
コネクタパイプを有するブロー成形中空体及びその製造方法
【課題】 コネクタパイプをホースへブロー成形により一体的的に成形する場合に、コネクタパイプとホースとの間の接続強度及び/又は気密性を向上させる技術を提供する。
【解決手段】 ホース1の外周を略リング状に取り囲む溶着座面補強部材2をホース1にブロー成形技術によりインサート成形させ、溶着座面補強部材2は通常平坦である溶着座面部3が設けられており、溶着座面部3にコネクタパイプ5の一端を溶着させる。溶着座面部3及びホース1には貫通穴が形成されており、該貫通穴を介してコネクタパイプ5はホース1と連通している。
【解決手段】 ホース1の外周を略リング状に取り囲む溶着座面補強部材2をホース1にブロー成形技術によりインサート成形させ、溶着座面補強部材2は通常平坦である溶着座面部3が設けられており、溶着座面部3にコネクタパイプ5の一端を溶着させる。溶着座面部3及びホース1には貫通穴が形成されており、該貫通穴を介してコネクタパイプ5はホース1と連通している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コネクタパイプを持つブロー成形中空体に関するもので、空気などの気体や水などの液体を流すダクト、ホース、チューブなどに利用できる。特に自動車用エンジンなどに使用される吸気系、燃料系のダクト、ホース、チューブなどに利用できる。
【背景技術】
【0002】
自動車用エンジン吸気系部品などでは、エンジンに空気を導入するダクト、ホース、チューブ、或はそれらダクト等にエンジン部分で発生するオイル成分を含んだブローバイガスを戻すブローバイホース、またアイドリング時のバイパスパイプを吸気ダクトに接続する部品等にブロー成形品が利用されている。それらダクト、ホース、チューブ等の中空成形体には、エンジンや関連する制御機器を作動させるためにそれらの部品間をつなぐコネクタパイプが付加される場合が多い。例えば、エンジン部分で発生するオイル成分を含んだブローバイガスをエンジンクランクケースから吸気ダクトに戻したり、アイドリング時のバイパスパイプを吸気ダクトに接続するなどの構造がとられ、それぞれの接続部にコネクタパイプを設けている。
【0003】
従来、このような機能を持つコネクタパイプをブロー成形中空体に付加させる場合には、射出成形などによって形成されたコネクタパイプをインサート成形したり、後からコネクタパイプを熱的に溶着する方法がとられていた。特に、インサート成形では密着性が悪く、要求される気密性が保持できない場合には、ブロー成形品にコネクタパイプを熱的に溶着させる方法がとられていた。
【0004】
これらのダクト、ホース、チューブなどは、それぞれ接続する相手物の寸法や必要とされる流体の流量などにより、それぞれの本体外径はもとより接続部の口径が異なることが一般的であり、その本体部に付加されたコネクタパイプも接続相手物に合わせた口径が要求される。このため、これらのブロー成形によって製造されたダクト、ホース、チューブに付加されるコネクタパイプが、本体であるブロー成形によるダクト、ホース、チューブの本体基本外径よりも大きな口径が要求される場合がある。
【0005】
ブロー成形によるこれらのダクト、ホース、チューブは、口径の大きいコネクタパイプの付加する部分を部分的に外径を広げ成形することは可能であるが、ブロー成形で外径の大きな部分を形成させると、成形の際に供給されるパリソン(溶融した円筒状樹脂)のブローアップ比率が大きくなるため、形成される本体部分の肉厚が他の成形部分より薄肉になる。このように外径を大きくしたブロー成形部分は薄肉になってしまうため、例えばインサート成形でコネクタパイプを付加させようとすると、薄肉のためインサートの付加強度が弱くなり簡単に外れてしまうばかりでなく、場合によってはブローアップされたパリソンが破れ、孔あきを生じることがあった。また、熱溶着によってコネクタパイプを付加する場合には、熱溶着の際の溶融工程で薄肉のブロー成形体部分が熱によって変形や潰れを生じてしまい熱溶着することができなかった。
【0006】
また、ブロー成形されたダクト、ホース、チューブに柔軟性が要求される場合がある。この場合は軟質の樹脂によってブロー成形本体部が形成されるため,これらの柔軟性を有するダクト、ホース、チューブにコネクタパイプを付加させると、インサート成形では付加強度が弱く簡単に脱落してしまい、熱溶着では圧着時に柔軟性のあるブロー本体部が軟化してしまい熱溶着ができなかった。
