
コルゲートチューブ供給装置
【課題】コルゲートチューブを、絡みを抑制してスムーズに供給すること。
【解決手段】コルゲートチューブ1を外周部に巻付可能な巻付体26が立設され、コルゲートチューブ1の環状束5を、巻付体26を囲う態様で載置状に支持可能であると共に、巻付体26を中心に回転可能な回転部材23と、回転部材23に載置状に支持された環状束5の内側から抜き出されたコルゲートチューブ1を、巻付体26の外周部に巻き付けつつ引き出す引出機構部40とを備える。
【解決手段】コルゲートチューブ1を外周部に巻付可能な巻付体26が立設され、コルゲートチューブ1の環状束5を、巻付体26を囲う態様で載置状に支持可能であると共に、巻付体26を中心に回転可能な回転部材23と、回転部材23に載置状に支持された環状束5の内側から抜き出されたコルゲートチューブ1を、巻付体26の外周部に巻き付けつつ引き出す引出機構部40とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
コルゲートチューブを供給する技術に関する。
【背景技術】
【0002】
コルゲートチューブを調尺切断機等の加工、処理装置に供給する方法として、繰出方向に回転されるサプライテーブルにコルゲートチューブが環状に巻回された束を載置し、この束の外側から引き出したコルゲートチューブをプレフィーダーにより送り出す方法がある。
【0003】
なお、特許文献1には、電線を巻回して形成されたコイルから電線を繰り出す構成が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−115363号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
コルゲートチューブ、電線等の長尺物を、サプライテーブルに載置した環状の束から引き出して供給する場合、束の巻き始めと巻き終わりとでその直径が異なるため、サプライテーブルの回転による繰出速度とプレフィーダーによる送り速度とが合わなくなることがある。これにより、コルゲートチューブ、電線等の長尺物を束から引き出す際に、当該長尺物が束の間に食い込んで絡みが発生する恐れがある。
【0006】
特に、コルゲートチューブは、その形状及び軸方向の伸縮性により、サプライテーブルに載置される際に束がくずれて粗雑に重なりやすいうえに、絡まりやすく解けにくいという難点がある。このため、コルゲートチューブを束から引き出し困難になったり、絡まったコルゲートチューブが束ごと一緒に持ち上げられてプレフィーダーの入口に詰まったりする等、絡みによる不具合が発生する恐れがあった。
【0007】
そこで、本発明は、コルゲートチューブを、絡みを抑制してスムーズに供給することを目的とする。
【課題を解決するための手段】
【0008】
第1の態様に係るコルゲートチューブ供給装置は、コルゲートチューブを供給するコルゲートチューブ供給装置であって、前記コルゲートチューブを外周部に巻付可能な巻付体が立設され、前記コルゲートチューブの環状束を、前記巻付体を囲う態様で載置状に支持可能であると共に、前記巻付体を中心に回転可能な回転部材と、前記回転部材に載置状に支持された前記環状束の内側から抜き出された前記コルゲートチューブを、前記巻付体の前記外周部に巻き付けつつ引き出す引出機構部とを備える。
【0009】
第2の態様に係るコルゲートチューブ供給装置は、第1の態様に係るコルゲートチューブ供給装置であって、前記回転部材を、前記コルゲートチューブを繰り出す向きに回転駆動可能な回転駆動機構部をさらに備え、前記回転部材は、前記回転駆動機構部に対して、前記コルゲートチューブを繰り出す向きに空転可能である。
【0010】
第3の態様に係るコルゲートチューブ供給装置は、第2の態様に係るコルゲートチューブ供給装置であって、前記回転駆動機構部は、中心軸周りの回転により、前記回転部材に対して前記コルゲートチューブを繰り出す向きに回転力を作用させるように、前記回転部材に接触する接触ローラと、前記接触ローラを回転駆動可能な回転駆動部とを有し、前記回転部材は、前記引出機構部による前記コルゲートチューブの引き出し力により、前記接触ローラに対して滑り可能である。
【0011】
第4の態様に係るコルゲートチューブ供給装置は、第2又は3の態様に係るコルゲートチューブ供給装置であって、前記引出機構部による前記コルゲートチューブの引出速度は、前記回転駆動機構部により回転駆動される前記回転部材による前記コルゲートチューブの繰出速度より速く設定されている。
【0012】
第5の態様に係るコルゲートチューブ供給装置は、第1〜4の態様のいずれか一態様に係るコルゲートチューブ供給装置であって、前記引出機構部から送り出され、前記引出機構部と前記コルゲートチューブの供給先との間に介在する前記コルゲートチューブの弛み状態を検知可能な検知部と、前記検知部の検知情報に基づいて、前記引出機構部による前記コルゲートチューブの引出速度を制御可能な制御部とをさらに備える。
【発明の効果】
【0013】
第1の態様に係るコルゲートチューブ供給装置によると、環状束の内側から抜き出されるコルゲートチューブを、引出機構部により、巻付体の外周部に巻き付けつつ引き出すように構成されている。このため、環状束から抜き出されるコルゲートチューブが環状束の間に入り込むことを抑制すると共に、巻付体の外周部に巻き付いた位置からコルゲートチューブが引き出される。これにより、コルゲートチューブを、絡みを抑制してスムーズに供給することができる。
【0014】
第2の態様に係るコルゲートチューブ供給装置によると、回転駆動機構部により、コルゲートチューブを繰り出す向きに回転部材を回転駆動するため、環状束から引き出されるコルゲートチューブに加わる負荷をより小さく抑えることができる。また、回転部材は、回転駆動機構部に対して、コルゲートチューブを繰り出す向きに空転可能であるため、引出機構部の引出速度が速い場合でも、その速度に応じてコルゲートチューブを引き出すことができる。これにより、コルゲートチューブの伸び、引掛り及び環状束の持ち上げを抑制でき、よりスムーズにコルゲートチューブを供給することができる。
【0015】
第3の態様に係るコルゲートチューブ供給装置によると、中心軸周りの回転により、回転部材に対してコルゲートチューブを繰り出す向きに回転力を作用させるように、回転部材に接触する接触ローラを、回転駆動部によって回転駆動することにより回転部材を回転させている。そして、回転部材は、引出機構部によるコルゲートチューブの引き出し力により、接触ローラに対して滑り可能になっている。すなわち、引出機構部の引き出し力により回転部材に対して加わる回転方向の力が、接触ローラと回転部材との間の摩擦力より大きくなると、回転部材が接触ローラに対して滑って空転される。このように、比較的単純な構成により、引出機構部の引出速度が速い場合でも、その速度に応じてコルゲートチューブを引き出し、よりスムーズにコルゲートチューブを供給することができる。
【0016】
第4の態様に係るコルゲートチューブ供給装置によると、引出機構部によるコルゲートチューブの引出速度は、回転駆動機構部により回転駆動される回転部材によるコルゲートチューブの繰出速度より速く設定されている。このため、環状束の内側から抜き出されるコルゲートチューブを、より確実に巻付体に巻き付けながら引き出すことができる。これにより、コルゲートチューブの絡みを抑制し、よりスムーズにコルゲートチューブを供給することができる。
【0017】
第5の態様に係るコルゲートチューブ供給装置によると、引出機構部とコルゲートチューブの供給先との間に介在するコルゲートチューブの弛み状態を検知すると共に、この検知情報に基づいて引出機構部の引出速度を調節できる。これにより、当該コルゲートチューブの弛み状態を調節することができ、コルゲートチューブの供給先に対してコルゲートチューブを不足なしに供給することができる。
【図面の簡単な説明】
【0018】
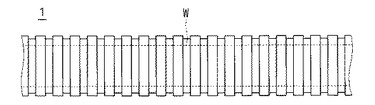
【図1】コルゲートチューブを示す図である。
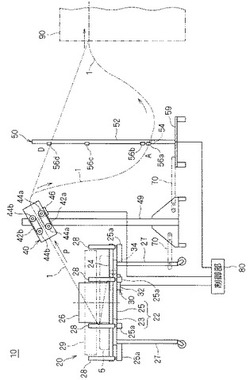
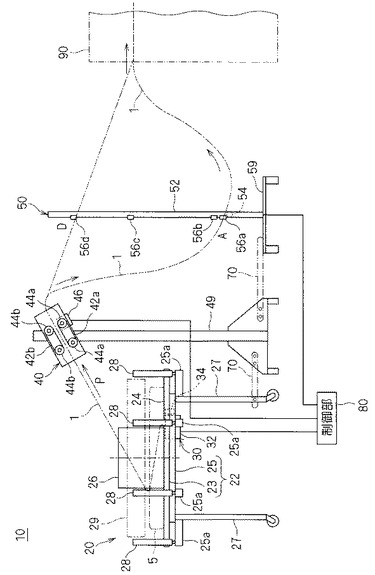
【図2】コルゲートチューブ供給装置の概略側面図である。
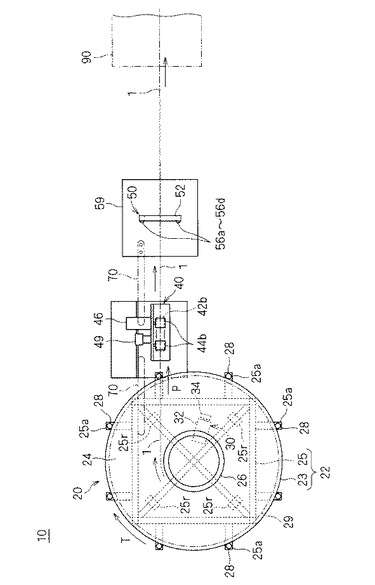
【図3】コルゲートチューブ供給装置の概略平面図である。
【図4】回転駆動機構部と回転部材との関係を示す図である。
【図5】接触ローラと回転部材との動作関係を示す図である。
【図6】引出機構部を示す概略側面図である。
【図7】引出機構部を示す概略平面図である。
【図8】供給テーブルと引出機構部との間のコルゲートチューブの様子を示す側面図である。
【図9】供給テーブルと引出機構部との間のコルゲートチューブの様子を示す正面図である。
【図10】弛み状態検知部を示す正面図である。
【発明を実施するための形態】
【0019】
実施形態に係るコルゲートチューブ供給装置について説明する。コルゲートチューブ供給装置は、図1に示すコルゲートチューブ1を、コルゲートチューブ1について種々の加工、処理を行う装置に対して供給するための装置である。
【0020】
説明の便宜上、まず、コルゲートチューブ1について説明する。コルゲートチューブ1は、自動車等に配設される電線Wを、熱、周辺部材との接触等から保護するために用いられる保護材である(図1参照)。より具体的には、コルゲートチューブ1は、樹脂等により、長手方向に凹部と凸部とを交互に連続して有する長尺筒状に形成された部材である。このコルゲートチューブ1は、製造後に搬送、保管用の筒体等に巻回され、環状束5の態様で保持される。
【0021】
上記コルゲートチューブ1は、必要に応じた長さに調尺切断され、スリット加工が施される。そして、調尺切断及びスリット加工されたコルゲートチューブ1は、スリットを通じて一本又は複数本の電線Wに被せられてテープ巻きされ、電線Wの保護構造を形成する。
【0022】
本コルゲートチューブ供給装置10は、上記のような調尺切断前のコルゲートチューブ1を、コルゲートチューブ1の加工、処理装置に対して供給するための装置である。ここでは、コルゲートチューブ1を調尺切断機90に供給する例で説明する(図2、図3参照)。調尺切断機90は、図示省略の送りローラ等によりコルゲートチューブ1を長手方向に設定量送り、設定量送ったところで図示省略の切断刃により切断して所望の長さのコルゲートチューブ1を得る装置である。もっとも、コルゲートチューブ供給装置10は、環状束5のコルゲートチューブ1を種々の加工、処理装置に供給する用途に適用可能で、例えば、調尺切断前のコルゲートチューブ1をスリット形成装置に供給する場合にも適用可能である。
【0023】
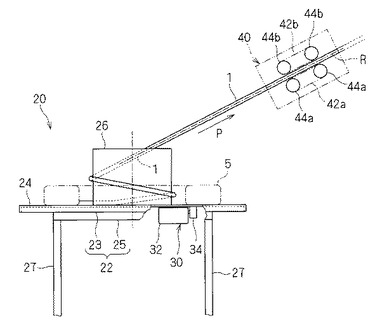
コルゲートチューブ供給装置10は、供給テーブル20と、引出機構部40と、弛み状態検知部50とを備えている。概略的には、コルゲートチューブ供給装置10は、供給テーブル20に支持される環状束5から、引出機構部40によりコルゲートチューブ1を引き出す。そして、引出機構部40から送り出されるコルゲートチューブ1を、その下流側位置で弛み状態検知部50の位置で弛み状態を調節しつつ調尺切断機90に供給するように構成されている。図3に示すように、供給テーブル20と引出機構部40と弛み状態検知部50とは、調尺切断機90に対して略直線上に順に並んで配設されている。
【0024】
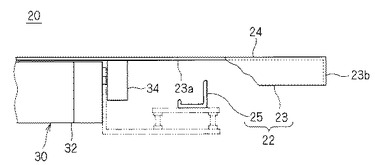
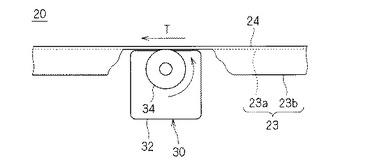
供給テーブル20は、回転部材23と回転支持部25とを有する回転作業台22と、巻付体26とを有している(図2、図3参照)。
【0025】
回転作業台22は、回転支持部25に対して回転部材23が相対回転可能に支持された構成である。
【0026】
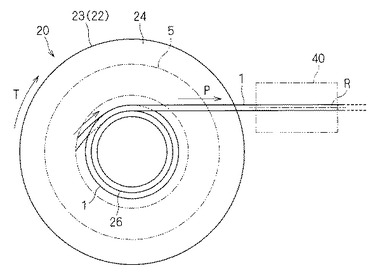
回転部材23は、コルゲートチューブ1が巻回された環状束5を載置状に支持可能に構成された部材である。より具体的には、回転部材23は、平面視円形状に形成され、上方を向く載置面24を有する円板部23aと、その外周部から載置面24に対する直交方向に沿って載置面24とは反対側に向けて突出する周壁23bとを有している(図4参照)。
