構造層と第2のコア構造層とを、一定の距離を隔てるように保持しているということである。これら補強素子は、機械的に高性能であるコア構造を提供し、例えば、一度に密度30kg/m3未満を実現することができる。従来技術から公知の、ソリッドコア(solid core)を有するコア構造は、水分(例えば復水)を排出しない。このように、コア構造内に設けられた空洞を用いて、水分の蓄積が生じ得ない排水能を提供する。硬質発泡体および/または弾力性物質をコア構造層として用いるならば、成形における設計の自由度を向上させることが可能である。
【0017】
コア構造層の厚さは、構成材料に適した厚さに柔軟に設定可能である。従来公知の骨格構造またはハニカム構造と比較すると、上記コア構造は、レベル・サポート・サービス(levels support services)を形成し、これによって構成材料の製造が大幅に簡略化される。例えば、接合材によって薄い発泡体層上に固定された任意の材料の乾燥した布を用いて、上層および/または第1のコア構造層と、下層および/または第2のコア構造層とを形成することが可能である。このようにして形成された層は、穴を開けることが容易であることと、補強素子を挿入することが容易な一定の固有剛性率を有することとによって特徴付けられている。発泡体とプリプレグとを含んだ組み合わせ体を、コア構造層として用いてもよい。プリプレグを有する発泡体に、最初に、温度−圧力サイクルを施すことが好ましく、これによって、これら発泡体とプリプレグとが離れないように互いに接合されると共に、用いられるプリプレグのマトリックスは、例えば60%から70%の部分架橋された状態に達する。このコア構造層を事前に十分に架橋することによって、次の硬化工程を、加圧しない焼き戻し法を用いて行うことが可能である。前記硬化工程によって、製造の手間は大幅に低減される。
【0018】
上述の一定の距離は、例えば、5〜15mm、15〜25mm、または、25〜35mmの範囲から選択可能である(mm=ミリメータ)。
【0019】
別の実施形態によれば、第1のコア構造層の第1のウォーミング領域を局所的に加熱すると共に、第2のコア構造層の第2のウォーミング領域も局所的に加熱する。換言すると、これらの第1のコア構造層および第2のコア構造層を局所的に加熱して、第1のウォーミング領域および第2のウォーミング領域を形成する。これらウォーミング領域は、挿入される補強素子によって前記ウォーミング領域同士が接続されるように、互いに向かい合って位置付けられていることが好ましい。正確に言うと、架橋度の高いマトリクス内に繊維が組み込まれたハードコア構造層では、補強素子がこのようなハードマトリクスを貫通する時には、前記補強素子によって、当該ハードマトリクスは破壊されてしまう。補強素子が導かれるウォーミング領域を加熱することによって、コア構造層が、第1のウォーミング領域および/または第2のウォーミング領域内を軟化させるため、補強素子を、より容易に挿入することが可能である。従ってこの製造方法は迅速化され、より容易になる。
【0020】
別の実施形態によれば、スペーサ素子が、第1のコア構造層を第2のコア構造層から、例えば一定の距離を隔てて離間させている。このスペーサ素子は、コア構造内に永続的に設置されてもよいし、または、一時的に設置されてもよい。挿入された複数のスペーサ素子は、一時的に一体化すると、再び除去することが容易になり、その結果上述の定義に係る中空構造が生じるという点において特徴付けられている。このスペーサ素子がコア構造内に残留する場合にも、これらは、当該構造の連続性を妨害することはない。スペーサ素子を永続的に設置するならば、例えば、極端に小さなコア構造および極端に複雑な形状が実現される。このためコア構造層は、例えば、成形素子によって変形されて、第1の形状の形体が形成される。スペーサ素子を第1のコア構造層に取り付けた後、第2のコア構造層を、一定の距離を隔てて設置する。次に、例えば補強素子を挿入して、自己支持型コア構造を提供する。スペーサ素子は、補強素子を挿入した後にも、コア構造内に残留していてもよいので、補強素子を、複雑な方法で除去する必要はない。従って、複雑な形状をより容易に構成可能である。
【0021】
スペーサ素子は、例えば、発泡体およびいわゆる発泡体リブを示してもよいし、または、固形の補強半製品を含んでもよい。
【0022】
典型的なさらなる一実施形態に拠れば、第1のコア構造層および第2のコア構造層は、1つの伸張方向を有している。この伸張方向の方に、スペーサ素子を移動させることが可能である。スペーサ素子の背後には、1つの補強素子を挿入することが可能である。
【0023】
伸張方向という表現は、例えば、コア構造層における縦伸び側および/または最も長い側として理解できよう。スペーサ素子は、この伸張方向に沿って移動可能である。スペーサ素子は、この製造方法の間に、正面および/または補強正面を形成する。前記正面および/または補強正面は、伸張方向と同じ方向において、コア構造層への前方領域と、伸張方向に対向する後方領域とを有する。前記後方領域ではコア複合材料層間の距離が一定であるため、前記後方領域の中に、補強素子を次々に挿入することが可能である。
【0024】
このように、移動可能なスペーサ素子が、第1のコア構造層と第2のコア構造層とを支持している。従って、これら2つのコア構造層は、例えば、これらが両側端部に配置されていることによって、および上記移動可能なスペーサ素子によって、一定の距離をおいて固定されている。そのため、コア構造層は、各自の位置に留まっており、例えば、それら自体の重量によって変形することはない。特に、間隔が一定でないと、機械的性質が一定でなくなり、逆に、間隔が一定であると、機械的性質が一定になり得る。この移動可能な支持体の実施形態が、様々な高さに構成可能な種類のものであるならば、コア構造層の間隔は、一定である必要はなかろう。
【0025】
さらに別の実施形態によれば、多数のスペーサ素子を用いて、第1のコア構造層および第2のコア構造層を離間させる。前記多数のスペーサ素子は、骨格構造を形成している。骨格構造とは、節点においてスペーサ素子同士が接続されたものであり、これら節点を介して力が伝達され得ることは明らかである。スペーサ素子を、個々に配置する必要はなく、例えば骨格構造の形でまとめて用いることが可能であり、1つのコア構造層を用いて、このスペーサ素子を覆うことが可能である。従ってこの製造方法は、簡略化が可能であると共に、迅速化され得る。
【0026】
さらに別の実施形態によれば、上記補強素子は、第1のコア構造層に対して第1の角度を有している。さらに、前記補強素子は、第2のコア構造層に対して第2の角度を有している。前記補強素子は、所定の第1の角度、または所定の第2の角度で挿入可能である。従って、これら予め規定されたおよび/または所定の第1の角度と第2の角度とを用いて、コア構造の特定の機械的性質を、目標にあわせて設定することが可能である。つまりコア構造を、特定の荷重状況に合わせて設定することが可能である。こうすることによって、当該荷重状況にあわせた製造が可能であるため、材料および重量をさらに節減することが可能である。
【0027】
さらに別の実施形態によれば、第1のコア構造層および第2のコア構造層を、シール剤を用いて密閉する。このシール剤は、塗料および樹脂を含む群から選択されていることが可能である。例えば、補強素子をコア構造層の中に挿入する際に前記補強素子によって形成される穴は、第1のコア構造層および第2のコア構造層を密閉することによって、閉じることが可能である。従って、補強素子をコア構造層の中に挿入した後、結果として生じるコア構造素子は、例えば、内圧が印加されるか、または、真空が印加されるため、さらに加工される。さらに、このシール剤を用いて、補強素子をずれないようにすることも可能である。