【0007】
このような従来の方法においては、ブロー成形した中空体であるダクト、ホース、チューブにその本体外径形状に近い大きさのコネクタパイプを付加させると、ブロー成形した中空体のコネクタパイプ付加部分が薄肉になり、付加強度の低下、穴あきの発生、熱溶着ができない、などの問題があり、ブロー成形中空体に付加させるコネクタパイプの大きさや構造に制限があった。また、柔軟性を持つブロー成形によるダクト、ホース、チューブなどでは、ブロー成形本体が軟質の樹脂で構成されるために、コネクタパイプの付加強度低下や熱溶着作業時に軟質樹脂がより軟化してしまいコネクタパイプが付加できないなどの問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平05−318565号公報
【特許文献2】特開平08−090641号公報
【特許文献3】特開昭63−056426号公報
【特許文献4】特開平04−285395号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記従来技術においては、ブロー成形によるダクト、ホース、チューブに付加させることのできるコネクタパイプの口径や構造に制限があり、ブロー成形による本体部分の材料も限定されてしまうなどの欠点があった。
【0010】
例えば、図4に示すような口径の大きいコネクタパイプをブロー成形によるホースに熱溶着する場合、コネクタパイプの径が大きくなるためコネクタの溶着座面とブロー成形本体の溶着座面の溶着面積が小さくなり、溶着強度が低下し、所望の溶着強度が得られない。また、ブロー成形品の溶着部分のブローアップ比率が大きくなるため、ブロー成形品の溶着座面を形成する部分が肉薄になり溶着工程での溶融工程で溶着面の潰れや変形が生じ溶着ができないなどの問題があった。
【0011】
更に、ブロー成形品とコネクタパイプの熱溶着に関しては、柔軟性のある軟質材料では熱溶着時に熱によって潰れや変形を起こし、溶着できないなどの課題があった。
【課題を解決するための手段】
【0012】
本発明の目的は、上記従来技術の欠点を解決し、コネクタパイプを有するブロー成形による吸気ダクトなどのダクト、ホース、チューブに付加させるコネクタパイプの接合方法において、ブロー成形体に射出成形などで形成した熱溶着補強部を予めインサート成形し、ブロー成形体のコネクタパイプ溶着部に十分なる熱溶着座面面積と座面強度を保持させ、次いでコネクタパイプを熱溶着し、コネクタパイプとブロー成形本体及び熱溶着補強部とを熱溶着し、十分な溶着強度を保持させた後、コネクタパイプの連結部分の穴あけ加工を行い、十分な溶着強度と気密性を有するコネクタパイプが付加されたダクト、ホース、チューブを提供するものである。
【0013】
本発明による方法は、ブロー成形本体のコネクタパイプ溶着部に射出成形などで形成された熱溶着補強部をブロー成形時にインサート成形するものである。
【0014】
インサート成形される熱溶着補強部は、ブロー成形本体溶着部においてブロー成形品の全周を包み込む形状で構成されており、且つ、ブロー成形体に一体化する係止構造を有し、ブロー成形体と十分な密着強度と機械強度を持たせ、ブロー成形本体が柔軟性を有する軟質樹脂でも十分な係止強度が保持させる。
【0015】
更に、コネクタパイプとの連結部分においては、熱溶着に際し、ブロー成形本体のコネクタ接続部とインサート成形による熱溶着補強部が共にコネクタパイプと熱溶着されるよう、熱溶着面にはブロー成形体の表面部の一部が表れる構造の熱溶着補強部インサートとし、熱溶着されたブロー成形体とコネクタパイプが十分な気密性を保持できる構造とすると共に、熱溶着補強部でコネクタパイプの熱溶着強度の向上を図る構造を持たせる。
【0016】
更に、熱溶着補強部はコネクタパイプとの十分な熱溶着強度を保持させるために必要なデザインが可能であり、ブロー成形体の本体外径より大きな溶着座面を取ることもでき、従来は困難であった口径の大きなコネクタパイプも容易にブロー成形体に付加できる。
【0017】
上記のように、ブロー成形本体に十分な熱溶着座面を持つ熱溶着補強部をインサート成形し、次いでコネクタパイプを熱溶着補強部及びブロー成形溶着部と熱溶着し、更に、コネクタパイプの連結部分の穴あけ加工を行い、十分な溶着強度と機密性を有するコネクタパイプが付加されたダクト、ホース、チューブを提供するものである。
【0018】
