
コネクタ用接続端子及び当該端子の製造方法

【課題】コネクタ用接続端子の全体の幅を小さくすることなく、コネクタ接続端子を電極パッドに接合させる場合や接点をフレキシブルプリント基板に接触させる場合には、実質的に接続端子の幅を薄くしたのと同様な効果を得る。
【解決手段】フレキシブルプリント基板を接続するためのコネクタ内に組み込まれるコネクタ用接続端子31である。この接続端子31は、電極パッド42にハンダ接合するための固定用脚部35を有する。また、固定片32と可動片33の間にフレキシブルプリント基板を挿入し、当該基板のコンタクト部に電気的に接触させるための可動接点36を可動片33の先端部下面に備える。接続端子31の両側縁には、外周面の全周にわたって凹条40が形成されており、接続端子31の全体としての幅は薄くならず、固定用脚部35や可動接点36の幅は実質的に薄くなっている。
【解決手段】フレキシブルプリント基板を接続するためのコネクタ内に組み込まれるコネクタ用接続端子31である。この接続端子31は、電極パッド42にハンダ接合するための固定用脚部35を有する。また、固定片32と可動片33の間にフレキシブルプリント基板を挿入し、当該基板のコンタクト部に電気的に接触させるための可動接点36を可動片33の先端部下面に備える。接続端子31の両側縁には、外周面の全周にわたって凹条40が形成されており、接続端子31の全体としての幅は薄くならず、固定用脚部35や可動接点36の幅は実質的に薄くなっている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はコネクタ用接続端子及び当該端子の製造方法、特に、フレキシブルプリント基板を接続するためのコネクタに用いるコネクタ用接続端子とその製造方法に関する。
【背景技術】
【0002】
各種電子機器においては、フレキシブルプリント基板を差し込んで接続するためのコネクタを用いたものがある。たとえば、コネクタが回路基板の表面に実装されていて、コネクタにフレキシブルプリント基板を差し込んで接続することにより、コネクタを介して回路基板とフレキシブルプリント基板とが接続される。このようなコネクタとしては、たとえば特許文献1に開示されたものがある。
【0003】
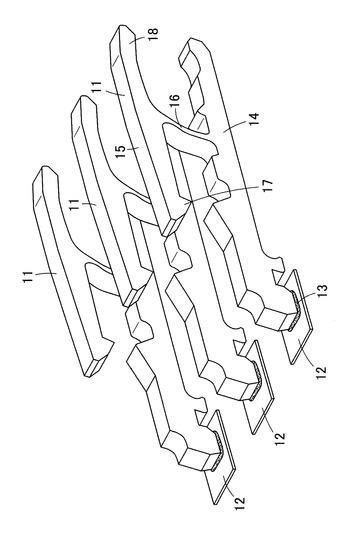
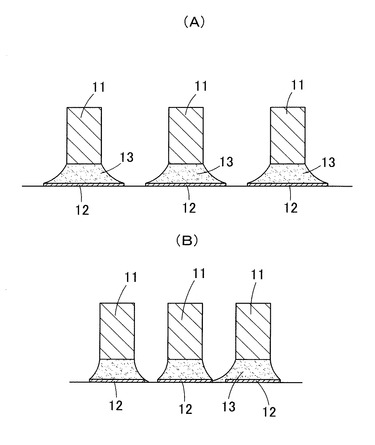
フレキシブルプリント基板接続用のコネクタでは、そのハウジングに設けられた端子挿入孔に図1に示すようなコネクタ用接続端子11が挿入されており、複数本のコネクタ用接続端子11が一定ピッチで並んでいる。コネクタ用接続端子11は、ほぼ平行に配置された固定片14と可動片15を両片14、15にほぼ垂直な連結部16でつないだ形状となっている。固定片14の先端部下面はハウジングの底面から露出しており、コネクタを回路基板に実装する際には、図2(A)に示すように固定片14の先端部下面を回路基板の電極パッド12にハンダ接合される。可動片15の先端部下面には可動接点17が設けられており、可動片15の後端部はカム部によって可動片15をてこ状に傾動させるための操作受け部18となっている。
【0004】
フレキシブルプリント基板19は、図3に示すように、樹脂シート20の表面にリード線21が形成されており、コネクタ用接続端子11に接続するための配線リード線21の先端には幅広のコンタクト部22が設けられている。
【0005】
そして、一列に並んだコネクタ用接続端子11の可動片15と固定片14の間にフレキシブルプリント基板19の端部を差し込み、フレキシブルプリント基板19の各コンタクト部22を各可動接点17に位置合わせする。図4に示すように、その状態で各コネクタ用接続端子11の操作受け部18をカム部で押し上げると、可動片15が傾いて可動接点17が下がり、可動接点17がコンタクト部22に圧接し、さらにフレキシブルプリント基板19を可動接点17と固定片14の間に噛み込み、フレキシブルプリント基板19をコネクタに接続する。
【0006】
しかし、コネクタの端子数が増加するとコネクタ用接続端子11の配列ピッチが短くなり、またフレキシブルプリント基板も微細化技術が進むことによってコンタクト部22の配列ピッチをより短くすることが可能になる。具体的には、サブトラクティブ法で作製されるフレキシブルプリント基板19の場合、図3に示す最小パターン寸法Wa、Wbは50μm、最小スペース寸法Saも50μmであり、その公差は±20μmである。また、最小ピッチ設計では、コンタクト部22の幅Wcは100μmとなり、コンタクト部22間のスペースSbも100μmとなる。公差の±20μmを考慮すると、幅Wc=100μmのコンタクト部22では、その幅は80μm〜120μmの範囲でばらつきを生じる。したがって、コネクタ用接続端子11をコンタクト部22に確実に接触させるためには、コネクタ用接続端子11の幅は80μm以下にする必要がある。
【0007】
このように幅の狭いコネクタ用接続端子11を用いる場合には、コネクタ用接続端子11の配列ピッチもそれに応じて狭いものとなる。しかし、コネクタ用接続端子11を電極パッド12にハンダ付けする場合、電極パッド12(回路基板)におけるハンダ13の広がりはコネクタ用接続端子11の幅よりも広くなる。そのため、コネクタ用接続端子11を小さな配列ピッチで配列させた場合には、図2(B)に示すように、ハンダ13が隣接する電極パッド12まで広がってコネクタ用接続端子11どうしをショートさせる恐れがある。特に、コネクタ用接続端子11の位置ずれやハンダ供給量の過多により、コネクタ用接続端子11どうしをショートさせる恐れが大きくなる。
【0008】
ハンダ13の広がりを小さくして隣接するコネクタ用接続端子11間のショートを防止するためには、コネクタ用接続端子11の幅を小さくすることが有効である。また、コネクタ用接続端子11の可動接点17がコンタクト部22に接触する接点圧を大きくするためには、コネクタ用接続端子11の幅を小さくして可動接点17の面積を小さくすることが有効である。
【0009】
しかし、コネクタ用接続端子11の幅を小さくするとコネクタ用接続端子11のバネ性又は剛性が低下するので、反対にコネクタ用接続端子11とコンタクト部22との接触圧が低下し、あるいはコネクタ用接続端子11がフレキシブルプリント基板19をつかむ力が低下するといった不具合が生じる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2010−86878号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記のような技術的課題に鑑みてなされたものであって、その目的とするところは、コネクタ用接続端子によるフレキシブルプリント基板などの被接続部の接触圧や保持力をほとんど低下させることなく、コネクタ用接続端子を電極部に接続させるためのハンダの広がりを小さくでき、またコネクタ用接続端子の可動接点の接触圧を高くすることのできるコネクタ用接続端子を提供することにある。さらに、かかるコネクタ用接続端子を容易に製造することのできるコネクタ用接続端子の製造方法を提供することにある。
【課題を解決するための手段】
【0012】
本発明に係るコネクタ用接続端子は、コネクタを実装するための部材に設けられた電極部に接続させるための固定部と、コネクタに接続する被接続部のコンタクト部に電気的に接触させるための接点とを備え、外周面の全周に沿って環状をした1本又は複数本の凹条を設けたことを特徴としている。
【0013】
本発明のコネクタ用接続端子にあっては、前記凹条が電極部接続用の固定部を通過している場合には、電極部におけるハンダなどの導電性接合用材料の広がりを小さくでき、接合用材料による電極部どうしのショートやコネクタ用接続端子間のショートを防止することができる。
【0014】
特に、コネクタ用接続端子の外周面の両側縁のうち少なくとも一方の縁に沿って前記凹条を設けている場合には、固定部における接合用材料の広がりが狭くなるので、電極部側における接合用材料の広がりも小さくなる。
【0015】
よって、本発明のコネクタ用接続端子によればショートが発生しにくくなるので、電極部の幅やピッチを小さくでき、その結果、接続端子の配列ピッチも小さくすることが可能になる。
【0016】
また、本発明のコネクタ用接続端子にあっては、前記凹条が被接続部のコンタクト部に接触させるための接点を通過している場合には、凹条によって接点の接触面積を小さくできるので、接点の接触圧を高めることができる。
【0017】
また、本発明のコネクタ用接続端子において、その外周面の前記凹条よりも突出した領域が、前記凹条によって複数の領域に分割されている場合には、接点も複数領域に分割され、複数箇所でコンタクト部に接触するようになるので、コネクタ用接続端子に流れる電流が微少電流である場合でも接点の接触信頼性を向上させることができる。
【0018】
さらに本発明のコネクタ用接続端子では、凹条を設けているのは接続端子の外周面だけであるので、コネクタ用接続端子の幅を小さくする場合と比較して接続端子のバネ性が低下しにくい。よって、接点の接触圧の低下も小さくできる。また、接続端子を軽量化できる、材料費が低減されて低コスト化できるといったメリットもある。
【0019】
本発明に係るコネクタは、本発明に係る複数個のコネクタ用接続端子をベースに組み込み、操作レバーで前記コネクタ用接続端子を操作することを特徴としている。かかるコネクタによれば、接続端子のピッチを小さくすることが可能になるので、多極化や小型化を図ることができる。
【0020】
本発明に係るするコネクタ用接続端子の第1の製造方法は、電極板の表面にレジスト膜を形成する第1の工程と、前記レジスト膜に成形用開口をあける第2の工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させる第3の工程とを有し、前記第1から第3までの工程を複数サイクル繰り返すことによって、各層のレジスト膜内に少なくとも一部の層で大きさの異なる成形用開口を形成するとともに、当該成形用開口内に電鋳材料によってコネクタ用接続端子を成形することを特徴としている。
【0021】
この第1の製造方法では、各レジスト膜における成形用開口の大きさを変化させているので、成形用開口の小さな層において電鋳材料、すなわち接続端子の外周面に凹部が形成される。また、各層のレジスト膜に開口の大きさを異ならせておくだけでよいのでの、多様な形状の接続端子を電鋳法によって容易に作製することができる。
【0022】
本発明に係るするコネクタ用接続端子の第2の製造方法は、電極板の表面にレジスト膜を形成する工程と、前記レジスト膜に成形用開口をあける工程と、少なくとも一部の電鋳材料が他の電鋳材料と異なるエッチング特性を有する複数種類の電鋳材料を用いて前記成形用開口内に電鋳法によって複数層の電鋳材料を堆積させる工程と、前記レジスト膜を除去した後、複数層の電鋳材料のエッチング特性の違いを利用して一部の電鋳材料層の外周面をエッチングする工程とを有することを特徴としている。
【0023】
この第2の製造方法では、複数種類の電鋳材料を積層成形した後に選択的にエッチングしているので、エッチングレートの大きな電鋳材料層に凹部が形成される。かかる方法によれば、凹条のない接続端子を電鋳法によって製造した後、その接続端子を選択的にエッチングすることにより、容易に凹条を形成することができる。
【0024】
本発明に係るするコネクタ用接続端子の第3の製造方法は、電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と異なる露光感度を有する複数層のレジスト膜を形成する工程と、フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあけるとともに、一部の層のレジスト膜の開口幅を広くする工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程とを有することを特徴としている。
【0025】
この第3の製造方法では、複数層のレジスト膜にフォトリソグラフィによって成形用開口をあける際、露光感度の低いポジ型レジスト又は露光感度の高いネガ型レジストでは開口が小さくなるので、その層の箇所では電鋳材の外周面に凹条が形成される。
【0026】
本発明に係るするコネクタ用接続端子の第4の製造方法は、電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と現像液に対する反応性が異なる複数層のレジスト膜を形成する工程と、フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあけるとともに、一部の層のレジスト膜の開口幅を広くする工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程とを有することを特徴としている。
【0027】
この第4の製造方法では、フォトリソグラフィによってレジスト膜に成形用開口をあける際、現像液に対する反応性が高いレジスト膜よりも現像液に対する反応性が低いレジスト膜で開口が小さくなる。よって、現像液に対する反応性が低いれじすと膜の箇所では、接続端子の外周面に凹条が形成される。
【0028】
本発明に係るするコネクタ用接続端子の第5の製造方法は、電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と異なるエッチング特性を有する複数層のレジスト膜を形成する工程と、フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあける工程と、前記成形用開口の内周面を選択的エッチングすることにより、一部の層のレジスト膜の開口幅を広げる工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程とを有することを特徴としている。
【0029】
この第5の製造方法では、複数層のレジスト膜に形成された成形用開口の内周面を選択的エッチングすると、エッチングレートの高いレジスト膜の層では開口が広がり、エッチングレートの低いレジスト膜の層では開口があまり広がらないので、接続端子の外周面に凹条が形成される。
【0030】
また、本発明に係るコネクタ用接続端子は、本発明に係るコネクタ用接続端子の第1−第5の製造方法を用いて、外周面の全周に沿って環状をした1本または複数本の凹条を設けたものであってもよい。
【0031】
なお、本発明における前記課題を解決するための手段は、以上説明した構成要素を適宜組み合せた特徴を有するものであり、本発明はかかる構成要素の組合せによる多くのバリエーションを可能とするものである。
【図面の簡単な説明】
【0032】
【図1】図1は、電極パッドに接合された従来のコネクタ用接続端子を示す斜視図である。
