
コネクタ、及びコネクタの製造方法
【課題】保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができるコネクタ、及びコネクタの製造方法の提供。
【解決手段】絶縁性のハウジング15に相手側コネクタ30に装着される保持部16が形成され、保持部16の下面に相手側コネクタ30の第1外部接続端子33が電気的に接触する複数の第1接触部2を配列し、保持部16の上面に相手側コネクタ30の第2外部接続端子34が電気的に接触する複数の第2接触部10を配列し、隣り合う第1接触部2間の部分に対向する位置に第2接触部10が配置され、隣り合う第2接触部10間の部分に対向する位置に第1接触部2が配置されるように、保持部16における第1接触部2と第2接触部10との配置関係を設定した構成にしてある。
【解決手段】絶縁性のハウジング15に相手側コネクタ30に装着される保持部16が形成され、保持部16の下面に相手側コネクタ30の第1外部接続端子33が電気的に接触する複数の第1接触部2を配列し、保持部16の上面に相手側コネクタ30の第2外部接続端子34が電気的に接触する複数の第2接触部10を配列し、隣り合う第1接触部2間の部分に対向する位置に第2接触部10が配置され、隣り合う第2接触部10間の部分に対向する位置に第1接触部2が配置されるように、保持部16における第1接触部2と第2接触部10との配置関係を設定した構成にしてある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、相手側コネクタの端子部材と電気的に接触する接触部を備えたコネクタ、及びコネクタの製造方法に関する。
【背景技術】
【0002】
この種のコネクタは特許文献1に開示されている。この従来のコネクタは、舌片状の保持部の上下両面のそれぞれに、相手側コネクタの端子部材と接触する複数の接触部を備えた構成になっている。また、このように保持部の上下両面に接触部を設ける従来のコネクタの製造方法が、特許文献2に開示されている。この従来のコネクタの製造方法は、ハウジングの壁に上下2段となるようにそれぞれ複数の圧入孔を形成し、相手側コネクタの端子部材と接触する端子接続部すなわち接触部のそれぞれを、圧入孔から挿入するようにしたものである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−331911号公報
【特許文献2】特開2006−100230号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献2に示される従来のコネクタの製造方法にあっては、保持部の上下両面の複数の接触部のそれぞれの狭ピッチ化を考慮して接触部を形成する端子部材の幅寸法を小さくすると、圧入孔間の壁が薄くなる等のために接触部の圧入孔への圧入が困難となる。したがって、特許文献2に示される製造方法は狭ピッチ化に対応し難い。そこで、上述のような接触部の圧入に代えて、インサート成形によって接触部をハウジングに設けることが考えられる。しかし、このようにインサート成形によってコネクタを製造する場合には、接触部をそれぞれ有する端子部材を金型内に上下2段に配置して樹脂を注入しようとすると、金型内で上下2段の端子部材の双方を押えることができないので、注入された樹脂の流動によって端子部材が動いてしまい精度良く接触部を設けることが困難となりやすい。
【0005】
本発明は、上述した従来技術における実状からなされたもので、その目的は、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができるコネクタ、及びコネクタの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
この目的を達成するために、本発明に係るコネクタは、絶縁性のハウジングに相手側コネクタに装着される保持部が形成され、この保持部の両面のうちの一方の面に上記相手側コネクタの第1外部接続端子が電気的に接触する複数の第1接触部を配列し、上記両面のうちの他方の面に上記相手側コネクタの第2外部接続端子が電気的に接触する複数の第2接触部を配列したコネクタであって、上記相手側コネクタの挿抜方向と直交する断面で見たときに、隣り合う上記第1接触部間の部分に対向する位置に上記第2接触部が配置され、隣り合う上記第2接触部間の部分に対向する位置に上記第1接触部が配置されるように、上記保持部における上記第1接触部と上記第2接触部との配置関係を設定したことを特徴としている。
【0007】
このように構成した本発明に係るコネクタは、相手側コネクタの挿抜方向と直交する断面で見たときに、第1接触部が隣り合う第2接触部間に位置し、第2接触部が隣り合う第1接触部間に位置するようになっているので、この第1接触部の配設位置と第2接触部の配設位置のずれを利用して、第1接触部を形成する第1端子部材と、第2接触部を形成する第2端子部材のそれぞれを、押さえ治具を介して個別に動きを抑えながらインサート成形し、ハウジングの保持部の両面のうちの一方の面に第1接触部を、また他方の面に第2接触部を設けることができる。すなわち、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができる。
【0008】
また、本実施形態に係るコネクタの製造方法は、上記第1接触部を形成する第1端子部材を挟むように第1押さえ治具と第2押さえ治具を配置し、これらの第1押さえ治具及び第2押さえ治具のそれぞれの突起によって上記第1端子部材を押さえた状態でインサート成形して、上記保持部の一方の分割部分と、上記第1接触部とを有する第1ハウジング部を成形する工程と、この工程で成形された上記第1ハウジング部上に上記第2接触部を形成する第2端子部材を載置し、この第2端子部材を第3押さえ治具で押さえた状態でインサート成形して、上記保持部の他方の分割部分と上記第2接触部とを有する第2ハウジング部を成形する工程とを有することを特徴としている。
【0009】
このようにしてコネクタを製造する本発明は、第1ハウジング部を成形する工程では、第1押さえ治具と第2押さえ治具とによって、第1接触部を形成する第1端子部材の動きを抑えながらインサート成形することができ、第2ハウジング部を成形する工程では、第1ハウジング部と第3押さえ治具とによって第2接触部を形成する第2端子部材の動きを抑えながらインサート成形することができる。すなわち、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができる。
【0010】
また、本発明に係るコネクタの製造方法は、上記発明において、上記第1ハウジング部に上記第2端子部材の上記第2接触部を収容する収容部を形成し、上記相手側コネクタの挿抜方向と直交する断面で見たときに、上記第1ハウジング部の上記保持部に形成された第1接触部間に対応する位置に上記収容部が配置されるように、この収容部の位置を設定したことを特徴としている。
【0011】
このようにしてコネクタを製造する本発明は、インサート成形に際して収容部に第2端子部材の第2接触部を配置することにより、第1ハウジング部上に第2端子部材を簡単に位置決めすることができる。また、第1ハウジング部の収容部に第2端子部材の第2接触部を配置してインサート成形することによって、相手側コネクタの挿抜方向と直交する断面で見たときに、第1接触部間に第2接触部を、また第2接触部間に第1接触部を精度良く配置させることができる。
【0012】
また、本発明に係るコネクタの製造方法は、上記発明において、上記第1ハウジング部を成形する工程で、上記第1ハウジング部に上記第2ハウジング部と係合する係合部を形成し、上記第2ハウジング部を形成する工程で、上記第2ハウジング部に上記第1ハウジング部の上記係合部と係合する係合部を形成することを特徴としている。
【0013】
このようにしてコネクタを製造する本発明は、第1ハウジング部と第2ハウジング部とを、それぞれの係合部を介して強固に一体化させることができる。これにより、保持部の両面のうちの一方の面に第1接触部を有し、他方の面に第2接触部を有する安定構造のハウジングを得ることができる。
【0014】
また、本発明に係るコネクタの製造方法は、上記発明において、上記ハウジングの上記保持部と、この保持部の上記一方の面に設けられた上記第1接触部、及び上記保持部の上記他方の面に設けられた第2接触部とが突出可能な開口部を有し、上記相手側コネクタの挿入に伴って移動可能なシャッターを、枠体の開口部に組み込み、この状態で上記第1ハウジング部と上記第2ハウジング部とから成るハウジングを上記枠体内に収容することを特徴としている。
【0015】
このようにしてコネクタを製造する本発明は、シャッターを組み込むことによって、ハウジングの保持部に設けられた第1接触部及び第2接触部の保護を実現できる。
【0016】
また、本発明に係るコネクタの製造方法は、上記第1接触部を形成する第1端子部材と、上記第2接触部を形成する第2端子部材とを重ねて配置し、これらの第1端子部材と第2端子部材を挟むように、第1押さえ治具と第2押さえ治具を配置し、上記第1押さえ治具の第1突起で上記第1端子部材を押さえ、上記第1押さえ治具の第2突起を上記第1端子部材間を挿通させてこの第1押さえ治具の上記第2突起で上記第2端子部材を押さえ、上記第2押さえ治具の第1突起で上記第2端子部材を押さえ、上記第2端子部材の第2突起を上記第2端子部材間を挿通させてこの第2押さえ治具の上記第2突起で上記第1端子部材を押さえた状態でインサート成形して、上記第1接触部と上記第2接触部を設けた保持部を有するハウジングを成形することを特徴としている。
【0017】
このようにしてコネクタを製造する本発明は、第1押さえ治具の第1突起と第2押さえ治具の第2突起によって、第1接触部を形成する第1端子部材の動きを抑えながら、また第2押さえ治具の第1突起と第1押さえ治具の第2突起によって、第2接触部を形成する第2端子部材の動きを抑えながらインサート成形することができる。すなわち、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができる。また、1回のインサート成形で保持部の両面のそれぞれに接触部を有するハウジングを成形することができる。
【0018】
また、本発明に係るコネクタの製造方法は、上記発明において、上記ハウジングの上記保持部と、この保持部の上記一方の面に設けられた上記第1接触部、及び上記保持部の上記他方の面に設けられた第2接触部とが突出可能な開口部を有し、上記相手側コネクタの挿入に伴って移動可能なシャッターを、枠体の開口部に組み込み、この状態で上記ハウジングを枠体内に収容することを特徴としている。
【0019】
このようにしてコネクタを製造する本発明は、シャッターを組み込むことによって、ハウジングの保持部に設けられた第1接触部及び第2接触部の保護を実現できる。
【発明の効果】
【0020】
本発明に係るコネクタ、及びコネクタの製造方法によれば、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができ、従来から要望されていた接触部の狭ピッチ化をインサート成形によって実現させることができる。これによって、当該コネクタの幅方向の小型化が可能となる。
【図面の簡単な説明】
【0021】
【図1】本発明に係るコネクタの製造方法の第1実施形態の説明図で、下段に配置される第1端子部材を示す斜視図である。
【図2】本発明に係るコネクタの製造方法の第1実施形態の説明図で、図1に示す第1端子部材を曲げ加工した状態を示す斜視図である。
【図3】本発明に係るコネクタの製造方法の第1実施形態の説明図で、第1ハウジング部を成形する工程を示す斜視図である。
【図4】本発明に係るコネクタの製造方法の第1実施形態の説明図で、図3に示す工程後の第1端子部材の切断工程を示す斜視図である。
【図5】本発明に係るコネクタの製造方法の第1実施形態の説明図で、第1ハウジング部の上に、上段に配置される第2端子部材を載置した状態を示す斜視図である。
【図6】本発明に係るコネクタの製造方法の第1実施形態の説明図で、インサート成形により、第2ハウジング部を成形する工程を示す斜視図である。
【図7】本発明に係るコネクタの製造方法の第1実施形態の説明図で、第2ハウジング部の成形後の状態を示す斜視図である。
【図8】本発明に係るコネクタの製造方法の第1実施形態の説明図で、図7に示す状態から切断及び曲げ加工してハウジングを形成した状態を示す斜視図である。
【図9】本発明に係るコネクタの製造方法の第1実施形態の説明図で、組み立て終了後の状態を示す斜視図である。
【図10】図3に示す第1ハウジング部の成形工程で用いられる第1押さえ治具及び第2押さえ治具を示す斜視図である。
【図11】図8に示すハウジングの平面図である。
【図12】図8に示すハウジングの裏面図である。
【図13】図8に示すハウジングの側面図である。
【図14】図8に示すハウジングを背面側から見た斜視図である。
【図15】図8に示すハウジングの保持部に設けられる端子部材の要部拡大平面図である。
【図16】本発明に係るコネクタの第1実施形態の分解斜視図である。
【図17】本発明に係るコネクタの第1実施形態の正面図である。
【図18】本発明に係るコネクタの第1実施形態の背面図である。
【図19】本発明に係るコネクタの第1実施形態の平面図である。
【図20】本発明に係るコネクタの第1実施形態に備えられる枠体を示す斜視図である。
【図21】本発明に係るコネクタの第1実施形態に備えられるシャッターを示す斜視図である。
【図22】本発明に係るコネクタの第1実施形態に装着される相手方コネクタを示す要部斜視図である。
【図23】図22に示す相手側コネクタの正面図である。
【図24】本発明に係るコネクタの製造方法の第2実施形態の説明図で、下段に配置される第1端子部材を示す斜視図である。