熱溶着補強部をブロー成形本体にインサート成形することによって、従来は制限されていたコネクタパイプの大きさや構造を自由に設計できるばかりでなく、本体が柔軟性を有するブロー成形体にもコネクタパイプを付加させることができ、信頼性に優れたデザインで自由度の高いコネクタパイプを有するダクト、ホース、チューブを提供するものである。
【発明の効果】
【0019】
本発明により奏せられる効果は次の通りである。
【0020】
コネクタパイプを有するブロー成形中空体において、(1)ブロー成形体に付加されるコネクタパイプの熱溶着強度・気密性を向上できる(2)コネクタパイプの大きさや構造が自由に設計できる。(3)ブロー成形体やコネクタパイプの材質が自由に選定でき、柔軟性を持つ軟質樹脂でも使用できる。
【図面の簡単な説明】
【0021】
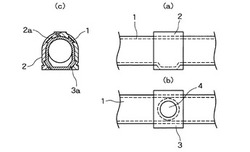
【図1】(a),(b),(c)は本実施例のブロー成形品の状態を示す外観略図及び部分断面略図。
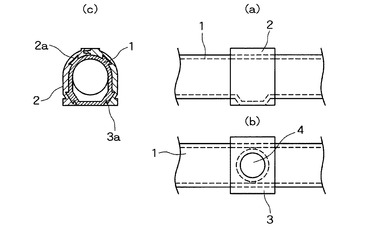
【図2】(a),(b)は本実施例のコネクタパイプの溶着工程と溶着品を示す部分断面略図。
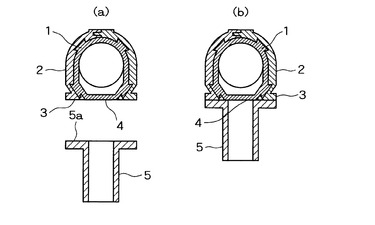
【図3】(a),(b)は本実施例の完成品を示す部分断面略図。
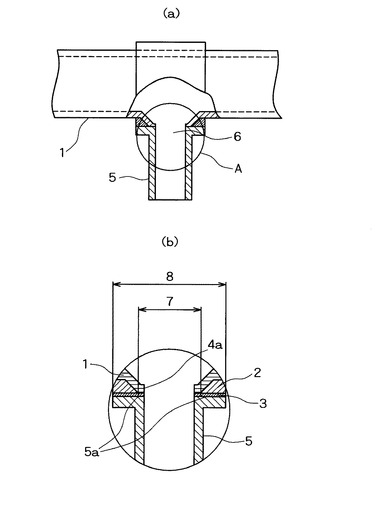
【図4】従来の熱溶着による構成を示した略図
【発明を実施するための形態】
【0022】
以下、この発明の実施例を図面に基ずいて詳細に説明する。
【0023】
図1(a)〜(c)は、本発明による実施例のブロー成形品の状態を示す略図で、図1(a)(b)は本発明によるコネクタパイプ溶着座面補強部材を設けたブロー成形品の外観略図、図1(c)は、図1(a)(b)のコネクタパイプ溶着座面補強部材の断面略図である。
【0024】
図1(a)及び(b)において、ブロー成形によるホース1は、射出成形によって形成された溶着座面補強部材2がインサート成形で付加されており、溶着座面補強部材2はホース1の全周を包み込む構造で、コネクタパイプを溶着する図示例では平坦な溶着座面部3を持っている。図1(b)に示すように溶着座面補強部材2は、溶着座面部3のコネクタパイプ連結部(穴加工部分)4でブロー成形によるホース1の本体の一部が表面に表れるように穴形状に応じた切欠き部分が設けられている。
【0025】
図1(c)は、図1(a)(b)のコネクタパイプ溶着座面補強部材の断面略図で、溶着座面補強部材2はブロー成形によるホース1の外周を包み込む形状を有してると共に、ブロー成形によるホース1との機械的密着強度を持たせるためにホース1の外周面上に向けた少なくとも1個の凸部と該凸部と相補的な形状の溶着座面補強部材2の内周面上に設けた凹部とからなるアンダーカットの係止構造2aを有し、ブロー成形によるホース1と溶着座面補強部材2との密着強度を向上させている。また、溶着座面補強部材2はブロー成形本体のホース1の外径よりも大きな平坦上の溶着座面部3aを持ち、コネクタパイプの溶着強度を向上させる構造を持つ。
【0026】
図2(a)〜(b)は、図1(c)に示したコネクタパイプ溶着座面補強部材を設けたブロー成形品にコネクタパイプを溶着する工程を示す断面略図で、図2(a)は、コネクタ1パイプの溶着前、図2(b)はコネクタパイプの熱溶着後の状態を示す図である。
【0027】
図2(a)は、図1(c)に示したブロー成形ホース1とコネクタパイプ溶着座面補強部材2の溶着座面部3にコネクタパイプ5を溶着する前の工程を示す断面略図で、ブロー成形によるホース1は熱溶着面にコネクタパイプ連結部4のブロー成形面が露出し熱溶着時にコネクタパイプ5の熱溶着面5aと接するように残された状態にしてある。
【0028】
図2(b)は、コネクタパイプ5を熱溶着した後の状態を示す断面略図で、コネクタ5は、ホース1のコネクタパイプ連結部4のブロー成形面の一部と熱溶着し,更にブロー成形ホース1にインサート成形された溶着座面補強部材2の溶着座面部3とも熱溶着されている。
【0029】
図3(a)〜(b)は、本発明による完成品を示す部分断面及び拡大断面略図である。
【0030】