【図2】図2(A)は、コネクタ用接続端子が電極パッドにハンダ付けされている様子を示す概略断面図である。図2(B)はコネクタ用接続端子のピッチを小さくしたときに、ハンダの広がりによりコネクタ用接続端子間にショートを発生する様子を示す概略断面図である。
【図3】図3は、フレキシブルプリント基板の端部を示す拡大平面図である。
【図4】図4は、フレキシブルプリント基板を接続されたコネクタ用接続端子を示す側面図である。
【図5】図5は、本発明の実施形態1によるコネクタ用接続端子の斜視図である。
【図6】図6(A)は、実施形態1のコネクタ用接続端子の断面を示す概略図である。図6(B)は、コネクタ用接続端子の固定用脚部を電極パッドにハンダ接合した状態を示す概略図である。図6(C)は、コネクタ用接続端子の可動接点をフレキシブルプリント基板のコンタクト部に接触させた状態を示す概略図である。
【図7】図7(A)は、矩形断面のコネクタ用接続端子の断面図である。図7(B)は、実施形態1によるコネクタ用接続端子の断面図である。図7(C)は、断面の高さを若干大きくした実施形態1によるコネクタ用接続端子の断面図である。
【図8】図8は、本発明の実施形態2によるコネクタ用接続端子の斜視図である。
【図9】図9(A)は、実施形態2のコネクタ用接続端子の断面を示す概略図である。図9(B)は、コネクタ用接続端子の固定用脚部を電極パッドにハンダ接合した状態を示す概略断面図である。図9(C)は、コネクタ用接続端子の可動接点をフレキシブルプリント基板のコンタクト部に接触させた状態を示す概略断面図である。
【図10】図10(A)−図10(D)は、種々の実施形態のコネクタ用接続端子の断面形状を表した図である。
【図11】図11(A)−図11(D)は、種々の実施形態のコネクタ用接続端子の断面形状を表した図である。
【図12】図12(A)−図12(D)は、本発明に係るコネクタ用接続端子の第1の製造方法を示す概略断面図である。
【図13】図13(A)−図13(D)は、本発明に係るコネクタ用接続端子の第1の製造方法を示す概略断面図であって、図12(D)の後の工程を示す。
【図14】図14(A)−図14(D)は、本発明に係るコネクタ用接続端子の第1の製造方法を示す概略断面図であって、図13(D)の後の工程を示す。
【図15】図15(A)−図15(D)は、本発明に係るコネクタ用接続端子の第2の製造方法を示す概略断面図である。
【図16】図16(A)−図16(C)は、本発明に係るコネクタ用接続端子の第2の製造方法を示す概略断面図であって、図15(D)の後の工程を示す。
【図17】図17(A)及び図17(B)は、本発明に係るコネクタ用接続端子の第2の製造方法を示す概略断面図であって、図16(C)の後の工程を示す。
【図18】図18(A)−図18(C)は、本発明に係るコネクタ用接続端子の第3の製造方法を示す概略断面図である。
【図19】図19(A)−図19(C)は、本発明に係るコネクタ用接続端子の第3の製造方法を示す概略断面図であって、図18(C)の後の工程を示す。
【図20】図20(A)及び図20(B)は、本発明に係るコネクタ用接続端子の第3の製造方法を示す概略断面図であって、図19(C)の後の工程を示す。
【図21】図21(A)−図21(D)は、本発明に係るコネクタ用接続端子の第4の製造方法を示す概略断面図である。
【図22】図22(A)−図22(D)は、本発明に係るコネクタ用接続端子の第4の製造方法を示す概略断面図であって、図21(D)の後の工程を示す。
【図23】図23(A)−図23(C)は、本発明に係るコネクタ用接続端子の第5の製造方法を示す概略断面図である。
【図24】図24(A)−図24(C)は、本発明に係るコネクタ用接続端子の第5の製造方法を示す概略断面図であって、図23(C)の後の工程を示す。
【図25】図25(A)−図25(C)は、5層のレジストを用いてコネクタ用接続端子を製造する方法の一例を示す概略断面図である。
【図26】図26(A)−図26(C)は、図25(C)の工程に続く工程を示す概略断面図である。
【図27】図27(A)−図27(D)は、2層のレジストを用いてコネクタ用接続端子を製造する方法の一例を示す概略断面図である。
【図28】図28(A)−図28(C)は、図27(D)の工程に続く工程を示す概略断面図である。
【図29】図29(A)−図29(E)は、比較例によるコネクタ用接続端子の製造工程を示す概略図である。
【図30】図30(A)、図30(B)、図30(C)は、本発明に係るコネクタ用接続端子を組み込んだコネクタを異なる角度から視た斜視図である。
【図31】図31は、図30で示したコネクタの分解斜視図である。
【図32】図32(A)及び図32(B)は、図30で示したコネクタにフレキシブルプリント基板を接続する前後を示す斜視図である。
【図33】図33は、第2接続端子の斜視図である。
【図34】図34(A)は、ハウジングに組み込まれた第1接続端子を示すコネクタの断面図である。図34(B)は、ハウジングに組み込まれた第2接続端子を示すコネクタの断面図である。
【図35】図35(A)は、フレキシブルプリント基板を噛み込んで保持している第2接続端子を示すコネクタの断面図である。図35(B)は、フレキシブルプリント基板を噛み込んで保持している第1接続端子を示すコネクタの断面図である。
【発明を実施するための形態】
【0033】
以下、添付図面を参照しながら本発明の好適な実施形態を説明する。但し、本発明は以下の実施形態に限定されるものでなく、本発明の要旨を逸脱しない範囲において種々設計変更することができる。
【0034】
(実施形態1のコネクタ用接続端子)
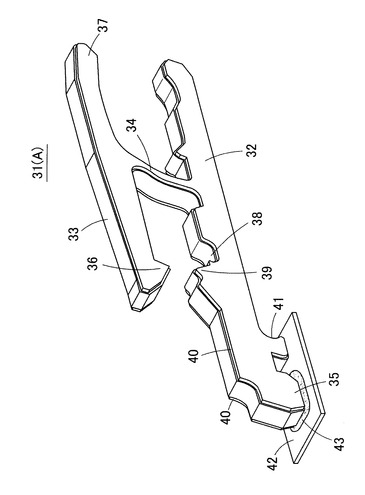
図5は、本発明の実施形態1によるコネクタ用接続端子の斜視図である。このコネクタ用接続端子31は、後述のようにフレキシブルプリント基板接続用のコネクタのハウジング内に複数個並べて組み込まれるものである。
【0035】
接続端子31は、固定片32と可動片33をほぼ平行に配置し、固定片32のほぼ中央部上面と可動片33のほぼ中央部下面を両片32、33にほぼ垂直な連結部34で接続した形状となっている。固定片32の先端部下面には、接続端子31を回路基板の電極パッド42にハンダ接合させるための固定用脚部35(固定部)が突設されている。この固定用脚部35は、接続端子31をハウジングの端子挿入孔に挿入してハウジングに組み込んだとき、ハウジングの下面に露出するようになっている。そして、この固定用脚部35を回路基板の電極パッド42にハンダ接合することにより、コネクタが回路基板に実装される。可動片33の先端部下面には、三角突起状をした可動接点36が設けられており、可動片33の後端部はカム部(後述)によって可動片33を傾動させるための操作受け部37となっている。
【0036】
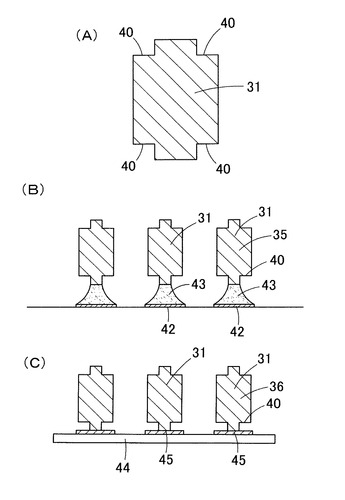
接続端子31は、その外周面の近傍を除き、両側面が平坦面となっていて両側面間の幅が均一となっている。接続端子31の外周面のうち両側面と接する両側端には、その外周面に沿って環状に凹条40が形成されている。したがって、接続端子31は、図6(A)に示すように、任意の断面において四隅の角部がL形に窪んでいる。特に、固定用脚部35や可動接点36も、それぞれの断面では、両側に凹条40が形成されていて当該凹条40間の部分が外向きに突出している。
【0037】
接続端子31は、図6(B)に示すように、固定用脚部35の下面をハンダ43によって回路基板の電極パッド42に接合され、電極パッド42に機械的に固定されるとともに電極パッド42に電気的に接続される。凹条40を設けたことにより固定用脚部35の下面の面積(すなわち、凹条40間の突出部分の下面の面積)が減少しているので、固定用脚部35を電極パッド42にハンダ接合するとき、電極パッド42側においてもハンダ43の広がりが小さくなる。よって、接続端子31の配列ピッチを狭くしても、広がったハンダ43によって隣接する接続端子31間、あるいは電極パッド42間にショートが発生しにくくなる。その結果、接続端子31の配列ピッチを狭くでき、配線ピッチの狭いフレキシブルプリント基板を用いることが可能になる。
【0038】
また、接続端子31の固定片32と可動片33との間にフレキシブルプリント基板の端部を挿入し、カム部を作動させて操作受け部37を上に押し上げると、フレキシブルプリント基板が可動片33の可動接点36と固定片32の溝部38及び抜止め部39との間に噛み込まれて保持される(図4参照)。このとき、可動接点36は、図6(C)に示すようにフレキシブルプリント基板44のコンタクト部45に圧接して接続端子31とコンタクト部45を電気的に接続する。可動接点36は、両側に凹条40が形成されていて先端部の面積が小さくなっている。したがって、可動接点36とコンタクト部45の接触面積が小さくなり、可動接点36の接点圧が高くなる。さらに、可動接点36の接触部分の幅が狭くなるので、配線ピッチの狭いフレキシブルプリント基板44を用いることが可能になる。
【0039】
さらに、この接続端子31では、外周面にだけ凹条40を設けているので、大部分の領域では厚みは狭くならず、接続端子31のバネ性又は剛性はあまり変化しない。そのため固定片32と可動接点36との間にフレキシブルプリント基板44を噛み込んだり、可動接点36をコンタクト部45に押圧させる力が弱くなりにくい。
【0040】
図7(A)、図7(B)及び図7(C)は、凹条40を設けたことによる接続端子31のバネ性の低下を評価するためのサンプルである。
図7(A)のサンプルは、幅がW1=100μm、高さがH1=100μmの矩形断面を有する梁材である。この梁材の水平方向に関する断面2次モーメントは、
W1×H13=100μm×(100μm)3
=1.0×108μm4
である。
図7(B)のサンプルは、幅W1=100μm、高さH1=100μmの矩形断面の梁材の四隅に縦横それぞれa=b=15μmの断面L形をした凹条40を設けたものである。この梁材の水平方向に関する断面2次モーメントは、
(W1−2b)×H13+2×b×(H1−2a)3
=0.8029×108μm4
となる。この断面2次モーメントの値は、図7(A)の矩形断面のサンプルの80.3%であって、断面2次モーメントが20%弱低下するだけである。
図7(C)のサンプルは、幅W1=100μm、高さH2=107μmの矩形断面の梁材の四隅に縦横それぞれa=b=15μmの断面L形をした凹条40を設けたものである。この梁材の水平方向に関する断面2次モーメントは、
(W1−2b)×H23+2×b×(H2−2a)3
=0.99449×108μm4
となる。この断面2次モーメントの値は、図7(A)の矩形断面のサンプルの99.4%であって、断面2次モーメントの低下は設計上問題とならない。
【0041】
したがって、凹条40を設けることによる接続端子31のバネ性又は剛性の低下は、その端面における高さを数%程度大きくすることで十分に補償できることが分かる。
【0042】
また、接続端子31は、後述のようにコネクタのハウジングに設けられた挿入孔に固定片32を挿入して組み立てられるが、このような構造の接続端子31によれば、コネクタの組立工程において挿入孔への挿入を容易に行えるようになる。すなわち、接続端子31の外周面には凹条40が形成されているので、接続端子31の製造工程において接続端子31の角にバリや返りが発生しにくくなる。そのため、バリや返りに妨げられることがないので、ハウジングの挿入孔への接続端子31の挿入が容易になる。さらに、接続端子31に凹条40を設けることで挿入孔へ圧入する際の接触面積(摩擦面の面積)が減少し、接続端子31の挿入が容易になる。
【0043】
また、接続端子31の角にバリや返りが発生しにくくなるので、カム部によって可動片33を動かすときの引っ掛かりがなくなり、可動片33の作動が安定する。
【0044】
これ以外にも、凹条40を設けることで接続端子31を軽量化できる、使用材料を節約できるといった利点もある。たとえば、図7(C)のような断面寸法の接続端子では、図7(A)のような断面寸法の接続端子の断面積の98%となる。
【0045】
(実施形態2のコネクタ用接続端子)
図8は、本発明の実施形態2によるコネクタ用接続端子51の斜視図である。また、図9(A)は、接続端子51の断面図である。
【0046】
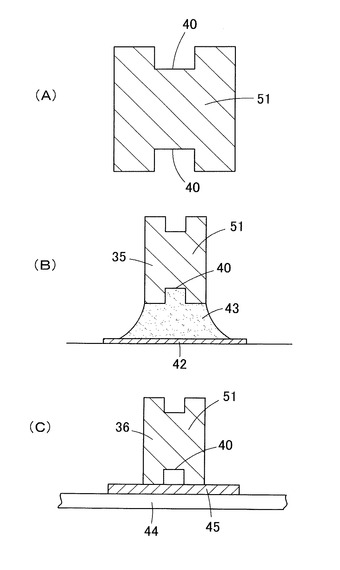
この接続端子51では、その外周面に沿って幅方向中央に凹条40を形成している。凹条40は外周面の全周に形成されているので、環状に形成されている。また、凹条40は断面が矩形状をした溝状に形成されている。他の点については、実施形態1の接続端子31と同様であるので、説明は省略する。
【0047】
このような接続端子51では、図9(B)に示すように、固定用脚部35を電極パッド42にハンダ接合する際にハンダ43の付着する幅は凹条40のない場合と変わらない。しかし、余分なハンダ43が凹条40内に吸収されるので、電極パッド42側におけるハンダ43の広がりが狭くなる。よって、接続端子51の配列ピッチを狭くしても、広がったハンダ43によって接続端子51間にショートが発生しにくくなる。その結果、接続端子51の配列ピッチを狭くでき、配線ピッチの狭いフレキシブルプリント基板を用いることが可能になる。
【0048】
また、可動接点36は、中央部に凹条40が形成されているので、コンタクト部45に対する接触面積が小さくなる。そのため、可動接点36とコンタクト部45との接触圧が高くなる。さらに、この接続端子51では、可動接点36は2箇所(凹条40の両側)でコンタクト部45に接触するので、可動接点36の接触信頼性が向上し、微小電流にも対応できる。さらに、可動接点36の接触部分の幅が狭くなるので、配線ピッチの狭いフレキシブルプリント基板44を用いることが可能になる。
【0049】
さらに、この接続端子51でも、ハウジングの挿入孔への挿入が容易になる、軽量化される、使用材料を節約できるといった点も実施形態1と同様である。
【0050】
(その他の断面形状の接続端子)
コネクタ用接続端子は、実施形態1、2に示したもの以外にも種々の断面形状を有するものを用いることができる。その一例を図10(A)−図10(D)、図11(A)−図11(D)に示す。
【0051】
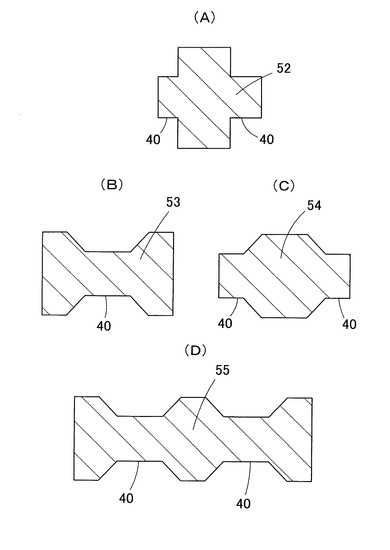
図10(A)に示す接続端子52は、外周面の両側端に凹条40を設けたものであるが、左右の凹条40の幅を異ならせている。図10(B)に示す接続端子53は、外周面の中央部に凹条40を設けているが、凹条40の両側壁面を傾斜させている。図10(C)に示す接続端子54は、外周面の両側端に凹条40を設け、凹条40の側壁面を傾斜させている。図10(D)に示す接続端子55は、両側壁面が傾斜した2本の凹条40を外周面の中央部寄りに設けている。
【0052】