【0028】
さらに別の実施形態では、上記スペーサ素子に、スプレーユニットが一体化されている。従って、例えば、スペーサ素子を伸張方向に沿って移動させている間に同時に、コア構造層を密閉することが可能である。一体化された上記スプレーユニットを用いて、上記方法を迅速化して行うことが可能である。
【0029】
さらに別の一実施形態に従って、補強素子を空洞の中に、補強素子が第1のコア構造層および第2のコア構造層を貫通するように挿入する。前記補強素子は、第1のコア構造層の外部に第1の突出部を有している。さらに、前記補強素子は、第2のコア構造層の外部に第2の突出部を有している。これら第1の突出部および第2の突出部は、折り曲げられている。この折り曲げによって、補強素子がずれないようになっている。従って、留め具を追加する必要はなく、高度の構造安定性を実現可能である。
【0030】
典型的なさらなる一実施形態では、第1の突出部および第2の突出部を、加熱および加圧して折り曲げる。従って、部分架橋された半製品のような、脆性材料または既に硬化された材料から成る補強素子を折り曲げることも可能であり、折り曲げる時にも、こういった材料に破損が生じることはない。表面をさらに、より軽く加圧すると共に加熱するなら、突出部はコア構造層の中まで折り曲げられるので、補強素子をコア構造層に特に良好に接合することを実現可能である。
【0031】
さらに別の実施形態によれば、第1のコア構造層および第2のコア構造層のうちの少なくとも1つの層に、カバー層を付着させる。ここでカバー層とは、コア複合材料を製造するために形成されるコア構造を補う平面のシステムとして理解されたい。例えば、さらなる1つのコア構造層、または、異なる機械的性質を有する他の材料を、カバー層として用いてもよい。カバー層が、既にコア構造層に完全または部分的に付着しているなら、コア構造内に挿入された補強素子はさらに、前記カバー層を立体的に補強する。カバー層が完全に貫通されているなら、例えば、補強素子を折り曲げることは省いてよい。
【0032】
本発明のさらなる実施形態によれば、形成したコア複合材料の第1のコア構造層および第2のコア構造層を、硬化させる。乾燥したカバー層の半製品を用いる場合には、樹脂マトリクス内に繊維を、所定の圧力で、且つ、一定の温度サイクルにおいて組み込み、その後、架橋結合させる。用いるカバー層が、非架橋または部分架橋された状態のプリプレグシステムである場合、または、形成されたコア構造に接着膜を用いて接合された、既に硬化されたカバー層である場合には、布の中に樹脂を挿入しなければならない浸透サイクルは不要であり、圧力と温度だけが必要になる。
【0033】
さらなる実施形態によれば、空洞内に機能素子を挿入する。この機能素子は、例えば、防音性および断熱性、特定の機械的性質、排水能、または、導電性を有していることが可能である。例えば、送電線を機能素子として用いてもよいし、または、温度断熱式の断熱羊毛材を用いてよい。これによって、目標にあわせて設定可能な、改善された機械的性質に加えて、他の所望の特性を設定することも可能である。このため、多機能性のコア構造を提供可能である。
【0034】
本製造方法の実施形態は、コア構造、装置、用法、および、飛行機にも当てはまるし、その逆もまた可能である。
【0035】
[図面の簡単な説明]
本発明のさらなる説明およびより良好な理解を提供するため、以下に添付の図面を参照しながら、典型的な実施形態について詳細に記載する。
【0036】
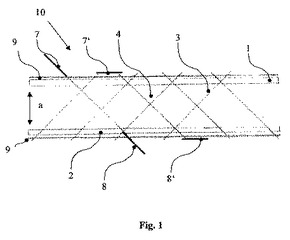
図1は、本発明の典型的な一実施形態に係るコア接合構造を概略的に示す図である。
【0037】
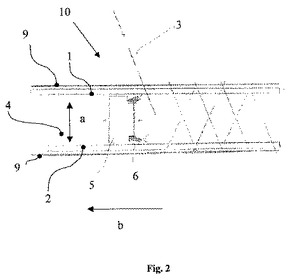
図2は、本発明の典型的な一実施形態に係る、移動可能なスペーサ素子を有するコア構造を概略的に示す図である。
【0038】
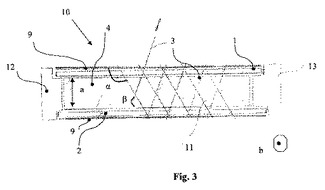
図3は、本発明の典型的な一実施形態に係る、工具の中に配置された、コア構造を概略的に示す図である。
【0039】
[実施形態の詳細な説明]
異なる図面において、同一または類似の部材には、同一の参照番号を付した。図面の図は概略的であり、縮尺とはなっていない。
【0040】
図1は、コア構造の典型的な実施形態を示す図である。前記コア構造は、第1のコア構造層1および第2のコア構造層2を含む。さらに、第1のコア構造層1と第2のコア構造層2とを、一定の距離Aをおいて離間する補強素子3が示されている。第1のコア構造層1および第2のコア構造層2は、空洞4が設けられるように、離間している。補強素子3、第1のコア構造層1、および、第2のコア構造層2は、自己支持型コア構造10を形成している。
【0041】
例えば、最初に第1のコア構造層1および第2のコア構造層2を、一定の距離Aだけ離間して固定および位置決めすることによって、コア構造10を製造する。これらのコア構造層1、2間には、複数の補強素子3が配置されている。補強素子3は、第1のコア構造層1と、空洞4と、第2のコア構造層2とを貫通している。第1のコア構造層1と第2のコア構造層2との間の一定の距離Aは、スペーサ素子5を用いて実現可能である。このようにして補強素子3は、コア構造10の所定の機械的性質を生成する。
【0042】
第1の突出部7および第2の突出部8を有する補強素子3を、さらに取り付けてもよい。第1の突出部7'、8'を折り曲げることによって、補強素子3が第1のコア構造層1および第2のコア構造層2上でずれないように、補強素子3を固定することが可能である。例えば、加熱および加圧することによって、補強素子3を折り曲げることが可能である。
【0043】
第1のコア構造層1および第2のコア構造層2には、例えばカバー層9、または、例えば部分的なカバー層を付着させてもよい。さらなる一実施形態では、例えば、補強素子3はカバー層9を貫通していてもよく、突出部7、8を用いて、カバー層9と共に固定されていてよい。
【0044】
図2は、典型的なさらなる一実施形態を示す図であり、ここでは、第1のコア構造層1と第2のコア構造層2との間には、スペーサ素子5が配置されている。スペーサ素子5は、コア構造層1、2を離間させているので、コア構造層1、2自体の重量のために、コア構造層1、2間の距離Aが変形したり変化したりするといった望ましくないことが生じることはない。
【0045】
補強素子を挿入した後、スペーサ素子5をコア構造10から再び除去してもよいし、または、構成部材内またはコア構造10内に永続的に残留させてもよい。従って、例えば、補強素子3を挿入した後にスペーサ素子5を再び除去しなくても、複雑な形体を製造可能である。
【0046】
図2はまた、第1のコア構造層1および第2のコア構造層2の伸張方向Bを示している。前記伸張方向に沿って、スペーサ素子5を、前方に移動させることが可能である。スペーサ素子5は、補強正面を形成し、前記補強正面の前方領域は、伸張方向Bの方向に形成され、前記補強正面の後方領域は、伸張方向Bの反対の方向に形成されている。スペーサ素子5を移動させることによって、コア構造層1、2自体の重量によって、前記前方領域において生じ得るコア構造層1、2の垂下または変形を、後方領域において補償することが可能であり、このため、後方領域において一定の距離Aを提供可能である。この後方領域内には、補強素子3を挿入可能である。この実施形態を用いて、上記製造方法を絶えず進捗させることが可能であるため、コア構造を、極めて急速且つコスト効率良く形成することができる。