【0027】
回転支持部25は、回転部材23をその中心軸周りに回転可能に支持する部材である。より具体的には、回転支持部25は、仮想円周上に、その半径方向に沿った回転軸周りに回転可能に支持された(ここでは略矩形枠状の基部に支持された)回転支持ローラ25rを複数有する構成である。そして、回転支持部25は、複数の回転支持ローラ25r上に回転部材23(円板部23a)が載置された状態で、回転部材23を回転可能に支持している。ここでは、回転支持部25は、回転部材23の半径方向において、周壁23bの内側に配設されている(図4参照)。また、回転支持部25は、後述する回転駆動機構部30をその内側に配設可能に構成されている(図3参照)。
【0028】
この回転作業台22は、回転部材23の載置面24が略水平になる姿勢で、支持体27により支持されている。より具体的には、支持体27は、回転支持部25に対して取り付けられることにより回転作業台22を支持している。ここでは、支持体27は、図2に示すように、キャスターが取り付けられた4本の脚部で構成され、それぞれ回転支持部25に対して取り付けられている(図2参照)。もっとも、支持体27は、回転部材23が回転可能なように、上記姿勢で回転作業台22を支持可能であれば、他の形態でもよい。
【0029】
巻付体26は、コルゲートチューブ1をその外周部に巻付可能に形成された部材である。より具体的には、巻付体26は、円筒形状に形成され、その中心軸が回転部材23の中心軸と略一致するように、載置面24上に立設(ここでは、載置面24に対して溶接により固定)されている(図2、図3参照)。すなわち、コルゲートチューブ1の環状束5は、巻付体26を囲う態様で、回転部材23の載置面24上に載置状に支持されるようになっている。
【0030】
巻付体26は、環状束5の内側から抜き出したコルゲートチューブ1が巻付体26の外周面に接触した状態で、当該コルゲートチューブ1と環状束5の内側部分との間に隙間ができる程度の直径に形成されているとよい。換言すると、巻付体26は、環状束5の内径に対して、コルゲートチューブ1の直径の2倍分より小さい直径に形成されているとよい。さらに好ましくは、巻付体26は、上記条件を満足したうえで、可能な限り直径を大きく形成されているとよい。すなわち、回転部材23に対して回転方向に作用する力の作用点が、回転部材23の中心軸に対してその半径方向に離間するほど、小さい力で回転部材23を回転させることができる。ここでは、巻付体26に巻き付いたコルゲートチューブ1が引き出されることにより、巻付体26の半径方向において外周面の位置で回転部材23に対する回転方向の力が作用するため、巻付体26の直径を大きくすると良い。また、巻付体26の直径は、コルゲートチューブ1が、巻き付いたときに伸び及び凹み等の過度の変形をしないような直径である。
【0031】
また、巻付体26の高さは、巻付体26に巻き付いたコルゲートチューブ1を引き出す際に、コルゲートチューブ1が巻付体26の上端部を越えて外れない程度に高く設定されているとよい(図8参照)。さらに、巻付体26は、巻付体26に巻き付いたコルゲートチューブ1が高さ方向に外れることを抑制するため、コルゲートチューブ1が巻き付く範囲においては、高さ方向に同径であることが好ましい。上側に外れることを抑制するために、巻付体26を下側部分より上側部分の方が大径に形成されてもよいが、巻付体26に巻き付いたコルゲートチューブ1の引き出し易さという観点から、ここでは、巻付体26は高さ方向に同径に形成されている。
【0032】
もっとも、巻付体26の直径及び高さは、回転部材23の直径、コルゲートチューブ1、環状束5の大きさ、繰り出し及び引出速度、引出方向P等に応じて、実験的或いは経験的に決定されるとよい。
【0033】
また、ここでは、巻付体26の外周面には、滑りをよくする(摩擦抵抗を小さくする)ために、テフロン(登録商標)加工が施されている。
【0034】
もっとも、巻付体26は、円筒形状に限定されるものではなく、環状束5から引き出されるコルゲートチューブ1をその外周部に巻き付け可能な形状であればよい。例えば、巻付体26は、多角筒形状、回転部材23の載置面に対して仮想円上に複数のロッドが立設された態様等であってもよい。
【0035】
そして、回転部材23の載置面24上に載置状に支持される環状束5の内側からコルゲートチューブ1の一端部を斜め上方に引き出すと、コルゲートチューブ1は引き出し力により巻付体26の外周面に巻き付き、その半径方向において、環状束5内のコルゲートチューブ1から内側に向けて分離されるように抜き出される(図9参照)。
【0036】
また、供給テーブル20は、回転部材23の回転をガイドするガイドローラ28を有している(図2、図3参照)。このガイドローラ28は、回転部材23の周壁23bの外周面に接触可能で、回転部材23の水平方向の移動を規制するように構成されている。より具体的には、ガイドローラ28は、中心軸周りに回転可能な円柱状に形成されている。そして、ガイドローラ28は、一端部が周壁23bの外側に延出すると共に他端部が支持体27に固定された支持片25aにより、周面が周壁23bの外周面に接触可能な位置で、中心軸周りに回転可能に支持されている。ここでは、周方向に略等間隔に離間した位置で、8個のガイドローラ28が配設されている。もっとも、ガイドローラ28は、8個に限られず、回転部材23の水平方向に規制可能なように3個以上の複数であればよい。
【0037】
さらに、供給テーブル20は、回転部材23上から引き出されるコルゲートチューブ1が上記複数のガイドローラ28(或いはそれを支持する部材の一部)に引掛かることを防止する引掛かり防止部29を有している(図2、図3参照)。引掛かり防止部29は、平面視において、複数のガイドローラ28全部の周面に外接する仮想円と同じかそれより小さい(ここでは僅かに小さい)外径を有する円環状に形成された帯状部材である。この引掛かり防止部29は、回転部材23の上方で、複数のガイドローラ28の内側の位置に配設されている。より具体的には、引掛かり防止部29は、その上端部が、複数のガイドローラ28(及びそれを支持する部材の一部)と同じ位置かそれより高い位置にくるように配設される。これにより、回転部材23上に載置状に支持される環状束5から引き出されるコルゲートチューブ1が複数のガイドローラ28(或いはそれを支持する部材の一部)に引掛かることを防止することができる。すなわち、コルゲートチューブ1は、複数のガイドローラ28(或いはそれを支持する部材の一部)に接触する前に、引掛かり防止部29に接触するため、複数のガイドローラ28には引掛からないようになっている。
【0038】
なお、引掛かり防止部29は、回転部材23に固定されていてもよいし、回転支持部25或いは支持体27に固定されていてもよい。
【0039】
また、供給テーブル20は、回転部材23を回転駆動可能な回転駆動機構部30を有している(図2、図3参照)。回転駆動機構部30は、回転部材23を、コルゲートチューブ1を繰り出す向きに回転駆動可能に構成されている。そして、この回転駆動機構部30に対して、回転部材23は、コルゲートチューブ1を繰り出す向きに空転可能にされている。より具体的には、回転駆動機構部30は、接触ローラ34と、接触ローラ34を回転駆動可能な回転駆動部32とを有している。
【0040】
回転駆動部32は、減速機付きモータを採用している。好ましくは、回転駆動部32は、回転速度を変更(ここでは高速と低速の2段階に変更)可能なようにサーボモータ或いはスピードコントローラを設けたモータ等を採用するとよい。回転駆動部32の駆動軸には、略円柱状の接触ローラ34が取り付けられている。この接触ローラ34は、少なくとも外周部分が摩擦係数の比較的高い材料(ここではゴム)により形成されている。
【0041】
この回転駆動機構部30は、接触ローラ34が、中心軸周りの回転により、回転部材23に対してコルゲートチューブ1を繰り出す向きに回転力を作用させるように、回転部材23に接触するように配設されている。ここでは、接触ローラ34の外周面(ゴム部分)が、回転部材23の円板部23aのうち載置面24に対する反対側の面(裏側面)に接触している(図4、図5参照)。より具体的には、回転駆動機構部30は、接触ローラ34の回転軸が回転部材23の回転中心軸に対する放射方向に沿う姿勢で、且つ、接触ローラ34の外周面が回転部材23の回転中心軸から離間した位置で回転部材23に接触する位置に配設されている(図3参照)。すなわち、回転部材23の回転軸と略直交する回転軸周りに接触ローラ34を回転駆動し、接触ローラ34と回転部材23の裏側面との間の摩擦力により、回転部材23を回転させる構成である。
【0042】
なお、回転駆動機構部30は、回転支持部25に干渉しないように、回転部材23の半径方向において、周壁23bの内側で且つ回転支持部25の内側の位置に、回転支持部25対して支持具(図4の二点鎖線部分)等を介して支持されている。
【0043】
ここで、回転部材23に対して、繰出方向Tに、接触ローラ34と回転部材23の裏側面との間の摩擦力より大きな外力が作用すると、接触ローラ34に対して回転部材23が空転(滑りが発生)する。すなわち、環状束5の内側から引き出されて巻付体26に巻き付いたコルゲートチューブ1が、回転部材23の回転駆動による繰出速度より速い速度で引き出されると、コルゲートチューブ1の巻付体26に対する巻付力によって回転部材23に対して繰出方向Tの外力が作用し、回転部材23は接触ローラ34に対して滑って空転するようになっている。ここでは、後述する引出機構部40によるコルゲートチューブ1の引き出し力により、回転部材23の接触ローラに対する滑りが発生する。
【0044】
もっとも、回転駆動機構部30は、上記構成に限定されるものではなく、回転部材23をコルゲートチューブ1の繰出方向Tに空転可能且つ回転駆動可能できあればよい。例えば、回転駆動機構部30は、回転駆動部32を駆動軸が回転部材23の回転軸と同方向になるように配設し、回転部材23(周壁23b)の外周面に接触ローラ34を接触させて回転部材23を空転可能に回転駆動する構成であってもよい。
【0045】
他にも、回転部材23を繰出方向Tに空転させる機構として、回転駆動機構部30は、回転駆動部32により、ワンウェイクラッチを含む伝達機構を介して回転部材23を回転駆動する構成を採用してもよい。例えば、回転部材23の中心に設けた回転軸部を、ワンウェイクラッチを含む伝達機構を介して回転駆動部32で回転させ、回転部材23を回転駆動する構成でもよい。
【0046】
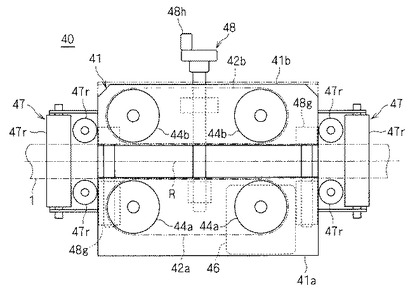
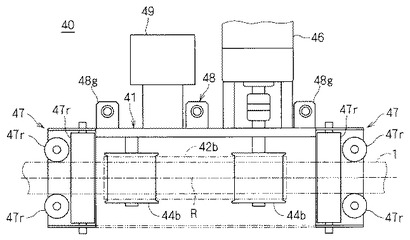
引出機構部40は、回転部材23に載置状に支持される環状束5の内側から抜き出したコルゲートチューブ1を、巻付体26の外周部に強制的に巻き付けつつコルゲートチューブ1の軸方向に引き出すように構成されている。より具体的には、引出機構部40は、引き出し力により、コルゲートチューブ1が巻付体26の外周部に対して半径方向内側に向けて力を作用させるように(すなわち強制的に)、コルゲートチューブ1を巻付体26に巻き付け可能である。ここで、巻き付けの程度は、巻付体26の全周において巻き付けられる場合に限られず、周方向に部分的(例えば半周程度)に巻き付けられる程度であってもよい。この引出機構部40は、環状束5からコルゲートチューブ1を引き出すことにより、次工程すなわち弛み状態検知部50及び調尺切断機90側に送る機構である。図6、図7には、引出機構部40の概略図を示している。引出機構部40は、駆動部46と、複数のプーリ44a、44bと、送りベルト42a、42bとを有している。
【0047】
複数のプーリ44a、44bは、基部41に対して、略同一平面上で回転可能なように配設されている。より具体的には、複数のプーリ44aはコルゲートチューブ1の挿通路Rを挟んで一方側に配設され、複数のプーリ44bは他方側に配設されている。ここでは、複数のプーリ44a、44bは、各2個ずつ設けられ、それぞれ、コルゲートチューブ1の挿通方向に沿って離間して配設されている。複数のプーリ44a、44bには、それぞれ、コルゲートチューブ1の挿通方向に沿って送りベルト42a、42bが架け渡されている。
【0048】