【図25】本発明に係るコネクタの製造方法の第2実施形態の説明図で、上段に配置される第2端子部材を示す斜視図である。
【図26】本発明に係るコネクタの製造方法の第2実施形態の説明図で、図24に示す第1端子部材を曲げ加工した状態を示す斜視図である。
【図27】本発明に係るコネクタの製造方法の第2実施形態の説明図で、図25に示す第2端子部材を曲げ加工した状態を示す斜視図である。
【図28】本発明に係るコネクタの製造方法の第2実施形態の説明図で、第1端子部材の上に第2端子部材を配置した状態を示す斜視図である。
【図29】本発明に係るコネクタの製造方法の第2実施形態の説明図で、インサート成形によりハウジングを成形する工程を示す斜視図である。
【図30】本発明に係るコネクタの製造方法の第2実施形態の説明図で、図29に示す状態から切断及び曲げ加工してハウジングを成形した状態を示す斜視図である。
【図31】本発明に係るコネクタの製造方法の第2実施形態の説明図で、組み立て終了直前の状態を示す斜視図である。
【図32】図29に示すハウジングの成形工程で用いられる第1押さえ治具及び第2押さえ治具を示す斜視図である。
【図33】本発明に係るコネクタの第2実施形態の分解斜視図である。
【図34】本発明に係るコネクタの第2実施形態に備えられるハウジングの正面図である。
【図35】本発明に係るコネクタの第2実施形態に備えられるハウジングの側面図である。
【図36】本発明に係るコネクタの第2実施形態に備えられるハウジングの背面図である。
【図37】本発明に係るコネクタの第2実施形態に備えられるハウジングを下方から見た斜視図である。
【図38】本発明に係るコネクタの第2実施形態の動作を示す斜視図である。
【図39】図38に示すコネクタの第2実施形態を背面側から見た斜視図である。
【発明を実施するための形態】
【0022】
以下、本発明に係るコネクタ、及びコネクタの製造方法の実施の形態を図に基づいて説明する。
【0023】
[本発明に係るコネクタの製造方法の第1実施形態]
図1〜9は本発明に係るコネクタの製造方法の第1実施形態の説明図である。図10は図3に示す第1ハウジング部の成形工程で用いられる第1押さえ治具及び第2押さえ治具を示す斜視図である。
【0024】
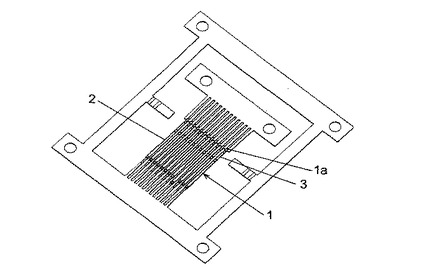
後述する本発明に係るコネクタの第1実施形態は、上下段に端子部材が配置されるが、図1は下段に配置される第1端子部材1を示しており、この第1端子部材1は、金属板からの打ち抜き加工によって形成されている。複数の第1端子部材1の第1外部接続部3のそれぞれが、つなぎ桟1aによって連結されている。
【0025】
図1に示す第1端子部材1は、図2に示すように曲げ加工され、後述する相手側コネクタ30の第1外部接続端子33に電気的に接触する第1接触部2と、この第1接触部2に連設され、外部配線に接続される第1外部接続部3とに明確に区画される。
【0026】
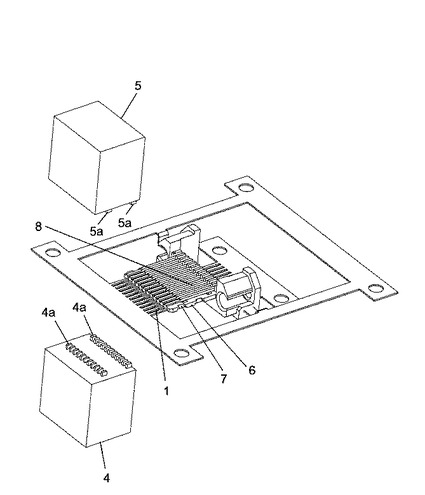
図3は、後述の絶縁性のハウジング15の分割部分である第1ハウジング部6を成形する工程を示している。図2に示すように、曲げ加工された第1端子部材1の下側にこの第1端子部材1の下面を押さえる第1押さえ治具4が配置され、第1端子部材1の上側に第1端子部材1の上面を押さえる第2押さえ治具5が配置される。このように、第1押さえ治具4と第2押さえ治具5によって第1端子部材1が上下の動きを阻止された状態で、図示しない金型に樹脂が注入されて1回目のインサート成形が実施される。図10に示すように、第1押さえ治具4の上面には第1端子部材1の第1接触部2のそれぞれの下面に当接可能な複数の突起4aを設けてある。また、第2押さえ治具5の下面にも、第1端子部材1の第1接触部2のそれぞれの上面に当接可能な複数の突起5aを設けてある。これらの第1押さえ治具4の突起4aと、第2押さえ治具えの突起5aとによって第1端子部材1が挟まれるようにして、1回目のインサート成形が行なわれる。
【0027】
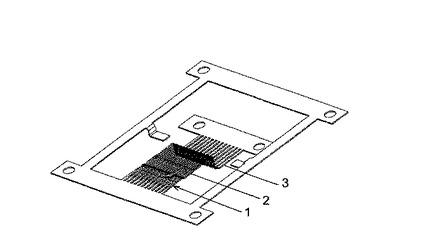
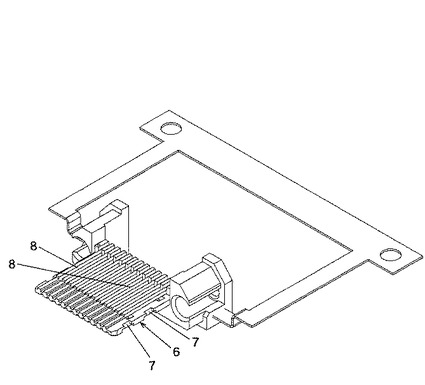
この1回目のインサート成形の後に、複数の第1端子部材1の第1外部接続部3を連結するつなぎ桟1aの第1外部接続部3間に位置する部分が切断され、また、第1端子部材1の両端部分が接続され、図4に示す状態となる。このようにして、下側に上述した第1接触部2が設けられ、後述のハウジング15の保持部16の下側部分を有する分割部分である第1ハウジング部6が成形される。この第1ハウジング部6には、両側部のそれぞれに、係合部すなわち後述する第2ハウジング部13の係合部と係合する複数のくぼみ部7が形成されている。また、第1ハウジング部6の上面には、後述する第2端子部材9の第2接触部10を収容する複数の収容部8が形成されている。
【0028】
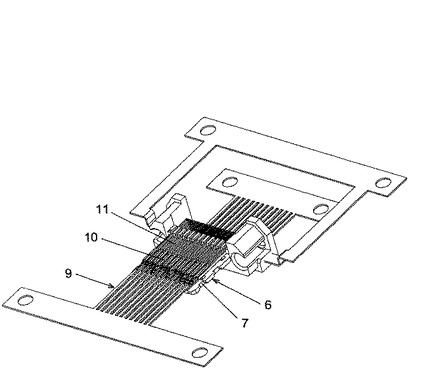
次に、図5に示すように、別に打ち抜き形成され、その後折り曲げ加工され、第2接触部10と、この第2接触部10に連設される第2外部接続部11を有し、第1端子部材1の上方に配置される複数の第2端子部材9のそれぞれが、図4に示すように形成された第1ハウジング部6の収容部8のそれぞれに収容される。なお、第1端子部材1におけるのと同様に、第2端子部材9の第2外部接続部11のそれぞれも、つなぎ桟によって連結されている。
【0029】
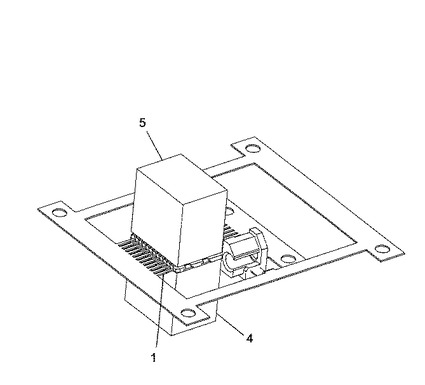
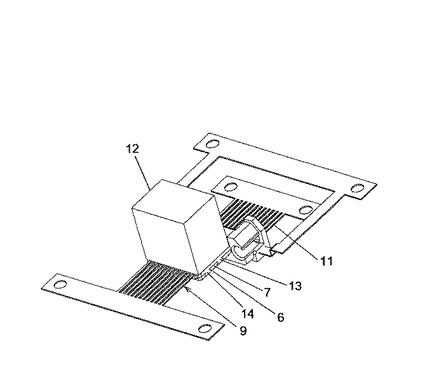
図5に示す状態から、図6に示すように、第1ハウジング部6の上側に、第2端子部材9の上面を押さえる第3押さえ治具12が配置され、第2端子部材4の上方向の動きが第3押さえ治具12の下面によって阻止され、第2端子部材9の下方向の動きが第1ハウジング部6の上面によって阻止された状態で、図示しない金型に樹脂が注入されて2回目のインサート成形が実施される。
【0030】
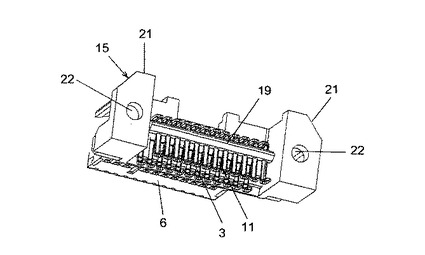
これにより、図7に示すように、第1ハウジング部6上に、第2接触部10を有し、後述のハウジング15の保持部16の上側を形成する分割部分である第2ハウジング部13が成形される。2回目のインサート成形後に、複数の第2端子部材9の第2外部接続部11を連結するつなぎ桟の、第2外部接続部11間に位置する部分が切断され、また、第2端子部材9の両端部分が切断され、図8に示す状態となる。
【0031】
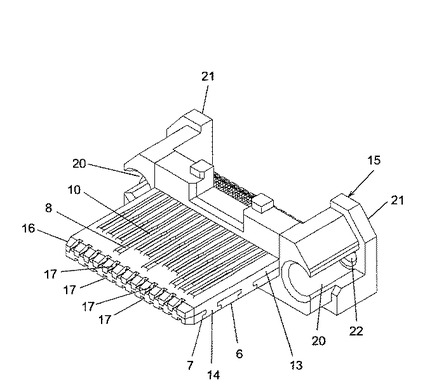
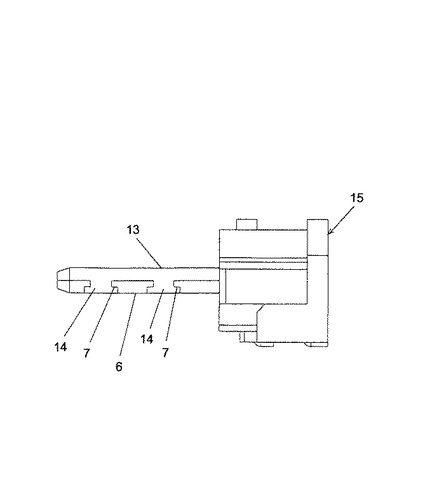
この図8に示すように、第1ハウジング部6と第2ハウジング部13とによってハウジング15が形成される。第1ハウジング部6に設けたくぼみ部7に、第2ハウジング部6の係合部すなわち突起部14が配置されることによって、第1ハウジング部6と第2ハウジング部13とによって、両面のうちの一方の面、すなわち下面に複数の第1端子部材1の第1接触部2が配列され、他方の面すなわち上面に複数の第2端子部材9の第2接触部10が配列され、後述の相手側コネクタ30に装着される保持部16が形成される。この保持部16における第1接触部2と第2接触部10の配置関係については、後述のコネクタの第1実施形態において説明する。
【0032】
保持部16の前側に位置する上下端部のそれぞれには、第1端子部材1の第1接触部2の切断端部、第2端子部材9の第2接触部10の切断端部のそれぞれが収容される溝部17が設けられている。
【0033】
また、ハウジング15には、後述の付勢部材例えばコイルばね23がそれぞれ収容される一対のばね収容部20と、装置の奥側に設けられた左右の突出壁21のそれぞれに形成され、ばね収容部20に連通する貫通穴22とが設けられている。
【0034】
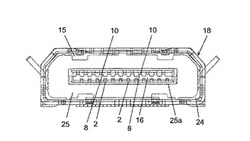
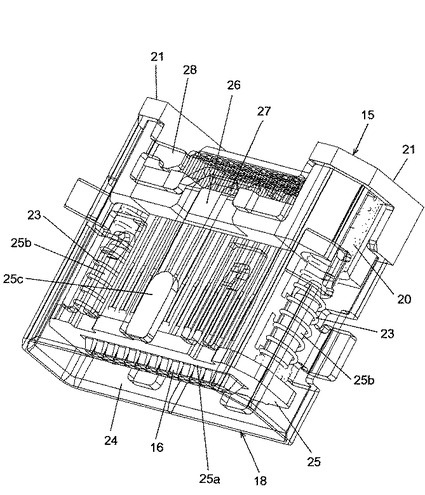
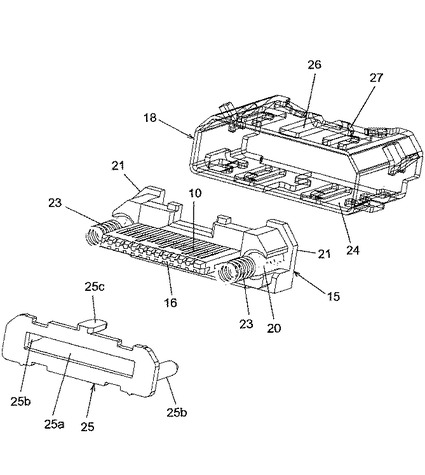
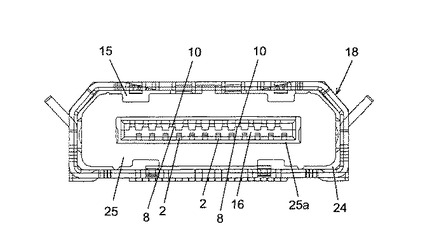
最後に、図9に示すように、金属製の枠体18内に、シャッター25と、図8に示すハウジング15とが組み込まれて、コネクタの組み立てが完了する。すなわち、ハウジング15の保持部16と、この保持部16の下面に設けられた第1接触部2、及び保持部16の上面に設けられた第2接触部10とが突出可能な開口部25aを有し、後述の相手側コネクタ30の枠体18の開口部24への挿入に伴って移動可能なシャッター25を、枠体18の開口部24に組み込み、この状態で第1ハウジング部6と第2ハウジング部13とから成るハウジング15が枠体18内に収容されて本発明に係るコネクタの製造方法の第1実施形態が完了する。
【0035】
[本発明に係るコネクタの第1実施形態]
図11〜15は、図8に示すハウジングの説明図で、図11は平面図、図12は裏面図、図13は側面図、図14は背面側から見た斜視図、図15は端子部材の要部拡大図である。図16〜19は、本発明に係るコネクタの第1実施形態の説明図で、図16は分解斜視図、図17は正面図、図18は背面図、図19は平面図である。図20は本発明に係るコネクタの第1実施形態に備えられる枠体を示す斜視図、図21は本発明に係るコネクタの第1実施形態に備えられるシャッターを示す斜視図である。これらの図11〜21、及び上述した図4,8,9を用いて、本発明に係るコネクタの第1実施形態について説明する。
【0036】
本発明に係るコネクタの第1実施形態は、図17に示すように、後述の相手側コネクタ30の挿抜方向と直交する断面で見たときに、隣り合う第1接触部2間の部分に対向する位置に第2接触部10が配置され、隣り合う第2接触部10間の部分に対向する位置に第1接触部2が配置されるように、保持部16における第1接触部2と第2接触部10との配置関係を設定してある。このような構成を実現させるために、上述した図4に示す第2端子部材9が収容される収容部8は、相手側コネクタ30の挿抜方向と直交する断面で見たときに、第1ハウジング部6の保持部16に形成された第1接触部2間に対応する位置に収容部8が配置されるように、この収容部8の位置を設定してある。
【0037】
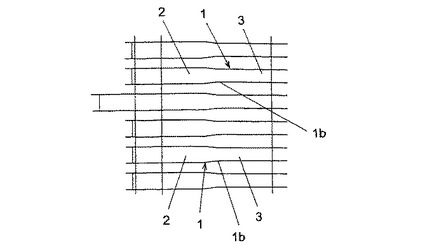
また、図15に示すように、この第1実施形態に係るコネクタは、隣り合う第1端子部材1の第1接触部2間の間隔に比べて、隣り合う第1外部接続部3間の間隔が広くなるように、複数の第1端子部材1を保持部16に配列させてある。第2端子部材9についても同様であり、隣り合う第2端子部材9の第2接触部10間の間隔に比べて、隣り合う第2外部接続部11間の間隔が広くなるように、複数の第2端子部材9を保持部16に配列させてある。
【0038】
すなわち、第1端子部材1の第1接触部2の幅寸法に比べて第1外部接続部3の幅寸法を小さく設定し、第1接触部2の側部と、第1接触部2に連設される第1外部接続部3の一部の側部とを樹脂で埋設してある。同様に、第2端子部材9の第2接触部10の幅寸法に比べて第2外部接続部11の幅寸法を小さく設定し、第2接触部10の側部と、第2接触部10に連設される第2外部接続部11の一部の側部とを樹脂で埋設してある。
【0039】
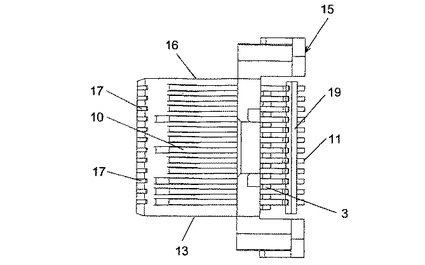
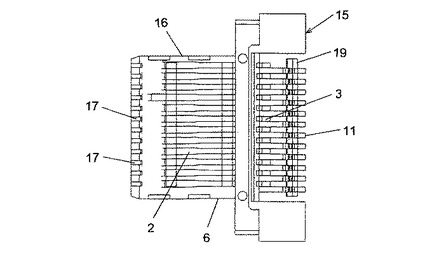
また、この第1実施形態に係るコネクタは、図11,12,14,18等に示すように、ハウジング15から突出する第1端子部材1の第1外部接続部3の部分、及び第2端子部材9の第2外部接続部11の部分のそれぞれを折り曲げ形成してある。第1端子部材1のそれぞれは、ハウジング15に近い位置で第1外部接続部3が折り曲げられ、第2端子部材9のそれぞれは、ハウジング15から遠ざかる位置で第2外部接続部11が折り曲げられるように構成してある。例えば、第2外部接続部11を一体に連結する絶縁性の樹脂から成る連結部19を備えており、第2外部接続部11のそれぞれは、この連結部19を介して同時に折り曲げられるようになっている。
【0040】
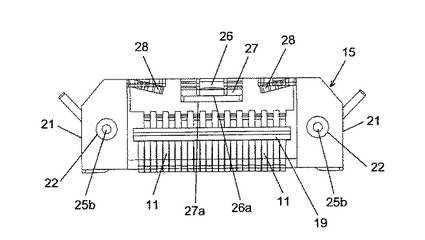
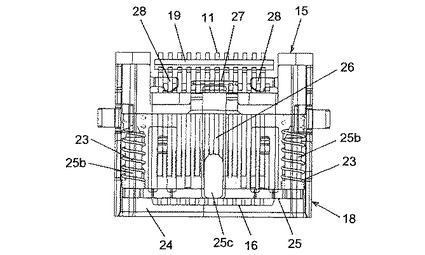
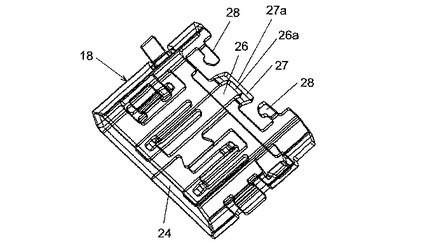
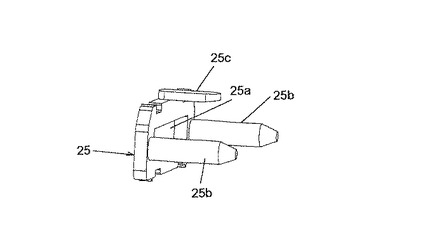
また、この第1実施形態に係るコネクタは、図9,16,21等に示すように、枠体18の後述する相手側コネクタ30が挿入される開口部24に配置され、相手側コネクタ30の挿抜方向に移動可能なシャッター25と、このシャッター25を枠体18の開口部24方向に付勢する付勢部材、例えばコイルばね23を備えている。また、シャッター25を後述の相手側コネクタ30の挿抜方向に案内する案内部を備えている。この案内部は、図9,16に示すように、シャッター25に設けた突起25cと、枠体18に設けられ突起25cを相手側コネクタ30の挿抜方向に案内するガイド穴26とから成っている。図20等に示すように、枠体18を、ガイド穴26の終端部26aよりも手前位置で、この第1実施形態に係るコネクタの厚さ方向に折り曲げ形成し、この折り曲げ形成した枠体18部分のガイド穴26からシャッター25の突起25cの一部が突出可能になっている。上述したガイド穴26の終端部26a、及びこの終端部26aの近傍部分を含む枠体18部分は、例えば突出部27から成り、この突出部27が、ガイド穴26の終端部26aよりも手前位置で折り曲げ形成されている。突出部27の下端部27aは、ガイド穴26の終端部26aの下方に位置している。すなわち、ガイド穴26の終端部26aは突出部27の下端部27aによって閉じられている。枠体18には、図19,20に示すように、ハウジング15に係合する取り付け用の一対の係合部28を設けてある。
