
コルゲート管
【課題】 曲げ性能と耐圧性能とのバランスを十分に発揮することができるコルゲート管を提供する。
【解決手段】 コルゲート管10は、合成樹脂製の内管11の外周に合成樹脂製の外管12が一体的に設けられるとともに、同外管12の外周面には環状かつ軸線方向に並んで設けられた突条13が形成されて構成されている。前記内管11の合成樹脂はエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管12の合成樹脂はポリオレフィン樹脂により形成されている。内管11を形成するための共重合樹脂は、エチレンとブテン、オクテン等の炭素数3〜10のオレフィンとの共重合樹脂であることが好ましい。さらに、内管11を形成する合成樹脂は架橋構造を有していることが好ましい。
【解決手段】 コルゲート管10は、合成樹脂製の内管11の外周に合成樹脂製の外管12が一体的に設けられるとともに、同外管12の外周面には環状かつ軸線方向に並んで設けられた突条13が形成されて構成されている。前記内管11の合成樹脂はエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管12の合成樹脂はポリオレフィン樹脂により形成されている。内管11を形成するための共重合樹脂は、エチレンとブテン、オクテン等の炭素数3〜10のオレフィンとの共重合樹脂であることが好ましい。さらに、内管11を形成する合成樹脂は架橋構造を有していることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成樹脂材料により内管と外管とが一体的に形成され、例えば住宅内又は住宅外に配管される排水管路等に使用されるコルゲート管に関するものである。
【背景技術】
【0002】
従来、この種のコルゲート管は、合成樹脂製の内管の外周に外管が一体的に設けられ、同外管の外面には螺旋状又は環状の突条が形成されて構成されている。外管として硬質の合成樹脂を用い、直線状に延びる直管が良く知られているが、外管に硬質の合成樹脂、内管に軟質の合成樹脂を用いた曲げ性能を有するコルゲート管も提案されている(例えば、特許文献1及び特許文献2を参照)。すなわち、そのコルゲート管は外管が硬質合成樹脂で形成され、内管が軟質合成樹脂或いは熱可塑性エラストマー又はエチレン系共重合体で形成されている。
【特許文献1】特開2002−257269号公報(第1頁及び第3頁)
【特許文献2】特開2003−227584号公報(第1頁及び第3頁)
【発明の開示】
【発明が解決しようとする課題】
【0003】
前記特許文献1及び特許文献2に記載されているコルゲート管は、外管の硬質合成樹脂と、内管の軟質合成樹脂或いは熱可塑性エラストマー又はエチレン系共重合体との組合せにより、屈曲時に内管の内面でしわの発生が抑えられ、座屈強度、引裂強度等の良好な物性が発揮される。しかしながら、内管を形成する材料と外管を形成する材料との組合せについて、特許文献1には例えば内管を形成する材料としてポリオレフィンのマトリックスにエチレン−プロピレン−ジエン共重合体を微分散させたものが使用されている(特許文献1の段落0015)。その場合、内管の弾性が上がるためコルゲート管の曲げ性能は向上するが、耐圧性能が不足する結果を招くこととなる。従って、従来のコルゲート管は、曲げ性能と耐圧性能とのバランスを十分に発揮することができないという問題があった。
【0004】
本発明は、このような従来技術に存在する問題点に着目してなされたものである。その目的とするところは、曲げ性能と耐圧性能とのバランスを十分に発揮することができるコルゲート管を提供することにある。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、請求項1に記載の発明のコルゲート管は、合成樹脂製の内管の外周に合成樹脂製の外管が一体的に設けられるとともに、同外管の外周面には螺旋状の突条又は環状かつ軸線方向に並んで設けられた突条が形成されたコルゲート管において、前記内管の合成樹脂はエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管の合成樹脂はポリオレフィン樹脂により形成されていることを特徴とするものである。
【0006】
請求項2に記載の発明のコルゲート管は、請求項1に係る発明において、前記内管を形成するための共重合樹脂は、エチレンと炭素数4〜8のオレフィンとの共重合樹脂であることを特徴とするものである。
【0007】
請求項3に記載の発明のコルゲート管は、請求項1又は請求項2に係る発明において、前記内管を形成する合成樹脂は架橋構造を有していることを特徴とするものである。
【発明の効果】
【0008】
本発明によれば、次のような効果を発揮することができる。
請求項1に記載の発明のコルゲート管は、その内管の合成樹脂がエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管の合成樹脂がポリオレフィン樹脂により形成されている。内管の共重合樹脂によって内管に良好な柔軟性や弾力性が付与されるとともに、ポリオレフィン樹脂によって内管に機械的強度が付与される。一方、外管はポリオレフィン樹脂で形成されていることから、機械的強度が高められる。このように、内管を形成する材料にはポリオレフィン樹脂が含まれ、外管はポリオレフィン樹脂で形成されていることから、双方の相溶性が高められ、内管と外管との間に優れた密着性が得られる。そして、内管と外管とが密着された状態で、内管の優れた弾力性と外管の良好な機械的強度とが相乗的に発揮される。従って、コルゲート管は、曲げ性能と耐圧性能とのバランスを十分に発揮することができる。
【0009】
請求項2に記載の発明のコルゲート管においては、内管を形成するための共重合樹脂は、エチレンと炭素数4〜8のオレフィンとの共重合樹脂であることから、請求項1に係る発明の効果に加え、コルゲート管の曲げ性能と耐圧性能とのバランスを一層向上させることができる。
【0010】
請求項3に記載の発明のコルゲート管においては、内管を形成する合成樹脂が架橋構造を有しているため、請求項1又は請求項2に係る発明の効果に加え、耐熱性能を向上させることができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施形態について図面に基づき詳細に説明する。
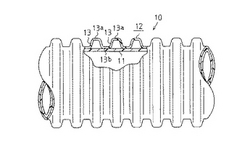
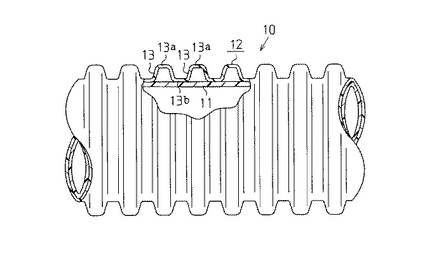