ここでは、複数のプーリ44a、44bは、外周部に周方向に亘って凹凸が連続して形成された形状である(図示省略)。また、送りベルト42a、42bは、内周部に複数のプーリ44a、44bの凹凸形状に対応する凸凹形状が形成されている(図示省略)。なお、送りベルト42a、42bの外周部は、凹凸形状に形成されていても、平面形状に形成されていてもよい(ここでは凹凸形状に形成されている)。
【0049】
この引出機構部40は、コルゲートチューブ1のセット及びコルゲートチューブ1の大きさ変更のために、対向する複数のプーリ44aと44bとの間隔を調節可能に構成されている。より具体的には、基部41は、複数のプーリ44aが配設された第1部材41aと複数のプーリ44bが配設された第2部材41bとを有している(図6参照)。そして、第1部材41aと第2部材41bとは、接離調節部48により相対的に接離可能に配設されている。
【0050】
ここでは、接離調節部48として、送りねじ機構を採用し、送りねじに取り付けられたハンドル48hを操作することにより、第1部材41aを第2部材41bに対して接離可能に構成されている(図6参照)。なお、接離調節部48は、第1部材41aと第2部材41bとを接離方向に沿ってガイドするように、接離ガイド部48g(ここでは、スライドシャフトと軸受とを組合せた構成)を有しているとよい。もっとも、接離調節部48は、送りねじ機構に限られず、油圧シリンダ、エアシリンダ、リニアモータ等を含む構成を採用してもよい。
【0051】
そして、複数のプーリ44aと44bとの間隔は、装着される送りベルト42a、42bが、その間に挿通されるコルゲートチューブ1の表面に接触し、コルゲートチューブ1を直径方向につぶすことなく且つ滑りを抑制して引き出し可能な間隔に調節されるとよい。すなわち、対向する送りベルト42aと42bとの間隔は、コルゲートチューブ1(凸部分)の直径より僅かに小さい間隔に設定するとよい。なお、コルゲートチューブ1のセット及び交換の際には、対象となるコルゲートチューブ1の直径より大きい間隔をあけるように調節するとよい。
【0052】
また、複数のプーリ44aのうちの一方は、駆動部46により回転駆動可能に配設されている(図6参照)。より具体的には、駆動部46は、基部41の第1部材41aに取り付けられ、一方のプーリ44aを回転駆動可能に構成されている。ここでは、駆動部46は、駆動軸部が一方のプーリ44aの回転軸部に対して直列に相対回転不能に連結されることにより、当該プーリ44aを直接駆動するように配設されている。これにより、複数のプーリ44aのうちの他方は、送りベルト42aを介して回転駆動される。もっとも、駆動部46は、ギア等の伝達機構を介して間接的に駆動してもよい。なお、一方のプーリ44aと、複数のプーリ44bのうち一方とを、タイミングベルト等を有する伝達機構を介して同期して回転駆動するように構成されてもよい。
【0053】
ここでは、駆動部46は、減速機付きモータを採用している。好ましくは、駆動部46は、回転速度を変更(ここでは高速と低速の2段階に変更)可能なようにサーボモータ或いはスピードコントローラを設けたモータ等を採用するとよい。
【0054】
また、引出機構部40は、コルゲートチューブ1の挿入側と排出側とに、それぞれ、コルゲートチューブ1を挿通路R上に案内するガイド部47を有している。ここでは、ガイド部47は、コルゲートチューブ1の挿通路Rを挟んで対向する1対のガイドローラ47rを2組有している。2組設けられた1対のガイドローラ47rは、コルゲートチューブ1の挿通方向に直交する平面において、互いに略直交する軸周りに回転可能なように、基部41に対して配設されている。1対のガイドローラ47rは、コルゲートチューブ1(凸部分)の外径と同じかそれより大きい(ここでは僅かに大きい)間隔をあけて配設されている。なお、一対のガイドローラ47rは、コルゲートチューブ1の大きさに応じてその間隔を調節可能に配設されているとよい。
【0055】
そして、コルゲートチューブ1は、引出機構部40に対して、挿入側からガイド部47を通じて挿入され、送りベルト42aと42bとに接触した状態でその間に配設され、排出側のガイド部47を通じて外方に延出されるようにして挿通される。駆動部46が動作すると、プーリ44aを介して送りベルト42aが駆動され、送りベルト42aと42bとの間のコルゲートチューブ1が挿通方向に移動されて送りベルト42b(複数のプーリ44b)が動作する。
【0056】
引出機構部40は、一定位置且つ一定姿勢でコルゲートチューブ1を引き出すように、支持体49に支持されている。
【0057】
ここでは、引出機構部40は、平面視において、巻付体26の外周面の接線に沿って、コルゲートチューブ1を引き出す位置に支持されている(図9参照)。この位置は、環状束5から抜き出したコルゲートチューブ1を巻付体26に強制的に巻き付けつつ引き出し可能な位置である。すなわち、上記位置に支持される引出機構部40は、コルゲートチューブ1を、巻付体26の上端部を越えて外れることなく、確実に巻付体26の外周面に巻き付け可能である。
【0058】
上記位置に引出機構部40が配設されると、側面視において、コルゲートチューブ1は、巻付体26の上端部より下方の位置で巻付体26の中心軸と交差するように引き出される(図8参照)。なお、引出機構部40の側面視における位置は、引き出すコルゲートチューブ1が供給テーブル20及び環状束5に干渉しないような角度で、斜め上方に向けて引き出すような位置であるとよい。
【0059】
また、ここでは、引出機構部40は、支持体49に対して、コルゲートチューブ1の挿通路Rが引出方向Pに沿う姿勢で支持されている。
【0060】
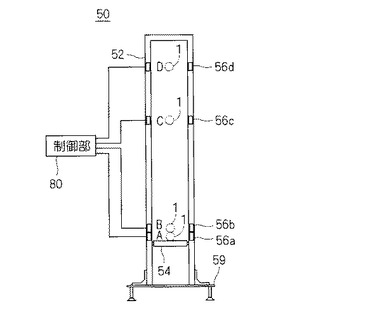
弛み状態検知部50は、上記引出機構部40から送り出されるコルゲートチューブ1の弛み状態を調節するための構成である。より具体的には、調尺切断機90の調尺送りに対してコルゲートチューブ1の供給が追いつかない場合、調尺切断機90で滑りが発生し、コルゲートチューブ1を所望の寸法に切断できない恐れがある。弛み状態検知部50は、上記点に鑑みて配設されている。この弛み状態検知部50は、枠体52と、下限ローラ54と、第1弛みセンサ56aと、第2弛みセンサ56bと、第3弛みセンサ56cと、異常停止用センサ56dとを有している。図10では、各センサ56a〜56dが検知するコルゲートチューブ1の位置を位置A〜位置Dで示している。なお、コルゲートチューブ1の弛み状態を調節する機能は、弛み状態検知部50の各センサ56a〜56dの検知情報に基づいて制御部80が回転駆動部32及び駆動部46を制御することにより実現されるものである。
【0061】
枠体52は、アルミニウム材等により正面視門状に形成され、下側部分には、幅方向に架け渡される態様で下限ローラ54が取り付けられている。枠体52は、支持体59により直立姿勢で支持されている。また、下限ローラ54は、枠体52の幅方向に沿った軸周りに回転可能に配設されているとよい。ここでは、下限ローラ54の位置は、引出機構部40により送り出されるコルゲートチューブ1の弛みが、調尺切断機90の上流側で最大(予め設定された弛み量)になった状態(位置A)で、コルゲートチューブ1に接触する位置に設定されている。そして、引出機構部40により送り出されるコルゲートチューブ1は、枠体52と下限ローラ54との内側の空間を通じて、調尺切断機90に供給される。
【0062】
枠体52には、第1弛みセンサ56aと、第2弛みセンサ56bと、第3弛みセンサ56cと、異常停止用センサ56dとが高さ方向に離間して配設されている。ここでは、各センサ56a〜56dは、投光部と受光部とを有する光学センサ(ここでは赤外線センサ)であり、枠体52の幅方向両側に同じ高さ位置で対向するように配設されている。もっとも、センサ56a〜56dは、所望の高さ位置で、枠体52の内側に挿通されるコルゲートチューブ1を検知可能であればよく、光学センサの他にも超音波センサ等を採用することができる。
【0063】
第1弛みセンサ56aは、コルゲートチューブ1の弛みが最大になったこと(位置A)を検知するように、下限ローラ54の直上の位置に配設されているセンサである。第2弛みセンサ56bは、コルゲートチューブ1の弛みが最大の状態から張る方向に移動したこと(位置B)を検知するように、第1弛みセンサ56aの上側の位置に配設されているセンサである。第3弛みセンサ56cは、コルゲートチューブ1が設定された弛み量より弛んだ或いは張ったこと(位置C)を検知するために、第2弛みセンサ56bの上方で且つ枠体52の中間位置に配設されているセンサである。異常停止用センサ56dは、供給テーブル20、引出機構部40或いは調尺切断機90の不調、コルゲートチューブ1の引掛かり等により、コルゲートチューブ1の弛みが設定された弛み量より張った異常状態になったこと(位置D)を検知するためのセンサである。この異常停止用センサ56dは、引出機構部40と調尺切断機90との間で直線状に張った状態のコルゲートチューブ1のうち枠体52の内側に配設される部分と同じ高さ位置或いはそれより下側の位置に配設される。ここでは、異常停止用センサ56dは、コルゲートチューブ1が直線状に張った状態を検知するように、直線状に張った状態のコルゲートチューブ1のうち枠体52の内側に配設される部分と略同じ高さ位置に配設されている(図2参照)。
【0064】
下限ローラ54、各センサ56a〜56dの配設高さは、調尺切断機90によるコルゲートチューブ1の送り速度、切断長に応じて、実験的、経験的に決定されるとよく、それぞれ、高さを調節可能なように枠体52に対して取り付けられているとよい。
【0065】
上記供給テーブル20と引出機構部40と弛み状態検知部50と調尺切断機90との位置関係は、平面視において、引出機構部40の引出方向Pに沿った略直線上で、コルゲートチューブ1が供給テーブル20から調尺切断機90に供給されるような位置関係で配設されている(図3参照)。すなわち、平面視において、供給テーブル20の巻付体26に巻き付いたコルゲートチューブ1の引出方向Pに沿って、コルゲートチューブ1を送るように引出機構部40と調尺切断機90とが配設され、引出機構部40と調尺切断機90との間に弛み状態検知部50が配設される。供給テーブル20と引出機構部40と弛み状態検知部50とは、支持体27と支持体49、支持体49と支持体59がそれぞれ連結部材70により間隔を維持するように連結されて位置関係を保持されている。
【0066】
コルゲートチューブ供給装置10は、供給テーブル20の回転駆動部32及び引出機構部40の駆動部46を、制御部80により駆動制御するように構成されている。制御部80は、図示されないCPU、RAM、ROM、入出力回路等を有する一般的なコンピュータである。より具体的には、制御部80は、回転部材23の回転速度を変更可能(ここでは高速及び低速駆動の2段階に変更可能)に回転駆動するように、回転駆動部32に対して接続されている。また、制御部80は、一方のプーリ44aの回転速度を変更可能(ここでは高速及び低速駆動の2段階に変更可能)に回転駆動するように、駆動部46に対して接続されている。
【0067】
ここでは、制御部80は、回転駆動部32及び駆動部46を、駆動、停止タイミング及び速度変更について同期して制御するように設定されている。また、引出機構部40による引出速度は、供給テーブル20(回転駆動機構部30により回転駆動される回転部材23)によるコルゲートチューブ1の繰出速度に対して、同じかそれより速い(ここでは僅かに速い)速度に設定されている。引出機構部40による引出速度より供給テーブル20によるコルゲートチューブ1の繰出速度の方が速い場合と比較すると、回転部材23上においてコルゲートチューブ1の弛みに伴う絡みを抑制することができると考えられる。そして、供給テーブル20は回転部材23が接触ローラ34に対して空転可能に構成されているため、引出機構部40による引出速度が速くても、コルゲートチューブ1の巻付体26に対する巻き付きにより、適時、回転部材23が回転駆動部32の回転駆動速度より速く回転される。これにより、コルゲートチューブ1の伸び、凹み等の過度の変形が抑制され、コルゲートチューブ1がスムーズに繰り出される。
【0068】