【0041】
シャッター25は、図16等に示すように、ハウジング15の保持部16が挿通する開口部25a、及び案内部を構成する突起25cの他、両側部のそれぞれにコイルばね23を保持する棒状部25bを備えており、これらの棒状部25bは、シャッター25の装置奥側への移動に伴ってそれぞれの端部が図18等に示すハウジング15の突出壁21の貫通穴22のそれぞれ該当するものに挿入可能となっている。
【0042】
[相手側コネクタ]
図22は本発明に係るコネクタの第1実施形態に装着される相手方コネクタを示す要部斜視図、図23は図22に示す相手側コネクタの正面図である。
【0043】
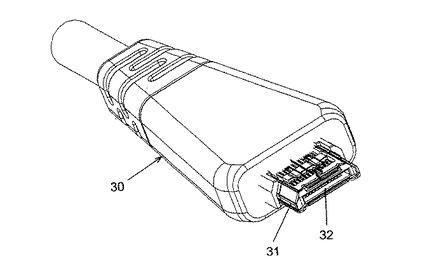
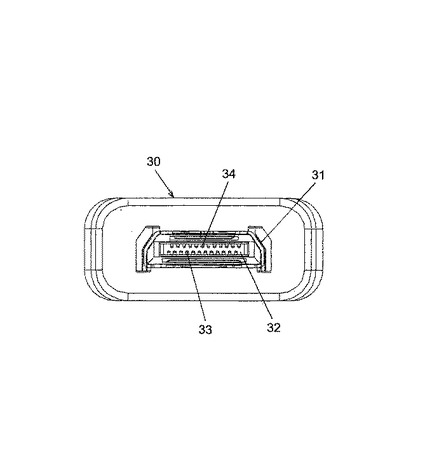
これらの図22,23に示すように、上述した第1実施形態に係るコネクタに装着される相手側コネクタ30は、第1実施形態に係るコネクタの枠体18の開口部24に挿入される突出部31を備えている。この突出部31内には、第1実施形態に係るコネクタの保持部16が嵌入される開口部32が設けられている。図23に示すように、相手側コネクタ30の開口部32を形成する下面側には、第1実施形態に係るコネクタの保持部16の下面に設けた第1接触部2のそれぞれと電気的に接触可能な複数の第1外部接続端子33が設けられている。また、相手側コネクタ30の開口部32を形成する上面側には、第1実施形態に係る保持部16の上面に設けた第2接触部10のそれぞれと電気的に接触可能な複数の第2外部接続端子34が設けられている。
【0044】
[第1実施形態に係るコネクタの動作]
図9等に示す第1実施形態に係るコネクタの枠体18の開口部24に、図22に示す相手側コネクタ30の突出部31が嵌入されるようにして、第1実施形態に係るコネクタに相手側コネクタ30が装着されると、相手側コネクタ30の挿入に伴って第1実施形態に係るコネクタに備えられるシャッター25がコイルばね23の力に抗して装置の奥側へ移動する。これに伴って、第1実施形態に係るコネクタのハウジング15の保持部16が、シャッター25の開口部25aから大きく露出し始め、この保持部16が相手側コネクタ30の開口部32に嵌入する。
【0045】
この間、シャッター25の突起25cは枠体18のガイド穴26に案内されて装置の奥側へ移動し、シャッター25の一対の棒状部25bもコイルばね23を圧縮するようにしてハウジング15のばね収容部20に進入する。シャッター25が保持部16の第1接触部2及び第2接触部10を完全に露出させる装置の最奥側位置まで移動する間、シャッター25の突起25cは、図2に示すガイド穴26の終端部26aの上側を進行して、ガイド穴26から一部が外部空間に突出する。また、シャッター25の棒状部25bのそれぞれの端部は、ハウジング15のそれぞれの突出壁21の貫通穴22内に進入する。
【0046】
シャッター25が装置の最奥側位置まで移動した状態では、相手側コネクタ30の第1外部接続端子33が第1実施形態に係るコネクタの保持部16に設けられた第1端子部材1の第1接触部2に接触し、相手側コネクタ30の第2外部接続端子34が第1実施形態に係るコネクタの保持部16の第2端子部材9の第2接触部10に接触する。これによって、第1実施形態に係るコネクタと、相手側コネクタ30との間の信号の送受信が可能となる。
【0047】
第1実施形態に係るコネクタから相手側コネクタ30が引き抜かれると、図9等に示す一対のコイルばね23によってシャッター25の突起25cが枠体18のガイド穴26に案内されながら、シャッター25が枠体18の開口部24方向に移動する。これに伴って、シャッター25の棒状部25bがハウジング15の突出壁21の貫通穴22及びばね収容部20から退出する。図9に示すように、シャッター25の突起25cが枠体18のガイド穴26の始端部に係合したときシャッター25の移動が停止し、初期状態に復帰する。このとき、ハウジング15の保持部16に設けた第1接触部2及び第2接触部10は、枠体18とシャッター25とによって囲まれた閉空間内に保持された状態となる。
【0048】
[第1実施形態に係るコネクタの効果]
第1実施形態に係るコネクタによれば、相手側コネクタ30の挿抜方向と直交する断面で見たときに、図17で示したように、第1接触部2が隣り合う第2接触部10間に位置し、第2接触部10が隣り合う第1接触部2間に位置するので、この第1接触部2の配設位置と第2接触部10の配設位置のずれを利用して、第1接触部2を形成する第1端子部材1と、第2接触部10を形成する第2端子部材9のそれぞれを、第1押さえ治具4及び第2押さえ治具5を介して、また第3押さえ治具12を介して、それぞれ個別に動きを抑えながらインサート成形して、ハウジング15の下面に第1接触部2を、上面に第2接触部10を設けることができる。すなわち、保持部16の両面のそれぞれに配設される第1接触部2と第1接触部10を、インサート成形時に動くことなく精度良く設けることができる。したがって、第1接触部2及び第2接触部10の狭ピッチ化をインサート成形によって実現させることができる。これによって、この第1実施形態に係るコネクタの幅方向の小型化が可能となる。
【0049】
また、1回目のインサート成形後に、複数の第1端子部材1の第1外部接続部3のそれぞれを連結していたつなぎ桟1aの、第1外部接続部3間に位置する部分が切断され、2回目のインサート成形後に、複数の第2端子部材9の第2外部接続部11のそれぞれを連結していたつなぎ桟の、第2外部接続部11間に位置する部分が切断されるが、この場合、第1端子部材1間の間隔、及び第2端子部材9間の間隔を狭くすることにより、隣り合う第1端子部材1の第1接触部2間の間隔、及び隣り合う第2端子部材9の第2接触部10間の間隔を狭く設定しても、これらの第1接触部2、第2接触部10間の間隔に比べて、隣り合う第1外部接続部3間の間隔、及び隣り合う第2外部接続部11間の間隔が広いことから、第1外部接続部3、第2外部接続部11を連結するつなぎ桟1a等を切断する加工具の刃を、隣り合う第1外部接続部3間の間隔、第2外部接続部11間の広い間隔に応じた刃とすることができる。すなわち、第1接触部2間の間隔及び第2接触部10間の間隔を狭くすることができ、しかも第1外部接続部3及び第2外部接続部11のそれぞれを連結するつなぎ桟1a等を切断する加工具の刃を比較的厚くすることができる。これにより、第1接触部2及び第2接触部10の狭ピッチ化を実現させることができ、この第1実施形態に係るコネクタの幅方向の小型化が可能となる。また、加工具の寿命を長くすることができ、加工具のメンテナンスを少なく抑えることができる。これにより、この第1実施形態に係るコネクタの生産性を向上させることができる。
【0050】
また、この第1実施形態に係るコネクタは、第1端子部材1の第1接触部2の幅寸法に比べて、第1外部接続部3の幅寸法を小さく設定し、また、第2端子部材9の第2接触部10の幅寸法に比べて第2外部接続部11の幅寸法を小さく設定し、第1接触部2の側部と、第1外部接続部3の一部の側部とを樹脂で埋設し、第2接触部10の側部と、第2外部接続部11の一部の側部とを樹脂で埋設してある。このように構成したことから、相手側コネクタ30から第1端子部材1の第1接触部2に、また、第2端子部材9の第2接触部10に、装着に伴う押圧力が加えられたときに、その押圧力を図15に示す第1接触部2と第1外部接続部3をつなぐくびれ部分1b、第2接触部10と第2外部接続部11をつなぐくびれ部分の樹脂で受けるので、相手側コネクタ30の装着時に、第1端子部材1、第2端子部材9が相手側コネクタ30の挿抜方向に動くことを防ぐことができる。これにより安定した信頼性の高い構造が得られる。
【0051】
また、この第1実施形態に係るコネクタは、ハウジング15から突出する第1端子部材1の第1外部接続部3の部分、及び第2端子部材9の第2外部接続部11の部分のそれぞれを折り曲げ形成し、ハウジング15から突出する第2端子部材9の第2外部接続部11を一体に連結する絶縁性の連結部19を設けた構成にしてある。これにより、連結部19を介して複数の第2端子部材9の第2外部接続部11の部分を同時に精度良く折り曲げることができ、この第1実施形態に係る製造能率の向上に貢献する。
【0052】
また、第1端子部材1の第1外部接続部3をハウジング15に近い位置で折り曲げ、上述した連結部19をハウジング15から遠ざかる位置で折り曲げられる第2端子部材9の第2外部接続部11に設けたことから、第1端子部材1の第1外部接続部3と、第2端子部材9の第2外部接続部11とを互いに干渉することなく配置することができる。これにより、安定した信頼性を有する構造が得られる。
【0053】
また、図8に示すように、ハウジング15の保持部16に、第1端子部材1の第1接触部2の切断端部、第2端子部材9の第2接触部10の切断端部のそれぞれが収容される溝部17を設けたことから、これらの第1端子部材1の第1接触部2の切断端部、第2端子部材9の第2接触部10の切断端部が相手側コネクタ30の摺動面に突出して、第1接触部2あるいは第1接触部10が破損するような事態を防ぐことができる。これにより、安定した信頼性を有する構造が得られる。
【0054】
また、この第1実施形態に係るコネクタは、相手側コネクタ30が枠体18の開口部24に挿入されてシャッター25が装置の最奥側位置まで移動した際には、シャッター25の突起25cが、折り曲げ形成された枠体18部分のガイド穴26から外部空間に突出した状態となる。すなわち、シャッター25が装置の最奥側位置まで移動した際には、突起25cがガイド穴26に規制されることなく外部空間内を移動することができる。このように突起25cをシャッター25に設けたことによって相手側コネクタ30の外形形状に対する制約を解消でき、また当該コネクタの幅方向の小型化を実現させることができるとともに、必要なシャッター25の移動量を確保することができる。また、枠体18を、ガイド穴26の終端部26aよりも手前位置で当該コネクタの厚さ方向に折り曲げ形成してあることから、装置全体の長さ寸法を小さくすることができ、長さ方向の大型化も抑えることができる。すなわち、信頼性の高い機能の確保と装置全体の小型化を実現させることができる。
【0055】
また、上述した折り曲げ形成される枠体18部分は突出部27から成っており、この突出部27を折り曲げればよいので、折り曲げ加工が簡単であり、製造能率の向上に貢献する。また、突出部27の周囲は枠体18部分が不要となるので、枠体18を形成する材料費を安く抑えることができ、実用性に富む。
【0056】
また、枠体18の係合部28を介して、枠体18とハウジング15とを一体に固定することができ、強固な安定した構造を実現させることができる。
【0057】
また、シャッター25が装置の奥側位置付近まで移動した際に、シャッター25の棒状部25bの端部がハウジング15の貫通穴22に挿入するようにしてあることから、必要なシャッター25の移動量を容易に確保することができる。
【0058】
また、シャッター25の突起25cを案内するガイド穴26の終端部26aは、枠体18の突出部27の下端部27aによって閉じられた構造となっていることから、ガイド穴26の強度を確保することができ、安定した構造の実現に貢献する。
【0059】
[第1実施形態に係るコネクタの製造方法の効果]
また、第1実施形態に係るコネクタの製造方法にあっては、第1ハウジング部6を成形する工程では、第1押さえ治具4と第2押さえ治具5とによって、第1接触部2を形成する第1端子部材1の動きを抑えながらインサート成形することができる。また、第2ハウジング部13を成形する工程では、第1ハウジング部6と第3押さえ治具12とによって、第2接触部10を形成する第2端子部材9の動きを抑えながらインサート成形することができる。すなわち、保持部16の両面のそれぞれに配列される第1接触部2及び第2接触部10を、インサート成形時に動くことなく精度良く設けることができ、第1接触部2、第2接触部10の狭ピッチ化をインサート成形によって実現させることができる。これによって、当該コネクタの幅方向の小型化を実現させることができる。
【0060】
また、インサート成形に際して保持部16に形成された収容部8に第2端子部材9の第2接触部10を配置することにより、第1ハウジング部6上に第2端子部材9を簡単に位置決めすることができる。また、第1ハウジング部6の収容部8に第2端子部材9の第2接触部10を配置してインサート成形することによって、相手側コネクタ30の挿抜方向と直交する断面で見たときに、隣り合う第1接触部2間に第2接触部10を、また、隣り合う第2接触部10間に第1接触部2を精度良く配置させることができる。
【0061】
また、第1ハウジング部6を成形する工程で第1ハウジング部6に設けたくぼみ部7と、第2ハウジング部13を成形する工程で第2ハウジング部13に設けられ、くぼみ部7に係合する突起部14とによって、第1ハウジング部6と第2ハウジング部13とを強固に一体化させることができる。これにより、保持部16の下面に第1接触部2を有し、上面に第2接触部10を有する安定構造のハウジング15を得ることができる。
【0062】
