
コネクタの保護構造
【課題】コネクタへの水、埃の浸入を防止し、コネクタ内の端子金具および電線の芯線の腐食発生を防止する。
【解決手段】電線群の外周に密着させやすくした小径筒部と、前記電線群に接続するコネクタの外周に密着させやすくした大径筒部を有する異形の熱収縮チューブを、前記電線群からコネクタにかけて被せ、加熱収縮した前記熱収縮チューブで、前記電線群およびコネクタの外周を連続して被覆している。
【解決手段】電線群の外周に密着させやすくした小径筒部と、前記電線群に接続するコネクタの外周に密着させやすくした大径筒部を有する異形の熱収縮チューブを、前記電線群からコネクタにかけて被せ、加熱収縮した前記熱収縮チューブで、前記電線群およびコネクタの外周を連続して被覆している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はコネクタの保護構造に関し、特に、自動車に配索される電線の端末に接続されるコネクタへの水、埃等の浸入を防止するものである。
【背景技術】
【0002】
電線端末に接続されるコネクタには、被覆電線の端末で絶縁被覆を剥離して露出した芯線を圧着接続あるいは圧接接続した端子金具が挿入係止されている。このように、コネクタ内には電線の芯線および端子金具が挿入されているため、コネクタの端子挿入側からコネクタ内に水や埃が浸入すると、端子金具および芯線に腐食が発生する。特に、車両に配線される場合、エンジンルーム等の被水領域でコネクタ同士の接続が行われるため、水や埃が浸入しやすい。かつ、一方のコネクタへ水や埃が浸入すると、嵌合する他方のコネクタへの水や埃が浸入するため、嵌合接続する両方のコネクタの端子挿入側からの水、埃の浸入を防止する必要がある。
【0003】
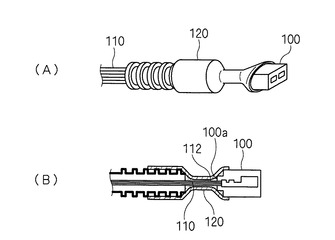
コネクタ接続部での防水、防塵対策を行ったものとして、本出願人は、特開2000−208174号公報(特許文献1)で、図8に示すように、コネクタ100の電線挿入口100aに挿入接続される電線群110の部分にシール材112を充填した状態で、熱収縮チューブ120をコネクタ100の電線挿入側の外面から電線群110にかけて取り付け、熱収縮させてブーツ状に密着して保護している。
【0004】
前記特許文献1では、使用する熱収縮チーブは軸線方向に同一断面の円筒状チューブからなる一方、コネクタ100と電線群110の外径が大きく相違し、段差が発生している。熱収縮チューブは加熱収縮時に外径が大きいコネクタ100の外径に合わせて収縮するため、コネクタ100の外面に熱収縮チューブを密着させることはできるが、小径の電線群110側には隙間が発生しやすい。よって、電線群110でも熱収縮チューブを密着させるのには、シール材112を多く充填し、該シール材を硬化させてコネクタ100との外径の差を小さくしておき、その状態で熱収縮チューブ120内に通して熱収縮する必要がある。
しかしながら、前記シール材により電線群の外径とコネクタ側の外径との差を埋めようとすると、シール材が多くなり、其の分、コスト高になるとともに、シール材の充填、硬化に作業時間を要し、効率よく生産することができない問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−208174号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、前記問題に鑑みてなされたもので、嵌合接続されたコネクタ内の端子金具および電線の芯線に水滴や埃が付着して腐食が発生するのを確実に防止することを課題としている。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明は、電線群の外周に密着させやすくした小径筒部と、前記電線群に接続するコネクタの外周に密着させやすくした大径筒部を有する異形の熱収縮チューブを、前記電線群からコネクタにかけて被せ、加熱収縮した前記熱収縮チューブで、前記電線群およびコネクタの外周を連続して被覆していることを特徴とするコネクタの保護構造を提供している。
