
コラーゲンシートの製造方法

【課題】皮膚など外部へのコラーゲンの移行量を制御することのできるコラーゲンシートの製造方法を提供する。
【解決手段】基材にコラーゲン分散液を噴霧する工程と、コラーゲン分散液を噴霧した基材を真空凍結乾燥する工程と、真空凍結乾燥した基材を減圧加熱する工程とを含むコラーゲンシートの製造方法。ここにおいて、基材は不織布であることが好ましい。
【解決手段】基材にコラーゲン分散液を噴霧する工程と、コラーゲン分散液を噴霧した基材を真空凍結乾燥する工程と、真空凍結乾燥した基材を減圧加熱する工程とを含むコラーゲンシートの製造方法。ここにおいて、基材は不織布であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、不織布などの基材にコラーゲンを含ませたコラーゲンシートを製造する方法に関する。
【背景技術】
【0002】
コラーゲンは動物の真皮、腱、筋膜などに豊富に含まれている分子量約10万のポリペプチド鎖3本がまとまって右巻きの三重らせん構造(コラーゲンヘリックス構造)を形成している長さ約300nm、直径1.5nmの棒状分子であり、生体に不可欠な物質であるため、生体親和性にも優れている。このため、これを用いた美容、健康、医療製品などが広く利用されている。
【0003】
一般に肌外部からコラーゲンを接することによるコラーゲンの肌への美容効果としては、保湿効果が知られている。たとえば、「コラーゲンの秘密に迫る」藤本大三郎著、(株)裳華房、p.44〜69(1998)(非特許文献1)には、コラーゲンは、細長い棒状の主鎖と、多くの親水性の側鎖とを有する構成をとっていると記載されている。すなわち、コラーゲンの保湿効果は、これら親水性の側鎖が水分を捕らえることに起因していると考えられる。
【0004】
コラーゲンを用いた美容・健康製品としては、ジェル状、クリーム状などのほかに、スキンケアを目的としたコラーゲンマスク材、パック材などのコラーゲンシートなども開発、使用されている。
【0005】
このコラーゲンシートをコラーゲンのみで構成する場合、シートを貼る際や、所定の化粧水を含浸させた際にシートの強度をある程度保持するために、コラーゲンの不溶化のための架橋を行い、コラーゲンを厚み1mm程度の層として形成している。このようなコラーゲンシートの作製方法としては、たとえば特公平7−088433号公報(特許文献1)などに記載された方法が挙げられる。特許文献1に開示された作製方法では、浅皿状のトレー内にシート1枚分のコラーゲン溶液を、目的とするシート厚みが得られる程度の厚みで流し込んだ後、真空凍結乾燥を行い、コラーゲン溶液の水分を昇華除去することにより、多孔質のコラーゲンシートを得ている。
【0006】
しかしながら、コラーゲンのみで構成されたコラーゲンシートの場合、層形成のため、本来、肌に潤いを与える作用に寄与すべきコラーゲンのうち、その多くをシート形成の強度維持のために使用しなければならない。したがって、このようなコラーゲンシートでは、高価で貴重な原料コラーゲンをスキンケアの有効成分として十分に活用できていないという問題点があった。
【0007】
また、たとえば特開2004−51521号公報(特許文献2)には、不織布に乾燥した化粧品成分を含有させた化粧料として、不織布を基材として用い、これをコラーゲンで被覆したコラーゲンシートも提案されている。このように不織布を基材として用いた場合、シート強度が基材で保持されるので、1シートあたりに用いるコラーゲン量を減らすことが可能である。しかしながら、肌に接する反対面、あるいは不織布内部に留まっているコラーゲンは、スキンケアに十分には関与しない。
【0008】
特許文献2に開示されたコラーゲンシートでは、不織布の片面だけにコラーゲンなどの化粧品成分をオフセット印刷で保持させている。しかしながら、この方法をとるには、オフセット印刷という大掛かりな装置と、大きな駆動エネルギーが必要となる。また不織布への化粧料保持は、この印刷条件に依存すると考えられるものの、特許文献2には具体的な条件提示が全く示されていない。
【0009】
また、特開2002−220319号公報(特許文献3)には、不織布の上に、コラーゲンを由来とするタンパク質を含有させた有機物で形成された粘着剤層を積層し、当該粘着剤層を架橋させた化粧用粘着シートが開示されている。特許文献3に開示された発明では、皮膚面に貼付した際の密着性や固定性を向上させるため、粘着剤層の形成を行っているが、このために、従来のコラーゲンシートなどになかったような、有機物層をわざわざ形成しなくてはならない。さらに、この粘着剤層形成には、化学的架橋を施しているため、層の主成分である有機物以外に架橋剤の添加が必要となる。これらより、このシートの形成は工程として煩雑となり、有機物成分などの資源も加えて必要となる。
【0010】
以上より、高価なコラーゲンを無駄なくスキンケアの有効成分として用いることができ、簡便な工程で、かつ安価に製造できるコラーゲンシートおよびその製造方法は、未だ不十分なものであった。
【特許文献1】特公平7−088433号公報
【特許文献2】特開2004−51521号公報
【特許文献3】特開2002−220319号公報
