
コネクタシェルのめっき方法
【課題】コネクタシェルに対して、所望の部分については確実に金めっきが施されるとともに、所望の部分以外の部分についてはできる限り金めっきが施されないようにして、部分的金めっきを行なうことができるめっき方法を提供する。
【解決手段】同軸コネクタシェル11をめっき槽内に配して下地めっき処理を施し、下地めっき処理が施された同軸コネクタシェル11に、半田付け部や接触結合部等の第1の部分を除いた第2の部分を樹脂材によりマスキングするモールド処理を施して樹脂モールド成型体を得、樹脂モールド成型体をめっき槽内に配して、同軸コネクタシェル11の第1の部分、クロスハッチングが付されて示されるように金めっき処理を施し、その後、樹脂モールド成型体から金めっきがなされた第1の部分を有する同軸コネクタシェル11を取り出す。
【解決手段】同軸コネクタシェル11をめっき槽内に配して下地めっき処理を施し、下地めっき処理が施された同軸コネクタシェル11に、半田付け部や接触結合部等の第1の部分を除いた第2の部分を樹脂材によりマスキングするモールド処理を施して樹脂モールド成型体を得、樹脂モールド成型体をめっき槽内に配して、同軸コネクタシェル11の第1の部分、クロスハッチングが付されて示されるように金めっき処理を施し、その後、樹脂モールド成型体から金めっきがなされた第1の部分を有する同軸コネクタシェル11を取り出す。
【発明の詳細な説明】
【技術分野】
【0001】
本願の特許請求の範囲に記載された発明は、同軸ケーブルの配線基板との連結に使用されるリセプタクル同軸コネクタの構成部材を成し、配線基板に半田付けによって取り付けられるコネクタシェルのめっき方法に関する。
【背景技術】
【0002】
複数の電子部品あるいは電子機器間における信号伝送には、外部ノイズの影響を受け難い信号伝送路を形成する、内部信号導体とそれを絶縁体を介して包囲する外部接地導体とが絶縁被覆されて成る同軸ケーブルが用いられることが多い。このような同軸ケーブルについては、信号伝送のため、その一端を印刷配線基板等の回路基板に連結することが必要とされる状態がしばしば生じる。
【0003】
同軸ケーブルの一端を回路基板に連結するにあたっては、通常、同軸ケーブルの一端に取り付けられるプラグ同軸コネクタと、回路基板に取り付けられてプラグ同軸コネクタが嵌合するものとされるリセプタクル同軸コネクタとを用いる。プラグ同軸コネクタは、同軸ケーブルの内部信号導体が接続される内部接触導体と同軸ケーブルの外部接地導体が接続される外部接触導体とが、絶縁体が介在されることにより相互絶縁されて成るものとされる。また、リセプタクル同軸コネクタは、回路基板に設けられた信号用端子に接続されたもとで、プラグ同軸コネクタの内部接触導体との接触状態をとる内部接触導体と、回路基板に設けられた接地用端子に接続されたもとで、プラグ同軸コネクタの外部接触導体との接触状態をとる外部接触導体とが、絶縁体が介在されることにより相互絶縁されて成るものとされる。
【0004】
このように同軸ケーブルの一端を回路基板に連結するにあたって用いられるリセプタクル同軸コネクタについては、外部接触導体を、内部接触導体、及び、内部接触導体と外部接触導体との間に介在せしめられることになる絶縁体を収容する外殻体(シェル)を形成するものとなし、その外部接触導体が形成するシェルを回路基板に固定して、回路基板への取り付けを行なうようにすることが、従来提案されている(例えば、特許文献1参照。)。
【0005】
上述の特許文献1に記載されている従来提案されているリセプタクル同軸コネクタにあっては、中空のボックス形を成す樹脂成型品の全表面に金属めっきが施されて形成された導電層を有するシェル(レセプタクルブロック30)が備えられている。そして、斯かるシェルには、金属めっきにより導電層が形成された接地接続端子(半田接続用グランド接続端子21)が設けられており、シェルが回路基板(プリント基板)に取り付けられるにあたって、その接地接続端子が回路基板に設けられた接地用端子(グランドパッド5)に半田付けされる。
【0006】
また、シェルには、円筒状部(グランドコンタクト部10)が設けられていて、この円筒状部内に絶縁体により包囲された内部接触導体(レセプタクル側信号コンタクト50)の一端が伸びている。内部接触導体の他端は、回路基板に設けられた信号用端子(信号パッド5)に半田付けされる。そして、その内部に内部接触導体の一端が伸びた円筒状部に、同軸ケーブルの一端に取り付けられたプラグ同軸コネクタ(プラグコネクタ101)が嵌合せしめられる。
【0007】
【特許文献1】特開2000−294350号公報(第2,3頁、図1〜図9)
【発明の開示】
【発明が解決しようとする課題】
【0008】
上述の従来のリセプタクル同軸コネクタにおいても見られるような、リセプタクル同軸コネクタ等のコネクタの構成部材を成すシェル(以下、コネクタシェルという。)にあっては、少なくとも、回路基板に設けられた接続端子部を成す接地用端子部に半田付けされる部分(以下、半田付け部という)に金属めっきが施されることが必要とされ、斯かる際における金属めっきは、半田付け性に優れる金めっきとされることが望まれる。また、コネクタシェルは、それが構成部材とされるリセプタクル同軸コネクタ等のコネクタ及びそれに嵌合するプラグ同軸コネクタ等の他のコネクタを通じて伝送される信号が高周波信号である場合に、当該高周波信号が表皮効果によって表面伝搬することになる、他のコネクタとの接触結合がなされる部分(以下、接触結合部という。)を有するものとなるが、斯かるコネクタシェルにおける接触結合部も、高周波信号の伝送特性に優れる金めっきが施されたものとされることが望まれる。
【0009】
なお、コネクタシェル自体が、金属材料、例えば、ベリリウム銅等の銅合金材料で形成される場合であっても、半田付け部や接触結合部等が、それらに金めっきが施されたものとされることが望まれることに変わりはない。
【0010】
このように、リセプタクル同軸コネクタ等のコネクタの構成部材であるコネクタシェルにあっては、半田付け部や接触結合部等の所望の部分に金めっきが施されることが要求されることになる。そして、斯かる要求に応じるべく、コネクタシェルに金めっきを施すにあたっては、金が極めて高価な金属材料であることからして、できる限り半田付け部や接触結合部等の所望の部分以外の部分には金めっきが施されないようにすることができるめっき方法が要望されるところとなる。
【0011】
しかしながら、従来にあっては、コネクタシェルを金めっき処理に供するにあたり、所望の部分には適正に金めっきを施すことができ、しかも、できる限り所望の部分以外の部分には金めっきが施されないようにできるという作用効果を伴っためっき方法は見当たらない。
【0012】
斯かる点に鑑み、本願の特許請求の範囲に記載された発明は、例えば、回路基板に設けられた接続端子部に半田付けされて用いられるものとされるコネクタシェルに対して、半田付け部や接触結合部等の所望の部分については確実に金めっきが施されるとともに、所望の部分以外の部分についてはできる限り金めっきが施されないようにして、部分的金めっきを行なうことができるコネクタシェルのめっき方法を提供する。
【課題を解決するための手段】
【0013】
本願の特許請求の範囲における請求項1から請求項8までのいずれかに記載された発明(以下、本発明という。)に係るコネクタシェルのめっき方法は、コネクタの構成部材であるコネクタシェルを用意し、コネクタシェルに第1の洗浄処理を施し、第1の洗浄処理が施されたコネクタシェルをめっき槽内に配して、そのコネクタシェルに下地めっき処理を施し、下地めっき処理が施されたコネクタシェルに第2の洗浄処理を施し、第2の洗浄処理が施されたコネクタシェルに第1の部分を除いた第2の部分を樹脂材によりマスキングするモールド処理を施して樹脂モールド成型体を得、樹脂モールド成型体におけるコネクタシェルの第1の部分に第3の洗浄処理を施し、コネクタシェルの第1の部分に第3の洗浄処理が施された樹脂モールド成型体をめっき槽内に配して、そのコネクタシェルの第1の部分に金めっき処理を施し、金めっきがなされた第1の部分に第4の洗浄処理を施し、コネクタシェルの第1の部分に第4の洗浄処理が施された樹脂モールド成型体から金めっきがなされた第1の部分を有するコネクタシェルを取り出すものとされる。