【0008】
前記熱収縮チューブは小径筒部と大径筒部との間に円錐形状の拡径筒部を介在させていることが好ましい。
このように、熱収縮チューブを軸線方向に径が一定の円筒チューブではなく、小径筒部と大径筒部とを連続させた異形の熱収縮チューブを用いることにより、コネクタの外径と電線群の外径とに差異があっても、加熱して収縮させた時にコネクタおよび電線群の外面に密着させて被覆することができる。特に、コネクタと電線群との境界となるコネクタの電線挿入面との隙間の発生を略無くすことができる。
なお、特許文献1と同様に境界部分にシール材を充填し、電線群中の隣接する電線間の隙間も確実に無くしてもよく、その場合には、特許文献1と比較してシール材の充填量を減少することができる。
このように、本発明では異形の熱収縮チューブを用いることで、コネクタおよび電線群の外周面に熱収縮チューブを密着させることができ、電線挿入側からの水、埃の浸入を防止できる。このように、コネクタへの電線挿入箇所からの水、埃の浸入を防止していることで、コネクタ内の端子金具や芯線に水滴や埃が付着して腐食が発生するのを確実に防止できる。
【0009】
コネクタ側に被せる熱収縮チューブの領域は、コネクタの電線挿入側としてコネクタの外周全面に被せず、特許文献1と同様に、コネクタから電線群側にかけてブーツ状に取り付けてもよい。
【0010】
あるいは、コネクタの外周全面に熱収縮チューブを被せて被覆してもよい。
この場合、互いに嵌合するコネクタの一方側に被せる熱収縮チューブをコネクタ嵌合面より突出させておき、嵌合する相手方コネクタの熱収縮チューブの外面に重ねると、嵌合したコネクタの外面全体を熱収縮チューブで被覆することができる。
即ち、嵌合接続しているコネクタおよびこれらコネクタに接続している電線群の外面全体を熱収縮チューブで覆っている。該構成とすると、コネクタ同士の嵌合箇所に外面に開口する隙間を発生させず、コネクタ嵌合面からコネクタ内への水、埃の浸入を防止できる。かつ、嵌合するコネクタに、それぞれ従来用いられている成形品からなる防水カバーを被せておく必要もなく、簡単な構成で確実に水、埃の浸入を遮断することができる。
【0011】
前記熱収縮チューブを被せる前に、コネクタと接続する部分の電線群にシール剤を塗布し、電線群の隙間、コネクタの端子収容室と電線の隙間に充填剤を充填してシールしておいてもよい。
【0012】
前記小径筒部と大径筒部とを設けることで、電線群とコネクタとの外径の差を吸収できるようにしているが、この小径筒部と大径筒部の差異を少なくすることが好ましい。よって、前記差が大きな場合は、コネクタの電線挿入面に接した位置から電線群の外周に弾性材を所要寸法で巻き付け前記差を減少し、この状態で、熱収縮チューブを被覆している。
【0013】
前記コネクタに挿入係止する端子金具が銅系金属からなる一方、前記電線の芯線がアルミニムあるいはアルミニム合金からなるアルミ線の場合に本発明は好適に用いられる。このように、電線の芯線をアルミニウム系金属とすると、自動車に多数配線される電線を軽量とすることができ、自動車の重量軽減に寄与でき、自動車の燃費を低減できる。
しかしながら、端子金具と芯線とが異種金属からなる場合、その接続部に水滴が付着すると端子金具及び芯線に腐食が発生しやすくなる。これに対して、本発明ではコネクタ内への水および埃の浸入を確実に防止しているため、腐食の発生を確実に防止することができる。
このように、本発明は、電線は自動車に配索され、前記コネクタは被水領域に配置される場合に最も効果的に適用できる。
【発明の効果】
【0014】
前記のように、本発明では電線群の外周に密着させやすくした小径筒部と、コネクタの外周に密着させやすくした大径筒部を連続して設けた異形の熱収縮チューブを用いることで、熱収縮チューブでコネクタの電線挿入部分を確実に覆うことができ、熱収縮チューブの内周と電線群の外周およびコネクタの外周との間に隙間を発生させずに熱収縮チューブで被覆できる。これにより、コネクタへの電線挿入側からの水および埃の浸入遮断性能を高めることができ、コネクタ内での端子金具および露出した電線の芯線に水滴や埃の付着を防止して、腐食が発生するのを防止することができる。