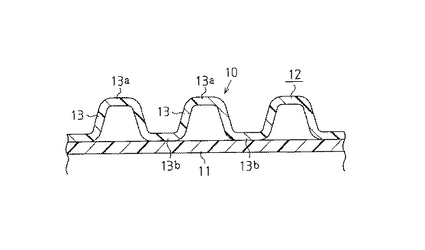
図1及び図2に示すように、本実施形態のコルゲート管10は、円筒状をなす合成樹脂製の内管11と、その内管11の外周に一体的に形成された合成樹脂製の外管12とから構成されている。外管12の外周面には環状かつ外管12の軸線方向に一定間隔をおいて並んで設けられた突条13が形成されている。図2に示すように、外管12の突条13は断面台形状に形成され、その山部13aと谷部13bとはほぼ同じ長さで外管12の周方向に延びている。外管12の突条13の谷部13bの内周面に内管11の外周面が密着して一体化されている。前記内管11はエチレンと炭素数3〜10、好ましくは炭素数4〜8のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されている。そして、上記の共重合樹脂により内管11に柔軟性、弾力性等の物性が付与されるとともに、ポリオレフィン樹脂により内管11に曲げ強度、圧縮強度等の機械的強度が付与される。共重合樹脂を形成するための炭素数3〜10のオレフィンとしては、プロピレン、ブテン、オクテン、デセン等が用いられる。
【0012】
共重合樹脂として好ましい具体例には、エチレン−ブテン共重合体として、デュポンダウエラストマージャパン(株)製、エンゲージENR7086(融点93℃、密度0.901g/cm3、メルトインデックス0.5dg/min未満、曲げ弾性率67.9MPa、伸び625%、ショアA硬度88)、エンゲージENR7380(融点48℃、密度0.870g/cm3、メルトインデックス0.5dg/min未満、曲げ弾性率13.5MPa、伸び760%、ショアA硬度68)、エンゲージENR7256(融点73℃、密度0.885g/cm3、メルトインデックス2.0dg/min、曲げ弾性率27.2MPa、伸び820%、ショアA硬度79)等が挙げられる。
【0013】
また、エチレン−オクテン共重合体として、デュポンダウエラストマージャパン(株)製、エンゲージ8150(密度0.868g/cm3、メルトインデックス0.5dg/min、ショアA硬度70)、エンゲージ8157(密度0.868g/cm3、メルトインデックス0.5dg/min、ショアA硬度70)等が挙げられる。従って、共重合樹脂のショアA硬度は、コルゲート管10の曲げ性能を維持しつつ、耐圧性能を向上させるために65〜90であることが好ましい。なお、メルトインデックスはASTM D−1238に従って測定した値(dg/min、190℃、2.16kg)、曲げ弾性率はASTM D−790に従って測定した値(MPa)、伸びはASTM D−638に従って測定した値(%、508mm/min)及びショアA硬度はASTM D−2240に従って測定した値である。
【0014】
内管11は前記共重合樹脂及びポリオレフィン樹脂の混合材料により形成されていることから、共重合樹脂とポリオレフィン樹脂との配合割合を変えることにより、内管11の物性を容易に変更することができる。ポリオレフィン樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂等が用いられる。このポリオレフィン樹脂としては、後述する外管12を形成するためのポリオレフィン樹脂と同じポリオレフィン樹脂を使用することが好ましい。
【0015】
エチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の配合割合は、前記共重合樹脂の配合割合が好ましくは20〜80質量%、より好ましくは40〜60質量%であり、ポリオレフィン樹脂の配合割合が、好ましくは80〜20質量%、より好ましくは60〜40質量%である。共重合樹脂の配合割合が20質量%未満の場合又はポリオレフィン樹脂の配合割合が80質量%を越える場合には、内管11の機械的強度が高くなり過ぎ、内管11の柔軟性や弾力性が不足してコルゲート管10の曲げ性能が低下する。一方、共重合樹脂の配合割合が80質量%を越える場合又はポリオレフィン樹脂の配合割合が20質量%未満の場合には、内管11の柔軟性や弾力性が高くなり過ぎ、機械的強度が不足してコルゲート管10の耐圧性能が低下する。
【0016】
さらに、内管11を形成する合成樹脂は架橋構造を有していることが好ましく、架橋構造を形成することにより内管11の耐熱性能を高めて使用範囲を拡大させることができる。架橋構造を形成するためには、過酸化物を用いる過酸化物架橋、電子線等の放射線を照射する放射線架橋又はビニルシラン等のシラン化合物(シランモノマー)を用いるシラン架橋が採用される。シラン架橋は、有機過酸化物の分解、分子鎖の活性化、グラフト化反応、加水分解及び縮合反応を経て行われる。
【0017】
一方、外管12はポリオレフィン樹脂で形成され、外管12の機械的強度が高められる。外管12を形成するポリオレフィン樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂等が用いられる。ポリエチレン樹脂として具体的には、低密度ポリエチレン(密度0.910〜0.925、曲げ弾性率58.8〜413.5MPa、引張強さ6.9〜22.5MPa)、中密度ポリエチレン(密度0.926〜0.940、曲げ弾性率411〜793MPa、引張強さ8.3〜24.5MPa)、高密度ポリエチレン(密度0.941〜0.965、曲げ弾性率689〜1793MPa、引張強さ21.6〜28.4MPa)等が用いられる。なお、引張強さは、ASTM D−638に従って測定した値である。
【0018】
ポリオレフィン樹脂には、オレフィンを主成分とし、少量のスチレン、酢酸ビニル、アクリル酸エステル等を共重合して得られる樹脂が含まれる。また、ポリオレフィン樹脂は、ポリオレフィンにガラス繊維、タルク等が配合されたものであっても良い。
【0019】
次に、コルゲート管10の製造装置及び製造方法について説明する。
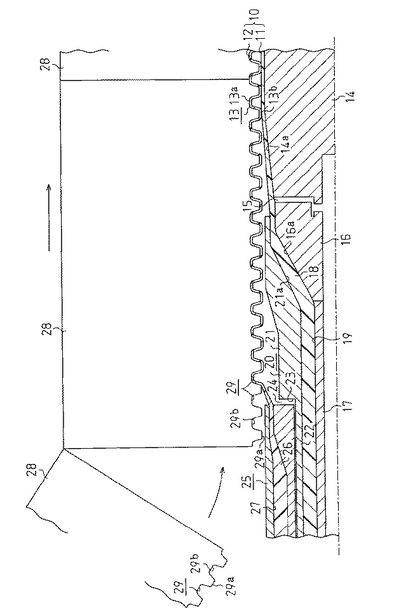
図3に示すように、コルゲート管10の成形装置を構成するマンドレル14は円柱状に形成され、その端部(図中左端部)には先端ほど縮径するテーパ面14aが設けられている。マンドレル14の前方(図中左方)には第1エア供給溝15を介し、略横円錐台状に形成された内コア16が配設されている。内コア16の前端には円筒状をなす芯コア17が連結されている。内コア16及び芯コア17の外周方には、内管11を形成する溶融状態の樹脂18を供給する第1樹脂供給路19を介して外コア20が配設されている。外コア20は後部の外コア本体21と、前部の円筒状をなす延長コア22とよりなり、外コア本体21と延長コア22との間には段差23が設けられている。外コア本体21の内周面には、前記内コア16の斜面16aの傾斜角度とほぼ同じ傾斜角度を有する傾斜面21aが設けられている。