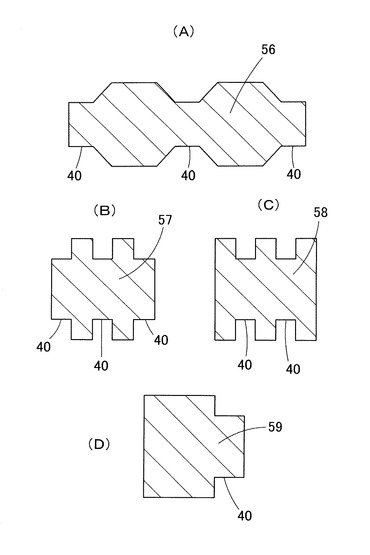
図11(A)に示す接続端子56は、外周面の両側端及び中央部に凹条40を設け、各凹条40の各側壁面を傾斜させている。図11(B)に示す接続端子57は、外周面の両側端及び中央部に凹条40を設け、各側壁面を外周面に垂直な面としている。図11(C)に示す接続端子58は、外周面の中央部よりに2本の凹条40を設け、各側壁面を外周面に垂直な面としている。図11(D)に示す接続端子59は、外周面の左右のうちいずれか一方の側端にのみ凹条40を設けたものである。
【0053】
これらの断面形状のうち、図10(B)−図10(D)及び図11(A)のように凹条40の側壁面を傾斜させて凹条40の底面で幅が狭く、凹条40の開口側で幅が狭くなるようにすれば、接続端子の接触面の面積を小さくしつつ、接続端子のバネ性又は剛性の低下を軽減することができる。また、図10(B)、図10(D)、図11(A)−図11(C)の接続端子では、凹条40によって可動接点36の接触面が複数箇所になるので、可動接点36が複数箇所でコンタクト部45に接触するようになり、可動接点36の接触信頼性が向上し、微小電流にも対応できる。一方、図10(A)、図10(C)、図11(A)、図10(B)の接続端子では、バリや返りが生じにくくなる。
【0054】
(第1の製造方法)
つぎに、本発明によるコネクタ用接続端子の製造方法を説明する。図12(A)−図12(D)、図13(A)−図13(D)及び図14(A)−図14(D)に、電鋳法による接続端子の第1の製造方法を示す。
【0055】
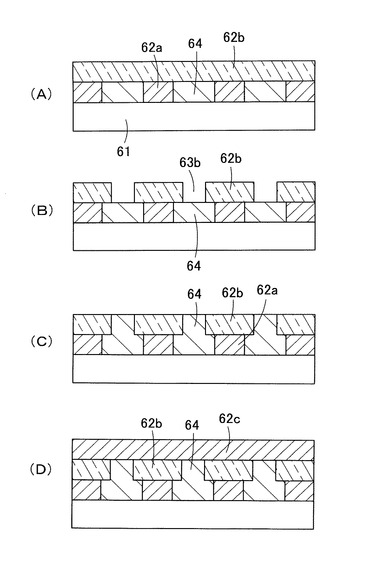
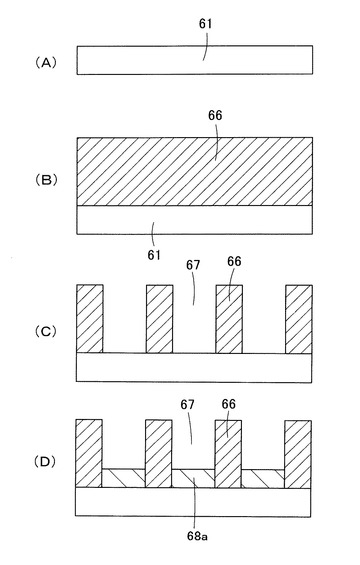
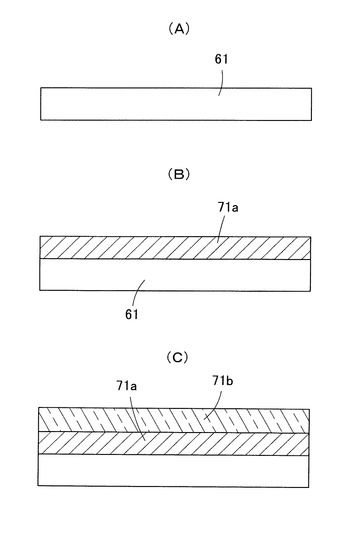
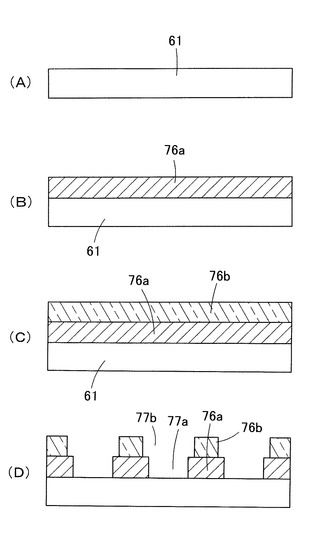
この製造方法では、図12(A)に示すような電鋳用の電極板61を用いる。電極板61は、導電性を有する基板であって、金属板、導電性物質からなる板、又は非導電性材料からなる板の表面に導電性物質をコーティングしたものである。この電極板61の上面に、図12(B)に示すようにたとえばネガ型のレジスト62aを塗布した後、レジスト62aに露光する。露光工程では、レジスト62aの開口形成領域に光が当たらないように露光マスクで覆っておく。ついで、レジスト62aを現像すると、露光により不溶化した部分だけが電極板61上に残るので、図12(C)に示すように、レジスト62aに接続端子形状の開口63aが複数個形成される。
【0056】
この後、図12(D)に示すように、電鋳法によりレジスト62aの開口63a内に電鋳材料64を析出させて所定形状に成形する。用いる電鋳材料64は、Ni、Co、Fe、Cu、Mn、Sn、Znのいずれかを主成分とするものであって、これらの合金であってもよい。電鋳材料64が十分な厚みに成長したら、電鋳材料64の表面を研磨して平坦に整える。
【0057】
ついで、図13(A)に示すように、レジスト62a及び電鋳材料64の上に再びレジスト62bを塗布して電鋳材料64の表面をレジスト62bで覆う。このレジスト62bに露光及び現像を施し、図13(B)に示すように、レジスト62bに開口63bをあける。この開口63bは、レジスト62aの開口63aと相似形で、開口63aよりも少し小さくする。つぎの工程では、図13(C)に示すように、電鋳法によって開口63b内に電鋳材料64を成長させる。
【0058】
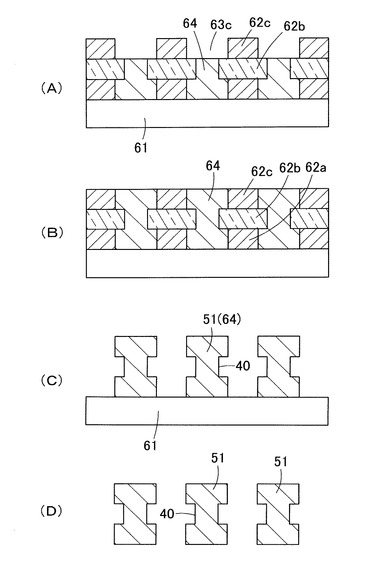
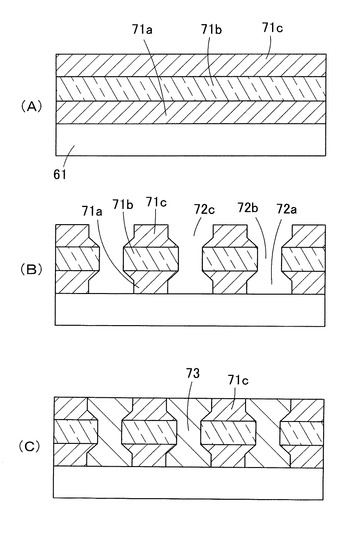
さらに電鋳材料64の表面を研磨して平坦に整えた後、図13(D)に示すように、レジスト62b及び電鋳材料64の上にレジスト62cを塗布して電鋳材料64の表面をレジスト62cで覆う。このレジスト62cに露光及び現像を施し、図14(A)に示すように、レジスト62cに開口63cをあける。この開口63cは、レジスト62aの開口63aと同じ形状である。つぎに、図14(B)に示すように、電鋳法によって開口63c内に電鋳材料64を成長させる。
【0059】
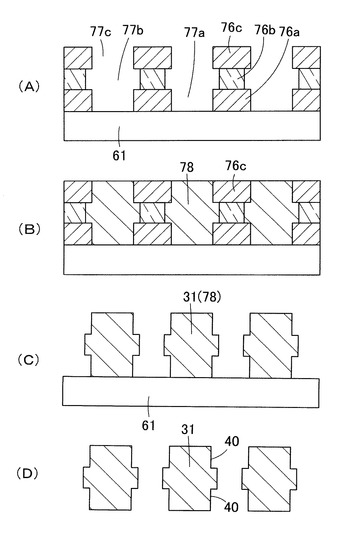
この後、必要に応じて電鋳材料64の表面を研磨して平坦に整えた後、ウェットエッチングによってレジスト62a、62b、62cを除去する。こうして、図14(C)に示すように、電極板61の上面には、電鋳材料64によって複数個の接続端子51が成形される。こうして得られた接続端子51は、レジスト62bの開口63bが一回り小さかったため、外周面の中央に凹条40が形成されている。最後に、各接続端子51を電極板61から離型して、目的とする接続端子51を得る。
【0060】
なお、ここでは、レジストとしてネガ型レジストを用いて説明したが、各レジストはネガ型レジストでもポジ型レジストでもよく、ドライフィルムレジストであってもよい。1層のレジストの膜厚は、500μm以下であることが望ましい。これよりも厚いと電鋳材料64の成長に時間が掛かり過ぎるためである。通常は、レジストの膜厚は、10μm以上300μm以下が好ましい。また、開口63a、63b、63cの大小関係を異ならせることにより、異なる断面形状の接続端子を製造することができる。たとえば、開口63bを開口63a、63cよりも大きくすれば、接続端子31を製造することができる。さらに、各レジスト62a、62b、62cの膜厚を異ならせておけば、凹条40の幅や凹条40に隣接する突出部分の幅を変化させることができる。ここで述べたことは、特に言及しない限り、以下の他の製造方法にも当てはまるものである。
【0061】
(第2の製造方法)
つぎに、図15(A)−図15(D)、図16(A)−図16(C)、図17(A)及び図17(B)を参照して、電鋳法による接続端子の第2の製造方法を説明する。
【0062】
この製造方法では、図15(A)の電極板61の上面に図15(B)に示すようにレジスト66を塗布して厚みの大きなレジスト66を成膜する。ついで、レジスト66に露光及び現像を施し、図15(C)に示すように、レジスト66に接続端子形状の開口67をあける。
【0063】
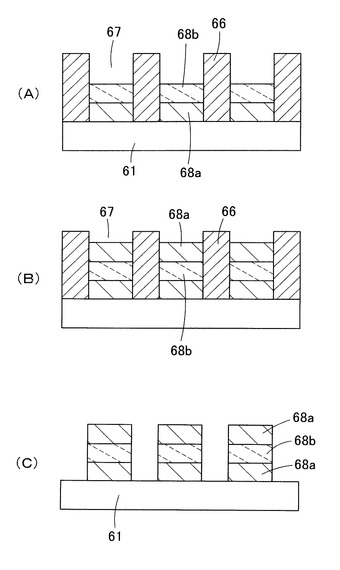
この後、図15(D)に示すように、電鋳法によって開口67内に所望厚みとなるように電鋳材料68aを堆積させる。ついで、図16(A)に示すように、電鋳法によって開口67内の電鋳材料68aの上面に所望厚みとなるように電鋳材料68bを堆積させる。この電鋳材料68bは、電鋳材料68aとは異種の材料、すなわち使用するエッチング液に対するエッチングレートが異なる材料である。さらに、図16(B)に示すように、電鋳法によって開口67内の電鋳材料68bの上面に所望厚みとなるように電鋳材料68aを堆積させる。この結果、開口67内では、異種の電鋳材料68bが同じ電鋳材料68aによって挟まれたサンドイッチ構造となっている。
【0064】
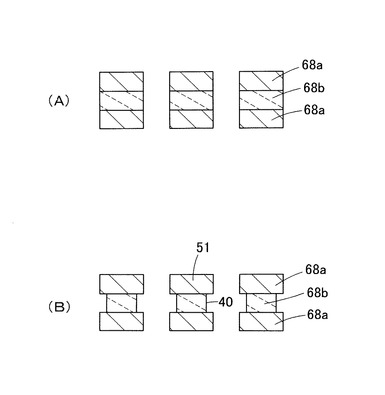
この後、図16(C)に示すように、ウェットエッチングによってレジスト66を除去する。この結果、電極板61の上面には同じ形状で電鋳材料68a、68b、68cが一体に積層されており、上下の同じ電鋳材料68a、68a間に異種の電鋳材料68bが挟まれている。この電鋳材料68a、68b、68aは、図17(A)のように電極板61から離型された後、電鋳材料68bにのみ大きなエッチングレートを有するエッチング液に浸漬される。真ん中の電鋳材料68bは、外周面だけが電鋳材料68a、68aから露出しているので、外周面からエッチングされていき、それが凹条40となる。凹条40の深さは時間管理され、所定深さの凹条40が形成されたら、電鋳材料68a、68b、68aをエッチング液から取り出してアルカリ水溶液で中和し、水洗及び乾燥を経て図17(B)のような接続端子51を得る。
【0065】
なお、ここでのレジスト66は、複数層の電鋳材料を順次堆積させるものであるので、レジスト66の膜厚に関する制約は当てはまらない。
【0066】
(第3の製造方法)
つぎに、図18(A)−図18(C)、図19(A)−図19(C)、図20(A)及び図20(B)を参照して、電鋳法による接続端子の第3の製造方法を説明する。
【0067】
この製造方法では、まず図18(A)に示す電極板61の上面に、図18(B)に示すようにレジスト71aを塗布し成膜する。このレジスト71aは露光感度の高いポジ型レジスト、すなわち光硬化速度の高いポジ型レジストである。ついで、図18(C)に示すように、レジスト71aの上にレジスト71bを塗布し成膜する。このレジスト71bは露光感度の低いポジ型レジスト、すなわち光硬化速度の低いポジ型レジストである。さらに、図19(A)に示すように、レジスト71bの上にレジスト71cを塗布し成膜する。このレジスト71cは露光感度の高いポジ型レジスト、すなわち光硬化速度の高いポジ型レジストである。レジスト71cは、レジスト71aと同じものが望ましい。
【0068】
この後、3層のレジスト71a、71b、71cに露光及び現像を行うと、図19(B)に示すように各レジスト71a、71b、71cにそれぞれ開口72a、72b、72cが形成される。ここで、上下のレジスト71a、71cは高感度のポジ型レジストであるので、光の当たった箇所が可溶化しやすくて開口72a、72cが大きくなる。これに対し、真ん中のレジスト71bは低感度のポジ型レジストであるため、光の当たった箇所が可溶化しにくく、開口72bが大きくなりにくい。その結果、フォトリソグラフィにより形成された開口72a、72b、72cは、中央部で狭くなる。
【0069】
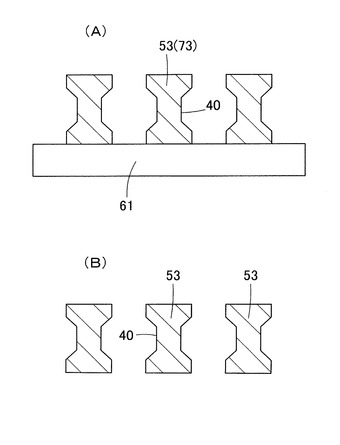
ついで、図19(C)に示すように、電鋳法により開口72a、72b、72c内に電鋳材料73を成長させる。図20(A)に示すように、レジスト71a、71b、71cをエッチング除去すると、電鋳材料73の外周面の真ん中には、環状の凹条40が形成される。この電鋳材料73を電極板61から離型すると、図20(B)のように単体の接続端子53を得ることができる。
【0070】
なお、ネガ型レジストを用いる場合には、上下のレジスト71a、71cを低感度のネガ型レジストとし、真ん中のレジスト71bを高感度のネガ型レジストとすればよい。
【0071】
また、図10(C)の接続端子54のように外周面の両側端に凹条40を形成する場合には、上下のレジスト71a、71cを低感度のポジ型レジストとし、真ん中のレジスト71bを高感度のポジ型レジストとすればよい。あるいは、上下のレジスト71a、71cを高感度のネガ型レジストとし、真ん中のレジスト71bを低感度のネガ型レジストとしてもよい。
【0072】
(第4の製造方法)
図21(A)−図21(D)、図22(A)−図22(D)は、電鋳法による接続端子の第4の製造方法を説明する図である。
【0073】
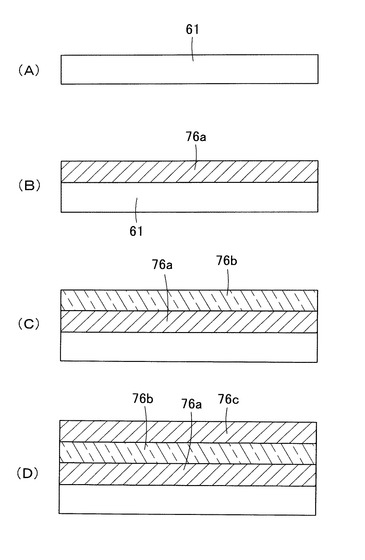
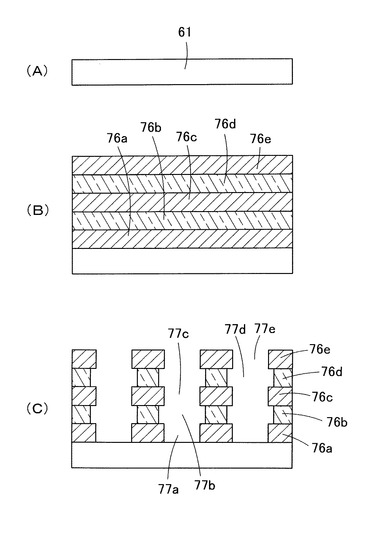
この製造方法では、まず図21(A)−図21(D)に示すように、電極板61の上面に順次レジスト76a、76b、76cを積層する。これらのレジストのうち、下層のレジスト76aと上層のレジスト76cは同じレジストであって、中間のレジスト76bは上下層のレジスト76c、76aとは種類の異なるレジストである。レジスト76a、76b、76cを積層する方法としては、液体レジストの塗布とベークを繰り返して積層してもよく、ドライフイルムレジストを重ねてもよい。ドライフィルムレジストを用いる場合でいえば、たとえばレジスト76a、76cとしては、ニチゴーモートン社製ドライフィルムレジストNIT215を用い、レジスト76bとしては、ニチゴーモートン社製NEF150を用いる。
【0074】
ついで、図22(A)に示すように、3層のレジスト76a、76b、76cに露光及び現像を行って各レジスト76a、76b、76cにそれぞれ開口77a、77b、77cを形成する。このとき、現像液に対するレジスト76a、76cとレジスト76bの反応性の違いを利用し、上層及び下層のレジスト76c、76aを選択的にエッチングし、上層及び下層の開口77c、77aと中央の開口77bの大きさを異ならせる。
【0075】
この後、図22(B)に示すように、電鋳法により開口77a、77b、77c内に電鋳材料78を堆積させる。図22(C)に示すように、レジスト76a、76b、76cをエッチング除去すると、電極板61の上面には電鋳材料78によって接続端子が形成される。この接続端子は、図示のように開口77bが開口77a、77cよりも広い場合には、接続端子31となる。反対に、開口77bが開口77a、77cよりも狭い場合には、接続端子51となる。ついで、電鋳材料78を電極板61から離型すると、図22(D)のように単体の接続端子31(又は51)を得ることができる。
【0076】
(第5の製造方法)
図23(A)−図23(C)、図24(A)−図24(C)は、電鋳法による接続端子の第5の製造方法を説明する図である。
【0077】
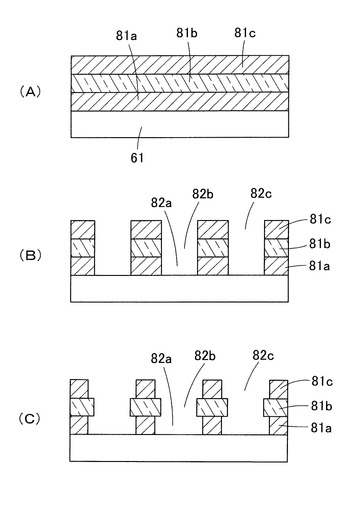
この製造方法では、第4の製造方法と同様にして、電極板61の上面にレジスト81a、81b、81cを順次積み重ねる。少なくともレジスト81bは他のレジスト81a、81cと異なる種類のレジストである。ここではレジスト81aとレジスト81cは同じ種類であるとするが、いずれのレジスト81a、81b、81cも他のレジストと異なる種類であってもよい。ドライフィルムレジストを用いる場合であれば、たとえばレジスト81a、81cとしては、ニチゴーモートン社製ドライフィルムレジストNIT215を用い、レジスト81bとして、ニチゴーモートン社製NEF250を用いる。
【0078】
この後、図23(B)に示すように、3層のレジスト81a、81b、81cに露光及び現像を行って各レジスト81a、81b、81cにそれぞれ同じ大きさの開口82a、82b、82cをあける。ついで、各開口82a、82b、82c内にエッチング液を導入して開口内のエッチングを行うが、このときのエッチング液はレジスト81a、81cに対するエッチングレートが大きく、レジスト81bに対するエッチングレートが小さいものを用いる。その結果、図23(C)に示すように、開口82bは広がらないが、上下の開口82c、82aはエッチングによって広げられる。
【0079】
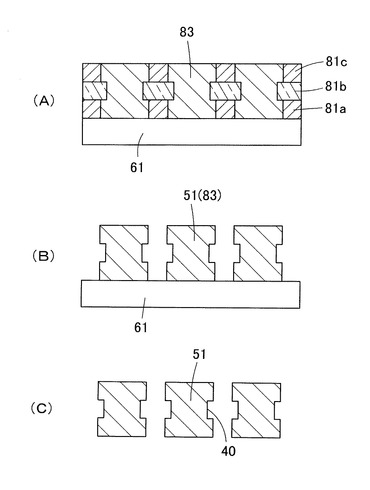