【非特許文献1】「コラーゲンの秘密に迫る」藤本大三郎著、(株)裳華房、p.44〜69(1998)
【発明の開示】
【発明が解決しようとする課題】
【0011】
ここで、コラーゲンシートが肌への保湿効果を持つのは、シートにあるコラーゲンが、予めシートに含ませた水分を捕らえることで、シート貼り付け時に肌へ保湿し続けることにあると考えられる。したがって、コラーゲンシートを取り外した後の肌について考えた場合、コラーゲンシートから肌表面にコラーゲンが必要量移行していれば、さらに保湿効果が持続すると考えられる。しかし、現状のコラーゲンシートはそのような観点で作られていないと考えられ、またコラーゲンシートからの外部へのコラーゲンの移行の状態について、検討されているような先行技術は見当たらない。
【0012】
本発明は上記課題を解決するためになされたものであって、その目的とするところは、皮膚など外部へのコラーゲンの移行量を制御することのできるコラーゲンシートの製造方法を提供することである。
【課題を解決するための手段】
【0013】
本発明者は、コラーゲンが基材に一旦保持され、かつ、肌への貼り付け時にコラーゲン成分が有効に肌の方へ移行するような状況にするために鋭意研究した結果、コラーゲンおよびそれを保持している基材に適当な処理を施すことで、コラーゲンシート製造時からスキンケア作用時までコラーゲンシート上でコラーゲンを十分に保持させ、さらには、スキンケア作用時にシート上からの肌へコラーゲンを適度に移行させることを狙い、コラーゲンシートからのコラーゲンの外部への移行量を制御する方法に着目し、本発明を完成するに至った。すなわち、本発明は次のとおりである。
【0014】
本発明のコラーゲンシートの製造方法は、基材にコラーゲン分散液を噴霧する工程と、コラーゲン分散液を噴霧した基材を真空凍結乾燥する工程と、真空凍結乾燥した基材を減圧加熱する工程とを含むことを特徴とする。
【0015】
本発明のコラーゲンシートの製造方法における基材は不織布であることが好ましい。
【発明の効果】
【0016】
本発明によれば、用途に応じて外部へのコラーゲンの移行量を制御させた、コラーゲンシートを好適に製造することができる。
【発明を実施するための最良の形態】
【0017】
本発明のコラーゲンシートの製造方法は、〔1〕噴霧工程と、〔2〕真空凍結乾燥工程と、〔3〕減圧加熱工程とを基本的に含む。以下、各工程について詳細に説明する。
【0018】
〔1〕噴霧工程
噴霧工程ではまず、基材にコラーゲン分散液を噴霧する。このように本発明のコラーゲンシートの製造方法では、コラーゲン自体を基材として用いないため、高価で貴重なコラーゲンをスキンケアの有効成分として関与しない部分に用いずに、無駄なく有効に利用することができる。さらに、コラーゲンをスキンケアに無駄なく有効に作用させ得る観点からは、基材の片面のみにコラーゲン分散液を噴霧するようにすることが好ましい。なお、本発明のコラーゲンシートの製造方法では、噴霧という手法で基材にコラーゲンを付着させることで、他の手法(たとえば、コラーゲン分散液への浸漬など)で基材にコラーゲンを付着させる場合と比較して、コラーゲンの付着量を制御しやすい、あるいは、片面のみに付着させやすいというような利点がある。
【0019】
ここで、本発明に用いられる基材としては、特に制限されるものではなく、たとえば不織布、紙材、布、樹脂シートなどが挙げられるが、中でも、安価で汎用性に優れることから、不織布が好ましい。不織布としては、具体的には、羊毛やコットンなどの天然繊維、レーヨンやアセテートなどの化学繊維、ガラス繊維や炭素繊維などの無機繊維などの不織布を用いることができるが、一般的に最も汎用なものの1つであり、入手しやすいことから、ポリプロピレン製不織布が特に好適である。
【0020】
なお、基材は、油分、埃などの不純物除去と衛生面から、予め洗浄され、乾燥処理を施されたものを用いることが好ましい。基材としてたとえばポリプロピレン製の不織布を用いる場合、イソプロパノール、エタノールなどに30分から6時間程度浸漬させた後、純水で流水洗浄し、40〜110℃、0.1〜10mmHg(Torr)減圧下で十分に乾燥させることが好適である。
【0021】
本発明に用いられるコラーゲン分散液としては、コラーゲンが分散媒に対し0.05〜2.0重量%となるように、コラーゲンを分散媒に分散させたものが好適である。コラーゲンが分散媒に対し0.05重量%未満である場合には、十分なコラーゲンの層を基材表面に形成することができず、また、2.0重量%を超える場合には、コラーゲン分散液の粘性が大きくなり、噴霧が困難となるためである。
【0022】
コラーゲン分散液に用いるコラーゲンとしては、たとえば哺乳類または魚類の皮膚から抽出され、工業的に製造された、従来公知の適宜のコラーゲンを特に制限なく用いることができる。中でも、牛、豚、鳥などの動物由来のコラーゲンでは牛海綿状脳症(BSE)や鳥インフルエンザなどによる人体への影響が危惧されるなどの理由から、このような虞のない水棲生物由来であるサケ、マスなどの魚類の皮膚から抽出されたコラーゲンが好ましく、特開2004−269478号公報にて本出願人が提案しているように、魚類の皮膚の表皮層と該表皮層側にある色素細胞を含む真皮層の部分とを不溶化処理する工程と、不溶化処理されていない真皮層の少なくとも一部を膨潤させる工程と、膨潤させた真皮層を回収する工程とを含む方法によって製造されたコラーゲンが特に好ましい。