また、枠体18内にシャッター25を組み込むことによって、ハウジング15の保持部16に設けられた第1接触部2及び第2接触部10の保護を実現でき、信頼性の高いコネクタを得ることができる。
【0063】
[本発明に係るコネクタの製造方法の第2実施形態]
図24〜31は、本発明に係るコネクタの製造方法の第2実施形態の説明図である。図32は図29に示すハウジングの成形工程で用いられる第1押さえ治具及び第2押さえ治具を示す斜視図である。
【0064】
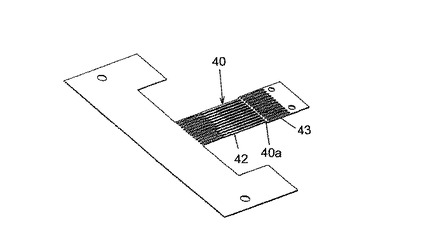
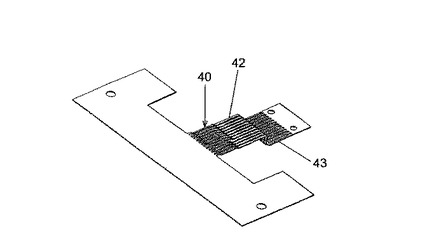
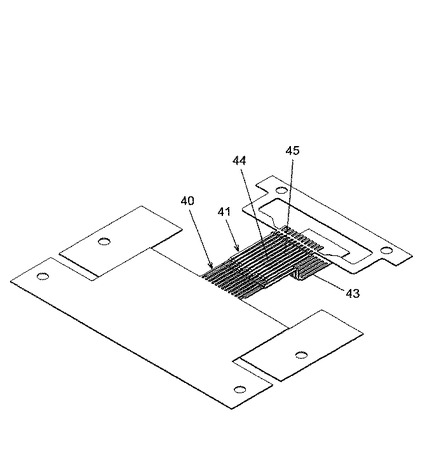
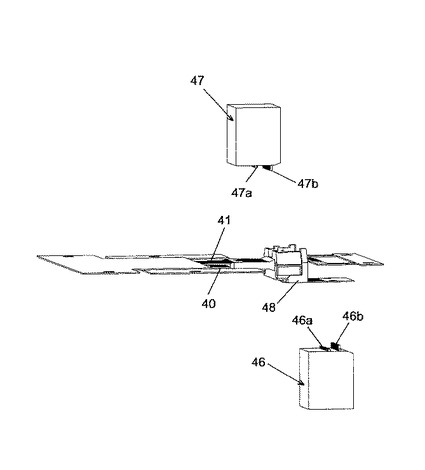
はじめに、図24に示す下段に配置される第1端子部材40と、図25に示す上段に配置される第2端子部材41が、金属板から打ち抜き加工によって形成される。複数の第1端子部材40の第1外部接続部43は、つなぎ桟40aによって連結されている。同様に、複数の第2端子部材41の第2外部接続部45は、つなぎ桟41aによって連結されている。
【0065】
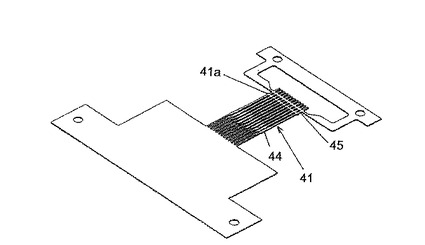
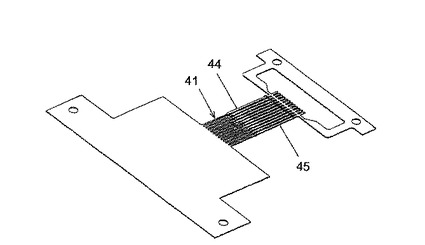
図24に示す下段に配置される第1端子部材40は、図26に示すように曲げ加工され、上述の相手側コネクタ30の第1外部接続端子33に電気的に接触する第1接触部42と、この第1接触部42に連設され、外部配線に接続される第1外部接続部43とに明確に区画される。同様に、図25に示す上段に配置される第2端子部材41は、図27に示すように曲げ加工され、相手側コネクタ30の第2外部接続端子34電気的に接触する第2接触部44と、この第2接触部44に連設され、外部配線に接続される第2外部接続部45とに区画される。
【0066】
次に、図28に示すように、図26に示す第1端子部材40の第1接触部42を下段に、図27に示す第2端子部材41の第2接触部44を上段に重ねるように配置する。このとき、並設された複数の第1端子部材40と、並設された複数の第2端子部材41とが互い違いになるようにそれぞれ配置する。
【0067】
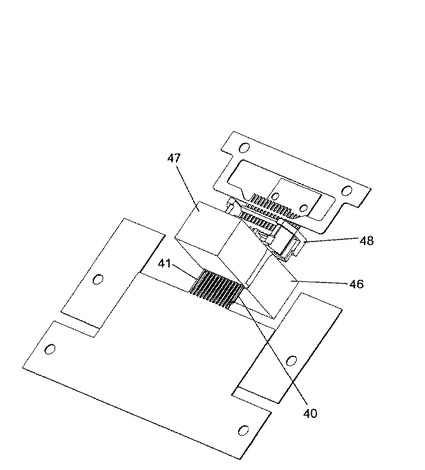
次に、図29に示すように、第1押さえ治具46を第1端子部材40の下側に配置し、第2押さえ治具47を第2端子部材41の上側に配置し、これらの第1押さえ治具46及び第2押さえ治具47によって、第1端子部材40及び第2端子部材41を押さえた状態でインサート成形する。ここで図32に示すように、第1押さえ治具46の上面には、高さの低い第1突起46aと、この第1突起46aよりも高い第2突起46bが形成されており、第2押さえ治具47の下面には、高さの低い第1突起47aと、この第1突起47aよりも高い第2突起47bが形成されている。上述のように、第1押さえ治具46と第26押さえ治具47によって、第1端子部材40及び第2端子部材41を押さえる際に、第1押さえ治具46の第1突起46aで第1端子部材40の下面を押さえ、第1押さえ治具46の第2突起46bを第1端子部材40間を挿通させてこの第2突起46bで第2端子部材41の下面を押さえるようにしてある。複数の第1端子部材40のうちの隣り合う第1端子部材40間の間隔は、第1押さえ治具46の第2突起46bが挿通可能な寸法に設定されている。また、第2押さえ治具47の第1突起47aで第2端子部材41の上面を押さえ、第2押さえ治具47の第2突起47bを第2端子部材41間を挿通させてこの第2突起47bで第1端子部材40の上面を押さえるようにしてある。複数の第2端子部材41のうちの隣り合う第2端子部材41間の間隔は、第2押さえ治具47の第2突起47bが挿通可能な寸法に設定されている。
【0068】
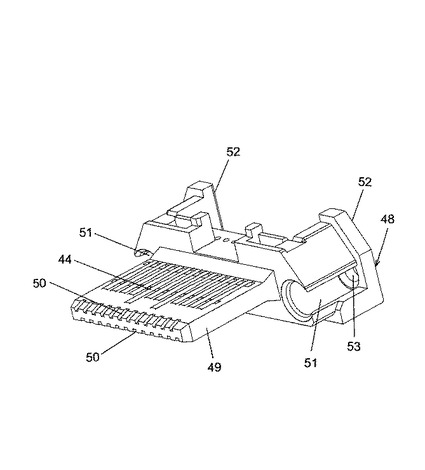
上述したインサート成形後に、複数の第1端子部材40の第1外部接続部43を連結するつなぎ桟40aの、第1外部接続部43間に位置する部分が切断される。同様に、複数の第2端子部材41の第2外部接続部45を連結するつなぎ桟41aの、第2外部接続部45間に位置する部分が切断される。また、第1端子部材40及び第2端子部材41の両端部分が切断される。このようにして図30に示すハウジング48が成形される。すなわち、保持部49の下面に第1接触部42が設けられ、上面に第2接触部44が設けられ、第1端子部材40の第1接触部42の切断端部、及び第2端子部材41の第2接触部44の切断端部を収容する溝部50を有するハウジング48が成形される。
【0069】
なお、ハウジング48には、同図30に示すように、上述した第1実施形態と同等の一対のばね収容部51と、装置の奥側位置に設けられた左右の突出壁52のそれぞれに形成され、ばね収容部51に連通する貫通穴53とが設けられている。
【0070】
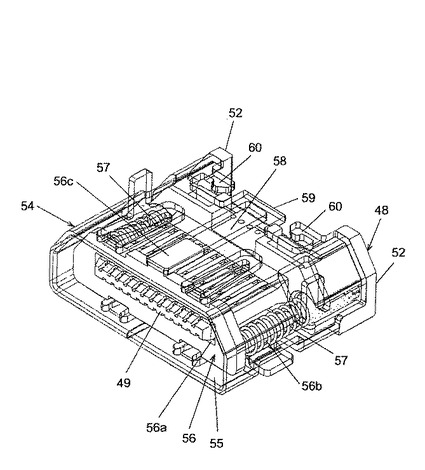
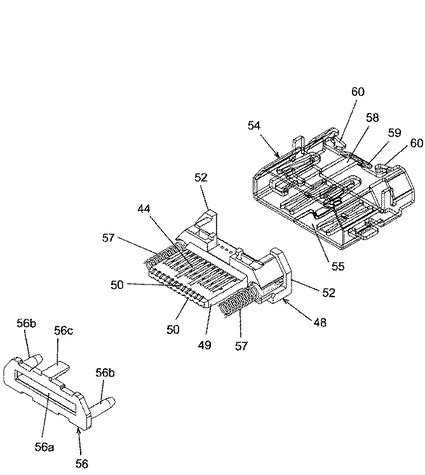
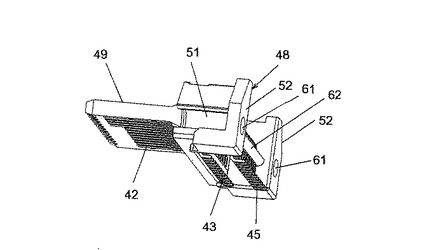
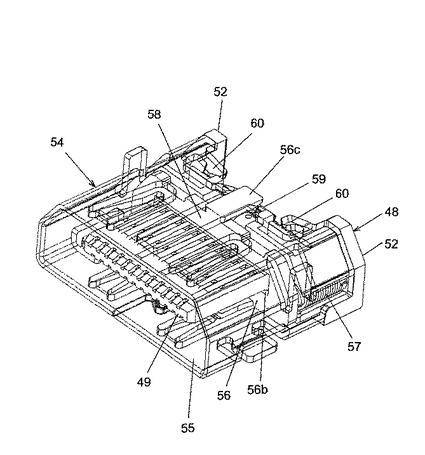
そして、図31に示すように、金属製の枠体54内にシャッター56と、図30に示すハウジング48とが組み込まれる。その後に、枠体54の突出部59、及び係合部60が下方に折り曲げられ、コネクタの製造が完了する。
【0071】
[本発明に係るコネクタの第2実施形態]
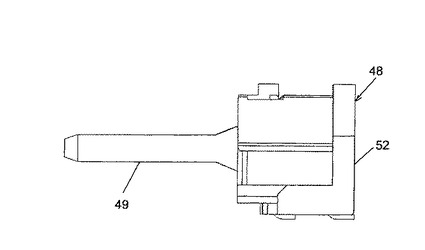
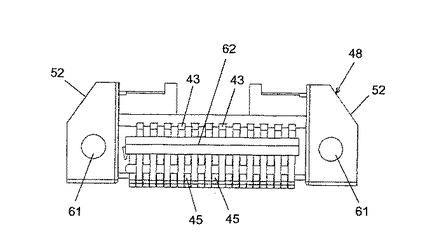
図33は本発明に係るコネクタの第2実施形態の分解斜視図である。図34〜37はハウジングの説明図で、図34は正面図、図35は側面図、図36は背面図、図37は下方から見た斜視図である。
【0072】
これらの図33〜37、及び図30,31に示すように、本発明に係るコネクタの第2実施形態も、上述したコネクタの第1実施形態とほぼ同等の構成になっている。すなわち、図34等に示すように、ハウジング48の保持部49の下面には第1接触部42が設けられ、上面には第2接触部44が設けられている。また、相手側コネクタ30の挿抜方向と直交する断面で見たときに、隣り合う第1接触部42間に対向する位置に第2接触部44が配置され、隣り合う第2接触部44間に対向する位置に第1接触部42が配置されるように、保持部49における第1接触部42と第2接触部44との配置関係を設定してある。ただし、保持部49は一構造体から成っており、上述したコネクタの第1実施形態におけるようなくぼみ部7及び突起部14は形成されていない。
【0073】
シャッター56は、コネクタの第1実施形態と同等であり、保持部49が挿通する開口部56aと、コイルばね57を保持する棒状部56bと、案内部を構成する突起56cとを備えている。枠体54には、図31等に示すように、シャッター56の突起56cが案内される案内部を構成するガイド穴58が設けられている。
【0074】
また、図37等に示すように、第1端子部材40の第1外部接続部43及び第2端子部材41の第2外部接続部44の配置関係も、上述した第1実施形態と同等であり、第2外部接続部45を同時に折り曲げ可能な絶縁性の連結部62を備えている。
【0075】
第1端子部材40の第1接触部42と第1外部接続部43の幅寸法の大小関係、及び第2端子部材41の第2接触部44と第2外部接続部45の幅寸法の大小関係も、上述した図15に示したコネクタの第1実施形態におけるものと同等である。
【0076】
図38は本発明に係るコネクタの第2実施形態の動作を示す斜視図、図39は図38に示すコネクタの第2実施形態を背面側から見た斜視図である。
【0077】
これらの図38,39に示すように、このコネクタの第2実施形態も、上述したコネクタの第1実施形態と同様に、枠体54をガイド穴58の終端部58aよりも手前位置で、当該コネクタの厚さ方向に折り曲げ形成し、この折り曲げ形成した枠体54部分、すなわち突出部59のガイド穴58からシャッター56の突起56cの一部が突出可能になっている。
【0078】
[第2実施形態に係るコネクタ、及び第2実施形態に係るコネクタの製造方法の効果]
第2実施形態に係るコネクタも、上述した第1実施形態に係るコネクタと同様に、第1端子部材40の第1接触部42の配設位置と、第2端子部材41の第2接触部44の配設位置のずれを利用して、第1端子部材40及び第2端子部材41を、第1押さえ治具46及び第2押さえ治具47を介して個別に動きを抑えながらインサート成形し、ハウジング48の保持部49の下面に第1接触部42を、上面に第2接触部44を設けることができる。すなわち、上述した第1実施形態に係るコネクタと同様に、第2実施形態に係るコネクタにあっても、保持部49の両面に配列される第1接触部42、第2接触部44をインサート成形時に動くことなく精度良く設けることができる。その他の作用効果は、第1実施形態と同等である。
【0079】
また、上述のようにしてコネクタを製造する第2実施形態に係る製造方法は、ハウジング48を形成する工程では、第1押さえ治具46と第2押さえ治具47とによって、第1端子部材40及び第2端子部材41の動きを抑えながらインサート成形することができる。すなわち、上述した第1実施形態に係るコネクタの製造方法と同様に、この第2実施形態に係るコネクタの製造方法も、保持部49の両面のそれぞれに配列される第1接触部42及び第2接触部44を、インサート成形時に動くことなく精度良く設けることができ、上述した第1実施形態に係るコネクタの製造方法と同等の作用効果を得ることができる。
【0080】
また特に、この第2実施形態に係るコネクタの製造方法は、1回のインサート成形で保持部49の両面に第1接触部42、第2接触部44を有するハウジング48を成形することができる。これにより製造作業の能率を向上させることができる。
【符号の説明】
【0081】
1 第1端子部材
1a つなぎ桟
1b くびれ部分
2 第1接触部
3 第1外部接続部
4 第1押さえ治具
4a 突起
5 第2押さえ治具
5a 突起
6 第1ハウジング部
7 くぼみ部(係合部)
8 収容部
9 第2端子部材
10 第2接触部
11 第2外部接続部
12 第3押さえ治具
13 第2ハウジング部
14 突起部(係合部)
15 ハウジング
16 保持部
17 溝部
18 枠体
19 連結部
20 ばね収容部
21 突出壁
22 貫通穴
23 コイルばね(付勢部材)
24 開口部
25 シャッター
25a 開口部
25b 棒状部
25c 突起(案内部)
26 ガイド穴(案内部)
26a 終端部
27 突出部
27a 下端部
28 係合部
30 相手側コネクタ
31 突出部
32 開口部
33 第1外部接続端子
34 第2外部接続端子
40 第1端子部材
40a つなぎ桟
41 第2端子部材
41a つなぎ桟
42 第1接触部
43 第1外部接続部
44 第2接触部
45 第2外部接続部
46 第1押さえ治具
46a 第1突起
46b 第2突起
47 第2押さえ治具
47a 第1突起
47b 第2突起
48 ハウジング
49 保持部
50 溝部
51 ばね収容部
52 突出壁
53 貫通穴
54 枠体
55 開口部
56 シャッター
56a 開口部
56b 棒状部
56c 突起(案内部)
57 コイルばね(付勢部材)
58 ガイド穴(案内部)
58a 終端部
59 突出部
59a 下端部
60 係合部
61 貫通穴
62 連結部
【技術分野】
【0001】
本発明は、相手側コネクタの端子部材と電気的に接触する接触部を備えたコネクタ、及びコネクタの製造方法に関する。
【背景技術】
【0002】
この種のコネクタは特許文献1に開示されている。この従来のコネクタは、舌片状の保持部の上下両面のそれぞれに、相手側コネクタの端子部材と接触する複数の接触部を備えた構成になっている。また、このように保持部の上下両面に接触部を設ける従来のコネクタの製造方法が、特許文献2に開示されている。この従来のコネクタの製造方法は、ハウジングの壁に上下2段となるようにそれぞれ複数の圧入孔を形成し、相手側コネクタの端子部材と接触する端子接続部すなわち接触部のそれぞれを、圧入孔から挿入するようにしたものである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−331911号公報
【特許文献2】特開2006−100230号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献2に示される従来のコネクタの製造方法にあっては、保持部の上下両面の複数の接触部のそれぞれの狭ピッチ化を考慮して接触部を形成する端子部材の幅寸法を小さくすると、圧入孔間の壁が薄くなる等のために接触部の圧入孔への圧入が困難となる。したがって、特許文献2に示される製造方法は狭ピッチ化に対応し難い。そこで、上述のような接触部の圧入に代えて、インサート成形によって接触部をハウジングに設けることが考えられる。しかし、このようにインサート成形によってコネクタを製造する場合には、接触部をそれぞれ有する端子部材を金型内に上下2段に配置して樹脂を注入しようとすると、金型内で上下2段の端子部材の双方を押えることができないので、注入された樹脂の流動によって端子部材が動いてしまい精度良く接触部を設けることが困難となりやすい。
【0005】