この後、図24(A)に示すように、電鋳法により開口82a、82b、82c内に電鋳材料83を堆積させる。図24(B)に示すように、レジスト81a、81b、81cをエッチング除去すると、電極板61の上面には電鋳材料83によって接続端子51が形成される。ついで、電鋳材料83を電極板61から離型すると、図24(C)のように単体の接続端子51を得ることができる。
【0080】
(その他の製造方法)
上記第1〜第5の製造方法では、レジストを3層に積層する場合について説明したが、レジストを4層以上にすれば、凹条40の本数を増やしてより複雑な断面形状を得ることができる。たとえば、図25(A)−図25(C)及び図26(A)−図26(C)は、第4の製造方法において、5層のレジスト76a−76eを積層している。このうちレジスト76a、76c及び76eは同一種類のレジスト(ドライフィルムレジスト)であり、レジスト76b及び76dも同一種類のレジスト(ドライフィルムレジスト)であるが、レジスト76a、76c、76eとレジスト76b、76dとは種類が異なっている。この場合にも現像による選択的エッチングで開口77a、77c及び776eと開口77b及び77dとが異なる広さになるので、最終的には図26(B)又は図26(C)に示すように3本の凹条40を有する接続端子57が製造される。
【0081】
また、レジストを2層以上にすれば、凹条40を1本だけにすることができる。たとえば、図27(A)−図27(D)及び図28(A)−図28(C)は、第4の製造方法において、2層のレジスト76a、76bを積層している。このレジスト76aとレジスト76bは種類が異なっている。この場合にも現像による選択的エッチングで開口77aと開口77bが異なる広さになるので、最終的には図28(B)又は図28(C)に示すように1本の凹条40を有する接続端子59が製造される。
【0082】
(比較例との対比)
本発明によるコネクタ用接続端子の製造方法によれば、外周面に凹条を環状に形成されたコネクタ用接続端子を電鋳法を用いた簡単な工程により製造することができる。
【0083】
接続端子を製造する一般的な方法は、プレス装置によって金属板から所定形状の接続端子を打ち抜く方法である。したがって、外周面の両側縁に凹条を形成された接続端子、たとえば図6(A)に示したような断面を有する接続端子を製造する方法としては、本発明の方法以外にも、プレスで接続端子の縁を潰す方法(比較例)が考えられる。
【0084】
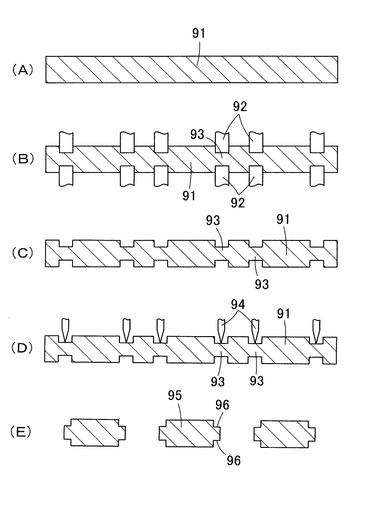
図29(A)−図29(E)は、この比較例を説明する図である。図29(A)は、接続端子の素材となる金属板91を表している。比較例の方法では、まず図29(B)に示すように、ダイ92で金属板91を表裏両面からプレスし、図29(C)のように接続端子形状の周囲に薄肉部93を形成する。ついで、図29(D)に示すように、切断用ダイ94を用いて薄肉部93で金属板91をプレスして金属板91から接続端子95を打ち抜く。このとき、接続端子95の周囲に薄肉部93を残すようにして金属板91を打ち抜けば、図29(E)のように、接続端子95の外周面の両側縁に凹条96を形成することができる。
【0085】
しかしながら、図29に示した比較例のような方法では、金属板をプレスで潰して薄肉部を形成するときに、薄肉部から押し出された金属板材料が周辺部に盛り上がる。そのため接続端子を製造したときに、凹条の近傍に盛り上がりが生じて接続端子の幅が不均一になる。その結果、接続端子をコネクタのハウジングに挿入したとき、接続端子ががたついたり、接続端子が横に転倒したりすることがある。さらも、微少電流などに対する可動接点の接触信頼性を向上させるためには、図9(A)、図10(B)、図10(D)、図11(A)−図11(C)に示したような断面形状として複数箇所で可動接点が接触するようにすることが有効であるが、比較例の方法では、これらの断面形状の接続端子を製造することは不可能である。
【0086】
(コネクタの構造)
以下においては、本発明に係るコネクタ、特にフレキシブルプリント基板を接続するコネクタを図30−図35により説明する。
【0087】
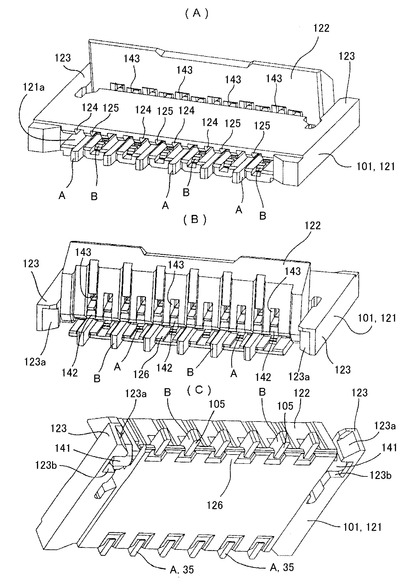
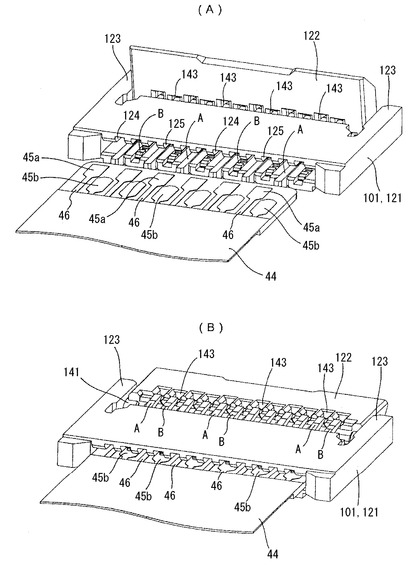
コネクタ用接続端子を組み込んだコネクタ101を斜め上前方、斜め上後方、斜め下方から見た様子を図30(A)、図30(B)及び図30(C)に示す。このコネクタ101には、2種類のコネクタ用接続端子が組み込まれている。一方のコネクタ接続端子は、これまでに説明したコネクタ接続端子、たとえば図5に示したような形状の接続端子31である。以下、こちらのコネクタ接続端子を第1接続端子Aという。
【0088】
他方のコネクタ接続端子は、図33に示すような形状を有している。こちらのコネクタ接続端子を第2接続端子Bという。第2接続端子Bは、第1接続端子Aとほぼ同様な構造を有している。すなわち、第2接続端子Bは、固定片102と可動片103をほぼ平行に配置し、固定片102のほぼ中央部上面と可動片103のほぼ中央部下面を両片102、103にほぼ垂直な連結部104で接続した形状となっている。固定片102の後端部下面には、第2接続端子Bを回路基板の電極パッド112にハンダ接合させるための固定用脚部105(固定部)が突設されている。この固定用脚部105は、固定片102をハウジングの端子挿入孔に挿入して第2接続端子Bをハウジングに組み込んだとき、ハウジングの下面に露出するようになっている。そして、この固定用脚部105を回路基板の電極パッド112にハンダ113により接合することにより、コネクタ101が回路基板に実装される。可動片103の先端部下面には、三角突起状をした可動接点106が設けられており、可動片103の後端部はカム(後述する)によって可動片103を傾動させるための操作受け部107となっている。また、固定片102の、可動接点106と対向する部分には、フレキシブル配線基板の保持力を高めるために溝部108と抜止め部109が設けられている。
【0089】
第2接続端子Bの外周面のうち両側面と接する両側端には、その外周面に沿って環状に凹条40が形成されている。したがって、第2接続端子Bは、任意の断面において四隅の角部がL形に窪んでいる。特に、固定用脚部105や可動接点106も、それぞれの断面では、両側に凹条40が形成されていて当該凹条40間の部分が外向きに突出している。
【0090】
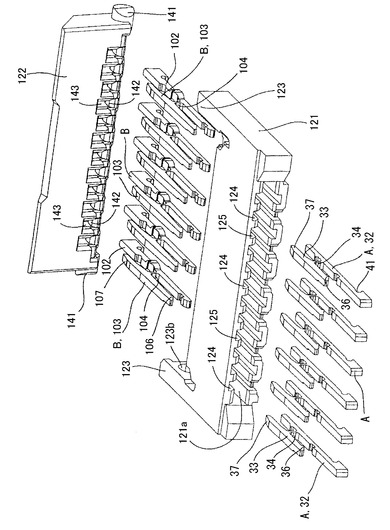
図30に示すコネクタ101は、大略、ベース121(ハウジング)と、第1接続端子Aと、第2接続端子Bと、操作レバー122とからなる。
【0091】
ベース121は、図30に示すように、その両側端面の片側縁部から弾性腕部123、123を背面側に平行にそれぞれ延在してある。前記弾性腕部123の内向面のうち、先端縁部にガイド用テーパ面123aを形成してあるとともに、その奧側に軸受け用スリット123bを形成してある。また、前記ベース121は、その正面側に後述するフレキシブルプリント基板44の先端部を挿入できる開口部121aを有するとともに、正面から背面を貫通する第1挿入孔124を所定のピッチで並設してある。さらに、前記ベース121は、その背面の下方縁部から前記弾性腕部123、123の間にガイド板126を延在してあるとともに、前記第1挿入孔124と隣り合う位置に第2挿入孔125を並設してある。
【0092】
操作レバー122は、図31に示すように、両側端面に回動軸部141、141を同一軸心上に突設してある。また、前記操作レバー122は、片側縁部に第1、第2接続端子A、Bの操作受け部37、107を操作するカム部142を所定のピッチで並設してあるとともに、前記カム部142に対応する位置に前記操作受け部37、107が挿通する貫通孔143を並設してある。
【0093】
なお、本実施形態にかかるコネクタ101に接続されるフレキシブルプリント基板44は、図32(A)に示すように、その先端部の上面にプリント配線したコンタクト部45a、45bを千鳥状に交互に並設してある。前記コンタクト部45a、45bにはリード線46がそれぞれ接続されている。
【0094】
前述の構成部品は、つぎのように組立てられる。まず、前記ベース121の正面側の開口部121aから第1挿入孔124に第1接続端子Aの固定片32を挿入する。これにより、第1接続端子Aに設けた係止用爪部41がベース121の縁部に係止し、位置決めされる(図34参照)。
【0095】
一方、前記ベース121のガイド板126に沿って第2接続端子Bの固定片102を第2挿入孔125に挿入する。これにより、第2接続端子Bに設けた係止用爪部111がベース121の縁部に係止し、位置決めされる。
【0096】
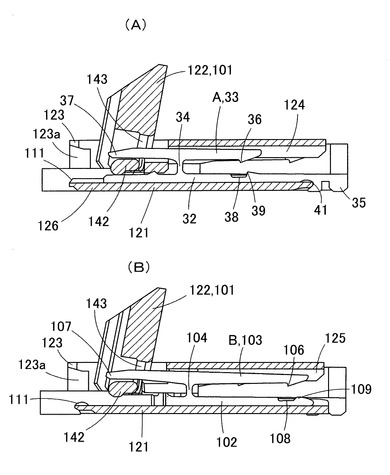
ついで、図34(A)及び図34(B)に示すように、前記操作レバー122の貫通孔143に第1、第2接続端子A、Bの操作受け部37、107をそれぞれ挿入し、前記第2接続端子Bの固定片102の上面に沿って前記操作レバー122を滑らせ、カム部142で操作受け部37、107を押し上げて弾性変形させたままの状態で押し込む。これにより、前記カム部142が第2接続端子Bの固定片102に嵌合するとともに、前記回動軸部141がベース121の軸受け用スリット123bに嵌合し、前記操作レバー122が回動可能に支持される。
【0097】
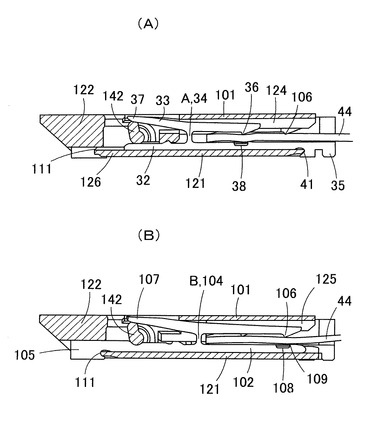
つぎに、前記コネクタ101に前記フレキシブルプリント基板44を接続し固定する方法を図32、図35(A)及び図35(B)に基づいて説明する。図32に示すように、前記ベース121の開口部121aにフレキシブルプリント基板44の先端部を前記ベース121の内側面に突き当たるまで挿入する。ついで、操作レバー122を回動軸部141の軸心を中心に回動して押し倒すと、図35(A)及び図35(B)に示すように、カム部142が第1、第2接続端子A、Bの操作受け部37、107を同時に押し上げる。このため、連結部34、104を支点として可動片33、103がそれぞれ傾き、各可動接点36、106がフレキシブルプリント基板44の先端部に設けたコンタクト部45a、45bにそれぞれ圧接して導通する。
【0098】
本実施形態においては、可動接点36、106がフレキシブルプリント基板44の先端部を押し下げて湾曲させるだけでなく、可動接点36、106と抜止め部39、109とがそれぞれ前記フレキシブルプリント基板44の表裏面に食い込んで抜け止めするので、高い接触信頼性を確保できる。
【0099】
一方、前記フレキシブルプリント基板44を前記コネクタ101から取り外す場合には、前記操作レバー122を逆方向に回動させることにより、カム部142を反転させ、第1、第2接続端子A、Bの操作受け部37、107への曲げモーメントを解除する。ついで、コンタクト部45a、45bに対する可動接点36、106の接続状態を解除した後、前記フレキシブルプリント基板44を引き出す。
【0100】
本実施形態によれば、図32(A)に示すように、フレキシブルプリント基板44のコンタクト部45a、45bを千鳥状に配置してあるので、実装密度がより一層高くなり、小型化しやすくなるとともに、接触信頼性が向上する。
【0101】
また、図30(B)に示すように、第1接続端子Aの固定用脚部35と第2接続端子Bの固定用脚部105がいずれもベース121(ハウジング)の下面に露出しているので、コネクタ101を回路基板に実装する際には、この固定用脚部35、105を回路基板の電極パッド42、112にハンダ接合することにより実装できる。
【符号の説明】
【0102】
31、51−59 接続端子
A 第1接続端子
B 第2接続端子
32、102 固定片
33、103 可動片
34、104 連結部
35、105 固定用脚部
36、106 可動接点
40 凹条
42、112 電極パッド
43、113 ハンダ
45 コンタクト部
61 電極板
62a−62c、66、71a−71c、76a−76c、81a−81c レジスト
64、68a、68b、73、78、83 電鋳材料
【技術分野】
【0001】
本発明はコネクタ用接続端子及び当該端子の製造方法、特に、フレキシブルプリント基板を接続するためのコネクタに用いるコネクタ用接続端子とその製造方法に関する。
【背景技術】
【0002】
各種電子機器においては、フレキシブルプリント基板を差し込んで接続するためのコネクタを用いたものがある。たとえば、コネクタが回路基板の表面に実装されていて、コネクタにフレキシブルプリント基板を差し込んで接続することにより、コネクタを介して回路基板とフレキシブルプリント基板とが接続される。このようなコネクタとしては、たとえば特許文献1に開示されたものがある。
【0003】
フレキシブルプリント基板接続用のコネクタでは、そのハウジングに設けられた端子挿入孔に図1に示すようなコネクタ用接続端子11が挿入されており、複数本のコネクタ用接続端子11が一定ピッチで並んでいる。コネクタ用接続端子11は、ほぼ平行に配置された固定片14と可動片15を両片14、15にほぼ垂直な連結部16でつないだ形状となっている。固定片14の先端部下面はハウジングの底面から露出しており、コネクタを回路基板に実装する際には、図2(A)に示すように固定片14の先端部下面を回路基板の電極パッド12にハンダ接合される。可動片15の先端部下面には可動接点17が設けられており、可動片15の後端部はカム部によって可動片15をてこ状に傾動させるための操作受け部18となっている。
【0004】
フレキシブルプリント基板19は、図3に示すように、樹脂シート20の表面にリード線21が形成されており、コネクタ用接続端子11に接続するための配線リード線21の先端には幅広のコンタクト部22が設けられている。
【0005】
そして、一列に並んだコネクタ用接続端子11の可動片15と固定片14の間にフレキシブルプリント基板19の端部を差し込み、フレキシブルプリント基板19の各コンタクト部22を各可動接点17に位置合わせする。図4に示すように、その状態で各コネクタ用接続端子11の操作受け部18をカム部で押し上げると、可動片15が傾いて可動接点17が下がり、可動接点17がコンタクト部22に圧接し、さらにフレキシブルプリント基板19を可動接点17と固定片14の間に噛み込み、フレキシブルプリント基板19をコネクタに接続する。
【0006】
しかし、コネクタの端子数が増加するとコネクタ用接続端子11の配列ピッチが短くなり、またフレキシブルプリント基板も微細化技術が進むことによってコンタクト部22の配列ピッチをより短くすることが可能になる。具体的には、サブトラクティブ法で作製されるフレキシブルプリント基板19の場合、図3に示す最小パターン寸法Wa、Wbは50μm、最小スペース寸法Saも50μmであり、その公差は±20μmである。また、最小ピッチ設計では、コンタクト部22の幅Wcは100μmとなり、コンタクト部22間のスペースSbも100μmとなる。公差の±20μmを考慮すると、幅Wc=100μmのコンタクト部22では、その幅は80μm〜120μmの範囲でばらつきを生じる。したがって、コネクタ用接続端子11をコンタクト部22に確実に接触させるためには、コネクタ用接続端子11の幅は80μm以下にする必要がある。