図3(a)は、図2(b)のコネクタパイプ5を熱溶着した後に、コネクタパイプ5とブロー成形ホース1との連結部6を穴加工し、連結通路を形成させた完成品の部分断面略図である。図3(a)に示したコネクタパイプ5の熱溶着部分は、図3(b)の拡大断面略図に示すように、ブロー成形ホース1のコネクタパイプ連結部のブロー成形面4の一部4aがコネクタパイプの熱溶着面5aと熱溶着し、気密性を保持する気密性向上溶着面7を形成し、更にインサート成形された溶着座面補強部材2の溶着座面3もコネクタパイプ5の熱溶着面5aと熱溶着し、溶着強度向上溶着面8を形成しコネクタパイプの溶着強度の向上が図られる。
【0031】
上記、実施例において、ブロー成形中空体、溶着座面補強部材、コネクタパイプの各部分に、本発明者らが実施した熱可塑性樹脂の組合せ例を示すと表1及び表2の通りで、いずれの組合せの場合も良好な結果が得られ、十分な熱溶着強度と気密性が得られた。
【0032】
【表1】

【0033】
【表2】
【0034】
本発明による材料の組合せ例は、上記のように熱溶着可能な材料であればいかなる組合せも可能であるが、表1による組合せの1例としては、ブロー成形中空体(PP)、溶着座面補強部材(PP−GF)、コネクタパイプ(TPO)が、表2の組合せ例としては、ブロー成形中空体(TPAE)、溶着座面補強部材(PA6)、コネクタパイプ(TPAE)などがあり、従来は熱溶着が困難であった材料の組合せが可能となる。
【0035】
上記組合せのほかに、PBT(硬質樹脂)/TPEE(軟質樹脂)やその他のブロー成形が可能な樹脂であればいかなる組合せができるのはもちろんである。
【0036】
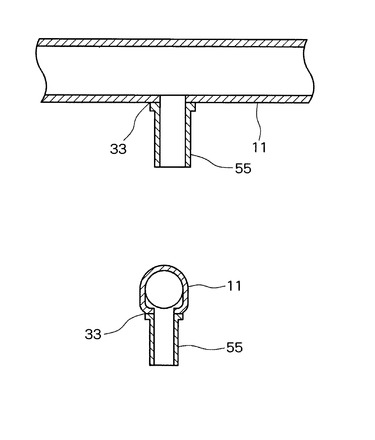
図4は、従来の熱溶着による構成を示した略図である。
【0037】
ブロー成形によるホース11にコネクタパイプ55を熱溶着する構成をとっているが、コネクタパイプ55の径が大きくなると溶着部位33の溶着面積が小さくなり溶着強度が低下する。従って、コネクタパイプ55の設計に制限があり所望の製品が得られない場合がある。また、ブロー成形ホース11の溶着部位33は、ブロー成形でパリソンが拡大される部分で形成されるため薄肉になり熱溶着の際、変形や潰れを起こし溶着が困難となる。
【0038】
更に、ブロー成形のホース11が軟質樹脂の場合は、熱溶着の際に変形したり著しい軟化を生じるため熱溶着ができないなどの問題があった。
【0039】
本発明は、前記実施例で示したように、コネクタパイプを有するブロー成形によるダクト、ホース、チューブに閲し、コネクタパイプをブロー成形体に熱溶着する方法において、ブロー成形体に射出成形などで形成した熱溶着補強部を予めインサート成形し、ブロー成形体のコネクタパイプ溶着部に十分なる熱溶着座面面積と座面強度を保持させ、次いでコネクタパイプを熱溶着し、コネクタパイプとブロー成形本体及び熱溶着補強部とを熱溶着し、十分な溶着強度を保持させた後、コネクタパイプの連結部分の穴あけ加工を行い、十分な溶着強度と気密性を有するコネクタパイプが付加されたダクト、ホース、チューブを提供するものであるが、前記実施例は、本発明の実施の態様の一例であり、前記実施例のほかに様々な態様の形状を有するコネクタパイプが付加されたブロー成形体が可能なことはもちろんである。
【0040】
また、本発明による製品は、吸気ダクトなどの空気や気体に関するダクト、ホース、チューブ、パイプのみならず、水やオイルなどの液体のダクト、ホース、チューブ、パイプとしても利用可能であり、従来の方法に比べデザインの自由度が大きく信頼性の高い製品が安価に且つ効率よく提供できることはもちろんである。
【0041】
以上本発明の具体的実施の態様について詳細に説明したが、本発明はこれら具体例にのみ制限されるべきものではなく、本発明の技術的範囲を逸脱すること無しに種々の変形が可能であることは勿論である。
【符号の説明】
【0042】
1:ホース
2:溶着座面補強部材
2a:係止構造
3:溶着座面部
3a:溶着座面
4:コネクタパイプ連結部
5:コネクタパイプ
5a:コネクタパイプ溶着面
【技術分野】
【0001】
本発明は、コネクタパイプを持つブロー成形中空体に関するもので、空気などの気体や水などの液体を流すダクト、ホース、チューブなどに利用できる。特に自動車用エンジンなどに使用される吸気系、燃料系のダクト、ホース、チューブなどに利用できる。
【背景技術】
【0002】