【0047】
図2に示すように、スペーサ素子5はさらに、スプレーユニット6を有していてもよく、ここにおいて、第1のコア構造層1および第2のコア構造層2の内部を密閉することが可能である。また、樹脂や塗料といったシール剤を吹き付けることによって、補強素子3によって生じたコア構造層1、2内の穴を、閉じることが可能である。さらに、コア構造層1、2が酸や温度などの外部影響から保護されるように、これらコア構造層1、2を密閉することが可能である。
【0048】
さらに、棒状に構成可能な多数のスペーサ素子5を挿入することが可能である。これらのスペーサ素子5は、骨格(フレームワーク)状に構成されていてもよい。骨格状とは、スペーサ素子5が互いに節点を形成しているということを意味しており、前記節点では、力がスペーサ素子間を伝達され得る。従って、一実施形態では、スペーサ素子5から成る骨格は、まず、第1のコア構造層1および第2のコア構造層2を、一定の距離Aだけ隔てて離間する。次に、補強素子3を挿入して、これによって、例えばコア構造の機械的性質を修正する。
【0049】
図3は、別の一実施形態を示す図である。ここでは、コア構造10は、第1のチャッキング装置12および第2のチャッキング装置13を用いて保持されている。複数の補強素子3が、例えば、第1のコア構造層1および第2のコア構造層2の中に、所定の第1の角度αおよび所定の第2の角度βで挿入されている。第1のコア構造層1と第2のコア構造層2との間の空洞4は、機能素子11によって充填されていることが可能である。これら機能素子11は、例えば、送電線、パイプ、断熱材、または、他の機能材料から成る群から選択されていることが可能である。従って、例えば、防音または断熱体を導入することが可能である。さらに、空洞4内にパイプまたは線を敷く場合には、例えば、溝または他の刻み目を削ることによって、コア構造を損傷する必要はなく、むしろこのパイプまたは線の形成は、既に存在する空洞4で行うことが可能である。従って、構造的完全性は阻害されず、コア構造10の高い剛性を実現可能である。
【0050】
チャッキング装置12、13を用いて、第1のコア構造層1および第2のコア構造層2を保持することが可能である。例えば、移動可能なスペーサ素子5を、伸張方向Bに沿って移動させて、コア構造10の製造プロセスを連続して行うことが可能である。
【0051】
さらに、第1のコア構造層1と第2のコア構造層2とに、カバー層9を付着させてもよい。
【0052】
このように、完成したコア構造10は、3つの領域を含む。図1から明らかなように、例えば、上層および下層、または、第1のコア構造層1および第2のコア構造層2は、例えば、薄い発泡体および/または繊維複合層によって形成されている。これらの層の間には、距離Aを有する空洞4が形成されている。ピンまたは補強素子3は、コア構造層1、2を貫通している。このピンまたは補強素子3は、例えば、発泡体および/または繊維複合体を含み、空洞4を橋渡ししている。補強素子3は、コア構造層1、2内に永続的に接合されている。第1のコア構造層1および第2のコア構造層2の構成は、例えば、多数の発泡体複合体層および/または繊維複合体層を構成していることが可能である。
【0053】
発泡体をコア構造層1、2として用いるならば、その厚さは、例えば、1つの構成材において一定であることが可能であり、コアは、1つの高さの接触面を有している。補強素子3またはピンは、全ての機械的特性を担っている。さらに、構成材の任意の形状が可能である。従って、例えば、発泡体、および/または、第1のコア構造層1または第2のコア構造層2を、構成可能な任意の形状の上に載せてもよく、コア構造層2を、スペーサ素子5を用いて上に載せてもよい。このようにして、所望の形状を得ることができる。この所望の形状は、補強素子3を挿入することによって、固定され、且つ、機械的に強化される。
【0054】
第1のコア構造層および第2のコア構造層は、例えば、0.5mm、1mm、1.5mm、または、2mm以上よりも薄い厚さを有していることが可能である。
【0055】
さらに、「含む」という表現は、他の素子またはステップを排除するものではなく、「1つの」という表現は、多数を排除するものではないことに留意されたい。さらに、上述の典型的な実施形態のうちのいずれか1つの実施形態を参照して説明した特徴またはステップを、上述の他の典型的な実施形態の特徴およびステップと組み合わせて用いてもよいことに留意されたい。特許請求の範囲における参照番号は、制限として見なされるべきものではない。
【図面の簡単な説明】
【0056】
【図1】図1は、本発明の典型的な一実施形態に係るコア接合構造を概略的に示す図である。
【図2】図2は、本発明の典型的な一実施形態に係る、移動可能なスペーサ素子を有するコア構造を概略的に示す図である。
【図3】図3は、本発明の典型的な一実施形態に係る、工具の中に配置された、コア構造を概略的に示す図である。
【符号の説明】
【0057】
1 第1のコア構造層
2 第2のコア構造層
3 補強素子
4 空洞
5 スペーサ素子
6 スプレーユニット
7 第1の突出部
8 第2の突出部
9 カバー層
10 コア構造
11 機能素子
12 第1のチャッキング装置
13 第2のチャッキング装置
a 距離
b 伸張方向
α 第1の角度
β 第2の角度
【発明の詳細な説明】
【0001】
[関連出願の参照]
本願は、2006年11月30日出願のドイツ特許出願番号第10 2006 056 568.1、および、2006年11月30日出願の米国仮出願番号第60/872,007の優先日の権利を主張し、これら出願の開示内容を、本願に引用して援用する。
【0002】
[発明の分野]
本発明は、コア構造の製造方法、コア構造、コア構造を製造するための装置、並びに、飛行機におけるコア構造の使用、および、コア構造を有する飛行機の使用に関する。
【0003】
[発明の背景]
複合材料、特にコア複合材料の構造は、その剛性および強度と、密度との割合が良好であるため、飛行機の建造や自動車の建造といった先端技術分野において、広い範囲の用途を有している。コア複合材料は、典型的には、上記の用途のために選択された材料から成る2つのカバー層と、これらカバー層の間に配置されたコア構造を含む。
【0004】
このようなコア複合材料は、例えば、硬質の発泡体コアを含み、前記硬質の発泡体コアの中には、乾燥した繊維が、縫製法を用いて縫い込まれている。この乾燥した繊維は、後処理である注入工程(インフュージョンプロセス)において、マトリクス状に組み込まれる。
【0005】
別の一製造方法としては、上記の縫製法を用いる代わりに、ピンのような棒状の硬化半製品を、発泡体の中に挿入する方法がある。これら棒状の硬化半製品は、例えば引出成形プロセスにおいて製造可能である。上述のような半製品の製造方法では、繊維がノズルを通って噴出される。このノズルが、最終的な半製品において断面を規定することになる。最初の乾燥した繊維を、樹脂浴を通すことによって含浸させるか、または、樹脂を用いた特別な浸出プロセスによって含浸させる。この樹脂マトリクスは、上記ノズルを加熱することによって、架橋結合する。引出成形工具から噴出された後の寸法安定性を確保するために、上記樹脂マトリクスは、完全架橋されているか、または、少なくとも部分架橋が十分な程度に実現されている必要がある。次に、これらの硬化半製品を、上記発泡体の中に挿入する。機械的性質は、材料、補強密度、および、硬化半製品の角度によって決定および変動可能である。