【0014】
特に、本発明に係るコネクタシェルのめっき方法のうちの請求項6に記載されたものにあっては、樹脂モールド成型体が、第2の洗浄処理が施された複数のコネクタシェルについて、それらの夫々の第1の部分を残して第2の部分を樹脂材によりマスキングするものとされる。
【0015】
このような本発明に係るコネクタシェルのめっき方法にあっては、下地めっき処理が、例えば、ニッケルめっき処理とされる。
【0016】
また、本発明に係るコネクタシェルのめっき方法にあっては、コネクタシェルにおける金めっき処理が施される第1の部分が、例えば、基板に設けられた接続端子部に半田付けされる部分、もしくは、コネクタシェルが構成部材とされるコネクタに嵌合する他のコネクタとの接触結合がなされる部分を含むものとされ、コネクタシェルにおける第2の部分は第1の部分以外の部分とされる。
【0017】
さらに、本発明に係るコネクタシェルのめっき方法にあっては、コネクタシェルが、例えば、銅合金材料等とされる金属材料により形成されたものとされる。
【0018】
そして、本発明に係るコネクタシェルのめっき方法にあっては、コネクタシェルが、例えば、リセプタクル同軸コネクタ等の同軸コネクタの構成部材である同軸コネクタシェルとされる。
【発明の効果】
【0019】
上述の本発明に係るコネクタシェルのめっき方法によれば、コネクタシェルに、例えば、ニッケルめっき処理とされる下地めっき処理が施された後、金めっきがなされることが望まれる所望の部分である第1の部分を残して、所望の部分以外の部分とされる第2の部分を樹脂材によりマスキングするモールド処理が施され、それにより、樹脂モールド成型体が形成される。その後、樹脂モールド成型体が金めっき処理用のめっき槽内に配されて、樹脂モールド成型体における樹脂材によりマスキングされることなく露出するコネクタシェルの第1の部分に、金めっき処理が施される。その際、樹脂モールド成型体における樹脂材によりマスキングされたコネクタシェルの第2の部分には、金めっき処理は施されない。そして、コネクタシェルの第1の部分に対する金めっき処理後、樹脂モールド成型体からコネクタシェルが取り出され、斯かるコネクタシェルは、金めっきがなされた第1の部分を有したものとされる。
【0020】
従って、コネクタシェルは、例えば、基板に設けられた接続端子部に半田付けされる部分、もしくは、コネクタシェルが構成部材とされるコネクタに嵌合する他のコネクタとの接触結合がなされる部分を含むものとされる、金めっきが施されることが望まれる所望の部分である第1の部分には、確実に金めっきが施されるが、所望の部分以外の部分とされる第2の部分には、金めっきが施されない状態が維持されるものとされる。これよりして、上述の本発明に係るコネクタシェルのめっき方法によれば、例えば、回路基板に設けられた接続端子部に半田付けされて用いられるものとされるコネクタシェルに対して、半田付け部や接触結合部等の所望の部分については確実に金めっきが施されるとともに、所望の部分以外の部分についてはできる限り金めっきが施されないようにして、部分的金めっきを行なうことができることになる。
【発明を実施するための最良の形態】
【0021】
本発明を実施するための最良の形態は、以下に述べられる本発明についての実施例をもって説明される。
【実施例】
【0022】
本発明に係るコネクタシェルのめっき方法の一例(実施例)にあっては、先ず、めっき処理の対象体とされるコネクタシェルを用意する。
【0023】
このコネクタシェルは、例えば、図1〜図8に示されるように、回路基板に取り付けられたもとで同軸ケーブルの端部に取り付けられたプラグ同軸コネクタが嵌合せしめられるリセプタクル同軸コネクタの構成部材を成す、同軸コネクタシェル11とされる。
【0024】
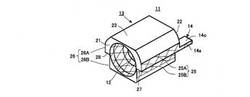
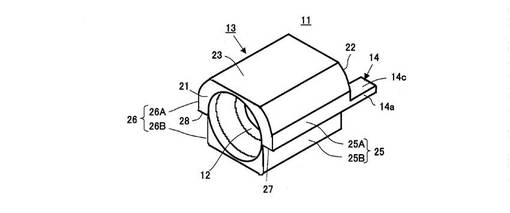
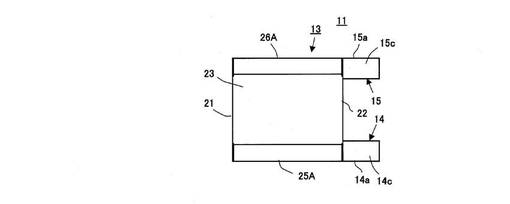
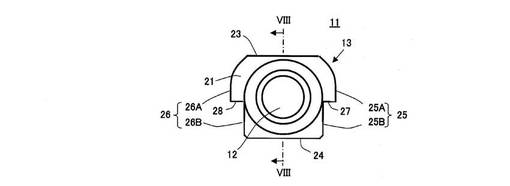
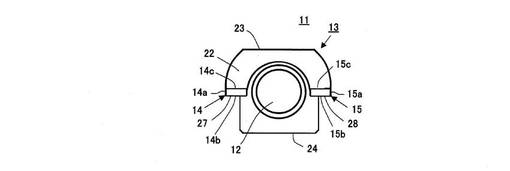
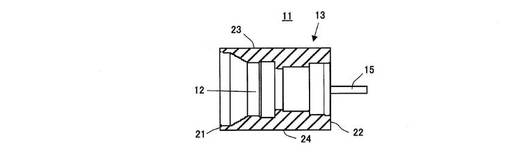
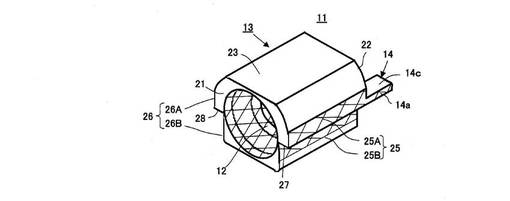
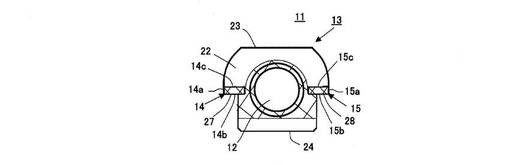
同軸コネクタシェル11は、プラグ同軸コネクタが挿入される貫通孔12が形成された本体部13と、本体部13から図2における右方(以下、後方という)に突出して互いに平行に伸びる一対の矩形板状部14及び15を有している。本体部13と矩形板状部14及び15とは、例えば、ベリリウム銅等の銅合金材料とされる金属材料により一体的に製作される。そして、貫通孔12の内壁面部は、図3に示されるVIII−VIII線断面をあらわす図8に示されるように、多数の段部が形成されている。そして、貫通孔12内には、図示が省略されているが、そこに挿入されたプラグ同軸コネクタの信号用内部接触導体と接触接続される信号用内部接触導体が、絶縁体に包囲された状態をもって配される。
【0025】
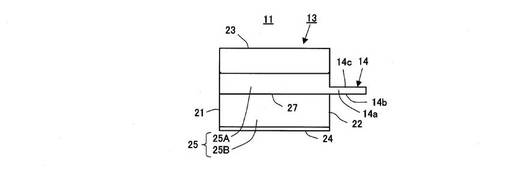
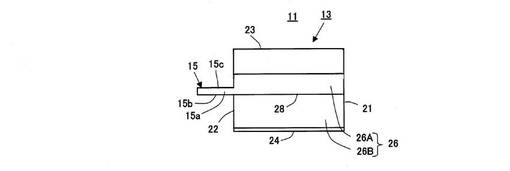
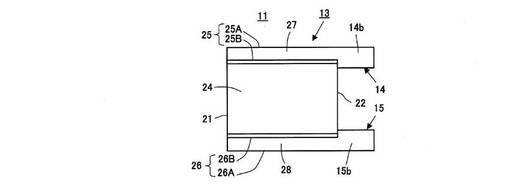
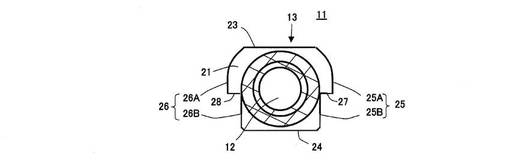
本体部13に形成された貫通孔12は、本体部13の図2における左方の端面部(以下、前端面部21という。)及び本体部13の図2における右方の端面部(以下、後端面部22という。)の夫々において開口している。前端面部21における貫通孔12の開口周囲及び後端面部22における貫通孔12の開口周囲には、環状面取部が夫々形成されてもよい。
【0026】
本体部13には、図3における上方の平面部(以下、上方平面部23という。)と図3における下方の平面部(以下、下方平面部24という。)とが設けられており、また、上方平面部23と下方平面部24との間となる両側面部(以下、一方を右側面部25といい、他方を左側面部26という。)には、段部27及び28が夫々形成されている。それにより、右側面部25は右上方側面部25Aと右下方側面部25Bとに分けられており、また、左側面部26は、左上方側面部26Aと左下方側面部26Bとに分けられている。
【0027】
矩形板状部14は、後端面部22から後方に突出しており、右上方側面部25Aの下方部分と同一平面内に位置する側面部14a, 段部27と同一平面内に位置する下面部14b及びそれに対向する上面部14cを有している。同様に、矩形板状部15も、後端面部22から後方に突出しており、左上方側面部26Aの下方部分と同一平面内に位置する側面部15a,段部28と同一平面内に位置する下面部15b及びそれに対向する上面部15cを有している。
【0028】
このような同軸コネクタシェル11にあっては、本体部13における段部27及びそれと同一平面内に位置する矩形板状部14の下面部14bと、本体部13における段部28及びそれと同一平面内に位置する矩形板状部15の下面部15bと、それらの近傍の部分とが、半田付け部とされ、また、本体部13に設けられた貫通孔12の内壁面部が、貫通孔12内に挿入されるプラグ同軸コネクタに接触結合される接触結合部とされる。
【0029】
次に、上述のような同軸コネクタシェル11に第1の洗浄処理を施す。斯かる第1の洗浄処理は、アルカリ脱脂洗浄処理及び水洗浄処理を含むものとなす。
【0030】
続いて、第1の洗浄処理が施された同軸コネクタシェル11を、例えば、ニッケルめっき液槽とされるめっき槽内に配して、同軸コネクタシェル11に、例えば、ニッケルめっき処理とされる下地めっき処理を施す。そして、下地めっき処理が施されて、例えば、ニッケルめっきがなされた同軸コネクタシェル11に第2の洗浄処理を施し、その後それを乾燥させる。
【0031】
