
コンクリートセグメントの遠心成型用型枠
【課題】効率良くコンクリートセグメントを製造可能とする。
【解決手段】遠心成形装置30の遠心ドラム33内に着脱自在に取り付けられるコンクリートセグメントの遠心成型用型枠10であって、一対の円形部材11,11と、円弧状の複数の外枠
体13が分離可能な状態で周方向に連結されてなる円筒体22であって、軸方向の両端部に円形部材11,11のそれぞれが同軸で分離可能に連結される円筒体22と、円筒体22における外
枠体13の境界部分から当該円筒体22の内側に延出し且つ円形部材11,11の内面間を掛け渡
すように配置される複数の仕切板14とを含む。
【解決手段】遠心成形装置30の遠心ドラム33内に着脱自在に取り付けられるコンクリートセグメントの遠心成型用型枠10であって、一対の円形部材11,11と、円弧状の複数の外枠
体13が分離可能な状態で周方向に連結されてなる円筒体22であって、軸方向の両端部に円形部材11,11のそれぞれが同軸で分離可能に連結される円筒体22と、円筒体22における外
枠体13の境界部分から当該円筒体22の内側に延出し且つ円形部材11,11の内面間を掛け渡
すように配置される複数の仕切板14とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンクリートセグメントの遠心成型用型枠に関する。
【背景技術】
【0002】
従来、シールド工法において適用される鉄筋コンクリート(RC)セグメントの製造方法の一つとして、遠心成型方法がある。
【0003】
例えば、遠心成型方法の一つとして、遠心型枠の内側に、回転軸方向に複数のリング間仕切部材を配設するとともに、円周方向に複数のセグメント間仕切部材を配設した後、遠心型枠を回転させながらコンクリートを打設することにより、複数リングのセグメントを遠心成型するものがある(例えば、特許文献1)。
【0004】
或いは、遠心成形装置の遠心成形型の内径面の両端部に着脱可能に取り付けられた一対の環状の端枠を設け、端枠間にセグメント型枠を配置して、円弧状の外周面と四側面が鋼板製の被覆枠によって被覆一体化された鋼板補強型のセグメントを形成するものがある(例えば、特許文献1,図2,図3、図4)。
【0005】
また、セグメント成型部が上記した端枠間に掛け渡された複数の仕切板を有し、遠心成形装置を駆動して遠心成形型を所要の速度で回転させつつ外部からコンクリート供給ノズルでコンクリートを充填する(例えば、特許文献2、図9、図10、図11)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−162273号公報
【特許文献2】特開2008−284751号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上述したような特許文献1及び特許文献2における、遠心型枠ないし遠心成形型内に直接にコンクリートを打設する方法では、コンクリートが十分に硬化するまでの間、コンクリートを遠心型枠ないし遠心成形型から脱型できなかった。
【0008】
本発明は、上記問題点に鑑みなされたものであり、コンクリートセグメントを効率良く製造可能な技術を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明は、上述した課題を解決するため、以下の手段を採用する。
【0010】
すなわち、本発明の態様の一つは、遠心成形装置の遠心ドラム内に着脱自在に取り付けられるコンクリートセグメントの遠心成型用型枠であって、
一対の円形部材と、
円弧状の複数の外枠体が分離可能な状態で周方向に連結されてなる円筒体であって、軸方向の両端部に前記一対の円形部材のそれぞれが同軸で分離可能に連結される円筒体と、
前記円筒体における外枠体の境界部分から当該円筒体の内側に延出し、且つ前記一対の円形部材の内面間を掛け渡すように配置される複数の仕切板とを含むことを特徴とする。
【0011】
本発明の一態様によれば、円筒体に一対の円形部材を同軸で連結するとともに、仕切板
を配置することで、コンクリートセグメントの遠心成型用型枠を組み立てることができる。外枠体の連結は、直接に連結しても良く、仕切板を介して行っても良い。
【0012】