よって、水滴が付着すると腐食が発生するアルミニウム系金属を芯線とするアルミ電線と銅系端子金具を接続している場合に好適となる。
【図面の簡単な説明】
【0015】
【図1】本発明の第一実施形態を示す熱収縮チューブの取付工程を示す側面図である。
【図2】熱収縮チューブの斜視図である。
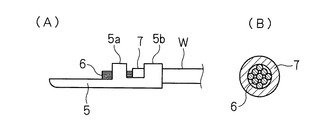
【図3】(A)は端子金具と電線との圧着接続部の側面図、(B)は電線の断面図である。
【図4】コネクタ同士の接続状態を示す図面である。
【図5】第二実施形態を示す図面である。
【図6】第三実施形態を示す図面である。
【図7】第四実施形態を示す図面である。
【図8】従来例を示す図面である。
【発明を実施するための形態】
【0016】
以下、本発明の実施形態を図面を参照して説明する。
図1乃至図4に第一実施形態を示す。
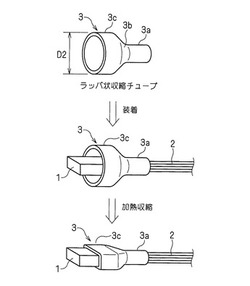
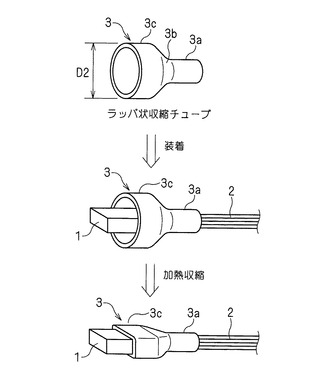
図1に示すように、コネクタ1には、その電線挿入側の外周面から、該コネクタ1に接続される電線群2を集束した外周にかけて異形の熱収縮チューブ3を被せた後に加熱して収縮し、コネクタ1および電線群2の外周面に連続して密着被覆している。
【0017】
該熱収縮チューブ3としては住友電工ファインポリマー製の絶縁性且つ難燃性の熱収縮チューブ(スミチューブB)が好適に用いられる。該熱収縮チューブは電子線架橋軟質難燃性ポリオレフィン樹脂からなり、収縮温度は115℃以上で、内径収縮率は約40%、長さ変化率は−15%程度である。機械的特性は引張強さは10.4MPaである。
【0018】
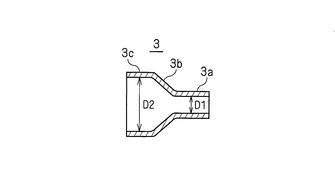
前記熱収縮チューブ3は図2に示すように、小径筒部3aの一端から円錐状に広がる拡径筒部3bを連続し、該拡径筒部3bの大径端側から大径筒部3cが連続する異形となっている。前記小径筒部3a、拡径筒部3bおよび大径筒部3cはいずれも断面円形である。
熱収縮前において、小径筒部3aの内径D1は大径筒部3cの内径D2の約1/5としている。熱収縮チューブ3を熱収縮できる温度で加熱すると、熱収縮チューブ3は、その小径筒部3a及び大径筒部3cとも、前記のように、約40%の収縮率で収縮する。
この収縮により、小径筒部3aは電線群2の外周面に密着するまで収縮し、大径筒部3cはコネクタ1の外周面に密着するまで収縮させることができる。かつ、小径筒部3aと大径筒部3cの間の拡径筒部3bも収縮して、収縮した小径筒部3aと大径筒部3cとを滑らかに連続する。これにより、コネクタ1には電線群2側にかけて熱収縮チューブ3がブーツ状に固着される。
【0019】
コネクタ1の各端子収容室には電線群2の各電線Wの端末に接続した端子金具5を挿入し、端子収容室に設けたランス(図示せず)に端子金具5に設けた係止部を係止している。
前記端子金具5は銅系金属で形成している一方、電線Wはアルミニウム合金からなる芯線6を絶縁樹脂層7で被覆した被覆丸電線のアルミ電線からなる。電線Wは端末側で被覆樹脂層7から芯線6を露出させ、芯線6を端子金具5の芯線バレル5aで加締め圧着すると共に絶縁樹脂層7を被覆バレル5bで加締め圧着している。
前記のように、銅系金属からなる端子金具5とアルミニウム合金からなる芯線6とが接触する部位では、異種金属が接触した状態となり、水滴が付着すると、特に、アルミニウム合金からなる芯線6側に腐食が発生しやすくなる。
【0020】
よって、コネクタ1から電線群2にかけて熱収縮チューブ3で被覆すると、コネクタ1内への水および埃の浸入を遮断でき、コネクタ1内の端子金具5と芯線6とに水滴や埃が付着して腐食が発生するのを防止できる。
かつ、熱収縮チューブ3は断面円形として、収縮前にコネクタおよび電線群の外径の2倍程度の大きさとしているため、コネクタおよび電線群の外径が相違しても熱収縮チューブを共用で用いることができる。