同軸コネクタシェル11に対する下地めっき処理は、同軸コネクタシェル11の本体部13における前端面部21,後端面部22,上方平面部23,下方平面部24,右側面部25,左側面部26,段部27及び28及び貫通孔12の内面部を含む全面と、矩形板状部14における側面部14a,下面部14b及び上面部14cを含む全面と、矩形板状部15における側面部15a,下面部15b及び上面部15cを含む全面と、の全体に亙って施される。従って、第2の洗浄処理が施されて乾燥された同軸コネクタシェル11は、その全体が、例えば、ニッケルめっきとされる下地めっきがなされたものとなる。
【0032】
次に、上述のようにして、例えば、ニッケルめっき処理とされる下地めっき処理が施された同軸コネクタシェル11を複数個、例えば、4個用意し、それらに対して、夫々における段部27及びそれと同一平面内に位置する矩形板状部14の下面部14bと、本体部13における段部28及びそれと同一平面内に位置する矩形板状部15の下面部15bと、それらの近傍の部分とされる半田付け部、さらには、本体部13に設けられた貫通孔12の内壁面部とされる接触結合部、を含んだ第1の部分を除いた第2の部分を樹脂材によりマスキングするモールド処理を施し、それにより樹脂モールド成型体を得る。
【0033】
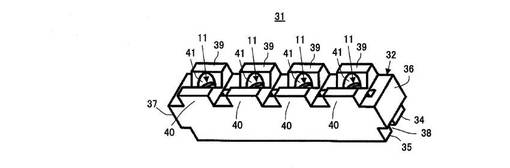
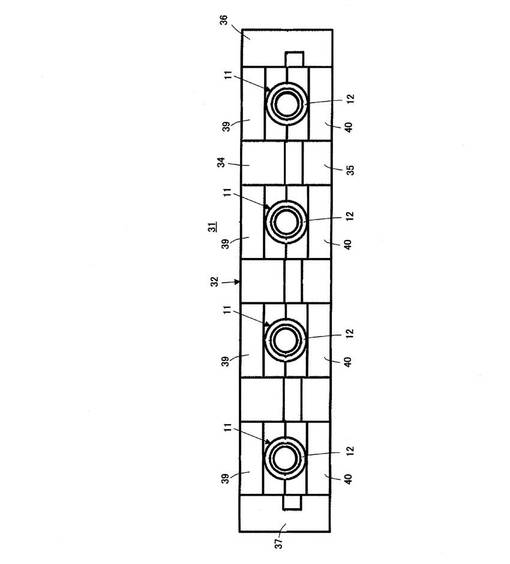
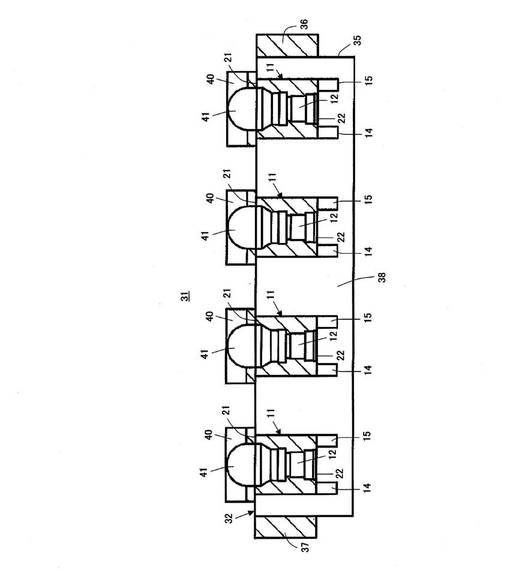
この樹脂モールド成型体は、例えば、図9〜図17に示されるように、4個の同軸コネクタシェル11を内蔵した樹脂モールド成型体31とされる。
【0034】
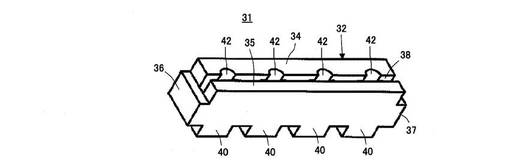
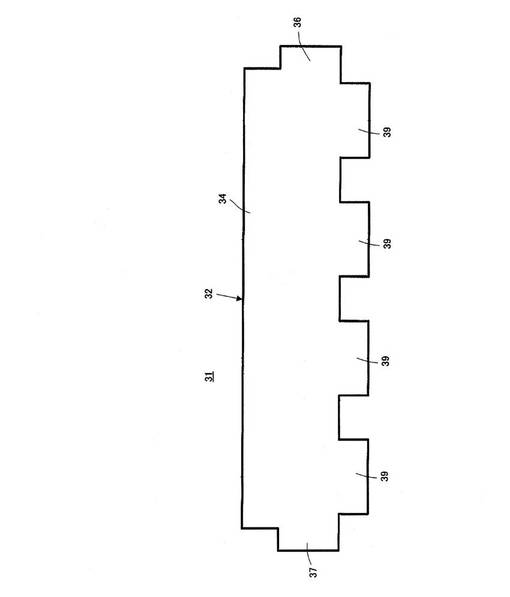
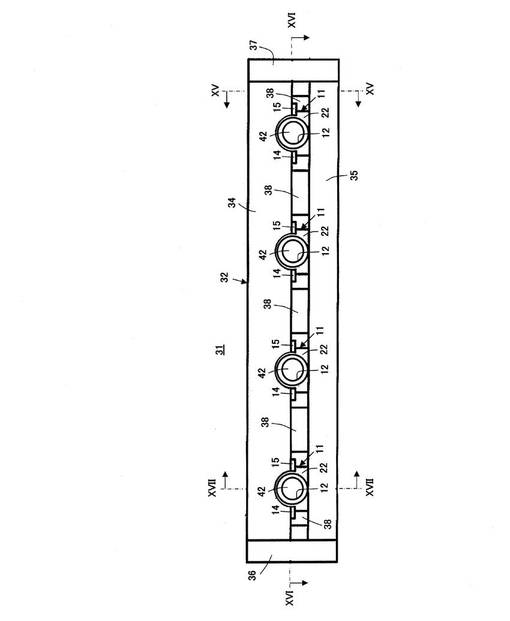
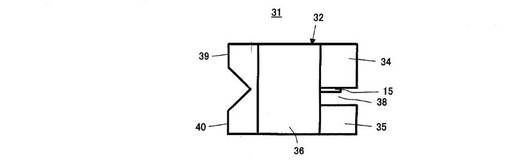
樹脂モールド成型体31は、樹脂本体部32を備えており、樹脂本体部32は、一対の板状部材34及び35が相互対向して配され、それらの長手方向の両端部が連結部36及び37を介して夫々相互連結されて構成されている。相互対向する板状部材34と板状部材35との間には、空間部38が形成されている。
【0035】
そして、相互対向する板状部材34と板状部材35との間において、4個の同軸コネクタシェル11が、各々が部分的に板状部材34及び板状部材35の夫々に埋め込まれた状態とされたもとで、板状部材34及び35の長手方向に沿って配列配置されている。
【0036】
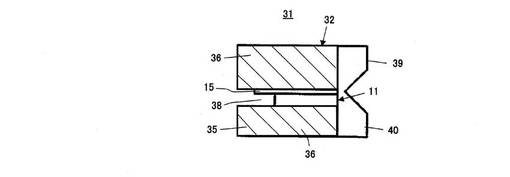
これら4個の同軸コネクタシェル11の夫々は、本体部13における上方平面部23側の部分が板状部材34に埋め込まれるとともに、本体部13における下方平面部24側の部分が板状部材35に埋め込まれており、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分が、板状部材34と板状部材35との間の空間部38内に配されるものとされている。また、4個の同軸コネクタシェル11の夫々の本体部13に形成された貫通孔12は、本体部13の前端面部21及び後端面部22の夫々における開口部が、板状部材34と板状部材35との間の空間部38内に位置するものとされる。
【0037】
さらに、樹脂本体部32にあっては、4個の同軸コネクタシェル11の夫々に対応する位置において、板状部材34及び35から図14において左方となる方向に夫々突出する一対の前方突出部39及び40の組が4組、樹脂本体部32の長手方向に沿って配列配置されて設けられている。4組の前方突出部39及び前方突出部40の組の夫々にあっては、対を成す前方突出部39及び前方突出部40がそれらの間にV字状溝を形成するものとされており、そのV字状溝部に円柱状の空間部41が形成されていて、その空間部41の奥に同軸コネクタシェル11における本体部13に形成された貫通孔12の前端面部21における開口部が位置している。それにより、4組の前方突出部39及び前方突出部40の組の夫々は、対応する同軸コネクタシェル11における本体部13の前端面部21を、貫通孔12の開口部を除いて、塞ぐものとされている。また、樹脂本体部32における板状部材34には、4個の同軸コネクタシェル11の夫々における本体部13に形成された貫通孔12の後端面部22における開口部に通じる半円柱状の空間部42が形成されている。
【0038】
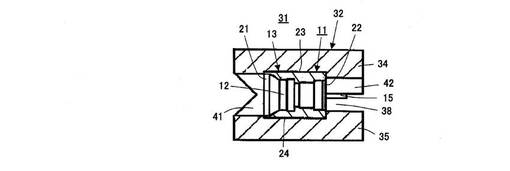
このような樹脂モールド成型体31にあっては、それに内蔵される4個の同軸コネクタシェル11の夫々についての、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分、さらには、本体部13に形成された貫通孔12の内壁面部が、樹脂材によるマスキングがなされない部分とされ、それ以外の部分が、樹脂材によってマスキングされた部分とされている。即ち、樹脂モールド成型体31にあっては、それに内蔵される4個の同軸コネクタシェル11の夫々における段部27及びそれと同一平面内に位置する矩形板状部14の下面部14bと、本体部13における段部28及びそれと同一平面内に位置する矩形板状部15の下面部15bと、それらの近傍の部分とされる半田付け部、さらには、本体部13に設けられた貫通孔12の内壁面部とされる接触結合部、を含んだ第1の部分を除いた第2の部分が樹脂材によってマスキングされ、第1の部分が樹脂材によるマスキングがなされていない部分とされているのである。
【0039】
続いて、上述の樹脂モールド成型体31における4個の同軸コネクタシェル11の夫々についての、樹脂材によるマスキングがなされていない第1の部分、即ち、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分、さらには、本体部13に形成された貫通孔12の内壁面部に、第3の洗浄処理を施す。
【0040】
その後、4個の同軸コネクタシェル11の夫々についての第1の部分に第3の洗浄処理が施された樹脂モールド成型体31を、金めっき液槽とされるめっき槽内に配して、樹脂モールド成型体31における4個の同軸コネクタシェル11の夫々についての、樹脂材によるマスキングなされていない第1の部分、即ち、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分、さらには、本体部13に形成された貫通孔12の内壁面部に、金めっき処理を施す。それにより、4個の同軸コネクタシェル11の夫々についての第1の部分を、例えば、ニッケルめっきとされる下地めっきがなされたうえに更に金めっきがなされたものとなす。そして、斯かる金めっき処理により金めっきがなされた4個の同軸コネクタシェル11の夫々についての第1の部分に第4の洗浄処理を施し、その後それを乾燥させる。
【0041】
続いて、金めっきがなされた4個の同軸コネクタシェル11の夫々についての第1の部分に第4の洗浄処理が施された樹脂モールド成型体31から、各々が金めっきがなされた第1の部分を有するものとされた4個の同軸コネクタシェル11を取り出す。斯かる際における樹脂モールド成型体31からの4個の同軸コネクタシェル11の取出しは、例えば、樹脂モールド成型体31の樹脂本体部32を壊すことにより行われる。
【0042】
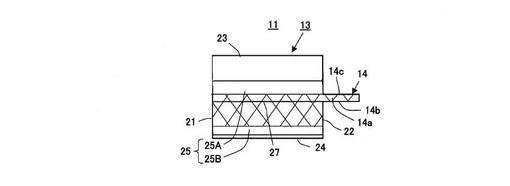
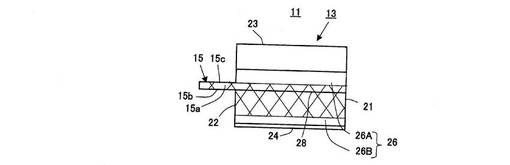
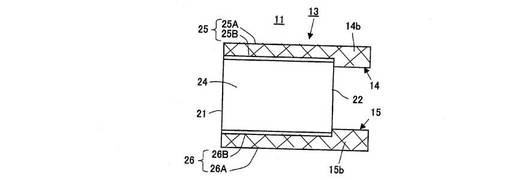
このようにして得られる4個の同軸コネクタシェル11の夫々は、図18〜図23において金めっきがなされた部分がクロスハッチングが付されて示されるように、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分、さらには、本体部13に形成された貫通孔12の内壁面部が、例えば、ニッケルめっきとされる下地めっきがなされたうえに更に金めっきがなされた部分とされ、それら以外の部分が、例えば、ニッケルめっきとされる下地めっきがなされた状態で残された部分とされる。即ち、所望の部分に部分的な金めっきがなされた同軸コネクタシェル11が得られることになる。