【0007】
このように幅の狭いコネクタ用接続端子11を用いる場合には、コネクタ用接続端子11の配列ピッチもそれに応じて狭いものとなる。しかし、コネクタ用接続端子11を電極パッド12にハンダ付けする場合、電極パッド12(回路基板)におけるハンダ13の広がりはコネクタ用接続端子11の幅よりも広くなる。そのため、コネクタ用接続端子11を小さな配列ピッチで配列させた場合には、図2(B)に示すように、ハンダ13が隣接する電極パッド12まで広がってコネクタ用接続端子11どうしをショートさせる恐れがある。特に、コネクタ用接続端子11の位置ずれやハンダ供給量の過多により、コネクタ用接続端子11どうしをショートさせる恐れが大きくなる。
【0008】
ハンダ13の広がりを小さくして隣接するコネクタ用接続端子11間のショートを防止するためには、コネクタ用接続端子11の幅を小さくすることが有効である。また、コネクタ用接続端子11の可動接点17がコンタクト部22に接触する接点圧を大きくするためには、コネクタ用接続端子11の幅を小さくして可動接点17の面積を小さくすることが有効である。
【0009】
しかし、コネクタ用接続端子11の幅を小さくするとコネクタ用接続端子11のバネ性又は剛性が低下するので、反対にコネクタ用接続端子11とコンタクト部22との接触圧が低下し、あるいはコネクタ用接続端子11がフレキシブルプリント基板19をつかむ力が低下するといった不具合が生じる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2010−86878号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記のような技術的課題に鑑みてなされたものであって、その目的とするところは、コネクタ用接続端子によるフレキシブルプリント基板などの被接続部の接触圧や保持力をほとんど低下させることなく、コネクタ用接続端子を電極部に接続させるためのハンダの広がりを小さくでき、またコネクタ用接続端子の可動接点の接触圧を高くすることのできるコネクタ用接続端子を提供することにある。さらに、かかるコネクタ用接続端子を容易に製造することのできるコネクタ用接続端子の製造方法を提供することにある。
【課題を解決するための手段】
【0012】
本発明に係るコネクタ用接続端子は、コネクタを実装するための部材に設けられた電極部に接続させるための固定部と、コネクタに接続する被接続部のコンタクト部に電気的に接触させるための接点とを備え、外周面の全周に沿って環状をした1本又は複数本の凹条を設けたことを特徴としている。
【0013】
本発明のコネクタ用接続端子にあっては、前記凹条が電極部接続用の固定部を通過している場合には、電極部におけるハンダなどの導電性接合用材料の広がりを小さくでき、接合用材料による電極部どうしのショートやコネクタ用接続端子間のショートを防止することができる。
【0014】
特に、コネクタ用接続端子の外周面の両側縁のうち少なくとも一方の縁に沿って前記凹条を設けている場合には、固定部における接合用材料の広がりが狭くなるので、電極部側における接合用材料の広がりも小さくなる。
【0015】
よって、本発明のコネクタ用接続端子によればショートが発生しにくくなるので、電極部の幅やピッチを小さくでき、その結果、接続端子の配列ピッチも小さくすることが可能になる。
【0016】
また、本発明のコネクタ用接続端子にあっては、前記凹条が被接続部のコンタクト部に接触させるための接点を通過している場合には、凹条によって接点の接触面積を小さくできるので、接点の接触圧を高めることができる。
【0017】
また、本発明のコネクタ用接続端子において、その外周面の前記凹条よりも突出した領域が、前記凹条によって複数の領域に分割されている場合には、接点も複数領域に分割され、複数箇所でコンタクト部に接触するようになるので、コネクタ用接続端子に流れる電流が微少電流である場合でも接点の接触信頼性を向上させることができる。
【0018】
さらに本発明のコネクタ用接続端子では、凹条を設けているのは接続端子の外周面だけであるので、コネクタ用接続端子の幅を小さくする場合と比較して接続端子のバネ性が低下しにくい。よって、接点の接触圧の低下も小さくできる。また、接続端子を軽量化できる、材料費が低減されて低コスト化できるといったメリットもある。
【0019】
本発明に係るコネクタは、本発明に係る複数個のコネクタ用接続端子をベースに組み込み、操作レバーで前記コネクタ用接続端子を操作することを特徴としている。かかるコネクタによれば、接続端子のピッチを小さくすることが可能になるので、多極化や小型化を図ることができる。
【0020】
本発明に係るするコネクタ用接続端子の第1の製造方法は、電極板の表面にレジスト膜を形成する第1の工程と、前記レジスト膜に成形用開口をあける第2の工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させる第3の工程とを有し、前記第1から第3までの工程を複数サイクル繰り返すことによって、各層のレジスト膜内に少なくとも一部の層で大きさの異なる成形用開口を形成するとともに、当該成形用開口内に電鋳材料によってコネクタ用接続端子を成形することを特徴としている。
【0021】
この第1の製造方法では、各レジスト膜における成形用開口の大きさを変化させているので、成形用開口の小さな層において電鋳材料、すなわち接続端子の外周面に凹部が形成される。また、各層のレジスト膜に開口の大きさを異ならせておくだけでよいのでの、多様な形状の接続端子を電鋳法によって容易に作製することができる。
【0022】
本発明に係るするコネクタ用接続端子の第2の製造方法は、電極板の表面にレジスト膜を形成する工程と、前記レジスト膜に成形用開口をあける工程と、少なくとも一部の電鋳材料が他の電鋳材料と異なるエッチング特性を有する複数種類の電鋳材料を用いて前記成形用開口内に電鋳法によって複数層の電鋳材料を堆積させる工程と、前記レジスト膜を除去した後、複数層の電鋳材料のエッチング特性の違いを利用して一部の電鋳材料層の外周面をエッチングする工程とを有することを特徴としている。
【0023】
この第2の製造方法では、複数種類の電鋳材料を積層成形した後に選択的にエッチングしているので、エッチングレートの大きな電鋳材料層に凹部が形成される。かかる方法によれば、凹条のない接続端子を電鋳法によって製造した後、その接続端子を選択的にエッチングすることにより、容易に凹条を形成することができる。
【0024】
本発明に係るするコネクタ用接続端子の第3の製造方法は、電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と異なる露光感度を有する複数層のレジスト膜を形成する工程と、フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあけるとともに、一部の層のレジスト膜の開口幅を広くする工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程とを有することを特徴としている。
【0025】
この第3の製造方法では、複数層のレジスト膜にフォトリソグラフィによって成形用開口をあける際、露光感度の低いポジ型レジスト又は露光感度の高いネガ型レジストでは開口が小さくなるので、その層の箇所では電鋳材の外周面に凹条が形成される。
【0026】
本発明に係るするコネクタ用接続端子の第4の製造方法は、電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と現像液に対する反応性が異なる複数層のレジスト膜を形成する工程と、フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあけるとともに、一部の層のレジスト膜の開口幅を広くする工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程とを有することを特徴としている。
【0027】
この第4の製造方法では、フォトリソグラフィによってレジスト膜に成形用開口をあける際、現像液に対する反応性が高いレジスト膜よりも現像液に対する反応性が低いレジスト膜で開口が小さくなる。よって、現像液に対する反応性が低いれじすと膜の箇所では、接続端子の外周面に凹条が形成される。
【0028】
本発明に係るするコネクタ用接続端子の第5の製造方法は、電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と異なるエッチング特性を有する複数層のレジスト膜を形成する工程と、フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあける工程と、前記成形用開口の内周面を選択的エッチングすることにより、一部の層のレジスト膜の開口幅を広げる工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程とを有することを特徴としている。
【0029】
この第5の製造方法では、複数層のレジスト膜に形成された成形用開口の内周面を選択的エッチングすると、エッチングレートの高いレジスト膜の層では開口が広がり、エッチングレートの低いレジスト膜の層では開口があまり広がらないので、接続端子の外周面に凹条が形成される。
【0030】
また、本発明に係るコネクタ用接続端子は、本発明に係るコネクタ用接続端子の第1−第5の製造方法を用いて、外周面の全周に沿って環状をした1本または複数本の凹条を設けたものであってもよい。
【0031】
なお、本発明における前記課題を解決するための手段は、以上説明した構成要素を適宜組み合せた特徴を有するものであり、本発明はかかる構成要素の組合せによる多くのバリエーションを可能とするものである。
【図面の簡単な説明】
【0032】
【図1】図1は、電極パッドに接合された従来のコネクタ用接続端子を示す斜視図である。
【図2】図2(A)は、コネクタ用接続端子が電極パッドにハンダ付けされている様子を示す概略断面図である。図2(B)はコネクタ用接続端子のピッチを小さくしたときに、ハンダの広がりによりコネクタ用接続端子間にショートを発生する様子を示す概略断面図である。
【図3】図3は、フレキシブルプリント基板の端部を示す拡大平面図である。
【図4】図4は、フレキシブルプリント基板を接続されたコネクタ用接続端子を示す側面図である。
【図5】図5は、本発明の実施形態1によるコネクタ用接続端子の斜視図である。
【図6】図6(A)は、実施形態1のコネクタ用接続端子の断面を示す概略図である。図6(B)は、コネクタ用接続端子の固定用脚部を電極パッドにハンダ接合した状態を示す概略図である。図6(C)は、コネクタ用接続端子の可動接点をフレキシブルプリント基板のコンタクト部に接触させた状態を示す概略図である。
【図7】図7(A)は、矩形断面のコネクタ用接続端子の断面図である。図7(B)は、実施形態1によるコネクタ用接続端子の断面図である。図7(C)は、断面の高さを若干大きくした実施形態1によるコネクタ用接続端子の断面図である。
【図8】図8は、本発明の実施形態2によるコネクタ用接続端子の斜視図である。
【図9】図9(A)は、実施形態2のコネクタ用接続端子の断面を示す概略図である。図9(B)は、コネクタ用接続端子の固定用脚部を電極パッドにハンダ接合した状態を示す概略断面図である。図9(C)は、コネクタ用接続端子の可動接点をフレキシブルプリント基板のコンタクト部に接触させた状態を示す概略断面図である。
【図10】図10(A)−図10(D)は、種々の実施形態のコネクタ用接続端子の断面形状を表した図である。
【図11】図11(A)−図11(D)は、種々の実施形態のコネクタ用接続端子の断面形状を表した図である。
【図12】図12(A)−図12(D)は、本発明に係るコネクタ用接続端子の第1の製造方法を示す概略断面図である。
【図13】図13(A)−図13(D)は、本発明に係るコネクタ用接続端子の第1の製造方法を示す概略断面図であって、図12(D)の後の工程を示す。
【図14】図14(A)−図14(D)は、本発明に係るコネクタ用接続端子の第1の製造方法を示す概略断面図であって、図13(D)の後の工程を示す。
【図15】図15(A)−図15(D)は、本発明に係るコネクタ用接続端子の第2の製造方法を示す概略断面図である。
【図16】図16(A)−図16(C)は、本発明に係るコネクタ用接続端子の第2の製造方法を示す概略断面図であって、図15(D)の後の工程を示す。
【図17】図17(A)及び図17(B)は、本発明に係るコネクタ用接続端子の第2の製造方法を示す概略断面図であって、図16(C)の後の工程を示す。
【図18】図18(A)−図18(C)は、本発明に係るコネクタ用接続端子の第3の製造方法を示す概略断面図である。
【図19】図19(A)−図19(C)は、本発明に係るコネクタ用接続端子の第3の製造方法を示す概略断面図であって、図18(C)の後の工程を示す。
【図20】図20(A)及び図20(B)は、本発明に係るコネクタ用接続端子の第3の製造方法を示す概略断面図であって、図19(C)の後の工程を示す。
【図21】図21(A)−図21(D)は、本発明に係るコネクタ用接続端子の第4の製造方法を示す概略断面図である。
【図22】図22(A)−図22(D)は、本発明に係るコネクタ用接続端子の第4の製造方法を示す概略断面図であって、図21(D)の後の工程を示す。
【図23】図23(A)−図23(C)は、本発明に係るコネクタ用接続端子の第5の製造方法を示す概略断面図である。
【図24】図24(A)−図24(C)は、本発明に係るコネクタ用接続端子の第5の製造方法を示す概略断面図であって、図23(C)の後の工程を示す。
【図25】図25(A)−図25(C)は、5層のレジストを用いてコネクタ用接続端子を製造する方法の一例を示す概略断面図である。
【図26】図26(A)−図26(C)は、図25(C)の工程に続く工程を示す概略断面図である。
【図27】図27(A)−図27(D)は、2層のレジストを用いてコネクタ用接続端子を製造する方法の一例を示す概略断面図である。
【図28】図28(A)−図28(C)は、図27(D)の工程に続く工程を示す概略断面図である。
【図29】図29(A)−図29(E)は、比較例によるコネクタ用接続端子の製造工程を示す概略図である。
【図30】図30(A)、図30(B)、図30(C)は、本発明に係るコネクタ用接続端子を組み込んだコネクタを異なる角度から視た斜視図である。
【図31】図31は、図30で示したコネクタの分解斜視図である。