自動車用エンジン吸気系部品などでは、エンジンに空気を導入するダクト、ホース、チューブ、或はそれらダクト等にエンジン部分で発生するオイル成分を含んだブローバイガスを戻すブローバイホース、またアイドリング時のバイパスパイプを吸気ダクトに接続する部品等にブロー成形品が利用されている。それらダクト、ホース、チューブ等の中空成形体には、エンジンや関連する制御機器を作動させるためにそれらの部品間をつなぐコネクタパイプが付加される場合が多い。例えば、エンジン部分で発生するオイル成分を含んだブローバイガスをエンジンクランクケースから吸気ダクトに戻したり、アイドリング時のバイパスパイプを吸気ダクトに接続するなどの構造がとられ、それぞれの接続部にコネクタパイプを設けている。
【0003】
従来、このような機能を持つコネクタパイプをブロー成形中空体に付加させる場合には、射出成形などによって形成されたコネクタパイプをインサート成形したり、後からコネクタパイプを熱的に溶着する方法がとられていた。特に、インサート成形では密着性が悪く、要求される気密性が保持できない場合には、ブロー成形品にコネクタパイプを熱的に溶着させる方法がとられていた。
【0004】
これらのダクト、ホース、チューブなどは、それぞれ接続する相手物の寸法や必要とされる流体の流量などにより、それぞれの本体外径はもとより接続部の口径が異なることが一般的であり、その本体部に付加されたコネクタパイプも接続相手物に合わせた口径が要求される。このため、これらのブロー成形によって製造されたダクト、ホース、チューブに付加されるコネクタパイプが、本体であるブロー成形によるダクト、ホース、チューブの本体基本外径よりも大きな口径が要求される場合がある。
【0005】
ブロー成形によるこれらのダクト、ホース、チューブは、口径の大きいコネクタパイプの付加する部分を部分的に外径を広げ成形することは可能であるが、ブロー成形で外径の大きな部分を形成させると、成形の際に供給されるパリソン(溶融した円筒状樹脂)のブローアップ比率が大きくなるため、形成される本体部分の肉厚が他の成形部分より薄肉になる。このように外径を大きくしたブロー成形部分は薄肉になってしまうため、例えばインサート成形でコネクタパイプを付加させようとすると、薄肉のためインサートの付加強度が弱くなり簡単に外れてしまうばかりでなく、場合によってはブローアップされたパリソンが破れ、孔あきを生じることがあった。また、熱溶着によってコネクタパイプを付加する場合には、熱溶着の際の溶融工程で薄肉のブロー成形体部分が熱によって変形や潰れを生じてしまい熱溶着することができなかった。
【0006】
また、ブロー成形されたダクト、ホース、チューブに柔軟性が要求される場合がある。この場合は軟質の樹脂によってブロー成形本体部が形成されるため,これらの柔軟性を有するダクト、ホース、チューブにコネクタパイプを付加させると、インサート成形では付加強度が弱く簡単に脱落してしまい、熱溶着では圧着時に柔軟性のあるブロー本体部が軟化してしまい熱溶着ができなかった。
【0007】
このような従来の方法においては、ブロー成形した中空体であるダクト、ホース、チューブにその本体外径形状に近い大きさのコネクタパイプを付加させると、ブロー成形した中空体のコネクタパイプ付加部分が薄肉になり、付加強度の低下、穴あきの発生、熱溶着ができない、などの問題があり、ブロー成形中空体に付加させるコネクタパイプの大きさや構造に制限があった。また、柔軟性を持つブロー成形によるダクト、ホース、チューブなどでは、ブロー成形本体が軟質の樹脂で構成されるために、コネクタパイプの付加強度低下や熱溶着作業時に軟質樹脂がより軟化してしまいコネクタパイプが付加できないなどの問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平05−318565号公報
【特許文献2】特開平08−090641号公報
【特許文献3】特開昭63−056426号公報
【特許文献4】特開平04−285395号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記従来技術においては、ブロー成形によるダクト、ホース、チューブに付加させることのできるコネクタパイプの口径や構造に制限があり、ブロー成形による本体部分の材料も限定されてしまうなどの欠点があった。
【0010】
例えば、図4に示すような口径の大きいコネクタパイプをブロー成形によるホースに熱溶着する場合、コネクタパイプの径が大きくなるためコネクタの溶着座面とブロー成形本体の溶着座面の溶着面積が小さくなり、溶着強度が低下し、所望の溶着強度が得られない。また、ブロー成形品の溶着部分のブローアップ比率が大きくなるため、ブロー成形品の溶着座面を形成する部分が肉薄になり溶着工程での溶融工程で溶着面の潰れや変形が生じ溶着ができないなどの問題があった。