【0043】
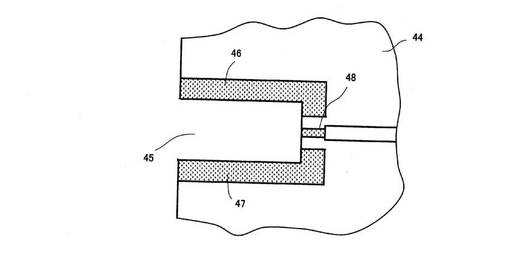
図24は、上述のようにして得られる部分的な金めっきがなされた同軸コネクタシェル11が実際の使用に際して取り付けられる回路基板44の部分を示す。図24に示される回路基板44の部分には、切欠き45が形成されており、その切欠き45の周囲に、接続端子部を成す接地用端子部46及び47と信号用端子部48とが設けられている。
【0044】
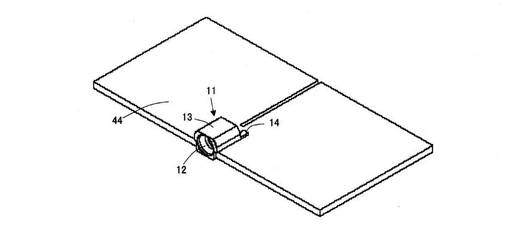
同軸コネクタシェル11が回路基板44に取り付けられるにあたっては、金めっきがなされた半田付け部である本体部13における段部27及びそれと同一平面内に位置する矩形板状部14の下面部14bが、接地用端子部47に半田付けされるとともに、同じく金めっきがなされた半田付け部である本体部13における段部28及びそれと同一平面内に位置する矩形板状部15の下面部15bが、接地用端子部46に半田付けされる。さらに、本体部13に形成された貫通孔12内に、絶縁体に包囲された状態をもって配される信号用内部接触導体の一端が、信号用端子部48に半田付けされる。それにより、図25に示されるように、回路基板44に同軸コネクタシェル11が取り付けられた状態が得られる。
【0045】
同軸コネクタシェル11の形状は、上述の例におけるものに限られることなく、必要に応じた種々のものとすることができる。また、上述の例においては、樹脂モールド成型体31が4個の同軸コネクタシェル11を内蔵するものとされているが、樹脂モールド成型体31に内蔵される同軸コネクタシェル11の数は、4個に限られることなく、任意の個数とすることができる。
【0046】
上述の例によれば、同軸コネクタシェル11における、例えば、ニッケルめっきとされる下地めっきがなされたうえに更に金めっきがなされることが望まれる所望の部分である第1の部分を残して、所望の部分以外の部分とされる第2の部分を樹脂材によりマスキングするものとされた樹脂モールド成型体31が形成され、その樹脂モールド成型体31が金めっき処理用のめっき槽内に配されて、樹脂モールド成型体31における樹脂材によりマスキングされることなく露出する同軸コネクタシェル11における第1の部分に、金めっき処理が施される。その際、樹脂モールド成型体31における樹脂材によりマスキングされた同軸コネクタシェル11における第2の部分には、金めっき処理は施されない。そして、同軸コネクタシェル11における第1の部分に対する金めっき処理後、樹脂モールド成型体31から金めっきがなされた第1の部分を有する同軸コネクタシェル11が取り出される。
【0047】
従って、同軸コネクタシェル11は、例えば、回路基板44に設けられた接地用端子部46及び47に半田付けされる半田付け部、もしくは、プラグ同軸コネクタとの接触結合がなされる接触結合部を含むものとされる、金めっきが施されることが望まれる所望の部分である第1の部分には、確実に金めっきが施されるが、所望の部分以外の部分とされる第2の部分には、金めっきが施されない状態が維持されるものとされる。
【産業上の利用可能性】
【0048】
以上のような本発明に係るコネクタシェルのめっき方法は、例えば、回路基板に取り付けられて用いられるものとされるコネクタシェルに対して、半田付け部や接触結合部等の所望の部分については確実に金めっきが施されるとともに、所望の部分以外の部分についてはできる限り金めっきが施されないようにして、部分的金めっきを行なうことができるものとして、各種のコネクタシェルに部分めっきを施すにあたって広く適用され得るものである。
【図面の簡単な説明】
【0049】
【図1】本発明に係るコネクタシェルのめっき方法の一例の実施に供される同軸コネクタシェルの例を示す斜視図である。
【図2】図1に示される同軸コネクタシェルについての平面図である。
【図3】図1に示される同軸コネクタシェルについての正面図である。
【図4】図1に示される同軸コネクタシェルについての背面図である。
【図5】図1に示される同軸コネクタシェルについての右側面図である。
【図6】図1に示される同軸コネクタシェルについての左側面図である。
【図7】図1に示される同軸コネクタシェルについての底面図である。
【図8】図3におけるVIII−VIII線断面をあらわす断面図である。
【図9】本発明に係るコネクタシェルのめっき方法の一例において形成される樹脂モールド成型体を示す斜視図である。
【図10】本発明に係るコネクタシェルのめっき方法の一例において形成される樹脂モールド成型体を示す斜視図である。
【図11】図9及び図10に示される樹脂モールド成型体についての平面図である。
【図12】図9及び図10に示される樹脂モールド成型体についての正面図である。
【図13】図9及び図10に示される樹脂モールド成型体についての背面図である。
【図14】図9及び図10に示される樹脂モールド成型体についての側面図である。
【図15】図13におけるXV−XV線断面をあらわす断面図である。
【図16】図13における XVI−XVI 線断面をあらわす断面図である。
【図17】図13におけるXVII−XVII線断面をあらわす断面図である。
【図18】本発明に係るコネクタシェルのめっき方法の一例による金めっき処理が施された同軸コネクタシェルを示す斜視図である。
【図19】図18に示される同軸コネクタシェルを示す正面図である。
【図20】図18に示される同軸コネクタシェルを示す背面図である。
【図21】図18に示される同軸コネクタシェルを示す右側面図である。
【図22】図18に示される同軸コネクタシェルを示す左側面図である。
【図23】図18に示される同軸コネクタシェルを示す底面図である。
【図24】同軸コネクタシェルが取り付けられる回路基板の部分を示す平面図である。
【図25】回路基板に同軸コネクタシェルが取り付けられた状態を示す斜視図である。
【符号の説明】
【0050】
11・・・同軸コネクタシェル, 12・・・貫通孔, 13・・・本体部, 14,15・・・矩形板状部, 14b,15b・・・下面部(矩形板状部14,15の), 21・・・前端面部, 22・・・後端面部, 23・・・上方平面部, 24・・・下方平面部, 25・・・右側面部, 25A・・・右上方側面部, 25B・・・右下方側面部, 26・・・左側面部, 26A・・・左上方側面部, 26B・・・左下方側面部, 27,28・・・段部, 31・・・樹脂モールド成型体, 32・・・樹脂本体部, 34,35・・・板状部材, 36,37・・・連結部, 38,41,42・・・空間部, 39,40・・・前方突出部
【技術分野】
【0001】
本願の特許請求の範囲に記載された発明は、同軸ケーブルの配線基板との連結に使用されるリセプタクル同軸コネクタの構成部材を成し、配線基板に半田付けによって取り付けられるコネクタシェルのめっき方法に関する。
【背景技術】
【0002】
複数の電子部品あるいは電子機器間における信号伝送には、外部ノイズの影響を受け難い信号伝送路を形成する、内部信号導体とそれを絶縁体を介して包囲する外部接地導体とが絶縁被覆されて成る同軸ケーブルが用いられることが多い。このような同軸ケーブルについては、信号伝送のため、その一端を印刷配線基板等の回路基板に連結することが必要とされる状態がしばしば生じる。
【0003】
同軸ケーブルの一端を回路基板に連結するにあたっては、通常、同軸ケーブルの一端に取り付けられるプラグ同軸コネクタと、回路基板に取り付けられてプラグ同軸コネクタが嵌合するものとされるリセプタクル同軸コネクタとを用いる。プラグ同軸コネクタは、同軸ケーブルの内部信号導体が接続される内部接触導体と同軸ケーブルの外部接地導体が接続される外部接触導体とが、絶縁体が介在されることにより相互絶縁されて成るものとされる。また、リセプタクル同軸コネクタは、回路基板に設けられた信号用端子に接続されたもとで、プラグ同軸コネクタの内部接触導体との接触状態をとる内部接触導体と、回路基板に設けられた接地用端子に接続されたもとで、プラグ同軸コネクタの外部接触導体との接触状態をとる外部接触導体とが、絶縁体が介在されることにより相互絶縁されて成るものとされる。