【0006】
従って上記発泡体は、一方では、硬化半製品を所定の位置で保持する支持体として用いられるが、他方では、この発泡体は、硬化半製品を安定させて、例えば前記半製品が荷重を受けて座屈することを妨げるか、または、前記座屈の進行を少なくとも遅延させるために用いられる。
【0007】
US6,190,602 B1には、コアを有するサンドイッチ構造を製造する方法が記載されており、このコアには、硬化半製品が含まれている。硬質発泡体および/または薄板が硬化する前に、硬化半製品が、ある工具によって挿入される。この硬化半製品は、2つのカバー層を接続させると共に、カバー層を硬質発泡体に接合させることを補助する。上記工具は、超音波を用いて、硬化半製品をカバー層の中に挿入するものである。
【0008】
US6,291,049 B1には、サンドイッチ構造およびその製造方法が記載されている。このサンドイッチ構造は、上カバー層および下カバー層を有しており、これらの層の間には、発泡体コアが配置されている。サンドイッチ構造を補強する補強用半製品は、これらのカバー層と発泡体コアとによって取り付けられている。
【0009】
数ある目的の中でも特に、本発明の一目的は、重量を低減したコア構造およびその製造方法を提供することにある。
【0010】
本発明の一実施形態に従って、コア構造の製造方法を提供する。第1のコア構造層および第2のコア構造層を、固定すると共に保持する。第1のコア構造層および第2のコア構造層は、互いに、位置的に一定の距離をおいて位置決めされている。第1のコア構造層と第2のコア構造層との間の空洞内に、補強素子を挿入する。局所的な補強が完了した後には、この補強素子、第1のコア構造層、および第2のコア構造層によって、自己支持型コア構造が形成される。
【0011】
本発明の別の一実施形態に従って、コア構造を提供する。このコア構造は、第1のコア構造層と、第2のコア構造層と、補強素子とを含む。前記補強素子は、第1のコア構造層と第2のコア構造層とを一定の距離を隔てて離間するように構成されている。第1のコア構造層と第2のコア構造層とは、空洞が形成されるように離間されている。上記の補強素子、第1のコア構造層、および第2のコア構造層は、自己支持型コア構造を形成するように構成されている。
【0012】
別の一実施形態に従って、コア構造を製造するための装置を提供する。この装置は、第1のコア構造を固定するための第1のチャッキング装置と、第2のコア構造を固定するための第2のチャッキング装置とを有している。さらに、上記コア構造を製造するための装置は、スペーサ素子と挿入ユニットとを有している。上記の第1のチャッキング装置、第2のチャッキング装置、およびスペーサ素子は、第1のコア構造層と第2のコア構造層とを、一定の距離を隔ててつかんで保持するように構成されている。挿入ユニットは、第1のコア構造層と第2のコア構造層との間の空洞内に補強素子を挿入するように構成されている。
【0013】
別の実施形態によれば、本発明は、上述のコア構造を飛行機内で使用する。
【0014】
以下において、「補強素子」という表現は、棒状で直線状の半製品として理解できよう。この直線状の半製品は、所定の断面をもつ、引出成形された棒状形体、押出された棒状形体、または、押出成形/押出延伸された棒状形体であると理解できよう。この断面は、例えば、円状、三角形、長方形、六角形、管状、または、これらと同様の形体を有しているように設計されていてよい。補強素子には、補強用の外装繊維が設けられていてもよいし、設けられていなくてもよい。前記補強素子は、例えば、押出成形された熱可塑性物質、引出成形された部分架橋重合体(特にデュロマー)、押出延伸された金属またはセラミック(特にプレカーサセラミック)を含む。上記熱可塑性物質およびデュロマーにも、外装繊維が設けられていてよい。
【0015】
以下において、「コア構造層」という表現は、例えば、発泡体層または硬質発泡体層、プリプレグ材料、または、乾燥した布、および、これらの任意の組み合わせとして理解できよう。「自己支持型」コア構造とは、補助なしにそれ自体で安定性を有するコア構造として理解できよう。
【0016】
上述のコア構造およびその製造方法を用いて、コア複合材料を提供することが可能である。前記コア複合材料は、発泡体を支持材とする代わりに、空洞を有している。ピンまたは薄い棒状の補強素子といった複数の補強素子だけが、この空洞を貫通して、2つのコア構造層を離間させる。これはすなわち、これら補強素子が、第1のコア構造層と第2のコア構造層とを、一定の距離を隔てるように保持しているということである。これら補強素子は、機械的に高性能であるコア構造を提供し、例えば、一度に密度30kg/m3未満を実現することができる。従来技術から公知の、ソリッドコア(solid core)を有するコア構造は、水分(例えば復水)を排出しない。このように、コア構造内に設けられた空洞を用いて、水分の蓄積が生じ得ない排水能を提供する。硬質発泡体および/または弾力性物質をコア構造層として用いるならば、成形における設計の自由度を向上させることが可能である。
【0017】
コア構造層の厚さは、構成材料に適した厚さに柔軟に設定可能である。従来公知の骨格構造またはハニカム構造と比較すると、上記コア構造は、レベル・サポート・サービス(levels support services)を形成し、これによって構成材料の製造が大幅に簡略化される。例えば、接合材によって薄い発泡体層上に固定された任意の材料の乾燥した布を用いて、上層および/または第1のコア構造層と、下層および/または第2のコア構造層とを形成することが可能である。このようにして形成された層は、穴を開けることが容易であることと、補強素子を挿入することが容易な一定の固有剛性率を有することとによって特徴付けられている。発泡体とプリプレグとを含んだ組み合わせ体を、コア構造層として用いてもよい。プリプレグを有する発泡体に、最初に、温度−圧力サイクルを施すことが好ましく、これによって、これら発泡体とプリプレグとが離れないように互いに接合されると共に、用いられるプリプレグのマトリックスは、例えば60%から70%の部分架橋された状態に達する。このコア構造層を事前に十分に架橋することによって、次の硬化工程を、加圧しない焼き戻し法を用いて行うことが可能である。前記硬化工程によって、製造の手間は大幅に低減される。
【0018】
上述の一定の距離は、例えば、5〜15mm、15〜25mm、または、25〜35mmの範囲から選択可能である(mm=ミリメータ)。
【0019】
別の実施形態によれば、第1のコア構造層の第1のウォーミング領域を局所的に加熱すると共に、第2のコア構造層の第2のウォーミング領域も局所的に加熱する。換言すると、これらの第1のコア構造層および第2のコア構造層を局所的に加熱して、第1のウォーミング領域および第2のウォーミング領域を形成する。これらウォーミング領域は、挿入される補強素子によって前記ウォーミング領域同士が接続されるように、互いに向かい合って位置付けられていることが好ましい。正確に言うと、架橋度の高いマトリクス内に繊維が組み込まれたハードコア構造層では、補強素子がこのようなハードマトリクスを貫通する時には、前記補強素子によって、当該ハードマトリクスは破壊されてしまう。補強素子が導かれるウォーミング領域を加熱することによって、コア構造層が、第1のウォーミング領域および/または第2のウォーミング領域内を軟化させるため、補強素子を、より容易に挿入することが可能である。従ってこの製造方法は迅速化され、より容易になる。