【0020】
延長コア22の外周方には、第2エア供給溝24を介して外管成形型25が配設されている。外管成形型25内には、外管12を形成する溶融状態の樹脂26を供給する第2樹脂供給路27が形成されている。マンドレル14、外コア20及び外管成形型25の外周方には、外管12の外周面を成形する多数の移動型28が互いに連結された状態で図中左から右へ移動できるように配置されている。この移動型28の外周面には、外管12の外周面に設けられた前記突条13を成形するための凹条29が環状かつ軸線方向に一定間隔をおいて並設されている。各移動型28は前後両上端部で連結され、図中上方位置を中心にして周回移動できるように構成され、マンドレル14等の軸線方向に沿って移動するときに外管12の外周面を成形するようになっている。
【0021】
内コア16、外コア20及び外管成形型25の温度は、内管11を形成する合成樹脂及び外管12を形成する合成樹脂がともに溶融可能な温度、例えば150〜200℃に設定される。これに対してマンドレル14の温度は、成形されて得られ、移動するコルゲート管10を冷却するために、好ましくは14〜20℃に保持される。また、第1エア供給溝15及び第2エア供給溝24から吹き出されるエアの圧力は、0.3〜0.4kPaであることが好ましい。
【0022】
そして、移動型28がマンドレル14等の軸線方向に沿って移動する際に、第1樹脂供給路19から内管11を形成する溶融状態の樹脂18を供給し、第1エア供給溝15からエアを吹き出して溶融状態の樹脂18を移動型28の外周面側へ押し付けるようになっている。それと同時に、外管成形型25の第2樹脂供給路27から外管12を形成する溶融状態の樹脂26を供給し、第2エア供給溝24からエアを吹き出して溶融状態の樹脂26を移動型28の外周面に押し付けるようになっている。前記第1樹脂供給路19から供給された溶融状態の樹脂18はマンドレル14のテーパ面14aに沿って供給され、外管12の突条13の谷部13bの内周面に密着されるようになっている。
【0023】
ここで、マンドレル14の長さは、マンドレル14の直径の6〜7倍に通常設定されるが、その場合内管11を形成する溶融状態の樹脂18が冷却されて固化されるときにマンドレル14の外周面に摩擦接触されて破れるおそれがある。このため、マンドレル14の長さはその直径に対して2〜3倍に設定されている。例えば、マンドレル14の直径が50mmの場合には、マンドレル14の長さが100〜150mmに設定される。
【0024】
さて、コルゲート管10を製造する場合には、図3に示すように、多数の移動型28を周回駆動し、所定の移動型28がマンドレル14、外コア20及び外管成形型25の外周面に対向するように移動させる。その状態で、第2樹脂供給路27から外管12を形成する溶融状態の樹脂26を供給するとともに、第2エア供給溝24からエアを供給し、外管12を形成する溶融状態の樹脂26を移動型28の外周面の凹条29を形成する凸所29aと凹所29bに密着させ、外管12を形成する。外管12を形成する合成樹脂としては低密度ポリエチレン等のポリオレフィン樹脂が用いられる。
【0025】
続いて、第1樹脂供給路19から内管11を形成する溶融状態の樹脂18を供給してマンドレル14のテーパ面14aに沿って押し出すとともに、第1エア供給溝15からエアを供給して内管11を形成し、その内管11の外周面を前記外管12の突条13の谷部13bの内周面に密着させて一体化させる。内管11を形成する合成樹脂としては、エチレン−ブテン共重合樹脂等のエチレンと炭素数3〜10のオレフィンとの共重合樹脂が用いられる。このようにして、外管12と内管11とが一体化されたコルゲート管10が連続的に成形される。
【0026】
このとき、内管11を形成する合成樹脂がエチレンと炭素数3〜10のオレフィンとの共重合樹脂で形成されていることから、内管11に柔軟性及び弾力性が付与される。一方、外管12を形成する合成樹脂がポリオレフィン樹脂で形成されていることから、外管12の機械的強度が高められる。このように、内管11と外管12とはともにポリオレフィン樹脂で形成されて相溶性が良いため、内管11と外管12とが良好に密着される。その結果、内管11の柔軟性、弾力性と外管12の機械的強度とが一体となって発現される。よって、コルゲート管10は、曲げが容易であるにもかかわらず、外圧にも十分耐えることができる。
【0027】
以上の実施形態によって発揮される効果について、以下に記載する。
・ 本実施形態のコルゲート管10は、その内管11を形成する合成樹脂がエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管12を形成する合成樹脂がポリオレフィン樹脂により形成されている。内管11の共重合樹脂によって内管11に柔軟性や弾力性が付与されるとともに、ポリオレフィン樹脂によって内管11に機械的強度が付与され、かつ外管12との相溶性が高められる。一方、外管12はポリオレフィン樹脂で形成されていることから、機械的強度が高められる。このように、内管11と外管12とはともにポリオレフィン樹脂であって相溶性が良く、内管11と外管12とが密着された状態で、内管11の優れた弾力性と外管12の良好な機械的強度とが相乗的に発揮される。従って、コルゲート管10は、曲げ性能と耐圧性能とのバランスを十分に発揮することができる。
【0028】
しかも、内管11の物性を、共重合樹脂とポリオレフィン樹脂との混合割合を変更することによって容易に決定することができるため、コルゲート管10の曲げ性能と耐圧性能とのバランスを容易に調整することができる。
【0029】
・ また、内管11を形成するための共重合樹脂として、エチレンとブテン、オクテン等の炭素数4〜8のオレフィンとの共重合樹脂を用いることにより、コルゲート管10の曲げ性能と耐圧性能とのバランスを向上させることができる。
【0030】
・ さらに、内管11を形成する合成樹脂が架橋構造を有していることにより、コルゲート管10の耐熱性能を、架橋構造を有していない場合の約40℃に比べて例えば80℃付近まで向上させることができる。
【実施例】
【0031】
