
コイルガスケット
大型ガスケットが必要とされる用途に特に適した、低応力シール一体型ガスケットが提供される。本発明のガスケットは、ガスケット内周の周りから増加している距離で巻かれている延伸PTFEテープの少なくとも2回の巻回体を好ましくは含み、ほぼ空気不透過性の層がそのテープ巻回体の間に入れられている。好ましくは、ePTFEの延伸面はフランジ面とほぼ平行であり、長手方向及び横方向に強度を提供する。ほぼ空気不透過性の層は流体が半径方向にガスケットを通って浸透することを防ぐ。

【発明の詳細な説明】
【技術分野】
【0001】
シール用途に使用される幅広い種類のガスケットが知られている。
【背景技術】
【0002】
多孔質延伸ポリテトラフルオロエチレン(PTFE)はガスケット材料として今日広く使用されている。Goreの米国特許第3953566号に開示されているように、この材料は、それ自身をガスケットとして非常に望ましいものにする多くの特性を有している。それらの特性には、容易に圧縮可能かつ適合可能であること、耐薬品性であること、比較的高い強度を有すること、及びクリープ緩和及びシール圧の損失が非延伸・非多孔質PTFE単独と比べてかなり起こりにくいことが含まれる。
【0003】
さらに、2軸又は多軸延伸PTFEから作られたガスケットのシール性能は、1軸延伸PTFEガスケットと比較して改良されている。例えば、多軸延伸PTFEから作られたガスケットは多方向のクリープ緩和及びコールドフローに対して抵抗性である。多軸延伸PTFEガスケットにおける多方向の引張強度は、円周及び半径方向の強度をガスケットに与え、ガスケットのカットスルー抵抗を増大する。多軸延伸PTFEがもたらす半径方向の強度及びカットスルー抵抗の増大は、延伸PTFEの延伸面がその上にガスケットの取り付けられるフランジ面にほぼ並行である場合に実現する。
【0004】
多くのシール用途では、ガスケットはパイプ間のようなフランジ間の接合をシールするのに使用される。延伸PTFEガスケットはフランジ間に配置することができ、次にボルトを締め付けるような力を与えてそのフランジを一緒にプレスできるため、延伸PTFEはガスケットに望ましい材料である。この力の付与により延伸PTFEは圧縮される。延伸PTFEが圧縮されると、初期の細孔容積が減少して延伸PTFEが高密度化する。特に金属−金属フランジについては、延伸PTFEを完全に高密度化するのに十分な力(又は「応力」)をフランジに与えることが可能である。従って、延伸PTFEガスケットの少なくとも一部において細孔容積をほぼゼロに減少することが可能であり、フランジをシールしている高密度化・非孔質PTFEガスケットはパイプ内部に含まれる流体がフランジ間から漏えいするのを防ぐ。
【0005】
多くの用途において、特に金属を容易に破壊するであろうきつい化学品を使用する場合、あるいは金属が運搬中又は保管中の化学品を汚染しうる場合は、ガラスライニングスチール、ガラス、又はファイバーガラス強化プラスチック(「FRP」)の配管及び容器が一般的に使用される。この設備は極度にきつい化学品と一緒に使用されることが多く、PTFEは耐薬品性が並外れていることでよく知られているため、PTFEガスケットを使用してこの設備の接続されたフランジをシールすることが非常に望まれている。残念なことに、非延伸・非孔質PTFEガスケットは、一般にこの種類の設備を効果的にシールするのに十分なほど適合可能ではない。ガラスライニングスチールフランジの場合は比較的平滑に仕上げられていても、フランジに関する大量の凸凹又は平坦度の欠如がしばしばみられる。この凸凹又は平坦度の欠如のために、効果的なシールを作製するにはフランジの周に加え内外径間の大きいばらつきにガスケットを適合させる必要がある。このように、非延伸・非孔質PTFEガスケットはこれら多くの用途で十分なシールを提供するのに十分なほど適合可能ではない。
【0006】
延伸PTFEは適合可能であるため、これら一般的な凸凹のあるフランジをシールするのに延伸PTFEを使用するのが望ましい場合がある。残念なことに多くの用途では、効果的なシールを作製する目的で、延伸PTFEガスケットの完全な高密度化に十分なガスケット応力を生じさせる十分な力をフランジに与えることができない。例えば、ガラスライニングスチール配管のフランジ、ガラスフランジ又はFRP配管のフランジは、大量の応力を与えると変形、破損又は破壊することがある。従ってこれらの用途では、フランジを破壊せずにフランジに与えることのできる最大応力がガスケットを高密度化するのに十分でないため、延伸PTFEガスケットは非孔質状態に到達するまで完全に高密度化できず、そのため漏れ止めにならない。延伸PTFEガスケットがほぼ非孔質状態まで高密度化されないいくつかの構造においては、ガスケット内部に残存する孔を通って漏えいが生じうる。多くの場合、この漏えいは「スニフィング」法又は「バブルテスト」のいずれかによりガスケットを取り付けた直後に検出される。バブルテストでは、ガスケットを取り付けたフランジに石けん水のような溶液を塗り、配管システム又は容器に内部空気圧を与える。十分な割合の漏えいが存在する場合、泡が石けん水溶液中に生成する。いくつかの場合、泡を生成するには十分でないほど少ない割合で漏えいが存在することがある。そのような場合でかつ腐食性の化学品がプロセスに使用されている場合、漏えいが数ヶ月又は数年にわたって継続することがあり、腐食性の化学品が検出されずにガスケットを通って最終的に漏れ、さらにフランジボルト又はクランプを攻撃してフランジの壊滅的な破損が生じる可能性がある。
【0007】
Hisanoらの米国特許出願公開2003/0003290で説明されているように、ePTFEフィルムでマンドレルを包んでチューブ状のエレメントを作ることによりガスケットを製造することは業界で既知であって、そうすることによりそのチューブ状のエレメントをリングへと薄く切ってガスケットを製造する。これらガスケットの積層された層の内部には、ガスケットを通って流体が浸透し漏えいすることを防ぐために小型のePTFEフィルムが間に入っている。そのようなガスケットの製造方法では製造可能なガスケットの大きさに制限がある。これら方法における積層体の厚さは、通常最大で約10mm〜15mmに制限され、これは僅か15mm以下のガスケット幅に相当する。これより積層体が厚いと焼結処理中に拘束するのが困難であって、積層体内部に顕著な密度勾配が生じることがある。典型的な用途におけるガスケット幅、特に大径ガスケットのガスケット幅は一般に25mm以上のオーダーである。その上チューブ状エレメントを薄く切った場合、ePTFEの積層した層はガスケットの上及び下部面に対して垂直に配向している。そのためePTFEの延伸と横断する方向はz方向、すなわちガスケットの厚さ方向に配向しており、半径方向についてガスケットにほとんど又は全く強度を付与しない。
【0008】
Minorらの米国特許第6485809号では、第1のほぼ空気不透過性の外層と第2のほぼ空気不透過性の外層との間に配置されている少なくとも1つの延伸PTFEの内層を含み、かつほぼ空気不透過性の領域が第1及び第2のほぼ空気不透過性の層を橋渡ししている、多層一体型ガスケットを含む低応力シールガスケット構造が教示されている。「低応力シール」とは、比較的低い応力(すなわち多孔質延伸PTFEガスケットを完全に高密度化するのに必要な応力未満、一般的に約20700kPa(3000psi)未満の応力)を与えた際に、ほぼ気密性の、すなわち空気不透過性のシールを提供するガスケットを意味する。この特許では、マンドレルの周りを層で包み、ガスケットを圧縮処理に通して、個々の部分を圧縮し空気不透過性領域を形成することによって作られた、多層積層シートからスタンプされた又は切り取られたガスケットが開示されている。この特許構造は低応力シールガスケットの作製における多くの課題を克服しうる一方、シート品からガスケットを切り取って作製できるガスケットの大きさには限界がある。シートガスケットから切り取って作製できるガスケットの最大大きさは、シート自体の大きさよりも大きくできない。シートガスケット材料からそのような大きいガスケットを製造することについての他の懸念は、そのようなガスケットを製造するのに伴うコストである。例えば、シート素材からガスケットを切り取る製造効率は、特に大径ガスケットに関しては比較的低い場合がある。
【0009】
Pitolajの米国特許第4990296号では、充填された焼結PTFE成分を一緒に溶接する方法が教示されており、そこではある区分の両端を一緒に溶接することにより、その区分に大径ガスケットを形成できる。この方法は、充填された焼結PTFEにはおそらく適しているが、溶接した接合部に熱及び圧力を与えた結果として高密度化することがある、柔らかくて多孔質の延伸PTFEには適さないと思われる。高密度化によって、より薄く、硬く、及び適合不能な区分がガスケット内部に生じる場合がある。厚さ及び柔らかさが変化しやすいガスケットは、ガラスライニングスチール及びFRPフランジのような壊れやすいフランジを効果的にシールできない場合がある。
【0010】
Millsらの米国特許第5964465号では、2軸延伸PTFEのフォーム・イン・プレース(form-in-place)型のガスケットが教示されている。フォーム・イン・プレース・ガスケットには、材料使用率が低いといったようなシート素材から切り取られたガスケットでの制約を伴わずに、任意の大きさのフランジへ成形可能であるという長所がある。2軸延伸PTFEからなる、Millsらの教示に従って作られたフォーム・イン・プレース・ガスケットは、耐薬品性、寸法安定性及びクリープ緩和に対する抵抗性のような、2軸延伸PTFEによって提供される付加的な長所を有する場合がある。しかしながら前述したように、ePTFEを高密度化するために十分なガスケット応力を与えられないため、これらのガスケットはガラスライニングスチール及びFRPフランジを効果的にシールできない。
【0011】
DoveらのPCT国際公開WO01/27501 A1では、延伸PTFEの内層と、ほぼ不透過性の領域によって橋渡しされているほぼ空気不透過性の外層とを含むフォーム・イン・プレース・ガスケットが教示されている。ほぼ空気不透過性の外層及びほぼ空気不透過性の領域は、延伸PTFEガスケット材料を通る浸透を防止することを意図している。このガスケット構造の目的は、ePTFE単体が完全に高密度化できない場合に、多孔質ePTFEを通る漏えいを防ぐことにより低応力で密なシールを提供することにある。しかしながら、WO01/27501の教示に従って構成されたガスケットには多くの欠点がある。例えば、完全な高密度のPTFE又は高密度化された延伸PTFEのような、圧縮不能な材料から作られた空気不透過性の外層は、ガスケットの剛性を増大することがあり、そのガスケットをフォーム・イン・プレース・ガスケットには硬すぎるものにしてしまう。フォーム・イン・プレース・ガスケットについては、フランジ形状に合わせて成形できるように可撓性であることが望ましい。
【0012】
さらに、米国特許第5964465号に教示されているように、2軸延伸PTFEを含むフォーム・イン・プレース・ガスケットは、両端をスカイブカッティング(skive-cutting)し、そのスカイブカットされた両端を重ね合わせることにより、その両端で通常接合される。DoveらのPCT国際公開WO01/27501 A1に従って構成され、不透過性の外層を備えたフォーム・イン・プレース・ガスケットは、材料の空気不透過性の性質を引き替えにせずに、スカイブカッティング技術を用いたテープの両端を重ねることによって接合できない。スカイブカットが空気不透過性の外層を通ってなされると、多孔質延伸PTFEが露出することがあり、ガスケットを通る漏えい経路を提供する。
【0013】
Hisanoらの米国特許出願2003/0003290 A1では、幅よりも大きい高さを有する一片に細長く切られた多孔質延伸PTFEの積層された層からなるテープ形状のシール材料であって、そこでは積層片の長辺上の積層された端面が締め付け面に接触しているものが教示されている。テトラフルオロエチレン−ヘキサフルオロプロピレンコポリマー又はテトラフルオロエチレン−パーフルオロアルキルビニルエーテルコポリマーのフィルムで積層した積層面において複数の積層片を一緒に接合できる。流体の浸透を防ぐために積層体内部に少なくとも1つの層を間に入れてもよいことも教示されている。テープの長手方向の最初と最後が接合されている閉じたリング又はガスケットの形状では、延伸PTFE層及び流体の浸透を防ぐ層は、ガスケットがフランジ面に取り付けられたときに垂直に配向する。半径方向での流体の浸透を防ぐことを目的とする層は、多孔質ePTFEを通る漏えいを防ぐことによりガスケットに低応力シール能力を提供できる。この方法で作られたガスケットについては、ガスケットがフランジ面に取り付けられたときに、延伸PTFEの長手方向の強度は円周方向についてガスケットに強度を提供する。しかしながら幅方向に積層されたePTFE層を用いると、ePTFEの横方向の強度はガスケットの垂直、すなわち「z」方向に向くことになる。そのため半径方向についてガスケットに強度をほとんど又は全く提供しない。従って米国特許出願公開2003/0003290 A1の教示するガスケットは、幅方向にコールドフローしがちであって寸法安定性に欠けることがある。ガラスライニングスチールフランジを含むガスケット用途については、ガラスライニングの破損を防ぐためにガスケット材料は寸法的に安定であることが好ましい。
【0014】
フォーム・イン・プレース・ガスケット、特に2軸延伸PTFEガスケットは閉じた形状のガスケットを形成するために、テープの両端を重ねる必要があるという欠点がある。スカイブカットが正しく行われることを保証するためには、通常は熟練した作業者がこれらガスケットの取り付けを行う必要がある。不適切に取り付けると重ねた部分で漏えいが生じることがある。重ねた両端がガスケット内部の弱点であると考えられるため、多くの用途でフォーム・イン・プレース・ガスケットは許容できないと判断されている。この懸念のため2軸延伸PTFEフォーム・イン・プレース・ガスケットの使用が嫌気されている。
【発明の開示】
【発明が解決しようとする課題】
【0015】
シート素材からガスケットを切り取ることに伴う低収率と高コストを避けるためにテープから形成できて、さらに大きさ又は形状についても制約がなくなるであろうガスケットを提供することが望ましいと思われる。またそのようなガスケットを、テープの両端を重ねることから生じる接合のない、連続一体型ガスケットとすることが望ましいと思われる。さらにそのようなガスケットを、ガラスライニングスチール及びFRPフランジを使用する用途で一般的である低応力でシールでき、スチールフランジをシールするのに一般的に使用する高圧縮応力を与えた際に破損しない、適合可能で、クリープ抵抗性及び耐薬品性のガスケットとすることが望ましいと思われる。そのため本発明の目的の1つは、低応力を与えた際にほぼ気密のシールを提供する、延伸PTFEテープから作られる連続一体型ガスケットを提供し、及びそのようなガスケットの製造方法を提供することにある。
【課題を解決するための手段】
【0016】
本発明は、少なくとも1つのある長さのePTFEテープを巻き、そのテープ巻回体を接合することから形成されるガスケットのような一体構造を提供する。ほぼ空気不透過性の層がテープ巻回体の間に入れられる。ガスケットが形成されると、そのほぼ空気不透過性の層は半径方向についてガスケットを通る浸透又は漏えいを防ぐ。シール性を試験した場合、本発明のガスケットは従来のシート又はテープガスケットより漏えい率が非常に低かった。ePTFEシートから切り取りかつ間に不透過性層を入れていないePTFEテープから形成したガスケットと比較して、約1.5桁以上の漏えい率の減少がほぼ空気不透過性の層を有する本発明のガスケットを用いて実現した。本発明のガスケットにより示されるより低い漏えい率は、延伸PTFEの延伸面がフランジ面とほぼ平行に配向していること、及びガスケット内部に入れられたほぼ空気不透過性の層を組み合わせたことに一部起因する。
【0017】
他の態様で本発明は、ePTFEテープ及びほぼ空気不透過性の層を形成可能な材料を用意し、そのePTFEテープ及びそのほぼ空気不透過性の層を巻き、ePTFE及びそのほぼ空気不透過性の層が交互した巻回体を形成し、その巻回体を接合する工程を含むガスケットの製造方法を提供する。
【発明を実施するための最良の形態】
【0018】
本発明の好ましい実施態様では、締め付け面上は低負荷であってガスケットに低応力が与えられたほぼ空気不透過性のシールを提供するガスケットを対象とする。好ましい実施態様の1つでは、ePTFEを含むテープ及びほぼ空気不透過性の層の交互した巻回体を含み、それぞれがガスケットの内径又は内周の周りから増加している距離で巻かれたガスケットが形成される。本発明のガスケットは優れた寸法安定性及びクリープ緩和に対する抵抗性を示す。さらに本発明は本発明の新規構造を形成するための新規方法を対象とする。多層化した多孔質延伸PTFEテープのようなePTFEテープ巻回体を、そのテープ巻回体の間のほぼ空気不透過性の層と一緒に接合又は接着するための方法が開示されている。この新規方法は低応力シールガスケットを提供し、特に大型ガスケットに有用である。
【0019】
前述するように「低応力シールガスケット」とは、比較的低応力(すなわち多孔質延伸ポリテトラフルオロエチレン(ePTFE)ガスケットを完全に高密度化するのに必要な応力未満、一般に約20700kPa(3000psi)未満の応力)を与えた際にほぼ気密性、すなわち空気不透過性のシールを提供する、本発明のガスケットのようなガスケットを意味する。
【0020】
ここで使用する「空気不透過性」とは材料を通る空気の輸送に対する抵抗性を意味する。透過性はASTM D−1434−82(2003)のような任意の既知の手法を用いて測定できる。
【0021】
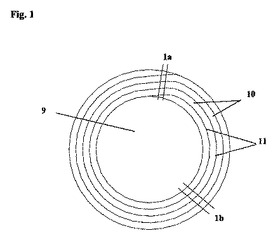