【0020】
別の実施形態によれば、スペーサ素子が、第1のコア構造層を第2のコア構造層から、例えば一定の距離を隔てて離間させている。このスペーサ素子は、コア構造内に永続的に設置されてもよいし、または、一時的に設置されてもよい。挿入された複数のスペーサ素子は、一時的に一体化すると、再び除去することが容易になり、その結果上述の定義に係る中空構造が生じるという点において特徴付けられている。このスペーサ素子がコア構造内に残留する場合にも、これらは、当該構造の連続性を妨害することはない。スペーサ素子を永続的に設置するならば、例えば、極端に小さなコア構造および極端に複雑な形状が実現される。このためコア構造層は、例えば、成形素子によって変形されて、第1の形状の形体が形成される。スペーサ素子を第1のコア構造層に取り付けた後、第2のコア構造層を、一定の距離を隔てて設置する。次に、例えば補強素子を挿入して、自己支持型コア構造を提供する。スペーサ素子は、補強素子を挿入した後にも、コア構造内に残留していてもよいので、補強素子を、複雑な方法で除去する必要はない。従って、複雑な形状をより容易に構成可能である。
【0021】
スペーサ素子は、例えば、発泡体およびいわゆる発泡体リブを示してもよいし、または、固形の補強半製品を含んでもよい。
【0022】
典型的なさらなる一実施形態に拠れば、第1のコア構造層および第2のコア構造層は、1つの伸張方向を有している。この伸張方向の方に、スペーサ素子を移動させることが可能である。スペーサ素子の背後には、1つの補強素子を挿入することが可能である。
【0023】
伸張方向という表現は、例えば、コア構造層における縦伸び側および/または最も長い側として理解できよう。スペーサ素子は、この伸張方向に沿って移動可能である。スペーサ素子は、この製造方法の間に、正面および/または補強正面を形成する。前記正面および/または補強正面は、伸張方向と同じ方向において、コア構造層への前方領域と、伸張方向に対向する後方領域とを有する。前記後方領域ではコア複合材料層間の距離が一定であるため、前記後方領域の中に、補強素子を次々に挿入することが可能である。
【0024】
このように、移動可能なスペーサ素子が、第1のコア構造層と第2のコア構造層とを支持している。従って、これら2つのコア構造層は、例えば、これらが両側端部に配置されていることによって、および上記移動可能なスペーサ素子によって、一定の距離をおいて固定されている。そのため、コア構造層は、各自の位置に留まっており、例えば、それら自体の重量によって変形することはない。特に、間隔が一定でないと、機械的性質が一定でなくなり、逆に、間隔が一定であると、機械的性質が一定になり得る。この移動可能な支持体の実施形態が、様々な高さに構成可能な種類のものであるならば、コア構造層の間隔は、一定である必要はなかろう。
【0025】
さらに別の実施形態によれば、多数のスペーサ素子を用いて、第1のコア構造層および第2のコア構造層を離間させる。前記多数のスペーサ素子は、骨格構造を形成している。骨格構造とは、節点においてスペーサ素子同士が接続されたものであり、これら節点を介して力が伝達され得ることは明らかである。スペーサ素子を、個々に配置する必要はなく、例えば骨格構造の形でまとめて用いることが可能であり、1つのコア構造層を用いて、このスペーサ素子を覆うことが可能である。従ってこの製造方法は、簡略化が可能であると共に、迅速化され得る。
【0026】
さらに別の実施形態によれば、上記補強素子は、第1のコア構造層に対して第1の角度を有している。さらに、前記補強素子は、第2のコア構造層に対して第2の角度を有している。前記補強素子は、所定の第1の角度、または所定の第2の角度で挿入可能である。従って、これら予め規定されたおよび/または所定の第1の角度と第2の角度とを用いて、コア構造の特定の機械的性質を、目標にあわせて設定することが可能である。つまりコア構造を、特定の荷重状況に合わせて設定することが可能である。こうすることによって、当該荷重状況にあわせた製造が可能であるため、材料および重量をさらに節減することが可能である。
【0027】
さらに別の実施形態によれば、第1のコア構造層および第2のコア構造層を、シール剤を用いて密閉する。このシール剤は、塗料および樹脂を含む群から選択されていることが可能である。例えば、補強素子をコア構造層の中に挿入する際に前記補強素子によって形成される穴は、第1のコア構造層および第2のコア構造層を密閉することによって、閉じることが可能である。従って、補強素子をコア構造層の中に挿入した後、結果として生じるコア構造素子は、例えば、内圧が印加されるか、または、真空が印加されるため、さらに加工される。さらに、このシール剤を用いて、補強素子をずれないようにすることも可能である。
【0028】
さらに別の実施形態では、上記スペーサ素子に、スプレーユニットが一体化されている。従って、例えば、スペーサ素子を伸張方向に沿って移動させている間に同時に、コア構造層を密閉することが可能である。一体化された上記スプレーユニットを用いて、上記方法を迅速化して行うことが可能である。
【0029】
さらに別の一実施形態に従って、補強素子を空洞の中に、補強素子が第1のコア構造層および第2のコア構造層を貫通するように挿入する。前記補強素子は、第1のコア構造層の外部に第1の突出部を有している。さらに、前記補強素子は、第2のコア構造層の外部に第2の突出部を有している。これら第1の突出部および第2の突出部は、折り曲げられている。この折り曲げによって、補強素子がずれないようになっている。従って、留め具を追加する必要はなく、高度の構造安定性を実現可能である。
【0030】
典型的なさらなる一実施形態では、第1の突出部および第2の突出部を、加熱および加圧して折り曲げる。従って、部分架橋された半製品のような、脆性材料または既に硬化された材料から成る補強素子を折り曲げることも可能であり、折り曲げる時にも、こういった材料に破損が生じることはない。表面をさらに、より軽く加圧すると共に加熱するなら、突出部はコア構造層の中まで折り曲げられるので、補強素子をコア構造層に特に良好に接合することを実現可能である。
【0031】
さらに別の実施形態によれば、第1のコア構造層および第2のコア構造層のうちの少なくとも1つの層に、カバー層を付着させる。ここでカバー層とは、コア複合材料を製造するために形成されるコア構造を補う平面のシステムとして理解されたい。例えば、さらなる1つのコア構造層、または、異なる機械的性質を有する他の材料を、カバー層として用いてもよい。カバー層が、既にコア構造層に完全または部分的に付着しているなら、コア構造内に挿入された補強素子はさらに、前記カバー層を立体的に補強する。カバー層が完全に貫通されているなら、例えば、補強素子を折り曲げることは省いてよい。
【0032】
本発明のさらなる実施形態によれば、形成したコア複合材料の第1のコア構造層および第2のコア構造層を、硬化させる。乾燥したカバー層の半製品を用いる場合には、樹脂マトリクス内に繊維を、所定の圧力で、且つ、一定の温度サイクルにおいて組み込み、その後、架橋結合させる。用いるカバー層が、非架橋または部分架橋された状態のプリプレグシステムである場合、または、形成されたコア構造に接着膜を用いて接合された、既に硬化されたカバー層である場合には、布の中に樹脂を挿入しなければならない浸透サイクルは不要であり、圧力と温度だけが必要になる。