以下に、実施例及び比較例を挙げて、前記実施形態をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
(実施例1〜6)
実施例1〜3においては、コルゲート管10を構成する内管11の材料として、エチレン−ブテン共重合体(デュポン ダウエラストマージャパン(株)製、ENR7380)と低密度ポリエチレン(日本ポリエチレン(株)製、ノバテックLL UE011)とを、表1に示す組成で混合したものを用いた。実施例4〜6においては、コルゲート管10を構成する内管11の材料として、エチレン−オクテン共重合体(デュポン ダウエラストマージャパン(株)製、8150)と低密度ポリエチレン(日本ポリエチレン(株)製、ノバテックLL UE011)とを、表1に示す組成で混合したものを用いた。
【0032】
一方、外管12の材料として高密度ポリエチレン(三井化学(株)製、HDPE 5000N)を用いた。そして、これらの材料を用い、前述した成形方法に従ってコルゲート管10を成形した。得られたコルゲート管10について、下記に示す曲げ試験方法による曲げ強度及び扁平試験法による扁平強度を測定した。それらの結果を表1に示した。
<曲げ試験方法>
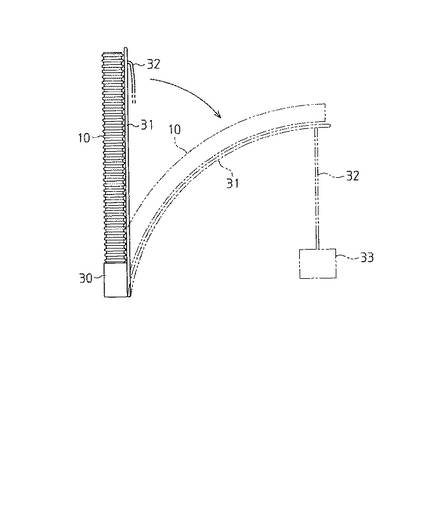
図4に示すように、長さ200mmのコルゲート管10を垂直にし、その下端を固定部材30に固定するとともに、ガイド部材31をコルゲート管10に沿って立設する。コルゲート管10の上端から50mmの位置に長さ1mのひも32を結び、その先端にプッシュプルゲージ33〔(株)イマダ製、FB(最大荷重20kg、最小目盛0.2kg)〕を取り付ける。その後、プッシュプルゲージ33を曲げ方向に引っ張り、コルゲート管10をガイド部材31に沿わせて曲げる。そして、プッシュプルゲージ33の最大荷重目盛を読む。
<扁平試験>
コルゲート管10から長さ200mmの試験片を作製し、長さ200mmの平板間に試験片を挟み、コルゲート管10の軸線に対し直交方向に10mm/分の速度で、コルゲート管10の内径が50mmのときには圧縮量が3mm、内径が80mmのときには圧縮量が4mmになるまで圧縮し、そのときの荷重を測定する。そして、試験片の長さを1mに換算して線荷重(kN/m)を算出する。試験片は23℃±2℃の温度で2時間以上調節後、同温度で試験を行う。
【0033】
【表1】

表1に示したように、実施例1〜3においては、コルゲート管10の内径が50mmのときには曲げ強度が1.8〜4.4kgで小さく曲げ性能が良く、扁平強度が1430〜1540kN/mで大きく耐圧性能にも優れていた。また、コルゲート管10の内径が80mmのときには曲げ強度が6.0〜9.1kg、扁平強度が1405〜1530kN/mで曲げ強度と扁平強度がともに良好であった。
【0034】
実施例4〜6においては、コルゲート管10の内径が50mmのときには曲げ強度が1.8〜4.4kgで小さく曲げ性能が良く、扁平強度が1426〜1538kN/mで大きく耐圧性能にも優れていた。また、コルゲート管10の内径が80mmのときには曲げ強度が6.0〜9.1kg、扁平強度が1401〜1528kN/mで曲げ強度と扁平強度がともに良好であった。
【0035】
尚、本実施形態は、次のように変更して実施することも可能である。
・ 外管12の外周面には、実施形態の突条13に代え、一定ピッチの螺旋状をなす突条を設けることもできる。
【0036】
・ 内管11を形成する共重合樹脂として、エチレン、炭素数3〜10のオレフィン以外の単量体、例えば塩化ビニル、酢酸ビニル等を共重合させた樹脂を使用することも可能である。
【0037】
・ 内管11を形成する合成樹脂を、前記共重合樹脂及びポリオレフィン樹脂に、ポリオレフィン系熱可塑性エラストマー等の熱可塑性エラストマー、エチレン−プロピレン共重合ゴム(EPM)、エチレン−プロピレン−ジエン共重合ゴム(EPDM)等のゴムを配合した混合材料を用いて形成することもできる。
【0038】
さらに、前記実施形態より把握できる技術的思想について以下に記載する。
・ 前記エチレンと炭素数3〜10のオレフィンとの共重合樹脂と、ポリオレフィン樹脂との配合割合は、共重合樹脂が20〜80質量%で、ポリオレフィン樹脂が80〜20質量%であることを特徴とする請求項1に記載のコルゲート管。このように構成した場合、コルゲート管の曲げ性能と耐圧性能とのバランスを一層向上させることができる。
【0039】
・ 前記内管の共重合樹脂を構成するポリオレフィン樹脂及び外管のポリオレフィン樹脂は、共にポリエチレン樹脂であることを特徴とする請求項1から請求項3のいずれか一項に記載のコルゲート管。このように構成した場合、請求項1から請求項3のいずれか一項に係る発明の効果に加え、内管と外管との相溶性を高めることができ、内管と外管との密着性を向上させることができる。
【0040】
・ 前記内管の共重合樹脂のショアA硬度は65〜90である請求項1から請求項3のいずれか一項に記載のコルゲート管。このように構成した場合、請求項1から請求項3のいずれか一項に係る発明の効果に加え、コルゲート管の曲げ性能を維持しつつ、耐圧性能を向上させることができる。
【0041】
・ マンドレルの前方位置には第1エア供給溝を介して内コアが配設され、内コアの外周方には、内管を形成する溶融状態の樹脂を供給する第1樹脂供給路を介して外コアが配設され、外コアの前方位置には第2エア供給溝を介して外管成形型が設けられ、外管成形型内に第2樹脂供給路が設けられるとともに、前記マンドレル、外コア及び外管成形型の外周方にはマンドレル、外コア及び外管成形型と対向する外面に外管の突条に対応する凹条が形成された移動型を配設し、前記マンドレルの長さがその直径の2〜3倍に形成されていることを特徴とするコルゲート管の製造装置。このように構成した場合、マンドレルからの内管の離型が良好になり、コルゲート管を容易に製造することができる。
【図面の簡単な説明】
【0042】
【図1】実施形態におけるコルゲート管を一部破断して示す正面図。
【図2】コルゲート管の一部を拡大して示す断面図。
【図3】コルゲート管の製造装置の要部を破断して示す概略説明図。
【図4】コルゲート管の曲げ強さを測定するための測定装置を示す説明図。
【符号の説明】
【0043】
10…コルゲート管、11…内管、12…外管、13…突条。
【技術分野】
【0001】
本発明は、合成樹脂材料により内管と外管とが一体的に形成され、例えば住宅内又は住宅外に配管される排水管路等に使用されるコルゲート管に関するものである。
【背景技術】
【0002】