本発明の典型的な実施態様を図1〜3に図示する。図1〜3は、それぞれが内周又は内径9及び少なくとも1種の多孔質延伸PTFEテープ10の少なくとも2回の巻回体又は回転体を含む、好ましい一体型ガスケットを図示している。ePTFEテープ巻回体は、同様に内周又は内径の周りから増加している距離で巻かれた少なくとも1つのほぼ空気不透過性の層11の巻回体と交互している。好ましくは、その少なくとも1種の延伸PTFEテープ10の各回の巻回体又は回転体は、その少なくとも1つのほぼ空気不透過性の層11によって交互しかつ接合している。
【0022】
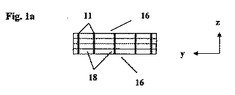
本発明の代表的なガスケットの横断面図を図1a及び1bに図示する。延伸PTFEテープは上及び下部ガスケット面に対応する上及び下部テープ面16、並びにその上及び下部テープ面の間に延在する側面18を有する。好ましくは図1a及び1bに示すように、ほぼ空気不透過性の層11は多層化した多孔質ePTFEテープの側面18に接着され、その側面は上及び下部の積層テープ層の間に延在している。
【0023】
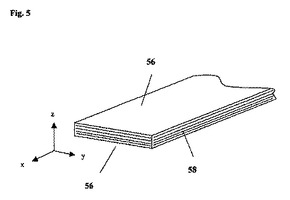
本発明のガスケットは1つのテープ又は複数のテープから形成でき、ガスケットを形成するために接合可能なテープの数によって特に制限されない。例えば、テープ巻回体を形成するために複数のテープを型の周りに同時に巻き付けてもよい。ガスケットを構成する少なくとも1種のテープはモノリシックの又は多層化した多孔質延伸PTFEであってよい。本発明で使用するのに適した好ましい多孔質ePTFEテープは多層化した積層テープであって、ePTFEの延伸面はテープのx−y面内にあり、テープの上及び下部テープ層を含むePTFE層は延伸面と平行である。図5には、テープのx−y面内に上及び下部テープ層(56)を有する、本発明で使用するのに適した多層テープが図示されている。ePTFEテープがモノリシックの場合、ePTFEの延伸面はテープのx−y面と平行であることが好ましい。好ましくはテープのx−y面はシール面とほぼ平行である。ePTFEの延伸面は、ここに記載するように例えば広角X線散乱試験法により決定できる。
【0024】
好ましい多孔質延伸PTFEは米国特許第3953566号及び第4187390号が教示するような微孔質延伸PTFEを含み、これら文献は参照することにより本明細書の一部とする。PTFEは1軸、2軸又は多軸で延伸してもよく、好ましくは密度が1.8g/cc未満、より好ましくは1.2g/cc未満、さらに好ましくは1.0g/cc未満であり、最も好ましい密度は0.8g/cc未満である。数多くの多孔質延伸PTFE層に限定されないものの、好ましい多層テープは、多層化した多孔質延伸PTFEテープを形成するのに本技術分野で既知である方法によって作られた、複数の自己接着した多孔質延伸PTFE層から形成される。本発明で使用するのに適した方法は、例えば米国特許第5964465号及び第6485809号に記載されており、参照することにより本明細書の一部とする。適当なテープは購入可能であり、例えば商品名GORE−TEX(登録商標)ガスケットテープの、GORE−TEX(登録商標)Series300ガスケットテープ及びGORE−TEX(登録商標)Series600ガスケットテープ(W.L. Gore & Assoc., Inc., Elkton, MD)である。
【0025】
好ましくは多層ePTFEテープの全ての層はePTFEであるが、代わりにガスケットに所望の特性を提供するために、1つ以上のテープ層がPTFE材料以外の材料を含んでもよい。得られるガスケットの特性を高めるために、例えば1種以上の高分子フィルム、金属箔、金属スクリーンなどを多層テープに付与してもよい。好ましい実施態様では、上及び下部の積層体層がePTFEである少なくとも1種の多層化した積層ePTFEテープからガスケットが形成される。
【0026】
多孔質延伸PTFEの少なくとも一部又は多層化したPTFEテープの少なくとも1層は、ガスケットに所望の特性を提供するために被覆又は充填されていてもよい。例えば、レジリエンス、電気化学的応答、付加された強度、さらなるクリープ緩和の軽減などのような特性を提供するために延伸PTFEが被覆されてもよい。さらに多孔質延伸PTFEは、例えば米国特許第4096227号及び第4985296号(参照することにより本明細書の一部とする)が教示するように、微孔質延伸PTFEシートを充填するのに使用されるもののような様々なフィラーで充填してもよい。適当な粒子状フィラーには、例えば金属、半金属、金属酸化物、ガラス、セラミックなどのような無機材料が含まれてもよい。また他の適当な粒子状フィラーには、例えば活性炭、カーボンブラック、高分子樹脂、グラファイトなどから選択される有機材料が含まれてもよい。好ましい実施態様の1つでは、多層化した多孔質延伸PTFEテープの少なくとも1層は少なくとも1種のフィラーを含む。好ましくは、その少なくとも1種のフィラーはシリカ、硫酸バリウム及びガラスビーズのうち少なくとも1種を含む。
【0027】
少なくとも1つのほぼ空気不透過性の層は、ガスケットの内周のような中心点の周りから増加している距離で、少なくとも2回のePTFEテープ巻回体となるように、少なくとも1種の多孔質ePTFEテープと交互に巻かれている。ほぼ空気不透過性の層はテープ巻き取りの前又は巻き取り処理中にePTFEテープに接着されてもよい。ほぼ空気不透過性の層は流体が半径方向においてガスケットを通って浸透することを防ぎ、ガスケットの低応力シール性を提供する。本発明のほぼ空気不透過性の材料は、テープを形成するのに使用する多孔質延伸PTFE材料よりも空気不透過性である。本発明で使用するのに適した材料には、空気不透過性材料、すなわちテープ材料の多孔質延伸PTFEよりも空気に対する透過性が低い空気不透過性層を形成可能な少なくとも1種の材料が含まれる。好ましい空気不透過性材料には、テトラフルオロエチレン/ヘキサフルオロプロピレンコポリマー(FEP)、テトラフルオロエチレン/(パーフルオロアルキル)ビニルエーテルコポリマー(PFA)、PTFE、高密度化延伸PTFE、及びこれらの組み合わせを含むがこれらに限定されないフッ素ポリマーが含まれる。溶融処理が可能なフッ素ポリマーが好ましく、最も好ましいのはPFA及びFEPである。空気不透過性材料には、弾性体、フッ素弾性体、パーフルオロ弾性体又はパーフルオロシリコーン弾性体のようなフィラーが含浸された多孔質PTFEが含まれてもよい。例えば、側面に沿って揃えられ及びほぼ空気不透過性の層で接合された2つのePTFEテープ巻回体の間の距離を測定することによって計算したときに、空気不透過性層の幅は約0.01mm〜0.5mmであることが好ましい。
【0028】
本発明のガスケットは、型の周りを少なくとも2回りするまで、型又はダイから増加している距離で型又はダイの外周に巻き付けられた少なくとも1種の多孔質ePTFEテープから好ましくは形成される。ePTFEは、外周から増加している距離で型又はダイの周りに少なくとも2巻き又は2回転、連続して巻き付けてコイルを形成することが好ましい。少なくとも2回の連続した又は隣接するePTFE巻回体は、少なくとも1種のほぼ空気不透過性の材料の交互した巻回体を、それらePTFE巻回体の間に入れることによって好ましくは接合されている。少なくとも1種のePTFEテープの少なくとも2回の巻回体及び少なくとも1種のほぼ空気不透過性の材料は接合されて、一体型ガスケットを形成する。ダイ及びガスケットの形状は制限されないため、ほぼ円形、楕円形、長方形又は正方形を含むがこれらに限定されない、円形又は非円形のような任意の所望の形状に形成できる。従ってここで使用する「コイル」とは、中心点、ガスケット内周、又はダイもしくは型の外周の周りから増加している距離で、少なくとも1種のePTFEテープの複数回の回転体又は巻回体から形成される任意の形状をいう。ePTFEテープ巻回体の各回転は、ダイ又はガスケットの内径/内周から増加している距離で隣接するePTFEテープ巻回体の長さに沿って揃えられる。好ましくは、テープ巻回体はテープ側面に沿って揃えられ、少なくとも1つの空気不透過性の層はテープ側面の間に延在してテープのePTFE巻回体のそれぞれを接合し、一体型ガスケットを形成する。円形ガスケットのような好ましいガスケットには、内径、並びに少なくとも1種の多孔質多層ePTFEテープ及び少なくとも1つのほぼ空気不透過性の層の交互した回転体を含む少なくとも2回の螺旋体が含まれる。ePTFEテープ及びほぼ空気不透過性の層の螺旋体は、好ましくは内径の周りに増加している距離で少なくとも2回のePTFE回転体となるように回転する。好ましいePTFEテープは上及び下部テープ層を有する多層テープであって、側面は上及び下部テープ層の間に延在する。ePTFEテープ回転体はテープ側面に沿って揃えられ、ePTFE回転体の間にある少なくとも1つのほぼ空気不透過性の層の交互した螺旋体によって側面で接合される。
【0029】
テープが複数の積層した層を含む場合、テープ側面は上及び下部テープ層(例えば図5、56)の間に延在する積層された端部(図5、58)により画定される。複数回のテープ巻回体はテープ側面に沿って揃えられ、少なくとも1つのほぼ空気不透過性の層は隣接するePTFEテープ側面間の積層された端部上に配置される。ほぼ空気不透過性の層はテープの上部テープ層から下部テープ層へと延在する。好ましくは、空気不透過性の層は上及び下部テープ層の間にほぼ完全に延在し、例えば一般にテープのx−z面内に、巻き付けたテープの全長に渡って延在する。好ましいガスケットは、テープのx−y面内に上及び下部積層テープ層を有し、それらが上及び下部ガスケット面を画定する、多層化した多孔質多軸延伸PTFEテープを含む。ガスケットがモノリシック多孔質ePTFEテープを含む場合、テープのx−y面内の上及び下部テープ面は上及び下部ガスケット面に対応又はそれらを画定する。ePTFEテープの延伸面がテープのx−y面内にあるように、少なくとも1種のePTFEテープ及び少なくとも1つのほぼ空気不透過性の層が交互した巻回体が巻かれていることが好ましい。延伸面は未圧縮ガスケットの上及び下部ガスケット面とほぼ平行に配向して、少なくとも円周及び半径の両方向に強度を提供することが好ましい。
【0030】
図1a及び1bに図示するように、テープ側面が上及び下部ガスケット面と直交する場合、そこに接合している空気不透過性の層はテープのx−z面にほぼ沿って延在して、ガスケットを通る半径方向の液流を阻止する。本発明のガスケットの巻回体を形成するテープ長さはテープの長手方向を通る漏えいを阻止する。本発明の好ましいガスケットは未圧縮のガスケット幅全体でほぼ均一な厚さを有している。そのため本発明の未圧縮のガスケットは、好ましくはガスケットの内外径の間、上及び下部ガスケット面全体で、均一な厚さを有している。
【0031】
本発明の新規ガスケットは好ましくは以下の新規方法から形成される。
【0032】
上及び下部テープ層又はテープ面、並びに上及び下部テープ層又はテープ面の間に延在する側面を有するある長さの少なくとも1種の多孔質ePTFEテープを用意し、ほぼ空気不透過性の層を形成可能な少なくとも1種の材料を提供する工程を含む方法が提供される。この方法は、その少なくとも1種のePTFEテープ及びほぼ空気不透過性の材料が形成可能なその少なくとも1種の材料を巻いて、中心点の周りに増加している距離でそのePTFEテープ及びほぼ空気不透過性の層を形成可能なその少なくとも1種の材料の交互した巻回体を形成し、並びにその交互した巻回体を接合してその少なくとも1種のePTFEテープ及びその少なくとも1つのほぼ空気不透過性の層の一体構造を形成することをさらに含む。
【0033】
好ましい実施態様の1つでは、その少なくとも1種のePTFEテープ及び少なくとも1つのほぼ空気不透過性の層は、ダイのようなガスケットの内周を画定する型の周りにコイルにされ又は巻き付けられて、交互した巻回体を形成する。テープはテープ側面に沿って揃えられ、同時にその少なくとも1つのほぼ空気不透過性の層はePTFEテープ巻回体の間に入れられている。好ましくは、上及び下部テープ層又はテープ面、並びにePTFEの延伸面は両方ともガスケットのx−y面内にあるように、その少なくとも1種のePTFEテープは揃えられる。この方法は、その少なくとも1種のePTFEテープ及びその少なくとも1つのほぼ空気不透過性の層の巻回体をテープ側面に沿って接合することをさらに含む。内周の周りに少なくとも1種のePTFEテープの少なくとも2回の巻回体を含み、各回のePTFE巻回体が少なくとも1種のほぼ空気不透過性の材料と交互した一体型ガスケットが形成される。好ましい実施態様では、少なくとも1種のePTFEテープを巻いてガスケットを形成する前に、少なくとも1種の多孔質ePTFEテープの2つの側面上に少なくとも1つのほぼ空気不透過性の層が最初に形成され又は接着される。ePTFEテープ側面上にほぼ空気不透過性の層を形成又は接着する方法は、上及び下部面又は層、並びに上及び下部面又は層の間にテープの長さで延在するテープ側面を有するある長さのテープを用意し、ほぼ空気不透過性の層を形成可能な材料を用意し、そのテープ側面においてそのePTFEテープの長さに沿って材料を揃え、並びにその2つのePTFEテープ側面上にほぼ空気不透過性の層を形成する工程を含む。
【0034】
好ましくはほぼ空気不透過性の材料は溶融処理可能なフッ素ポリマーであり、その少なくとも1つのほぼ空気不透過性の層をePTFEテープに形成又は接着する工程は、少なくとも1種のePTFEの側面とその少なくとも1種のほぼ空気不透過性の材料とを接触させ、その多孔質ePTFEテープ及びその少なくとも1種のほぼ空気不透過性の材料の側面に、その多孔質ePTFE及びその少なくとも1種の材料の融点を超える温度で圧力及び熱を与えて、その加熱した材料及びその多孔質ePTFEを一緒に溶接する工程を含む。ePTFEテープ側面とその材料とを接着するのに十分な圧力が与えられて、テープの側面上にほぼ空気不透過性の層が形成される。1)ePTFEテープ側面とほぼ空気不透過性の層を形成可能な少なくとも1種の材料とを接触させ、2)熱及び3)圧力を材料に与える工程を含む、少なくとも1種のePTFEテープ側面上にほぼ空気不透過性の層を形成する各工程は同時又は逐次的に行ってもよい。さらにほぼ空気不透過性の層は、テープ長の一部についての段階的処理として、あるいは所望のテープ全長に渡る連続処理として、少なくとも1種のePTFEテープ側面上に形成してもよい。
【0035】
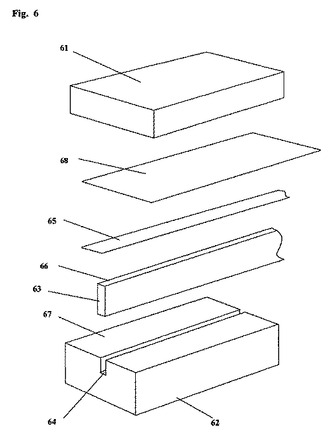
固着を防ぐために、空気不透過性層が形成可能な材料と圧力源及び/又は熱源との間に剥離層を提供してもよい。ほぼ空気不透過性の材料は所望の長さの多孔質ePTFEテープに接着され、その長さは好ましくはガスケット形成に使用するテープ全長である。図6にはホットプレスアセンブリの一部、及びePTFEテープの側面上にほぼ空気不透過性の層を溶接する方法を図示する。
【0036】
また、ほぼ空気不透過性の層を形成可能な材料は、例えば少なくとも1種のテープの長さに沿ってePTFEテープの側面上に被覆されてもよい。被覆はスプレー、ブラシ又は粉体塗装のような任意の手段によって行うことができる。
【0037】
少なくとも1種の多孔質ePTFEテープ及び少なくとも1つのほぼ空気不透過性の層の交互した巻回体を含むガスケットを形成する好ましい方法は、テープの長さに沿ってほぼ空気不透過性の材料層を有するある長さの多孔質ePTFEテープを用意し、そのePTFEテープを型又はダイの周りに巻き付け、2つの連続するePTFEテープ巻回体の接合点に熱を与え、接触させて圧力を与え、並びに所望の幅のガスケットが形成されるまで連続する巻回体を接合する工程を好ましくは含む。少なくとも1種のePTFEテープ及び少なくとも1つのほぼ空気不透過性の層を巻き付け及び溶接して、ガスケットを形成するための設備の一部を図7に図示する。好ましくは、ほぼ空気不透過性の層が少なくとも1種の多孔質ePTFEテープの両側面に付与される場合、加熱工程は、連続するePTFE巻回体の2つのほぼ空気不透過性の層の接合点に、ほぼ空気不透過性の層の融点を超える温度の熱を与えることを含む。この方法はさらに、圧力を与えて2つのほぼ空気不透過性の層を一緒に溶接し、連続するePTFE巻回体を接合することを含む。
【0038】
1)少なくとも1種のePTFEテープをダイの周りに巻き付け、2)そこに接着されたほぼ空気不透過性の層を有する、その少なくとも1種のePTFEテープ側面の巻回体の接合部に熱を与え、3)接触させ、4)加熱したePTFE側面に圧力を与えてePTFE巻回体を溶接する工程を含む、ガスケットの好ましい形成工程は、同時又は逐次的に行ってもよい。さらにガスケットの形成工程は、所望の形状のガスケットが形成されるまで、段階的に又は連続処理として行ってもよい。
【0039】
他の実施態様では、ePTFE側面上にほぼ空気不透過性の層を形成する工程、及びePTFEテープを巻き付けてそのePTFE巻回体を接合する工程は、1つの連続処理に組み合わされる。
【0040】
本発明のガスケット及び本発明の材料の形成方法を、以下に示す例により例示するがこれらに限定されない。
【実施例】
【0041】
例1:本発明のePTFE/PFAコイルガスケットを以下の方法で製作した。
【0042】
呼び幅がおよそ10mm(0.39インチ)、呼び厚がおよそ6mm(0.23インチ)、長さがおよそ6m(20フィート)のGore−Tex(登録商標)Series600ガスケットテープ(ePTFEテープ)をW.L. Gore & Associates, Inc., Newark, DEから入手した。幅がおよそ13mm(0.5インチ)、厚さがおよそ0.025mm(0.001インチ)のTeflon(登録商標)PFAフィルム、タイプLPをE.I. du Pont de Nemours, Inc., Wilmington, Delawareから入手した。
【0043】