また、制御部80は、弛み状態検知部50の各センサ56a〜56dに対して、検知情報を取得可能に接続されている(図10参照)。そして、制御部80は、各センサ56a〜56dの検知情報に基づいて、引出機構部40によるコルゲートチューブ1の引出速度及び供給テーブル20による繰出速度を制御するように構成されている。より具体的には、制御部80は、コルゲートチューブ1の弛み量が大きい(設定された閾値より大きい)場合には、引出機構部40の引出速度及び供給テーブル20の繰出速度を低速化するように制御する。また、コルゲートチューブ1の弛み量が小さい(設定された閾値より小さい)場合には、引出機構部40の引出速度及び供給テーブル20の繰出速度を高速化するように制御するようになっている。
【0069】
すなわち、制御部80は、各センサ56a〜56dの出力と回転駆動部32及び駆動部46の駆動状態(高速か低速か)とに応じて、回転駆動部32及び駆動部46に対して制御信号(低速駆動、高速駆動、停止の信号)を送るように構成されている。ここでは、制御部80は、第1弛みセンサ56aから検知信号を取得すると、回転駆動部32及び駆動部46に対して停止信号を出力する。また、制御部80は、回転駆動部32及び駆動部46の停止状態で第2弛みセンサ56bから検知信号を取得すると、回転駆動部32及び駆動部46に対して高速駆動を開始する信号を出力する。また、制御部80は、回転駆動部32及び駆動部46の高速駆動状態で第3弛みセンサ56cから検知信号を取得すると低速駆動に切替え、低速駆動状態で検知信号を取得すると高速駆動に切替える信号を出力する。さらに、制御部80は、異常停止用センサ56dから検知信号を取得すると、回転駆動部32及び駆動部46に対して停止信号を出力する。この際、調尺切断機90も停止されるとよい。
【0070】
次に、コルゲートチューブ供給装置10の動作について説明する。
【0071】
まず、準備段階として、作業者は、コルゲートチューブ1の環状束5を、巻付体26を囲うように回転部材23の載置面24上に載置する。そして、環状束5の内側からコルゲートチューブ1の一端部を抜き出し、当該コルゲートチューブ1を、引出機構部40に対して挿通路R上を挿入側から排出側に挿通すると共に、弛み状態検知部50の枠体52内を通じて調尺切断機90にセットする。ここで、環状束5から抜き出されたコルゲートチューブ1は、作業者の引き出し操作により巻付体26の外周面に巻き付けられた状態となり、巻付体26の外周面にからその接線に沿った引出方向Pに向けて引き出され、引出機構部40内に挿通される(図2、図3参照)。
【0072】
コルゲートチューブ1を引出機構部40内に挿通した後、接離調節部48のハンドル48hを操作して、送りベルト42aと42bとの間にコルゲートチューブ1を挟みこむ(図6参照)。
【0073】
そして、コルゲートチューブ供給装置10の運転を開始した後、調尺切断機90の運転を開始する。もっとも、コルゲートチューブ供給装置10の運転は、調尺切断機90の運転以前に開始されればよく、両者の運転が同時に開始されてもよい。コルゲートチューブ供給装置10の運転は制御部80に対する信号入力により開始されるとよく、例えば、制御部80に図示省略の操作部が設けられ、その操作部の操作により運転が開始されるように構成されていてもよい。
【0074】
コルゲートチューブ供給装置10の運転が開始されると、供給テーブル20の回転駆動部32が作動して回転部材23が回転駆動されると共に、引出機構部40の駆動部46が作動して送りベルト42aが駆動される。
【0075】
供給テーブル20では、引出機構部40の引き出し力及び回転部材23の回転動作により、コルゲートチューブ1を繰り出していく。より具体的には、引出機構部40の引き出し力により、コルゲートチューブ1を、巻付体26に巻き付けるように、すなわち、巻付体26の半径方向において環状束5から内側に分離するように抜き出している(図9参照)。そして、回転部材23の回転動作により、巻付体26に巻き付いたコルゲートチューブ1を順次繰り出していく。
【0076】
コルゲートチューブ1に着目すると、環状束5の内側から抜き出されるコルゲートチューブ1は、引出機構部40の引き出し力により、順次、巻付体26に対して上方に向けて螺旋状に巻き付いていく(図8、図9参照)。そして、巻付体26に巻き付けられたコルゲートチューブ1は、巻付体26の上端部より下側の位置で巻付体26の外周面からその半径方向に離間して、引出機構部40に向けて斜め上方に略直線状に繰り出されていく。
【0077】
ここで、引出機構部40によるコルゲートチューブ1の引き出し力により、回転部材23に対して、回転部材23と接触ローラ34との間の摩擦力より大きい力が繰出方向Tに作用すると、回転部材23が接触ローラ34に対して滑って空転する。これにより、供給テーブル20は、引出機構部40の引出速度に応じた繰出速度でコルゲートチューブ1を繰り出していく。
【0078】
引出機構部40では、送りベルト42aと42bとの間に配設されるコルゲートチューブ1を挿入側から排出側に向けて移動させ、供給テーブル20の巻付体26に巻き付いたコルゲートチューブ1を引出方向Pに沿って引き出している。そして、引出機構部40は、供給テーブル20からコルゲートチューブ1を引き出すのに伴って、コルゲートチューブ1を排出側から送り出している。ここで、送りベルト42aと42bとの間で移動されるコルゲートチューブ1の前後の部分に対して、挿入側及び排出側のガイド部47の複数のガイドローラ47rが接触することにより、コルゲートチューブ1を挿通路R上に案内している。
【0079】
コルゲートチューブ1に着目すると、巻付体26に巻き付いた位置から引き出されるコルゲートチューブ1は、挿入側のガイド部47を通じて、送りベルト42aと42bとの間に挿入される。そして、送りベルト42aと42bとの間で挿入側から排出側に移動され、排出側のガイド部47を通じて弛み状態検知部50側に送り出される。
【0080】
弛み状態検知部50では、引出機構部40と調尺切断機90との間に介在しているコルゲートチューブ1の弛み状態を検知している。そして、各センサ56a〜56dの検知情報に基づいて、制御部80により、供給テーブル20の回転駆動部32及び引出機構部40の駆動部46を高速、低速駆動或いは停止することにより、コルゲートチューブ1の弛み状態を調節している。これにより、引出機構部40から送り出されたコルゲートチューブ1は、弛みを維持されつつ調尺切断機90に対して供給される。
【0081】
このようにして、コルゲートチューブ供給装置10は、コルゲートチューブ1を、回転部材23に載置された環状束5から調尺切断機90に対して供給する。
【0082】
これまで、コルゲートチューブ供給装置10について、供給テーブル20が回転駆動機構部30を有する構成で説明してきたが、コルゲートチューブ供給装置10は回転駆動機構部30を備えない構成であってもよい。すなわち、引出機構部40により引き出されるコルゲートチューブ1が巻付体26に対して及ぼす回転方向の力により、回転部材23が回転される構成であってもよい。
【0083】
また、コルゲートチューブ供給装置10は、弛み状態検知部50を備えない構成であってもよい。このような構成であっても、コルゲートチューブ1を絡みなくスムーズに供給できるという効果を得ることができる。もっとも、弛み状態検知部50を備えない構成の場合、作業者が、コルゲートチューブ1の弛み状態を目視で確認し、制御部80の操作部等を操作して回転駆動部32及び駆動部46の速度を調節して弛みを調節するとよい。
【0084】
上記のように構成されたコルゲートチューブ供給装置10によると、コルゲートチューブ1は巻付体26に巻き付きつつ引き出される。このため、環状束5の内側から抜き出されるコルゲートチューブ1が、環状束5から内側(巻付体26側)に向けて分離され、環状束5の間に入り込むことを抑制することができる。つまり、コルゲートチューブ1を、絡みを抑制してスムーズに供給することができる。また、コルゲートチューブ1が、常に巻付体26の外周部に巻き付いた位置から引き出されるため、安定してコルゲートチューブ1を供給することができる。これにより、コルゲートチューブ1の供給段階における異常停止を抑制し、コルゲートチューブ1の供給先、ここでは調尺切断機90自体の稼働率を向上させることができる。
【0085】
また、回転駆動機構部30により回転部材23をコルゲートチューブ1の繰出方向Tに回転駆動するため、引出機構部40により引き出されるコルゲートチューブ1に対する負荷をより小さくすることができる。さらに、回転駆動機構部30は、回転部材23を繰出方向Tに空転可能に回転駆動するため、供給テーブル20によるコルゲートチューブ1の繰出速度より引出機構部40による引出速度が速い場合でも、その速度に応じてコルゲートチューブ1を繰り出すことができる。そして、ここでは、供給テーブル20による繰出速度が引出機構部40による引出速度より速く設定されているため、環状束5の内側から引き出されるコルゲートチューブ1を、より確実に巻付体26に巻き付けながら繰り出すことができる。これにより、コルゲートチューブ1の伸び、引掛り及び環状束5の持ち上げを抑制できると共に、環状束5から引き出されるコルゲートチューブ1の回転部材23上における弛みを抑制して絡みを抑制し、よりスムーズにコルゲートチューブ1を供給することができる。
【0086】
また、中心軸周りの回転により、回転部材23に対してコルゲートチューブ1を繰り出す向きに回転力を作用させるように、回転部材23に接触する接触ローラ34を、回転駆動部32によって回転駆動することにより回転部材23を回転させている。このため、引出機構部40によるコルゲートチューブ1の引き出し力により、回転部材23に対して、接触ローラ34と回転部材23との間の摩擦力より大きな外力が繰出方向Tに加えられると、回転部材23が接触ローラ34に対して空転される。このように、比較的単純な構成により、引出機構部40の引出速度が速い場合でも、その速度に応じてコルゲートチューブ1を繰り出し、よりスムーズにコルゲートチューブ1を供給することができる。
【0087】
また、弛み状態検知部50及び制御部80により、引出機構部40と調尺切断機90との間に介在するコルゲートチューブ1の弛み状態を検知すると共に、この検知情報に基づいて供給テーブル20の繰出速度及び引出機構部40の引出速度を調節できる。これにより、引出機構部40と調尺切断機90との間に介在するコルゲートチューブ1の弛み状態を調節することができ、調尺切断機90に対してコルゲートチューブ1を不足なしに供給することができる。さらに、調尺切断機90において、コルゲートチューブ1の調尺送りの滑りを抑制でき、切断長の精度を向上させることができる。また、他の加工、処理装置の場合でも、加工、処理精度を向上に寄与することができると考えられる。
【符号の説明】
【0088】
1 コルゲートチューブ
5 環状束
10 コルゲートチューブ供給装置
23 回転部材
26 巻付体
30 回転駆動機構部
32 回転駆動部
34 接触ローラ
40 引出機構部
56a 第1弛みセンサ
56b 第2弛みセンサ
56c 第3弛みセンサ
56d 異常停止用センサ
80 制御部
T 繰出方向
【技術分野】
【0001】
コルゲートチューブを供給する技術に関する。
【背景技術】
【0002】
コルゲートチューブを調尺切断機等の加工、処理装置に供給する方法として、繰出方向に回転されるサプライテーブルにコルゲートチューブが環状に巻回された束を載置し、この束の外側から引き出したコルゲートチューブをプレフィーダーにより送り出す方法がある。
【0003】
なお、特許文献1には、電線を巻回して形成されたコイルから電線を繰り出す構成が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−115363号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
コルゲートチューブ、電線等の長尺物を、サプライテーブルに載置した環状の束から引き出して供給する場合、束の巻き始めと巻き終わりとでその直径が異なるため、サプライテーブルの回転による繰出速度とプレフィーダーによる送り速度とが合わなくなることがある。これにより、コルゲートチューブ、電線等の長尺物を束から引き出す際に、当該長尺物が束の間に食い込んで絡みが発生する恐れがある。
【0006】
特に、コルゲートチューブは、その形状及び軸方向の伸縮性により、サプライテーブルに載置される際に束がくずれて粗雑に重なりやすいうえに、絡まりやすく解けにくいという難点がある。このため、コルゲートチューブを束から引き出し困難になったり、絡まったコルゲートチューブが束ごと一緒に持ち上げられてプレフィーダーの入口に詰まったりする等、絡みによる不具合が発生する恐れがあった。