本発明は、上述した従来技術における実状からなされたもので、その目的は、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができるコネクタ、及びコネクタの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
この目的を達成するために、本発明に係るコネクタは、絶縁性のハウジングに相手側コネクタに装着される保持部が形成され、この保持部の両面のうちの一方の面に上記相手側コネクタの第1外部接続端子が電気的に接触する複数の第1接触部を配列し、上記両面のうちの他方の面に上記相手側コネクタの第2外部接続端子が電気的に接触する複数の第2接触部を配列したコネクタであって、上記相手側コネクタの挿抜方向と直交する断面で見たときに、隣り合う上記第1接触部間の部分に対向する位置に上記第2接触部が配置され、隣り合う上記第2接触部間の部分に対向する位置に上記第1接触部が配置されるように、上記保持部における上記第1接触部と上記第2接触部との配置関係を設定したことを特徴としている。
【0007】
このように構成した本発明に係るコネクタは、相手側コネクタの挿抜方向と直交する断面で見たときに、第1接触部が隣り合う第2接触部間に位置し、第2接触部が隣り合う第1接触部間に位置するようになっているので、この第1接触部の配設位置と第2接触部の配設位置のずれを利用して、第1接触部を形成する第1端子部材と、第2接触部を形成する第2端子部材のそれぞれを、押さえ治具を介して個別に動きを抑えながらインサート成形し、ハウジングの保持部の両面のうちの一方の面に第1接触部を、また他方の面に第2接触部を設けることができる。すなわち、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができる。
【0008】
また、本実施形態に係るコネクタの製造方法は、上記第1接触部を形成する第1端子部材を挟むように第1押さえ治具と第2押さえ治具を配置し、これらの第1押さえ治具及び第2押さえ治具のそれぞれの突起によって上記第1端子部材を押さえた状態でインサート成形して、上記保持部の一方の分割部分と、上記第1接触部とを有する第1ハウジング部を成形する工程と、この工程で成形された上記第1ハウジング部上に上記第2接触部を形成する第2端子部材を載置し、この第2端子部材を第3押さえ治具で押さえた状態でインサート成形して、上記保持部の他方の分割部分と上記第2接触部とを有する第2ハウジング部を成形する工程とを有することを特徴としている。
【0009】
このようにしてコネクタを製造する本発明は、第1ハウジング部を成形する工程では、第1押さえ治具と第2押さえ治具とによって、第1接触部を形成する第1端子部材の動きを抑えながらインサート成形することができ、第2ハウジング部を成形する工程では、第1ハウジング部と第3押さえ治具とによって第2接触部を形成する第2端子部材の動きを抑えながらインサート成形することができる。すなわち、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができる。
【0010】
また、本発明に係るコネクタの製造方法は、上記発明において、上記第1ハウジング部に上記第2端子部材の上記第2接触部を収容する収容部を形成し、上記相手側コネクタの挿抜方向と直交する断面で見たときに、上記第1ハウジング部の上記保持部に形成された第1接触部間に対応する位置に上記収容部が配置されるように、この収容部の位置を設定したことを特徴としている。
【0011】
このようにしてコネクタを製造する本発明は、インサート成形に際して収容部に第2端子部材の第2接触部を配置することにより、第1ハウジング部上に第2端子部材を簡単に位置決めすることができる。また、第1ハウジング部の収容部に第2端子部材の第2接触部を配置してインサート成形することによって、相手側コネクタの挿抜方向と直交する断面で見たときに、第1接触部間に第2接触部を、また第2接触部間に第1接触部を精度良く配置させることができる。
【0012】
また、本発明に係るコネクタの製造方法は、上記発明において、上記第1ハウジング部を成形する工程で、上記第1ハウジング部に上記第2ハウジング部と係合する係合部を形成し、上記第2ハウジング部を形成する工程で、上記第2ハウジング部に上記第1ハウジング部の上記係合部と係合する係合部を形成することを特徴としている。
【0013】
このようにしてコネクタを製造する本発明は、第1ハウジング部と第2ハウジング部とを、それぞれの係合部を介して強固に一体化させることができる。これにより、保持部の両面のうちの一方の面に第1接触部を有し、他方の面に第2接触部を有する安定構造のハウジングを得ることができる。
【0014】
また、本発明に係るコネクタの製造方法は、上記発明において、上記ハウジングの上記保持部と、この保持部の上記一方の面に設けられた上記第1接触部、及び上記保持部の上記他方の面に設けられた第2接触部とが突出可能な開口部を有し、上記相手側コネクタの挿入に伴って移動可能なシャッターを、枠体の開口部に組み込み、この状態で上記第1ハウジング部と上記第2ハウジング部とから成るハウジングを上記枠体内に収容することを特徴としている。
【0015】
このようにしてコネクタを製造する本発明は、シャッターを組み込むことによって、ハウジングの保持部に設けられた第1接触部及び第2接触部の保護を実現できる。
【0016】
また、本発明に係るコネクタの製造方法は、上記第1接触部を形成する第1端子部材と、上記第2接触部を形成する第2端子部材とを重ねて配置し、これらの第1端子部材と第2端子部材を挟むように、第1押さえ治具と第2押さえ治具を配置し、上記第1押さえ治具の第1突起で上記第1端子部材を押さえ、上記第1押さえ治具の第2突起を上記第1端子部材間を挿通させてこの第1押さえ治具の上記第2突起で上記第2端子部材を押さえ、上記第2押さえ治具の第1突起で上記第2端子部材を押さえ、上記第2端子部材の第2突起を上記第2端子部材間を挿通させてこの第2押さえ治具の上記第2突起で上記第1端子部材を押さえた状態でインサート成形して、上記第1接触部と上記第2接触部を設けた保持部を有するハウジングを成形することを特徴としている。
【0017】
このようにしてコネクタを製造する本発明は、第1押さえ治具の第1突起と第2押さえ治具の第2突起によって、第1接触部を形成する第1端子部材の動きを抑えながら、また第2押さえ治具の第1突起と第1押さえ治具の第2突起によって、第2接触部を形成する第2端子部材の動きを抑えながらインサート成形することができる。すなわち、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができる。また、1回のインサート成形で保持部の両面のそれぞれに接触部を有するハウジングを成形することができる。
【0018】
また、本発明に係るコネクタの製造方法は、上記発明において、上記ハウジングの上記保持部と、この保持部の上記一方の面に設けられた上記第1接触部、及び上記保持部の上記他方の面に設けられた第2接触部とが突出可能な開口部を有し、上記相手側コネクタの挿入に伴って移動可能なシャッターを、枠体の開口部に組み込み、この状態で上記ハウジングを枠体内に収容することを特徴としている。
【0019】
このようにしてコネクタを製造する本発明は、シャッターを組み込むことによって、ハウジングの保持部に設けられた第1接触部及び第2接触部の保護を実現できる。
【発明の効果】
【0020】
本発明に係るコネクタ、及びコネクタの製造方法によれば、保持部の両面のそれぞれに配列される接触部を、インサート成形時に動くことなく精度良く設けることができ、従来から要望されていた接触部の狭ピッチ化をインサート成形によって実現させることができる。これによって、当該コネクタの幅方向の小型化が可能となる。
【図面の簡単な説明】
【0021】
【図1】本発明に係るコネクタの製造方法の第1実施形態の説明図で、下段に配置される第1端子部材を示す斜視図である。
【図2】本発明に係るコネクタの製造方法の第1実施形態の説明図で、図1に示す第1端子部材を曲げ加工した状態を示す斜視図である。
【図3】本発明に係るコネクタの製造方法の第1実施形態の説明図で、第1ハウジング部を成形する工程を示す斜視図である。
【図4】本発明に係るコネクタの製造方法の第1実施形態の説明図で、図3に示す工程後の第1端子部材の切断工程を示す斜視図である。
【図5】本発明に係るコネクタの製造方法の第1実施形態の説明図で、第1ハウジング部の上に、上段に配置される第2端子部材を載置した状態を示す斜視図である。
【図6】本発明に係るコネクタの製造方法の第1実施形態の説明図で、インサート成形により、第2ハウジング部を成形する工程を示す斜視図である。
【図7】本発明に係るコネクタの製造方法の第1実施形態の説明図で、第2ハウジング部の成形後の状態を示す斜視図である。
【図8】本発明に係るコネクタの製造方法の第1実施形態の説明図で、図7に示す状態から切断及び曲げ加工してハウジングを形成した状態を示す斜視図である。
【図9】本発明に係るコネクタの製造方法の第1実施形態の説明図で、組み立て終了後の状態を示す斜視図である。
【図10】図3に示す第1ハウジング部の成形工程で用いられる第1押さえ治具及び第2押さえ治具を示す斜視図である。
【図11】図8に示すハウジングの平面図である。
【図12】図8に示すハウジングの裏面図である。
【図13】図8に示すハウジングの側面図である。
【図14】図8に示すハウジングを背面側から見た斜視図である。
【図15】図8に示すハウジングの保持部に設けられる端子部材の要部拡大平面図である。
【図16】本発明に係るコネクタの第1実施形態の分解斜視図である。
【図17】本発明に係るコネクタの第1実施形態の正面図である。
【図18】本発明に係るコネクタの第1実施形態の背面図である。
【図19】本発明に係るコネクタの第1実施形態の平面図である。
【図20】本発明に係るコネクタの第1実施形態に備えられる枠体を示す斜視図である。
【図21】本発明に係るコネクタの第1実施形態に備えられるシャッターを示す斜視図である。
【図22】本発明に係るコネクタの第1実施形態に装着される相手方コネクタを示す要部斜視図である。
【図23】図22に示す相手側コネクタの正面図である。
【図24】本発明に係るコネクタの製造方法の第2実施形態の説明図で、下段に配置される第1端子部材を示す斜視図である。
【図25】本発明に係るコネクタの製造方法の第2実施形態の説明図で、上段に配置される第2端子部材を示す斜視図である。
【図26】本発明に係るコネクタの製造方法の第2実施形態の説明図で、図24に示す第1端子部材を曲げ加工した状態を示す斜視図である。
【図27】本発明に係るコネクタの製造方法の第2実施形態の説明図で、図25に示す第2端子部材を曲げ加工した状態を示す斜視図である。
【図28】本発明に係るコネクタの製造方法の第2実施形態の説明図で、第1端子部材の上に第2端子部材を配置した状態を示す斜視図である。
【図29】本発明に係るコネクタの製造方法の第2実施形態の説明図で、インサート成形によりハウジングを成形する工程を示す斜視図である。
【図30】本発明に係るコネクタの製造方法の第2実施形態の説明図で、図29に示す状態から切断及び曲げ加工してハウジングを成形した状態を示す斜視図である。
【図31】本発明に係るコネクタの製造方法の第2実施形態の説明図で、組み立て終了直前の状態を示す斜視図である。
【図32】図29に示すハウジングの成形工程で用いられる第1押さえ治具及び第2押さえ治具を示す斜視図である。
【図33】本発明に係るコネクタの第2実施形態の分解斜視図である。
【図34】本発明に係るコネクタの第2実施形態に備えられるハウジングの正面図である。
【図35】本発明に係るコネクタの第2実施形態に備えられるハウジングの側面図である。
【図36】本発明に係るコネクタの第2実施形態に備えられるハウジングの背面図である。
【図37】本発明に係るコネクタの第2実施形態に備えられるハウジングを下方から見た斜視図である。
【図38】本発明に係るコネクタの第2実施形態の動作を示す斜視図である。
【図39】図38に示すコネクタの第2実施形態を背面側から見た斜視図である。
【発明を実施するための形態】
【0022】
以下、本発明に係るコネクタ、及びコネクタの製造方法の実施の形態を図に基づいて説明する。
【0023】
[本発明に係るコネクタの製造方法の第1実施形態]
図1〜9は本発明に係るコネクタの製造方法の第1実施形態の説明図である。図10は図3に示す第1ハウジング部の成形工程で用いられる第1押さえ治具及び第2押さえ治具を示す斜視図である。
【0024】
後述する本発明に係るコネクタの第1実施形態は、上下段に端子部材が配置されるが、図1は下段に配置される第1端子部材1を示しており、この第1端子部材1は、金属板からの打ち抜き加工によって形成されている。複数の第1端子部材1の第1外部接続部3のそれぞれが、つなぎ桟1aによって連結されている。
【0025】
図1に示す第1端子部材1は、図2に示すように曲げ加工され、後述する相手側コネクタ30の第1外部接続端子33に電気的に接触する第1接触部2と、この第1接触部2に連設され、外部配線に接続される第1外部接続部3とに明確に区画される。
【0026】
図3は、後述の絶縁性のハウジング15の分割部分である第1ハウジング部6を成形する工程を示している。図2に示すように、曲げ加工された第1端子部材1の下側にこの第1端子部材1の下面を押さえる第1押さえ治具4が配置され、第1端子部材1の上側に第1端子部材1の上面を押さえる第2押さえ治具5が配置される。このように、第1押さえ治具4と第2押さえ治具5によって第1端子部材1が上下の動きを阻止された状態で、図示しない金型に樹脂が注入されて1回目のインサート成形が実施される。図10に示すように、第1押さえ治具4の上面には第1端子部材1の第1接触部2のそれぞれの下面に当接可能な複数の突起4aを設けてある。また、第2押さえ治具5の下面にも、第1端子部材1の第1接触部2のそれぞれの上面に当接可能な複数の突起5aを設けてある。これらの第1押さえ治具4の突起4aと、第2押さえ治具えの突起5aとによって第1端子部材1が挟まれるようにして、1回目のインサート成形が行なわれる。