【0004】
このように同軸ケーブルの一端を回路基板に連結するにあたって用いられるリセプタクル同軸コネクタについては、外部接触導体を、内部接触導体、及び、内部接触導体と外部接触導体との間に介在せしめられることになる絶縁体を収容する外殻体(シェル)を形成するものとなし、その外部接触導体が形成するシェルを回路基板に固定して、回路基板への取り付けを行なうようにすることが、従来提案されている(例えば、特許文献1参照。)。
【0005】
上述の特許文献1に記載されている従来提案されているリセプタクル同軸コネクタにあっては、中空のボックス形を成す樹脂成型品の全表面に金属めっきが施されて形成された導電層を有するシェル(レセプタクルブロック30)が備えられている。そして、斯かるシェルには、金属めっきにより導電層が形成された接地接続端子(半田接続用グランド接続端子21)が設けられており、シェルが回路基板(プリント基板)に取り付けられるにあたって、その接地接続端子が回路基板に設けられた接地用端子(グランドパッド5)に半田付けされる。
【0006】
また、シェルには、円筒状部(グランドコンタクト部10)が設けられていて、この円筒状部内に絶縁体により包囲された内部接触導体(レセプタクル側信号コンタクト50)の一端が伸びている。内部接触導体の他端は、回路基板に設けられた信号用端子(信号パッド5)に半田付けされる。そして、その内部に内部接触導体の一端が伸びた円筒状部に、同軸ケーブルの一端に取り付けられたプラグ同軸コネクタ(プラグコネクタ101)が嵌合せしめられる。
【0007】
【特許文献1】特開2000−294350号公報(第2,3頁、図1〜図9)
【発明の開示】
【発明が解決しようとする課題】
【0008】
上述の従来のリセプタクル同軸コネクタにおいても見られるような、リセプタクル同軸コネクタ等のコネクタの構成部材を成すシェル(以下、コネクタシェルという。)にあっては、少なくとも、回路基板に設けられた接続端子部を成す接地用端子部に半田付けされる部分(以下、半田付け部という)に金属めっきが施されることが必要とされ、斯かる際における金属めっきは、半田付け性に優れる金めっきとされることが望まれる。また、コネクタシェルは、それが構成部材とされるリセプタクル同軸コネクタ等のコネクタ及びそれに嵌合するプラグ同軸コネクタ等の他のコネクタを通じて伝送される信号が高周波信号である場合に、当該高周波信号が表皮効果によって表面伝搬することになる、他のコネクタとの接触結合がなされる部分(以下、接触結合部という。)を有するものとなるが、斯かるコネクタシェルにおける接触結合部も、高周波信号の伝送特性に優れる金めっきが施されたものとされることが望まれる。
【0009】
なお、コネクタシェル自体が、金属材料、例えば、ベリリウム銅等の銅合金材料で形成される場合であっても、半田付け部や接触結合部等が、それらに金めっきが施されたものとされることが望まれることに変わりはない。
【0010】
このように、リセプタクル同軸コネクタ等のコネクタの構成部材であるコネクタシェルにあっては、半田付け部や接触結合部等の所望の部分に金めっきが施されることが要求されることになる。そして、斯かる要求に応じるべく、コネクタシェルに金めっきを施すにあたっては、金が極めて高価な金属材料であることからして、できる限り半田付け部や接触結合部等の所望の部分以外の部分には金めっきが施されないようにすることができるめっき方法が要望されるところとなる。
【0011】
しかしながら、従来にあっては、コネクタシェルを金めっき処理に供するにあたり、所望の部分には適正に金めっきを施すことができ、しかも、できる限り所望の部分以外の部分には金めっきが施されないようにできるという作用効果を伴っためっき方法は見当たらない。
【0012】
斯かる点に鑑み、本願の特許請求の範囲に記載された発明は、例えば、回路基板に設けられた接続端子部に半田付けされて用いられるものとされるコネクタシェルに対して、半田付け部や接触結合部等の所望の部分については確実に金めっきが施されるとともに、所望の部分以外の部分についてはできる限り金めっきが施されないようにして、部分的金めっきを行なうことができるコネクタシェルのめっき方法を提供する。
【課題を解決するための手段】
【0013】
本願の特許請求の範囲における請求項1から請求項8までのいずれかに記載された発明(以下、本発明という。)に係るコネクタシェルのめっき方法は、コネクタの構成部材であるコネクタシェルを用意し、コネクタシェルに第1の洗浄処理を施し、第1の洗浄処理が施されたコネクタシェルをめっき槽内に配して、そのコネクタシェルに下地めっき処理を施し、下地めっき処理が施されたコネクタシェルに第2の洗浄処理を施し、第2の洗浄処理が施されたコネクタシェルに第1の部分を除いた第2の部分を樹脂材によりマスキングするモールド処理を施して樹脂モールド成型体を得、樹脂モールド成型体におけるコネクタシェルの第1の部分に第3の洗浄処理を施し、コネクタシェルの第1の部分に第3の洗浄処理が施された樹脂モールド成型体をめっき槽内に配して、そのコネクタシェルの第1の部分に金めっき処理を施し、金めっきがなされた第1の部分に第4の洗浄処理を施し、コネクタシェルの第1の部分に第4の洗浄処理が施された樹脂モールド成型体から金めっきがなされた第1の部分を有するコネクタシェルを取り出すものとされる。
【0014】
特に、本発明に係るコネクタシェルのめっき方法のうちの請求項6に記載されたものにあっては、樹脂モールド成型体が、第2の洗浄処理が施された複数のコネクタシェルについて、それらの夫々の第1の部分を残して第2の部分を樹脂材によりマスキングするものとされる。
【0015】
このような本発明に係るコネクタシェルのめっき方法にあっては、下地めっき処理が、例えば、ニッケルめっき処理とされる。
【0016】
また、本発明に係るコネクタシェルのめっき方法にあっては、コネクタシェルにおける金めっき処理が施される第1の部分が、例えば、基板に設けられた接続端子部に半田付けされる部分、もしくは、コネクタシェルが構成部材とされるコネクタに嵌合する他のコネクタとの接触結合がなされる部分を含むものとされ、コネクタシェルにおける第2の部分は第1の部分以外の部分とされる。
【0017】
さらに、本発明に係るコネクタシェルのめっき方法にあっては、コネクタシェルが、例えば、銅合金材料等とされる金属材料により形成されたものとされる。
【0018】
そして、本発明に係るコネクタシェルのめっき方法にあっては、コネクタシェルが、例えば、リセプタクル同軸コネクタ等の同軸コネクタの構成部材である同軸コネクタシェルとされる。
【発明の効果】
【0019】
上述の本発明に係るコネクタシェルのめっき方法によれば、コネクタシェルに、例えば、ニッケルめっき処理とされる下地めっき処理が施された後、金めっきがなされることが望まれる所望の部分である第1の部分を残して、所望の部分以外の部分とされる第2の部分を樹脂材によりマスキングするモールド処理が施され、それにより、樹脂モールド成型体が形成される。その後、樹脂モールド成型体が金めっき処理用のめっき槽内に配されて、樹脂モールド成型体における樹脂材によりマスキングされることなく露出するコネクタシェルの第1の部分に、金めっき処理が施される。その際、樹脂モールド成型体における樹脂材によりマスキングされたコネクタシェルの第2の部分には、金めっき処理は施されない。そして、コネクタシェルの第1の部分に対する金めっき処理後、樹脂モールド成型体からコネクタシェルが取り出され、斯かるコネクタシェルは、金めっきがなされた第1の部分を有したものとされる。
【0020】
従って、コネクタシェルは、例えば、基板に設けられた接続端子部に半田付けされる部分、もしくは、コネクタシェルが構成部材とされるコネクタに嵌合する他のコネクタとの接触結合がなされる部分を含むものとされる、金めっきが施されることが望まれる所望の部分である第1の部分には、確実に金めっきが施されるが、所望の部分以外の部分とされる第2の部分には、金めっきが施されない状態が維持されるものとされる。これよりして、上述の本発明に係るコネクタシェルのめっき方法によれば、例えば、回路基板に設けられた接続端子部に半田付けされて用いられるものとされるコネクタシェルに対して、半田付け部や接触結合部等の所望の部分については確実に金めっきが施されるとともに、所望の部分以外の部分についてはできる限り金めっきが施されないようにして、部分的金めっきを行なうことができることになる。