従来、この種のコルゲート管は、合成樹脂製の内管の外周に外管が一体的に設けられ、同外管の外面には螺旋状又は環状の突条が形成されて構成されている。外管として硬質の合成樹脂を用い、直線状に延びる直管が良く知られているが、外管に硬質の合成樹脂、内管に軟質の合成樹脂を用いた曲げ性能を有するコルゲート管も提案されている(例えば、特許文献1及び特許文献2を参照)。すなわち、そのコルゲート管は外管が硬質合成樹脂で形成され、内管が軟質合成樹脂或いは熱可塑性エラストマー又はエチレン系共重合体で形成されている。
【特許文献1】特開2002−257269号公報(第1頁及び第3頁)
【特許文献2】特開2003−227584号公報(第1頁及び第3頁)
【発明の開示】
【発明が解決しようとする課題】
【0003】
前記特許文献1及び特許文献2に記載されているコルゲート管は、外管の硬質合成樹脂と、内管の軟質合成樹脂或いは熱可塑性エラストマー又はエチレン系共重合体との組合せにより、屈曲時に内管の内面でしわの発生が抑えられ、座屈強度、引裂強度等の良好な物性が発揮される。しかしながら、内管を形成する材料と外管を形成する材料との組合せについて、特許文献1には例えば内管を形成する材料としてポリオレフィンのマトリックスにエチレン−プロピレン−ジエン共重合体を微分散させたものが使用されている(特許文献1の段落0015)。その場合、内管の弾性が上がるためコルゲート管の曲げ性能は向上するが、耐圧性能が不足する結果を招くこととなる。従って、従来のコルゲート管は、曲げ性能と耐圧性能とのバランスを十分に発揮することができないという問題があった。
【0004】
本発明は、このような従来技術に存在する問題点に着目してなされたものである。その目的とするところは、曲げ性能と耐圧性能とのバランスを十分に発揮することができるコルゲート管を提供することにある。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、請求項1に記載の発明のコルゲート管は、合成樹脂製の内管の外周に合成樹脂製の外管が一体的に設けられるとともに、同外管の外周面には螺旋状の突条又は環状かつ軸線方向に並んで設けられた突条が形成されたコルゲート管において、前記内管の合成樹脂はエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管の合成樹脂はポリオレフィン樹脂により形成されていることを特徴とするものである。
【0006】
請求項2に記載の発明のコルゲート管は、請求項1に係る発明において、前記内管を形成するための共重合樹脂は、エチレンと炭素数4〜8のオレフィンとの共重合樹脂であることを特徴とするものである。
【0007】
請求項3に記載の発明のコルゲート管は、請求項1又は請求項2に係る発明において、前記内管を形成する合成樹脂は架橋構造を有していることを特徴とするものである。
【発明の効果】
【0008】
本発明によれば、次のような効果を発揮することができる。
請求項1に記載の発明のコルゲート管は、その内管の合成樹脂がエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管の合成樹脂がポリオレフィン樹脂により形成されている。内管の共重合樹脂によって内管に良好な柔軟性や弾力性が付与されるとともに、ポリオレフィン樹脂によって内管に機械的強度が付与される。一方、外管はポリオレフィン樹脂で形成されていることから、機械的強度が高められる。このように、内管を形成する材料にはポリオレフィン樹脂が含まれ、外管はポリオレフィン樹脂で形成されていることから、双方の相溶性が高められ、内管と外管との間に優れた密着性が得られる。そして、内管と外管とが密着された状態で、内管の優れた弾力性と外管の良好な機械的強度とが相乗的に発揮される。従って、コルゲート管は、曲げ性能と耐圧性能とのバランスを十分に発揮することができる。
【0009】
請求項2に記載の発明のコルゲート管においては、内管を形成するための共重合樹脂は、エチレンと炭素数4〜8のオレフィンとの共重合樹脂であることから、請求項1に係る発明の効果に加え、コルゲート管の曲げ性能と耐圧性能とのバランスを一層向上させることができる。
【0010】
請求項3に記載の発明のコルゲート管においては、内管を形成する合成樹脂が架橋構造を有しているため、請求項1又は請求項2に係る発明の効果に加え、耐熱性能を向上させることができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施形態について図面に基づき詳細に説明する。
図1及び図2に示すように、本実施形態のコルゲート管10は、円筒状をなす合成樹脂製の内管11と、その内管11の外周に一体的に形成された合成樹脂製の外管12とから構成されている。外管12の外周面には環状かつ外管12の軸線方向に一定間隔をおいて並んで設けられた突条13が形成されている。図2に示すように、外管12の突条13は断面台形状に形成され、その山部13aと谷部13bとはほぼ同じ長さで外管12の周方向に延びている。外管12の突条13の谷部13bの内周面に内管11の外周面が密着して一体化されている。前記内管11はエチレンと炭素数3〜10、好ましくは炭素数4〜8のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されている。そして、上記の共重合樹脂により内管11に柔軟性、弾力性等の物性が付与されるとともに、ポリオレフィン樹脂により内管11に曲げ強度、圧縮強度等の機械的強度が付与される。共重合樹脂を形成するための炭素数3〜10のオレフィンとしては、プロピレン、ブテン、オクテン、デセン等が用いられる。
【0012】
共重合樹脂として好ましい具体例には、エチレン−ブテン共重合体として、デュポンダウエラストマージャパン(株)製、エンゲージENR7086(融点93℃、密度0.901g/cm3、メルトインデックス0.5dg/min未満、曲げ弾性率67.9MPa、伸び625%、ショアA硬度88)、エンゲージENR7380(融点48℃、密度0.870g/cm3、メルトインデックス0.5dg/min未満、曲げ弾性率13.5MPa、伸び760%、ショアA硬度68)、エンゲージENR7256(融点73℃、密度0.885g/cm3、メルトインデックス2.0dg/min、曲げ弾性率27.2MPa、伸び820%、ショアA硬度79)等が挙げられる。
【0013】