【0023】
また本発明におけるコラーゲン分散液に用いられる分散媒としては、水、有機酸水溶液、無機酸水溶液などが好適に用いられ、中でも水が好ましく、さらには、純水(精製水)、超純水などが特に好ましい。
【0024】
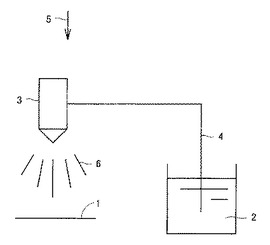
図1は、本発明のコラーゲンシートの製造方法における噴霧工程の好ましい一例を模式的に示す図である。噴霧工程において、コラーゲン分散液を基材に噴霧する方法としては特に制限されるものではないが、たとえば図1に示すように、市販の噴霧器3にチューブ4を介してコラーゲン分散液2およびエアー5を供給し、基材1にコラーゲン6を噴霧する方法を挙げることができる。
【0025】
噴霧工程では、コラーゲンが好ましくは0.01〜0.1mg/cm2の範囲内となるように、基材上にコラーゲン分散液を噴霧する。コラーゲンが0.01mg/cm2未満である場合には、基材上のコラーゲンを面として形成することができない傾向にあるためであり、また、コラーゲンが0.1mg/cm2を超える場合には、得られたコラーゲンシートにおいてシートとして質感が損なわれてしまう傾向にあるためである。
【0026】
〔2〕真空凍結乾燥工程
続く真空凍結乾燥工程では、コラーゲン分散液を噴霧した基材を真空凍結乾燥する。なお、上述した噴霧工程の後に真空凍結乾燥を行わない場合、たとえば、自然乾燥あるいは熱風乾燥などを行った場合は、基材上のコラーゲンの質感が著しく損なわれるというような不具合がある。
【0027】
真空凍結乾燥の条件は、特に制限されないが、好ましくは−5℃以下、より好ましくは−20℃以下で凍結させる。凍結温度が−5℃を超える場合には、基材上のコラーゲン分散液が十分凍結しない、あるいは凍結までに時間を要するといった傾向にある。ただし、−40℃以下の温度で凍結を行ったとしても、凍結にかかる時間とエネルギーが無駄となることから、凍結温度は−40℃より高い温度であることが好ましい。
【0028】
上述した凍結の後、真空乾燥工程に入る。その際、真空乾燥を効率的に行うために、真空凍結乾燥棚の温度を適時上昇させることが好ましい。このときの温度としては5℃以上が好ましく、15〜40℃の範囲内であることがより好ましい。当該温度が5℃未満である場合には、乾燥の進行が遅く、処理時間を要するためであり、また、40℃を超える場合には、乾燥速度が急速なため、基材上のコラーゲンが水分とともに飛散する可能性があるためである。
【0029】
乾燥時の真空度は、0.03〜0.5mmHg(Torr)の範囲内とすることが好ましい。また、好適な真空凍結乾燥器として、たとえば、大型真空凍結乾燥器(日本テクノサービス株式会社製、型番:FD−10BM)や棚式真空凍結乾燥器(東京理化器械株式会社製、型番FD−550)などが挙げられる。
【0030】
〔3〕減圧加熱工程
続く減圧加熱工程では、上記真空凍結乾燥工程にて真空凍結乾燥させた、コラーゲン分散液を噴霧した基材を減圧加熱する。一般に製品コラーゲンシートをスキンケアに用いる場合には、まずはコラーゲンシートに水分を十分に含ませてから肌に貼り付けるが、ここでいう減圧加熱処理の時間が短すぎる、あるいはゼロであれば、コラーゲンシートを肌に貼り付ける前に、コラーゲンがコラーゲンシートから流れてしまい、有効に利用できない可能性がある。
【0031】
本発明者は、この減圧加熱の条件によって、コラーゲンシートからの外部(たとえば皮膚など)へのコラーゲンの移行量が変化することを見出した。すなわち、コラーゲンシートの用途に応じ、当該減圧加熱の条件を変化させることで、所望のコラーゲンの移行量となるコラーゲンシートを製造することができるようになる。具体的には、たとえば、化粧品のフェイスマスク用途としてのコラーゲンシートを製造する場合には、外部へのコラーゲンの移行量を多めにするため、好ましくは90〜120℃(より好ましくは100〜110℃)の温度で、好ましくは10Torr以下(より好ましくは1Torr以下)にて、好ましくは0.5〜4時間(より好ましくは1〜3時間)かけて減圧加熱する。また、たとえば、医療製品の絆創膏用途などとしてコラーゲンシートを製造する場合には、外部へのコラーゲンの移行量を少なめにするために、好ましくは90〜120℃(より好ましくは100〜110℃)の温度で、好ましくは10Torr以下(より好ましくは1Torr以下)にて、好ましくは16〜32時間(より好ましくは20〜28時間)かけて減圧加熱する。これは、減圧加熱処理の条件を変化させることで、シート状の「コラーゲン分子同士の繋がりの状態」と、「コラーゲンと基材の繋がりの状態」の双方を同時に調節できることにより、コラーゲンの移行量が制御され得ると考えられる。
【0032】
減圧加熱は、市販の適宜の減圧加熱器を用いて行うことができる。好適な減圧加熱器として、たとえばプログラムバキュームオーブン(東京理化器械株式会社製、型番VOS−450VD)を挙げることができる。
【0033】