その後、組み立てられた遠心成型用型枠を遠心ドラム内に配置し、遠心ドラムを回転させながらコンクリートを打設し、円形部材、外枠体及び仕切板で囲まれた空間がコンクリートで満たされることで、コンクリートセグメントが製造される。コンクリートがある程度硬化した時点で、遠心ドラムから遠心成型用型枠を取り出し、コンクリートを養生することができる。従って、コンクリートの養生が済むまで遠心ドラムを休止させる必要がない。従って、遠心ドラムの稼働率を高めることができ、セグメントの製造効率を高めることができる。
【0013】
なお、組み立てられた遠心成型用型枠における、円形部材、外枠体及び仕切板で囲まれた空間に鉄筋を配置することで、コンクリートの打設によりRCセグメントを得ることもできる。
【0014】
本発明による遠心成型用型枠において、前記外枠体の外面にスティフナが形成されているようにしても良い。このようにすれば、円筒体、ひいては型枠に十分な強度を持たせることができる。
【0015】
例えば、スティフナは、前記外枠体の長さ方向両端部に形成された第1のフランジ部と、前記外枠体の幅方向両端部に形成された第2のフランジ部と、前記外枠体の外面上に立設された少なくとも一つのリブとを含み、前記第1のフランジ部は、隣接する他の外枠体と直接に又は仕切板を介して連結され、前記第2のフランジ部は、前記一対の円形部材の夫々の内面との当接状態において固定手段により円形部材と連結されるようにしても良い。
【0016】
また、本発明による遠心成型用型枠において、前記仕切板は、前記円筒体の形成時に連結される外枠体間に介装されて外枠体間の連結具で外枠体と一体に連結され、仕切板の一部が円筒体の内側に延出するようにしても良い。このようにすれば、円筒体の形成(組み立て)工程において、仕切板を適宜の位置に配置することができ、型枠の組み立てを簡易にすることができる。
【0017】
また、本発明による遠心成型用型枠は、前記円筒体における各外枠体の内径中心が前記円筒体の中心から径方向に所定量だけ偏心するように構成することができる。このようにすれば、当該型枠から取り出される複数のコンクリート成型物の真円度を高めることができる。
【0018】
また、本発明による遠心成形用型枠は、軸に直交する平面で形成された一方の軸方向端面と前記軸と斜めに交わる平面で形成された他方の軸方向端面とを有する円筒状に形成され、前記一方の端面が前記一対の円形部材のいずれか一方の内面に同軸で取り付けられるスペーサをさらに含むことができる。このようなスペーサを含むことで、テーパー付きのセグメントリングを作製することができる。
【0019】
また、本発明の他の態様は、円弧状の複数の外枠体が分離可能な状態で周方向に連結されてなる円筒体の軸方向の両端部に一対の円形部材のそれぞれが同軸で分離可能に連結され、当該円筒体における外枠体の境界部分から当該円筒体の内側に延出し且つ前記一対の円形部材の内面間を掛け渡すように複数の仕切板が配置された遠心成型用型枠を組み立て、
前記遠心成型用型枠を遠心成形装置の遠心ドラム内に配置し、
前記遠心ドラムを回転させながら前記遠心成型用型枠内にコンクリートを打設し、
前記打設後に前記遠心成型用型枠を前記遠心ドラムから取り出して前記コンクリートを養生し、
前記遠心成型用型枠を分解する
ことを含むコンクリートセグメントの製造方法である。
【発明の効果】
【0020】
本発明によれば、セグメントを効率良く製造することができる。
【図面の簡単な説明】
【0021】
【図1A】実施形態に係る遠心成型用型枠を用いて製造されるセグメントにより構成されるセグメントリングの例を示す。
【図1B】図1に示したセグメントリングを構成するセグメントの例を示す。
【図2】実施形態に係るコンクリートセグメントの遠心成型用型枠の分解説明図である。
【図3】図3(A)は、円形部材の外面を示す図であり、図3(B)は、円形部材の内面を示す図である。
【図4】図4(A)は、複数の背板を連結して得られる円筒体を正面図(軸方向から見た図)であり、図4(B)は、円筒体の側面を示す図である。
【図5】図5(A)は、仕切板の正面図であり、図5(B)は、仕切板の右側面図である。
【図6】図6は、ピース間継手を形成するための継手部材の例を示す図であり、図6(A)は、仕切板14に継手部材を取り付けた状態を示す側面図であり、図6(B)は、継手部材が取り付けられた仕切板14を上方から見た図であり、図6(C)は、継手部材に含まれる連結箱を示す図である。
【図7】複数の遠心成型用型枠が設置された状態の遠心成型装置を側面から見た図である。
【図8】図7に示した遠心成型装置を正面から見た図である。
【図9】図9は、実施形態の遠心成型用型枠の他の実施形態を示す図であり、型枠内にスペーサを取り付けた状態を模式的に示す図である。