また、エチレン−オクテン共重合体として、デュポンダウエラストマージャパン(株)製、エンゲージ8150(密度0.868g/cm3、メルトインデックス0.5dg/min、ショアA硬度70)、エンゲージ8157(密度0.868g/cm3、メルトインデックス0.5dg/min、ショアA硬度70)等が挙げられる。従って、共重合樹脂のショアA硬度は、コルゲート管10の曲げ性能を維持しつつ、耐圧性能を向上させるために65〜90であることが好ましい。なお、メルトインデックスはASTM D−1238に従って測定した値(dg/min、190℃、2.16kg)、曲げ弾性率はASTM D−790に従って測定した値(MPa)、伸びはASTM D−638に従って測定した値(%、508mm/min)及びショアA硬度はASTM D−2240に従って測定した値である。
【0014】
内管11は前記共重合樹脂及びポリオレフィン樹脂の混合材料により形成されていることから、共重合樹脂とポリオレフィン樹脂との配合割合を変えることにより、内管11の物性を容易に変更することができる。ポリオレフィン樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂等が用いられる。このポリオレフィン樹脂としては、後述する外管12を形成するためのポリオレフィン樹脂と同じポリオレフィン樹脂を使用することが好ましい。
【0015】
エチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の配合割合は、前記共重合樹脂の配合割合が好ましくは20〜80質量%、より好ましくは40〜60質量%であり、ポリオレフィン樹脂の配合割合が、好ましくは80〜20質量%、より好ましくは60〜40質量%である。共重合樹脂の配合割合が20質量%未満の場合又はポリオレフィン樹脂の配合割合が80質量%を越える場合には、内管11の機械的強度が高くなり過ぎ、内管11の柔軟性や弾力性が不足してコルゲート管10の曲げ性能が低下する。一方、共重合樹脂の配合割合が80質量%を越える場合又はポリオレフィン樹脂の配合割合が20質量%未満の場合には、内管11の柔軟性や弾力性が高くなり過ぎ、機械的強度が不足してコルゲート管10の耐圧性能が低下する。
【0016】
さらに、内管11を形成する合成樹脂は架橋構造を有していることが好ましく、架橋構造を形成することにより内管11の耐熱性能を高めて使用範囲を拡大させることができる。架橋構造を形成するためには、過酸化物を用いる過酸化物架橋、電子線等の放射線を照射する放射線架橋又はビニルシラン等のシラン化合物(シランモノマー)を用いるシラン架橋が採用される。シラン架橋は、有機過酸化物の分解、分子鎖の活性化、グラフト化反応、加水分解及び縮合反応を経て行われる。
【0017】
一方、外管12はポリオレフィン樹脂で形成され、外管12の機械的強度が高められる。外管12を形成するポリオレフィン樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂等が用いられる。ポリエチレン樹脂として具体的には、低密度ポリエチレン(密度0.910〜0.925、曲げ弾性率58.8〜413.5MPa、引張強さ6.9〜22.5MPa)、中密度ポリエチレン(密度0.926〜0.940、曲げ弾性率411〜793MPa、引張強さ8.3〜24.5MPa)、高密度ポリエチレン(密度0.941〜0.965、曲げ弾性率689〜1793MPa、引張強さ21.6〜28.4MPa)等が用いられる。なお、引張強さは、ASTM D−638に従って測定した値である。
【0018】
ポリオレフィン樹脂には、オレフィンを主成分とし、少量のスチレン、酢酸ビニル、アクリル酸エステル等を共重合して得られる樹脂が含まれる。また、ポリオレフィン樹脂は、ポリオレフィンにガラス繊維、タルク等が配合されたものであっても良い。
【0019】
次に、コルゲート管10の製造装置及び製造方法について説明する。
図3に示すように、コルゲート管10の成形装置を構成するマンドレル14は円柱状に形成され、その端部(図中左端部)には先端ほど縮径するテーパ面14aが設けられている。マンドレル14の前方(図中左方)には第1エア供給溝15を介し、略横円錐台状に形成された内コア16が配設されている。内コア16の前端には円筒状をなす芯コア17が連結されている。内コア16及び芯コア17の外周方には、内管11を形成する溶融状態の樹脂18を供給する第1樹脂供給路19を介して外コア20が配設されている。外コア20は後部の外コア本体21と、前部の円筒状をなす延長コア22とよりなり、外コア本体21と延長コア22との間には段差23が設けられている。外コア本体21の内周面には、前記内コア16の斜面16aの傾斜角度とほぼ同じ傾斜角度を有する傾斜面21aが設けられている。
【0020】
延長コア22の外周方には、第2エア供給溝24を介して外管成形型25が配設されている。外管成形型25内には、外管12を形成する溶融状態の樹脂26を供給する第2樹脂供給路27が形成されている。マンドレル14、外コア20及び外管成形型25の外周方には、外管12の外周面を成形する多数の移動型28が互いに連結された状態で図中左から右へ移動できるように配置されている。この移動型28の外周面には、外管12の外周面に設けられた前記突条13を成形するための凹条29が環状かつ軸線方向に一定間隔をおいて並設されている。各移動型28は前後両上端部で連結され、図中上方位置を中心にして周回移動できるように構成され、マンドレル14等の軸線方向に沿って移動するときに外管12の外周面を成形するようになっている。
【0021】
内コア16、外コア20及び外管成形型25の温度は、内管11を形成する合成樹脂及び外管12を形成する合成樹脂がともに溶融可能な温度、例えば150〜200℃に設定される。これに対してマンドレル14の温度は、成形されて得られ、移動するコルゲート管10を冷却するために、好ましくは14〜20℃に保持される。また、第1エア供給溝15及び第2エア供給溝24から吹き出されるエアの圧力は、0.3〜0.4kPaであることが好ましい。
【0022】
そして、移動型28がマンドレル14等の軸線方向に沿って移動する際に、第1樹脂供給路19から内管11を形成する溶融状態の樹脂18を供給し、第1エア供給溝15からエアを吹き出して溶融状態の樹脂18を移動型28の外周面側へ押し付けるようになっている。それと同時に、外管成形型25の第2樹脂供給路27から外管12を形成する溶融状態の樹脂26を供給し、第2エア供給溝24からエアを吹き出して溶融状態の樹脂26を移動型28の外周面に押し付けるようになっている。前記第1樹脂供給路19から供給された溶融状態の樹脂18はマンドレル14のテーパ面14aに沿って供給され、外管12の突条13の谷部13bの内周面に密着されるようになっている。