【0007】
そこで、本発明は、コルゲートチューブを、絡みを抑制してスムーズに供給することを目的とする。
【課題を解決するための手段】
【0008】
第1の態様に係るコルゲートチューブ供給装置は、コルゲートチューブを供給するコルゲートチューブ供給装置であって、前記コルゲートチューブを外周部に巻付可能な巻付体が立設され、前記コルゲートチューブの環状束を、前記巻付体を囲う態様で載置状に支持可能であると共に、前記巻付体を中心に回転可能な回転部材と、前記回転部材に載置状に支持された前記環状束の内側から抜き出された前記コルゲートチューブを、前記巻付体の前記外周部に巻き付けつつ引き出す引出機構部とを備える。
【0009】
第2の態様に係るコルゲートチューブ供給装置は、第1の態様に係るコルゲートチューブ供給装置であって、前記回転部材を、前記コルゲートチューブを繰り出す向きに回転駆動可能な回転駆動機構部をさらに備え、前記回転部材は、前記回転駆動機構部に対して、前記コルゲートチューブを繰り出す向きに空転可能である。
【0010】
第3の態様に係るコルゲートチューブ供給装置は、第2の態様に係るコルゲートチューブ供給装置であって、前記回転駆動機構部は、中心軸周りの回転により、前記回転部材に対して前記コルゲートチューブを繰り出す向きに回転力を作用させるように、前記回転部材に接触する接触ローラと、前記接触ローラを回転駆動可能な回転駆動部とを有し、前記回転部材は、前記引出機構部による前記コルゲートチューブの引き出し力により、前記接触ローラに対して滑り可能である。
【0011】
第4の態様に係るコルゲートチューブ供給装置は、第2又は3の態様に係るコルゲートチューブ供給装置であって、前記引出機構部による前記コルゲートチューブの引出速度は、前記回転駆動機構部により回転駆動される前記回転部材による前記コルゲートチューブの繰出速度より速く設定されている。
【0012】
第5の態様に係るコルゲートチューブ供給装置は、第1〜4の態様のいずれか一態様に係るコルゲートチューブ供給装置であって、前記引出機構部から送り出され、前記引出機構部と前記コルゲートチューブの供給先との間に介在する前記コルゲートチューブの弛み状態を検知可能な検知部と、前記検知部の検知情報に基づいて、前記引出機構部による前記コルゲートチューブの引出速度を制御可能な制御部とをさらに備える。
【発明の効果】
【0013】
第1の態様に係るコルゲートチューブ供給装置によると、環状束の内側から抜き出されるコルゲートチューブを、引出機構部により、巻付体の外周部に巻き付けつつ引き出すように構成されている。このため、環状束から抜き出されるコルゲートチューブが環状束の間に入り込むことを抑制すると共に、巻付体の外周部に巻き付いた位置からコルゲートチューブが引き出される。これにより、コルゲートチューブを、絡みを抑制してスムーズに供給することができる。
【0014】
第2の態様に係るコルゲートチューブ供給装置によると、回転駆動機構部により、コルゲートチューブを繰り出す向きに回転部材を回転駆動するため、環状束から引き出されるコルゲートチューブに加わる負荷をより小さく抑えることができる。また、回転部材は、回転駆動機構部に対して、コルゲートチューブを繰り出す向きに空転可能であるため、引出機構部の引出速度が速い場合でも、その速度に応じてコルゲートチューブを引き出すことができる。これにより、コルゲートチューブの伸び、引掛り及び環状束の持ち上げを抑制でき、よりスムーズにコルゲートチューブを供給することができる。
【0015】
第3の態様に係るコルゲートチューブ供給装置によると、中心軸周りの回転により、回転部材に対してコルゲートチューブを繰り出す向きに回転力を作用させるように、回転部材に接触する接触ローラを、回転駆動部によって回転駆動することにより回転部材を回転させている。そして、回転部材は、引出機構部によるコルゲートチューブの引き出し力により、接触ローラに対して滑り可能になっている。すなわち、引出機構部の引き出し力により回転部材に対して加わる回転方向の力が、接触ローラと回転部材との間の摩擦力より大きくなると、回転部材が接触ローラに対して滑って空転される。このように、比較的単純な構成により、引出機構部の引出速度が速い場合でも、その速度に応じてコルゲートチューブを引き出し、よりスムーズにコルゲートチューブを供給することができる。
【0016】
第4の態様に係るコルゲートチューブ供給装置によると、引出機構部によるコルゲートチューブの引出速度は、回転駆動機構部により回転駆動される回転部材によるコルゲートチューブの繰出速度より速く設定されている。このため、環状束の内側から抜き出されるコルゲートチューブを、より確実に巻付体に巻き付けながら引き出すことができる。これにより、コルゲートチューブの絡みを抑制し、よりスムーズにコルゲートチューブを供給することができる。
【0017】
第5の態様に係るコルゲートチューブ供給装置によると、引出機構部とコルゲートチューブの供給先との間に介在するコルゲートチューブの弛み状態を検知すると共に、この検知情報に基づいて引出機構部の引出速度を調節できる。これにより、当該コルゲートチューブの弛み状態を調節することができ、コルゲートチューブの供給先に対してコルゲートチューブを不足なしに供給することができる。
【図面の簡単な説明】
【0018】
【図1】コルゲートチューブを示す図である。
【図2】コルゲートチューブ供給装置の概略側面図である。
【図3】コルゲートチューブ供給装置の概略平面図である。
【図4】回転駆動機構部と回転部材との関係を示す図である。
【図5】接触ローラと回転部材との動作関係を示す図である。
【図6】引出機構部を示す概略側面図である。
【図7】引出機構部を示す概略平面図である。
【図8】供給テーブルと引出機構部との間のコルゲートチューブの様子を示す側面図である。
【図9】供給テーブルと引出機構部との間のコルゲートチューブの様子を示す正面図である。
【図10】弛み状態検知部を示す正面図である。
【発明を実施するための形態】
【0019】
実施形態に係るコルゲートチューブ供給装置について説明する。コルゲートチューブ供給装置は、図1に示すコルゲートチューブ1を、コルゲートチューブ1について種々の加工、処理を行う装置に対して供給するための装置である。
【0020】
説明の便宜上、まず、コルゲートチューブ1について説明する。コルゲートチューブ1は、自動車等に配設される電線Wを、熱、周辺部材との接触等から保護するために用いられる保護材である(図1参照)。より具体的には、コルゲートチューブ1は、樹脂等により、長手方向に凹部と凸部とを交互に連続して有する長尺筒状に形成された部材である。このコルゲートチューブ1は、製造後に搬送、保管用の筒体等に巻回され、環状束5の態様で保持される。
【0021】
上記コルゲートチューブ1は、必要に応じた長さに調尺切断され、スリット加工が施される。そして、調尺切断及びスリット加工されたコルゲートチューブ1は、スリットを通じて一本又は複数本の電線Wに被せられてテープ巻きされ、電線Wの保護構造を形成する。
【0022】
本コルゲートチューブ供給装置10は、上記のような調尺切断前のコルゲートチューブ1を、コルゲートチューブ1の加工、処理装置に対して供給するための装置である。ここでは、コルゲートチューブ1を調尺切断機90に供給する例で説明する(図2、図3参照)。調尺切断機90は、図示省略の送りローラ等によりコルゲートチューブ1を長手方向に設定量送り、設定量送ったところで図示省略の切断刃により切断して所望の長さのコルゲートチューブ1を得る装置である。もっとも、コルゲートチューブ供給装置10は、環状束5のコルゲートチューブ1を種々の加工、処理装置に供給する用途に適用可能で、例えば、調尺切断前のコルゲートチューブ1をスリット形成装置に供給する場合にも適用可能である。
【0023】
コルゲートチューブ供給装置10は、供給テーブル20と、引出機構部40と、弛み状態検知部50とを備えている。概略的には、コルゲートチューブ供給装置10は、供給テーブル20に支持される環状束5から、引出機構部40によりコルゲートチューブ1を引き出す。そして、引出機構部40から送り出されるコルゲートチューブ1を、その下流側位置で弛み状態検知部50の位置で弛み状態を調節しつつ調尺切断機90に供給するように構成されている。図3に示すように、供給テーブル20と引出機構部40と弛み状態検知部50とは、調尺切断機90に対して略直線上に順に並んで配設されている。
【0024】
供給テーブル20は、回転部材23と回転支持部25とを有する回転作業台22と、巻付体26とを有している(図2、図3参照)。
【0025】
回転作業台22は、回転支持部25に対して回転部材23が相対回転可能に支持された構成である。
【0026】
回転部材23は、コルゲートチューブ1が巻回された環状束5を載置状に支持可能に構成された部材である。より具体的には、回転部材23は、平面視円形状に形成され、上方を向く載置面24を有する円板部23aと、その外周部から載置面24に対する直交方向に沿って載置面24とは反対側に向けて突出する周壁23bとを有している(図4参照)。
【0027】
回転支持部25は、回転部材23をその中心軸周りに回転可能に支持する部材である。より具体的には、回転支持部25は、仮想円周上に、その半径方向に沿った回転軸周りに回転可能に支持された(ここでは略矩形枠状の基部に支持された)回転支持ローラ25rを複数有する構成である。そして、回転支持部25は、複数の回転支持ローラ25r上に回転部材23(円板部23a)が載置された状態で、回転部材23を回転可能に支持している。ここでは、回転支持部25は、回転部材23の半径方向において、周壁23bの内側に配設されている(図4参照)。また、回転支持部25は、後述する回転駆動機構部30をその内側に配設可能に構成されている(図3参照)。
【0028】
この回転作業台22は、回転部材23の載置面24が略水平になる姿勢で、支持体27により支持されている。より具体的には、支持体27は、回転支持部25に対して取り付けられることにより回転作業台22を支持している。ここでは、支持体27は、図2に示すように、キャスターが取り付けられた4本の脚部で構成され、それぞれ回転支持部25に対して取り付けられている(図2参照)。もっとも、支持体27は、回転部材23が回転可能なように、上記姿勢で回転作業台22を支持可能であれば、他の形態でもよい。
【0029】
巻付体26は、コルゲートチューブ1をその外周部に巻付可能に形成された部材である。より具体的には、巻付体26は、円筒形状に形成され、その中心軸が回転部材23の中心軸と略一致するように、載置面24上に立設(ここでは、載置面24に対して溶接により固定)されている(図2、図3参照)。すなわち、コルゲートチューブ1の環状束5は、巻付体26を囲う態様で、回転部材23の載置面24上に載置状に支持されるようになっている。
【0030】
巻付体26は、環状束5の内側から抜き出したコルゲートチューブ1が巻付体26の外周面に接触した状態で、当該コルゲートチューブ1と環状束5の内側部分との間に隙間ができる程度の直径に形成されているとよい。換言すると、巻付体26は、環状束5の内径に対して、コルゲートチューブ1の直径の2倍分より小さい直径に形成されているとよい。さらに好ましくは、巻付体26は、上記条件を満足したうえで、可能な限り直径を大きく形成されているとよい。すなわち、回転部材23に対して回転方向に作用する力の作用点が、回転部材23の中心軸に対してその半径方向に離間するほど、小さい力で回転部材23を回転させることができる。ここでは、巻付体26に巻き付いたコルゲートチューブ1が引き出されることにより、巻付体26の半径方向において外周面の位置で回転部材23に対する回転方向の力が作用するため、巻付体26の直径を大きくすると良い。また、巻付体26の直径は、コルゲートチューブ1が、巻き付いたときに伸び及び凹み等の過度の変形をしないような直径である。
【0031】