PFAフィルムをePTFEテープの全長に沿ってePTFEテープの2つの側面に溶接した。図6に図示したプレスとほぼ同様のホットプレスを用い、上部定盤61を約375℃に加熱し、下部定盤62を周囲温度に保持した状態で、ePTFEテープの第1側面にPFAフィルムを溶接した。上部及び下部定盤61及び62は長さがおよそ200mm(8インチ)であった。従って、ePTFEテープの200mmの区分が一度に被覆された。ePTFEテープの側面66が下部定盤62の上面よりおよそ0.25mm〜0.5mm上に延在している状態で、ePTFEテープ63を下部定盤内の溝64に置いた。PFAフィルム65をePTFEテープの側面上に置いて中心を揃えた。Kapton(登録商標)ポリイミドフィルム68をE.I. du Pont de Nemours, Inc., Wilmington, Delawareから入手した。一片のKapton(登録商標)フィルム68を、PFAが加熱した上部定盤61に固着するのを防ぐための剥離層として、PFAフィルム65の上に置いた。上部定盤61が下部定盤62と接触するように、十分な圧力をかけながら上部定盤61を下げた。上部定盤61を定位置でおよそ5秒保持し、その後下部定盤62から持ち上げた。Kapton(登録商標)フィルム68を形成したePTFE/PFA複合テープから取り除いた。ePTFE/PFA複合テープを下部定盤内の溝から取り除き、ePTFEテープの次の200mmの区分を挿入して積層処理を繰り返した。片方の側面についてePTFEテープの全長がPFAフィルムで被覆された後、レーザーブレードを用いてePTFE/PFA複合テープから余剰のPFAフィルムを切り取った。ePTFEテープの反対の側面を上述した同じ手順に従ってPFAフィルムで被覆した。レーザーブレードを用いてePTFE/PFA複合テープから余剰のPFAフィルムを切り取った。
【0044】
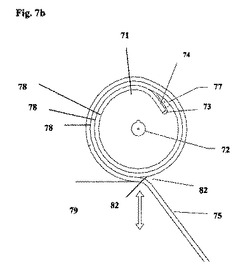
ガスケットを作るためのアセンブリを図7a及び7bに図示する。円形のダイ71がドライブシャフト72に設けられ、そのダイ71は直径が約203mm(8インチ)でテープ端を受け入れるためのスロット73を有していた。ePTFE/PFA複合テープ75の一端74を、スロットの中にテープ端を入れて位置決めねじ77を締め付けることによりダイ71の中に固定する。複合テープのPFA被覆した側面76のうち1つは外周に相当するダイの端部と接触した。ダイを1回転させて、ダイの外周の周りに第1の巻回体78を作った。下部テープガイド79を配置して、図7bの矢印に示される方向でエアシリンダ80を介してテープに圧力を与えた。エアシリンダの圧力は8psig(55kPa)に設定した。ノズルの先端がePTFEテープ巻回体の接合部82からおよそ6mmに位置するように、Leister Hot Jet S ホットエアガン81(Leister Process Technologies, Sarnen, Switzerland)を配置した。ホットエアガンは約600℃の定格温度に相当する温度設定6(最大)、約80L/分の定格風量に相当する風量設定4(最大)に設定した。ダイの回転速度はおよそ0.25rpmに設定した(駆動システムにおいて速度制御ポテンショメーター(Rapid-Air, Rockford, IL)を用いた)。PFAの各側面は熱風82で溶融し、それぞれ溶融したPFAを有する隣接したePTFEテープ巻回体75及び78の側面を接触させてテープ側面を接着した。巻回体78がおよそ6回ダイの周りに巻かれるまで、この巻き付け処理を続けた。下部テープガイド79を下げて、ダイ及び複合コイルガスケットをドライブシャフトから取り外した。
【0045】
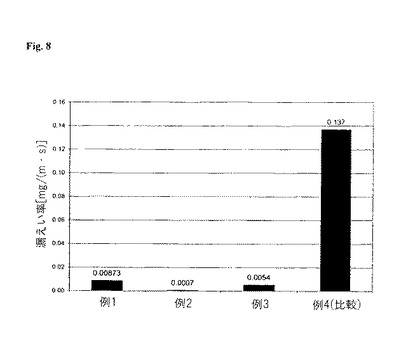
多孔質ePTFE及び空気不透過性PFAの交互した巻回体を有するコイルガスケットを、最終的な内外径寸法がそれぞれ約220mm(8.66インチ)と約273mm(10.75インチ)となるようLMIレーザーカッターを用いて成形し切り取った。ガスケットの最終的な厚さは約6.6mm(0.26インチ)であり、質量はおよそ131gであった。この例に従って作られた複合ガスケットについて、ここに記載するシール性試験手順に従ってシール性を試験した。結果は図8に見ることができる。
【0046】
例2:本発明のePTFE/PFA複合コイルガスケットを、例1に記載した手順に実質的に従い製作した。
【0047】
最終的な内外径寸法が約220mm(8.66インチ)と約273mm(10.75インチ)となるようガスケットを切り取った。ガスケットの最終的な厚さは約6.9mm(0.27インチ)であり、質量はおよそ138gであった。この例に従って作られた複合ガスケットについて、ここに記載するシール性試験手順に従ってシール性を試験した。結果を図8に見ることができる。
【0048】
例3:本発明のePTFE/PFA複合コイルガスケットを、例1に記載した手順に実質的に従い製作した。
【0049】
最終的な内外径寸法が約220mm(8.66インチ)と約273mm(10.75インチ)となるようガスケットを切り取った。ガスケットの最終的な厚さは約6.6mm(0.26インチ)であり、質量はおよそ106gであった。この例に従って作られた複合ガスケットについて、ここに記載するシール性試験手順に従ってシール性を試験した。結果を図8に見ることができる。
【0050】
例4(比較):内径がおよそ220mm(8.66インチ)、外径がおよそ273mm(10.75インチ)、厚さが5.8mm(0.23インチ)及び質量が76gのGORE−TEX GR(登録商標)シートガスケット用ガスケットを、W.L. Gore & Associates, Inc., Newark, Delawareから入手した。
【0051】
この例のガスケットについて、ここに記載するシール性試験手順に従ってシール性を試験した。結果を図8に見ることができる。
【0052】
例5:本発明のePTFE/FEP複合コイルガスケットを、以下の点を除いて例1に記載した手順に実質的に従い製作した。ePTFEテープの初期幅はおよそ20mm(0.79インチ)であった。13mm幅のFEPフィルムをE.I. du Pont de Nemours, Inc., Wilmington, Delawareから入手し、複合テープを形成するために例1に記載した手順に従いePTFEの2つの側面に接着した。レーザーブレードを用いて余剰のFEPをテープから切り取った。使用したダイの直径は約430mm(17インチ)であった。ダイの回転速度は約0.1rpmに設定した。複合テープ巻回体をおよそ5回ダイの周りに巻き、例1のようなホットエアガン設定を用いて接着した。ePTFE及び空気不透過性FEPの交互した回転体を有するガスケットを形成し、汎用のガスケットカッターを用いて最終的な内外径がそれぞれ約435mm及び537mmになるよう切り取った。
【0053】
ガスケットの最終的な厚さは約6mm(0.25インチ)であった。このガスケットについて、ここに記載する漏えい試験手順に従って漏えいを試験した。結果を表1に見ることができる。
【0054】
【表1】
【0055】
例6(比較):呼び厚が6mm、呼び幅が55mm及び長さがおよそ1800mmの、図5に表されるようなGORE−TEX(登録商標)Series600ガスケットテープのサンプルをW.L. Gore & Associates, Inc., Newark, DEから入手した。幅が約25mmの両面感圧接着剤を、テープの長さに沿ってテープの1つの面に適用し、2つの端部の間に中心を揃えた。感圧接着剤は、ポリエステルキャリアフィルムを有し、かつ片面に剥離紙を有するスチレンブタジエンゴム(SBR)系接着剤であった。
【0056】
スカイブカット43によって接合された長手方向の両端42を有する、図4a及び4bに図示するようなガスケットにテープを形成した。このガスケットについて、ここに記載する漏えい試験手順に従って漏えいを試験した。結果を表1に見ることができる。
【0057】
試験方法及び手順
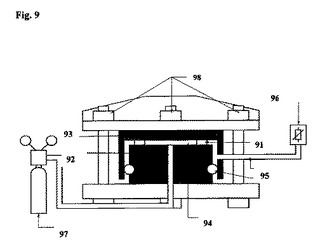
シール性試験手順:例1〜3及び例4(比較)に実質的に従って作られたガスケットのシール性は、図9に示すようなコンピュータ制御で油圧駆動の試験設備を用いて漏えい率を測定することにより決定した。ガスケット91を試験設備内の下部定盤92の上に設置した。ガスケットサンプルを、油圧プレス98により上部定盤93及び下部定盤92の間で約6MPaの応力まで圧縮した。試験流体として圧縮空気ボンベにより供給されるような窒素ガスを用いて、高圧区域94の内部圧力を約27barに増加した。試験時間全体を通して高圧区域内の内部圧を維持した。ガスケットサンプルを通って窒素ガスが漏えいすると、低圧区域95内の圧力が増加した。低圧区域内の圧力変化を圧力差スイッチ96によって監視した。漏えい率を、滞留時間90分(5400秒)後の低圧区域内の圧力変化及び以下の式に基づき、試験設備のソフトウェアプログラムによって計算した。
LR=(ρnitrogen×V0×ΔP)/(d×Π×Δt×patm)
LR=漏えい率(mg/(m×秒))
ρnitrogen=周囲条件での窒素の密度(mg/cm3)
V0=試験フランジ内部の体積(cm3)
d=平均ガスケット径(m、メートル)
d=(外径+内径)/2
ΔP=低圧区域内の内部圧力変化=P0−Pf
P0=初期内部圧力(bar、t=0秒)
Pf=最終圧力(bar、t=Δt)
Δt=試験時間(秒)
patm=大気圧(bar)
【0058】
試験した各例の漏えい率は図8に見ることができる。試験した全ての本発明の例である例1〜3が、比較例と比べて非常に低い漏えい率を有したことをグラフは示している。不透過性層がその間に入っていないePTFEガスケットである例4(比較)と比べて少なくとも約1.5桁の漏えい率の減少が、ほぼ空気不透過性の層を有する本発明の例で実現された。本発明の例により示されたより低い漏えい率は、ガスケットのシール面にほぼ垂直に配向するほぼ空気不透過性の層を組み合わせたことに一部起因し、さらに延伸PTFEの延伸面がフランジ面とほぼ平行に配向していることにも起因する。
【0059】
漏えい試験手順(ガラスライニングスチール試験設備):例5及び例6(比較)に実質的に従って作られたガスケットの漏えい挙動は、実際のガラスライニングスチールフランジ上で熱サイクルを通して試験した。ガラスライニングスチールフランジの内外径はそれぞれおよそ430mm及び520mmであった。試験ガスケットを下部フランジ上に設置した。Millsらの米国特許第5964465号に教示するスカイブカット重ね合わせ技術を用いて例6(比較)のePTFEテープを取り付けた。テープサンプルの第1の端をスカイブ長約50mmで斜めにスカイブカットした。テープサンプル上の接着剤から剥離紙を取り除いた。テープが下部フランジの周りに形成されるような位置に接着層はテープを保持した。後に続くテープ端を、先導するテープ端のスカイブカットの上に置いた。先導するテープ端と後に続くテープ端とを重ねた部分が滑らかに移行するように、第2のスカイブカットを後に続くテープ端上に施した。ガスケットの上に上部フランジを配置して下部フランジと位置を合わせた。12個のM24クランプを用いてフランジを一緒にボルト締めした。クランプを111N・mのトルクまで締めて、ガスケットにおよそ200N/mmの線力荷重を生じさせた。線力はクランプの締め付けにより供給したガスケット上の力の合計をガスケットの平均円周で割ったものに等しい。平均円周はガスケットの平均径((ガスケットの外径+ガスケットの内径)/2)にπを掛けて計算する。初期トルクを掛けて10分後、クランプを再度111N・mまで締め付けた。次に圧縮空気を用いて内部圧力を6barまで増加した。加圧下、周囲温度で24時間滞留させた後、最初の漏えい測定を記録した。その後設備をオーブン内に装着し、圧縮空気を用いて再度6barまで加圧した。16時間にわたりオーブンの温度を200℃に設定した。室温まで冷却した後、第2の漏えい測定を記録した。その後クランプを再度111N・mまで締め付けて、ガスケット上に200N/mmの線力を回復させた。圧縮空気を用いて設備を再度6barまで加圧した。その後第3及び最後の漏えい測定を行った。漏えい率は、圧力差スイッチによって測定された試験設備内の内部圧力変化に基づき、以下の式に従って計算した。
LR=(ρair×V0×ΔP)/(d×Π×Δt×patm)
LR=漏えい率(mg/(m×秒))
ρair=周囲条件での空気の密度(mg/cm3)
V0=試験フランジ内部の体積(cm3)
d=平均ガスケット径(m、メートル)
d=(外径+内径)/2
ΔP=内部圧力変化=P0−Pf
P0=初期内部圧力(bar、t=0秒)
Pf=最終圧力(bar、t=Δt)
Δt=試験時間(秒)
patm=大気圧(bar)
【0060】
各例について測定した漏えい率は表1に見ることができる。表1の結果は、室温で24時間滞留した後に、例6(比較)と比べて本発明の例(例5)が非常に低い漏えい率を有したことを示している。200℃で16時間滞留した後、全てのガスケットについてひどい漏えい(圧力差スイッチで測定できないほど大きい圧力変化)が起こった。クランプを111N・mのトルクに再度締め付けた後、このときも本発明の例は比較例と比べて漏えいが非常に少なかった。
【0061】
広角X線散乱測定:多軸延伸PTFEガスケットテープ材料の延伸面は、広角X線散乱測定により確認した。
【0062】
ガスケットテープ材料のサンプルを、呼び厚が3mmの、ある長さのGORE−TEX(登録商標)Series300ガスケットテープから切り取った。GORE−TEX(登録商標)Series300ガスケットテープ材料は、厚さ方向に合わせて積層された多層の2軸延伸PTFE膜からなる。ePTFE膜層はz方向に配向した厚さを有し、長手方向(x方向)及び横方向(y方向)に延伸されている。従って延伸面は膜及びガスケットテープのx−y面である。
【0063】
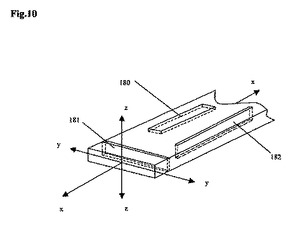
図10に図示するように、試験サンプルをx−y面180、y−z面181及びx−z面182に対して平行に、GORE−TEX(登録商標)Series300ガスケットテープから切り取った。LMIレーザーカッターを用い、各面方位からおよそ3mm×15mm×0.5mmになるよう4つの長方形サンプルを切り取った。x−y面180から切り取ったサンプルについては、膜層を呼び厚3mmのテープのある区分から除去して、呼び厚0.5mmのテープ区分を作製した。サンプル幅をガスケットテープ幅(y方向)と平行、かつサンプル長をガスケットテープ長(x方向)と平行にして、この0.5mm厚の区分から、幅及び長さがそれぞれ約3mm及び15mmになるように長方形試験サンプルを切り取った。これらのサンプルについては、サンプル長及び幅(x−y面)により画定される面は膜層及びePTFE延伸面と平行である。
【0064】
x−z面182で切られた試験サンプルについては、およそ0.5mm離れた2つの平行な切断を3mm厚のガスケットテープ材料のx方向に行った。この0.5mm幅及び3mm厚の区分から15mm長の試験サンプルを切り取った。これらのサンプルについて3mm×15mmの領域はx−z面を画定する。
【0065】
y−z面181で切られた試験サンプルについては、およそ0.5mm離れた2つの平行な切断を3mm厚のガスケットテープ材料のy方向に行った。この0.5mm幅及び3mm厚の区分から15mm長の試験サンプルを切り取った。これらのサンプルについて3mm×15mmの領域はy−z面を画定する。
【0066】
全ての測定は、グラファイトモノクロメータ及び0.3mmピンホールコリメータを備えたRigaku Ultra 18kW 回転式アノードX線発生装置に搭載された、Rigaku R−Axis IV Image Plate X線分析装置を用いて、透過モードで行った。全ての試験における発生装置の動作条件は50kV及び200mAであった。放射タイプはCuKαであった。サンプル−検出器距離はおよそ120mmに設定し、標準シリコン粉末を用いて校正した。全ての測定はおよそ24±1℃に維持された温度制御ステージ上で行った。2次元画像データをRigaku R−Axis イメージプロセッシングソフトウェアを用いて処理しI対2θのスキャンを得た。角度範囲が2θ〜0°から2θ〜55°の全体で、増分Δ2θ=0.044°として、半径で積分してこのスキャンを収集した。
【0067】
I対2θのスキャンをMaterials Data, Inc.から購入したJade 6.1 XRD Pattern Processing & Identification ソフトウェアを用いて処理した。データ処理手順は次の通りであった。スキャン及び関連する空気散乱バックグラウンドファイルをソフトウェアに読み込み、最大強度カウントが2θ=6°〜8°の範囲に合うようにスケールを合わせた。次に空気散乱ファイルを用いて散乱バックグラウンドを決定し、サンプルから得られたI対2θスキャンから差し引いた。最後にソフトウェアの標準ピークサーチ手順を用いて1次散乱ピークの位置及び強度を同定した。データは元々2次元形態で収集されており、リニア検出器を用いて収集したデータに直接類似するであろう形態に補正することなく分析したことに注意すべきである。
【0068】
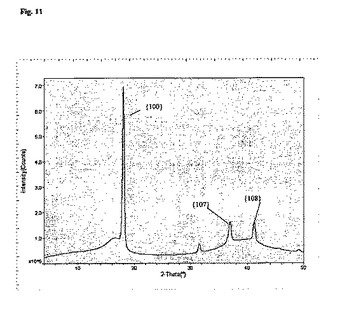
典型的なI対2θ回折スキャンを図11に示す。全てのスキャンはポリテトラフルオロエチレンの特徴的な回折ピークを示す。2θ=18.1°付近に生じる最も強いピークは{100}結晶面に帰属される。次の最も強い回折ピークは2θ=37.1°及び2θ=41.4°付近に生じ、それぞれ{107}及び{108}結晶面に帰属される(Eduard S. Clark, "Unit Cell Information on Some Important Polymers," Chapter 30, Physical Properties of Polymers Handbook, James E. Mark, Ed. New York,: American Institute of Physics, 1996を参照)。
【0069】
GORE−TEX(登録商標)Series300ガスケットテープ材料は、厚さ方向に合わせて積層された多層の2軸延伸PTFE膜からなる。方位、すなわちテクスチャは延伸中に膜内部のPTFEにおいて成長し、ガスケットテープ内部で保持されている。このテクスチャに起因して、ガスケットテープサンプルから得られる回折スキャンにおける{100}及び{108}ピークの相対強度は、ガスケットテープの厚さ方向に対するサンプルの物理的方位の関数となる。