【図32】図32(A)及び図32(B)は、図30で示したコネクタにフレキシブルプリント基板を接続する前後を示す斜視図である。
【図33】図33は、第2接続端子の斜視図である。
【図34】図34(A)は、ハウジングに組み込まれた第1接続端子を示すコネクタの断面図である。図34(B)は、ハウジングに組み込まれた第2接続端子を示すコネクタの断面図である。
【図35】図35(A)は、フレキシブルプリント基板を噛み込んで保持している第2接続端子を示すコネクタの断面図である。図35(B)は、フレキシブルプリント基板を噛み込んで保持している第1接続端子を示すコネクタの断面図である。
【発明を実施するための形態】
【0033】
以下、添付図面を参照しながら本発明の好適な実施形態を説明する。但し、本発明は以下の実施形態に限定されるものでなく、本発明の要旨を逸脱しない範囲において種々設計変更することができる。
【0034】
(実施形態1のコネクタ用接続端子)
図5は、本発明の実施形態1によるコネクタ用接続端子の斜視図である。このコネクタ用接続端子31は、後述のようにフレキシブルプリント基板接続用のコネクタのハウジング内に複数個並べて組み込まれるものである。
【0035】
接続端子31は、固定片32と可動片33をほぼ平行に配置し、固定片32のほぼ中央部上面と可動片33のほぼ中央部下面を両片32、33にほぼ垂直な連結部34で接続した形状となっている。固定片32の先端部下面には、接続端子31を回路基板の電極パッド42にハンダ接合させるための固定用脚部35(固定部)が突設されている。この固定用脚部35は、接続端子31をハウジングの端子挿入孔に挿入してハウジングに組み込んだとき、ハウジングの下面に露出するようになっている。そして、この固定用脚部35を回路基板の電極パッド42にハンダ接合することにより、コネクタが回路基板に実装される。可動片33の先端部下面には、三角突起状をした可動接点36が設けられており、可動片33の後端部はカム部(後述)によって可動片33を傾動させるための操作受け部37となっている。
【0036】
接続端子31は、その外周面の近傍を除き、両側面が平坦面となっていて両側面間の幅が均一となっている。接続端子31の外周面のうち両側面と接する両側端には、その外周面に沿って環状に凹条40が形成されている。したがって、接続端子31は、図6(A)に示すように、任意の断面において四隅の角部がL形に窪んでいる。特に、固定用脚部35や可動接点36も、それぞれの断面では、両側に凹条40が形成されていて当該凹条40間の部分が外向きに突出している。
【0037】
接続端子31は、図6(B)に示すように、固定用脚部35の下面をハンダ43によって回路基板の電極パッド42に接合され、電極パッド42に機械的に固定されるとともに電極パッド42に電気的に接続される。凹条40を設けたことにより固定用脚部35の下面の面積(すなわち、凹条40間の突出部分の下面の面積)が減少しているので、固定用脚部35を電極パッド42にハンダ接合するとき、電極パッド42側においてもハンダ43の広がりが小さくなる。よって、接続端子31の配列ピッチを狭くしても、広がったハンダ43によって隣接する接続端子31間、あるいは電極パッド42間にショートが発生しにくくなる。その結果、接続端子31の配列ピッチを狭くでき、配線ピッチの狭いフレキシブルプリント基板を用いることが可能になる。
【0038】
また、接続端子31の固定片32と可動片33との間にフレキシブルプリント基板の端部を挿入し、カム部を作動させて操作受け部37を上に押し上げると、フレキシブルプリント基板が可動片33の可動接点36と固定片32の溝部38及び抜止め部39との間に噛み込まれて保持される(図4参照)。このとき、可動接点36は、図6(C)に示すようにフレキシブルプリント基板44のコンタクト部45に圧接して接続端子31とコンタクト部45を電気的に接続する。可動接点36は、両側に凹条40が形成されていて先端部の面積が小さくなっている。したがって、可動接点36とコンタクト部45の接触面積が小さくなり、可動接点36の接点圧が高くなる。さらに、可動接点36の接触部分の幅が狭くなるので、配線ピッチの狭いフレキシブルプリント基板44を用いることが可能になる。
【0039】
さらに、この接続端子31では、外周面にだけ凹条40を設けているので、大部分の領域では厚みは狭くならず、接続端子31のバネ性又は剛性はあまり変化しない。そのため固定片32と可動接点36との間にフレキシブルプリント基板44を噛み込んだり、可動接点36をコンタクト部45に押圧させる力が弱くなりにくい。
【0040】
図7(A)、図7(B)及び図7(C)は、凹条40を設けたことによる接続端子31のバネ性の低下を評価するためのサンプルである。
図7(A)のサンプルは、幅がW1=100μm、高さがH1=100μmの矩形断面を有する梁材である。この梁材の水平方向に関する断面2次モーメントは、
W1×H13=100μm×(100μm)3
=1.0×108μm4
である。
図7(B)のサンプルは、幅W1=100μm、高さH1=100μmの矩形断面の梁材の四隅に縦横それぞれa=b=15μmの断面L形をした凹条40を設けたものである。この梁材の水平方向に関する断面2次モーメントは、
(W1−2b)×H13+2×b×(H1−2a)3
=0.8029×108μm4
となる。この断面2次モーメントの値は、図7(A)の矩形断面のサンプルの80.3%であって、断面2次モーメントが20%弱低下するだけである。
図7(C)のサンプルは、幅W1=100μm、高さH2=107μmの矩形断面の梁材の四隅に縦横それぞれa=b=15μmの断面L形をした凹条40を設けたものである。この梁材の水平方向に関する断面2次モーメントは、
(W1−2b)×H23+2×b×(H2−2a)3
=0.99449×108μm4
となる。この断面2次モーメントの値は、図7(A)の矩形断面のサンプルの99.4%であって、断面2次モーメントの低下は設計上問題とならない。
【0041】
したがって、凹条40を設けることによる接続端子31のバネ性又は剛性の低下は、その端面における高さを数%程度大きくすることで十分に補償できることが分かる。
【0042】
また、接続端子31は、後述のようにコネクタのハウジングに設けられた挿入孔に固定片32を挿入して組み立てられるが、このような構造の接続端子31によれば、コネクタの組立工程において挿入孔への挿入を容易に行えるようになる。すなわち、接続端子31の外周面には凹条40が形成されているので、接続端子31の製造工程において接続端子31の角にバリや返りが発生しにくくなる。そのため、バリや返りに妨げられることがないので、ハウジングの挿入孔への接続端子31の挿入が容易になる。さらに、接続端子31に凹条40を設けることで挿入孔へ圧入する際の接触面積(摩擦面の面積)が減少し、接続端子31の挿入が容易になる。
【0043】
また、接続端子31の角にバリや返りが発生しにくくなるので、カム部によって可動片33を動かすときの引っ掛かりがなくなり、可動片33の作動が安定する。
【0044】
これ以外にも、凹条40を設けることで接続端子31を軽量化できる、使用材料を節約できるといった利点もある。たとえば、図7(C)のような断面寸法の接続端子では、図7(A)のような断面寸法の接続端子の断面積の98%となる。
【0045】
(実施形態2のコネクタ用接続端子)
図8は、本発明の実施形態2によるコネクタ用接続端子51の斜視図である。また、図9(A)は、接続端子51の断面図である。
【0046】
この接続端子51では、その外周面に沿って幅方向中央に凹条40を形成している。凹条40は外周面の全周に形成されているので、環状に形成されている。また、凹条40は断面が矩形状をした溝状に形成されている。他の点については、実施形態1の接続端子31と同様であるので、説明は省略する。
【0047】
このような接続端子51では、図9(B)に示すように、固定用脚部35を電極パッド42にハンダ接合する際にハンダ43の付着する幅は凹条40のない場合と変わらない。しかし、余分なハンダ43が凹条40内に吸収されるので、電極パッド42側におけるハンダ43の広がりが狭くなる。よって、接続端子51の配列ピッチを狭くしても、広がったハンダ43によって接続端子51間にショートが発生しにくくなる。その結果、接続端子51の配列ピッチを狭くでき、配線ピッチの狭いフレキシブルプリント基板を用いることが可能になる。
【0048】
また、可動接点36は、中央部に凹条40が形成されているので、コンタクト部45に対する接触面積が小さくなる。そのため、可動接点36とコンタクト部45との接触圧が高くなる。さらに、この接続端子51では、可動接点36は2箇所(凹条40の両側)でコンタクト部45に接触するので、可動接点36の接触信頼性が向上し、微小電流にも対応できる。さらに、可動接点36の接触部分の幅が狭くなるので、配線ピッチの狭いフレキシブルプリント基板44を用いることが可能になる。
【0049】
さらに、この接続端子51でも、ハウジングの挿入孔への挿入が容易になる、軽量化される、使用材料を節約できるといった点も実施形態1と同様である。
【0050】
(その他の断面形状の接続端子)
コネクタ用接続端子は、実施形態1、2に示したもの以外にも種々の断面形状を有するものを用いることができる。その一例を図10(A)−図10(D)、図11(A)−図11(D)に示す。
【0051】
図10(A)に示す接続端子52は、外周面の両側端に凹条40を設けたものであるが、左右の凹条40の幅を異ならせている。図10(B)に示す接続端子53は、外周面の中央部に凹条40を設けているが、凹条40の両側壁面を傾斜させている。図10(C)に示す接続端子54は、外周面の両側端に凹条40を設け、凹条40の側壁面を傾斜させている。図10(D)に示す接続端子55は、両側壁面が傾斜した2本の凹条40を外周面の中央部寄りに設けている。
【0052】
図11(A)に示す接続端子56は、外周面の両側端及び中央部に凹条40を設け、各凹条40の各側壁面を傾斜させている。図11(B)に示す接続端子57は、外周面の両側端及び中央部に凹条40を設け、各側壁面を外周面に垂直な面としている。図11(C)に示す接続端子58は、外周面の中央部よりに2本の凹条40を設け、各側壁面を外周面に垂直な面としている。図11(D)に示す接続端子59は、外周面の左右のうちいずれか一方の側端にのみ凹条40を設けたものである。
【0053】
これらの断面形状のうち、図10(B)−図10(D)及び図11(A)のように凹条40の側壁面を傾斜させて凹条40の底面で幅が狭く、凹条40の開口側で幅が狭くなるようにすれば、接続端子の接触面の面積を小さくしつつ、接続端子のバネ性又は剛性の低下を軽減することができる。また、図10(B)、図10(D)、図11(A)−図11(C)の接続端子では、凹条40によって可動接点36の接触面が複数箇所になるので、可動接点36が複数箇所でコンタクト部45に接触するようになり、可動接点36の接触信頼性が向上し、微小電流にも対応できる。一方、図10(A)、図10(C)、図11(A)、図10(B)の接続端子では、バリや返りが生じにくくなる。
【0054】
(第1の製造方法)
つぎに、本発明によるコネクタ用接続端子の製造方法を説明する。図12(A)−図12(D)、図13(A)−図13(D)及び図14(A)−図14(D)に、電鋳法による接続端子の第1の製造方法を示す。
【0055】
この製造方法では、図12(A)に示すような電鋳用の電極板61を用いる。電極板61は、導電性を有する基板であって、金属板、導電性物質からなる板、又は非導電性材料からなる板の表面に導電性物質をコーティングしたものである。この電極板61の上面に、図12(B)に示すようにたとえばネガ型のレジスト62aを塗布した後、レジスト62aに露光する。露光工程では、レジスト62aの開口形成領域に光が当たらないように露光マスクで覆っておく。ついで、レジスト62aを現像すると、露光により不溶化した部分だけが電極板61上に残るので、図12(C)に示すように、レジスト62aに接続端子形状の開口63aが複数個形成される。
【0056】
この後、図12(D)に示すように、電鋳法によりレジスト62aの開口63a内に電鋳材料64を析出させて所定形状に成形する。用いる電鋳材料64は、Ni、Co、Fe、Cu、Mn、Sn、Znのいずれかを主成分とするものであって、これらの合金であってもよい。電鋳材料64が十分な厚みに成長したら、電鋳材料64の表面を研磨して平坦に整える。
【0057】
ついで、図13(A)に示すように、レジスト62a及び電鋳材料64の上に再びレジスト62bを塗布して電鋳材料64の表面をレジスト62bで覆う。このレジスト62bに露光及び現像を施し、図13(B)に示すように、レジスト62bに開口63bをあける。この開口63bは、レジスト62aの開口63aと相似形で、開口63aよりも少し小さくする。つぎの工程では、図13(C)に示すように、電鋳法によって開口63b内に電鋳材料64を成長させる。
【0058】
さらに電鋳材料64の表面を研磨して平坦に整えた後、図13(D)に示すように、レジスト62b及び電鋳材料64の上にレジスト62cを塗布して電鋳材料64の表面をレジスト62cで覆う。このレジスト62cに露光及び現像を施し、図14(A)に示すように、レジスト62cに開口63cをあける。この開口63cは、レジスト62aの開口63aと同じ形状である。つぎに、図14(B)に示すように、電鋳法によって開口63c内に電鋳材料64を成長させる。
【0059】
この後、必要に応じて電鋳材料64の表面を研磨して平坦に整えた後、ウェットエッチングによってレジスト62a、62b、62cを除去する。こうして、図14(C)に示すように、電極板61の上面には、電鋳材料64によって複数個の接続端子51が成形される。こうして得られた接続端子51は、レジスト62bの開口63bが一回り小さかったため、外周面の中央に凹条40が形成されている。最後に、各接続端子51を電極板61から離型して、目的とする接続端子51を得る。
【0060】
なお、ここでは、レジストとしてネガ型レジストを用いて説明したが、各レジストはネガ型レジストでもポジ型レジストでもよく、ドライフィルムレジストであってもよい。1層のレジストの膜厚は、500μm以下であることが望ましい。これよりも厚いと電鋳材料64の成長に時間が掛かり過ぎるためである。通常は、レジストの膜厚は、10μm以上300μm以下が好ましい。また、開口63a、63b、63cの大小関係を異ならせることにより、異なる断面形状の接続端子を製造することができる。たとえば、開口63bを開口63a、63cよりも大きくすれば、接続端子31を製造することができる。さらに、各レジスト62a、62b、62cの膜厚を異ならせておけば、凹条40の幅や凹条40に隣接する突出部分の幅を変化させることができる。ここで述べたことは、特に言及しない限り、以下の他の製造方法にも当てはまるものである。