【0033】
さらなる実施形態によれば、空洞内に機能素子を挿入する。この機能素子は、例えば、防音性および断熱性、特定の機械的性質、排水能、または、導電性を有していることが可能である。例えば、送電線を機能素子として用いてもよいし、または、温度断熱式の断熱羊毛材を用いてよい。これによって、目標にあわせて設定可能な、改善された機械的性質に加えて、他の所望の特性を設定することも可能である。このため、多機能性のコア構造を提供可能である。
【0034】
本製造方法の実施形態は、コア構造、装置、用法、および、飛行機にも当てはまるし、その逆もまた可能である。
【0035】
[図面の簡単な説明]
本発明のさらなる説明およびより良好な理解を提供するため、以下に添付の図面を参照しながら、典型的な実施形態について詳細に記載する。
【0036】
図1は、本発明の典型的な一実施形態に係るコア接合構造を概略的に示す図である。
【0037】
図2は、本発明の典型的な一実施形態に係る、移動可能なスペーサ素子を有するコア構造を概略的に示す図である。
【0038】
図3は、本発明の典型的な一実施形態に係る、工具の中に配置された、コア構造を概略的に示す図である。
【0039】
[実施形態の詳細な説明]
異なる図面において、同一または類似の部材には、同一の参照番号を付した。図面の図は概略的であり、縮尺とはなっていない。
【0040】
図1は、コア構造の典型的な実施形態を示す図である。前記コア構造は、第1のコア構造層1および第2のコア構造層2を含む。さらに、第1のコア構造層1と第2のコア構造層2とを、一定の距離Aをおいて離間する補強素子3が示されている。第1のコア構造層1および第2のコア構造層2は、空洞4が設けられるように、離間している。補強素子3、第1のコア構造層1、および、第2のコア構造層2は、自己支持型コア構造10を形成している。
【0041】
例えば、最初に第1のコア構造層1および第2のコア構造層2を、一定の距離Aだけ離間して固定および位置決めすることによって、コア構造10を製造する。これらのコア構造層1、2間には、複数の補強素子3が配置されている。補強素子3は、第1のコア構造層1と、空洞4と、第2のコア構造層2とを貫通している。第1のコア構造層1と第2のコア構造層2との間の一定の距離Aは、スペーサ素子5を用いて実現可能である。このようにして補強素子3は、コア構造10の所定の機械的性質を生成する。
【0042】
第1の突出部7および第2の突出部8を有する補強素子3を、さらに取り付けてもよい。第1の突出部7'、8'を折り曲げることによって、補強素子3が第1のコア構造層1および第2のコア構造層2上でずれないように、補強素子3を固定することが可能である。例えば、加熱および加圧することによって、補強素子3を折り曲げることが可能である。
【0043】
第1のコア構造層1および第2のコア構造層2には、例えばカバー層9、または、例えば部分的なカバー層を付着させてもよい。さらなる一実施形態では、例えば、補強素子3はカバー層9を貫通していてもよく、突出部7、8を用いて、カバー層9と共に固定されていてよい。
【0044】
図2は、典型的なさらなる一実施形態を示す図であり、ここでは、第1のコア構造層1と第2のコア構造層2との間には、スペーサ素子5が配置されている。スペーサ素子5は、コア構造層1、2を離間させているので、コア構造層1、2自体の重量のために、コア構造層1、2間の距離Aが変形したり変化したりするといった望ましくないことが生じることはない。
【0045】
補強素子を挿入した後、スペーサ素子5をコア構造10から再び除去してもよいし、または、構成部材内またはコア構造10内に永続的に残留させてもよい。従って、例えば、補強素子3を挿入した後にスペーサ素子5を再び除去しなくても、複雑な形体を製造可能である。
【0046】
図2はまた、第1のコア構造層1および第2のコア構造層2の伸張方向Bを示している。前記伸張方向に沿って、スペーサ素子5を、前方に移動させることが可能である。スペーサ素子5は、補強正面を形成し、前記補強正面の前方領域は、伸張方向Bの方向に形成され、前記補強正面の後方領域は、伸張方向Bの反対の方向に形成されている。スペーサ素子5を移動させることによって、コア構造層1、2自体の重量によって、前記前方領域において生じ得るコア構造層1、2の垂下または変形を、後方領域において補償することが可能であり、このため、後方領域において一定の距離Aを提供可能である。この後方領域内には、補強素子3を挿入可能である。この実施形態を用いて、上記製造方法を絶えず進捗させることが可能であるため、コア構造を、極めて急速且つコスト効率良く形成することができる。
【0047】
図2に示すように、スペーサ素子5はさらに、スプレーユニット6を有していてもよく、ここにおいて、第1のコア構造層1および第2のコア構造層2の内部を密閉することが可能である。また、樹脂や塗料といったシール剤を吹き付けることによって、補強素子3によって生じたコア構造層1、2内の穴を、閉じることが可能である。さらに、コア構造層1、2が酸や温度などの外部影響から保護されるように、これらコア構造層1、2を密閉することが可能である。
【0048】
さらに、棒状に構成可能な多数のスペーサ素子5を挿入することが可能である。これらのスペーサ素子5は、骨格(フレームワーク)状に構成されていてもよい。骨格状とは、スペーサ素子5が互いに節点を形成しているということを意味しており、前記節点では、力がスペーサ素子間を伝達され得る。従って、一実施形態では、スペーサ素子5から成る骨格は、まず、第1のコア構造層1および第2のコア構造層2を、一定の距離Aだけ隔てて離間する。次に、補強素子3を挿入して、これによって、例えばコア構造の機械的性質を修正する。
【0049】
図3は、別の一実施形態を示す図である。ここでは、コア構造10は、第1のチャッキング装置12および第2のチャッキング装置13を用いて保持されている。複数の補強素子3が、例えば、第1のコア構造層1および第2のコア構造層2の中に、所定の第1の角度αおよび所定の第2の角度βで挿入されている。第1のコア構造層1と第2のコア構造層2との間の空洞4は、機能素子11によって充填されていることが可能である。これら機能素子11は、例えば、送電線、パイプ、断熱材、または、他の機能材料から成る群から選択されていることが可能である。従って、例えば、防音または断熱体を導入することが可能である。さらに、空洞4内にパイプまたは線を敷く場合には、例えば、溝または他の刻み目を削ることによって、コア構造を損傷する必要はなく、むしろこのパイプまたは線の形成は、既に存在する空洞4で行うことが可能である。従って、構造的完全性は阻害されず、コア構造10の高い剛性を実現可能である。
【0050】
チャッキング装置12、13を用いて、第1のコア構造層1および第2のコア構造層2を保持することが可能である。例えば、移動可能なスペーサ素子5を、伸張方向Bに沿って移動させて、コア構造10の製造プロセスを連続して行うことが可能である。
【0051】
さらに、第1のコア構造層1と第2のコア構造層2とに、カバー層9を付着させてもよい。
【0052】