【0021】
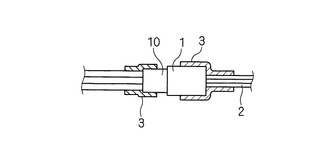
本発明の電線群2からなるワイヤハーネスは自動車内に配線するものとし、該電線群2の端末に接続したコネクタ1はエンジンルーム等の被水領域に配置し、図4に示すように、相手方コネクタ10と嵌合している。該コネクタ10にも前記熱収縮チューブ3をブーツ状に取り付けておき、嵌合したコネクタ1、10内への水、埃の浸入を防止している。
【0022】
前記コネクタ1、10への熱収縮チューブ3の取り付けは、コネクタ1と10とを嵌合する前に行うことができる。よって、ワイヤハーネス製造メーカにおいて、コネクタ1、10に対して、それぞれ収縮前の熱収縮チューブ3を被せ、その後、所要温度で加熱して熱収縮し、コネクタおよび電線群の外周面に熱収縮チューブ3を密着させている。
その後、自動車組み立てメーカにおいて、熱収縮チューブ3をそれぞれ取り付けたコネクタ1と10とを嵌合している。
このように、嵌合するコネクタを嵌合する前に、熱収縮チューブをそれぞれ取り付けておくことができ、コネクタ嵌合後の加熱作業を不要とできる。
【0023】
なお、電線の芯線が銅系金属からなる場合でも、水滴の付着により腐食が発生するため、銅系金属からなる芯線を備えた電線の場合にも適用することができる。
【0024】
図5に第二実施形態を示す。
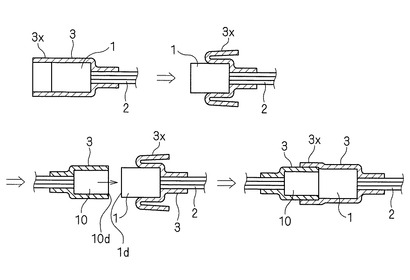
第二実施形態では、熱収縮チューブ3でコネクタ1、10の全外周面を被覆している。一方のコネクタ1はコネクタ嵌合面1dの先端からさらに所要寸法だけ延在させた延在部3xを設ける一方、他方のコネクタ10ではコネクタ嵌合面10dの位置まで熱収縮チューブ3で被覆している。
【0025】
前記コネクタ1は延在部3xを捲って相手側コネクタとの嵌合部を露出させ、該相手側コネクタとなるコネクタ10を雌雄嵌合接続した後、コネクタ1側の熱収縮チューブ3の延在部3xを伸ばしてコネクタ10側の熱収縮チューブ3の外周面に被せている。
これにより、コネクタ1と10との嵌合部を熱収縮チューブ3で覆うことができ、該嵌合部に外面に開口する隙間を無くし、該隙間からの水、埃の浸入を防止することができる。
【0026】
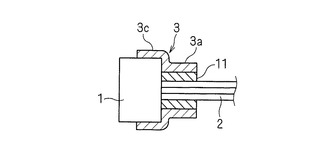
図6に第三実施形態を示す。
第三実施形態は、コネクタ1に接続する電線群2の電線量が少ない場合(空きの端子収容室が多い場合)、集束する電線群2の外周とコネクタ1の外周との差が大きい場合に適用している。
コネクタ1に接続する電線群2の外周面にブチルゴムシートからなる弾性材11を巻き付けて粘着固定し、該弾性材11でコネクタ1の外周との差を縮めている。
前記弾性材11を電線群2の外周に巻き付けた後に、熱収縮チューブ3を被せて熱収縮している。
【0027】
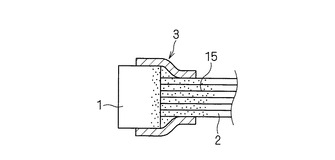
図7に第四実施形態を示す。
第四実施形態では、コネクタ1に接続する電線群2に予めシール剤15を塗布し、該シール剤15を電線群2の隙間、さらに、コネクタの端子挿入面において各端子収容室の内周面と電線外周面との隙間にシール剤を充填している。この状態で、前記熱収縮チューブ3を被せて熱収縮している。
【符号の説明】
【0028】
1、10 コネクタ
2 電線群
3 熱収縮チューブ
3a 小径筒部
3c 大径筒部
5 端子金具
6 アルミニウム合金からなる芯線
11 弾性材
W 電線(アルミ電線)
【技術分野】
【0001】
本発明はコネクタの保護構造に関し、特に、自動車に配索される電線の端末に接続されるコネクタへの水、埃等の浸入を防止するものである。
【背景技術】
【0002】