【0061】
(第2の製造方法)
つぎに、図15(A)−図15(D)、図16(A)−図16(C)、図17(A)及び図17(B)を参照して、電鋳法による接続端子の第2の製造方法を説明する。
【0062】
この製造方法では、図15(A)の電極板61の上面に図15(B)に示すようにレジスト66を塗布して厚みの大きなレジスト66を成膜する。ついで、レジスト66に露光及び現像を施し、図15(C)に示すように、レジスト66に接続端子形状の開口67をあける。
【0063】
この後、図15(D)に示すように、電鋳法によって開口67内に所望厚みとなるように電鋳材料68aを堆積させる。ついで、図16(A)に示すように、電鋳法によって開口67内の電鋳材料68aの上面に所望厚みとなるように電鋳材料68bを堆積させる。この電鋳材料68bは、電鋳材料68aとは異種の材料、すなわち使用するエッチング液に対するエッチングレートが異なる材料である。さらに、図16(B)に示すように、電鋳法によって開口67内の電鋳材料68bの上面に所望厚みとなるように電鋳材料68aを堆積させる。この結果、開口67内では、異種の電鋳材料68bが同じ電鋳材料68aによって挟まれたサンドイッチ構造となっている。
【0064】
この後、図16(C)に示すように、ウェットエッチングによってレジスト66を除去する。この結果、電極板61の上面には同じ形状で電鋳材料68a、68b、68cが一体に積層されており、上下の同じ電鋳材料68a、68a間に異種の電鋳材料68bが挟まれている。この電鋳材料68a、68b、68aは、図17(A)のように電極板61から離型された後、電鋳材料68bにのみ大きなエッチングレートを有するエッチング液に浸漬される。真ん中の電鋳材料68bは、外周面だけが電鋳材料68a、68aから露出しているので、外周面からエッチングされていき、それが凹条40となる。凹条40の深さは時間管理され、所定深さの凹条40が形成されたら、電鋳材料68a、68b、68aをエッチング液から取り出してアルカリ水溶液で中和し、水洗及び乾燥を経て図17(B)のような接続端子51を得る。
【0065】
なお、ここでのレジスト66は、複数層の電鋳材料を順次堆積させるものであるので、レジスト66の膜厚に関する制約は当てはまらない。
【0066】
(第3の製造方法)
つぎに、図18(A)−図18(C)、図19(A)−図19(C)、図20(A)及び図20(B)を参照して、電鋳法による接続端子の第3の製造方法を説明する。
【0067】
この製造方法では、まず図18(A)に示す電極板61の上面に、図18(B)に示すようにレジスト71aを塗布し成膜する。このレジスト71aは露光感度の高いポジ型レジスト、すなわち光硬化速度の高いポジ型レジストである。ついで、図18(C)に示すように、レジスト71aの上にレジスト71bを塗布し成膜する。このレジスト71bは露光感度の低いポジ型レジスト、すなわち光硬化速度の低いポジ型レジストである。さらに、図19(A)に示すように、レジスト71bの上にレジスト71cを塗布し成膜する。このレジスト71cは露光感度の高いポジ型レジスト、すなわち光硬化速度の高いポジ型レジストである。レジスト71cは、レジスト71aと同じものが望ましい。
【0068】
この後、3層のレジスト71a、71b、71cに露光及び現像を行うと、図19(B)に示すように各レジスト71a、71b、71cにそれぞれ開口72a、72b、72cが形成される。ここで、上下のレジスト71a、71cは高感度のポジ型レジストであるので、光の当たった箇所が可溶化しやすくて開口72a、72cが大きくなる。これに対し、真ん中のレジスト71bは低感度のポジ型レジストであるため、光の当たった箇所が可溶化しにくく、開口72bが大きくなりにくい。その結果、フォトリソグラフィにより形成された開口72a、72b、72cは、中央部で狭くなる。
【0069】
ついで、図19(C)に示すように、電鋳法により開口72a、72b、72c内に電鋳材料73を成長させる。図20(A)に示すように、レジスト71a、71b、71cをエッチング除去すると、電鋳材料73の外周面の真ん中には、環状の凹条40が形成される。この電鋳材料73を電極板61から離型すると、図20(B)のように単体の接続端子53を得ることができる。
【0070】
なお、ネガ型レジストを用いる場合には、上下のレジスト71a、71cを低感度のネガ型レジストとし、真ん中のレジスト71bを高感度のネガ型レジストとすればよい。
【0071】
また、図10(C)の接続端子54のように外周面の両側端に凹条40を形成する場合には、上下のレジスト71a、71cを低感度のポジ型レジストとし、真ん中のレジスト71bを高感度のポジ型レジストとすればよい。あるいは、上下のレジスト71a、71cを高感度のネガ型レジストとし、真ん中のレジスト71bを低感度のネガ型レジストとしてもよい。
【0072】
(第4の製造方法)
図21(A)−図21(D)、図22(A)−図22(D)は、電鋳法による接続端子の第4の製造方法を説明する図である。
【0073】
この製造方法では、まず図21(A)−図21(D)に示すように、電極板61の上面に順次レジスト76a、76b、76cを積層する。これらのレジストのうち、下層のレジスト76aと上層のレジスト76cは同じレジストであって、中間のレジスト76bは上下層のレジスト76c、76aとは種類の異なるレジストである。レジスト76a、76b、76cを積層する方法としては、液体レジストの塗布とベークを繰り返して積層してもよく、ドライフイルムレジストを重ねてもよい。ドライフィルムレジストを用いる場合でいえば、たとえばレジスト76a、76cとしては、ニチゴーモートン社製ドライフィルムレジストNIT215を用い、レジスト76bとしては、ニチゴーモートン社製NEF150を用いる。
【0074】
ついで、図22(A)に示すように、3層のレジスト76a、76b、76cに露光及び現像を行って各レジスト76a、76b、76cにそれぞれ開口77a、77b、77cを形成する。このとき、現像液に対するレジスト76a、76cとレジスト76bの反応性の違いを利用し、上層及び下層のレジスト76c、76aを選択的にエッチングし、上層及び下層の開口77c、77aと中央の開口77bの大きさを異ならせる。
【0075】
この後、図22(B)に示すように、電鋳法により開口77a、77b、77c内に電鋳材料78を堆積させる。図22(C)に示すように、レジスト76a、76b、76cをエッチング除去すると、電極板61の上面には電鋳材料78によって接続端子が形成される。この接続端子は、図示のように開口77bが開口77a、77cよりも広い場合には、接続端子31となる。反対に、開口77bが開口77a、77cよりも狭い場合には、接続端子51となる。ついで、電鋳材料78を電極板61から離型すると、図22(D)のように単体の接続端子31(又は51)を得ることができる。
【0076】
(第5の製造方法)
図23(A)−図23(C)、図24(A)−図24(C)は、電鋳法による接続端子の第5の製造方法を説明する図である。
【0077】
この製造方法では、第4の製造方法と同様にして、電極板61の上面にレジスト81a、81b、81cを順次積み重ねる。少なくともレジスト81bは他のレジスト81a、81cと異なる種類のレジストである。ここではレジスト81aとレジスト81cは同じ種類であるとするが、いずれのレジスト81a、81b、81cも他のレジストと異なる種類であってもよい。ドライフィルムレジストを用いる場合であれば、たとえばレジスト81a、81cとしては、ニチゴーモートン社製ドライフィルムレジストNIT215を用い、レジスト81bとして、ニチゴーモートン社製NEF250を用いる。
【0078】
この後、図23(B)に示すように、3層のレジスト81a、81b、81cに露光及び現像を行って各レジスト81a、81b、81cにそれぞれ同じ大きさの開口82a、82b、82cをあける。ついで、各開口82a、82b、82c内にエッチング液を導入して開口内のエッチングを行うが、このときのエッチング液はレジスト81a、81cに対するエッチングレートが大きく、レジスト81bに対するエッチングレートが小さいものを用いる。その結果、図23(C)に示すように、開口82bは広がらないが、上下の開口82c、82aはエッチングによって広げられる。
【0079】
この後、図24(A)に示すように、電鋳法により開口82a、82b、82c内に電鋳材料83を堆積させる。図24(B)に示すように、レジスト81a、81b、81cをエッチング除去すると、電極板61の上面には電鋳材料83によって接続端子51が形成される。ついで、電鋳材料83を電極板61から離型すると、図24(C)のように単体の接続端子51を得ることができる。
【0080】
(その他の製造方法)
上記第1〜第5の製造方法では、レジストを3層に積層する場合について説明したが、レジストを4層以上にすれば、凹条40の本数を増やしてより複雑な断面形状を得ることができる。たとえば、図25(A)−図25(C)及び図26(A)−図26(C)は、第4の製造方法において、5層のレジスト76a−76eを積層している。このうちレジスト76a、76c及び76eは同一種類のレジスト(ドライフィルムレジスト)であり、レジスト76b及び76dも同一種類のレジスト(ドライフィルムレジスト)であるが、レジスト76a、76c、76eとレジスト76b、76dとは種類が異なっている。この場合にも現像による選択的エッチングで開口77a、77c及び776eと開口77b及び77dとが異なる広さになるので、最終的には図26(B)又は図26(C)に示すように3本の凹条40を有する接続端子57が製造される。
【0081】
また、レジストを2層以上にすれば、凹条40を1本だけにすることができる。たとえば、図27(A)−図27(D)及び図28(A)−図28(C)は、第4の製造方法において、2層のレジスト76a、76bを積層している。このレジスト76aとレジスト76bは種類が異なっている。この場合にも現像による選択的エッチングで開口77aと開口77bが異なる広さになるので、最終的には図28(B)又は図28(C)に示すように1本の凹条40を有する接続端子59が製造される。
【0082】
(比較例との対比)
本発明によるコネクタ用接続端子の製造方法によれば、外周面に凹条を環状に形成されたコネクタ用接続端子を電鋳法を用いた簡単な工程により製造することができる。
【0083】
接続端子を製造する一般的な方法は、プレス装置によって金属板から所定形状の接続端子を打ち抜く方法である。したがって、外周面の両側縁に凹条を形成された接続端子、たとえば図6(A)に示したような断面を有する接続端子を製造する方法としては、本発明の方法以外にも、プレスで接続端子の縁を潰す方法(比較例)が考えられる。
【0084】
図29(A)−図29(E)は、この比較例を説明する図である。図29(A)は、接続端子の素材となる金属板91を表している。比較例の方法では、まず図29(B)に示すように、ダイ92で金属板91を表裏両面からプレスし、図29(C)のように接続端子形状の周囲に薄肉部93を形成する。ついで、図29(D)に示すように、切断用ダイ94を用いて薄肉部93で金属板91をプレスして金属板91から接続端子95を打ち抜く。このとき、接続端子95の周囲に薄肉部93を残すようにして金属板91を打ち抜けば、図29(E)のように、接続端子95の外周面の両側縁に凹条96を形成することができる。
【0085】
しかしながら、図29に示した比較例のような方法では、金属板をプレスで潰して薄肉部を形成するときに、薄肉部から押し出された金属板材料が周辺部に盛り上がる。そのため接続端子を製造したときに、凹条の近傍に盛り上がりが生じて接続端子の幅が不均一になる。その結果、接続端子をコネクタのハウジングに挿入したとき、接続端子ががたついたり、接続端子が横に転倒したりすることがある。さらも、微少電流などに対する可動接点の接触信頼性を向上させるためには、図9(A)、図10(B)、図10(D)、図11(A)−図11(C)に示したような断面形状として複数箇所で可動接点が接触するようにすることが有効であるが、比較例の方法では、これらの断面形状の接続端子を製造することは不可能である。
【0086】
(コネクタの構造)
以下においては、本発明に係るコネクタ、特にフレキシブルプリント基板を接続するコネクタを図30−図35により説明する。
【0087】
コネクタ用接続端子を組み込んだコネクタ101を斜め上前方、斜め上後方、斜め下方から見た様子を図30(A)、図30(B)及び図30(C)に示す。このコネクタ101には、2種類のコネクタ用接続端子が組み込まれている。一方のコネクタ接続端子は、これまでに説明したコネクタ接続端子、たとえば図5に示したような形状の接続端子31である。以下、こちらのコネクタ接続端子を第1接続端子Aという。
【0088】
他方のコネクタ接続端子は、図33に示すような形状を有している。こちらのコネクタ接続端子を第2接続端子Bという。第2接続端子Bは、第1接続端子Aとほぼ同様な構造を有している。すなわち、第2接続端子Bは、固定片102と可動片103をほぼ平行に配置し、固定片102のほぼ中央部上面と可動片103のほぼ中央部下面を両片102、103にほぼ垂直な連結部104で接続した形状となっている。固定片102の後端部下面には、第2接続端子Bを回路基板の電極パッド112にハンダ接合させるための固定用脚部105(固定部)が突設されている。この固定用脚部105は、固定片102をハウジングの端子挿入孔に挿入して第2接続端子Bをハウジングに組み込んだとき、ハウジングの下面に露出するようになっている。そして、この固定用脚部105を回路基板の電極パッド112にハンダ113により接合することにより、コネクタ101が回路基板に実装される。可動片103の先端部下面には、三角突起状をした可動接点106が設けられており、可動片103の後端部はカム(後述する)によって可動片103を傾動させるための操作受け部107となっている。また、固定片102の、可動接点106と対向する部分には、フレキシブル配線基板の保持力を高めるために溝部108と抜止め部109が設けられている。
【0089】
第2接続端子Bの外周面のうち両側面と接する両側端には、その外周面に沿って環状に凹条40が形成されている。したがって、第2接続端子Bは、任意の断面において四隅の角部がL形に窪んでいる。特に、固定用脚部105や可動接点106も、それぞれの断面では、両側に凹条40が形成されていて当該凹条40間の部分が外向きに突出している。
【0090】
図30に示すコネクタ101は、大略、ベース121(ハウジング)と、第1接続端子Aと、第2接続端子Bと、操作レバー122とからなる。
【0091】