【0070】
延伸面(x−y面)に垂直な方向でサンプル面にX線ビームを入射させてガスケットテープサンプルを測定した場合、{100}ピーク強度に対する{108}ピーク強度は他の方位で測定したサンプルのものより高い。例えばサンプルをx−y面に平行に切り取ってx−y面に垂直(z方向と平行)なX線ビームで測定した場合のI対2θ回折スキャンは、x−z及びy−z面で切り取ったサンプルからの、これらの面に垂直(それぞれy方向及びx方向に平行)なX線ビームで測定したスキャンより高い相対{108}ピーク強度を示す。このことは表2に示されており、ここでのデータはガスケットテープの厚さ方向に対して3つの異なる方位から4カットした12個のサンプルについての、I対2θ回折スキャンの分析から示される。表2では、厚さ、密度又は測定時間についてのサンプル間のばらつきを正規化するために、相対{108}ピーク強度を{100}ピーク強度の百分率として報告している。図10に図示及び表2に示されるように、X線ビームがy方向と平行方向でx−z面に入射するようにしてx−z方位のサンプルを測定した。同様に、X線ビームがx方向と平行方向でy−z面に入射するようにしてy−z方位のサンプルを測定し、X線ビームがz方向と平行方向でx−y面に入射するようにしてx−y方位のサンプルを測定した。X線ビームが3mm×15mmの面に入射するようにサンプルを切り取って配置した。
【0071】
【表2】
【0072】
表2では、単一のI対2θX線スキャン内で、相当する{100}ピーク強度の百分率として表される{108}相対ピーク強度を様々なガスケット区分について示す。z方向に平行なX線ビームを用いてx−y方位で測定したサンプル1、4、7及び12は、上述するようにX線ビームを指向させてx−z方位又はy−z方位で測定したサンプルと比べて非常に高い相対{108}回折強度を有する。このように最も高い{108}相対ピーク強度は、X線ビームが2軸延伸PTFE膜層の延伸面に垂直な方向でサンプルに入射するよう配置したサンプルについて測定される。従って、異なる方位での{108}相対ピーク強度の比較をガスケットテープにおけるePTFEの延伸面を同定するのに使用できる。
【図面の簡単な説明】
【0073】
【図1】本発明のガスケットの上面図及び横断面図である。
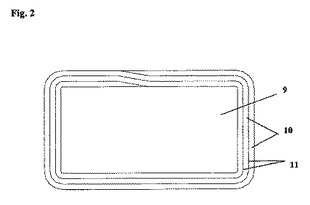
【図2】本発明のガスケットの上面図である。
【図3】本発明のガスケットの上面図である。
【図4】フォーム・イン・プレース・ガスケットの斜方透視図である。
【図5】テープ材料及びその方位の斜法透視図である。
【図6】バリア層を有するテープを組み立てる設備及び方法の立体分解図である。
【図7】本発明のガスケットを組み立てる設備及び方法の側面図である。
【図8】ガスケット応力が約6MPaでの、ガスケットの漏えい率の結果をグラフで示したものである。
【図9】ガスケットのシール性を測定するのに使用した試験装置の側断面図である。
【図10】ガスケットテープ及びその方位の斜方透視図である。
【図11】広角X線散乱試験の結果をグラフで示したものである。
【技術分野】
【0001】
シール用途に使用される幅広い種類のガスケットが知られている。
【背景技術】
【0002】
多孔質延伸ポリテトラフルオロエチレン(PTFE)はガスケット材料として今日広く使用されている。Goreの米国特許第3953566号に開示されているように、この材料は、それ自身をガスケットとして非常に望ましいものにする多くの特性を有している。それらの特性には、容易に圧縮可能かつ適合可能であること、耐薬品性であること、比較的高い強度を有すること、及びクリープ緩和及びシール圧の損失が非延伸・非多孔質PTFE単独と比べてかなり起こりにくいことが含まれる。
【0003】
さらに、2軸又は多軸延伸PTFEから作られたガスケットのシール性能は、1軸延伸PTFEガスケットと比較して改良されている。例えば、多軸延伸PTFEから作られたガスケットは多方向のクリープ緩和及びコールドフローに対して抵抗性である。多軸延伸PTFEガスケットにおける多方向の引張強度は、円周及び半径方向の強度をガスケットに与え、ガスケットのカットスルー抵抗を増大する。多軸延伸PTFEがもたらす半径方向の強度及びカットスルー抵抗の増大は、延伸PTFEの延伸面がその上にガスケットの取り付けられるフランジ面にほぼ並行である場合に実現する。
【0004】
多くのシール用途では、ガスケットはパイプ間のようなフランジ間の接合をシールするのに使用される。延伸PTFEガスケットはフランジ間に配置することができ、次にボルトを締め付けるような力を与えてそのフランジを一緒にプレスできるため、延伸PTFEはガスケットに望ましい材料である。この力の付与により延伸PTFEは圧縮される。延伸PTFEが圧縮されると、初期の細孔容積が減少して延伸PTFEが高密度化する。特に金属−金属フランジについては、延伸PTFEを完全に高密度化するのに十分な力(又は「応力」)をフランジに与えることが可能である。従って、延伸PTFEガスケットの少なくとも一部において細孔容積をほぼゼロに減少することが可能であり、フランジをシールしている高密度化・非孔質PTFEガスケットはパイプ内部に含まれる流体がフランジ間から漏えいするのを防ぐ。
【0005】
多くの用途において、特に金属を容易に破壊するであろうきつい化学品を使用する場合、あるいは金属が運搬中又は保管中の化学品を汚染しうる場合は、ガラスライニングスチール、ガラス、又はファイバーガラス強化プラスチック(「FRP」)の配管及び容器が一般的に使用される。この設備は極度にきつい化学品と一緒に使用されることが多く、PTFEは耐薬品性が並外れていることでよく知られているため、PTFEガスケットを使用してこの設備の接続されたフランジをシールすることが非常に望まれている。残念なことに、非延伸・非孔質PTFEガスケットは、一般にこの種類の設備を効果的にシールするのに十分なほど適合可能ではない。ガラスライニングスチールフランジの場合は比較的平滑に仕上げられていても、フランジに関する大量の凸凹又は平坦度の欠如がしばしばみられる。この凸凹又は平坦度の欠如のために、効果的なシールを作製するにはフランジの周に加え内外径間の大きいばらつきにガスケットを適合させる必要がある。このように、非延伸・非孔質PTFEガスケットはこれら多くの用途で十分なシールを提供するのに十分なほど適合可能ではない。
【0006】
延伸PTFEは適合可能であるため、これら一般的な凸凹のあるフランジをシールするのに延伸PTFEを使用するのが望ましい場合がある。残念なことに多くの用途では、効果的なシールを作製する目的で、延伸PTFEガスケットの完全な高密度化に十分なガスケット応力を生じさせる十分な力をフランジに与えることができない。例えば、ガラスライニングスチール配管のフランジ、ガラスフランジ又はFRP配管のフランジは、大量の応力を与えると変形、破損又は破壊することがある。従ってこれらの用途では、フランジを破壊せずにフランジに与えることのできる最大応力がガスケットを高密度化するのに十分でないため、延伸PTFEガスケットは非孔質状態に到達するまで完全に高密度化できず、そのため漏れ止めにならない。延伸PTFEガスケットがほぼ非孔質状態まで高密度化されないいくつかの構造においては、ガスケット内部に残存する孔を通って漏えいが生じうる。多くの場合、この漏えいは「スニフィング」法又は「バブルテスト」のいずれかによりガスケットを取り付けた直後に検出される。バブルテストでは、ガスケットを取り付けたフランジに石けん水のような溶液を塗り、配管システム又は容器に内部空気圧を与える。十分な割合の漏えいが存在する場合、泡が石けん水溶液中に生成する。いくつかの場合、泡を生成するには十分でないほど少ない割合で漏えいが存在することがある。そのような場合でかつ腐食性の化学品がプロセスに使用されている場合、漏えいが数ヶ月又は数年にわたって継続することがあり、腐食性の化学品が検出されずにガスケットを通って最終的に漏れ、さらにフランジボルト又はクランプを攻撃してフランジの壊滅的な破損が生じる可能性がある。
【0007】
Hisanoらの米国特許出願公開2003/0003290で説明されているように、ePTFEフィルムでマンドレルを包んでチューブ状のエレメントを作ることによりガスケットを製造することは業界で既知であって、そうすることによりそのチューブ状のエレメントをリングへと薄く切ってガスケットを製造する。これらガスケットの積層された層の内部には、ガスケットを通って流体が浸透し漏えいすることを防ぐために小型のePTFEフィルムが間に入っている。そのようなガスケットの製造方法では製造可能なガスケットの大きさに制限がある。これら方法における積層体の厚さは、通常最大で約10mm〜15mmに制限され、これは僅か15mm以下のガスケット幅に相当する。これより積層体が厚いと焼結処理中に拘束するのが困難であって、積層体内部に顕著な密度勾配が生じることがある。典型的な用途におけるガスケット幅、特に大径ガスケットのガスケット幅は一般に25mm以上のオーダーである。その上チューブ状エレメントを薄く切った場合、ePTFEの積層した層はガスケットの上及び下部面に対して垂直に配向している。そのためePTFEの延伸と横断する方向はz方向、すなわちガスケットの厚さ方向に配向しており、半径方向についてガスケットにほとんど又は全く強度を付与しない。
【0008】
Minorらの米国特許第6485809号では、第1のほぼ空気不透過性の外層と第2のほぼ空気不透過性の外層との間に配置されている少なくとも1つの延伸PTFEの内層を含み、かつほぼ空気不透過性の領域が第1及び第2のほぼ空気不透過性の層を橋渡ししている、多層一体型ガスケットを含む低応力シールガスケット構造が教示されている。「低応力シール」とは、比較的低い応力(すなわち多孔質延伸PTFEガスケットを完全に高密度化するのに必要な応力未満、一般的に約20700kPa(3000psi)未満の応力)を与えた際に、ほぼ気密性の、すなわち空気不透過性のシールを提供するガスケットを意味する。この特許では、マンドレルの周りを層で包み、ガスケットを圧縮処理に通して、個々の部分を圧縮し空気不透過性領域を形成することによって作られた、多層積層シートからスタンプされた又は切り取られたガスケットが開示されている。この特許構造は低応力シールガスケットの作製における多くの課題を克服しうる一方、シート品からガスケットを切り取って作製できるガスケットの大きさには限界がある。シートガスケットから切り取って作製できるガスケットの最大大きさは、シート自体の大きさよりも大きくできない。シートガスケット材料からそのような大きいガスケットを製造することについての他の懸念は、そのようなガスケットを製造するのに伴うコストである。例えば、シート素材からガスケットを切り取る製造効率は、特に大径ガスケットに関しては比較的低い場合がある。
【0009】
Pitolajの米国特許第4990296号では、充填された焼結PTFE成分を一緒に溶接する方法が教示されており、そこではある区分の両端を一緒に溶接することにより、その区分に大径ガスケットを形成できる。この方法は、充填された焼結PTFEにはおそらく適しているが、溶接した接合部に熱及び圧力を与えた結果として高密度化することがある、柔らかくて多孔質の延伸PTFEには適さないと思われる。高密度化によって、より薄く、硬く、及び適合不能な区分がガスケット内部に生じる場合がある。厚さ及び柔らかさが変化しやすいガスケットは、ガラスライニングスチール及びFRPフランジのような壊れやすいフランジを効果的にシールできない場合がある。
【0010】
Millsらの米国特許第5964465号では、2軸延伸PTFEのフォーム・イン・プレース(form-in-place)型のガスケットが教示されている。フォーム・イン・プレース・ガスケットには、材料使用率が低いといったようなシート素材から切り取られたガスケットでの制約を伴わずに、任意の大きさのフランジへ成形可能であるという長所がある。2軸延伸PTFEからなる、Millsらの教示に従って作られたフォーム・イン・プレース・ガスケットは、耐薬品性、寸法安定性及びクリープ緩和に対する抵抗性のような、2軸延伸PTFEによって提供される付加的な長所を有する場合がある。しかしながら前述したように、ePTFEを高密度化するために十分なガスケット応力を与えられないため、これらのガスケットはガラスライニングスチール及びFRPフランジを効果的にシールできない。
【0011】
DoveらのPCT国際公開WO01/27501 A1では、延伸PTFEの内層と、ほぼ不透過性の領域によって橋渡しされているほぼ空気不透過性の外層とを含むフォーム・イン・プレース・ガスケットが教示されている。ほぼ空気不透過性の外層及びほぼ空気不透過性の領域は、延伸PTFEガスケット材料を通る浸透を防止することを意図している。このガスケット構造の目的は、ePTFE単体が完全に高密度化できない場合に、多孔質ePTFEを通る漏えいを防ぐことにより低応力で密なシールを提供することにある。しかしながら、WO01/27501の教示に従って構成されたガスケットには多くの欠点がある。例えば、完全な高密度のPTFE又は高密度化された延伸PTFEのような、圧縮不能な材料から作られた空気不透過性の外層は、ガスケットの剛性を増大することがあり、そのガスケットをフォーム・イン・プレース・ガスケットには硬すぎるものにしてしまう。フォーム・イン・プレース・ガスケットについては、フランジ形状に合わせて成形できるように可撓性であることが望ましい。
【0012】
さらに、米国特許第5964465号に教示されているように、2軸延伸PTFEを含むフォーム・イン・プレース・ガスケットは、両端をスカイブカッティング(skive-cutting)し、そのスカイブカットされた両端を重ね合わせることにより、その両端で通常接合される。DoveらのPCT国際公開WO01/27501 A1に従って構成され、不透過性の外層を備えたフォーム・イン・プレース・ガスケットは、材料の空気不透過性の性質を引き替えにせずに、スカイブカッティング技術を用いたテープの両端を重ねることによって接合できない。スカイブカットが空気不透過性の外層を通ってなされると、多孔質延伸PTFEが露出することがあり、ガスケットを通る漏えい経路を提供する。
【0013】
Hisanoらの米国特許出願2003/0003290 A1では、幅よりも大きい高さを有する一片に細長く切られた多孔質延伸PTFEの積層された層からなるテープ形状のシール材料であって、そこでは積層片の長辺上の積層された端面が締め付け面に接触しているものが教示されている。テトラフルオロエチレン−ヘキサフルオロプロピレンコポリマー又はテトラフルオロエチレン−パーフルオロアルキルビニルエーテルコポリマーのフィルムで積層した積層面において複数の積層片を一緒に接合できる。流体の浸透を防ぐために積層体内部に少なくとも1つの層を間に入れてもよいことも教示されている。テープの長手方向の最初と最後が接合されている閉じたリング又はガスケットの形状では、延伸PTFE層及び流体の浸透を防ぐ層は、ガスケットがフランジ面に取り付けられたときに垂直に配向する。半径方向での流体の浸透を防ぐことを目的とする層は、多孔質ePTFEを通る漏えいを防ぐことによりガスケットに低応力シール能力を提供できる。この方法で作られたガスケットについては、ガスケットがフランジ面に取り付けられたときに、延伸PTFEの長手方向の強度は円周方向についてガスケットに強度を提供する。しかしながら幅方向に積層されたePTFE層を用いると、ePTFEの横方向の強度はガスケットの垂直、すなわち「z」方向に向くことになる。そのため半径方向についてガスケットに強度をほとんど又は全く提供しない。従って米国特許出願公開2003/0003290 A1の教示するガスケットは、幅方向にコールドフローしがちであって寸法安定性に欠けることがある。ガラスライニングスチールフランジを含むガスケット用途については、ガラスライニングの破損を防ぐためにガスケット材料は寸法的に安定であることが好ましい。
【0014】
フォーム・イン・プレース・ガスケット、特に2軸延伸PTFEガスケットは閉じた形状のガスケットを形成するために、テープの両端を重ねる必要があるという欠点がある。スカイブカットが正しく行われることを保証するためには、通常は熟練した作業者がこれらガスケットの取り付けを行う必要がある。不適切に取り付けると重ねた部分で漏えいが生じることがある。重ねた両端がガスケット内部の弱点であると考えられるため、多くの用途でフォーム・イン・プレース・ガスケットは許容できないと判断されている。この懸念のため2軸延伸PTFEフォーム・イン・プレース・ガスケットの使用が嫌気されている。
【発明の開示】
【発明が解決しようとする課題】
【0015】
シート素材からガスケットを切り取ることに伴う低収率と高コストを避けるためにテープから形成できて、さらに大きさ又は形状についても制約がなくなるであろうガスケットを提供することが望ましいと思われる。またそのようなガスケットを、テープの両端を重ねることから生じる接合のない、連続一体型ガスケットとすることが望ましいと思われる。さらにそのようなガスケットを、ガラスライニングスチール及びFRPフランジを使用する用途で一般的である低応力でシールでき、スチールフランジをシールするのに一般的に使用する高圧縮応力を与えた際に破損しない、適合可能で、クリープ抵抗性及び耐薬品性のガスケットとすることが望ましいと思われる。そのため本発明の目的の1つは、低応力を与えた際にほぼ気密のシールを提供する、延伸PTFEテープから作られる連続一体型ガスケットを提供し、及びそのようなガスケットの製造方法を提供することにある。
【課題を解決するための手段】
【0016】