【発明を実施するための最良の形態】
【0021】
本発明を実施するための最良の形態は、以下に述べられる本発明についての実施例をもって説明される。
【実施例】
【0022】
本発明に係るコネクタシェルのめっき方法の一例(実施例)にあっては、先ず、めっき処理の対象体とされるコネクタシェルを用意する。
【0023】
このコネクタシェルは、例えば、図1〜図8に示されるように、回路基板に取り付けられたもとで同軸ケーブルの端部に取り付けられたプラグ同軸コネクタが嵌合せしめられるリセプタクル同軸コネクタの構成部材を成す、同軸コネクタシェル11とされる。
【0024】
同軸コネクタシェル11は、プラグ同軸コネクタが挿入される貫通孔12が形成された本体部13と、本体部13から図2における右方(以下、後方という)に突出して互いに平行に伸びる一対の矩形板状部14及び15を有している。本体部13と矩形板状部14及び15とは、例えば、ベリリウム銅等の銅合金材料とされる金属材料により一体的に製作される。そして、貫通孔12の内壁面部は、図3に示されるVIII−VIII線断面をあらわす図8に示されるように、多数の段部が形成されている。そして、貫通孔12内には、図示が省略されているが、そこに挿入されたプラグ同軸コネクタの信号用内部接触導体と接触接続される信号用内部接触導体が、絶縁体に包囲された状態をもって配される。
【0025】
本体部13に形成された貫通孔12は、本体部13の図2における左方の端面部(以下、前端面部21という。)及び本体部13の図2における右方の端面部(以下、後端面部22という。)の夫々において開口している。前端面部21における貫通孔12の開口周囲及び後端面部22における貫通孔12の開口周囲には、環状面取部が夫々形成されてもよい。
【0026】
本体部13には、図3における上方の平面部(以下、上方平面部23という。)と図3における下方の平面部(以下、下方平面部24という。)とが設けられており、また、上方平面部23と下方平面部24との間となる両側面部(以下、一方を右側面部25といい、他方を左側面部26という。)には、段部27及び28が夫々形成されている。それにより、右側面部25は右上方側面部25Aと右下方側面部25Bとに分けられており、また、左側面部26は、左上方側面部26Aと左下方側面部26Bとに分けられている。
【0027】
矩形板状部14は、後端面部22から後方に突出しており、右上方側面部25Aの下方部分と同一平面内に位置する側面部14a, 段部27と同一平面内に位置する下面部14b及びそれに対向する上面部14cを有している。同様に、矩形板状部15も、後端面部22から後方に突出しており、左上方側面部26Aの下方部分と同一平面内に位置する側面部15a,段部28と同一平面内に位置する下面部15b及びそれに対向する上面部15cを有している。
【0028】
このような同軸コネクタシェル11にあっては、本体部13における段部27及びそれと同一平面内に位置する矩形板状部14の下面部14bと、本体部13における段部28及びそれと同一平面内に位置する矩形板状部15の下面部15bと、それらの近傍の部分とが、半田付け部とされ、また、本体部13に設けられた貫通孔12の内壁面部が、貫通孔12内に挿入されるプラグ同軸コネクタに接触結合される接触結合部とされる。
【0029】
次に、上述のような同軸コネクタシェル11に第1の洗浄処理を施す。斯かる第1の洗浄処理は、アルカリ脱脂洗浄処理及び水洗浄処理を含むものとなす。
【0030】
続いて、第1の洗浄処理が施された同軸コネクタシェル11を、例えば、ニッケルめっき液槽とされるめっき槽内に配して、同軸コネクタシェル11に、例えば、ニッケルめっき処理とされる下地めっき処理を施す。そして、下地めっき処理が施されて、例えば、ニッケルめっきがなされた同軸コネクタシェル11に第2の洗浄処理を施し、その後それを乾燥させる。
【0031】
同軸コネクタシェル11に対する下地めっき処理は、同軸コネクタシェル11の本体部13における前端面部21,後端面部22,上方平面部23,下方平面部24,右側面部25,左側面部26,段部27及び28及び貫通孔12の内面部を含む全面と、矩形板状部14における側面部14a,下面部14b及び上面部14cを含む全面と、矩形板状部15における側面部15a,下面部15b及び上面部15cを含む全面と、の全体に亙って施される。従って、第2の洗浄処理が施されて乾燥された同軸コネクタシェル11は、その全体が、例えば、ニッケルめっきとされる下地めっきがなされたものとなる。
【0032】
次に、上述のようにして、例えば、ニッケルめっき処理とされる下地めっき処理が施された同軸コネクタシェル11を複数個、例えば、4個用意し、それらに対して、夫々における段部27及びそれと同一平面内に位置する矩形板状部14の下面部14bと、本体部13における段部28及びそれと同一平面内に位置する矩形板状部15の下面部15bと、それらの近傍の部分とされる半田付け部、さらには、本体部13に設けられた貫通孔12の内壁面部とされる接触結合部、を含んだ第1の部分を除いた第2の部分を樹脂材によりマスキングするモールド処理を施し、それにより樹脂モールド成型体を得る。
【0033】
この樹脂モールド成型体は、例えば、図9〜図17に示されるように、4個の同軸コネクタシェル11を内蔵した樹脂モールド成型体31とされる。
【0034】
樹脂モールド成型体31は、樹脂本体部32を備えており、樹脂本体部32は、一対の板状部材34及び35が相互対向して配され、それらの長手方向の両端部が連結部36及び37を介して夫々相互連結されて構成されている。相互対向する板状部材34と板状部材35との間には、空間部38が形成されている。
【0035】
そして、相互対向する板状部材34と板状部材35との間において、4個の同軸コネクタシェル11が、各々が部分的に板状部材34及び板状部材35の夫々に埋め込まれた状態とされたもとで、板状部材34及び35の長手方向に沿って配列配置されている。
【0036】
これら4個の同軸コネクタシェル11の夫々は、本体部13における上方平面部23側の部分が板状部材34に埋め込まれるとともに、本体部13における下方平面部24側の部分が板状部材35に埋め込まれており、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分が、板状部材34と板状部材35との間の空間部38内に配されるものとされている。また、4個の同軸コネクタシェル11の夫々の本体部13に形成された貫通孔12は、本体部13の前端面部21及び後端面部22の夫々における開口部が、板状部材34と板状部材35との間の空間部38内に位置するものとされる。
【0037】
さらに、樹脂本体部32にあっては、4個の同軸コネクタシェル11の夫々に対応する位置において、板状部材34及び35から図14において左方となる方向に夫々突出する一対の前方突出部39及び40の組が4組、樹脂本体部32の長手方向に沿って配列配置されて設けられている。4組の前方突出部39及び前方突出部40の組の夫々にあっては、対を成す前方突出部39及び前方突出部40がそれらの間にV字状溝を形成するものとされており、そのV字状溝部に円柱状の空間部41が形成されていて、その空間部41の奥に同軸コネクタシェル11における本体部13に形成された貫通孔12の前端面部21における開口部が位置している。それにより、4組の前方突出部39及び前方突出部40の組の夫々は、対応する同軸コネクタシェル11における本体部13の前端面部21を、貫通孔12の開口部を除いて、塞ぐものとされている。また、樹脂本体部32における板状部材34には、4個の同軸コネクタシェル11の夫々における本体部13に形成された貫通孔12の後端面部22における開口部に通じる半円柱状の空間部42が形成されている。
【0038】