【図10】図10は、円筒体の形成方法の説明図である。
【発明を実施するための形態】
【0022】
以下、図面を参照して、本発明の実施形態に係るコンクリートセグメントの遠心成型用型枠及び遠心成型用型枠を用いたコンクリートセグメントの製造方法について説明する。
【0023】
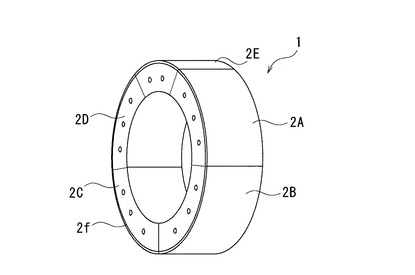
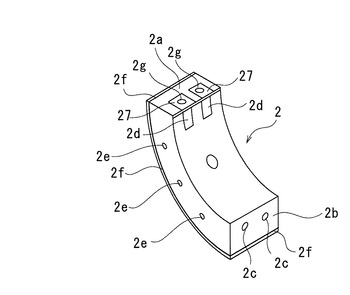
図1A及び図1Bは、遠心成型用型枠を用いて製造されるコンクリートセグメント(以下、単に「セグメント」と表記)の例を示す。図1Aには、円筒状のセグメントリング1が示されており、図1Bには、図1Aに示したセグメントリング1を形成するセグメント(セグメントピース)2の一つが示されている。
【0024】
図1Aにおいて、セグメントリング1は、遠心成型方法により製造された5つのセグメント2A,2B,2C,2D,2Eから形成されている(以下、セグメント2A〜2Eを区別しない場合には、「セグメント2」との表記を用いる。)各セグメント2は、二つの周方向端面2a,2bを有する円弧状に形成されている。
【0025】
また、各セグメント2の一方の端面2b側には、セグメント2同士をセグメント2の周方向で連結するためのインサートナット37,37(図6参照)が埋設されており、端面2bには、インサートナット37,37のナット穴2c,2cが開口されている。一方、セグメント2の他方の端面2a側には、ナット穴2c,2cに挿入されるピース間連結用の各ボルト(図示せず)を挿通するための貫通孔2g,2gが形成されており、貫通孔2
g,2gは、セグメント2の端面2a側に設けられた凹部2d,2dに連通している。このようにして、各ボルトが凹部2d,2dから貫通孔2g,2gに挿入され、他のセグメント2の端面2bに設けられたナット穴2c,2cに挿入されてインサートナット37,37と螺合されることによって、セグメント2同士が周方向に連結(ピース間接続)されるようになっている。
【0026】
また、セグメント2の幅方向(セグメントリング1の軸方向)の各端面には、セグメントリング1をその軸方向にリング間継手(図示せず)で連結するための複数の穴2eが設けられている。さらに、セグメント2の周方向の端面2a,2b及び幅方向の各端面には、止水用のシール部材(例えば、リング状のゴム、或いはゴムカバー)をセグメント2の全側面に亘って掛け留めるための溝2fが形成されている。
【0027】
このようなセグメント2(セグメントリング1)は、シールド工法を用いたトンネル工事に適用される。例えば、上下水道、又は共同溝の工事において適用される。トンネル工事において、セグメント2A〜2Eがボルト(セグメント間継手)によって周方向に連結されることでセグメントリング1が組み立てられる。各セグメントリング1は、セグメントリング1の外周面が掘削されたトンネルの内周面に接するように配置され、穴2eを用いてトンネル(セグメントリング1)の軸方向に図示しないボルト(リング間継ぎ手)で連結される。このように連結された複数のセグメントリング1は、上下水道や共同溝における送水用のパイプ(管)として利用される。
【0028】
なお、図1Aには、セグメントリングの例として、ABKタイプのセグメントリング1をなすセグメント群2A〜2Eを示している。但し、本実施形態の遠心成型用型枠10を用いて、他のタイプのテーパー付きセグメント(例えば、台形及び平行四辺形のセグメントピースで形成される曲線対応タイプのテーパー付きセグメントリング)を製造することも可能である。また、各セグメント2の端面がセグメントリング1の軸に対して平行な矩形のセグメント群からなるセグメントリングを製造することも可能である。要は、型枠10を用いて、様々な形状のセグメントピースから形成されるセグメントリングを製造することができる。
【0029】
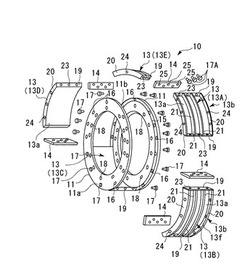
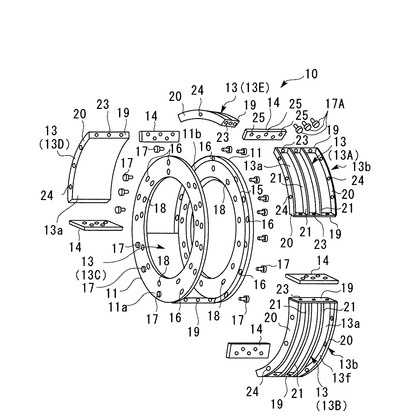
図2は、図1に示したような複数のセグメント2(2A〜2E)を製造するために使用される遠心成型用型枠10(以下、単に「型枠10」と表記する)の分解説明図である。図3(A)は、円形部材の外面を示す図であり、図3(B)は、円形部材の内面を示す図である。図4(A)は、複数の背板を連結して得られる円筒体を正面図(軸方向から見た図)であり、図4(B)は、円筒体の側面を示す図である。図5(A)は、仕切板の正面図であり、図5(B)は、仕切板の右側面図である。