本発明は、少なくとも1つのある長さのePTFEテープを巻き、そのテープ巻回体を接合することから形成されるガスケットのような一体構造を提供する。ほぼ空気不透過性の層がテープ巻回体の間に入れられる。ガスケットが形成されると、そのほぼ空気不透過性の層は半径方向についてガスケットを通る浸透又は漏えいを防ぐ。シール性を試験した場合、本発明のガスケットは従来のシート又はテープガスケットより漏えい率が非常に低かった。ePTFEシートから切り取りかつ間に不透過性層を入れていないePTFEテープから形成したガスケットと比較して、約1.5桁以上の漏えい率の減少がほぼ空気不透過性の層を有する本発明のガスケットを用いて実現した。本発明のガスケットにより示されるより低い漏えい率は、延伸PTFEの延伸面がフランジ面とほぼ平行に配向していること、及びガスケット内部に入れられたほぼ空気不透過性の層を組み合わせたことに一部起因する。
【0017】
他の態様で本発明は、ePTFEテープ及びほぼ空気不透過性の層を形成可能な材料を用意し、そのePTFEテープ及びそのほぼ空気不透過性の層を巻き、ePTFE及びそのほぼ空気不透過性の層が交互した巻回体を形成し、その巻回体を接合する工程を含むガスケットの製造方法を提供する。
【発明を実施するための最良の形態】
【0018】
本発明の好ましい実施態様では、締め付け面上は低負荷であってガスケットに低応力が与えられたほぼ空気不透過性のシールを提供するガスケットを対象とする。好ましい実施態様の1つでは、ePTFEを含むテープ及びほぼ空気不透過性の層の交互した巻回体を含み、それぞれがガスケットの内径又は内周の周りから増加している距離で巻かれたガスケットが形成される。本発明のガスケットは優れた寸法安定性及びクリープ緩和に対する抵抗性を示す。さらに本発明は本発明の新規構造を形成するための新規方法を対象とする。多層化した多孔質延伸PTFEテープのようなePTFEテープ巻回体を、そのテープ巻回体の間のほぼ空気不透過性の層と一緒に接合又は接着するための方法が開示されている。この新規方法は低応力シールガスケットを提供し、特に大型ガスケットに有用である。
【0019】
前述するように「低応力シールガスケット」とは、比較的低応力(すなわち多孔質延伸ポリテトラフルオロエチレン(ePTFE)ガスケットを完全に高密度化するのに必要な応力未満、一般に約20700kPa(3000psi)未満の応力)を与えた際にほぼ気密性、すなわち空気不透過性のシールを提供する、本発明のガスケットのようなガスケットを意味する。
【0020】
ここで使用する「空気不透過性」とは材料を通る空気の輸送に対する抵抗性を意味する。透過性はASTM D−1434−82(2003)のような任意の既知の手法を用いて測定できる。
【0021】
本発明の典型的な実施態様を図1〜3に図示する。図1〜3は、それぞれが内周又は内径9及び少なくとも1種の多孔質延伸PTFEテープ10の少なくとも2回の巻回体又は回転体を含む、好ましい一体型ガスケットを図示している。ePTFEテープ巻回体は、同様に内周又は内径の周りから増加している距離で巻かれた少なくとも1つのほぼ空気不透過性の層11の巻回体と交互している。好ましくは、その少なくとも1種の延伸PTFEテープ10の各回の巻回体又は回転体は、その少なくとも1つのほぼ空気不透過性の層11によって交互しかつ接合している。
【0022】
本発明の代表的なガスケットの横断面図を図1a及び1bに図示する。延伸PTFEテープは上及び下部ガスケット面に対応する上及び下部テープ面16、並びにその上及び下部テープ面の間に延在する側面18を有する。好ましくは図1a及び1bに示すように、ほぼ空気不透過性の層11は多層化した多孔質ePTFEテープの側面18に接着され、その側面は上及び下部の積層テープ層の間に延在している。
【0023】
本発明のガスケットは1つのテープ又は複数のテープから形成でき、ガスケットを形成するために接合可能なテープの数によって特に制限されない。例えば、テープ巻回体を形成するために複数のテープを型の周りに同時に巻き付けてもよい。ガスケットを構成する少なくとも1種のテープはモノリシックの又は多層化した多孔質延伸PTFEであってよい。本発明で使用するのに適した好ましい多孔質ePTFEテープは多層化した積層テープであって、ePTFEの延伸面はテープのx−y面内にあり、テープの上及び下部テープ層を含むePTFE層は延伸面と平行である。図5には、テープのx−y面内に上及び下部テープ層(56)を有する、本発明で使用するのに適した多層テープが図示されている。ePTFEテープがモノリシックの場合、ePTFEの延伸面はテープのx−y面と平行であることが好ましい。好ましくはテープのx−y面はシール面とほぼ平行である。ePTFEの延伸面は、ここに記載するように例えば広角X線散乱試験法により決定できる。
【0024】
好ましい多孔質延伸PTFEは米国特許第3953566号及び第4187390号が教示するような微孔質延伸PTFEを含み、これら文献は参照することにより本明細書の一部とする。PTFEは1軸、2軸又は多軸で延伸してもよく、好ましくは密度が1.8g/cc未満、より好ましくは1.2g/cc未満、さらに好ましくは1.0g/cc未満であり、最も好ましい密度は0.8g/cc未満である。数多くの多孔質延伸PTFE層に限定されないものの、好ましい多層テープは、多層化した多孔質延伸PTFEテープを形成するのに本技術分野で既知である方法によって作られた、複数の自己接着した多孔質延伸PTFE層から形成される。本発明で使用するのに適した方法は、例えば米国特許第5964465号及び第6485809号に記載されており、参照することにより本明細書の一部とする。適当なテープは購入可能であり、例えば商品名GORE−TEX(登録商標)ガスケットテープの、GORE−TEX(登録商標)Series300ガスケットテープ及びGORE−TEX(登録商標)Series600ガスケットテープ(W.L. Gore & Assoc., Inc., Elkton, MD)である。
【0025】
好ましくは多層ePTFEテープの全ての層はePTFEであるが、代わりにガスケットに所望の特性を提供するために、1つ以上のテープ層がPTFE材料以外の材料を含んでもよい。得られるガスケットの特性を高めるために、例えば1種以上の高分子フィルム、金属箔、金属スクリーンなどを多層テープに付与してもよい。好ましい実施態様では、上及び下部の積層体層がePTFEである少なくとも1種の多層化した積層ePTFEテープからガスケットが形成される。
【0026】
多孔質延伸PTFEの少なくとも一部又は多層化したPTFEテープの少なくとも1層は、ガスケットに所望の特性を提供するために被覆又は充填されていてもよい。例えば、レジリエンス、電気化学的応答、付加された強度、さらなるクリープ緩和の軽減などのような特性を提供するために延伸PTFEが被覆されてもよい。さらに多孔質延伸PTFEは、例えば米国特許第4096227号及び第4985296号(参照することにより本明細書の一部とする)が教示するように、微孔質延伸PTFEシートを充填するのに使用されるもののような様々なフィラーで充填してもよい。適当な粒子状フィラーには、例えば金属、半金属、金属酸化物、ガラス、セラミックなどのような無機材料が含まれてもよい。また他の適当な粒子状フィラーには、例えば活性炭、カーボンブラック、高分子樹脂、グラファイトなどから選択される有機材料が含まれてもよい。好ましい実施態様の1つでは、多層化した多孔質延伸PTFEテープの少なくとも1層は少なくとも1種のフィラーを含む。好ましくは、その少なくとも1種のフィラーはシリカ、硫酸バリウム及びガラスビーズのうち少なくとも1種を含む。
【0027】
少なくとも1つのほぼ空気不透過性の層は、ガスケットの内周のような中心点の周りから増加している距離で、少なくとも2回のePTFEテープ巻回体となるように、少なくとも1種の多孔質ePTFEテープと交互に巻かれている。ほぼ空気不透過性の層はテープ巻き取りの前又は巻き取り処理中にePTFEテープに接着されてもよい。ほぼ空気不透過性の層は流体が半径方向においてガスケットを通って浸透することを防ぎ、ガスケットの低応力シール性を提供する。本発明のほぼ空気不透過性の材料は、テープを形成するのに使用する多孔質延伸PTFE材料よりも空気不透過性である。本発明で使用するのに適した材料には、空気不透過性材料、すなわちテープ材料の多孔質延伸PTFEよりも空気に対する透過性が低い空気不透過性層を形成可能な少なくとも1種の材料が含まれる。好ましい空気不透過性材料には、テトラフルオロエチレン/ヘキサフルオロプロピレンコポリマー(FEP)、テトラフルオロエチレン/(パーフルオロアルキル)ビニルエーテルコポリマー(PFA)、PTFE、高密度化延伸PTFE、及びこれらの組み合わせを含むがこれらに限定されないフッ素ポリマーが含まれる。溶融処理が可能なフッ素ポリマーが好ましく、最も好ましいのはPFA及びFEPである。空気不透過性材料には、弾性体、フッ素弾性体、パーフルオロ弾性体又はパーフルオロシリコーン弾性体のようなフィラーが含浸された多孔質PTFEが含まれてもよい。例えば、側面に沿って揃えられ及びほぼ空気不透過性の層で接合された2つのePTFEテープ巻回体の間の距離を測定することによって計算したときに、空気不透過性層の幅は約0.01mm〜0.5mmであることが好ましい。
【0028】
本発明のガスケットは、型の周りを少なくとも2回りするまで、型又はダイから増加している距離で型又はダイの外周に巻き付けられた少なくとも1種の多孔質ePTFEテープから好ましくは形成される。ePTFEは、外周から増加している距離で型又はダイの周りに少なくとも2巻き又は2回転、連続して巻き付けてコイルを形成することが好ましい。少なくとも2回の連続した又は隣接するePTFE巻回体は、少なくとも1種のほぼ空気不透過性の材料の交互した巻回体を、それらePTFE巻回体の間に入れることによって好ましくは接合されている。少なくとも1種のePTFEテープの少なくとも2回の巻回体及び少なくとも1種のほぼ空気不透過性の材料は接合されて、一体型ガスケットを形成する。ダイ及びガスケットの形状は制限されないため、ほぼ円形、楕円形、長方形又は正方形を含むがこれらに限定されない、円形又は非円形のような任意の所望の形状に形成できる。従ってここで使用する「コイル」とは、中心点、ガスケット内周、又はダイもしくは型の外周の周りから増加している距離で、少なくとも1種のePTFEテープの複数回の回転体又は巻回体から形成される任意の形状をいう。ePTFEテープ巻回体の各回転は、ダイ又はガスケットの内径/内周から増加している距離で隣接するePTFEテープ巻回体の長さに沿って揃えられる。好ましくは、テープ巻回体はテープ側面に沿って揃えられ、少なくとも1つの空気不透過性の層はテープ側面の間に延在してテープのePTFE巻回体のそれぞれを接合し、一体型ガスケットを形成する。円形ガスケットのような好ましいガスケットには、内径、並びに少なくとも1種の多孔質多層ePTFEテープ及び少なくとも1つのほぼ空気不透過性の層の交互した回転体を含む少なくとも2回の螺旋体が含まれる。ePTFEテープ及びほぼ空気不透過性の層の螺旋体は、好ましくは内径の周りに増加している距離で少なくとも2回のePTFE回転体となるように回転する。好ましいePTFEテープは上及び下部テープ層を有する多層テープであって、側面は上及び下部テープ層の間に延在する。ePTFEテープ回転体はテープ側面に沿って揃えられ、ePTFE回転体の間にある少なくとも1つのほぼ空気不透過性の層の交互した螺旋体によって側面で接合される。
【0029】
テープが複数の積層した層を含む場合、テープ側面は上及び下部テープ層(例えば図5、56)の間に延在する積層された端部(図5、58)により画定される。複数回のテープ巻回体はテープ側面に沿って揃えられ、少なくとも1つのほぼ空気不透過性の層は隣接するePTFEテープ側面間の積層された端部上に配置される。ほぼ空気不透過性の層はテープの上部テープ層から下部テープ層へと延在する。好ましくは、空気不透過性の層は上及び下部テープ層の間にほぼ完全に延在し、例えば一般にテープのx−z面内に、巻き付けたテープの全長に渡って延在する。好ましいガスケットは、テープのx−y面内に上及び下部積層テープ層を有し、それらが上及び下部ガスケット面を画定する、多層化した多孔質多軸延伸PTFEテープを含む。ガスケットがモノリシック多孔質ePTFEテープを含む場合、テープのx−y面内の上及び下部テープ面は上及び下部ガスケット面に対応又はそれらを画定する。ePTFEテープの延伸面がテープのx−y面内にあるように、少なくとも1種のePTFEテープ及び少なくとも1つのほぼ空気不透過性の層が交互した巻回体が巻かれていることが好ましい。延伸面は未圧縮ガスケットの上及び下部ガスケット面とほぼ平行に配向して、少なくとも円周及び半径の両方向に強度を提供することが好ましい。
【0030】
図1a及び1bに図示するように、テープ側面が上及び下部ガスケット面と直交する場合、そこに接合している空気不透過性の層はテープのx−z面にほぼ沿って延在して、ガスケットを通る半径方向の液流を阻止する。本発明のガスケットの巻回体を形成するテープ長さはテープの長手方向を通る漏えいを阻止する。本発明の好ましいガスケットは未圧縮のガスケット幅全体でほぼ均一な厚さを有している。そのため本発明の未圧縮のガスケットは、好ましくはガスケットの内外径の間、上及び下部ガスケット面全体で、均一な厚さを有している。
【0031】
本発明の新規ガスケットは好ましくは以下の新規方法から形成される。
【0032】
上及び下部テープ層又はテープ面、並びに上及び下部テープ層又はテープ面の間に延在する側面を有するある長さの少なくとも1種の多孔質ePTFEテープを用意し、ほぼ空気不透過性の層を形成可能な少なくとも1種の材料を提供する工程を含む方法が提供される。この方法は、その少なくとも1種のePTFEテープ及びほぼ空気不透過性の材料が形成可能なその少なくとも1種の材料を巻いて、中心点の周りに増加している距離でそのePTFEテープ及びほぼ空気不透過性の層を形成可能なその少なくとも1種の材料の交互した巻回体を形成し、並びにその交互した巻回体を接合してその少なくとも1種のePTFEテープ及びその少なくとも1つのほぼ空気不透過性の層の一体構造を形成することをさらに含む。
【0033】
好ましい実施態様の1つでは、その少なくとも1種のePTFEテープ及び少なくとも1つのほぼ空気不透過性の層は、ダイのようなガスケットの内周を画定する型の周りにコイルにされ又は巻き付けられて、交互した巻回体を形成する。テープはテープ側面に沿って揃えられ、同時にその少なくとも1つのほぼ空気不透過性の層はePTFEテープ巻回体の間に入れられている。好ましくは、上及び下部テープ層又はテープ面、並びにePTFEの延伸面は両方ともガスケットのx−y面内にあるように、その少なくとも1種のePTFEテープは揃えられる。この方法は、その少なくとも1種のePTFEテープ及びその少なくとも1つのほぼ空気不透過性の層の巻回体をテープ側面に沿って接合することをさらに含む。内周の周りに少なくとも1種のePTFEテープの少なくとも2回の巻回体を含み、各回のePTFE巻回体が少なくとも1種のほぼ空気不透過性の材料と交互した一体型ガスケットが形成される。好ましい実施態様では、少なくとも1種のePTFEテープを巻いてガスケットを形成する前に、少なくとも1種の多孔質ePTFEテープの2つの側面上に少なくとも1つのほぼ空気不透過性の層が最初に形成され又は接着される。ePTFEテープ側面上にほぼ空気不透過性の層を形成又は接着する方法は、上及び下部面又は層、並びに上及び下部面又は層の間にテープの長さで延在するテープ側面を有するある長さのテープを用意し、ほぼ空気不透過性の層を形成可能な材料を用意し、そのテープ側面においてそのePTFEテープの長さに沿って材料を揃え、並びにその2つのePTFEテープ側面上にほぼ空気不透過性の層を形成する工程を含む。
【0034】
好ましくはほぼ空気不透過性の材料は溶融処理可能なフッ素ポリマーであり、その少なくとも1つのほぼ空気不透過性の層をePTFEテープに形成又は接着する工程は、少なくとも1種のePTFEの側面とその少なくとも1種のほぼ空気不透過性の材料とを接触させ、その多孔質ePTFEテープ及びその少なくとも1種のほぼ空気不透過性の材料の側面に、その多孔質ePTFE及びその少なくとも1種の材料の融点を超える温度で圧力及び熱を与えて、その加熱した材料及びその多孔質ePTFEを一緒に溶接する工程を含む。ePTFEテープ側面とその材料とを接着するのに十分な圧力が与えられて、テープの側面上にほぼ空気不透過性の層が形成される。1)ePTFEテープ側面とほぼ空気不透過性の層を形成可能な少なくとも1種の材料とを接触させ、2)熱及び3)圧力を材料に与える工程を含む、少なくとも1種のePTFEテープ側面上にほぼ空気不透過性の層を形成する各工程は同時又は逐次的に行ってもよい。さらにほぼ空気不透過性の層は、テープ長の一部についての段階的処理として、あるいは所望のテープ全長に渡る連続処理として、少なくとも1種のePTFEテープ側面上に形成してもよい。
【0035】
固着を防ぐために、空気不透過性層が形成可能な材料と圧力源及び/又は熱源との間に剥離層を提供してもよい。ほぼ空気不透過性の材料は所望の長さの多孔質ePTFEテープに接着され、その長さは好ましくはガスケット形成に使用するテープ全長である。図6にはホットプレスアセンブリの一部、及びePTFEテープの側面上にほぼ空気不透過性の層を溶接する方法を図示する。
【0036】
また、ほぼ空気不透過性の層を形成可能な材料は、例えば少なくとも1種のテープの長さに沿ってePTFEテープの側面上に被覆されてもよい。被覆はスプレー、ブラシ又は粉体塗装のような任意の手段によって行うことができる。
【0037】
少なくとも1種の多孔質ePTFEテープ及び少なくとも1つのほぼ空気不透過性の層の交互した巻回体を含むガスケットを形成する好ましい方法は、テープの長さに沿ってほぼ空気不透過性の材料層を有するある長さの多孔質ePTFEテープを用意し、そのePTFEテープを型又はダイの周りに巻き付け、2つの連続するePTFEテープ巻回体の接合点に熱を与え、接触させて圧力を与え、並びに所望の幅のガスケットが形成されるまで連続する巻回体を接合する工程を好ましくは含む。少なくとも1種のePTFEテープ及び少なくとも1つのほぼ空気不透過性の層を巻き付け及び溶接して、ガスケットを形成するための設備の一部を図7に図示する。好ましくは、ほぼ空気不透過性の層が少なくとも1種の多孔質ePTFEテープの両側面に付与される場合、加熱工程は、連続するePTFE巻回体の2つのほぼ空気不透過性の層の接合点に、ほぼ空気不透過性の層の融点を超える温度の熱を与えることを含む。この方法はさらに、圧力を与えて2つのほぼ空気不透過性の層を一緒に溶接し、連続するePTFE巻回体を接合することを含む。