上述した噴霧工程、真空凍結乾燥工程および減圧加熱工程を含む本発明のコラーゲンシートによれば、用途に応じて外部へのコラーゲンの移行量を制御させた、コラーゲンシートを従来技術と比較しても非常に簡便な方法にて好適に製造できる。たとえば、肌に付着させ、コラーゲンシートを取り去った後の保湿効果を従来品より持続させ得る、スキンケア効果に優れたコラーゲンシートを好適に製造することができる。
【0034】
以下に実験例を挙げて、本発明をさらに詳しく説明するが、本発明はこれら実験例に限定されるものではない。
【0035】
<実験例1>
特開2004−269478号公報に開示された方法で製造されたコラーゲン1gを秤量し、5℃の精製水を加えて100gの液とした。これを5℃の温度条件下で250rpm、72時間攪拌して、均等に分散させた。その後、さらに5℃の精製水を加えて1000gとした。さらに5℃の温度条件下で250rpm、72時間攪拌して、より均等に分散させた。このようにして、コラーゲン分散液を調製した。
【0036】
既製のポリプロピレン製の不織布を180mm×90mmの大きさに切断した。これをイソプロパノールで3時間浸漬し、3分間穏やかに攪拌した後、純水での流水洗浄を施し、110℃、24時間、1.0mmHg(Torr)の条件下で乾燥させた。この減圧乾燥済みの不織布を、電子天秤にて秤量した。この時点での不織布の重量を「重量A」とした。
【0037】
次に、上述のようにして洗浄、乾燥した不織布を基材1として、図1に模式的に示したようなシステムを用いて、5℃の温度条件下でコラーゲン分散液の噴霧を行った。噴霧器3としては、微霧発生ノズルを装着したBIM V80075S((株)いけうち製)を用い、この噴霧器3にPTFE(ポリテトラフルオロエチレン)製のチューブ4を介してコラーゲン分散液2を供給するとともに、エアー5を0.2MPa、50N/分供給するようにした。203mm×293mm×12mmのスチロールトレーを用意し、その中に、基材1として不織布を3枚並べ、この3枚の不織布に対しコラーゲン分散液40mlを均等に噴霧した。
【0038】
次に、コラーゲン分散液を噴霧した不織布を、トレーごと0.05mmHg(Torr)に減圧して真空凍結乾燥を行った。まずは−20℃で2時間凍結を行った。次に、−20℃から12℃まで8.5時間かけて昇温した。この最中にも乾燥作業が進んでいる。さらに、12℃にて3時間乾燥を継続した。
【0039】
次に、真空凍結乾燥させたコラーゲン分散液を噴霧した不織布を、ステンレスバットに移し、110℃、3、6、12、24時間、1.0mmHg(Torr)の条件下で減圧加熱処理を施した。このようにしてコラーゲンシートのサンプルを作製した。得られたコラーゲンシートのサンプルを電子天秤にて秤量した。この時点でのサンプルの重量を「重量B」とした。
【0040】
〔評価試験〕
上述のようにして作製した各コラーゲンシートのサンプルについて、外部へのコラーゲンの移行状況を確認するために以下の試験を行った。
【0041】
192mm×102mm×10mmのトレーに、25℃、50mlの精製水を投入した。ここに、コラーゲンシートのサンプルを、コラーゲン噴霧面が精製水面に直接、接するように浸した。浸漬時間は、10分間、20分間および30分間とし、3回行った。
【0042】
浸漬後のサンプルをスチロールトレーに並べ、0.05mmHg(Torr)に減圧して真空凍結乾燥を行った。まずは−20℃で2時間凍結を行った。次に、−20℃から12℃まで8.5時間かけて昇温した。この最中にも乾燥作業が進んでいる。さらに、12℃にて3時間乾燥を継続した。真空凍結乾燥後のサンプルを電子天秤にて秤量した。この時点でのサンプルの重量を「重量C」とした。
【0043】
下記式で、移行率を算出した。
移行率(%)={(重量B)−(重量C)}/{(重量B)−(重量A)}×100
10分間浸漬させた場合の結果を表1に、20分間浸漬させた場合の結果を表2に、30分間浸漬させた場合の結果を表3にそれぞれ示す。
【0044】
【表1】

【0045】
【表2】
【0046】
【表3】
【0047】
表1〜3に示した結果より、減圧加熱処理の時間が3時間の場合には、57〜60%程度移行するが、24時間の場合には23〜28%程度の移行に留まることが分かった。なお、3〜24時間の範囲では、減圧加熱処理の時間が短いほど移行率が高くなる傾向があるため、減圧加熱処理が短時間である方がシートとして有用なように捉えられる可能性があるが、必ずしもそうでない。
【0048】
今回開示された実施の形態および実験例は、全ての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内での全ての変更が含まれることが意図される。
【図面の簡単な説明】
【0049】
【図1】本発明のコラーゲンシートの製造方法における噴霧工程の好ましい一例を模式的に示す図である。
【符号の説明】
【0050】
1 基材、2 コラーゲン分散液、3 噴霧器、4 チューブ、5 エアー、6 コラーゲン。
【技術分野】
【0001】
本発明は、不織布などの基材にコラーゲンを含ませたコラーゲンシートを製造する方法に関する。
【背景技術】
【0002】