また、巻付体26の高さは、巻付体26に巻き付いたコルゲートチューブ1を引き出す際に、コルゲートチューブ1が巻付体26の上端部を越えて外れない程度に高く設定されているとよい(図8参照)。さらに、巻付体26は、巻付体26に巻き付いたコルゲートチューブ1が高さ方向に外れることを抑制するため、コルゲートチューブ1が巻き付く範囲においては、高さ方向に同径であることが好ましい。上側に外れることを抑制するために、巻付体26を下側部分より上側部分の方が大径に形成されてもよいが、巻付体26に巻き付いたコルゲートチューブ1の引き出し易さという観点から、ここでは、巻付体26は高さ方向に同径に形成されている。
【0032】
もっとも、巻付体26の直径及び高さは、回転部材23の直径、コルゲートチューブ1、環状束5の大きさ、繰り出し及び引出速度、引出方向P等に応じて、実験的或いは経験的に決定されるとよい。
【0033】
また、ここでは、巻付体26の外周面には、滑りをよくする(摩擦抵抗を小さくする)ために、テフロン(登録商標)加工が施されている。
【0034】
もっとも、巻付体26は、円筒形状に限定されるものではなく、環状束5から引き出されるコルゲートチューブ1をその外周部に巻き付け可能な形状であればよい。例えば、巻付体26は、多角筒形状、回転部材23の載置面に対して仮想円上に複数のロッドが立設された態様等であってもよい。
【0035】
そして、回転部材23の載置面24上に載置状に支持される環状束5の内側からコルゲートチューブ1の一端部を斜め上方に引き出すと、コルゲートチューブ1は引き出し力により巻付体26の外周面に巻き付き、その半径方向において、環状束5内のコルゲートチューブ1から内側に向けて分離されるように抜き出される(図9参照)。
【0036】
また、供給テーブル20は、回転部材23の回転をガイドするガイドローラ28を有している(図2、図3参照)。このガイドローラ28は、回転部材23の周壁23bの外周面に接触可能で、回転部材23の水平方向の移動を規制するように構成されている。より具体的には、ガイドローラ28は、中心軸周りに回転可能な円柱状に形成されている。そして、ガイドローラ28は、一端部が周壁23bの外側に延出すると共に他端部が支持体27に固定された支持片25aにより、周面が周壁23bの外周面に接触可能な位置で、中心軸周りに回転可能に支持されている。ここでは、周方向に略等間隔に離間した位置で、8個のガイドローラ28が配設されている。もっとも、ガイドローラ28は、8個に限られず、回転部材23の水平方向に規制可能なように3個以上の複数であればよい。
【0037】
さらに、供給テーブル20は、回転部材23上から引き出されるコルゲートチューブ1が上記複数のガイドローラ28(或いはそれを支持する部材の一部)に引掛かることを防止する引掛かり防止部29を有している(図2、図3参照)。引掛かり防止部29は、平面視において、複数のガイドローラ28全部の周面に外接する仮想円と同じかそれより小さい(ここでは僅かに小さい)外径を有する円環状に形成された帯状部材である。この引掛かり防止部29は、回転部材23の上方で、複数のガイドローラ28の内側の位置に配設されている。より具体的には、引掛かり防止部29は、その上端部が、複数のガイドローラ28(及びそれを支持する部材の一部)と同じ位置かそれより高い位置にくるように配設される。これにより、回転部材23上に載置状に支持される環状束5から引き出されるコルゲートチューブ1が複数のガイドローラ28(或いはそれを支持する部材の一部)に引掛かることを防止することができる。すなわち、コルゲートチューブ1は、複数のガイドローラ28(或いはそれを支持する部材の一部)に接触する前に、引掛かり防止部29に接触するため、複数のガイドローラ28には引掛からないようになっている。
【0038】
なお、引掛かり防止部29は、回転部材23に固定されていてもよいし、回転支持部25或いは支持体27に固定されていてもよい。
【0039】
また、供給テーブル20は、回転部材23を回転駆動可能な回転駆動機構部30を有している(図2、図3参照)。回転駆動機構部30は、回転部材23を、コルゲートチューブ1を繰り出す向きに回転駆動可能に構成されている。そして、この回転駆動機構部30に対して、回転部材23は、コルゲートチューブ1を繰り出す向きに空転可能にされている。より具体的には、回転駆動機構部30は、接触ローラ34と、接触ローラ34を回転駆動可能な回転駆動部32とを有している。
【0040】
回転駆動部32は、減速機付きモータを採用している。好ましくは、回転駆動部32は、回転速度を変更(ここでは高速と低速の2段階に変更)可能なようにサーボモータ或いはスピードコントローラを設けたモータ等を採用するとよい。回転駆動部32の駆動軸には、略円柱状の接触ローラ34が取り付けられている。この接触ローラ34は、少なくとも外周部分が摩擦係数の比較的高い材料(ここではゴム)により形成されている。
【0041】
この回転駆動機構部30は、接触ローラ34が、中心軸周りの回転により、回転部材23に対してコルゲートチューブ1を繰り出す向きに回転力を作用させるように、回転部材23に接触するように配設されている。ここでは、接触ローラ34の外周面(ゴム部分)が、回転部材23の円板部23aのうち載置面24に対する反対側の面(裏側面)に接触している(図4、図5参照)。より具体的には、回転駆動機構部30は、接触ローラ34の回転軸が回転部材23の回転中心軸に対する放射方向に沿う姿勢で、且つ、接触ローラ34の外周面が回転部材23の回転中心軸から離間した位置で回転部材23に接触する位置に配設されている(図3参照)。すなわち、回転部材23の回転軸と略直交する回転軸周りに接触ローラ34を回転駆動し、接触ローラ34と回転部材23の裏側面との間の摩擦力により、回転部材23を回転させる構成である。
【0042】
なお、回転駆動機構部30は、回転支持部25に干渉しないように、回転部材23の半径方向において、周壁23bの内側で且つ回転支持部25の内側の位置に、回転支持部25対して支持具(図4の二点鎖線部分)等を介して支持されている。
【0043】
ここで、回転部材23に対して、繰出方向Tに、接触ローラ34と回転部材23の裏側面との間の摩擦力より大きな外力が作用すると、接触ローラ34に対して回転部材23が空転(滑りが発生)する。すなわち、環状束5の内側から引き出されて巻付体26に巻き付いたコルゲートチューブ1が、回転部材23の回転駆動による繰出速度より速い速度で引き出されると、コルゲートチューブ1の巻付体26に対する巻付力によって回転部材23に対して繰出方向Tの外力が作用し、回転部材23は接触ローラ34に対して滑って空転するようになっている。ここでは、後述する引出機構部40によるコルゲートチューブ1の引き出し力により、回転部材23の接触ローラに対する滑りが発生する。
【0044】
もっとも、回転駆動機構部30は、上記構成に限定されるものではなく、回転部材23をコルゲートチューブ1の繰出方向Tに空転可能且つ回転駆動可能できあればよい。例えば、回転駆動機構部30は、回転駆動部32を駆動軸が回転部材23の回転軸と同方向になるように配設し、回転部材23(周壁23b)の外周面に接触ローラ34を接触させて回転部材23を空転可能に回転駆動する構成であってもよい。
【0045】
他にも、回転部材23を繰出方向Tに空転させる機構として、回転駆動機構部30は、回転駆動部32により、ワンウェイクラッチを含む伝達機構を介して回転部材23を回転駆動する構成を採用してもよい。例えば、回転部材23の中心に設けた回転軸部を、ワンウェイクラッチを含む伝達機構を介して回転駆動部32で回転させ、回転部材23を回転駆動する構成でもよい。
【0046】
引出機構部40は、回転部材23に載置状に支持される環状束5の内側から抜き出したコルゲートチューブ1を、巻付体26の外周部に強制的に巻き付けつつコルゲートチューブ1の軸方向に引き出すように構成されている。より具体的には、引出機構部40は、引き出し力により、コルゲートチューブ1が巻付体26の外周部に対して半径方向内側に向けて力を作用させるように(すなわち強制的に)、コルゲートチューブ1を巻付体26に巻き付け可能である。ここで、巻き付けの程度は、巻付体26の全周において巻き付けられる場合に限られず、周方向に部分的(例えば半周程度)に巻き付けられる程度であってもよい。この引出機構部40は、環状束5からコルゲートチューブ1を引き出すことにより、次工程すなわち弛み状態検知部50及び調尺切断機90側に送る機構である。図6、図7には、引出機構部40の概略図を示している。引出機構部40は、駆動部46と、複数のプーリ44a、44bと、送りベルト42a、42bとを有している。
【0047】
複数のプーリ44a、44bは、基部41に対して、略同一平面上で回転可能なように配設されている。より具体的には、複数のプーリ44aはコルゲートチューブ1の挿通路Rを挟んで一方側に配設され、複数のプーリ44bは他方側に配設されている。ここでは、複数のプーリ44a、44bは、各2個ずつ設けられ、それぞれ、コルゲートチューブ1の挿通方向に沿って離間して配設されている。複数のプーリ44a、44bには、それぞれ、コルゲートチューブ1の挿通方向に沿って送りベルト42a、42bが架け渡されている。
【0048】
ここでは、複数のプーリ44a、44bは、外周部に周方向に亘って凹凸が連続して形成された形状である(図示省略)。また、送りベルト42a、42bは、内周部に複数のプーリ44a、44bの凹凸形状に対応する凸凹形状が形成されている(図示省略)。なお、送りベルト42a、42bの外周部は、凹凸形状に形成されていても、平面形状に形成されていてもよい(ここでは凹凸形状に形成されている)。
【0049】
この引出機構部40は、コルゲートチューブ1のセット及びコルゲートチューブ1の大きさ変更のために、対向する複数のプーリ44aと44bとの間隔を調節可能に構成されている。より具体的には、基部41は、複数のプーリ44aが配設された第1部材41aと複数のプーリ44bが配設された第2部材41bとを有している(図6参照)。そして、第1部材41aと第2部材41bとは、接離調節部48により相対的に接離可能に配設されている。
【0050】
ここでは、接離調節部48として、送りねじ機構を採用し、送りねじに取り付けられたハンドル48hを操作することにより、第1部材41aを第2部材41bに対して接離可能に構成されている(図6参照)。なお、接離調節部48は、第1部材41aと第2部材41bとを接離方向に沿ってガイドするように、接離ガイド部48g(ここでは、スライドシャフトと軸受とを組合せた構成)を有しているとよい。もっとも、接離調節部48は、送りねじ機構に限られず、油圧シリンダ、エアシリンダ、リニアモータ等を含む構成を採用してもよい。
【0051】
そして、複数のプーリ44aと44bとの間隔は、装着される送りベルト42a、42bが、その間に挿通されるコルゲートチューブ1の表面に接触し、コルゲートチューブ1を直径方向につぶすことなく且つ滑りを抑制して引き出し可能な間隔に調節されるとよい。すなわち、対向する送りベルト42aと42bとの間隔は、コルゲートチューブ1(凸部分)の直径より僅かに小さい間隔に設定するとよい。なお、コルゲートチューブ1のセット及び交換の際には、対象となるコルゲートチューブ1の直径より大きい間隔をあけるように調節するとよい。
【0052】
また、複数のプーリ44aのうちの一方は、駆動部46により回転駆動可能に配設されている(図6参照)。より具体的には、駆動部46は、基部41の第1部材41aに取り付けられ、一方のプーリ44aを回転駆動可能に構成されている。ここでは、駆動部46は、駆動軸部が一方のプーリ44aの回転軸部に対して直列に相対回転不能に連結されることにより、当該プーリ44aを直接駆動するように配設されている。これにより、複数のプーリ44aのうちの他方は、送りベルト42aを介して回転駆動される。もっとも、駆動部46は、ギア等の伝達機構を介して間接的に駆動してもよい。なお、一方のプーリ44aと、複数のプーリ44bのうち一方とを、タイミングベルト等を有する伝達機構を介して同期して回転駆動するように構成されてもよい。
【0053】
ここでは、駆動部46は、減速機付きモータを採用している。好ましくは、駆動部46は、回転速度を変更(ここでは高速と低速の2段階に変更)可能なようにサーボモータ或いはスピードコントローラを設けたモータ等を採用するとよい。
【0054】