【0038】
1)少なくとも1種のePTFEテープをダイの周りに巻き付け、2)そこに接着されたほぼ空気不透過性の層を有する、その少なくとも1種のePTFEテープ側面の巻回体の接合部に熱を与え、3)接触させ、4)加熱したePTFE側面に圧力を与えてePTFE巻回体を溶接する工程を含む、ガスケットの好ましい形成工程は、同時又は逐次的に行ってもよい。さらにガスケットの形成工程は、所望の形状のガスケットが形成されるまで、段階的に又は連続処理として行ってもよい。
【0039】
他の実施態様では、ePTFE側面上にほぼ空気不透過性の層を形成する工程、及びePTFEテープを巻き付けてそのePTFE巻回体を接合する工程は、1つの連続処理に組み合わされる。
【0040】
本発明のガスケット及び本発明の材料の形成方法を、以下に示す例により例示するがこれらに限定されない。
【実施例】
【0041】
例1:本発明のePTFE/PFAコイルガスケットを以下の方法で製作した。
【0042】
呼び幅がおよそ10mm(0.39インチ)、呼び厚がおよそ6mm(0.23インチ)、長さがおよそ6m(20フィート)のGore−Tex(登録商標)Series600ガスケットテープ(ePTFEテープ)をW.L. Gore & Associates, Inc., Newark, DEから入手した。幅がおよそ13mm(0.5インチ)、厚さがおよそ0.025mm(0.001インチ)のTeflon(登録商標)PFAフィルム、タイプLPをE.I. du Pont de Nemours, Inc., Wilmington, Delawareから入手した。
【0043】
PFAフィルムをePTFEテープの全長に沿ってePTFEテープの2つの側面に溶接した。図6に図示したプレスとほぼ同様のホットプレスを用い、上部定盤61を約375℃に加熱し、下部定盤62を周囲温度に保持した状態で、ePTFEテープの第1側面にPFAフィルムを溶接した。上部及び下部定盤61及び62は長さがおよそ200mm(8インチ)であった。従って、ePTFEテープの200mmの区分が一度に被覆された。ePTFEテープの側面66が下部定盤62の上面よりおよそ0.25mm〜0.5mm上に延在している状態で、ePTFEテープ63を下部定盤内の溝64に置いた。PFAフィルム65をePTFEテープの側面上に置いて中心を揃えた。Kapton(登録商標)ポリイミドフィルム68をE.I. du Pont de Nemours, Inc., Wilmington, Delawareから入手した。一片のKapton(登録商標)フィルム68を、PFAが加熱した上部定盤61に固着するのを防ぐための剥離層として、PFAフィルム65の上に置いた。上部定盤61が下部定盤62と接触するように、十分な圧力をかけながら上部定盤61を下げた。上部定盤61を定位置でおよそ5秒保持し、その後下部定盤62から持ち上げた。Kapton(登録商標)フィルム68を形成したePTFE/PFA複合テープから取り除いた。ePTFE/PFA複合テープを下部定盤内の溝から取り除き、ePTFEテープの次の200mmの区分を挿入して積層処理を繰り返した。片方の側面についてePTFEテープの全長がPFAフィルムで被覆された後、レーザーブレードを用いてePTFE/PFA複合テープから余剰のPFAフィルムを切り取った。ePTFEテープの反対の側面を上述した同じ手順に従ってPFAフィルムで被覆した。レーザーブレードを用いてePTFE/PFA複合テープから余剰のPFAフィルムを切り取った。
【0044】
ガスケットを作るためのアセンブリを図7a及び7bに図示する。円形のダイ71がドライブシャフト72に設けられ、そのダイ71は直径が約203mm(8インチ)でテープ端を受け入れるためのスロット73を有していた。ePTFE/PFA複合テープ75の一端74を、スロットの中にテープ端を入れて位置決めねじ77を締め付けることによりダイ71の中に固定する。複合テープのPFA被覆した側面76のうち1つは外周に相当するダイの端部と接触した。ダイを1回転させて、ダイの外周の周りに第1の巻回体78を作った。下部テープガイド79を配置して、図7bの矢印に示される方向でエアシリンダ80を介してテープに圧力を与えた。エアシリンダの圧力は8psig(55kPa)に設定した。ノズルの先端がePTFEテープ巻回体の接合部82からおよそ6mmに位置するように、Leister Hot Jet S ホットエアガン81(Leister Process Technologies, Sarnen, Switzerland)を配置した。ホットエアガンは約600℃の定格温度に相当する温度設定6(最大)、約80L/分の定格風量に相当する風量設定4(最大)に設定した。ダイの回転速度はおよそ0.25rpmに設定した(駆動システムにおいて速度制御ポテンショメーター(Rapid-Air, Rockford, IL)を用いた)。PFAの各側面は熱風82で溶融し、それぞれ溶融したPFAを有する隣接したePTFEテープ巻回体75及び78の側面を接触させてテープ側面を接着した。巻回体78がおよそ6回ダイの周りに巻かれるまで、この巻き付け処理を続けた。下部テープガイド79を下げて、ダイ及び複合コイルガスケットをドライブシャフトから取り外した。
【0045】
多孔質ePTFE及び空気不透過性PFAの交互した巻回体を有するコイルガスケットを、最終的な内外径寸法がそれぞれ約220mm(8.66インチ)と約273mm(10.75インチ)となるようLMIレーザーカッターを用いて成形し切り取った。ガスケットの最終的な厚さは約6.6mm(0.26インチ)であり、質量はおよそ131gであった。この例に従って作られた複合ガスケットについて、ここに記載するシール性試験手順に従ってシール性を試験した。結果は図8に見ることができる。
【0046】
例2:本発明のePTFE/PFA複合コイルガスケットを、例1に記載した手順に実質的に従い製作した。
【0047】
最終的な内外径寸法が約220mm(8.66インチ)と約273mm(10.75インチ)となるようガスケットを切り取った。ガスケットの最終的な厚さは約6.9mm(0.27インチ)であり、質量はおよそ138gであった。この例に従って作られた複合ガスケットについて、ここに記載するシール性試験手順に従ってシール性を試験した。結果を図8に見ることができる。
【0048】
例3:本発明のePTFE/PFA複合コイルガスケットを、例1に記載した手順に実質的に従い製作した。
【0049】
最終的な内外径寸法が約220mm(8.66インチ)と約273mm(10.75インチ)となるようガスケットを切り取った。ガスケットの最終的な厚さは約6.6mm(0.26インチ)であり、質量はおよそ106gであった。この例に従って作られた複合ガスケットについて、ここに記載するシール性試験手順に従ってシール性を試験した。結果を図8に見ることができる。
【0050】
例4(比較):内径がおよそ220mm(8.66インチ)、外径がおよそ273mm(10.75インチ)、厚さが5.8mm(0.23インチ)及び質量が76gのGORE−TEX GR(登録商標)シートガスケット用ガスケットを、W.L. Gore & Associates, Inc., Newark, Delawareから入手した。
【0051】
この例のガスケットについて、ここに記載するシール性試験手順に従ってシール性を試験した。結果を図8に見ることができる。
【0052】
例5:本発明のePTFE/FEP複合コイルガスケットを、以下の点を除いて例1に記載した手順に実質的に従い製作した。ePTFEテープの初期幅はおよそ20mm(0.79インチ)であった。13mm幅のFEPフィルムをE.I. du Pont de Nemours, Inc., Wilmington, Delawareから入手し、複合テープを形成するために例1に記載した手順に従いePTFEの2つの側面に接着した。レーザーブレードを用いて余剰のFEPをテープから切り取った。使用したダイの直径は約430mm(17インチ)であった。ダイの回転速度は約0.1rpmに設定した。複合テープ巻回体をおよそ5回ダイの周りに巻き、例1のようなホットエアガン設定を用いて接着した。ePTFE及び空気不透過性FEPの交互した回転体を有するガスケットを形成し、汎用のガスケットカッターを用いて最終的な内外径がそれぞれ約435mm及び537mmになるよう切り取った。
【0053】
ガスケットの最終的な厚さは約6mm(0.25インチ)であった。このガスケットについて、ここに記載する漏えい試験手順に従って漏えいを試験した。結果を表1に見ることができる。
【0054】
【表1】
【0055】
例6(比較):呼び厚が6mm、呼び幅が55mm及び長さがおよそ1800mmの、図5に表されるようなGORE−TEX(登録商標)Series600ガスケットテープのサンプルをW.L. Gore & Associates, Inc., Newark, DEから入手した。幅が約25mmの両面感圧接着剤を、テープの長さに沿ってテープの1つの面に適用し、2つの端部の間に中心を揃えた。感圧接着剤は、ポリエステルキャリアフィルムを有し、かつ片面に剥離紙を有するスチレンブタジエンゴム(SBR)系接着剤であった。
【0056】
スカイブカット43によって接合された長手方向の両端42を有する、図4a及び4bに図示するようなガスケットにテープを形成した。このガスケットについて、ここに記載する漏えい試験手順に従って漏えいを試験した。結果を表1に見ることができる。
【0057】
試験方法及び手順
シール性試験手順:例1〜3及び例4(比較)に実質的に従って作られたガスケットのシール性は、図9に示すようなコンピュータ制御で油圧駆動の試験設備を用いて漏えい率を測定することにより決定した。ガスケット91を試験設備内の下部定盤92の上に設置した。ガスケットサンプルを、油圧プレス98により上部定盤93及び下部定盤92の間で約6MPaの応力まで圧縮した。試験流体として圧縮空気ボンベにより供給されるような窒素ガスを用いて、高圧区域94の内部圧力を約27barに増加した。試験時間全体を通して高圧区域内の内部圧を維持した。ガスケットサンプルを通って窒素ガスが漏えいすると、低圧区域95内の圧力が増加した。低圧区域内の圧力変化を圧力差スイッチ96によって監視した。漏えい率を、滞留時間90分(5400秒)後の低圧区域内の圧力変化及び以下の式に基づき、試験設備のソフトウェアプログラムによって計算した。
LR=(ρnitrogen×V0×ΔP)/(d×Π×Δt×patm)
LR=漏えい率(mg/(m×秒))
ρnitrogen=周囲条件での窒素の密度(mg/cm3)
V0=試験フランジ内部の体積(cm3)
d=平均ガスケット径(m、メートル)
d=(外径+内径)/2
ΔP=低圧区域内の内部圧力変化=P0−Pf
P0=初期内部圧力(bar、t=0秒)
Pf=最終圧力(bar、t=Δt)
Δt=試験時間(秒)
patm=大気圧(bar)
【0058】
試験した各例の漏えい率は図8に見ることができる。試験した全ての本発明の例である例1〜3が、比較例と比べて非常に低い漏えい率を有したことをグラフは示している。不透過性層がその間に入っていないePTFEガスケットである例4(比較)と比べて少なくとも約1.5桁の漏えい率の減少が、ほぼ空気不透過性の層を有する本発明の例で実現された。本発明の例により示されたより低い漏えい率は、ガスケットのシール面にほぼ垂直に配向するほぼ空気不透過性の層を組み合わせたことに一部起因し、さらに延伸PTFEの延伸面がフランジ面とほぼ平行に配向していることにも起因する。
【0059】
漏えい試験手順(ガラスライニングスチール試験設備):例5及び例6(比較)に実質的に従って作られたガスケットの漏えい挙動は、実際のガラスライニングスチールフランジ上で熱サイクルを通して試験した。ガラスライニングスチールフランジの内外径はそれぞれおよそ430mm及び520mmであった。試験ガスケットを下部フランジ上に設置した。Millsらの米国特許第5964465号に教示するスカイブカット重ね合わせ技術を用いて例6(比較)のePTFEテープを取り付けた。テープサンプルの第1の端をスカイブ長約50mmで斜めにスカイブカットした。テープサンプル上の接着剤から剥離紙を取り除いた。テープが下部フランジの周りに形成されるような位置に接着層はテープを保持した。後に続くテープ端を、先導するテープ端のスカイブカットの上に置いた。先導するテープ端と後に続くテープ端とを重ねた部分が滑らかに移行するように、第2のスカイブカットを後に続くテープ端上に施した。ガスケットの上に上部フランジを配置して下部フランジと位置を合わせた。12個のM24クランプを用いてフランジを一緒にボルト締めした。クランプを111N・mのトルクまで締めて、ガスケットにおよそ200N/mmの線力荷重を生じさせた。線力はクランプの締め付けにより供給したガスケット上の力の合計をガスケットの平均円周で割ったものに等しい。平均円周はガスケットの平均径((ガスケットの外径+ガスケットの内径)/2)にπを掛けて計算する。初期トルクを掛けて10分後、クランプを再度111N・mまで締め付けた。次に圧縮空気を用いて内部圧力を6barまで増加した。加圧下、周囲温度で24時間滞留させた後、最初の漏えい測定を記録した。その後設備をオーブン内に装着し、圧縮空気を用いて再度6barまで加圧した。16時間にわたりオーブンの温度を200℃に設定した。室温まで冷却した後、第2の漏えい測定を記録した。その後クランプを再度111N・mまで締め付けて、ガスケット上に200N/mmの線力を回復させた。圧縮空気を用いて設備を再度6barまで加圧した。その後第3及び最後の漏えい測定を行った。漏えい率は、圧力差スイッチによって測定された試験設備内の内部圧力変化に基づき、以下の式に従って計算した。
LR=(ρair×V0×ΔP)/(d×Π×Δt×patm)
LR=漏えい率(mg/(m×秒))
ρair=周囲条件での空気の密度(mg/cm3)
V0=試験フランジ内部の体積(cm3)
d=平均ガスケット径(m、メートル)
d=(外径+内径)/2
ΔP=内部圧力変化=P0−Pf
P0=初期内部圧力(bar、t=0秒)
Pf=最終圧力(bar、t=Δt)
Δt=試験時間(秒)
patm=大気圧(bar)
【0060】
各例について測定した漏えい率は表1に見ることができる。表1の結果は、室温で24時間滞留した後に、例6(比較)と比べて本発明の例(例5)が非常に低い漏えい率を有したことを示している。200℃で16時間滞留した後、全てのガスケットについてひどい漏えい(圧力差スイッチで測定できないほど大きい圧力変化)が起こった。クランプを111N・mのトルクに再度締め付けた後、このときも本発明の例は比較例と比べて漏えいが非常に少なかった。
【0061】
広角X線散乱測定:多軸延伸PTFEガスケットテープ材料の延伸面は、広角X線散乱測定により確認した。
【0062】
ガスケットテープ材料のサンプルを、呼び厚が3mmの、ある長さのGORE−TEX(登録商標)Series300ガスケットテープから切り取った。GORE−TEX(登録商標)Series300ガスケットテープ材料は、厚さ方向に合わせて積層された多層の2軸延伸PTFE膜からなる。ePTFE膜層はz方向に配向した厚さを有し、長手方向(x方向)及び横方向(y方向)に延伸されている。従って延伸面は膜及びガスケットテープのx−y面である。
【0063】
図10に図示するように、試験サンプルをx−y面180、y−z面181及びx−z面182に対して平行に、GORE−TEX(登録商標)Series300ガスケットテープから切り取った。LMIレーザーカッターを用い、各面方位からおよそ3mm×15mm×0.5mmになるよう4つの長方形サンプルを切り取った。x−y面180から切り取ったサンプルについては、膜層を呼び厚3mmのテープのある区分から除去して、呼び厚0.5mmのテープ区分を作製した。サンプル幅をガスケットテープ幅(y方向)と平行、かつサンプル長をガスケットテープ長(x方向)と平行にして、この0.5mm厚の区分から、幅及び長さがそれぞれ約3mm及び15mmになるように長方形試験サンプルを切り取った。これらのサンプルについては、サンプル長及び幅(x−y面)により画定される面は膜層及びePTFE延伸面と平行である。
【0064】
x−z面182で切られた試験サンプルについては、およそ0.5mm離れた2つの平行な切断を3mm厚のガスケットテープ材料のx方向に行った。この0.5mm幅及び3mm厚の区分から15mm長の試験サンプルを切り取った。これらのサンプルについて3mm×15mmの領域はx−z面を画定する。
【0065】
y−z面181で切られた試験サンプルについては、およそ0.5mm離れた2つの平行な切断を3mm厚のガスケットテープ材料のy方向に行った。この0.5mm幅及び3mm厚の区分から15mm長の試験サンプルを切り取った。これらのサンプルについて3mm×15mmの領域はy−z面を画定する。
【0066】
全ての測定は、グラファイトモノクロメータ及び0.3mmピンホールコリメータを備えたRigaku Ultra 18kW 回転式アノードX線発生装置に搭載された、Rigaku R−Axis IV Image Plate X線分析装置を用いて、透過モードで行った。全ての試験における発生装置の動作条件は50kV及び200mAであった。放射タイプはCuKαであった。サンプル−検出器距離はおよそ120mmに設定し、標準シリコン粉末を用いて校正した。全ての測定はおよそ24±1℃に維持された温度制御ステージ上で行った。2次元画像データをRigaku R−Axis イメージプロセッシングソフトウェアを用いて処理しI対2θのスキャンを得た。角度範囲が2θ〜0°から2θ〜55°の全体で、増分Δ2θ=0.044°として、半径で積分してこのスキャンを収集した。