【0011】
更に、ブロー成形品とコネクタパイプの熱溶着に関しては、柔軟性のある軟質材料では熱溶着時に熱によって潰れや変形を起こし、溶着できないなどの課題があった。
【課題を解決するための手段】
【0012】
本発明の目的は、上記従来技術の欠点を解決し、コネクタパイプを有するブロー成形による吸気ダクトなどのダクト、ホース、チューブに付加させるコネクタパイプの接合方法において、ブロー成形体に射出成形などで形成した熱溶着補強部を予めインサート成形し、ブロー成形体のコネクタパイプ溶着部に十分なる熱溶着座面面積と座面強度を保持させ、次いでコネクタパイプを熱溶着し、コネクタパイプとブロー成形本体及び熱溶着補強部とを熱溶着し、十分な溶着強度を保持させた後、コネクタパイプの連結部分の穴あけ加工を行い、十分な溶着強度と気密性を有するコネクタパイプが付加されたダクト、ホース、チューブを提供するものである。
【0013】
本発明による方法は、ブロー成形本体のコネクタパイプ溶着部に射出成形などで形成された熱溶着補強部をブロー成形時にインサート成形するものである。
【0014】
インサート成形される熱溶着補強部は、ブロー成形本体溶着部においてブロー成形品の全周を包み込む形状で構成されており、且つ、ブロー成形体に一体化する係止構造を有し、ブロー成形体と十分な密着強度と機械強度を持たせ、ブロー成形本体が柔軟性を有する軟質樹脂でも十分な係止強度が保持させる。
【0015】
更に、コネクタパイプとの連結部分においては、熱溶着に際し、ブロー成形本体のコネクタ接続部とインサート成形による熱溶着補強部が共にコネクタパイプと熱溶着されるよう、熱溶着面にはブロー成形体の表面部の一部が表れる構造の熱溶着補強部インサートとし、熱溶着されたブロー成形体とコネクタパイプが十分な気密性を保持できる構造とすると共に、熱溶着補強部でコネクタパイプの熱溶着強度の向上を図る構造を持たせる。
【0016】
更に、熱溶着補強部はコネクタパイプとの十分な熱溶着強度を保持させるために必要なデザインが可能であり、ブロー成形体の本体外径より大きな溶着座面を取ることもでき、従来は困難であった口径の大きなコネクタパイプも容易にブロー成形体に付加できる。
【0017】
上記のように、ブロー成形本体に十分な熱溶着座面を持つ熱溶着補強部をインサート成形し、次いでコネクタパイプを熱溶着補強部及びブロー成形溶着部と熱溶着し、更に、コネクタパイプの連結部分の穴あけ加工を行い、十分な溶着強度と機密性を有するコネクタパイプが付加されたダクト、ホース、チューブを提供するものである。
【0018】
熱溶着補強部をブロー成形本体にインサート成形することによって、従来は制限されていたコネクタパイプの大きさや構造を自由に設計できるばかりでなく、本体が柔軟性を有するブロー成形体にもコネクタパイプを付加させることができ、信頼性に優れたデザインで自由度の高いコネクタパイプを有するダクト、ホース、チューブを提供するものである。
【発明の効果】
【0019】
本発明により奏せられる効果は次の通りである。
【0020】
コネクタパイプを有するブロー成形中空体において、(1)ブロー成形体に付加されるコネクタパイプの熱溶着強度・気密性を向上できる(2)コネクタパイプの大きさや構造が自由に設計できる。(3)ブロー成形体やコネクタパイプの材質が自由に選定でき、柔軟性を持つ軟質樹脂でも使用できる。
【図面の簡単な説明】
【0021】
【図1】(a),(b),(c)は本実施例のブロー成形品の状態を示す外観略図及び部分断面略図。
【図2】(a),(b)は本実施例のコネクタパイプの溶着工程と溶着品を示す部分断面略図。
【図3】(a),(b)は本実施例の完成品を示す部分断面略図。
【図4】従来の熱溶着による構成を示した略図
【発明を実施するための形態】
【0022】
以下、この発明の実施例を図面に基ずいて詳細に説明する。
【0023】
図1(a)〜(c)は、本発明による実施例のブロー成形品の状態を示す略図で、図1(a)(b)は本発明によるコネクタパイプ溶着座面補強部材を設けたブロー成形品の外観略図、図1(c)は、図1(a)(b)のコネクタパイプ溶着座面補強部材の断面略図である。
【0024】