【0023】
ここで、マンドレル14の長さは、マンドレル14の直径の6〜7倍に通常設定されるが、その場合内管11を形成する溶融状態の樹脂18が冷却されて固化されるときにマンドレル14の外周面に摩擦接触されて破れるおそれがある。このため、マンドレル14の長さはその直径に対して2〜3倍に設定されている。例えば、マンドレル14の直径が50mmの場合には、マンドレル14の長さが100〜150mmに設定される。
【0024】
さて、コルゲート管10を製造する場合には、図3に示すように、多数の移動型28を周回駆動し、所定の移動型28がマンドレル14、外コア20及び外管成形型25の外周面に対向するように移動させる。その状態で、第2樹脂供給路27から外管12を形成する溶融状態の樹脂26を供給するとともに、第2エア供給溝24からエアを供給し、外管12を形成する溶融状態の樹脂26を移動型28の外周面の凹条29を形成する凸所29aと凹所29bに密着させ、外管12を形成する。外管12を形成する合成樹脂としては低密度ポリエチレン等のポリオレフィン樹脂が用いられる。
【0025】
続いて、第1樹脂供給路19から内管11を形成する溶融状態の樹脂18を供給してマンドレル14のテーパ面14aに沿って押し出すとともに、第1エア供給溝15からエアを供給して内管11を形成し、その内管11の外周面を前記外管12の突条13の谷部13bの内周面に密着させて一体化させる。内管11を形成する合成樹脂としては、エチレン−ブテン共重合樹脂等のエチレンと炭素数3〜10のオレフィンとの共重合樹脂が用いられる。このようにして、外管12と内管11とが一体化されたコルゲート管10が連続的に成形される。
【0026】
このとき、内管11を形成する合成樹脂がエチレンと炭素数3〜10のオレフィンとの共重合樹脂で形成されていることから、内管11に柔軟性及び弾力性が付与される。一方、外管12を形成する合成樹脂がポリオレフィン樹脂で形成されていることから、外管12の機械的強度が高められる。このように、内管11と外管12とはともにポリオレフィン樹脂で形成されて相溶性が良いため、内管11と外管12とが良好に密着される。その結果、内管11の柔軟性、弾力性と外管12の機械的強度とが一体となって発現される。よって、コルゲート管10は、曲げが容易であるにもかかわらず、外圧にも十分耐えることができる。
【0027】
以上の実施形態によって発揮される効果について、以下に記載する。
・ 本実施形態のコルゲート管10は、その内管11を形成する合成樹脂がエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管12を形成する合成樹脂がポリオレフィン樹脂により形成されている。内管11の共重合樹脂によって内管11に柔軟性や弾力性が付与されるとともに、ポリオレフィン樹脂によって内管11に機械的強度が付与され、かつ外管12との相溶性が高められる。一方、外管12はポリオレフィン樹脂で形成されていることから、機械的強度が高められる。このように、内管11と外管12とはともにポリオレフィン樹脂であって相溶性が良く、内管11と外管12とが密着された状態で、内管11の優れた弾力性と外管12の良好な機械的強度とが相乗的に発揮される。従って、コルゲート管10は、曲げ性能と耐圧性能とのバランスを十分に発揮することができる。
【0028】
しかも、内管11の物性を、共重合樹脂とポリオレフィン樹脂との混合割合を変更することによって容易に決定することができるため、コルゲート管10の曲げ性能と耐圧性能とのバランスを容易に調整することができる。
【0029】
・ また、内管11を形成するための共重合樹脂として、エチレンとブテン、オクテン等の炭素数4〜8のオレフィンとの共重合樹脂を用いることにより、コルゲート管10の曲げ性能と耐圧性能とのバランスを向上させることができる。
【0030】
・ さらに、内管11を形成する合成樹脂が架橋構造を有していることにより、コルゲート管10の耐熱性能を、架橋構造を有していない場合の約40℃に比べて例えば80℃付近まで向上させることができる。
【実施例】
【0031】
以下に、実施例及び比較例を挙げて、前記実施形態をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
(実施例1〜6)
実施例1〜3においては、コルゲート管10を構成する内管11の材料として、エチレン−ブテン共重合体(デュポン ダウエラストマージャパン(株)製、ENR7380)と低密度ポリエチレン(日本ポリエチレン(株)製、ノバテックLL UE011)とを、表1に示す組成で混合したものを用いた。実施例4〜6においては、コルゲート管10を構成する内管11の材料として、エチレン−オクテン共重合体(デュポン ダウエラストマージャパン(株)製、8150)と低密度ポリエチレン(日本ポリエチレン(株)製、ノバテックLL UE011)とを、表1に示す組成で混合したものを用いた。
【0032】
一方、外管12の材料として高密度ポリエチレン(三井化学(株)製、HDPE 5000N)を用いた。そして、これらの材料を用い、前述した成形方法に従ってコルゲート管10を成形した。得られたコルゲート管10について、下記に示す曲げ試験方法による曲げ強度及び扁平試験法による扁平強度を測定した。それらの結果を表1に示した。
<曲げ試験方法>
図4に示すように、長さ200mmのコルゲート管10を垂直にし、その下端を固定部材30に固定するとともに、ガイド部材31をコルゲート管10に沿って立設する。コルゲート管10の上端から50mmの位置に長さ1mのひも32を結び、その先端にプッシュプルゲージ33〔(株)イマダ製、FB(最大荷重20kg、最小目盛0.2kg)〕を取り付ける。その後、プッシュプルゲージ33を曲げ方向に引っ張り、コルゲート管10をガイド部材31に沿わせて曲げる。そして、プッシュプルゲージ33の最大荷重目盛を読む。
<扁平試験>
コルゲート管10から長さ200mmの試験片を作製し、長さ200mmの平板間に試験片を挟み、コルゲート管10の軸線に対し直交方向に10mm/分の速度で、コルゲート管10の内径が50mmのときには圧縮量が3mm、内径が80mmのときには圧縮量が4mmになるまで圧縮し、そのときの荷重を測定する。そして、試験片の長さを1mに換算して線荷重(kN/m)を算出する。試験片は23℃±2℃の温度で2時間以上調節後、同温度で試験を行う。