電線端末に接続されるコネクタには、被覆電線の端末で絶縁被覆を剥離して露出した芯線を圧着接続あるいは圧接接続した端子金具が挿入係止されている。このように、コネクタ内には電線の芯線および端子金具が挿入されているため、コネクタの端子挿入側からコネクタ内に水や埃が浸入すると、端子金具および芯線に腐食が発生する。特に、車両に配線される場合、エンジンルーム等の被水領域でコネクタ同士の接続が行われるため、水や埃が浸入しやすい。かつ、一方のコネクタへ水や埃が浸入すると、嵌合する他方のコネクタへの水や埃が浸入するため、嵌合接続する両方のコネクタの端子挿入側からの水、埃の浸入を防止する必要がある。
【0003】
コネクタ接続部での防水、防塵対策を行ったものとして、本出願人は、特開2000−208174号公報(特許文献1)で、図8に示すように、コネクタ100の電線挿入口100aに挿入接続される電線群110の部分にシール材112を充填した状態で、熱収縮チューブ120をコネクタ100の電線挿入側の外面から電線群110にかけて取り付け、熱収縮させてブーツ状に密着して保護している。
【0004】
前記特許文献1では、使用する熱収縮チーブは軸線方向に同一断面の円筒状チューブからなる一方、コネクタ100と電線群110の外径が大きく相違し、段差が発生している。熱収縮チューブは加熱収縮時に外径が大きいコネクタ100の外径に合わせて収縮するため、コネクタ100の外面に熱収縮チューブを密着させることはできるが、小径の電線群110側には隙間が発生しやすい。よって、電線群110でも熱収縮チューブを密着させるのには、シール材112を多く充填し、該シール材を硬化させてコネクタ100との外径の差を小さくしておき、その状態で熱収縮チューブ120内に通して熱収縮する必要がある。
しかしながら、前記シール材により電線群の外径とコネクタ側の外径との差を埋めようとすると、シール材が多くなり、其の分、コスト高になるとともに、シール材の充填、硬化に作業時間を要し、効率よく生産することができない問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−208174号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、前記問題に鑑みてなされたもので、嵌合接続されたコネクタ内の端子金具および電線の芯線に水滴や埃が付着して腐食が発生するのを確実に防止することを課題としている。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明は、電線群の外周に密着させやすくした小径筒部と、前記電線群に接続するコネクタの外周に密着させやすくした大径筒部を有する異形の熱収縮チューブを、前記電線群からコネクタにかけて被せ、加熱収縮した前記熱収縮チューブで、前記電線群およびコネクタの外周を連続して被覆していることを特徴とするコネクタの保護構造を提供している。
【0008】
前記熱収縮チューブは小径筒部と大径筒部との間に円錐形状の拡径筒部を介在させていることが好ましい。
このように、熱収縮チューブを軸線方向に径が一定の円筒チューブではなく、小径筒部と大径筒部とを連続させた異形の熱収縮チューブを用いることにより、コネクタの外径と電線群の外径とに差異があっても、加熱して収縮させた時にコネクタおよび電線群の外面に密着させて被覆することができる。特に、コネクタと電線群との境界となるコネクタの電線挿入面との隙間の発生を略無くすことができる。
なお、特許文献1と同様に境界部分にシール材を充填し、電線群中の隣接する電線間の隙間も確実に無くしてもよく、その場合には、特許文献1と比較してシール材の充填量を減少することができる。
このように、本発明では異形の熱収縮チューブを用いることで、コネクタおよび電線群の外周面に熱収縮チューブを密着させることができ、電線挿入側からの水、埃の浸入を防止できる。このように、コネクタへの電線挿入箇所からの水、埃の浸入を防止していることで、コネクタ内の端子金具や芯線に水滴や埃が付着して腐食が発生するのを確実に防止できる。
【0009】
コネクタ側に被せる熱収縮チューブの領域は、コネクタの電線挿入側としてコネクタの外周全面に被せず、特許文献1と同様に、コネクタから電線群側にかけてブーツ状に取り付けてもよい。
【0010】