また、引出機構部40は、コルゲートチューブ1の挿入側と排出側とに、それぞれ、コルゲートチューブ1を挿通路R上に案内するガイド部47を有している。ここでは、ガイド部47は、コルゲートチューブ1の挿通路Rを挟んで対向する1対のガイドローラ47rを2組有している。2組設けられた1対のガイドローラ47rは、コルゲートチューブ1の挿通方向に直交する平面において、互いに略直交する軸周りに回転可能なように、基部41に対して配設されている。1対のガイドローラ47rは、コルゲートチューブ1(凸部分)の外径と同じかそれより大きい(ここでは僅かに大きい)間隔をあけて配設されている。なお、一対のガイドローラ47rは、コルゲートチューブ1の大きさに応じてその間隔を調節可能に配設されているとよい。
【0055】
そして、コルゲートチューブ1は、引出機構部40に対して、挿入側からガイド部47を通じて挿入され、送りベルト42aと42bとに接触した状態でその間に配設され、排出側のガイド部47を通じて外方に延出されるようにして挿通される。駆動部46が動作すると、プーリ44aを介して送りベルト42aが駆動され、送りベルト42aと42bとの間のコルゲートチューブ1が挿通方向に移動されて送りベルト42b(複数のプーリ44b)が動作する。
【0056】
引出機構部40は、一定位置且つ一定姿勢でコルゲートチューブ1を引き出すように、支持体49に支持されている。
【0057】
ここでは、引出機構部40は、平面視において、巻付体26の外周面の接線に沿って、コルゲートチューブ1を引き出す位置に支持されている(図9参照)。この位置は、環状束5から抜き出したコルゲートチューブ1を巻付体26に強制的に巻き付けつつ引き出し可能な位置である。すなわち、上記位置に支持される引出機構部40は、コルゲートチューブ1を、巻付体26の上端部を越えて外れることなく、確実に巻付体26の外周面に巻き付け可能である。
【0058】
上記位置に引出機構部40が配設されると、側面視において、コルゲートチューブ1は、巻付体26の上端部より下方の位置で巻付体26の中心軸と交差するように引き出される(図8参照)。なお、引出機構部40の側面視における位置は、引き出すコルゲートチューブ1が供給テーブル20及び環状束5に干渉しないような角度で、斜め上方に向けて引き出すような位置であるとよい。
【0059】
また、ここでは、引出機構部40は、支持体49に対して、コルゲートチューブ1の挿通路Rが引出方向Pに沿う姿勢で支持されている。
【0060】
弛み状態検知部50は、上記引出機構部40から送り出されるコルゲートチューブ1の弛み状態を調節するための構成である。より具体的には、調尺切断機90の調尺送りに対してコルゲートチューブ1の供給が追いつかない場合、調尺切断機90で滑りが発生し、コルゲートチューブ1を所望の寸法に切断できない恐れがある。弛み状態検知部50は、上記点に鑑みて配設されている。この弛み状態検知部50は、枠体52と、下限ローラ54と、第1弛みセンサ56aと、第2弛みセンサ56bと、第3弛みセンサ56cと、異常停止用センサ56dとを有している。図10では、各センサ56a〜56dが検知するコルゲートチューブ1の位置を位置A〜位置Dで示している。なお、コルゲートチューブ1の弛み状態を調節する機能は、弛み状態検知部50の各センサ56a〜56dの検知情報に基づいて制御部80が回転駆動部32及び駆動部46を制御することにより実現されるものである。
【0061】
枠体52は、アルミニウム材等により正面視門状に形成され、下側部分には、幅方向に架け渡される態様で下限ローラ54が取り付けられている。枠体52は、支持体59により直立姿勢で支持されている。また、下限ローラ54は、枠体52の幅方向に沿った軸周りに回転可能に配設されているとよい。ここでは、下限ローラ54の位置は、引出機構部40により送り出されるコルゲートチューブ1の弛みが、調尺切断機90の上流側で最大(予め設定された弛み量)になった状態(位置A)で、コルゲートチューブ1に接触する位置に設定されている。そして、引出機構部40により送り出されるコルゲートチューブ1は、枠体52と下限ローラ54との内側の空間を通じて、調尺切断機90に供給される。
【0062】
枠体52には、第1弛みセンサ56aと、第2弛みセンサ56bと、第3弛みセンサ56cと、異常停止用センサ56dとが高さ方向に離間して配設されている。ここでは、各センサ56a〜56dは、投光部と受光部とを有する光学センサ(ここでは赤外線センサ)であり、枠体52の幅方向両側に同じ高さ位置で対向するように配設されている。もっとも、センサ56a〜56dは、所望の高さ位置で、枠体52の内側に挿通されるコルゲートチューブ1を検知可能であればよく、光学センサの他にも超音波センサ等を採用することができる。
【0063】
第1弛みセンサ56aは、コルゲートチューブ1の弛みが最大になったこと(位置A)を検知するように、下限ローラ54の直上の位置に配設されているセンサである。第2弛みセンサ56bは、コルゲートチューブ1の弛みが最大の状態から張る方向に移動したこと(位置B)を検知するように、第1弛みセンサ56aの上側の位置に配設されているセンサである。第3弛みセンサ56cは、コルゲートチューブ1が設定された弛み量より弛んだ或いは張ったこと(位置C)を検知するために、第2弛みセンサ56bの上方で且つ枠体52の中間位置に配設されているセンサである。異常停止用センサ56dは、供給テーブル20、引出機構部40或いは調尺切断機90の不調、コルゲートチューブ1の引掛かり等により、コルゲートチューブ1の弛みが設定された弛み量より張った異常状態になったこと(位置D)を検知するためのセンサである。この異常停止用センサ56dは、引出機構部40と調尺切断機90との間で直線状に張った状態のコルゲートチューブ1のうち枠体52の内側に配設される部分と同じ高さ位置或いはそれより下側の位置に配設される。ここでは、異常停止用センサ56dは、コルゲートチューブ1が直線状に張った状態を検知するように、直線状に張った状態のコルゲートチューブ1のうち枠体52の内側に配設される部分と略同じ高さ位置に配設されている(図2参照)。
【0064】
下限ローラ54、各センサ56a〜56dの配設高さは、調尺切断機90によるコルゲートチューブ1の送り速度、切断長に応じて、実験的、経験的に決定されるとよく、それぞれ、高さを調節可能なように枠体52に対して取り付けられているとよい。
【0065】
上記供給テーブル20と引出機構部40と弛み状態検知部50と調尺切断機90との位置関係は、平面視において、引出機構部40の引出方向Pに沿った略直線上で、コルゲートチューブ1が供給テーブル20から調尺切断機90に供給されるような位置関係で配設されている(図3参照)。すなわち、平面視において、供給テーブル20の巻付体26に巻き付いたコルゲートチューブ1の引出方向Pに沿って、コルゲートチューブ1を送るように引出機構部40と調尺切断機90とが配設され、引出機構部40と調尺切断機90との間に弛み状態検知部50が配設される。供給テーブル20と引出機構部40と弛み状態検知部50とは、支持体27と支持体49、支持体49と支持体59がそれぞれ連結部材70により間隔を維持するように連結されて位置関係を保持されている。
【0066】
コルゲートチューブ供給装置10は、供給テーブル20の回転駆動部32及び引出機構部40の駆動部46を、制御部80により駆動制御するように構成されている。制御部80は、図示されないCPU、RAM、ROM、入出力回路等を有する一般的なコンピュータである。より具体的には、制御部80は、回転部材23の回転速度を変更可能(ここでは高速及び低速駆動の2段階に変更可能)に回転駆動するように、回転駆動部32に対して接続されている。また、制御部80は、一方のプーリ44aの回転速度を変更可能(ここでは高速及び低速駆動の2段階に変更可能)に回転駆動するように、駆動部46に対して接続されている。
【0067】
ここでは、制御部80は、回転駆動部32及び駆動部46を、駆動、停止タイミング及び速度変更について同期して制御するように設定されている。また、引出機構部40による引出速度は、供給テーブル20(回転駆動機構部30により回転駆動される回転部材23)によるコルゲートチューブ1の繰出速度に対して、同じかそれより速い(ここでは僅かに速い)速度に設定されている。引出機構部40による引出速度より供給テーブル20によるコルゲートチューブ1の繰出速度の方が速い場合と比較すると、回転部材23上においてコルゲートチューブ1の弛みに伴う絡みを抑制することができると考えられる。そして、供給テーブル20は回転部材23が接触ローラ34に対して空転可能に構成されているため、引出機構部40による引出速度が速くても、コルゲートチューブ1の巻付体26に対する巻き付きにより、適時、回転部材23が回転駆動部32の回転駆動速度より速く回転される。これにより、コルゲートチューブ1の伸び、凹み等の過度の変形が抑制され、コルゲートチューブ1がスムーズに繰り出される。
【0068】
また、制御部80は、弛み状態検知部50の各センサ56a〜56dに対して、検知情報を取得可能に接続されている(図10参照)。そして、制御部80は、各センサ56a〜56dの検知情報に基づいて、引出機構部40によるコルゲートチューブ1の引出速度及び供給テーブル20による繰出速度を制御するように構成されている。より具体的には、制御部80は、コルゲートチューブ1の弛み量が大きい(設定された閾値より大きい)場合には、引出機構部40の引出速度及び供給テーブル20の繰出速度を低速化するように制御する。また、コルゲートチューブ1の弛み量が小さい(設定された閾値より小さい)場合には、引出機構部40の引出速度及び供給テーブル20の繰出速度を高速化するように制御するようになっている。
【0069】
すなわち、制御部80は、各センサ56a〜56dの出力と回転駆動部32及び駆動部46の駆動状態(高速か低速か)とに応じて、回転駆動部32及び駆動部46に対して制御信号(低速駆動、高速駆動、停止の信号)を送るように構成されている。ここでは、制御部80は、第1弛みセンサ56aから検知信号を取得すると、回転駆動部32及び駆動部46に対して停止信号を出力する。また、制御部80は、回転駆動部32及び駆動部46の停止状態で第2弛みセンサ56bから検知信号を取得すると、回転駆動部32及び駆動部46に対して高速駆動を開始する信号を出力する。また、制御部80は、回転駆動部32及び駆動部46の高速駆動状態で第3弛みセンサ56cから検知信号を取得すると低速駆動に切替え、低速駆動状態で検知信号を取得すると高速駆動に切替える信号を出力する。さらに、制御部80は、異常停止用センサ56dから検知信号を取得すると、回転駆動部32及び駆動部46に対して停止信号を出力する。この際、調尺切断機90も停止されるとよい。
【0070】
次に、コルゲートチューブ供給装置10の動作について説明する。
【0071】
まず、準備段階として、作業者は、コルゲートチューブ1の環状束5を、巻付体26を囲うように回転部材23の載置面24上に載置する。そして、環状束5の内側からコルゲートチューブ1の一端部を抜き出し、当該コルゲートチューブ1を、引出機構部40に対して挿通路R上を挿入側から排出側に挿通すると共に、弛み状態検知部50の枠体52内を通じて調尺切断機90にセットする。ここで、環状束5から抜き出されたコルゲートチューブ1は、作業者の引き出し操作により巻付体26の外周面に巻き付けられた状態となり、巻付体26の外周面にからその接線に沿った引出方向Pに向けて引き出され、引出機構部40内に挿通される(図2、図3参照)。
【0072】
コルゲートチューブ1を引出機構部40内に挿通した後、接離調節部48のハンドル48hを操作して、送りベルト42aと42bとの間にコルゲートチューブ1を挟みこむ(図6参照)。
【0073】
そして、コルゲートチューブ供給装置10の運転を開始した後、調尺切断機90の運転を開始する。もっとも、コルゲートチューブ供給装置10の運転は、調尺切断機90の運転以前に開始されればよく、両者の運転が同時に開始されてもよい。コルゲートチューブ供給装置10の運転は制御部80に対する信号入力により開始されるとよく、例えば、制御部80に図示省略の操作部が設けられ、その操作部の操作により運転が開始されるように構成されていてもよい。
【0074】
コルゲートチューブ供給装置10の運転が開始されると、供給テーブル20の回転駆動部32が作動して回転部材23が回転駆動されると共に、引出機構部40の駆動部46が作動して送りベルト42aが駆動される。
【0075】