このような樹脂モールド成型体31にあっては、それに内蔵される4個の同軸コネクタシェル11の夫々についての、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分、さらには、本体部13に形成された貫通孔12の内壁面部が、樹脂材によるマスキングがなされない部分とされ、それ以外の部分が、樹脂材によってマスキングされた部分とされている。即ち、樹脂モールド成型体31にあっては、それに内蔵される4個の同軸コネクタシェル11の夫々における段部27及びそれと同一平面内に位置する矩形板状部14の下面部14bと、本体部13における段部28及びそれと同一平面内に位置する矩形板状部15の下面部15bと、それらの近傍の部分とされる半田付け部、さらには、本体部13に設けられた貫通孔12の内壁面部とされる接触結合部、を含んだ第1の部分を除いた第2の部分が樹脂材によってマスキングされ、第1の部分が樹脂材によるマスキングがなされていない部分とされているのである。
【0039】
続いて、上述の樹脂モールド成型体31における4個の同軸コネクタシェル11の夫々についての、樹脂材によるマスキングがなされていない第1の部分、即ち、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分、さらには、本体部13に形成された貫通孔12の内壁面部に、第3の洗浄処理を施す。
【0040】
その後、4個の同軸コネクタシェル11の夫々についての第1の部分に第3の洗浄処理が施された樹脂モールド成型体31を、金めっき液槽とされるめっき槽内に配して、樹脂モールド成型体31における4個の同軸コネクタシェル11の夫々についての、樹脂材によるマスキングなされていない第1の部分、即ち、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分、さらには、本体部13に形成された貫通孔12の内壁面部に、金めっき処理を施す。それにより、4個の同軸コネクタシェル11の夫々についての第1の部分を、例えば、ニッケルめっきとされる下地めっきがなされたうえに更に金めっきがなされたものとなす。そして、斯かる金めっき処理により金めっきがなされた4個の同軸コネクタシェル11の夫々についての第1の部分に第4の洗浄処理を施し、その後それを乾燥させる。
【0041】
続いて、金めっきがなされた4個の同軸コネクタシェル11の夫々についての第1の部分に第4の洗浄処理が施された樹脂モールド成型体31から、各々が金めっきがなされた第1の部分を有するものとされた4個の同軸コネクタシェル11を取り出す。斯かる際における樹脂モールド成型体31からの4個の同軸コネクタシェル11の取出しは、例えば、樹脂モールド成型体31の樹脂本体部32を壊すことにより行われる。
【0042】
このようにして得られる4個の同軸コネクタシェル11の夫々は、図18〜図23において金めっきがなされた部分がクロスハッチングが付されて示されるように、本体部13における段部27と右上方側面部25A及び右下方側面部25Bにおける段部27を挟む部分,本体部13における段部28と左上方側面部26A及び左下方側面部26Bにおける段部28を挟む部分, 本体部13における後端面部22の一部であって、貫通孔12の開口部の周囲の部分及び矩形板状部14及び15と本体部13における板状部材34に埋め込まれた下方平面部24側の部分との間の部分,矩形板状部14における上面部14c以外の部分、及び、矩形板状部15における上面部15c以外の部分、さらには、本体部13に形成された貫通孔12の内壁面部が、例えば、ニッケルめっきとされる下地めっきがなされたうえに更に金めっきがなされた部分とされ、それら以外の部分が、例えば、ニッケルめっきとされる下地めっきがなされた状態で残された部分とされる。即ち、所望の部分に部分的な金めっきがなされた同軸コネクタシェル11が得られることになる。
【0043】
図24は、上述のようにして得られる部分的な金めっきがなされた同軸コネクタシェル11が実際の使用に際して取り付けられる回路基板44の部分を示す。図24に示される回路基板44の部分には、切欠き45が形成されており、その切欠き45の周囲に、接続端子部を成す接地用端子部46及び47と信号用端子部48とが設けられている。
【0044】
同軸コネクタシェル11が回路基板44に取り付けられるにあたっては、金めっきがなされた半田付け部である本体部13における段部27及びそれと同一平面内に位置する矩形板状部14の下面部14bが、接地用端子部47に半田付けされるとともに、同じく金めっきがなされた半田付け部である本体部13における段部28及びそれと同一平面内に位置する矩形板状部15の下面部15bが、接地用端子部46に半田付けされる。さらに、本体部13に形成された貫通孔12内に、絶縁体に包囲された状態をもって配される信号用内部接触導体の一端が、信号用端子部48に半田付けされる。それにより、図25に示されるように、回路基板44に同軸コネクタシェル11が取り付けられた状態が得られる。
【0045】
同軸コネクタシェル11の形状は、上述の例におけるものに限られることなく、必要に応じた種々のものとすることができる。また、上述の例においては、樹脂モールド成型体31が4個の同軸コネクタシェル11を内蔵するものとされているが、樹脂モールド成型体31に内蔵される同軸コネクタシェル11の数は、4個に限られることなく、任意の個数とすることができる。
【0046】
上述の例によれば、同軸コネクタシェル11における、例えば、ニッケルめっきとされる下地めっきがなされたうえに更に金めっきがなされることが望まれる所望の部分である第1の部分を残して、所望の部分以外の部分とされる第2の部分を樹脂材によりマスキングするものとされた樹脂モールド成型体31が形成され、その樹脂モールド成型体31が金めっき処理用のめっき槽内に配されて、樹脂モールド成型体31における樹脂材によりマスキングされることなく露出する同軸コネクタシェル11における第1の部分に、金めっき処理が施される。その際、樹脂モールド成型体31における樹脂材によりマスキングされた同軸コネクタシェル11における第2の部分には、金めっき処理は施されない。そして、同軸コネクタシェル11における第1の部分に対する金めっき処理後、樹脂モールド成型体31から金めっきがなされた第1の部分を有する同軸コネクタシェル11が取り出される。
【0047】
従って、同軸コネクタシェル11は、例えば、回路基板44に設けられた接地用端子部46及び47に半田付けされる半田付け部、もしくは、プラグ同軸コネクタとの接触結合がなされる接触結合部を含むものとされる、金めっきが施されることが望まれる所望の部分である第1の部分には、確実に金めっきが施されるが、所望の部分以外の部分とされる第2の部分には、金めっきが施されない状態が維持されるものとされる。
【産業上の利用可能性】
【0048】
以上のような本発明に係るコネクタシェルのめっき方法は、例えば、回路基板に取り付けられて用いられるものとされるコネクタシェルに対して、半田付け部や接触結合部等の所望の部分については確実に金めっきが施されるとともに、所望の部分以外の部分についてはできる限り金めっきが施されないようにして、部分的金めっきを行なうことができるものとして、各種のコネクタシェルに部分めっきを施すにあたって広く適用され得るものである。
【図面の簡単な説明】
【0049】
【図1】本発明に係るコネクタシェルのめっき方法の一例の実施に供される同軸コネクタシェルの例を示す斜視図である。
【図2】図1に示される同軸コネクタシェルについての平面図である。
【図3】図1に示される同軸コネクタシェルについての正面図である。
【図4】図1に示される同軸コネクタシェルについての背面図である。
【図5】図1に示される同軸コネクタシェルについての右側面図である。
【図6】図1に示される同軸コネクタシェルについての左側面図である。
【図7】図1に示される同軸コネクタシェルについての底面図である。
【図8】図3におけるVIII−VIII線断面をあらわす断面図である。
【図9】本発明に係るコネクタシェルのめっき方法の一例において形成される樹脂モールド成型体を示す斜視図である。