【0027】
この1回目のインサート成形の後に、複数の第1端子部材1の第1外部接続部3を連結するつなぎ桟1aの第1外部接続部3間に位置する部分が切断され、また、第1端子部材1の両端部分が接続され、図4に示す状態となる。このようにして、下側に上述した第1接触部2が設けられ、後述のハウジング15の保持部16の下側部分を有する分割部分である第1ハウジング部6が成形される。この第1ハウジング部6には、両側部のそれぞれに、係合部すなわち後述する第2ハウジング部13の係合部と係合する複数のくぼみ部7が形成されている。また、第1ハウジング部6の上面には、後述する第2端子部材9の第2接触部10を収容する複数の収容部8が形成されている。
【0028】
次に、図5に示すように、別に打ち抜き形成され、その後折り曲げ加工され、第2接触部10と、この第2接触部10に連設される第2外部接続部11を有し、第1端子部材1の上方に配置される複数の第2端子部材9のそれぞれが、図4に示すように形成された第1ハウジング部6の収容部8のそれぞれに収容される。なお、第1端子部材1におけるのと同様に、第2端子部材9の第2外部接続部11のそれぞれも、つなぎ桟によって連結されている。
【0029】
図5に示す状態から、図6に示すように、第1ハウジング部6の上側に、第2端子部材9の上面を押さえる第3押さえ治具12が配置され、第2端子部材4の上方向の動きが第3押さえ治具12の下面によって阻止され、第2端子部材9の下方向の動きが第1ハウジング部6の上面によって阻止された状態で、図示しない金型に樹脂が注入されて2回目のインサート成形が実施される。
【0030】
これにより、図7に示すように、第1ハウジング部6上に、第2接触部10を有し、後述のハウジング15の保持部16の上側を形成する分割部分である第2ハウジング部13が成形される。2回目のインサート成形後に、複数の第2端子部材9の第2外部接続部11を連結するつなぎ桟の、第2外部接続部11間に位置する部分が切断され、また、第2端子部材9の両端部分が切断され、図8に示す状態となる。
【0031】
この図8に示すように、第1ハウジング部6と第2ハウジング部13とによってハウジング15が形成される。第1ハウジング部6に設けたくぼみ部7に、第2ハウジング部6の係合部すなわち突起部14が配置されることによって、第1ハウジング部6と第2ハウジング部13とによって、両面のうちの一方の面、すなわち下面に複数の第1端子部材1の第1接触部2が配列され、他方の面すなわち上面に複数の第2端子部材9の第2接触部10が配列され、後述の相手側コネクタ30に装着される保持部16が形成される。この保持部16における第1接触部2と第2接触部10の配置関係については、後述のコネクタの第1実施形態において説明する。
【0032】
保持部16の前側に位置する上下端部のそれぞれには、第1端子部材1の第1接触部2の切断端部、第2端子部材9の第2接触部10の切断端部のそれぞれが収容される溝部17が設けられている。
【0033】
また、ハウジング15には、後述の付勢部材例えばコイルばね23がそれぞれ収容される一対のばね収容部20と、装置の奥側に設けられた左右の突出壁21のそれぞれに形成され、ばね収容部20に連通する貫通穴22とが設けられている。
【0034】
最後に、図9に示すように、金属製の枠体18内に、シャッター25と、図8に示すハウジング15とが組み込まれて、コネクタの組み立てが完了する。すなわち、ハウジング15の保持部16と、この保持部16の下面に設けられた第1接触部2、及び保持部16の上面に設けられた第2接触部10とが突出可能な開口部25aを有し、後述の相手側コネクタ30の枠体18の開口部24への挿入に伴って移動可能なシャッター25を、枠体18の開口部24に組み込み、この状態で第1ハウジング部6と第2ハウジング部13とから成るハウジング15が枠体18内に収容されて本発明に係るコネクタの製造方法の第1実施形態が完了する。
【0035】
[本発明に係るコネクタの第1実施形態]
図11〜15は、図8に示すハウジングの説明図で、図11は平面図、図12は裏面図、図13は側面図、図14は背面側から見た斜視図、図15は端子部材の要部拡大図である。図16〜19は、本発明に係るコネクタの第1実施形態の説明図で、図16は分解斜視図、図17は正面図、図18は背面図、図19は平面図である。図20は本発明に係るコネクタの第1実施形態に備えられる枠体を示す斜視図、図21は本発明に係るコネクタの第1実施形態に備えられるシャッターを示す斜視図である。これらの図11〜21、及び上述した図4,8,9を用いて、本発明に係るコネクタの第1実施形態について説明する。
【0036】
本発明に係るコネクタの第1実施形態は、図17に示すように、後述の相手側コネクタ30の挿抜方向と直交する断面で見たときに、隣り合う第1接触部2間の部分に対向する位置に第2接触部10が配置され、隣り合う第2接触部10間の部分に対向する位置に第1接触部2が配置されるように、保持部16における第1接触部2と第2接触部10との配置関係を設定してある。このような構成を実現させるために、上述した図4に示す第2端子部材9が収容される収容部8は、相手側コネクタ30の挿抜方向と直交する断面で見たときに、第1ハウジング部6の保持部16に形成された第1接触部2間に対応する位置に収容部8が配置されるように、この収容部8の位置を設定してある。
【0037】
また、図15に示すように、この第1実施形態に係るコネクタは、隣り合う第1端子部材1の第1接触部2間の間隔に比べて、隣り合う第1外部接続部3間の間隔が広くなるように、複数の第1端子部材1を保持部16に配列させてある。第2端子部材9についても同様であり、隣り合う第2端子部材9の第2接触部10間の間隔に比べて、隣り合う第2外部接続部11間の間隔が広くなるように、複数の第2端子部材9を保持部16に配列させてある。
【0038】
すなわち、第1端子部材1の第1接触部2の幅寸法に比べて第1外部接続部3の幅寸法を小さく設定し、第1接触部2の側部と、第1接触部2に連設される第1外部接続部3の一部の側部とを樹脂で埋設してある。同様に、第2端子部材9の第2接触部10の幅寸法に比べて第2外部接続部11の幅寸法を小さく設定し、第2接触部10の側部と、第2接触部10に連設される第2外部接続部11の一部の側部とを樹脂で埋設してある。
【0039】
また、この第1実施形態に係るコネクタは、図11,12,14,18等に示すように、ハウジング15から突出する第1端子部材1の第1外部接続部3の部分、及び第2端子部材9の第2外部接続部11の部分のそれぞれを折り曲げ形成してある。第1端子部材1のそれぞれは、ハウジング15に近い位置で第1外部接続部3が折り曲げられ、第2端子部材9のそれぞれは、ハウジング15から遠ざかる位置で第2外部接続部11が折り曲げられるように構成してある。例えば、第2外部接続部11を一体に連結する絶縁性の樹脂から成る連結部19を備えており、第2外部接続部11のそれぞれは、この連結部19を介して同時に折り曲げられるようになっている。
【0040】
また、この第1実施形態に係るコネクタは、図9,16,21等に示すように、枠体18の後述する相手側コネクタ30が挿入される開口部24に配置され、相手側コネクタ30の挿抜方向に移動可能なシャッター25と、このシャッター25を枠体18の開口部24方向に付勢する付勢部材、例えばコイルばね23を備えている。また、シャッター25を後述の相手側コネクタ30の挿抜方向に案内する案内部を備えている。この案内部は、図9,16に示すように、シャッター25に設けた突起25cと、枠体18に設けられ突起25cを相手側コネクタ30の挿抜方向に案内するガイド穴26とから成っている。図20等に示すように、枠体18を、ガイド穴26の終端部26aよりも手前位置で、この第1実施形態に係るコネクタの厚さ方向に折り曲げ形成し、この折り曲げ形成した枠体18部分のガイド穴26からシャッター25の突起25cの一部が突出可能になっている。上述したガイド穴26の終端部26a、及びこの終端部26aの近傍部分を含む枠体18部分は、例えば突出部27から成り、この突出部27が、ガイド穴26の終端部26aよりも手前位置で折り曲げ形成されている。突出部27の下端部27aは、ガイド穴26の終端部26aの下方に位置している。すなわち、ガイド穴26の終端部26aは突出部27の下端部27aによって閉じられている。枠体18には、図19,20に示すように、ハウジング15に係合する取り付け用の一対の係合部28を設けてある。
【0041】
シャッター25は、図16等に示すように、ハウジング15の保持部16が挿通する開口部25a、及び案内部を構成する突起25cの他、両側部のそれぞれにコイルばね23を保持する棒状部25bを備えており、これらの棒状部25bは、シャッター25の装置奥側への移動に伴ってそれぞれの端部が図18等に示すハウジング15の突出壁21の貫通穴22のそれぞれ該当するものに挿入可能となっている。
【0042】
[相手側コネクタ]
図22は本発明に係るコネクタの第1実施形態に装着される相手方コネクタを示す要部斜視図、図23は図22に示す相手側コネクタの正面図である。
【0043】
これらの図22,23に示すように、上述した第1実施形態に係るコネクタに装着される相手側コネクタ30は、第1実施形態に係るコネクタの枠体18の開口部24に挿入される突出部31を備えている。この突出部31内には、第1実施形態に係るコネクタの保持部16が嵌入される開口部32が設けられている。図23に示すように、相手側コネクタ30の開口部32を形成する下面側には、第1実施形態に係るコネクタの保持部16の下面に設けた第1接触部2のそれぞれと電気的に接触可能な複数の第1外部接続端子33が設けられている。また、相手側コネクタ30の開口部32を形成する上面側には、第1実施形態に係る保持部16の上面に設けた第2接触部10のそれぞれと電気的に接触可能な複数の第2外部接続端子34が設けられている。
【0044】
[第1実施形態に係るコネクタの動作]
図9等に示す第1実施形態に係るコネクタの枠体18の開口部24に、図22に示す相手側コネクタ30の突出部31が嵌入されるようにして、第1実施形態に係るコネクタに相手側コネクタ30が装着されると、相手側コネクタ30の挿入に伴って第1実施形態に係るコネクタに備えられるシャッター25がコイルばね23の力に抗して装置の奥側へ移動する。これに伴って、第1実施形態に係るコネクタのハウジング15の保持部16が、シャッター25の開口部25aから大きく露出し始め、この保持部16が相手側コネクタ30の開口部32に嵌入する。
【0045】
この間、シャッター25の突起25cは枠体18のガイド穴26に案内されて装置の奥側へ移動し、シャッター25の一対の棒状部25bもコイルばね23を圧縮するようにしてハウジング15のばね収容部20に進入する。シャッター25が保持部16の第1接触部2及び第2接触部10を完全に露出させる装置の最奥側位置まで移動する間、シャッター25の突起25cは、図2に示すガイド穴26の終端部26aの上側を進行して、ガイド穴26から一部が外部空間に突出する。また、シャッター25の棒状部25bのそれぞれの端部は、ハウジング15のそれぞれの突出壁21の貫通穴22内に進入する。
【0046】
シャッター25が装置の最奥側位置まで移動した状態では、相手側コネクタ30の第1外部接続端子33が第1実施形態に係るコネクタの保持部16に設けられた第1端子部材1の第1接触部2に接触し、相手側コネクタ30の第2外部接続端子34が第1実施形態に係るコネクタの保持部16の第2端子部材9の第2接触部10に接触する。これによって、第1実施形態に係るコネクタと、相手側コネクタ30との間の信号の送受信が可能となる。
【0047】
第1実施形態に係るコネクタから相手側コネクタ30が引き抜かれると、図9等に示す一対のコイルばね23によってシャッター25の突起25cが枠体18のガイド穴26に案内されながら、シャッター25が枠体18の開口部24方向に移動する。これに伴って、シャッター25の棒状部25bがハウジング15の突出壁21の貫通穴22及びばね収容部20から退出する。図9に示すように、シャッター25の突起25cが枠体18のガイド穴26の始端部に係合したときシャッター25の移動が停止し、初期状態に復帰する。このとき、ハウジング15の保持部16に設けた第1接触部2及び第2接触部10は、枠体18とシャッター25とによって囲まれた閉空間内に保持された状態となる。
【0048】
[第1実施形態に係るコネクタの効果]
第1実施形態に係るコネクタによれば、相手側コネクタ30の挿抜方向と直交する断面で見たときに、図17で示したように、第1接触部2が隣り合う第2接触部10間に位置し、第2接触部10が隣り合う第1接触部2間に位置するので、この第1接触部2の配設位置と第2接触部10の配設位置のずれを利用して、第1接触部2を形成する第1端子部材1と、第2接触部10を形成する第2端子部材9のそれぞれを、第1押さえ治具4及び第2押さえ治具5を介して、また第3押さえ治具12を介して、それぞれ個別に動きを抑えながらインサート成形して、ハウジング15の下面に第1接触部2を、上面に第2接触部10を設けることができる。すなわち、保持部16の両面のそれぞれに配設される第1接触部2と第1接触部10を、インサート成形時に動くことなく精度良く設けることができる。したがって、第1接触部2及び第2接触部10の狭ピッチ化をインサート成形によって実現させることができる。これによって、この第1実施形態に係るコネクタの幅方向の小型化が可能となる。