コラーゲンは動物の真皮、腱、筋膜などに豊富に含まれている分子量約10万のポリペプチド鎖3本がまとまって右巻きの三重らせん構造(コラーゲンヘリックス構造)を形成している長さ約300nm、直径1.5nmの棒状分子であり、生体に不可欠な物質であるため、生体親和性にも優れている。このため、これを用いた美容、健康、医療製品などが広く利用されている。
【0003】
一般に肌外部からコラーゲンを接することによるコラーゲンの肌への美容効果としては、保湿効果が知られている。たとえば、「コラーゲンの秘密に迫る」藤本大三郎著、(株)裳華房、p.44〜69(1998)(非特許文献1)には、コラーゲンは、細長い棒状の主鎖と、多くの親水性の側鎖とを有する構成をとっていると記載されている。すなわち、コラーゲンの保湿効果は、これら親水性の側鎖が水分を捕らえることに起因していると考えられる。
【0004】
コラーゲンを用いた美容・健康製品としては、ジェル状、クリーム状などのほかに、スキンケアを目的としたコラーゲンマスク材、パック材などのコラーゲンシートなども開発、使用されている。
【0005】
このコラーゲンシートをコラーゲンのみで構成する場合、シートを貼る際や、所定の化粧水を含浸させた際にシートの強度をある程度保持するために、コラーゲンの不溶化のための架橋を行い、コラーゲンを厚み1mm程度の層として形成している。このようなコラーゲンシートの作製方法としては、たとえば特公平7−088433号公報(特許文献1)などに記載された方法が挙げられる。特許文献1に開示された作製方法では、浅皿状のトレー内にシート1枚分のコラーゲン溶液を、目的とするシート厚みが得られる程度の厚みで流し込んだ後、真空凍結乾燥を行い、コラーゲン溶液の水分を昇華除去することにより、多孔質のコラーゲンシートを得ている。
【0006】
しかしながら、コラーゲンのみで構成されたコラーゲンシートの場合、層形成のため、本来、肌に潤いを与える作用に寄与すべきコラーゲンのうち、その多くをシート形成の強度維持のために使用しなければならない。したがって、このようなコラーゲンシートでは、高価で貴重な原料コラーゲンをスキンケアの有効成分として十分に活用できていないという問題点があった。
【0007】
また、たとえば特開2004−51521号公報(特許文献2)には、不織布に乾燥した化粧品成分を含有させた化粧料として、不織布を基材として用い、これをコラーゲンで被覆したコラーゲンシートも提案されている。このように不織布を基材として用いた場合、シート強度が基材で保持されるので、1シートあたりに用いるコラーゲン量を減らすことが可能である。しかしながら、肌に接する反対面、あるいは不織布内部に留まっているコラーゲンは、スキンケアに十分には関与しない。
【0008】
特許文献2に開示されたコラーゲンシートでは、不織布の片面だけにコラーゲンなどの化粧品成分をオフセット印刷で保持させている。しかしながら、この方法をとるには、オフセット印刷という大掛かりな装置と、大きな駆動エネルギーが必要となる。また不織布への化粧料保持は、この印刷条件に依存すると考えられるものの、特許文献2には具体的な条件提示が全く示されていない。
【0009】
また、特開2002−220319号公報(特許文献3)には、不織布の上に、コラーゲンを由来とするタンパク質を含有させた有機物で形成された粘着剤層を積層し、当該粘着剤層を架橋させた化粧用粘着シートが開示されている。特許文献3に開示された発明では、皮膚面に貼付した際の密着性や固定性を向上させるため、粘着剤層の形成を行っているが、このために、従来のコラーゲンシートなどになかったような、有機物層をわざわざ形成しなくてはならない。さらに、この粘着剤層形成には、化学的架橋を施しているため、層の主成分である有機物以外に架橋剤の添加が必要となる。これらより、このシートの形成は工程として煩雑となり、有機物成分などの資源も加えて必要となる。
【0010】
以上より、高価なコラーゲンを無駄なくスキンケアの有効成分として用いることができ、簡便な工程で、かつ安価に製造できるコラーゲンシートおよびその製造方法は、未だ不十分なものであった。
【特許文献1】特公平7−088433号公報
【特許文献2】特開2004−51521号公報
【特許文献3】特開2002−220319号公報
【非特許文献1】「コラーゲンの秘密に迫る」藤本大三郎著、(株)裳華房、p.44〜69(1998)
【発明の開示】
【発明が解決しようとする課題】
【0011】
ここで、コラーゲンシートが肌への保湿効果を持つのは、シートにあるコラーゲンが、予めシートに含ませた水分を捕らえることで、シート貼り付け時に肌へ保湿し続けることにあると考えられる。したがって、コラーゲンシートを取り外した後の肌について考えた場合、コラーゲンシートから肌表面にコラーゲンが必要量移行していれば、さらに保湿効果が持続すると考えられる。しかし、現状のコラーゲンシートはそのような観点で作られていないと考えられ、またコラーゲンシートからの外部へのコラーゲンの移行の状態について、検討されているような先行技術は見当たらない。
【0012】
本発明は上記課題を解決するためになされたものであって、その目的とするところは、皮膚など外部へのコラーゲンの移行量を制御することのできるコラーゲンシートの製造方法を提供することである。
【課題を解決するための手段】
【0013】