【0067】
I対2θのスキャンをMaterials Data, Inc.から購入したJade 6.1 XRD Pattern Processing & Identification ソフトウェアを用いて処理した。データ処理手順は次の通りであった。スキャン及び関連する空気散乱バックグラウンドファイルをソフトウェアに読み込み、最大強度カウントが2θ=6°〜8°の範囲に合うようにスケールを合わせた。次に空気散乱ファイルを用いて散乱バックグラウンドを決定し、サンプルから得られたI対2θスキャンから差し引いた。最後にソフトウェアの標準ピークサーチ手順を用いて1次散乱ピークの位置及び強度を同定した。データは元々2次元形態で収集されており、リニア検出器を用いて収集したデータに直接類似するであろう形態に補正することなく分析したことに注意すべきである。
【0068】
典型的なI対2θ回折スキャンを図11に示す。全てのスキャンはポリテトラフルオロエチレンの特徴的な回折ピークを示す。2θ=18.1°付近に生じる最も強いピークは{100}結晶面に帰属される。次の最も強い回折ピークは2θ=37.1°及び2θ=41.4°付近に生じ、それぞれ{107}及び{108}結晶面に帰属される(Eduard S. Clark, "Unit Cell Information on Some Important Polymers," Chapter 30, Physical Properties of Polymers Handbook, James E. Mark, Ed. New York,: American Institute of Physics, 1996を参照)。
【0069】
GORE−TEX(登録商標)Series300ガスケットテープ材料は、厚さ方向に合わせて積層された多層の2軸延伸PTFE膜からなる。方位、すなわちテクスチャは延伸中に膜内部のPTFEにおいて成長し、ガスケットテープ内部で保持されている。このテクスチャに起因して、ガスケットテープサンプルから得られる回折スキャンにおける{100}及び{108}ピークの相対強度は、ガスケットテープの厚さ方向に対するサンプルの物理的方位の関数となる。
【0070】
延伸面(x−y面)に垂直な方向でサンプル面にX線ビームを入射させてガスケットテープサンプルを測定した場合、{100}ピーク強度に対する{108}ピーク強度は他の方位で測定したサンプルのものより高い。例えばサンプルをx−y面に平行に切り取ってx−y面に垂直(z方向と平行)なX線ビームで測定した場合のI対2θ回折スキャンは、x−z及びy−z面で切り取ったサンプルからの、これらの面に垂直(それぞれy方向及びx方向に平行)なX線ビームで測定したスキャンより高い相対{108}ピーク強度を示す。このことは表2に示されており、ここでのデータはガスケットテープの厚さ方向に対して3つの異なる方位から4カットした12個のサンプルについての、I対2θ回折スキャンの分析から示される。表2では、厚さ、密度又は測定時間についてのサンプル間のばらつきを正規化するために、相対{108}ピーク強度を{100}ピーク強度の百分率として報告している。図10に図示及び表2に示されるように、X線ビームがy方向と平行方向でx−z面に入射するようにしてx−z方位のサンプルを測定した。同様に、X線ビームがx方向と平行方向でy−z面に入射するようにしてy−z方位のサンプルを測定し、X線ビームがz方向と平行方向でx−y面に入射するようにしてx−y方位のサンプルを測定した。X線ビームが3mm×15mmの面に入射するようにサンプルを切り取って配置した。
【0071】
【表2】
【0072】
表2では、単一のI対2θX線スキャン内で、相当する{100}ピーク強度の百分率として表される{108}相対ピーク強度を様々なガスケット区分について示す。z方向に平行なX線ビームを用いてx−y方位で測定したサンプル1、4、7及び12は、上述するようにX線ビームを指向させてx−z方位又はy−z方位で測定したサンプルと比べて非常に高い相対{108}回折強度を有する。このように最も高い{108}相対ピーク強度は、X線ビームが2軸延伸PTFE膜層の延伸面に垂直な方向でサンプルに入射するよう配置したサンプルについて測定される。従って、異なる方位での{108}相対ピーク強度の比較をガスケットテープにおけるePTFEの延伸面を同定するのに使用できる。
【図面の簡単な説明】
【0073】
【図1】本発明のガスケットの上面図及び横断面図である。
【図2】本発明のガスケットの上面図である。
【図3】本発明のガスケットの上面図である。
【図4】フォーム・イン・プレース・ガスケットの斜方透視図である。
【図5】テープ材料及びその方位の斜法透視図である。
【図6】バリア層を有するテープを組み立てる設備及び方法の立体分解図である。
【図7】本発明のガスケットを組み立てる設備及び方法の側面図である。
【図8】ガスケット応力が約6MPaでの、ガスケットの漏えい率の結果をグラフで示したものである。
【図9】ガスケットのシール性を測定するのに使用した試験装置の側断面図である。
【図10】ガスケットテープ及びその方位の斜方透視図である。
【図11】広角X線散乱試験の結果をグラフで示したものである。
【特許請求の範囲】
【請求項1】
内周、並びに
少なくとも1種の多孔質延伸PTFEテープの少なくとも2回の巻回体、及び該内周から増加している距離で巻かれた少なくとも1つのほぼ空気不透過性の層の交互した巻回体
を含むガスケットであって、
連続する延伸PTFEテープ巻回体が該少なくとも1つのほぼ空気不透過性の層の該交互した巻回体により接合しているガスケット。
【請求項2】
前記ガスケットが円形である、請求項1に記載のガスケット。
【請求項3】
前記ガスケットが非円形である、請求項1に記載のガスケット。
【請求項4】
前記ガスケットがほぼ正方形、長方形又は楕円形である、請求項1に記載のガスケット。
【請求項5】
前記テープが上及び下部ガスケット面を画定する上及び下部テープ面を含む、請求項1に記載のガスケット。
【請求項6】
前記上及び下部テープ面並びに前記少なくとも1種の延伸PTFEテープの延伸面がほぼ前記ガスケットのx−y面内にある、請求項5に記載のガスケット。
【請求項7】
未圧縮の前記ガスケットが上及び下部ガスケット面全体でほぼ均一な厚さを有する、請求項5に記載のガスケット。
【請求項8】
前記ePTFEの密度が1.8g/cc未満である、請求項1に記載のガスケット。
【請求項9】
前記ePTFEの密度が1.2g/cc未満である、請求項1に記載のガスケット。
【請求項10】
前記ePTFEの密度が1.0g/cc未満である、請求項1に記載のガスケット。
【請求項11】
前記ePTFEテープの少なくとも一部が1軸延伸されている、請求項1に記載のガスケット。
【請求項12】
前記ePTFEテープの少なくとも一部が2軸延伸されている、請求項1に記載のガスケット。
【請求項13】
前記ePTFEテープの少なくとも一部が多軸延伸されている、請求項1に記載のガスケット。
【請求項14】
前記ePTFEテープが多層積層体である、請求項1に記載のガスケット。
【請求項15】
少なくとも1種の延伸ポリテトラフルオロエチレン(ePTFE)層が少なくとも1種のフィラーを含む、請求項14に記載のガスケット。
【請求項16】
前記少なくとも1種のフィラーが、金属、半金属、金属酸化物、ガラス、セラミックス、活性炭、カーボンブラック及び高分子樹脂から選択される少なくとも1種の材料を含む、請求項15に記載のガスケット。
【請求項17】
前記少なくとも1種のフィラーがシリカ、硫酸バリウム、グラファイト及びガラスビーズから選択される少なくとも1種の材料を含む、請求項15に記載のガスケット。
【請求項18】
前記少なくとも1つのほぼ空気不透過性の層がフッ素ポリマーを含む、請求項1に記載のガスケット。
【請求項19】
前記少なくとも1つのほぼ空気不透過性の層が溶融処理可能なフッ素ポリマーを含む、請求項1に記載のガスケット。
【請求項20】
前記少なくとも1つのほぼ空気不透過性の層がテトラフルオロエチレン/パーフルオロアルキルビニルエーテルコポリマー(PFA)を含む、請求項1に記載のガスケット。
【請求項21】
前記少なくとも1つのほぼ空気不透過性の層がテトラフルオロエチレン/ヘキサフルオロプロピレンコポリマー(FEP)を含む、請求項1に記載のガスケット。
【請求項22】
前記少なくとも1つのほぼ空気不透過性の層がポリテトラフルオロエチレン(PTFE)、高密度化した延伸ポリテトラフルオロエチレン又は両方を含む、請求項1に記載のガスケット。
【請求項23】
前記少なくとも1つのほぼ空気不透過性の層が少なくとも1種のPFA又はFEPをePTFEと組み合わせて含む、請求項1に記載のガスケット。
【請求項24】
前記少なくとも1つのほぼ空気不透過性の層が上及び下部テープ面の間にほぼ完全に延在する、請求項5に記載のガスケット。
【請求項25】
前記少なくとも1つのほぼ空気不透過性の層が上及び下部テープ面を超えて延在する、請求項5に記載のガスケット。
【請求項26】
前記少なくとも1つのほぼ空気不透過性の層が前記延伸ポリテトラフルオロエチレン(ePTFE)より低い空気透過性を有する、請求項1に記載のガスケット。
【請求項27】
内径、並びに
該内径の周りから増加している距離で回転している、少なくとも1種の多孔質多層延伸PTFEテープ及び少なくとも1つのほぼ空気不透過性の層の交互した回転体を含む少なくとも2回の接合された螺旋体
を含むガスケットであって、
該延伸PTFEテープは上及び下部テープ層、並びに該上及び下部テープ層の間に延在する側面を有し、
該少なくとも1種の延伸PTFEテープ及び少なくとも1つのほぼ空気不透過性の層の該交互した回転体が、該少なくとも1つのほぼ空気不透過性の層によって該延伸PTFEテープ側面で接合されており、並びに
該少なくとも1種の延伸PTFEテープの該上及び下部テープ層、並びに延伸面が該ガスケットのx−y面内にあるガスケット。
【請求項28】
前記上及び下部テープ層が上及び下部ガスケット面を画定する、請求項27に記載のガスケット。
【請求項29】
未圧縮の前記ガスケットが上及び下部ガスケット面全体でほぼ均一な厚さを有する、請求項27に記載のガスケット。
【請求項30】
前記ePTFEの密度が1.8g/cc未満である、請求項27に記載のガスケット。
【請求項31】
前記ePTFEの密度が1.2g/cc未満である、請求項27に記載のガスケット。
【請求項32】
前記ePTFEの密度が1.0g/cc未満である、請求項27に記載のガスケット。
【請求項33】
前記ePTFEテープの少なくとも一部が1軸延伸されている、請求項27に記載のガスケット。
【請求項34】
前記ePTFEテープの少なくとも一部が2軸延伸されている、請求項27に記載のガスケット。
【請求項35】
前記ePTFEテープの少なくとも一部が多軸延伸されている、請求項27に記載のガスケット。
【請求項36】
少なくとも1種の延伸ポリテトラフルオロエチレン(ePTFE)層が少なくとも1種のフィラーを含む、請求項27に記載のガスケット。
【請求項37】
前記少なくとも1種のフィラーが、金属、半金属、金属酸化物、ガラス、セラミックス、活性炭、カーボンブラック及び高分子樹脂から選択される少なくとも1種の材料を含む、請求項36に記載のガスケット。
【請求項38】
前記少なくとも1種のフィラーがシリカ、硫酸バリウム、グラファイト及びガラスビーズから選択される少なくとも1種の材料を含む、請求項36に記載のガスケット。
【請求項39】
前記少なくとも1つのほぼ空気不透過性の層がフッ素ポリマーを含む、請求項27に記載のガスケット。
【請求項40】
前記少なくとも1つのほぼ空気不透過性の層が溶融処理可能なフッ素ポリマーを含む、請求項27に記載のガスケット。
【請求項41】
前記少なくとも1つのほぼ空気不透過性の層がテトラフルオロエチレン/パーフルオロアルキルビニルエーテルコポリマー(PFA)を含む、請求項27に記載のガスケット。
【請求項42】
前記少なくとも1つのほぼ空気不透過性の層がテトラフルオロエチレン/ヘキサフルオロプロピレンコポリマー(FEP)を含む、請求項27に記載のガスケット。
【請求項43】
前記少なくとも1つのほぼ空気不透過性の層がポリテトラフルオロエチレン(PTFE)、高密度化した延伸ポリテトラフルオロエチレン又は両方を含む、請求項27に記載のガスケット。
【請求項44】
前記少なくとも1つのほぼ空気不透過性の層が少なくとも1種のPFA又はFEPをePTFEと組み合わせて含む、請求項27に記載のガスケット。
【請求項45】
前記少なくとも1つのほぼ空気不透過性の層が上及び下部テープ層の間にほぼ完全に延在する、請求項27に記載のガスケット。
【請求項46】
前記少なくとも1つのほぼ空気不透過性の層が上及び下部テープ層を超えて延在する、請求項27に記載のガスケット。
【請求項47】
前記少なくとも1つのほぼ空気不透過性の層が前記延伸ポリテトラフルオロエチレン(ePTFE)より低い空気透過性を有する、請求項27に記載のガスケット。
【請求項48】
ePTFEテープ及びフッ素ポリマー層の接合された螺旋体を含むガスケットの形成方法であって、
a.延伸面が該ガスケットのx−y面内にあり、上及び下部テープ層、並びに該上及び下部層の間に該テープ長で延在する側面を有する、ある長さの多層化した多孔質延伸PTFEテープを用意し、
b.少なくとも1種のFEP及びPFAを含む溶融処理可能なフッ素ポリマーを用意し、
c.該ePTFE側面及び該溶融処理可能なフッ素ポリマーを接触させ、該延伸PTFEテープ側面及び該溶融処理可能なフッ素ポリマーを該ePTFE及び該フッ素ポリマーの融点を超える温度に加熱し、並びに圧力を与えてその加熱した延伸PTFE側面及びフッ素ポリマーを溶接する工程を含んで、該2つのePTFEテープ側面上にフッ素ポリマー層を形成し、並びに
d.該フッ素ポリマー層を含む該延伸PTFEテープをダイの周りに完全に1回転させて巻き、続く回転については該フッ素ポリマーの融点を超える温度で2つのフッ素ポリマー層の接合部に熱を与えて巻き、その加熱したフッ素ポリマーを接触させ、並びに圧力を与えて該2つのフッ素ポリマー層を融合し及びテープ側面に沿って該延伸PTFEの回転体を接合する工程を含んで、ダイの外径の周りから増加している距離で該延伸PTFEテープ及びフッ素ポリマーの交互した回転体を形成する
工程を含む方法。
【請求項49】
前記ePTFEテープ及び前記溶融処理可能なフッ素ポリマーを接触させる前記工程が、前記ePTFEテープの少なくとも1つの側面を前記テープの長さに沿って前記溶融処理可能なフッ素ポリマーで被覆する工程を含む、請求項48に記載の方法。
【請求項50】
前記ePTFEの密度が1.8g/cc未満である、請求項48に記載の方法。
【請求項51】
前記ePTFEの密度が1.2g/cc未満である、請求項48に記載の方法。
【請求項52】
前記上及び下部テープ層が上及び下部ガスケット面に対応する、請求項48に記載の方法。
【請求項53】
前記ガスケットが未圧縮で、上及び下部ガスケット面全体でほぼ均一な厚さを有する、請求項48に記載の方法。
【請求項54】
前記ガスケットが円形である、請求項48に記載の方法。
【請求項55】
前記ガスケットが非円形である、請求項48に記載の方法。
【請求項56】
少なくとも1種の多孔質ePTFEテープを用意し、
ほぼ空気不透過性の層を形成可能な少なくとも1種の材料を用意し、
該少なくとも1種のePTFEテープ及びほぼ空気不透過性の層を形成可能な該少なくとも1種の材料を巻いて、該ePTFEテープ及びほぼ空気不透過性の層を形成可能な該少なくとも1種の材料の交互した巻回体を形成し、並びに
該巻回体を接合して、内周、並びに該内周の周りに多孔質ePTFE及び少なくとも1つのほぼ空気不透過性の層の交互した巻回体を含む一体構造を形成する
工程を含む方法。
【請求項57】
ePTFEテープ及びほぼ空気不透過性の層を形成可能な少なくとも1種の材料の前記交互した巻回体が前記内周の周りから増加している距離で巻かれている、請求項56に記載の方法。
【請求項58】
前記ePTFEテープ及び前記溶融処理可能なフッ素ポリマーを接触させる前記工程が、前記ePTFEテープの少なくとも1つの側面を前記テープの長さに沿って前記溶融処理可能なフッ素ポリマーで被覆する工程を含む、請求項56に記載の方法。
【請求項59】
前記ePTFEの密度が1.8g/cc未満である、請求項56に記載の方法。
【請求項60】
前記ePTFEの密度が1.2g/cc未満である、請求項56に記載の方法。
【請求項61】
前記ePTFEが上及び下部テープ面を含む、請求項56に記載の方法。
【請求項62】
前記一体構造がガスケットを含む、請求項61に記載の方法。
【請求項63】
前記上及び下部テープ面が上及び下部ガスケット面に対応する、請求項62に記載の方法。
【請求項64】
前記ePTFEが上及び下部テープ面の間に延在する側面を含む、請求項61に記載の方法。
【請求項65】
前記ePTFEテープ巻回体がテープ側面に沿って揃えられる、請求項62に記載の方法。
【請求項66】
前記ePTFEの延伸面が前記少なくとも1種のePTFEテープのx−y面内にある、請求項61に記載の方法。
【請求項67】
前記ガスケットが未圧縮で、前記上及び下部ガスケット面全体でほぼ均一な厚さを有する、請求項62に記載の方法。
【請求項68】
ほぼ空気不透過性の層を形成可能な前記少なくとも1種の材料がフッ素ポリマーである、請求項56に記載の方法。
【請求項69】
前記フッ素ポリマーがPFAを含む、請求項63に記載の方法。
【請求項70】
前記フッ素ポリマーがFEPを含む、請求項63に記載の方法。
【請求項71】
前記ガスケットが円形である、請求項61に記載の方法。
【請求項72】
前記ガスケットが非円形である、請求項61に記載の方法。
【請求項73】
フッ素ポリマー層の交互した巻回体によって接合されているePTFEテープ巻回体を含むガスケットの形成方法であって、
a.ある長さの多孔質ePTFEテープを用意し、
b.溶融処理可能なフッ素ポリマーを用意し、