【0049】
また、1回目のインサート成形後に、複数の第1端子部材1の第1外部接続部3のそれぞれを連結していたつなぎ桟1aの、第1外部接続部3間に位置する部分が切断され、2回目のインサート成形後に、複数の第2端子部材9の第2外部接続部11のそれぞれを連結していたつなぎ桟の、第2外部接続部11間に位置する部分が切断されるが、この場合、第1端子部材1間の間隔、及び第2端子部材9間の間隔を狭くすることにより、隣り合う第1端子部材1の第1接触部2間の間隔、及び隣り合う第2端子部材9の第2接触部10間の間隔を狭く設定しても、これらの第1接触部2、第2接触部10間の間隔に比べて、隣り合う第1外部接続部3間の間隔、及び隣り合う第2外部接続部11間の間隔が広いことから、第1外部接続部3、第2外部接続部11を連結するつなぎ桟1a等を切断する加工具の刃を、隣り合う第1外部接続部3間の間隔、第2外部接続部11間の広い間隔に応じた刃とすることができる。すなわち、第1接触部2間の間隔及び第2接触部10間の間隔を狭くすることができ、しかも第1外部接続部3及び第2外部接続部11のそれぞれを連結するつなぎ桟1a等を切断する加工具の刃を比較的厚くすることができる。これにより、第1接触部2及び第2接触部10の狭ピッチ化を実現させることができ、この第1実施形態に係るコネクタの幅方向の小型化が可能となる。また、加工具の寿命を長くすることができ、加工具のメンテナンスを少なく抑えることができる。これにより、この第1実施形態に係るコネクタの生産性を向上させることができる。
【0050】
また、この第1実施形態に係るコネクタは、第1端子部材1の第1接触部2の幅寸法に比べて、第1外部接続部3の幅寸法を小さく設定し、また、第2端子部材9の第2接触部10の幅寸法に比べて第2外部接続部11の幅寸法を小さく設定し、第1接触部2の側部と、第1外部接続部3の一部の側部とを樹脂で埋設し、第2接触部10の側部と、第2外部接続部11の一部の側部とを樹脂で埋設してある。このように構成したことから、相手側コネクタ30から第1端子部材1の第1接触部2に、また、第2端子部材9の第2接触部10に、装着に伴う押圧力が加えられたときに、その押圧力を図15に示す第1接触部2と第1外部接続部3をつなぐくびれ部分1b、第2接触部10と第2外部接続部11をつなぐくびれ部分の樹脂で受けるので、相手側コネクタ30の装着時に、第1端子部材1、第2端子部材9が相手側コネクタ30の挿抜方向に動くことを防ぐことができる。これにより安定した信頼性の高い構造が得られる。
【0051】
また、この第1実施形態に係るコネクタは、ハウジング15から突出する第1端子部材1の第1外部接続部3の部分、及び第2端子部材9の第2外部接続部11の部分のそれぞれを折り曲げ形成し、ハウジング15から突出する第2端子部材9の第2外部接続部11を一体に連結する絶縁性の連結部19を設けた構成にしてある。これにより、連結部19を介して複数の第2端子部材9の第2外部接続部11の部分を同時に精度良く折り曲げることができ、この第1実施形態に係る製造能率の向上に貢献する。
【0052】
また、第1端子部材1の第1外部接続部3をハウジング15に近い位置で折り曲げ、上述した連結部19をハウジング15から遠ざかる位置で折り曲げられる第2端子部材9の第2外部接続部11に設けたことから、第1端子部材1の第1外部接続部3と、第2端子部材9の第2外部接続部11とを互いに干渉することなく配置することができる。これにより、安定した信頼性を有する構造が得られる。
【0053】
また、図8に示すように、ハウジング15の保持部16に、第1端子部材1の第1接触部2の切断端部、第2端子部材9の第2接触部10の切断端部のそれぞれが収容される溝部17を設けたことから、これらの第1端子部材1の第1接触部2の切断端部、第2端子部材9の第2接触部10の切断端部が相手側コネクタ30の摺動面に突出して、第1接触部2あるいは第1接触部10が破損するような事態を防ぐことができる。これにより、安定した信頼性を有する構造が得られる。
【0054】
また、この第1実施形態に係るコネクタは、相手側コネクタ30が枠体18の開口部24に挿入されてシャッター25が装置の最奥側位置まで移動した際には、シャッター25の突起25cが、折り曲げ形成された枠体18部分のガイド穴26から外部空間に突出した状態となる。すなわち、シャッター25が装置の最奥側位置まで移動した際には、突起25cがガイド穴26に規制されることなく外部空間内を移動することができる。このように突起25cをシャッター25に設けたことによって相手側コネクタ30の外形形状に対する制約を解消でき、また当該コネクタの幅方向の小型化を実現させることができるとともに、必要なシャッター25の移動量を確保することができる。また、枠体18を、ガイド穴26の終端部26aよりも手前位置で当該コネクタの厚さ方向に折り曲げ形成してあることから、装置全体の長さ寸法を小さくすることができ、長さ方向の大型化も抑えることができる。すなわち、信頼性の高い機能の確保と装置全体の小型化を実現させることができる。
【0055】
また、上述した折り曲げ形成される枠体18部分は突出部27から成っており、この突出部27を折り曲げればよいので、折り曲げ加工が簡単であり、製造能率の向上に貢献する。また、突出部27の周囲は枠体18部分が不要となるので、枠体18を形成する材料費を安く抑えることができ、実用性に富む。
【0056】
また、枠体18の係合部28を介して、枠体18とハウジング15とを一体に固定することができ、強固な安定した構造を実現させることができる。
【0057】
また、シャッター25が装置の奥側位置付近まで移動した際に、シャッター25の棒状部25bの端部がハウジング15の貫通穴22に挿入するようにしてあることから、必要なシャッター25の移動量を容易に確保することができる。
【0058】
また、シャッター25の突起25cを案内するガイド穴26の終端部26aは、枠体18の突出部27の下端部27aによって閉じられた構造となっていることから、ガイド穴26の強度を確保することができ、安定した構造の実現に貢献する。
【0059】
[第1実施形態に係るコネクタの製造方法の効果]
また、第1実施形態に係るコネクタの製造方法にあっては、第1ハウジング部6を成形する工程では、第1押さえ治具4と第2押さえ治具5とによって、第1接触部2を形成する第1端子部材1の動きを抑えながらインサート成形することができる。また、第2ハウジング部13を成形する工程では、第1ハウジング部6と第3押さえ治具12とによって、第2接触部10を形成する第2端子部材9の動きを抑えながらインサート成形することができる。すなわち、保持部16の両面のそれぞれに配列される第1接触部2及び第2接触部10を、インサート成形時に動くことなく精度良く設けることができ、第1接触部2、第2接触部10の狭ピッチ化をインサート成形によって実現させることができる。これによって、当該コネクタの幅方向の小型化を実現させることができる。
【0060】
また、インサート成形に際して保持部16に形成された収容部8に第2端子部材9の第2接触部10を配置することにより、第1ハウジング部6上に第2端子部材9を簡単に位置決めすることができる。また、第1ハウジング部6の収容部8に第2端子部材9の第2接触部10を配置してインサート成形することによって、相手側コネクタ30の挿抜方向と直交する断面で見たときに、隣り合う第1接触部2間に第2接触部10を、また、隣り合う第2接触部10間に第1接触部2を精度良く配置させることができる。
【0061】
また、第1ハウジング部6を成形する工程で第1ハウジング部6に設けたくぼみ部7と、第2ハウジング部13を成形する工程で第2ハウジング部13に設けられ、くぼみ部7に係合する突起部14とによって、第1ハウジング部6と第2ハウジング部13とを強固に一体化させることができる。これにより、保持部16の下面に第1接触部2を有し、上面に第2接触部10を有する安定構造のハウジング15を得ることができる。
【0062】
また、枠体18内にシャッター25を組み込むことによって、ハウジング15の保持部16に設けられた第1接触部2及び第2接触部10の保護を実現でき、信頼性の高いコネクタを得ることができる。
【0063】
[本発明に係るコネクタの製造方法の第2実施形態]
図24〜31は、本発明に係るコネクタの製造方法の第2実施形態の説明図である。図32は図29に示すハウジングの成形工程で用いられる第1押さえ治具及び第2押さえ治具を示す斜視図である。
【0064】
はじめに、図24に示す下段に配置される第1端子部材40と、図25に示す上段に配置される第2端子部材41が、金属板から打ち抜き加工によって形成される。複数の第1端子部材40の第1外部接続部43は、つなぎ桟40aによって連結されている。同様に、複数の第2端子部材41の第2外部接続部45は、つなぎ桟41aによって連結されている。
【0065】
図24に示す下段に配置される第1端子部材40は、図26に示すように曲げ加工され、上述の相手側コネクタ30の第1外部接続端子33に電気的に接触する第1接触部42と、この第1接触部42に連設され、外部配線に接続される第1外部接続部43とに明確に区画される。同様に、図25に示す上段に配置される第2端子部材41は、図27に示すように曲げ加工され、相手側コネクタ30の第2外部接続端子34電気的に接触する第2接触部44と、この第2接触部44に連設され、外部配線に接続される第2外部接続部45とに区画される。
【0066】
次に、図28に示すように、図26に示す第1端子部材40の第1接触部42を下段に、図27に示す第2端子部材41の第2接触部44を上段に重ねるように配置する。このとき、並設された複数の第1端子部材40と、並設された複数の第2端子部材41とが互い違いになるようにそれぞれ配置する。
【0067】
次に、図29に示すように、第1押さえ治具46を第1端子部材40の下側に配置し、第2押さえ治具47を第2端子部材41の上側に配置し、これらの第1押さえ治具46及び第2押さえ治具47によって、第1端子部材40及び第2端子部材41を押さえた状態でインサート成形する。ここで図32に示すように、第1押さえ治具46の上面には、高さの低い第1突起46aと、この第1突起46aよりも高い第2突起46bが形成されており、第2押さえ治具47の下面には、高さの低い第1突起47aと、この第1突起47aよりも高い第2突起47bが形成されている。上述のように、第1押さえ治具46と第26押さえ治具47によって、第1端子部材40及び第2端子部材41を押さえる際に、第1押さえ治具46の第1突起46aで第1端子部材40の下面を押さえ、第1押さえ治具46の第2突起46bを第1端子部材40間を挿通させてこの第2突起46bで第2端子部材41の下面を押さえるようにしてある。複数の第1端子部材40のうちの隣り合う第1端子部材40間の間隔は、第1押さえ治具46の第2突起46bが挿通可能な寸法に設定されている。また、第2押さえ治具47の第1突起47aで第2端子部材41の上面を押さえ、第2押さえ治具47の第2突起47bを第2端子部材41間を挿通させてこの第2突起47bで第1端子部材40の上面を押さえるようにしてある。複数の第2端子部材41のうちの隣り合う第2端子部材41間の間隔は、第2押さえ治具47の第2突起47bが挿通可能な寸法に設定されている。
【0068】
上述したインサート成形後に、複数の第1端子部材40の第1外部接続部43を連結するつなぎ桟40aの、第1外部接続部43間に位置する部分が切断される。同様に、複数の第2端子部材41の第2外部接続部45を連結するつなぎ桟41aの、第2外部接続部45間に位置する部分が切断される。また、第1端子部材40及び第2端子部材41の両端部分が切断される。このようにして図30に示すハウジング48が成形される。すなわち、保持部49の下面に第1接触部42が設けられ、上面に第2接触部44が設けられ、第1端子部材40の第1接触部42の切断端部、及び第2端子部材41の第2接触部44の切断端部を収容する溝部50を有するハウジング48が成形される。
【0069】
なお、ハウジング48には、同図30に示すように、上述した第1実施形態と同等の一対のばね収容部51と、装置の奥側位置に設けられた左右の突出壁52のそれぞれに形成され、ばね収容部51に連通する貫通穴53とが設けられている。
【0070】
そして、図31に示すように、金属製の枠体54内にシャッター56と、図30に示すハウジング48とが組み込まれる。その後に、枠体54の突出部59、及び係合部60が下方に折り曲げられ、コネクタの製造が完了する。
【0071】
[本発明に係るコネクタの第2実施形態]
図33は本発明に係るコネクタの第2実施形態の分解斜視図である。図34〜37はハウジングの説明図で、図34は正面図、図35は側面図、図36は背面図、図37は下方から見た斜視図である。
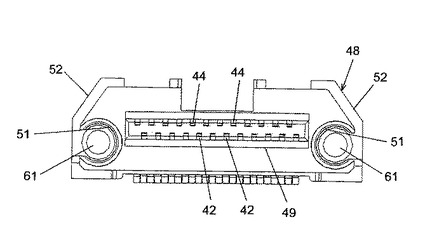
【0072】
これらの図33〜37、及び図30,31に示すように、本発明に係るコネクタの第2実施形態も、上述したコネクタの第1実施形態とほぼ同等の構成になっている。すなわち、図34等に示すように、ハウジング48の保持部49の下面には第1接触部42が設けられ、上面には第2接触部44が設けられている。また、相手側コネクタ30の挿抜方向と直交する断面で見たときに、隣り合う第1接触部42間に対向する位置に第2接触部44が配置され、隣り合う第2接触部44間に対向する位置に第1接触部42が配置されるように、保持部49における第1接触部42と第2接触部44との配置関係を設定してある。ただし、保持部49は一構造体から成っており、上述したコネクタの第1実施形態におけるようなくぼみ部7及び突起部14は形成されていない。
【0073】