【0030】
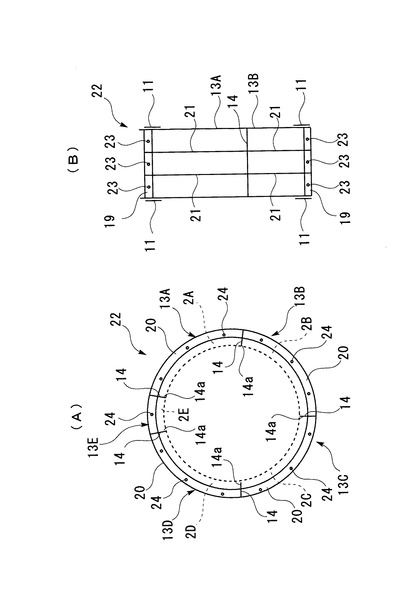
図2において、型枠10は、大略して、一対の円形部材(リング部材)11,11と、複数の円弧状の外枠体である複数の背板13と、複数の仕切板14とを備える。
【0031】
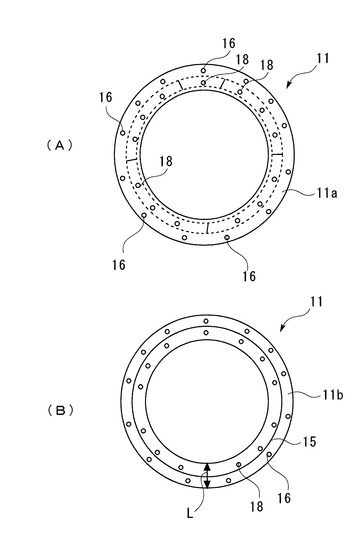
一対の円形部材11,11は、同様の構成を備える。円形部材11は、円形のリング状に形成された金属製(例えば、鋼製)の平板である。円形部材11は、外面11aと内面11bとを有している。内面11bには、セグメント2の溝2f(図1B)を形成するための環状の凸部15が、円形部材11と同心で形成されている(図3(B))。
【0032】
また、各円形部材11には、円形部材11の外縁と同心円上において、所定の間隔を空けて複数の貫通孔16が形成されている。各貫通孔16は、背板13を円形部材11に固定手段であるボルト17及び図示しないナットで固定するためのボルト孔として使用される。
【0033】
さらに、各円形部材11には、貫通孔16よりも内側にセグメント2の穴2eを形成するための複数の貫通孔18が形成されている。貫通孔18も、円形部材11の同心円上に形成されている。貫通孔18を用いてリング間継手用の埋設金物が設置される。なお、貫通孔16の数は、背板13との良好な連結状態を得るために適宜設定可能である、また、貫通孔18の数は、セグメント2に形成する穴2eの数に応じて適宜設定可能である。
【0034】
型枠10は、組み立て後に、遠心成型装置30の遠心ドラム33内に設置される(図8参照)。このため、一対の円形部材11,11の外径は、遠心ドラムの内径に応じたサイズを有する。
【0035】
また、円形部材11のリング幅長さL(図3(B))は、セグメント2の厚さ以上となるように形成されている。なお、本実施形態における円形部材11は、型枠10が遠心ドラム33内に配置された場合において、型枠10内をコンクリート供給ノズルのような機器等が通過可能とするために、円形部材11の中央部を大きく開口してリング状に形成している。従って、円形部材11の開口部の形状及び数は、遠心成型用型枠が遠心ドラム内に配置された場合の状況に鑑みて適宜設定可能である。
【0036】
図2には、図1Aに示したABKタイプのセグメントリング1を形成するための複数の背板13A〜13Eが示されている。以下、背板13A〜13Eを区別しない場合には、背板13と表記する。
【0037】
背板13は、円弧状(少なくとも内面が円筒の周面を有する)に形成された金属製(例えば鋼製)の基板13aと、基板13aの補強部材であるスティフナ13bとを備える。スティフナ13bは、基板13aの長さ方向の外縁から外側に向かって基板13aに対してほぼ垂直に立設されたフランジ19,19と、基板13aの幅方向の外縁から外側に向かってほぼ垂直に立設されたフランジ20,20とを含む。
【0038】
フランジ19,19は、リブ21,21で区切られた各領域のほぼ中央に貫通孔23をそれぞれ有している(図4(B))。貫通孔23は、背板13同士を連結するためのボルト孔として使用される。
【0039】
また、フランジ20,20は、円形部材11の貫通孔16に対応する複数の貫通孔24を有している(図4(A))。貫通孔24は、ボルト17が挿通されるボルト孔であり、背板13を円形部材11に固定するために使用される。
【0040】
さらに、スティフナ13bは、基板13aの外面上にほぼ垂直に立設されたリブ21,21を含んでいる。リブ21,21は、フランジ20,20と平行な状態で基板13aの長さ方向に延びており、リブ21,21の両端部はそれぞれフランジ19,19に接続されている。なお、リブ21,21は、フランジ20とリブ21との間、リブ21間がほぼ等間隔となるように形成されている。但し、これらの間隔は適宜設定可能である。また、リブ21の数も適宜設定可能である。さらに、基板13aの幅方向において基板13aの外面に基板13aの幅方向に延びるリブをさらに設けることもできる。このように、背板13がスティフナ13bを有することで、背板13の剛性が高められ、結果として後述する筒状体としての円筒体22の強度、ひいては型枠10が好適な強度を得ることができる。
【0041】