供給テーブル20では、引出機構部40の引き出し力及び回転部材23の回転動作により、コルゲートチューブ1を繰り出していく。より具体的には、引出機構部40の引き出し力により、コルゲートチューブ1を、巻付体26に巻き付けるように、すなわち、巻付体26の半径方向において環状束5から内側に分離するように抜き出している(図9参照)。そして、回転部材23の回転動作により、巻付体26に巻き付いたコルゲートチューブ1を順次繰り出していく。
【0076】
コルゲートチューブ1に着目すると、環状束5の内側から抜き出されるコルゲートチューブ1は、引出機構部40の引き出し力により、順次、巻付体26に対して上方に向けて螺旋状に巻き付いていく(図8、図9参照)。そして、巻付体26に巻き付けられたコルゲートチューブ1は、巻付体26の上端部より下側の位置で巻付体26の外周面からその半径方向に離間して、引出機構部40に向けて斜め上方に略直線状に繰り出されていく。
【0077】
ここで、引出機構部40によるコルゲートチューブ1の引き出し力により、回転部材23に対して、回転部材23と接触ローラ34との間の摩擦力より大きい力が繰出方向Tに作用すると、回転部材23が接触ローラ34に対して滑って空転する。これにより、供給テーブル20は、引出機構部40の引出速度に応じた繰出速度でコルゲートチューブ1を繰り出していく。
【0078】
引出機構部40では、送りベルト42aと42bとの間に配設されるコルゲートチューブ1を挿入側から排出側に向けて移動させ、供給テーブル20の巻付体26に巻き付いたコルゲートチューブ1を引出方向Pに沿って引き出している。そして、引出機構部40は、供給テーブル20からコルゲートチューブ1を引き出すのに伴って、コルゲートチューブ1を排出側から送り出している。ここで、送りベルト42aと42bとの間で移動されるコルゲートチューブ1の前後の部分に対して、挿入側及び排出側のガイド部47の複数のガイドローラ47rが接触することにより、コルゲートチューブ1を挿通路R上に案内している。
【0079】
コルゲートチューブ1に着目すると、巻付体26に巻き付いた位置から引き出されるコルゲートチューブ1は、挿入側のガイド部47を通じて、送りベルト42aと42bとの間に挿入される。そして、送りベルト42aと42bとの間で挿入側から排出側に移動され、排出側のガイド部47を通じて弛み状態検知部50側に送り出される。
【0080】
弛み状態検知部50では、引出機構部40と調尺切断機90との間に介在しているコルゲートチューブ1の弛み状態を検知している。そして、各センサ56a〜56dの検知情報に基づいて、制御部80により、供給テーブル20の回転駆動部32及び引出機構部40の駆動部46を高速、低速駆動或いは停止することにより、コルゲートチューブ1の弛み状態を調節している。これにより、引出機構部40から送り出されたコルゲートチューブ1は、弛みを維持されつつ調尺切断機90に対して供給される。
【0081】
このようにして、コルゲートチューブ供給装置10は、コルゲートチューブ1を、回転部材23に載置された環状束5から調尺切断機90に対して供給する。
【0082】
これまで、コルゲートチューブ供給装置10について、供給テーブル20が回転駆動機構部30を有する構成で説明してきたが、コルゲートチューブ供給装置10は回転駆動機構部30を備えない構成であってもよい。すなわち、引出機構部40により引き出されるコルゲートチューブ1が巻付体26に対して及ぼす回転方向の力により、回転部材23が回転される構成であってもよい。
【0083】
また、コルゲートチューブ供給装置10は、弛み状態検知部50を備えない構成であってもよい。このような構成であっても、コルゲートチューブ1を絡みなくスムーズに供給できるという効果を得ることができる。もっとも、弛み状態検知部50を備えない構成の場合、作業者が、コルゲートチューブ1の弛み状態を目視で確認し、制御部80の操作部等を操作して回転駆動部32及び駆動部46の速度を調節して弛みを調節するとよい。
【0084】
上記のように構成されたコルゲートチューブ供給装置10によると、コルゲートチューブ1は巻付体26に巻き付きつつ引き出される。このため、環状束5の内側から抜き出されるコルゲートチューブ1が、環状束5から内側(巻付体26側)に向けて分離され、環状束5の間に入り込むことを抑制することができる。つまり、コルゲートチューブ1を、絡みを抑制してスムーズに供給することができる。また、コルゲートチューブ1が、常に巻付体26の外周部に巻き付いた位置から引き出されるため、安定してコルゲートチューブ1を供給することができる。これにより、コルゲートチューブ1の供給段階における異常停止を抑制し、コルゲートチューブ1の供給先、ここでは調尺切断機90自体の稼働率を向上させることができる。
【0085】
また、回転駆動機構部30により回転部材23をコルゲートチューブ1の繰出方向Tに回転駆動するため、引出機構部40により引き出されるコルゲートチューブ1に対する負荷をより小さくすることができる。さらに、回転駆動機構部30は、回転部材23を繰出方向Tに空転可能に回転駆動するため、供給テーブル20によるコルゲートチューブ1の繰出速度より引出機構部40による引出速度が速い場合でも、その速度に応じてコルゲートチューブ1を繰り出すことができる。そして、ここでは、供給テーブル20による繰出速度が引出機構部40による引出速度より速く設定されているため、環状束5の内側から引き出されるコルゲートチューブ1を、より確実に巻付体26に巻き付けながら繰り出すことができる。これにより、コルゲートチューブ1の伸び、引掛り及び環状束5の持ち上げを抑制できると共に、環状束5から引き出されるコルゲートチューブ1の回転部材23上における弛みを抑制して絡みを抑制し、よりスムーズにコルゲートチューブ1を供給することができる。
【0086】
また、中心軸周りの回転により、回転部材23に対してコルゲートチューブ1を繰り出す向きに回転力を作用させるように、回転部材23に接触する接触ローラ34を、回転駆動部32によって回転駆動することにより回転部材23を回転させている。このため、引出機構部40によるコルゲートチューブ1の引き出し力により、回転部材23に対して、接触ローラ34と回転部材23との間の摩擦力より大きな外力が繰出方向Tに加えられると、回転部材23が接触ローラ34に対して空転される。このように、比較的単純な構成により、引出機構部40の引出速度が速い場合でも、その速度に応じてコルゲートチューブ1を繰り出し、よりスムーズにコルゲートチューブ1を供給することができる。
【0087】
また、弛み状態検知部50及び制御部80により、引出機構部40と調尺切断機90との間に介在するコルゲートチューブ1の弛み状態を検知すると共に、この検知情報に基づいて供給テーブル20の繰出速度及び引出機構部40の引出速度を調節できる。これにより、引出機構部40と調尺切断機90との間に介在するコルゲートチューブ1の弛み状態を調節することができ、調尺切断機90に対してコルゲートチューブ1を不足なしに供給することができる。さらに、調尺切断機90において、コルゲートチューブ1の調尺送りの滑りを抑制でき、切断長の精度を向上させることができる。また、他の加工、処理装置の場合でも、加工、処理精度を向上に寄与することができると考えられる。
【符号の説明】
【0088】
1 コルゲートチューブ
5 環状束
10 コルゲートチューブ供給装置
23 回転部材
26 巻付体
30 回転駆動機構部
32 回転駆動部
34 接触ローラ
40 引出機構部
56a 第1弛みセンサ
56b 第2弛みセンサ
56c 第3弛みセンサ
56d 異常停止用センサ
80 制御部
T 繰出方向
【特許請求の範囲】
【請求項1】
コルゲートチューブを供給するコルゲートチューブ供給装置であって、
前記コルゲートチューブを外周部に巻付可能な巻付体が立設され、前記コルゲートチューブの環状束を、前記巻付体を囲う態様で載置状に支持可能であると共に、前記巻付体を中心に回転可能な回転部材と、
前記回転部材に載置状に支持された前記環状束の内側から抜き出された前記コルゲートチューブを、前記巻付体の前記外周部に巻き付けつつ引き出す引出機構部と、
を備えるコルゲートチューブ供給装置。
【請求項2】
請求項1に記載のコルゲートチューブ供給装置であって、
前記回転部材を、前記コルゲートチューブを繰り出す向きに回転駆動可能な回転駆動機構部をさらに備え、
前記回転部材は、前記回転駆動機構部に対して、前記コルゲートチューブを繰り出す向きに空転可能であるコルゲートチューブ供給装置。
【請求項3】
請求項2に記載のコルゲートチューブ供給装置であって、
前記回転駆動機構部は、
中心軸周りの回転により、前記回転部材に対して前記コルゲートチューブを繰り出す向きに回転力を作用させるように、前記回転部材に接触する接触ローラと、
前記接触ローラを回転駆動可能な回転駆動部と、
を有し、
前記回転部材は、前記引出機構部による前記コルゲートチューブの引き出し力により、前記接触ローラに対して滑り可能であるコルゲートチューブ供給装置。
【請求項4】
請求項2又は3に記載のコルゲートチューブ供給装置であって、
前記引出機構部による前記コルゲートチューブの引出速度は、前記回転駆動機構部により回転駆動される前記回転部材による前記コルゲートチューブの繰出速度より速く設定されているコルゲートチューブ供給装置。
【請求項5】
請求項1〜4のいずれか一項に記載のコルゲートチューブ供給装置であって、
前記引出機構部から送り出され、前記引出機構部と前記コルゲートチューブの供給先との間に介在する前記コルゲートチューブの弛み状態を検知可能な検知部と、
前記検知部の検知情報に基づいて、前記引出機構部による前記コルゲートチューブの引出速度を制御可能な制御部と、
をさらに備えるコルゲートチューブ供給装置。
【請求項1】
コルゲートチューブを供給するコルゲートチューブ供給装置であって、
前記コルゲートチューブを外周部に巻付可能な巻付体が立設され、前記コルゲートチューブの環状束を、前記巻付体を囲う態様で載置状に支持可能であると共に、前記巻付体を中心に回転可能な回転部材と、
前記回転部材に載置状に支持された前記環状束の内側から抜き出された前記コルゲートチューブを、前記巻付体の前記外周部に巻き付けつつ引き出す引出機構部と、
を備えるコルゲートチューブ供給装置。
【請求項2】
請求項1に記載のコルゲートチューブ供給装置であって、
前記回転部材を、前記コルゲートチューブを繰り出す向きに回転駆動可能な回転駆動機構部をさらに備え、
前記回転部材は、前記回転駆動機構部に対して、前記コルゲートチューブを繰り出す向きに空転可能であるコルゲートチューブ供給装置。
【請求項3】
請求項2に記載のコルゲートチューブ供給装置であって、
前記回転駆動機構部は、
中心軸周りの回転により、前記回転部材に対して前記コルゲートチューブを繰り出す向きに回転力を作用させるように、前記回転部材に接触する接触ローラと、
前記接触ローラを回転駆動可能な回転駆動部と、
を有し、
前記回転部材は、前記引出機構部による前記コルゲートチューブの引き出し力により、前記接触ローラに対して滑り可能であるコルゲートチューブ供給装置。
【請求項4】
請求項2又は3に記載のコルゲートチューブ供給装置であって、
前記引出機構部による前記コルゲートチューブの引出速度は、前記回転駆動機構部により回転駆動される前記回転部材による前記コルゲートチューブの繰出速度より速く設定されているコルゲートチューブ供給装置。
【請求項5】
請求項1〜4のいずれか一項に記載のコルゲートチューブ供給装置であって、
前記引出機構部から送り出され、前記引出機構部と前記コルゲートチューブの供給先との間に介在する前記コルゲートチューブの弛み状態を検知可能な検知部と、
前記検知部の検知情報に基づいて、前記引出機構部による前記コルゲートチューブの引出速度を制御可能な制御部と、
をさらに備えるコルゲートチューブ供給装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−178539(P2011−178539A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−46323(P2010−46323)
【出願日】平成22年3月3日(2010.3.3)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年3月3日(2010.3.3)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
[ Back to top ]