【0033】
【表1】
表1に示したように、実施例1〜3においては、コルゲート管10の内径が50mmのときには曲げ強度が1.8〜4.4kgで小さく曲げ性能が良く、扁平強度が1430〜1540kN/mで大きく耐圧性能にも優れていた。また、コルゲート管10の内径が80mmのときには曲げ強度が6.0〜9.1kg、扁平強度が1405〜1530kN/mで曲げ強度と扁平強度がともに良好であった。
【0034】
実施例4〜6においては、コルゲート管10の内径が50mmのときには曲げ強度が1.8〜4.4kgで小さく曲げ性能が良く、扁平強度が1426〜1538kN/mで大きく耐圧性能にも優れていた。また、コルゲート管10の内径が80mmのときには曲げ強度が6.0〜9.1kg、扁平強度が1401〜1528kN/mで曲げ強度と扁平強度がともに良好であった。
【0035】
尚、本実施形態は、次のように変更して実施することも可能である。
・ 外管12の外周面には、実施形態の突条13に代え、一定ピッチの螺旋状をなす突条を設けることもできる。
【0036】
・ 内管11を形成する共重合樹脂として、エチレン、炭素数3〜10のオレフィン以外の単量体、例えば塩化ビニル、酢酸ビニル等を共重合させた樹脂を使用することも可能である。
【0037】
・ 内管11を形成する合成樹脂を、前記共重合樹脂及びポリオレフィン樹脂に、ポリオレフィン系熱可塑性エラストマー等の熱可塑性エラストマー、エチレン−プロピレン共重合ゴム(EPM)、エチレン−プロピレン−ジエン共重合ゴム(EPDM)等のゴムを配合した混合材料を用いて形成することもできる。
【0038】
さらに、前記実施形態より把握できる技術的思想について以下に記載する。
・ 前記エチレンと炭素数3〜10のオレフィンとの共重合樹脂と、ポリオレフィン樹脂との配合割合は、共重合樹脂が20〜80質量%で、ポリオレフィン樹脂が80〜20質量%であることを特徴とする請求項1に記載のコルゲート管。このように構成した場合、コルゲート管の曲げ性能と耐圧性能とのバランスを一層向上させることができる。
【0039】
・ 前記内管の共重合樹脂を構成するポリオレフィン樹脂及び外管のポリオレフィン樹脂は、共にポリエチレン樹脂であることを特徴とする請求項1から請求項3のいずれか一項に記載のコルゲート管。このように構成した場合、請求項1から請求項3のいずれか一項に係る発明の効果に加え、内管と外管との相溶性を高めることができ、内管と外管との密着性を向上させることができる。
【0040】
・ 前記内管の共重合樹脂のショアA硬度は65〜90である請求項1から請求項3のいずれか一項に記載のコルゲート管。このように構成した場合、請求項1から請求項3のいずれか一項に係る発明の効果に加え、コルゲート管の曲げ性能を維持しつつ、耐圧性能を向上させることができる。
【0041】
・ マンドレルの前方位置には第1エア供給溝を介して内コアが配設され、内コアの外周方には、内管を形成する溶融状態の樹脂を供給する第1樹脂供給路を介して外コアが配設され、外コアの前方位置には第2エア供給溝を介して外管成形型が設けられ、外管成形型内に第2樹脂供給路が設けられるとともに、前記マンドレル、外コア及び外管成形型の外周方にはマンドレル、外コア及び外管成形型と対向する外面に外管の突条に対応する凹条が形成された移動型を配設し、前記マンドレルの長さがその直径の2〜3倍に形成されていることを特徴とするコルゲート管の製造装置。このように構成した場合、マンドレルからの内管の離型が良好になり、コルゲート管を容易に製造することができる。
【図面の簡単な説明】
【0042】
【図1】実施形態におけるコルゲート管を一部破断して示す正面図。
【図2】コルゲート管の一部を拡大して示す断面図。
【図3】コルゲート管の製造装置の要部を破断して示す概略説明図。
【図4】コルゲート管の曲げ強さを測定するための測定装置を示す説明図。
【符号の説明】
【0043】
10…コルゲート管、11…内管、12…外管、13…突条。
【特許請求の範囲】
【請求項1】
合成樹脂製の内管の外周に合成樹脂製の外管が一体的に設けられるとともに、同外管の外周面には螺旋状の突条又は環状かつ軸線方向に並んで設けられた突条が形成されたコルゲート管において、
前記内管の合成樹脂はエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管の合成樹脂はポリオレフィン樹脂により形成されていることを特徴とするコルゲート管。
【請求項2】
前記内管を形成するための共重合樹脂は、エチレンと炭素数4〜8のオレフィンとの共重合樹脂であることを特徴とする請求項1に記載のコルゲート管。
【請求項3】
前記内管を形成する合成樹脂は架橋構造を有していることを特徴とする請求項1又は請求項2に記載のコルゲート管。
【請求項1】
合成樹脂製の内管の外周に合成樹脂製の外管が一体的に設けられるとともに、同外管の外周面には螺旋状の突条又は環状かつ軸線方向に並んで設けられた突条が形成されたコルゲート管において、
前記内管の合成樹脂はエチレンと炭素数3〜10のオレフィンとの共重合樹脂及びポリオレフィン樹脂の混合材料により形成されるとともに、外管の合成樹脂はポリオレフィン樹脂により形成されていることを特徴とするコルゲート管。
【請求項2】
前記内管を形成するための共重合樹脂は、エチレンと炭素数4〜8のオレフィンとの共重合樹脂であることを特徴とする請求項1に記載のコルゲート管。
【請求項3】
前記内管を形成する合成樹脂は架橋構造を有していることを特徴とする請求項1又は請求項2に記載のコルゲート管。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−177496(P2006−177496A)
【公開日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願番号】特願2004−373423(P2004−373423)
【出願日】平成16年12月24日(2004.12.24)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
【公開日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願日】平成16年12月24日(2004.12.24)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
[ Back to top ]