このように、完成したコア構造10は、3つの領域を含む。図1から明らかなように、例えば、上層および下層、または、第1のコア構造層1および第2のコア構造層2は、例えば、薄い発泡体および/または繊維複合層によって形成されている。これらの層の間には、距離Aを有する空洞4が形成されている。ピンまたは補強素子3は、コア構造層1、2を貫通している。このピンまたは補強素子3は、例えば、発泡体および/または繊維複合体を含み、空洞4を橋渡ししている。補強素子3は、コア構造層1、2内に永続的に接合されている。第1のコア構造層1および第2のコア構造層2の構成は、例えば、多数の発泡体複合体層および/または繊維複合体層を構成していることが可能である。
【0053】
発泡体をコア構造層1、2として用いるならば、その厚さは、例えば、1つの構成材において一定であることが可能であり、コアは、1つの高さの接触面を有している。補強素子3またはピンは、全ての機械的特性を担っている。さらに、構成材の任意の形状が可能である。従って、例えば、発泡体、および/または、第1のコア構造層1または第2のコア構造層2を、構成可能な任意の形状の上に載せてもよく、コア構造層2を、スペーサ素子5を用いて上に載せてもよい。このようにして、所望の形状を得ることができる。この所望の形状は、補強素子3を挿入することによって、固定され、且つ、機械的に強化される。
【0054】
第1のコア構造層および第2のコア構造層は、例えば、0.5mm、1mm、1.5mm、または、2mm以上よりも薄い厚さを有していることが可能である。
【0055】
さらに、「含む」という表現は、他の素子またはステップを排除するものではなく、「1つの」という表現は、多数を排除するものではないことに留意されたい。さらに、上述の典型的な実施形態のうちのいずれか1つの実施形態を参照して説明した特徴またはステップを、上述の他の典型的な実施形態の特徴およびステップと組み合わせて用いてもよいことに留意されたい。特許請求の範囲における参照番号は、制限として見なされるべきものではない。
【図面の簡単な説明】
【0056】
【図1】図1は、本発明の典型的な一実施形態に係るコア接合構造を概略的に示す図である。
【図2】図2は、本発明の典型的な一実施形態に係る、移動可能なスペーサ素子を有するコア構造を概略的に示す図である。
【図3】図3は、本発明の典型的な一実施形態に係る、工具の中に配置された、コア構造を概略的に示す図である。
【符号の説明】
【0057】
1 第1のコア構造層
2 第2のコア構造層
3 補強素子
4 空洞
5 スペーサ素子
6 スプレーユニット
7 第1の突出部
8 第2の突出部
9 カバー層
10 コア構造
11 機能素子
12 第1のチャッキング装置
13 第2のチャッキング装置
a 距離
b 伸張方向
α 第1の角度
β 第2の角度
【特許請求の範囲】
【請求項1】
第1のコア構造層(1)を固定する工程と、
第2のコア構造層(2)を固定する工程と、
上記第1のコア構造層(1)と上記第2のコア構造層(2)との間が移動可能なスペーサ素子(5)を介して所定の距離(a)隔てられるように、上記第1のコア構造層(1)と上記第2のコア構造層(2)とを位置決めする工程と、
上記第1のコア構造層(1)と上記第2のコア構造層(2)との間に形成された空洞(4)に、補強素子(3)を挿入する工程とを含み、
上記補強素子(3)、上記第1のコア構造層(1)、および、上記第2のコア構造層(2)は、自己支持型コア構造(10)を形成する、コア構造の製造方法。
【請求項2】
上記第1のコア構造層(1)の第1のウォーミング領域を局所的に加熱する工程と、
上記第2のコア構造層(2)の第2のウォーミング領域を局所的に加熱する工程と、
上記第1のウォーミング領域および上記第2のウォーミング領域に、上記補強素子(3)を挿入する工程とをさらに含む、請求項1に記載の製造方法。
【請求項3】
上記第1のコア構造層(1)と上記第2のコア構造層(2)とを、スペーサ素子(5)を用いて離間させる工程をさらに含む、請求項1または2に記載の製造方法。
【請求項4】
上記第1のコア構造層(1)および上記第2のコア構造層(2)は、1つの伸張方向(b)を有し、
上記伸張方向(b)の方向に上記スペーサ素子(5)を移動させる工程と、
上記スペーサ素子(5)の後方に、上記補強素子(3)を挿入する工程とをさらに含む、請求項3に記載の製造方法。
【請求項5】
上記第1のコア構造層(1)および上記第2のコア構造層(2)を、多数のスペーサ素子(5)を用いて離間させる工程をさらに含み、
上記多数のスペーサ素子(5)は1つの骨格構造を形成する、請求項2に記載の製造方法。
【請求項6】
上記補強素子(3)と、上記第1のコア構造層(1)とは、第1の角度(α)をなしており、
上記補強素子と、上記第2のコア構造層とは、第2の角度(β)をなしており、
上記補強素子(3)を、予め規定された第1の角度(α)または予め規定された第2の角度(β)で挿入する、請求項1〜5のいずれか1項に記載の製造方法。
【請求項7】
シール剤を用いて、上記第1のコア構造層(1)を密閉すると共に、上記第2のコア構造層(2)を密閉する、請求項1〜6のうちのいずれか1項に記載の製造方法。
【請求項8】
上記シール剤は、塗料および樹脂を含む群から選択されている、請求項7に記載の製造方法。
【請求項9】
上記シール剤を、スプレーユニット(6)を用いて吹き付ける、請求項7または8に記載の製造方法。
【請求項10】
上記スプレーユニット(6)は、上記スペーサ素子(5)に一体化されている、請求項9に記載の製造方法。
【請求項11】
上記補強素子(3)が上記第1のコア構造層(1)および上記第2のコア構造層(2)を貫通するように、上記補強素子(3)を上記空洞(4)の中に挿入し、
上記補強素子(3)は、上記第1のコア構造層(1)の外部に第1の突出部(7)を備え、
上記補強素子(3)は、上記第2のコア構造層(2)の外部に第2の突出部(8)を備え、
上記第1の突出部(7)および上記第2の突出部(8)を折り曲げる、請求項1〜10のうちのいずれか1項に記載の製造方法。
【請求項12】
加熱および加圧することによって、上記第1の突出部(7)および上記第2の突出部(8)を折り曲げる、請求項11に記載の製造方法。
【請求項13】
上記第1のコア構造層(1)および上記第2のコア構造層(2)のうちの少なくともコア構造層にカバー層(9)を取り付ける、請求項1〜12のうちのいずれか1項に記載の製造方法。
【請求項14】
上記第1のコア構造層(1)および上記第2のコア構造層(2)を硬化させる、請求項1〜13のうちのいずれか1項に記載の製造方法。
【請求項15】
上記空洞(4)の中に機能素子(11)を挿入する、請求項1〜14のうちのいずれか1項に記載の製造方法。
【請求項16】
第1のコア構造層(1)と、
第2のコア構造層(2)と、
補強素子(3)とを含み、
上記補強素子(3)は、上記第1のコア構造層(1)および上記第2のコア構造層(2)を、所定の距離(a)を隔てて離間するように構成されており、
上記第1のコア構造層(1)および上記第2のコア構造層(2)は、離間されて空洞(4)を設けるように構成されており、
上記補強素子(3)、上記第1のコア構造層(1)、および、上記第2のコア構造層(2)は、自己支持型コア構造(10)を形成するように構成されている、コア構造。
【請求項17】
上記コア構造(10)は、請求項1〜15のいずれか1項に記載の製造方法を用いて製造される、請求項16に記載のコア構造。
【請求項18】
第1のコア構造層(1)を固定するための第1のチャッキング装置(12)と、