ベース121は、図30に示すように、その両側端面の片側縁部から弾性腕部123、123を背面側に平行にそれぞれ延在してある。前記弾性腕部123の内向面のうち、先端縁部にガイド用テーパ面123aを形成してあるとともに、その奧側に軸受け用スリット123bを形成してある。また、前記ベース121は、その正面側に後述するフレキシブルプリント基板44の先端部を挿入できる開口部121aを有するとともに、正面から背面を貫通する第1挿入孔124を所定のピッチで並設してある。さらに、前記ベース121は、その背面の下方縁部から前記弾性腕部123、123の間にガイド板126を延在してあるとともに、前記第1挿入孔124と隣り合う位置に第2挿入孔125を並設してある。
【0092】
操作レバー122は、図31に示すように、両側端面に回動軸部141、141を同一軸心上に突設してある。また、前記操作レバー122は、片側縁部に第1、第2接続端子A、Bの操作受け部37、107を操作するカム部142を所定のピッチで並設してあるとともに、前記カム部142に対応する位置に前記操作受け部37、107が挿通する貫通孔143を並設してある。
【0093】
なお、本実施形態にかかるコネクタ101に接続されるフレキシブルプリント基板44は、図32(A)に示すように、その先端部の上面にプリント配線したコンタクト部45a、45bを千鳥状に交互に並設してある。前記コンタクト部45a、45bにはリード線46がそれぞれ接続されている。
【0094】
前述の構成部品は、つぎのように組立てられる。まず、前記ベース121の正面側の開口部121aから第1挿入孔124に第1接続端子Aの固定片32を挿入する。これにより、第1接続端子Aに設けた係止用爪部41がベース121の縁部に係止し、位置決めされる(図34参照)。
【0095】
一方、前記ベース121のガイド板126に沿って第2接続端子Bの固定片102を第2挿入孔125に挿入する。これにより、第2接続端子Bに設けた係止用爪部111がベース121の縁部に係止し、位置決めされる。
【0096】
ついで、図34(A)及び図34(B)に示すように、前記操作レバー122の貫通孔143に第1、第2接続端子A、Bの操作受け部37、107をそれぞれ挿入し、前記第2接続端子Bの固定片102の上面に沿って前記操作レバー122を滑らせ、カム部142で操作受け部37、107を押し上げて弾性変形させたままの状態で押し込む。これにより、前記カム部142が第2接続端子Bの固定片102に嵌合するとともに、前記回動軸部141がベース121の軸受け用スリット123bに嵌合し、前記操作レバー122が回動可能に支持される。
【0097】
つぎに、前記コネクタ101に前記フレキシブルプリント基板44を接続し固定する方法を図32、図35(A)及び図35(B)に基づいて説明する。図32に示すように、前記ベース121の開口部121aにフレキシブルプリント基板44の先端部を前記ベース121の内側面に突き当たるまで挿入する。ついで、操作レバー122を回動軸部141の軸心を中心に回動して押し倒すと、図35(A)及び図35(B)に示すように、カム部142が第1、第2接続端子A、Bの操作受け部37、107を同時に押し上げる。このため、連結部34、104を支点として可動片33、103がそれぞれ傾き、各可動接点36、106がフレキシブルプリント基板44の先端部に設けたコンタクト部45a、45bにそれぞれ圧接して導通する。
【0098】
本実施形態においては、可動接点36、106がフレキシブルプリント基板44の先端部を押し下げて湾曲させるだけでなく、可動接点36、106と抜止め部39、109とがそれぞれ前記フレキシブルプリント基板44の表裏面に食い込んで抜け止めするので、高い接触信頼性を確保できる。
【0099】
一方、前記フレキシブルプリント基板44を前記コネクタ101から取り外す場合には、前記操作レバー122を逆方向に回動させることにより、カム部142を反転させ、第1、第2接続端子A、Bの操作受け部37、107への曲げモーメントを解除する。ついで、コンタクト部45a、45bに対する可動接点36、106の接続状態を解除した後、前記フレキシブルプリント基板44を引き出す。
【0100】
本実施形態によれば、図32(A)に示すように、フレキシブルプリント基板44のコンタクト部45a、45bを千鳥状に配置してあるので、実装密度がより一層高くなり、小型化しやすくなるとともに、接触信頼性が向上する。
【0101】
また、図30(B)に示すように、第1接続端子Aの固定用脚部35と第2接続端子Bの固定用脚部105がいずれもベース121(ハウジング)の下面に露出しているので、コネクタ101を回路基板に実装する際には、この固定用脚部35、105を回路基板の電極パッド42、112にハンダ接合することにより実装できる。
【符号の説明】
【0102】
31、51−59 接続端子
A 第1接続端子
B 第2接続端子
32、102 固定片
33、103 可動片
34、104 連結部
35、105 固定用脚部
36、106 可動接点
40 凹条
42、112 電極パッド
43、113 ハンダ
45 コンタクト部
61 電極板
62a−62c、66、71a−71c、76a−76c、81a−81c レジスト
64、68a、68b、73、78、83 電鋳材料
【特許請求の範囲】
【請求項1】
コネクタを実装するための部材に設けられた電極部に接続させるための固定部と、コネクタに接続する被接続部のコンタクト部に電気的に接触させるための接点とを備え、
外周面の全周に沿って環状をした1本又は複数本の凹条を設けたコネクタ用接続端子。
【請求項2】
前記凹条は、前記固定部を通過していることを特徴とする、請求項1に記載のコネクタ用接続端子。
【請求項3】
前記凹条は、前記接点を通過していることを特徴とする、請求項1に記載のコネクタ用接続端子。
【請求項4】
前記外周面の両側縁のうち少なくとも一方の縁に沿って前記凹条を設けたことを特徴とする、請求項1に記載のコネクタ用接続端子。
【請求項5】
前記外周面の前記凹条よりも突出した領域が、前記凹条によって複数の領域に分割されていることを特徴とする、請求項1に記載のコネクタ用接続端子。
【請求項6】
請求項1に記載した複数個のコネクタ用接続端子をベースに組み込み、操作レバーで前記コネクタ用接続端子を操作することを特徴とするコネクタ。
【請求項7】
電極板の表面にレジスト膜を形成する第1の工程と、
前記レジスト膜に成形用開口をあける第2の工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させる第3の工程とを有し、
前記第1から第3までの工程を複数サイクル繰り返すことによって、各層のレジスト膜内に少なくとも一部の層で大きさの異なる成形用開口を形成するとともに、当該成形用開口内に電鋳材料によってコネクタ用接続端子を成形することを特徴とするコネクタ用接続端子の製造方法。
【請求項8】
電極板の表面にレジスト膜を形成する工程と、
前記レジスト膜に成形用開口をあける工程と、
少なくとも一部の電鋳材料が他の電鋳材料と異なるエッチング特性を有する複数種類の電鋳材料を用いて前記成形用開口内に電鋳法によって複数層の電鋳材料を堆積させる工程と、
前記レジスト膜を除去した後、複数層の電鋳材料のエッチング特性の違いを利用して一部の電鋳材料層の外周面をエッチングする工程と、
を有することを特徴とするコネクタ用接続端子の製造方法。
【請求項9】
電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と異なる露光感度を有する複数層のレジスト膜を形成する工程と、
フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあけるとともに、一部の層のレジスト膜の開口幅を広くする工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程と、
を有することを特徴とするコネクタ用接続端子の製造方法。
【請求項10】
電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と現像液に対する反応性が異なる複数層のレジスト膜を形成する工程と、
フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあけるとともに、一部の層のレジスト膜の開口幅を広くする工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程と、
を有することを特徴とするコネクタ用接続端子の製造方法。
【請求項11】
電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と異なるエッチング特性を有する複数層のレジスト膜を形成する工程と、
フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあける工程と、
前記成形用開口の内周面を選択的エッチングすることにより、一部の層のレジスト膜の開口幅を広げる工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程と、
を有することを特徴とするコネクタ用接続端子の製造方法。
【請求項12】
請求項7〜11に記載したコネクタ用接続端子の製造方法を用いて、外周面の全周に沿って環状をした1本または複数本の凹条を設けたコネクタ用接続端子。
【請求項1】
コネクタを実装するための部材に設けられた電極部に接続させるための固定部と、コネクタに接続する被接続部のコンタクト部に電気的に接触させるための接点とを備え、
外周面の全周に沿って環状をした1本又は複数本の凹条を設けたコネクタ用接続端子。
【請求項2】
前記凹条は、前記固定部を通過していることを特徴とする、請求項1に記載のコネクタ用接続端子。
【請求項3】
前記凹条は、前記接点を通過していることを特徴とする、請求項1に記載のコネクタ用接続端子。
【請求項4】
前記外周面の両側縁のうち少なくとも一方の縁に沿って前記凹条を設けたことを特徴とする、請求項1に記載のコネクタ用接続端子。
【請求項5】
前記外周面の前記凹条よりも突出した領域が、前記凹条によって複数の領域に分割されていることを特徴とする、請求項1に記載のコネクタ用接続端子。
【請求項6】
請求項1に記載した複数個のコネクタ用接続端子をベースに組み込み、操作レバーで前記コネクタ用接続端子を操作することを特徴とするコネクタ。
【請求項7】
電極板の表面にレジスト膜を形成する第1の工程と、
前記レジスト膜に成形用開口をあける第2の工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させる第3の工程とを有し、
前記第1から第3までの工程を複数サイクル繰り返すことによって、各層のレジスト膜内に少なくとも一部の層で大きさの異なる成形用開口を形成するとともに、当該成形用開口内に電鋳材料によってコネクタ用接続端子を成形することを特徴とするコネクタ用接続端子の製造方法。
【請求項8】
電極板の表面にレジスト膜を形成する工程と、
前記レジスト膜に成形用開口をあける工程と、
少なくとも一部の電鋳材料が他の電鋳材料と異なるエッチング特性を有する複数種類の電鋳材料を用いて前記成形用開口内に電鋳法によって複数層の電鋳材料を堆積させる工程と、
前記レジスト膜を除去した後、複数層の電鋳材料のエッチング特性の違いを利用して一部の電鋳材料層の外周面をエッチングする工程と、
を有することを特徴とするコネクタ用接続端子の製造方法。
【請求項9】
電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と異なる露光感度を有する複数層のレジスト膜を形成する工程と、
フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあけるとともに、一部の層のレジスト膜の開口幅を広くする工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程と、
を有することを特徴とするコネクタ用接続端子の製造方法。
【請求項10】
電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と現像液に対する反応性が異なる複数層のレジスト膜を形成する工程と、
フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあけるとともに、一部の層のレジスト膜の開口幅を広くする工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程と、
を有することを特徴とするコネクタ用接続端子の製造方法。
【請求項11】
電極板の表面に、少なくとも一部のレジスト膜が他のレジスト膜と異なるエッチング特性を有する複数層のレジスト膜を形成する工程と、
フォトリソグラフィによって複数層の前記レジスト膜に成形用開口をあける工程と、
前記成形用開口の内周面を選択的エッチングすることにより、一部の層のレジスト膜の開口幅を広げる工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させて接続端子を作製する工程と、
を有することを特徴とするコネクタ用接続端子の製造方法。
【請求項12】
請求項7〜11に記載したコネクタ用接続端子の製造方法を用いて、外周面の全周に沿って環状をした1本または複数本の凹条を設けたコネクタ用接続端子。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6】
【図7】

【図8】

【図9】
【図10】
【図11】
【図12】

【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】

【図27】
【図28】

【図29】
【図30】
【図31】
【図32】
【図33】

【図34】
【図35】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【公開番号】特開2012−195109(P2012−195109A)
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願番号】特願2011−57074(P2011−57074)
【出願日】平成23年3月15日(2011.3.15)
【特許番号】特許第4803328号(P4803328)
【特許公報発行日】平成23年10月26日(2011.10.26)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願日】平成23年3月15日(2011.3.15)
【特許番号】特許第4803328号(P4803328)
【特許公報発行日】平成23年10月26日(2011.10.26)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
[ Back to top ]