シャッター56は、コネクタの第1実施形態と同等であり、保持部49が挿通する開口部56aと、コイルばね57を保持する棒状部56bと、案内部を構成する突起56cとを備えている。枠体54には、図31等に示すように、シャッター56の突起56cが案内される案内部を構成するガイド穴58が設けられている。
【0074】
また、図37等に示すように、第1端子部材40の第1外部接続部43及び第2端子部材41の第2外部接続部44の配置関係も、上述した第1実施形態と同等であり、第2外部接続部45を同時に折り曲げ可能な絶縁性の連結部62を備えている。
【0075】
第1端子部材40の第1接触部42と第1外部接続部43の幅寸法の大小関係、及び第2端子部材41の第2接触部44と第2外部接続部45の幅寸法の大小関係も、上述した図15に示したコネクタの第1実施形態におけるものと同等である。
【0076】
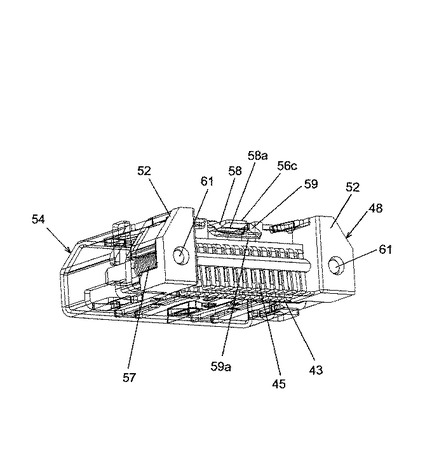
図38は本発明に係るコネクタの第2実施形態の動作を示す斜視図、図39は図38に示すコネクタの第2実施形態を背面側から見た斜視図である。
【0077】
これらの図38,39に示すように、このコネクタの第2実施形態も、上述したコネクタの第1実施形態と同様に、枠体54をガイド穴58の終端部58aよりも手前位置で、当該コネクタの厚さ方向に折り曲げ形成し、この折り曲げ形成した枠体54部分、すなわち突出部59のガイド穴58からシャッター56の突起56cの一部が突出可能になっている。
【0078】
[第2実施形態に係るコネクタ、及び第2実施形態に係るコネクタの製造方法の効果]
第2実施形態に係るコネクタも、上述した第1実施形態に係るコネクタと同様に、第1端子部材40の第1接触部42の配設位置と、第2端子部材41の第2接触部44の配設位置のずれを利用して、第1端子部材40及び第2端子部材41を、第1押さえ治具46及び第2押さえ治具47を介して個別に動きを抑えながらインサート成形し、ハウジング48の保持部49の下面に第1接触部42を、上面に第2接触部44を設けることができる。すなわち、上述した第1実施形態に係るコネクタと同様に、第2実施形態に係るコネクタにあっても、保持部49の両面に配列される第1接触部42、第2接触部44をインサート成形時に動くことなく精度良く設けることができる。その他の作用効果は、第1実施形態と同等である。
【0079】
また、上述のようにしてコネクタを製造する第2実施形態に係る製造方法は、ハウジング48を形成する工程では、第1押さえ治具46と第2押さえ治具47とによって、第1端子部材40及び第2端子部材41の動きを抑えながらインサート成形することができる。すなわち、上述した第1実施形態に係るコネクタの製造方法と同様に、この第2実施形態に係るコネクタの製造方法も、保持部49の両面のそれぞれに配列される第1接触部42及び第2接触部44を、インサート成形時に動くことなく精度良く設けることができ、上述した第1実施形態に係るコネクタの製造方法と同等の作用効果を得ることができる。
【0080】
また特に、この第2実施形態に係るコネクタの製造方法は、1回のインサート成形で保持部49の両面に第1接触部42、第2接触部44を有するハウジング48を成形することができる。これにより製造作業の能率を向上させることができる。
【符号の説明】
【0081】
1 第1端子部材
1a つなぎ桟
1b くびれ部分
2 第1接触部
3 第1外部接続部
4 第1押さえ治具
4a 突起
5 第2押さえ治具
5a 突起
6 第1ハウジング部
7 くぼみ部(係合部)
8 収容部
9 第2端子部材
10 第2接触部
11 第2外部接続部
12 第3押さえ治具
13 第2ハウジング部
14 突起部(係合部)
15 ハウジング
16 保持部
17 溝部
18 枠体
19 連結部
20 ばね収容部
21 突出壁
22 貫通穴
23 コイルばね(付勢部材)
24 開口部
25 シャッター
25a 開口部
25b 棒状部
25c 突起(案内部)
26 ガイド穴(案内部)
26a 終端部
27 突出部
27a 下端部
28 係合部
30 相手側コネクタ
31 突出部
32 開口部
33 第1外部接続端子
34 第2外部接続端子
40 第1端子部材
40a つなぎ桟
41 第2端子部材
41a つなぎ桟
42 第1接触部
43 第1外部接続部
44 第2接触部
45 第2外部接続部
46 第1押さえ治具
46a 第1突起
46b 第2突起
47 第2押さえ治具
47a 第1突起
47b 第2突起
48 ハウジング
49 保持部
50 溝部
51 ばね収容部
52 突出壁
53 貫通穴
54 枠体
55 開口部
56 シャッター
56a 開口部
56b 棒状部
56c 突起(案内部)
57 コイルばね(付勢部材)
58 ガイド穴(案内部)
58a 終端部
59 突出部
59a 下端部
60 係合部
61 貫通穴
62 連結部
【特許請求の範囲】
【請求項1】
絶縁性のハウジングに相手側コネクタに装着される保持部が形成され、この保持部の両面のうちの一方の面に上記相手側コネクタの第1外部接続端子が電気的に接触する複数の第1接触部を配列し、上記両面のうちの他方の面に上記相手側コネクタの第2外部接続端子が電気的に接触する複数の第2接触部を配列したコネクタであって、
上記相手側コネクタの挿抜方向と直交する断面で見たときに、隣り合う上記第1接触部間の部分に対向する位置に上記第2接触部が配置され、隣り合う上記第2接触部間の部分に対向する位置に上記第1接触部が配置されるように、上記保持部における上記第1接触部と上記第2接触部との配置関係を設定したことを特徴とするコネクタ。
【請求項2】
請求項1に記載のコネクタを製造するコネクタの製造方法であって、
上記第1接触部を形成する第1端子部材を挟むように第1押さえ治具と第2押さえ治具を配置し、これらの第1押さえ治具及び第2押さえ治具のそれぞれの突起によって上記第1端子部材を押さえた状態でインサート成形して、上記保持部の一方の分割部分と、上記第1接触部とを有する第1ハウジング部を成形する工程と、
この工程で成形された上記第1ハウジング部上に上記第2接触部を形成する第2端子部材を載置し、この第2端子部材を第3押さえ治具で押さえた状態でインサート成形して、上記保持部の他方の分割部分と上記第2接触部とを有する第2ハウジング部を成形する工程とを有することを特徴とするコネクタの製造方法。
【請求項3】
請求項2に記載のコネクタの製造方法において、
上記第1ハウジング部に上記第2端子部材の上記第2接触部を収容する収容部を形成し、上記相手側コネクタの挿抜方向と直交する断面で見たときに、上記第1ハウジング部の上記保持部に形成された第1接触部間に対応する位置に上記収容部が配置されるように、この収容部の位置を設定したことを特徴とするコネクタの製造方法。
【請求項4】
請求項2に記載のコネクタの製造方法において、
上記第1ハウジング部を成形する工程で、上記第1ハウジング部に上記第2ハウジング部と係合する係合部を形成し、上記第2ハウジング部を形成する工程で、上記第2ハウジング部に上記第1ハウジング部の上記係合部と係合する係合部を形成することを特徴とするコネクタの製造方法。
【請求項5】
請求項2〜4のいずれか1項に記載のコネクタの製造方法において、
上記ハウジングの上記保持部と、この保持部の上記一方の面に設けられた上記第1接触部、及び上記保持部の上記他方の面に設けられた第2接触部とが突出可能な開口部を有し、上記相手側コネクタの挿入に伴って移動可能なシャッターを、枠体の開口部に組み込み、この状態で上記第1ハウジング部と上記第2ハウジング部とから成るハウジングを上記枠体内に収容することを特徴とするコネクタの製造方法。
【請求項6】
請求項1に記載のコネクタを製造するコネクタの製造方法であって、
上記第1接触部を形成する第1端子部材と、上記第2接触部を形成する第2端子部材とを重ねて配置し、
これらの第1端子部材と第2端子部材を挟むように、第1押さえ治具と第2押さえ治具を配置し、上記第1押さえ治具の第1突起で上記第1端子部材を押さえ、上記第1押さえ治具の第2突起を上記第1端子部材間を挿通させてこの第1押さえ治具の上記第2突起で上記第2端子部材を押さえ、上記第2押さえ治具の第1突起で上記第2端子部材を押さえ、上記第2端子部材の第2突起を上記第2端子部材間を挿通させてこの第2押さえ治具の上記第2突起で上記第1端子部材を押さえた状態でインサート成形して、上記第1接触部と上記第2接触部を設けた保持部を有するハウジングを成形することを特徴とするコネクタの製造方法。
【請求項7】
請求項6項に記載のコネクタの製造方法において、
上記ハウジングの上記保持部と、この保持部の上記一方の面に設けられた上記第1接触部、及び上記保持部の上記他方の面に設けられた第2接触部とが突出可能な開口部を有し、上記相手側コネクタの挿入に伴って移動可能なシャッターを、枠体の開口部に組み込み、この状態で上記ハウジングを枠体内に収容することを特徴とするコネクタの製造方法。
【請求項1】
絶縁性のハウジングに相手側コネクタに装着される保持部が形成され、この保持部の両面のうちの一方の面に上記相手側コネクタの第1外部接続端子が電気的に接触する複数の第1接触部を配列し、上記両面のうちの他方の面に上記相手側コネクタの第2外部接続端子が電気的に接触する複数の第2接触部を配列したコネクタであって、
上記相手側コネクタの挿抜方向と直交する断面で見たときに、隣り合う上記第1接触部間の部分に対向する位置に上記第2接触部が配置され、隣り合う上記第2接触部間の部分に対向する位置に上記第1接触部が配置されるように、上記保持部における上記第1接触部と上記第2接触部との配置関係を設定したことを特徴とするコネクタ。
【請求項2】
請求項1に記載のコネクタを製造するコネクタの製造方法であって、
上記第1接触部を形成する第1端子部材を挟むように第1押さえ治具と第2押さえ治具を配置し、これらの第1押さえ治具及び第2押さえ治具のそれぞれの突起によって上記第1端子部材を押さえた状態でインサート成形して、上記保持部の一方の分割部分と、上記第1接触部とを有する第1ハウジング部を成形する工程と、
この工程で成形された上記第1ハウジング部上に上記第2接触部を形成する第2端子部材を載置し、この第2端子部材を第3押さえ治具で押さえた状態でインサート成形して、上記保持部の他方の分割部分と上記第2接触部とを有する第2ハウジング部を成形する工程とを有することを特徴とするコネクタの製造方法。
【請求項3】
請求項2に記載のコネクタの製造方法において、
上記第1ハウジング部に上記第2端子部材の上記第2接触部を収容する収容部を形成し、上記相手側コネクタの挿抜方向と直交する断面で見たときに、上記第1ハウジング部の上記保持部に形成された第1接触部間に対応する位置に上記収容部が配置されるように、この収容部の位置を設定したことを特徴とするコネクタの製造方法。
【請求項4】
請求項2に記載のコネクタの製造方法において、
上記第1ハウジング部を成形する工程で、上記第1ハウジング部に上記第2ハウジング部と係合する係合部を形成し、上記第2ハウジング部を形成する工程で、上記第2ハウジング部に上記第1ハウジング部の上記係合部と係合する係合部を形成することを特徴とするコネクタの製造方法。
【請求項5】
請求項2〜4のいずれか1項に記載のコネクタの製造方法において、
上記ハウジングの上記保持部と、この保持部の上記一方の面に設けられた上記第1接触部、及び上記保持部の上記他方の面に設けられた第2接触部とが突出可能な開口部を有し、上記相手側コネクタの挿入に伴って移動可能なシャッターを、枠体の開口部に組み込み、この状態で上記第1ハウジング部と上記第2ハウジング部とから成るハウジングを上記枠体内に収容することを特徴とするコネクタの製造方法。
【請求項6】
請求項1に記載のコネクタを製造するコネクタの製造方法であって、
上記第1接触部を形成する第1端子部材と、上記第2接触部を形成する第2端子部材とを重ねて配置し、
これらの第1端子部材と第2端子部材を挟むように、第1押さえ治具と第2押さえ治具を配置し、上記第1押さえ治具の第1突起で上記第1端子部材を押さえ、上記第1押さえ治具の第2突起を上記第1端子部材間を挿通させてこの第1押さえ治具の上記第2突起で上記第2端子部材を押さえ、上記第2押さえ治具の第1突起で上記第2端子部材を押さえ、上記第2端子部材の第2突起を上記第2端子部材間を挿通させてこの第2押さえ治具の上記第2突起で上記第1端子部材を押さえた状態でインサート成形して、上記第1接触部と上記第2接触部を設けた保持部を有するハウジングを成形することを特徴とするコネクタの製造方法。
【請求項7】
請求項6項に記載のコネクタの製造方法において、
上記ハウジングの上記保持部と、この保持部の上記一方の面に設けられた上記第1接触部、及び上記保持部の上記他方の面に設けられた第2接触部とが突出可能な開口部を有し、上記相手側コネクタの挿入に伴って移動可能なシャッターを、枠体の開口部に組み込み、この状態で上記ハウジングを枠体内に収容することを特徴とするコネクタの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【公開番号】特開2010−257907(P2010−257907A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2009−109828(P2009−109828)
【出願日】平成21年4月28日(2009.4.28)
【出願人】(000010098)アルプス電気株式会社 (4,263)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成21年4月28日(2009.4.28)
【出願人】(000010098)アルプス電気株式会社 (4,263)
【Fターム(参考)】
[ Back to top ]