背板13A〜13Eは、その長手方向で連結されることによって、図4(A)に示すような筒状体(円筒体22)を形成する。図2に示すように、背板13間の連結時には、連結される二つの背板13のフランジ19同士が対向する状態とされ、フランジ19間に仕切板14が配置され、ボルト17Aが各フランジ19の貫通孔23と仕切板14に設けられ
た貫通孔23に対応する貫通孔25を挿通した状態で、ナット26(図5(B))によりボルト17Aによるボルト締めが行われる。このようにして、背板13間が連結される。
【0042】
背板13同士の連結により、仕切板14は、背板13のフランジ19間に介装され、ボルト17Aを用いたボルト締めによりフランジ19間に挟持された状態となる。仕切板14を背板13間に介装させた状態で背板13同士がその長さ方向に連結されることによって、図4(A)に示すような円筒体22を形成することができる。円筒体22において、背板13間に介装された各仕切板14は、円筒体22の内側へ向かって延出する延出部14aを有する状態となる。
【0043】
このような円筒体22の両側に円形部材11をボルト17で固定することにより、型枠10を組み立てることができる。すなわち、円筒体22の軸方向に設けられた各貫通孔24と円形部材11の貫通孔16とを位置合わせし、ボルト17を円形部材11の外面11a側から貫通孔16及び貫通孔24に挿入し、貫通孔24から飛び出したボルト17の先端に図示しないナットを嵌めて締めることで、各円形部材11を円筒体22に固定することができる。このとき、円形部材11,11は、円筒体22と同軸(同心)となる。円筒体22に円形部材11,11が固定された状態において、背板13の内面、円形部材11,11の内面11b,11b及び仕切板14(延出部14a)で囲まれた空間が、セグメント2の成型用コンクリートを充填する空間をなす。ここで、型枠10が軸中心に回転する状態でコンクリートが充填されることで、図4(A)において破線で示したような円筒形のコンクリート成型物ができる。ここで、円筒形のコンクリート成型物は、仕切板14を境に分離することができる。よって、コンクリート成型物を仕切板14を境に分割することで、図1Aに示したようなセグメントリング1を形成するセグメント2A〜2Eを得ることができる。
【0044】
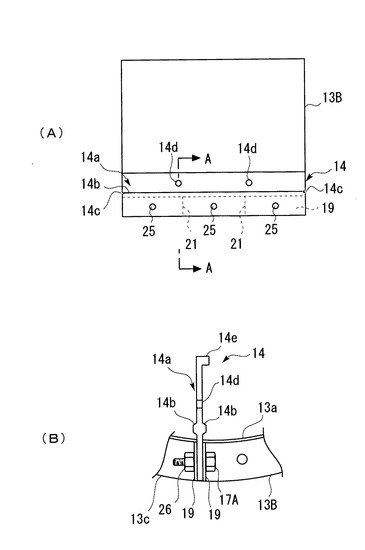
図5は、仕切板14の構成の詳細を示す図である。図5(A)は、仕切板14の正面を示す図であり、図5(B)は、図5(A)におけるA−A断面を示す説明図である。図5(A)には、図4(A)に示した背板13Bの左側の端部に位置合わせされて配置された仕切板14を、図4(A)の紙面の左側から見た状態が示されている。
【0045】
図5(A)(B)に示すように、仕切板14は、背板13と同じ幅長さを有しており、仕切板14の下端部を背板13Bのフランジ19の下端と一致させると、各貫通孔25がフランジ19の各貫通孔23と一致するようになっている。そして、フランジ19より上側の部分が延出部14aとなる。
【0046】
背板13の連結時には、図5(B)に示すように、仕切板14の両面に連結対象の二つの背板13(図5(B)では背板13Bと背板13C)の各フランジ19,19を当接させる。この状態で、一方の側(図5(B)では背板13B側)からボルト17Aを貫通孔23,貫通孔25及び貫通孔23を通過させ、他方の側に飛び出したボルト17Aの先端にナット26を嵌めて締める。これによって、仕切板14が背板13間に挟まれた状態で、背板13と一体に連結される。この状態において、仕切板14のフランジ19の高さより高い部分は、円筒体22において円筒体22の内側へ延出する延出部14aとなる。
【0047】
このように、仕切板14を背板13間に介装し、連結具であるボルト17A及びナット26で背板13と一体に連結することで、円筒体22に容易に仕切板14を配置することができ、型枠10の組み立てを容易にすることができる。
【0048】
延出部14aは、型枠10によって成形されるセグメント2の境界を規定する部材として機能する。すなわち、図5(B)に示す例では、背板13B側にセグメント2Bが成形され、背板13C側にセグメント2Cが成形される。
【0049】
延出部14aの下部には、仕切板14の幅方向に延びた直線状の凸部14bが仕切板14の両側に形成されている(図5(B))。各凸部14bは、図1Bに示したようなシール用の溝2fをセグメント2の周方向端面に形成するために設けられている。各凸部14bの端部には、溝14c,14cが形成されており、各溝14cは、円形部材11の内面11bに設けられた凸部15(図2)が挿入される。