図1(a)及び(b)において、ブロー成形によるホース1は、射出成形によって形成された溶着座面補強部材2がインサート成形で付加されており、溶着座面補強部材2はホース1の全周を包み込む構造で、コネクタパイプを溶着する図示例では平坦な溶着座面部3を持っている。図1(b)に示すように溶着座面補強部材2は、溶着座面部3のコネクタパイプ連結部(穴加工部分)4でブロー成形によるホース1の本体の一部が表面に表れるように穴形状に応じた切欠き部分が設けられている。
【0025】
図1(c)は、図1(a)(b)のコネクタパイプ溶着座面補強部材の断面略図で、溶着座面補強部材2はブロー成形によるホース1の外周を包み込む形状を有してると共に、ブロー成形によるホース1との機械的密着強度を持たせるためにホース1の外周面上に向けた少なくとも1個の凸部と該凸部と相補的な形状の溶着座面補強部材2の内周面上に設けた凹部とからなるアンダーカットの係止構造2aを有し、ブロー成形によるホース1と溶着座面補強部材2との密着強度を向上させている。また、溶着座面補強部材2はブロー成形本体のホース1の外径よりも大きな平坦上の溶着座面部3aを持ち、コネクタパイプの溶着強度を向上させる構造を持つ。
【0026】
図2(a)〜(b)は、図1(c)に示したコネクタパイプ溶着座面補強部材を設けたブロー成形品にコネクタパイプを溶着する工程を示す断面略図で、図2(a)は、コネクタ1パイプの溶着前、図2(b)はコネクタパイプの熱溶着後の状態を示す図である。
【0027】
図2(a)は、図1(c)に示したブロー成形ホース1とコネクタパイプ溶着座面補強部材2の溶着座面部3にコネクタパイプ5を溶着する前の工程を示す断面略図で、ブロー成形によるホース1は熱溶着面にコネクタパイプ連結部4のブロー成形面が露出し熱溶着時にコネクタパイプ5の熱溶着面5aと接するように残された状態にしてある。
【0028】
図2(b)は、コネクタパイプ5を熱溶着した後の状態を示す断面略図で、コネクタ5は、ホース1のコネクタパイプ連結部4のブロー成形面の一部と熱溶着し,更にブロー成形ホース1にインサート成形された溶着座面補強部材2の溶着座面部3とも熱溶着されている。
【0029】
図3(a)〜(b)は、本発明による完成品を示す部分断面及び拡大断面略図である。
【0030】
図3(a)は、図2(b)のコネクタパイプ5を熱溶着した後に、コネクタパイプ5とブロー成形ホース1との連結部6を穴加工し、連結通路を形成させた完成品の部分断面略図である。図3(a)に示したコネクタパイプ5の熱溶着部分は、図3(b)の拡大断面略図に示すように、ブロー成形ホース1のコネクタパイプ連結部のブロー成形面4の一部4aがコネクタパイプの熱溶着面5aと熱溶着し、気密性を保持する気密性向上溶着面7を形成し、更にインサート成形された溶着座面補強部材2の溶着座面3もコネクタパイプ5の熱溶着面5aと熱溶着し、溶着強度向上溶着面8を形成しコネクタパイプの溶着強度の向上が図られる。
【0031】
上記、実施例において、ブロー成形中空体、溶着座面補強部材、コネクタパイプの各部分に、本発明者らが実施した熱可塑性樹脂の組合せ例を示すと表1及び表2の通りで、いずれの組合せの場合も良好な結果が得られ、十分な熱溶着強度と気密性が得られた。
【0032】
【表1】
【0033】
【表2】
【0034】
本発明による材料の組合せ例は、上記のように熱溶着可能な材料であればいかなる組合せも可能であるが、表1による組合せの1例としては、ブロー成形中空体(PP)、溶着座面補強部材(PP−GF)、コネクタパイプ(TPO)が、表2の組合せ例としては、ブロー成形中空体(TPAE)、溶着座面補強部材(PA6)、コネクタパイプ(TPAE)などがあり、従来は熱溶着が困難であった材料の組合せが可能となる。
【0035】
上記組合せのほかに、PBT(硬質樹脂)/TPEE(軟質樹脂)やその他のブロー成形が可能な樹脂であればいかなる組合せができるのはもちろんである。
【0036】
図4は、従来の熱溶着による構成を示した略図である。
【0037】
ブロー成形によるホース11にコネクタパイプ55を熱溶着する構成をとっているが、コネクタパイプ55の径が大きくなると溶着部位33の溶着面積が小さくなり溶着強度が低下する。従って、コネクタパイプ55の設計に制限があり所望の製品が得られない場合がある。また、ブロー成形ホース11の溶着部位33は、ブロー成形でパリソンが拡大される部分で形成されるため薄肉になり熱溶着の際、変形や潰れを起こし溶着が困難となる。
【0038】