【図10】本発明に係るコネクタシェルのめっき方法の一例において形成される樹脂モールド成型体を示す斜視図である。
【図11】図9及び図10に示される樹脂モールド成型体についての平面図である。
【図12】図9及び図10に示される樹脂モールド成型体についての正面図である。
【図13】図9及び図10に示される樹脂モールド成型体についての背面図である。
【図14】図9及び図10に示される樹脂モールド成型体についての側面図である。
【図15】図13におけるXV−XV線断面をあらわす断面図である。
【図16】図13における XVI−XVI 線断面をあらわす断面図である。
【図17】図13におけるXVII−XVII線断面をあらわす断面図である。
【図18】本発明に係るコネクタシェルのめっき方法の一例による金めっき処理が施された同軸コネクタシェルを示す斜視図である。
【図19】図18に示される同軸コネクタシェルを示す正面図である。
【図20】図18に示される同軸コネクタシェルを示す背面図である。
【図21】図18に示される同軸コネクタシェルを示す右側面図である。
【図22】図18に示される同軸コネクタシェルを示す左側面図である。
【図23】図18に示される同軸コネクタシェルを示す底面図である。
【図24】同軸コネクタシェルが取り付けられる回路基板の部分を示す平面図である。
【図25】回路基板に同軸コネクタシェルが取り付けられた状態を示す斜視図である。
【符号の説明】
【0050】
11・・・同軸コネクタシェル, 12・・・貫通孔, 13・・・本体部, 14,15・・・矩形板状部, 14b,15b・・・下面部(矩形板状部14,15の), 21・・・前端面部, 22・・・後端面部, 23・・・上方平面部, 24・・・下方平面部, 25・・・右側面部, 25A・・・右上方側面部, 25B・・・右下方側面部, 26・・・左側面部, 26A・・・左上方側面部, 26B・・・左下方側面部, 27,28・・・段部, 31・・・樹脂モールド成型体, 32・・・樹脂本体部, 34,35・・・板状部材, 36,37・・・連結部, 38,41,42・・・空間部, 39,40・・・前方突出部
【特許請求の範囲】
【請求項1】
コネクタの構成部材であるコネクタシェルを用意し、
上記コネクタシェルに第1の洗浄処理を施し、
該第1の洗浄処理が施された上記コネクタシェルをめっき槽内に配して、該コネクタシェルに下地めっき処理を施し、
該下地めっき処理が施された上記コネクタシェルに第2の洗浄処理を施し、
該第2の洗浄処理が施された上記コネクタシェルに第1の部分を除いた第2の部分を樹脂材によりマスキングするモールド処理を施して樹脂モールド成型体を得、
該樹脂モールド成型体における上記コネクタシェルの第1の部分に第3の洗浄処理を施し、
上記コネクタシェルの第1の部分に上記第3の洗浄処理が施された上記樹脂モールド成型体をめっき槽内に配して、上記コネクタシェルの第1の部分に金めっき処理を施し、
金めっきがなされた上記第1の部分に第4の洗浄処理を施し、
上記コネクタシェルの第1の部分に第4の洗浄処理が施された上記樹脂モールド成型体から金めっきがなされた上記第1の部分を有する上記コネクタシェルを取り出す、
ことを特長とするコネクタシェルのめっき方法。
【請求項2】
上記下地めっき処理が、ニッケルめっき処理とされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項3】
上記コネクタシェルの第1の部分が、基板に設けられた接続端子部に半田付けされる部分もしくは上記コネクタに嵌合する他のコネクタとの接触結合がなされる部分を含むものとされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項4】
上記コネクタシェルが金属材料により形成されたものとされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項5】
上記金属材料が銅合金材料とされることを特徴とする請求項4記載のコネクタシェルのめっき方法。
【請求項6】
上記樹脂モールド成型体が、上記第2の洗浄処理が施された複数の上記コネクタシェルについて、該複数のコネクタシェルの夫々の第1の部分を残して第2の部分を樹脂材によりマスキングするものとされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項7】
上記コネクタシェルが、同軸コネクタの構成部材である同軸コネクタシェルとされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項8】
上記同軸コネクタが、リセプタクル同軸コネクタであることを特徴とする請求項7記載のコネクタシェルのめっき方法。
【請求項1】
コネクタの構成部材であるコネクタシェルを用意し、
上記コネクタシェルに第1の洗浄処理を施し、
該第1の洗浄処理が施された上記コネクタシェルをめっき槽内に配して、該コネクタシェルに下地めっき処理を施し、
該下地めっき処理が施された上記コネクタシェルに第2の洗浄処理を施し、
該第2の洗浄処理が施された上記コネクタシェルに第1の部分を除いた第2の部分を樹脂材によりマスキングするモールド処理を施して樹脂モールド成型体を得、
該樹脂モールド成型体における上記コネクタシェルの第1の部分に第3の洗浄処理を施し、
上記コネクタシェルの第1の部分に上記第3の洗浄処理が施された上記樹脂モールド成型体をめっき槽内に配して、上記コネクタシェルの第1の部分に金めっき処理を施し、
金めっきがなされた上記第1の部分に第4の洗浄処理を施し、
上記コネクタシェルの第1の部分に第4の洗浄処理が施された上記樹脂モールド成型体から金めっきがなされた上記第1の部分を有する上記コネクタシェルを取り出す、
ことを特長とするコネクタシェルのめっき方法。
【請求項2】
上記下地めっき処理が、ニッケルめっき処理とされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項3】
上記コネクタシェルの第1の部分が、基板に設けられた接続端子部に半田付けされる部分もしくは上記コネクタに嵌合する他のコネクタとの接触結合がなされる部分を含むものとされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項4】
上記コネクタシェルが金属材料により形成されたものとされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項5】
上記金属材料が銅合金材料とされることを特徴とする請求項4記載のコネクタシェルのめっき方法。
【請求項6】
上記樹脂モールド成型体が、上記第2の洗浄処理が施された複数の上記コネクタシェルについて、該複数のコネクタシェルの夫々の第1の部分を残して第2の部分を樹脂材によりマスキングするものとされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項7】
上記コネクタシェルが、同軸コネクタの構成部材である同軸コネクタシェルとされることを特徴とする請求項1記載のコネクタシェルのめっき方法。
【請求項8】
上記同軸コネクタが、リセプタクル同軸コネクタであることを特徴とする請求項7記載のコネクタシェルのめっき方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2010−121163(P2010−121163A)
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願番号】特願2008−295315(P2008−295315)
【出願日】平成20年11月19日(2008.11.19)
【出願人】(502261691)ユウエツ精機株式会社 (1)
【出願人】(597137615)ダイニチ電子株式会社 (2)
【Fターム(参考)】
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願日】平成20年11月19日(2008.11.19)
【出願人】(502261691)ユウエツ精機株式会社 (1)
【出願人】(597137615)ダイニチ電子株式会社 (2)
【Fターム(参考)】
[ Back to top ]