【0050】
また、延出部14aの中間部分には、セグメント2の両端部にナット穴2c,2c,穴2g,2g,及び凹部2d、すなわち、ピース間継手を形成するための継手部材を支持するための貫通孔14d,14dが形成されている。さらに、延出部14aの上端部は仕切板14の高さ方向に対してほぼ直交する方向に張り出した張出部を有しており、この張出部14eは、セグメント2に目地を形成するために使用される。
【0051】
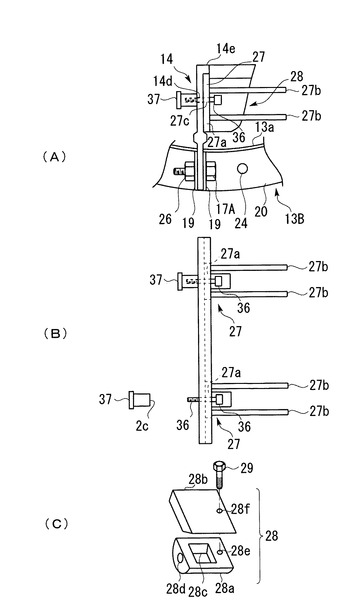
図6は、ピース間継手を形成するための継手部材の例を示す図である。図6(A)は、仕切板14に継手部材を取り付けた状態を示す側面図であり、図6(B)は、継手部材が取り付けられた仕切板14を上方から見た図であり、図6(C)は、継手部材に含まれる連結箱を示す図である。
【0052】
図6(A)(B)(C)において、継手部材は、仕切板14の背面側に配置される端面部材27及び連結箱28と、仕切板14の正面側に配置されるインサートナット37とを含んでいる。
【0053】
端面部材27は、セグメント2の端面2aの一部となる矩形の金属板(例えば、鋼板)27aと、金属板27aの背面から延出する4つのアンカー筋27bとを備えている。金属板27aのほぼ中央には、セグメント2の穴2gとなる貫通孔27cが形成されている。
【0054】
連結箱28は、図6(C)に示されるように、半円柱状の箱体28aと蓋体28bとを含む。箱体28aには、上部が開口された中空部(凹部)28cと、この中空部28cと箱体28aの一方の軸方向端面とを連通するように設けられた貫通孔28dとが設けられている。また、箱体28aの上面には、蓋体28bで箱体28aの上面を蓋体28bで被覆した状態で蓋体28bをボルト29により固定するためのナット穴28eが設けられている。
【0055】
蓋体28bにもナット穴28eに対応する貫通孔28fが設けられており、箱体28aの上面に、貫通孔28fとナット穴28eとの位置あわせをした状態で蓋体28bをかぶせ、ボルト29を貫通孔28fから挿入し、貫通孔28f及びナット穴28eと螺合させることで、蓋体28bを固定することができる。
【0056】
図6(A)に示すように、端面部材27の金属板27aの上縁を張出部14eの下部に接触させた状態で、金属板27aの正面を仕切板14の背面に密着させると、金属板27aの貫通孔27cと仕切板14の貫通孔14dとが連通した状態となる。この状態において、箱体28aを貫通孔27cと貫通孔28dとを位置合わせした状態でアンカー筋27b間に配置し、中空部28cからボルト36を挿入してボルト36の先端が貫通孔28d,27c,14dを通って仕切板14の正面から飛び出した状態にする。この状態で、ボルト36の先端にインサートナット37を螺合させて締めると、端面部材27及び箱体28aがボルト36とインサートナット37との間に挟まれて仕切板14に固定された状態となる。このような状態において、箱体28aに蓋体28bがかぶせられ、ボルト29で蓋体28bが固定される。なお、この状態における張出部14及び蓋体28bの上面と同じ高さになるまで、型枠10にコンクリートが充填される。
【0057】
次に、上記した型枠10を用いたセグメント2の製造方法について説明する。本製造方法は、外径が3m程度のヒューム管の規格に応じた既存の遠心成型装置を用いてセグメントリングを形成する複数のセグメント2(セグメントピース)を一つの型枠10で一度に成型する例について説明する。なお、本実施形態の型枠10を用いて製造されるセグメントリング1の外径は、例えば2〜3mで、セグメント2の幅は0.5〜1mである。
【0058】
最初に、型枠10を組み立てる。例えば、複数の背板13間に複数の仕切板14を挟み、背板13同士をボルト締めすることで、図4(A)に示したような円筒体22を形成し、円筒体22の両側に円形部材11,11をボルト17及び図示しないナットで固定することで、型枠10を組み立てることができる。
【0059】
型枠10は、複数のボルト17の除去により円形部材11,11と円筒体22とを分離可能となっている。また、ボルト17Aの除去により円筒体22を複数の背板13(外枠
体)に分離することもできる。
【0060】