c.該ePTFE及び該溶融処理可能なフッ素ポリマーを接触させ、該延伸PTFEテープ及び該溶融処理可能なフッ素ポリマーを該ePTFE及び該フッ素ポリマーの融点を超える温度に加熱し、並びに圧力を与えてその加熱したePTFEテープ及びフッ素ポリマーを溶接する工程を含んで、該ePTFEテープの長さに沿って少なくとも1つのフッ素ポリマー層を形成し、並びに
d.少なくとも1つのフッ素ポリマー層を含む該ePTFEテープを型の周りに巻き付けて該フッ素ポリマーの融点を超える温度で2つの巻回体の接合部に熱を与え、それらテープ巻回体を接触させ、並びに圧力を与えて該テープの長さに沿って該ePTFEの連続する巻回体を接合し、該ePTFE巻回体の間に少なくとも1つのフッ素ポリマー層を形成する工程を含んで、該ガスケットの内周を画定する型のまわりに該ePTFEテープ及びフッ素ポリマーの交互した巻回体を形成する
工程を含む方法。
【請求項74】
前記ePTFEテープが上及び下部テープ層、並びに該テープの長さで延在する2つのテープ側面を有し、少なくとも1つのフッ素ポリマー層が各テープ側面上に形成されている、請求項73に記載の方法。
【請求項75】
前記ePTFEの延伸面が前記ガスケットのx−y面内にある、請求項73に記載の方法。
【請求項76】
2つの巻回体の接合部に熱を与える前記工程が、前記ePTFEテープ側面上の前記2つのフッ素ポリマー層の接合部に熱を与えることを含む、請求項73に記載の方法。
【請求項77】
圧力を与える前記工程が、前記ePTFEテープ及び前記少なくとも1つのフッ素ポリマー層に圧力を与えることを含む、請求項73に記載の方法。
【請求項78】
ガスケットの内周を画定する前記型がダイである、請求項73に記載の方法。
【請求項79】
前記ガスケットが円形である、請求項73に記載の方法。
【請求項80】
前記ガスケットが非円形である、請求項73に記載の方法。
【請求項81】
前記フッ素ポリマーが少なくとも1種のFEP及びPFAを含む、請求項73に記載の方法。
【請求項1】
内周、並びに
少なくとも1種の多孔質延伸PTFEテープの少なくとも2回の巻回体、及び該内周から増加している距離で巻かれた少なくとも1つのほぼ空気不透過性の層の交互した巻回体
を含むガスケットであって、
連続する延伸PTFEテープ巻回体が該少なくとも1つのほぼ空気不透過性の層の該交互した巻回体により接合しているガスケット。
【請求項2】
前記ガスケットが円形である、請求項1に記載のガスケット。
【請求項3】
前記ガスケットが非円形である、請求項1に記載のガスケット。
【請求項4】
前記ガスケットがほぼ正方形、長方形又は楕円形である、請求項1に記載のガスケット。
【請求項5】
前記テープが上及び下部ガスケット面を画定する上及び下部テープ面を含む、請求項1に記載のガスケット。
【請求項6】
前記上及び下部テープ面並びに前記少なくとも1種の延伸PTFEテープの延伸面がほぼ前記ガスケットのx−y面内にある、請求項5に記載のガスケット。
【請求項7】
未圧縮の前記ガスケットが上及び下部ガスケット面全体でほぼ均一な厚さを有する、請求項5に記載のガスケット。
【請求項8】
前記ePTFEの密度が1.8g/cc未満である、請求項1に記載のガスケット。
【請求項9】
前記ePTFEの密度が1.2g/cc未満である、請求項1に記載のガスケット。
【請求項10】
前記ePTFEの密度が1.0g/cc未満である、請求項1に記載のガスケット。
【請求項11】
前記ePTFEテープの少なくとも一部が1軸延伸されている、請求項1に記載のガスケット。
【請求項12】
前記ePTFEテープの少なくとも一部が2軸延伸されている、請求項1に記載のガスケット。
【請求項13】
前記ePTFEテープの少なくとも一部が多軸延伸されている、請求項1に記載のガスケット。
【請求項14】
前記ePTFEテープが多層積層体である、請求項1に記載のガスケット。
【請求項15】
少なくとも1種の延伸ポリテトラフルオロエチレン(ePTFE)層が少なくとも1種のフィラーを含む、請求項14に記載のガスケット。
【請求項16】
前記少なくとも1種のフィラーが、金属、半金属、金属酸化物、ガラス、セラミックス、活性炭、カーボンブラック及び高分子樹脂から選択される少なくとも1種の材料を含む、請求項15に記載のガスケット。
【請求項17】
前記少なくとも1種のフィラーがシリカ、硫酸バリウム、グラファイト及びガラスビーズから選択される少なくとも1種の材料を含む、請求項15に記載のガスケット。
【請求項18】
前記少なくとも1つのほぼ空気不透過性の層がフッ素ポリマーを含む、請求項1に記載のガスケット。
【請求項19】
前記少なくとも1つのほぼ空気不透過性の層が溶融処理可能なフッ素ポリマーを含む、請求項1に記載のガスケット。
【請求項20】
前記少なくとも1つのほぼ空気不透過性の層がテトラフルオロエチレン/パーフルオロアルキルビニルエーテルコポリマー(PFA)を含む、請求項1に記載のガスケット。
【請求項21】
前記少なくとも1つのほぼ空気不透過性の層がテトラフルオロエチレン/ヘキサフルオロプロピレンコポリマー(FEP)を含む、請求項1に記載のガスケット。
【請求項22】
前記少なくとも1つのほぼ空気不透過性の層がポリテトラフルオロエチレン(PTFE)、高密度化した延伸ポリテトラフルオロエチレン又は両方を含む、請求項1に記載のガスケット。
【請求項23】
前記少なくとも1つのほぼ空気不透過性の層が少なくとも1種のPFA又はFEPをePTFEと組み合わせて含む、請求項1に記載のガスケット。
【請求項24】
前記少なくとも1つのほぼ空気不透過性の層が上及び下部テープ面の間にほぼ完全に延在する、請求項5に記載のガスケット。
【請求項25】
前記少なくとも1つのほぼ空気不透過性の層が上及び下部テープ面を超えて延在する、請求項5に記載のガスケット。
【請求項26】
前記少なくとも1つのほぼ空気不透過性の層が前記延伸ポリテトラフルオロエチレン(ePTFE)より低い空気透過性を有する、請求項1に記載のガスケット。
【請求項27】
内径、並びに
該内径の周りから増加している距離で回転している、少なくとも1種の多孔質多層延伸PTFEテープ及び少なくとも1つのほぼ空気不透過性の層の交互した回転体を含む少なくとも2回の接合された螺旋体
を含むガスケットであって、
該延伸PTFEテープは上及び下部テープ層、並びに該上及び下部テープ層の間に延在する側面を有し、
該少なくとも1種の延伸PTFEテープ及び少なくとも1つのほぼ空気不透過性の層の該交互した回転体が、該少なくとも1つのほぼ空気不透過性の層によって該延伸PTFEテープ側面で接合されており、並びに
該少なくとも1種の延伸PTFEテープの該上及び下部テープ層、並びに延伸面が該ガスケットのx−y面内にあるガスケット。
【請求項28】
前記上及び下部テープ層が上及び下部ガスケット面を画定する、請求項27に記載のガスケット。
【請求項29】
未圧縮の前記ガスケットが上及び下部ガスケット面全体でほぼ均一な厚さを有する、請求項27に記載のガスケット。
【請求項30】
前記ePTFEの密度が1.8g/cc未満である、請求項27に記載のガスケット。
【請求項31】
前記ePTFEの密度が1.2g/cc未満である、請求項27に記載のガスケット。
【請求項32】
前記ePTFEの密度が1.0g/cc未満である、請求項27に記載のガスケット。
【請求項33】
前記ePTFEテープの少なくとも一部が1軸延伸されている、請求項27に記載のガスケット。
【請求項34】
前記ePTFEテープの少なくとも一部が2軸延伸されている、請求項27に記載のガスケット。
【請求項35】
前記ePTFEテープの少なくとも一部が多軸延伸されている、請求項27に記載のガスケット。
【請求項36】
少なくとも1種の延伸ポリテトラフルオロエチレン(ePTFE)層が少なくとも1種のフィラーを含む、請求項27に記載のガスケット。
【請求項37】
前記少なくとも1種のフィラーが、金属、半金属、金属酸化物、ガラス、セラミックス、活性炭、カーボンブラック及び高分子樹脂から選択される少なくとも1種の材料を含む、請求項36に記載のガスケット。
【請求項38】
前記少なくとも1種のフィラーがシリカ、硫酸バリウム、グラファイト及びガラスビーズから選択される少なくとも1種の材料を含む、請求項36に記載のガスケット。
【請求項39】
前記少なくとも1つのほぼ空気不透過性の層がフッ素ポリマーを含む、請求項27に記載のガスケット。
【請求項40】
前記少なくとも1つのほぼ空気不透過性の層が溶融処理可能なフッ素ポリマーを含む、請求項27に記載のガスケット。
【請求項41】
前記少なくとも1つのほぼ空気不透過性の層がテトラフルオロエチレン/パーフルオロアルキルビニルエーテルコポリマー(PFA)を含む、請求項27に記載のガスケット。
【請求項42】
前記少なくとも1つのほぼ空気不透過性の層がテトラフルオロエチレン/ヘキサフルオロプロピレンコポリマー(FEP)を含む、請求項27に記載のガスケット。
【請求項43】
前記少なくとも1つのほぼ空気不透過性の層がポリテトラフルオロエチレン(PTFE)、高密度化した延伸ポリテトラフルオロエチレン又は両方を含む、請求項27に記載のガスケット。
【請求項44】
前記少なくとも1つのほぼ空気不透過性の層が少なくとも1種のPFA又はFEPをePTFEと組み合わせて含む、請求項27に記載のガスケット。
【請求項45】
前記少なくとも1つのほぼ空気不透過性の層が上及び下部テープ層の間にほぼ完全に延在する、請求項27に記載のガスケット。
【請求項46】
前記少なくとも1つのほぼ空気不透過性の層が上及び下部テープ層を超えて延在する、請求項27に記載のガスケット。
【請求項47】
前記少なくとも1つのほぼ空気不透過性の層が前記延伸ポリテトラフルオロエチレン(ePTFE)より低い空気透過性を有する、請求項27に記載のガスケット。
【請求項48】
ePTFEテープ及びフッ素ポリマー層の接合された螺旋体を含むガスケットの形成方法であって、
a.延伸面が該ガスケットのx−y面内にあり、上及び下部テープ層、並びに該上及び下部層の間に該テープ長で延在する側面を有する、ある長さの多層化した多孔質延伸PTFEテープを用意し、
b.少なくとも1種のFEP及びPFAを含む溶融処理可能なフッ素ポリマーを用意し、
c.該ePTFE側面及び該溶融処理可能なフッ素ポリマーを接触させ、該延伸PTFEテープ側面及び該溶融処理可能なフッ素ポリマーを該ePTFE及び該フッ素ポリマーの融点を超える温度に加熱し、並びに圧力を与えてその加熱した延伸PTFE側面及びフッ素ポリマーを溶接する工程を含んで、該2つのePTFEテープ側面上にフッ素ポリマー層を形成し、並びに
d.該フッ素ポリマー層を含む該延伸PTFEテープをダイの周りに完全に1回転させて巻き、続く回転については該フッ素ポリマーの融点を超える温度で2つのフッ素ポリマー層の接合部に熱を与えて巻き、その加熱したフッ素ポリマーを接触させ、並びに圧力を与えて該2つのフッ素ポリマー層を融合し及びテープ側面に沿って該延伸PTFEの回転体を接合する工程を含んで、ダイの外径の周りから増加している距離で該延伸PTFEテープ及びフッ素ポリマーの交互した回転体を形成する
工程を含む方法。
【請求項49】
前記ePTFEテープ及び前記溶融処理可能なフッ素ポリマーを接触させる前記工程が、前記ePTFEテープの少なくとも1つの側面を前記テープの長さに沿って前記溶融処理可能なフッ素ポリマーで被覆する工程を含む、請求項48に記載の方法。
【請求項50】
前記ePTFEの密度が1.8g/cc未満である、請求項48に記載の方法。
【請求項51】
前記ePTFEの密度が1.2g/cc未満である、請求項48に記載の方法。
【請求項52】
前記上及び下部テープ層が上及び下部ガスケット面に対応する、請求項48に記載の方法。
【請求項53】
前記ガスケットが未圧縮で、上及び下部ガスケット面全体でほぼ均一な厚さを有する、請求項48に記載の方法。
【請求項54】
前記ガスケットが円形である、請求項48に記載の方法。
【請求項55】
前記ガスケットが非円形である、請求項48に記載の方法。
【請求項56】
少なくとも1種の多孔質ePTFEテープを用意し、
ほぼ空気不透過性の層を形成可能な少なくとも1種の材料を用意し、
該少なくとも1種のePTFEテープ及びほぼ空気不透過性の層を形成可能な該少なくとも1種の材料を巻いて、該ePTFEテープ及びほぼ空気不透過性の層を形成可能な該少なくとも1種の材料の交互した巻回体を形成し、並びに
該巻回体を接合して、内周、並びに該内周の周りに多孔質ePTFE及び少なくとも1つのほぼ空気不透過性の層の交互した巻回体を含む一体構造を形成する
工程を含む方法。
【請求項57】
ePTFEテープ及びほぼ空気不透過性の層を形成可能な少なくとも1種の材料の前記交互した巻回体が前記内周の周りから増加している距離で巻かれている、請求項56に記載の方法。
【請求項58】
前記ePTFEテープ及び前記溶融処理可能なフッ素ポリマーを接触させる前記工程が、前記ePTFEテープの少なくとも1つの側面を前記テープの長さに沿って前記溶融処理可能なフッ素ポリマーで被覆する工程を含む、請求項56に記載の方法。
【請求項59】
前記ePTFEの密度が1.8g/cc未満である、請求項56に記載の方法。
【請求項60】
前記ePTFEの密度が1.2g/cc未満である、請求項56に記載の方法。
【請求項61】
前記ePTFEが上及び下部テープ面を含む、請求項56に記載の方法。
【請求項62】
前記一体構造がガスケットを含む、請求項61に記載の方法。
【請求項63】
前記上及び下部テープ面が上及び下部ガスケット面に対応する、請求項62に記載の方法。
【請求項64】
前記ePTFEが上及び下部テープ面の間に延在する側面を含む、請求項61に記載の方法。
【請求項65】
前記ePTFEテープ巻回体がテープ側面に沿って揃えられる、請求項62に記載の方法。
【請求項66】
前記ePTFEの延伸面が前記少なくとも1種のePTFEテープのx−y面内にある、請求項61に記載の方法。
【請求項67】
前記ガスケットが未圧縮で、前記上及び下部ガスケット面全体でほぼ均一な厚さを有する、請求項62に記載の方法。
【請求項68】
ほぼ空気不透過性の層を形成可能な前記少なくとも1種の材料がフッ素ポリマーである、請求項56に記載の方法。
【請求項69】
前記フッ素ポリマーがPFAを含む、請求項63に記載の方法。
【請求項70】
前記フッ素ポリマーがFEPを含む、請求項63に記載の方法。
【請求項71】
前記ガスケットが円形である、請求項61に記載の方法。
【請求項72】
前記ガスケットが非円形である、請求項61に記載の方法。
【請求項73】
フッ素ポリマー層の交互した巻回体によって接合されているePTFEテープ巻回体を含むガスケットの形成方法であって、
a.ある長さの多孔質ePTFEテープを用意し、
b.溶融処理可能なフッ素ポリマーを用意し、
c.該ePTFE及び該溶融処理可能なフッ素ポリマーを接触させ、該延伸PTFEテープ及び該溶融処理可能なフッ素ポリマーを該ePTFE及び該フッ素ポリマーの融点を超える温度に加熱し、並びに圧力を与えてその加熱したePTFEテープ及びフッ素ポリマーを溶接する工程を含んで、該ePTFEテープの長さに沿って少なくとも1つのフッ素ポリマー層を形成し、並びに
d.少なくとも1つのフッ素ポリマー層を含む該ePTFEテープを型の周りに巻き付けて該フッ素ポリマーの融点を超える温度で2つの巻回体の接合部に熱を与え、それらテープ巻回体を接触させ、並びに圧力を与えて該テープの長さに沿って該ePTFEの連続する巻回体を接合し、該ePTFE巻回体の間に少なくとも1つのフッ素ポリマー層を形成する工程を含んで、該ガスケットの内周を画定する型のまわりに該ePTFEテープ及びフッ素ポリマーの交互した巻回体を形成する
工程を含む方法。
【請求項74】
前記ePTFEテープが上及び下部テープ層、並びに該テープの長さで延在する2つのテープ側面を有し、少なくとも1つのフッ素ポリマー層が各テープ側面上に形成されている、請求項73に記載の方法。
【請求項75】
前記ePTFEの延伸面が前記ガスケットのx−y面内にある、請求項73に記載の方法。
【請求項76】
2つの巻回体の接合部に熱を与える前記工程が、前記ePTFEテープ側面上の前記2つのフッ素ポリマー層の接合部に熱を与えることを含む、請求項73に記載の方法。
【請求項77】
圧力を与える前記工程が、前記ePTFEテープ及び前記少なくとも1つのフッ素ポリマー層に圧力を与えることを含む、請求項73に記載の方法。
【請求項78】
ガスケットの内周を画定する前記型がダイである、請求項73に記載の方法。
【請求項79】
前記ガスケットが円形である、請求項73に記載の方法。
【請求項80】
前記ガスケットが非円形である、請求項73に記載の方法。
【請求項81】
前記フッ素ポリマーが少なくとも1種のFEP及びPFAを含む、請求項73に記載の方法。
【図1】

【図1a】
【図1b】

【図2】
【図3】

【図4】

【図5】
【図6】
【図7a】

【図7b】
【図8】
【図9】
【図10】
【図11】
【図1a】
【図1b】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2007−532841(P2007−532841A)
【公表日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願番号】特願2007−508345(P2007−508345)
【出願日】平成17年3月11日(2005.3.11)
【国際出願番号】PCT/US2005/007801
【国際公開番号】WO2005/103533
【国際公開日】平成17年11月3日(2005.11.3)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
【公表日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願日】平成17年3月11日(2005.3.11)
【国際出願番号】PCT/US2005/007801
【国際公開番号】WO2005/103533
【国際公開日】平成17年11月3日(2005.11.3)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
[ Back to top ]