本発明者は、コラーゲンが基材に一旦保持され、かつ、肌への貼り付け時にコラーゲン成分が有効に肌の方へ移行するような状況にするために鋭意研究した結果、コラーゲンおよびそれを保持している基材に適当な処理を施すことで、コラーゲンシート製造時からスキンケア作用時までコラーゲンシート上でコラーゲンを十分に保持させ、さらには、スキンケア作用時にシート上からの肌へコラーゲンを適度に移行させることを狙い、コラーゲンシートからのコラーゲンの外部への移行量を制御する方法に着目し、本発明を完成するに至った。すなわち、本発明は次のとおりである。
【0014】
本発明のコラーゲンシートの製造方法は、基材にコラーゲン分散液を噴霧する工程と、コラーゲン分散液を噴霧した基材を真空凍結乾燥する工程と、真空凍結乾燥した基材を減圧加熱する工程とを含むことを特徴とする。
【0015】
本発明のコラーゲンシートの製造方法における基材は不織布であることが好ましい。
【発明の効果】
【0016】
本発明によれば、用途に応じて外部へのコラーゲンの移行量を制御させた、コラーゲンシートを好適に製造することができる。
【発明を実施するための最良の形態】
【0017】
本発明のコラーゲンシートの製造方法は、〔1〕噴霧工程と、〔2〕真空凍結乾燥工程と、〔3〕減圧加熱工程とを基本的に含む。以下、各工程について詳細に説明する。
【0018】
〔1〕噴霧工程
噴霧工程ではまず、基材にコラーゲン分散液を噴霧する。このように本発明のコラーゲンシートの製造方法では、コラーゲン自体を基材として用いないため、高価で貴重なコラーゲンをスキンケアの有効成分として関与しない部分に用いずに、無駄なく有効に利用することができる。さらに、コラーゲンをスキンケアに無駄なく有効に作用させ得る観点からは、基材の片面のみにコラーゲン分散液を噴霧するようにすることが好ましい。なお、本発明のコラーゲンシートの製造方法では、噴霧という手法で基材にコラーゲンを付着させることで、他の手法(たとえば、コラーゲン分散液への浸漬など)で基材にコラーゲンを付着させる場合と比較して、コラーゲンの付着量を制御しやすい、あるいは、片面のみに付着させやすいというような利点がある。
【0019】
ここで、本発明に用いられる基材としては、特に制限されるものではなく、たとえば不織布、紙材、布、樹脂シートなどが挙げられるが、中でも、安価で汎用性に優れることから、不織布が好ましい。不織布としては、具体的には、羊毛やコットンなどの天然繊維、レーヨンやアセテートなどの化学繊維、ガラス繊維や炭素繊維などの無機繊維などの不織布を用いることができるが、一般的に最も汎用なものの1つであり、入手しやすいことから、ポリプロピレン製不織布が特に好適である。
【0020】
なお、基材は、油分、埃などの不純物除去と衛生面から、予め洗浄され、乾燥処理を施されたものを用いることが好ましい。基材としてたとえばポリプロピレン製の不織布を用いる場合、イソプロパノール、エタノールなどに30分から6時間程度浸漬させた後、純水で流水洗浄し、40〜110℃、0.1〜10mmHg(Torr)減圧下で十分に乾燥させることが好適である。
【0021】
本発明に用いられるコラーゲン分散液としては、コラーゲンが分散媒に対し0.05〜2.0重量%となるように、コラーゲンを分散媒に分散させたものが好適である。コラーゲンが分散媒に対し0.05重量%未満である場合には、十分なコラーゲンの層を基材表面に形成することができず、また、2.0重量%を超える場合には、コラーゲン分散液の粘性が大きくなり、噴霧が困難となるためである。
【0022】
コラーゲン分散液に用いるコラーゲンとしては、たとえば哺乳類または魚類の皮膚から抽出され、工業的に製造された、従来公知の適宜のコラーゲンを特に制限なく用いることができる。中でも、牛、豚、鳥などの動物由来のコラーゲンでは牛海綿状脳症(BSE)や鳥インフルエンザなどによる人体への影響が危惧されるなどの理由から、このような虞のない水棲生物由来であるサケ、マスなどの魚類の皮膚から抽出されたコラーゲンが好ましく、特開2004−269478号公報にて本出願人が提案しているように、魚類の皮膚の表皮層と該表皮層側にある色素細胞を含む真皮層の部分とを不溶化処理する工程と、不溶化処理されていない真皮層の少なくとも一部を膨潤させる工程と、膨潤させた真皮層を回収する工程とを含む方法によって製造されたコラーゲンが特に好ましい。
【0023】
また本発明におけるコラーゲン分散液に用いられる分散媒としては、水、有機酸水溶液、無機酸水溶液などが好適に用いられ、中でも水が好ましく、さらには、純水(精製水)、超純水などが特に好ましい。
【0024】
図1は、本発明のコラーゲンシートの製造方法における噴霧工程の好ましい一例を模式的に示す図である。噴霧工程において、コラーゲン分散液を基材に噴霧する方法としては特に制限されるものではないが、たとえば図1に示すように、市販の噴霧器3にチューブ4を介してコラーゲン分散液2およびエアー5を供給し、基材1にコラーゲン6を噴霧する方法を挙げることができる。
【0025】