あるいは、コネクタの外周全面に熱収縮チューブを被せて被覆してもよい。
この場合、互いに嵌合するコネクタの一方側に被せる熱収縮チューブをコネクタ嵌合面より突出させておき、嵌合する相手方コネクタの熱収縮チューブの外面に重ねると、嵌合したコネクタの外面全体を熱収縮チューブで被覆することができる。
即ち、嵌合接続しているコネクタおよびこれらコネクタに接続している電線群の外面全体を熱収縮チューブで覆っている。該構成とすると、コネクタ同士の嵌合箇所に外面に開口する隙間を発生させず、コネクタ嵌合面からコネクタ内への水、埃の浸入を防止できる。かつ、嵌合するコネクタに、それぞれ従来用いられている成形品からなる防水カバーを被せておく必要もなく、簡単な構成で確実に水、埃の浸入を遮断することができる。
【0011】
前記熱収縮チューブを被せる前に、コネクタと接続する部分の電線群にシール剤を塗布し、電線群の隙間、コネクタの端子収容室と電線の隙間に充填剤を充填してシールしておいてもよい。
【0012】
前記小径筒部と大径筒部とを設けることで、電線群とコネクタとの外径の差を吸収できるようにしているが、この小径筒部と大径筒部の差異を少なくすることが好ましい。よって、前記差が大きな場合は、コネクタの電線挿入面に接した位置から電線群の外周に弾性材を所要寸法で巻き付け前記差を減少し、この状態で、熱収縮チューブを被覆している。
【0013】
前記コネクタに挿入係止する端子金具が銅系金属からなる一方、前記電線の芯線がアルミニムあるいはアルミニム合金からなるアルミ線の場合に本発明は好適に用いられる。このように、電線の芯線をアルミニウム系金属とすると、自動車に多数配線される電線を軽量とすることができ、自動車の重量軽減に寄与でき、自動車の燃費を低減できる。
しかしながら、端子金具と芯線とが異種金属からなる場合、その接続部に水滴が付着すると端子金具及び芯線に腐食が発生しやすくなる。これに対して、本発明ではコネクタ内への水および埃の浸入を確実に防止しているため、腐食の発生を確実に防止することができる。
このように、本発明は、電線は自動車に配索され、前記コネクタは被水領域に配置される場合に最も効果的に適用できる。
【発明の効果】
【0014】
前記のように、本発明では電線群の外周に密着させやすくした小径筒部と、コネクタの外周に密着させやすくした大径筒部を連続して設けた異形の熱収縮チューブを用いることで、熱収縮チューブでコネクタの電線挿入部分を確実に覆うことができ、熱収縮チューブの内周と電線群の外周およびコネクタの外周との間に隙間を発生させずに熱収縮チューブで被覆できる。これにより、コネクタへの電線挿入側からの水および埃の浸入遮断性能を高めることができ、コネクタ内での端子金具および露出した電線の芯線に水滴や埃の付着を防止して、腐食が発生するのを防止することができる。
よって、水滴が付着すると腐食が発生するアルミニウム系金属を芯線とするアルミ電線と銅系端子金具を接続している場合に好適となる。
【図面の簡単な説明】
【0015】
【図1】本発明の第一実施形態を示す熱収縮チューブの取付工程を示す側面図である。
【図2】熱収縮チューブの斜視図である。
【図3】(A)は端子金具と電線との圧着接続部の側面図、(B)は電線の断面図である。
【図4】コネクタ同士の接続状態を示す図面である。
【図5】第二実施形態を示す図面である。
【図6】第三実施形態を示す図面である。
【図7】第四実施形態を示す図面である。
【図8】従来例を示す図面である。
【発明を実施するための形態】
【0016】
以下、本発明の実施形態を図面を参照して説明する。
図1乃至図4に第一実施形態を示す。
図1に示すように、コネクタ1には、その電線挿入側の外周面から、該コネクタ1に接続される電線群2を集束した外周にかけて異形の熱収縮チューブ3を被せた後に加熱して収縮し、コネクタ1および電線群2の外周面に連続して密着被覆している。
【0017】
該熱収縮チューブ3としては住友電工ファインポリマー製の絶縁性且つ難燃性の熱収縮チューブ(スミチューブB)が好適に用いられる。該熱収縮チューブは電子線架橋軟質難燃性ポリオレフィン樹脂からなり、収縮温度は115℃以上で、内径収縮率は約40%、長さ変化率は−15%程度である。機械的特性は引張強さは10.4MPaである。