型枠10の組み立て工程において、仕切板14に上述した手法でピース間継手を形成するための継手部材(端面部材27、連結箱28)を固定する(図6(A))。また、円形部材11,11の貫通孔18を用いて、リング間継手用の金物をコンクリート打設空間に設置する。さらに、円形部材11,11,仕切板14及び背板13で囲まれた空間に鉄筋を配置することもできる。さらにコンクリート打設空間を形成する部位、すなわち基板13aの内面、円形部材11の内面11b,及び仕切板14(延出部14a)に、コンクリート剥離剤を塗布したり、これらの部材間に止水工を施したりすることができる。このようにして、水密性の高いコンクリート打設空間を形成することができる。型枠10の組み立て工程では、少なくとも、一度に遠心ドラム33(図8)内に配置可能な数の型枠10が組み立てられる。
【0061】
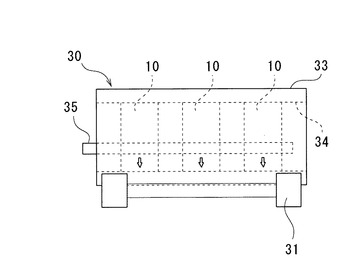
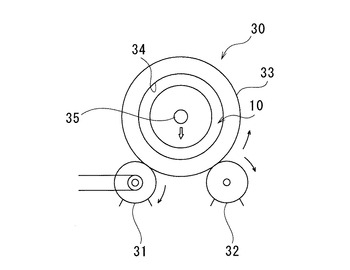
図7は、型枠10が適用される遠心成型装置30の側面図であり、図8は、図7に示した遠心成型装置30の正面図である。図7及び図8に示すように、遠心成型装置30は、平行配置されたローラ31,32と、ローラ31,32上に載置された円筒状の遠心ドラム33とを備える。
【0062】
遠心ドラム33内には、型枠10を設置するための円柱状の内部空間34が設けられており、型枠10は、遠心ドラム33内において、遠心ドラム33の回転軸と同軸になる状態で着脱可能に取り付けられる。また、図7に示されるように、遠心ドラム33内には、複数の型枠10(図7では3つ)が一度に配置される。
【0063】
ローラ31は、図示しない駆動装置(例えばモータ)と接続されており、駆動装置からの動力をチェーン又はベルトを介して得て回転する。ローラ32は補助ローラである。ローラ31が回転することによって、遠心ドラム33は、所定速度で回転することができる。遠心ドラム33の回転中に、遠心ドラム33の内部空間34に配置されたコンクリート供給装置35からコンクリートが型枠10内に流し込まれる。これによって、コンクリートが型枠10に設けられたコンクリート打設空間に充填(打設)され、遠心締め固めが行われる。
【0064】
コンクリートの打設から所定時間が経過すると、ローラ31、すなわち遠心ドラム33の回転が停止され、各型枠10の仕切板14周辺のコンクリート仕上げが行われる。このとき、仕切板14の張出部14eの上面や蓋体28bの上面を定規としてコンクリート仕上げを行うことができ、コンクリート仕上げを容易に行うことができる。
【0065】
その後、遠心ドラム33から各型枠10が取り出され、養生のために所定時間放置される。遠心ドラム33から各型枠10が取り出されると、予め組み立てておいた複数の型枠10を直ちに遠心ドラム33に設置し、次の打設工程を行うことができる。
【0066】
養生が済むと、型枠10を分解することで、脱型作業が行われる。このとき、型枠10から複数のボルト17を抜き取ることで、円形部材11,11が円筒体22と分離される。さらに、蓋体28bを外すことで、セグメント2の凹部2dを形成することができる。この凹部2d(中空部28c)を用いてボルト36(図6(A)(B))を外し、且つ複数のボルト17Aを抜き取ることで、円筒体22が複数の背板13に分離される。このとき、円筒体22の内側に形成された円筒形のコンクリート成型物は、仕切板14を境界として分離される。これによって、円筒形のコンクリート成型物は、容易に5つのピースに分割される。
【0067】
そして、各ピースから背板13、場合によっては仕切板14を取り外すことで、図1Aに示したようなセグメントリング1を形成するための複数のセグメント2A〜2Eが得られる。また、複数のピースへの分解後、仕上げ工程が行われる。この仕上げ工程において、端面部材27は、セグメント2の端部に残置されており、端面部材27の正面を基準として、セグメント2の端面2aを平らに仕上げることができる。
【0068】
上述した実施形態によれば、型枠10は、円筒体22をなす複数の背板13(外枠体)と、円筒体22の両側に同軸で対向する状態で固定される円形部材11,11と、円筒体22において、背板間13に挟持される仕切板14とを有しており、セグメント2の外側面は背板13(基板13a)により成型される。すなわち、遠心ドラム33の内部空間34の面が型枠の一部として使用されないので、養生が終了する前に型枠10を遠心ドラム33内から取り出して、遠心成型装置30を次のセグメント製造に用いることができる。すなわち、遠心成型装置30の休止時間を短くし、稼働時間を長くすることができる。これによって、多数の型枠10を予め用意すれば、所定時間当たりに製造可能なセグメント数を増やすことが可能となる。