第2のコア構造層(2)を固定するための第2のチャッキング装置(13)と、
スペーサ素子(5)と、
挿入装置とを含み、
上記第1のチャッキング装置(1)と、上記第2のチャッキング装置(2)と、上記スペーサ素子(5)とは、上記第1のコア構造層(1)および上記第2のコア構造層(2)を、所定の距離(a)を隔ててつかむと共に保持するように構成されており、
上記挿入装置は、上記第1のコア構造層(1)と上記第2のコア構造層(2)との間の空洞(4)の中に補強素子(3)を挿入するように構成されている、コア構造を製造するための装置。
【請求項19】
請求項16または17に記載のコア構造(10)の、飛行機における使用。
【請求項20】
請求項16または17に記載のコア構造(10)を有する飛行機。
【請求項1】
第1のコア構造層(1)を固定する工程と、
第2のコア構造層(2)を固定する工程と、
上記第1のコア構造層(1)と上記第2のコア構造層(2)との間が移動可能なスペーサ素子(5)を介して所定の距離(a)隔てられるように、上記第1のコア構造層(1)と上記第2のコア構造層(2)とを位置決めする工程と、
上記第1のコア構造層(1)と上記第2のコア構造層(2)との間に形成された空洞(4)に、補強素子(3)を挿入する工程とを含み、
上記補強素子(3)、上記第1のコア構造層(1)、および、上記第2のコア構造層(2)は、自己支持型コア構造(10)を形成する、コア構造の製造方法。
【請求項2】
上記第1のコア構造層(1)の第1のウォーミング領域を局所的に加熱する工程と、
上記第2のコア構造層(2)の第2のウォーミング領域を局所的に加熱する工程と、
上記第1のウォーミング領域および上記第2のウォーミング領域に、上記補強素子(3)を挿入する工程とをさらに含む、請求項1に記載の製造方法。
【請求項3】
上記第1のコア構造層(1)と上記第2のコア構造層(2)とを、スペーサ素子(5)を用いて離間させる工程をさらに含む、請求項1または2に記載の製造方法。
【請求項4】
上記第1のコア構造層(1)および上記第2のコア構造層(2)は、1つの伸張方向(b)を有し、
上記伸張方向(b)の方向に上記スペーサ素子(5)を移動させる工程と、
上記スペーサ素子(5)の後方に、上記補強素子(3)を挿入する工程とをさらに含む、請求項3に記載の製造方法。
【請求項5】
上記第1のコア構造層(1)および上記第2のコア構造層(2)を、多数のスペーサ素子(5)を用いて離間させる工程をさらに含み、
上記多数のスペーサ素子(5)は1つの骨格構造を形成する、請求項2に記載の製造方法。
【請求項6】
上記補強素子(3)と、上記第1のコア構造層(1)とは、第1の角度(α)をなしており、
上記補強素子と、上記第2のコア構造層とは、第2の角度(β)をなしており、
上記補強素子(3)を、予め規定された第1の角度(α)または予め規定された第2の角度(β)で挿入する、請求項1〜5のいずれか1項に記載の製造方法。
【請求項7】
シール剤を用いて、上記第1のコア構造層(1)を密閉すると共に、上記第2のコア構造層(2)を密閉する、請求項1〜6のうちのいずれか1項に記載の製造方法。
【請求項8】
上記シール剤は、塗料および樹脂を含む群から選択されている、請求項7に記載の製造方法。
【請求項9】
上記シール剤を、スプレーユニット(6)を用いて吹き付ける、請求項7または8に記載の製造方法。
【請求項10】
上記スプレーユニット(6)は、上記スペーサ素子(5)に一体化されている、請求項9に記載の製造方法。
【請求項11】
上記補強素子(3)が上記第1のコア構造層(1)および上記第2のコア構造層(2)を貫通するように、上記補強素子(3)を上記空洞(4)の中に挿入し、
上記補強素子(3)は、上記第1のコア構造層(1)の外部に第1の突出部(7)を備え、
上記補強素子(3)は、上記第2のコア構造層(2)の外部に第2の突出部(8)を備え、
上記第1の突出部(7)および上記第2の突出部(8)を折り曲げる、請求項1〜10のうちのいずれか1項に記載の製造方法。
【請求項12】
加熱および加圧することによって、上記第1の突出部(7)および上記第2の突出部(8)を折り曲げる、請求項11に記載の製造方法。
【請求項13】
上記第1のコア構造層(1)および上記第2のコア構造層(2)のうちの少なくともコア構造層にカバー層(9)を取り付ける、請求項1〜12のうちのいずれか1項に記載の製造方法。
【請求項14】
上記第1のコア構造層(1)および上記第2のコア構造層(2)を硬化させる、請求項1〜13のうちのいずれか1項に記載の製造方法。
【請求項15】
上記空洞(4)の中に機能素子(11)を挿入する、請求項1〜14のうちのいずれか1項に記載の製造方法。
【請求項16】
第1のコア構造層(1)と、
第2のコア構造層(2)と、
補強素子(3)とを含み、
上記補強素子(3)は、上記第1のコア構造層(1)および上記第2のコア構造層(2)を、所定の距離(a)を隔てて離間するように構成されており、
上記第1のコア構造層(1)および上記第2のコア構造層(2)は、離間されて空洞(4)を設けるように構成されており、
上記補強素子(3)、上記第1のコア構造層(1)、および、上記第2のコア構造層(2)は、自己支持型コア構造(10)を形成するように構成されている、コア構造。
【請求項17】
上記コア構造(10)は、請求項1〜15のいずれか1項に記載の製造方法を用いて製造される、請求項16に記載のコア構造。
【請求項18】
第1のコア構造層(1)を固定するための第1のチャッキング装置(12)と、
第2のコア構造層(2)を固定するための第2のチャッキング装置(13)と、
スペーサ素子(5)と、
挿入装置とを含み、
上記第1のチャッキング装置(1)と、上記第2のチャッキング装置(2)と、上記スペーサ素子(5)とは、上記第1のコア構造層(1)および上記第2のコア構造層(2)を、所定の距離(a)を隔ててつかむと共に保持するように構成されており、
上記挿入装置は、上記第1のコア構造層(1)と上記第2のコア構造層(2)との間の空洞(4)の中に補強素子(3)を挿入するように構成されている、コア構造を製造するための装置。
【請求項19】
請求項16または17に記載のコア構造(10)の、飛行機における使用。
【請求項20】
請求項16または17に記載のコア構造(10)を有する飛行機。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2010−510909(P2010−510909A)
【公表日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2009−538718(P2009−538718)
【出願日】平成19年11月29日(2007.11.29)
【国際出願番号】PCT/EP2007/063015
【国際公開番号】WO2008/065174
【国際公開日】平成20年6月5日(2008.6.5)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
【公表日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成19年11月29日(2007.11.29)
【国際出願番号】PCT/EP2007/063015
【国際公開番号】WO2008/065174
【国際公開日】平成20年6月5日(2008.6.5)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
[ Back to top ]