【0018】
前記熱収縮チューブ3は図2に示すように、小径筒部3aの一端から円錐状に広がる拡径筒部3bを連続し、該拡径筒部3bの大径端側から大径筒部3cが連続する異形となっている。前記小径筒部3a、拡径筒部3bおよび大径筒部3cはいずれも断面円形である。
熱収縮前において、小径筒部3aの内径D1は大径筒部3cの内径D2の約1/5としている。熱収縮チューブ3を熱収縮できる温度で加熱すると、熱収縮チューブ3は、その小径筒部3a及び大径筒部3cとも、前記のように、約40%の収縮率で収縮する。
この収縮により、小径筒部3aは電線群2の外周面に密着するまで収縮し、大径筒部3cはコネクタ1の外周面に密着するまで収縮させることができる。かつ、小径筒部3aと大径筒部3cの間の拡径筒部3bも収縮して、収縮した小径筒部3aと大径筒部3cとを滑らかに連続する。これにより、コネクタ1には電線群2側にかけて熱収縮チューブ3がブーツ状に固着される。
【0019】
コネクタ1の各端子収容室には電線群2の各電線Wの端末に接続した端子金具5を挿入し、端子収容室に設けたランス(図示せず)に端子金具5に設けた係止部を係止している。
前記端子金具5は銅系金属で形成している一方、電線Wはアルミニウム合金からなる芯線6を絶縁樹脂層7で被覆した被覆丸電線のアルミ電線からなる。電線Wは端末側で被覆樹脂層7から芯線6を露出させ、芯線6を端子金具5の芯線バレル5aで加締め圧着すると共に絶縁樹脂層7を被覆バレル5bで加締め圧着している。
前記のように、銅系金属からなる端子金具5とアルミニウム合金からなる芯線6とが接触する部位では、異種金属が接触した状態となり、水滴が付着すると、特に、アルミニウム合金からなる芯線6側に腐食が発生しやすくなる。
【0020】
よって、コネクタ1から電線群2にかけて熱収縮チューブ3で被覆すると、コネクタ1内への水および埃の浸入を遮断でき、コネクタ1内の端子金具5と芯線6とに水滴や埃が付着して腐食が発生するのを防止できる。
かつ、熱収縮チューブ3は断面円形として、収縮前にコネクタおよび電線群の外径の2倍程度の大きさとしているため、コネクタおよび電線群の外径が相違しても熱収縮チューブを共用で用いることができる。
【0021】
本発明の電線群2からなるワイヤハーネスは自動車内に配線するものとし、該電線群2の端末に接続したコネクタ1はエンジンルーム等の被水領域に配置し、図4に示すように、相手方コネクタ10と嵌合している。該コネクタ10にも前記熱収縮チューブ3をブーツ状に取り付けておき、嵌合したコネクタ1、10内への水、埃の浸入を防止している。
【0022】
前記コネクタ1、10への熱収縮チューブ3の取り付けは、コネクタ1と10とを嵌合する前に行うことができる。よって、ワイヤハーネス製造メーカにおいて、コネクタ1、10に対して、それぞれ収縮前の熱収縮チューブ3を被せ、その後、所要温度で加熱して熱収縮し、コネクタおよび電線群の外周面に熱収縮チューブ3を密着させている。
その後、自動車組み立てメーカにおいて、熱収縮チューブ3をそれぞれ取り付けたコネクタ1と10とを嵌合している。
このように、嵌合するコネクタを嵌合する前に、熱収縮チューブをそれぞれ取り付けておくことができ、コネクタ嵌合後の加熱作業を不要とできる。
【0023】
なお、電線の芯線が銅系金属からなる場合でも、水滴の付着により腐食が発生するため、銅系金属からなる芯線を備えた電線の場合にも適用することができる。
【0024】
図5に第二実施形態を示す。
第二実施形態では、熱収縮チューブ3でコネクタ1、10の全外周面を被覆している。一方のコネクタ1はコネクタ嵌合面1dの先端からさらに所要寸法だけ延在させた延在部3xを設ける一方、他方のコネクタ10ではコネクタ嵌合面10dの位置まで熱収縮チューブ3で被覆している。
【0025】