更に、ブロー成形のホース11が軟質樹脂の場合は、熱溶着の際に変形したり著しい軟化を生じるため熱溶着ができないなどの問題があった。
【0039】
本発明は、前記実施例で示したように、コネクタパイプを有するブロー成形によるダクト、ホース、チューブに閲し、コネクタパイプをブロー成形体に熱溶着する方法において、ブロー成形体に射出成形などで形成した熱溶着補強部を予めインサート成形し、ブロー成形体のコネクタパイプ溶着部に十分なる熱溶着座面面積と座面強度を保持させ、次いでコネクタパイプを熱溶着し、コネクタパイプとブロー成形本体及び熱溶着補強部とを熱溶着し、十分な溶着強度を保持させた後、コネクタパイプの連結部分の穴あけ加工を行い、十分な溶着強度と気密性を有するコネクタパイプが付加されたダクト、ホース、チューブを提供するものであるが、前記実施例は、本発明の実施の態様の一例であり、前記実施例のほかに様々な態様の形状を有するコネクタパイプが付加されたブロー成形体が可能なことはもちろんである。
【0040】
また、本発明による製品は、吸気ダクトなどの空気や気体に関するダクト、ホース、チューブ、パイプのみならず、水やオイルなどの液体のダクト、ホース、チューブ、パイプとしても利用可能であり、従来の方法に比べデザインの自由度が大きく信頼性の高い製品が安価に且つ効率よく提供できることはもちろんである。
【0041】
以上本発明の具体的実施の態様について詳細に説明したが、本発明はこれら具体例にのみ制限されるべきものではなく、本発明の技術的範囲を逸脱すること無しに種々の変形が可能であることは勿論である。
【符号の説明】
【0042】
1:ホース
2:溶着座面補強部材
2a:係止構造
3:溶着座面部
3a:溶着座面
4:コネクタパイプ連結部
5:コネクタパイプ
5a:コネクタパイプ溶着面
【特許請求の範囲】
【請求項1】
熱溶着によって一体化されたコネクタパイプを有するブロー成形によるホース形状の中空成形体において、ブロー成形による中空成形体に、溶着座面補強部材がインサート成形により一体的に形成されており、前記溶着座面補強部材は前記中空成形体の外周を包み込む形状を有すると共に前記中空成形体の一部が表面に表われるように穴形状に応じた切り欠き部が設けられている平坦状の溶着底面部を具備しており、前記コネクタパイプの一端部が前記溶着座面部に熱溶着されると共に前記溶着座面に隣接した前記中空成形体の一部にも熱溶着されており且つ前記溶着座面に形成した貫通穴を介して前記コネクタパイプが前記中空成形体と連通していることを特徴とするコネクタパイプを有するブロー成形中空体。
【請求項1】
熱溶着によって一体化されたコネクタパイプを有するブロー成形によるホース形状の中空成形体において、ブロー成形による中空成形体に、溶着座面補強部材がインサート成形により一体的に形成されており、前記溶着座面補強部材は前記中空成形体の外周を包み込む形状を有すると共に前記中空成形体の一部が表面に表われるように穴形状に応じた切り欠き部が設けられている平坦状の溶着底面部を具備しており、前記コネクタパイプの一端部が前記溶着座面部に熱溶着されると共に前記溶着座面に隣接した前記中空成形体の一部にも熱溶着されており且つ前記溶着座面に形成した貫通穴を介して前記コネクタパイプが前記中空成形体と連通していることを特徴とするコネクタパイプを有するブロー成形中空体。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−155462(P2010−155462A)
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2010−52321(P2010−52321)
【出願日】平成22年3月9日(2010.3.9)
【分割の表示】特願2003−322944(P2003−322944)の分割
【原出願日】平成15年9月16日(2003.9.16)
【出願人】(000102393)エクセル株式会社 (3)
【Fターム(参考)】
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願日】平成22年3月9日(2010.3.9)
【分割の表示】特願2003−322944(P2003−322944)の分割
【原出願日】平成15年9月16日(2003.9.16)
【出願人】(000102393)エクセル株式会社 (3)
【Fターム(参考)】
[ Back to top ]