噴霧工程では、コラーゲンが好ましくは0.01〜0.1mg/cm2の範囲内となるように、基材上にコラーゲン分散液を噴霧する。コラーゲンが0.01mg/cm2未満である場合には、基材上のコラーゲンを面として形成することができない傾向にあるためであり、また、コラーゲンが0.1mg/cm2を超える場合には、得られたコラーゲンシートにおいてシートとして質感が損なわれてしまう傾向にあるためである。
【0026】
〔2〕真空凍結乾燥工程
続く真空凍結乾燥工程では、コラーゲン分散液を噴霧した基材を真空凍結乾燥する。なお、上述した噴霧工程の後に真空凍結乾燥を行わない場合、たとえば、自然乾燥あるいは熱風乾燥などを行った場合は、基材上のコラーゲンの質感が著しく損なわれるというような不具合がある。
【0027】
真空凍結乾燥の条件は、特に制限されないが、好ましくは−5℃以下、より好ましくは−20℃以下で凍結させる。凍結温度が−5℃を超える場合には、基材上のコラーゲン分散液が十分凍結しない、あるいは凍結までに時間を要するといった傾向にある。ただし、−40℃以下の温度で凍結を行ったとしても、凍結にかかる時間とエネルギーが無駄となることから、凍結温度は−40℃より高い温度であることが好ましい。
【0028】
上述した凍結の後、真空乾燥工程に入る。その際、真空乾燥を効率的に行うために、真空凍結乾燥棚の温度を適時上昇させることが好ましい。このときの温度としては5℃以上が好ましく、15〜40℃の範囲内であることがより好ましい。当該温度が5℃未満である場合には、乾燥の進行が遅く、処理時間を要するためであり、また、40℃を超える場合には、乾燥速度が急速なため、基材上のコラーゲンが水分とともに飛散する可能性があるためである。
【0029】
乾燥時の真空度は、0.03〜0.5mmHg(Torr)の範囲内とすることが好ましい。また、好適な真空凍結乾燥器として、たとえば、大型真空凍結乾燥器(日本テクノサービス株式会社製、型番:FD−10BM)や棚式真空凍結乾燥器(東京理化器械株式会社製、型番FD−550)などが挙げられる。
【0030】
〔3〕減圧加熱工程
続く減圧加熱工程では、上記真空凍結乾燥工程にて真空凍結乾燥させた、コラーゲン分散液を噴霧した基材を減圧加熱する。一般に製品コラーゲンシートをスキンケアに用いる場合には、まずはコラーゲンシートに水分を十分に含ませてから肌に貼り付けるが、ここでいう減圧加熱処理の時間が短すぎる、あるいはゼロであれば、コラーゲンシートを肌に貼り付ける前に、コラーゲンがコラーゲンシートから流れてしまい、有効に利用できない可能性がある。
【0031】
本発明者は、この減圧加熱の条件によって、コラーゲンシートからの外部(たとえば皮膚など)へのコラーゲンの移行量が変化することを見出した。すなわち、コラーゲンシートの用途に応じ、当該減圧加熱の条件を変化させることで、所望のコラーゲンの移行量となるコラーゲンシートを製造することができるようになる。具体的には、たとえば、化粧品のフェイスマスク用途としてのコラーゲンシートを製造する場合には、外部へのコラーゲンの移行量を多めにするため、好ましくは90〜120℃(より好ましくは100〜110℃)の温度で、好ましくは10Torr以下(より好ましくは1Torr以下)にて、好ましくは0.5〜4時間(より好ましくは1〜3時間)かけて減圧加熱する。また、たとえば、医療製品の絆創膏用途などとしてコラーゲンシートを製造する場合には、外部へのコラーゲンの移行量を少なめにするために、好ましくは90〜120℃(より好ましくは100〜110℃)の温度で、好ましくは10Torr以下(より好ましくは1Torr以下)にて、好ましくは16〜32時間(より好ましくは20〜28時間)かけて減圧加熱する。これは、減圧加熱処理の条件を変化させることで、シート状の「コラーゲン分子同士の繋がりの状態」と、「コラーゲンと基材の繋がりの状態」の双方を同時に調節できることにより、コラーゲンの移行量が制御され得ると考えられる。
【0032】
減圧加熱は、市販の適宜の減圧加熱器を用いて行うことができる。好適な減圧加熱器として、たとえばプログラムバキュームオーブン(東京理化器械株式会社製、型番VOS−450VD)を挙げることができる。
【0033】
上述した噴霧工程、真空凍結乾燥工程および減圧加熱工程を含む本発明のコラーゲンシートによれば、用途に応じて外部へのコラーゲンの移行量を制御させた、コラーゲンシートを従来技術と比較しても非常に簡便な方法にて好適に製造できる。たとえば、肌に付着させ、コラーゲンシートを取り去った後の保湿効果を従来品より持続させ得る、スキンケア効果に優れたコラーゲンシートを好適に製造することができる。
【0034】
以下に実験例を挙げて、本発明をさらに詳しく説明するが、本発明はこれら実験例に限定されるものではない。
【0035】
<実験例1>
特開2004−269478号公報に開示された方法で製造されたコラーゲン1gを秤量し、5℃の精製水を加えて100gの液とした。これを5℃の温度条件下で250rpm、72時間攪拌して、均等に分散させた。その後、さらに5℃の精製水を加えて1000gとした。さらに5℃の温度条件下で250rpm、72時間攪拌して、より均等に分散させた。このようにして、コラーゲン分散液を調製した。
【0036】
既製のポリプロピレン製の不織布を180mm×90mmの大きさに切断した。これをイソプロパノールで3時間浸漬し、3分間穏やかに攪拌した後、純水での流水洗浄を施し、110℃、24時間、1.0mmHg(Torr)の条件下で乾燥させた。この減圧乾燥済みの不織布を、電子天秤にて秤量した。この時点での不織布の重量を「重量A」とした。