前記コネクタ1は延在部3xを捲って相手側コネクタとの嵌合部を露出させ、該相手側コネクタとなるコネクタ10を雌雄嵌合接続した後、コネクタ1側の熱収縮チューブ3の延在部3xを伸ばしてコネクタ10側の熱収縮チューブ3の外周面に被せている。
これにより、コネクタ1と10との嵌合部を熱収縮チューブ3で覆うことができ、該嵌合部に外面に開口する隙間を無くし、該隙間からの水、埃の浸入を防止することができる。
【0026】
図6に第三実施形態を示す。
第三実施形態は、コネクタ1に接続する電線群2の電線量が少ない場合(空きの端子収容室が多い場合)、集束する電線群2の外周とコネクタ1の外周との差が大きい場合に適用している。
コネクタ1に接続する電線群2の外周面にブチルゴムシートからなる弾性材11を巻き付けて粘着固定し、該弾性材11でコネクタ1の外周との差を縮めている。
前記弾性材11を電線群2の外周に巻き付けた後に、熱収縮チューブ3を被せて熱収縮している。
【0027】
図7に第四実施形態を示す。
第四実施形態では、コネクタ1に接続する電線群2に予めシール剤15を塗布し、該シール剤15を電線群2の隙間、さらに、コネクタの端子挿入面において各端子収容室の内周面と電線外周面との隙間にシール剤を充填している。この状態で、前記熱収縮チューブ3を被せて熱収縮している。
【符号の説明】
【0028】
1、10 コネクタ
2 電線群
3 熱収縮チューブ
3a 小径筒部
3c 大径筒部
5 端子金具
6 アルミニウム合金からなる芯線
11 弾性材
W 電線(アルミ電線)
【特許請求の範囲】
【請求項1】
電線群の外周に密着させやすくした小径筒部と、前記電線群に接続するコネクタの外周に密着させやすくした大径筒部を有する異形の熱収縮チューブを前記電線群からコネクタにかけて被せ、加熱収縮した前記熱収縮チューブで、前記電線群およびコネクタの外周を連続して被覆していることを特徴とするコネクタの保護構造。
【請求項2】
前記熱収縮チューブは小径筒部と大径筒部との間に円錐形状の拡径筒部を介在させている請求項1に記載のコネクタの保護構造。
【請求項3】
前記コネクタ側に被せる熱収縮チューブの領域は、コネクタの電線挿入側あるいはコネクタの外周全面とし、該コネクタから前記電線群にかけてブーツ状に熱収縮チューブを取り付けている請求項1または請求項2に記載のコネクタの保護構造。
【請求項4】
前記電線は自動車に配索され、前記コネクタは被水領域に配置されるものである請求項1乃至請求項3のいずれか1項に記載のコネクタの保護構造。
【請求項1】
電線群の外周に密着させやすくした小径筒部と、前記電線群に接続するコネクタの外周に密着させやすくした大径筒部を有する異形の熱収縮チューブを前記電線群からコネクタにかけて被せ、加熱収縮した前記熱収縮チューブで、前記電線群およびコネクタの外周を連続して被覆していることを特徴とするコネクタの保護構造。
【請求項2】
前記熱収縮チューブは小径筒部と大径筒部との間に円錐形状の拡径筒部を介在させている請求項1に記載のコネクタの保護構造。
【請求項3】
前記コネクタ側に被せる熱収縮チューブの領域は、コネクタの電線挿入側あるいはコネクタの外周全面とし、該コネクタから前記電線群にかけてブーツ状に熱収縮チューブを取り付けている請求項1または請求項2に記載のコネクタの保護構造。
【請求項4】
前記電線は自動車に配索され、前記コネクタは被水領域に配置されるものである請求項1乃至請求項3のいずれか1項に記載のコネクタの保護構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−165588(P2010−165588A)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2009−7872(P2009−7872)
【出願日】平成21年1月16日(2009.1.16)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成21年1月16日(2009.1.16)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
[ Back to top ]