【0037】
次に、上述のようにして洗浄、乾燥した不織布を基材1として、図1に模式的に示したようなシステムを用いて、5℃の温度条件下でコラーゲン分散液の噴霧を行った。噴霧器3としては、微霧発生ノズルを装着したBIM V80075S((株)いけうち製)を用い、この噴霧器3にPTFE(ポリテトラフルオロエチレン)製のチューブ4を介してコラーゲン分散液2を供給するとともに、エアー5を0.2MPa、50N/分供給するようにした。203mm×293mm×12mmのスチロールトレーを用意し、その中に、基材1として不織布を3枚並べ、この3枚の不織布に対しコラーゲン分散液40mlを均等に噴霧した。
【0038】
次に、コラーゲン分散液を噴霧した不織布を、トレーごと0.05mmHg(Torr)に減圧して真空凍結乾燥を行った。まずは−20℃で2時間凍結を行った。次に、−20℃から12℃まで8.5時間かけて昇温した。この最中にも乾燥作業が進んでいる。さらに、12℃にて3時間乾燥を継続した。
【0039】
次に、真空凍結乾燥させたコラーゲン分散液を噴霧した不織布を、ステンレスバットに移し、110℃、3、6、12、24時間、1.0mmHg(Torr)の条件下で減圧加熱処理を施した。このようにしてコラーゲンシートのサンプルを作製した。得られたコラーゲンシートのサンプルを電子天秤にて秤量した。この時点でのサンプルの重量を「重量B」とした。
【0040】
〔評価試験〕
上述のようにして作製した各コラーゲンシートのサンプルについて、外部へのコラーゲンの移行状況を確認するために以下の試験を行った。
【0041】
192mm×102mm×10mmのトレーに、25℃、50mlの精製水を投入した。ここに、コラーゲンシートのサンプルを、コラーゲン噴霧面が精製水面に直接、接するように浸した。浸漬時間は、10分間、20分間および30分間とし、3回行った。
【0042】
浸漬後のサンプルをスチロールトレーに並べ、0.05mmHg(Torr)に減圧して真空凍結乾燥を行った。まずは−20℃で2時間凍結を行った。次に、−20℃から12℃まで8.5時間かけて昇温した。この最中にも乾燥作業が進んでいる。さらに、12℃にて3時間乾燥を継続した。真空凍結乾燥後のサンプルを電子天秤にて秤量した。この時点でのサンプルの重量を「重量C」とした。
【0043】
下記式で、移行率を算出した。
移行率(%)={(重量B)−(重量C)}/{(重量B)−(重量A)}×100
10分間浸漬させた場合の結果を表1に、20分間浸漬させた場合の結果を表2に、30分間浸漬させた場合の結果を表3にそれぞれ示す。
【0044】
【表1】
【0045】
【表2】
【0046】
【表3】
【0047】
表1〜3に示した結果より、減圧加熱処理の時間が3時間の場合には、57〜60%程度移行するが、24時間の場合には23〜28%程度の移行に留まることが分かった。なお、3〜24時間の範囲では、減圧加熱処理の時間が短いほど移行率が高くなる傾向があるため、減圧加熱処理が短時間である方がシートとして有用なように捉えられる可能性があるが、必ずしもそうでない。
【0048】
今回開示された実施の形態および実験例は、全ての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内での全ての変更が含まれることが意図される。
【図面の簡単な説明】
【0049】
【図1】本発明のコラーゲンシートの製造方法における噴霧工程の好ましい一例を模式的に示す図である。
【符号の説明】
【0050】
1 基材、2 コラーゲン分散液、3 噴霧器、4 チューブ、5 エアー、6 コラーゲン。
【特許請求の範囲】
【請求項1】
基材にコラーゲン分散液を噴霧する工程と、
コラーゲン分散液を噴霧した基材を真空凍結乾燥する工程と、
真空凍結乾燥した基材を減圧加熱する工程とを含む、コラーゲンシートの製造方法。
【請求項2】
基材が不織布である、請求項1に記載のコラーゲンシートの製造方法。
【請求項1】
基材にコラーゲン分散液を噴霧する工程と、
コラーゲン分散液を噴霧した基材を真空凍結乾燥する工程と、
真空凍結乾燥した基材を減圧加熱する工程とを含む、コラーゲンシートの製造方法。
【請求項2】
基材が不織布である、請求項1に記載のコラーゲンシートの製造方法。
【図1】

【公開番号】特開2010−100535(P2010−100535A)
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願番号】特願2008−271049(P2008−271049)
【出願日】平成20年10月21日(2008.10.21)
【出願人】(000126115)エア・ウォーター株式会社 (254)
【Fターム(参考)】
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願日】平成20年10月21日(2008.10.21)
【出願人】(000126115)エア・ウォーター株式会社 (254)
【Fターム(参考)】
[ Back to top ]