【0069】
また、外枠体である背板13にスティフナ13bが形成されているので、円筒体22は十分な剛性を持ち、円形部材11,11間を円筒体22で連結することで、十分な剛性を持つ型枠10を形成できるようにしている。すなわち、円形部材11,11間を継手部材で連結する必要がなくなっている。これにより、型枠10の部品点数を少なくし、組み立て及び分解が容易となっている。
【0070】
また、型枠10を構成する一対の円形部材11,11、複数の背板13,及び複数の仕切板14は繰り返し使用が可能である。このため、セグメント2の製造に要求される主な鋼材は端面部材27となるので、セグメント2の製造に必要な鋼材費を抑えることができる。従って、型枠費用、鋼材費が抑えられるので、セグメント2を安価に作成することができる。
【0071】
また、本実施形態では、一つの型枠10で、セグメントリング1を形成する全てのセグメントピース2A〜2Eが製造されるように構成し、さらに、遠心ドラム33の軸方向長さを考慮して、複数の型枠10を設置できる長さになるように、セグメント2の幅方向長さが決められている。これによって、セグメントリング1の製造効率を向上させることができる。
【0072】
さらに、本実施形態によれば、上記した特許文献1、2が有していた以下のような課題を解決することができる。
【0073】
(1)製品(セグメント)の5面(背面、4側面)に型枠の鋼材が残り、製品可価格が高価になる。
【0074】
(2)打設空間の水密性が得にくく、製品表面に水道(ミズミチ)が残りやすい。
【0075】
すなわち、上記課題(1)に対しては、セグメント2の表面に露出する鋼材は、ピース間継手となる端面部材27のみとなるので、セグメント2に使用される鋼材の量を減らすことができ、セグメント2の単価を下げることができる。また、上記課題(2)に対しては、型枠10の部材間の繋ぎ目(接合部分)に止水工を施すことで、止水性の高い打設空間を形成することができる。
【0076】
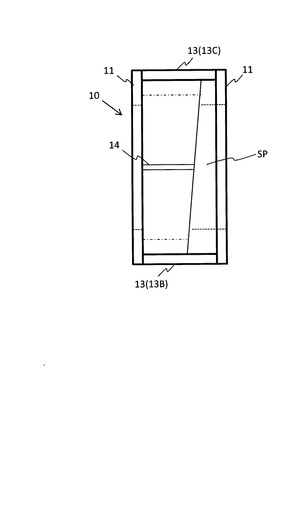
さらに、本実施形態は、以下のような改良を行うことができる。図9は、実施形態の遠心成型用型枠の他の実施形態を示す図であり、型枠内にスペーサを取り付けた状態を模式的に示す図である。図9は、図2に示した型枠10Aを組み立て、型枠10A内にスペーサSPを設置し、説明のために、背板13A,13D,13Eを取り除いた状態を、上面視した図である。
【0077】
図9に示すように、スペーサSPは、筒状体を斜めに切断した外形状を有しており、鋼材を用いて形成されている。スペーサSPは、鋼材を用いて一体成形されるものであってもよく、複数の分割ピースが組み立てられてなるものであっても良い。
【0078】
スペーサSPの軸方向の一方の端面は、軸に直交するリング状の平面で形成され、他方の端面は、軸に対して斜めに交わるリング状の平面となっている。スペーサSPの一方の端面は、円形部材11の一方の内面11bに、同軸で例えば溶接により固定される。但し、ボルト等を用いて固定するようにしても良い。
【0079】
スペーサSPは、図示しないが、円形部材11の貫通孔18(図2)と連通する複数の貫通孔を有し、各貫通孔を用いてリング間継手用の埋設金物が設置される。但し、上記貫通孔の代わりに、スペーサSPの他方の端面の、貫通孔18と軸方向で同一直線上となる位置に穴を設け、当該穴を用いて埋設金物が設置されるようにしても良い。
【0080】
また、図示しないが、スペーサSPの他方の端面には、セグメント2の溝2f(図1B)を形成するための環状の凸部15に相当する環状の凸部が形成されている。スペーサSPの外周面形状は、円筒体22の内周面形状に合わせて形成され、スペーサSPの外径は、円筒体22の内径に一致するように形成されている。また、スペーサSPの内径は、例えば円形部材11の内径に合わせて形成され、スペーサSPの厚みは、形成されるセグメントの厚み(図9において一点鎖線で図示)よりも厚くなっている。
【0081】
このようなスペーサSPの適用により、一方の端面が軸に対して斜めになったセグメントリングを型枠10により製造することができる。このようなセグメントリングは、トンネルの曲線部分(カーブ)に合わせて管を設置するために使用される。スペーサSPは、簡易溶接により円形部材11に取り付けられるので、容易に円形部材11から取り外すことができ、再利用可能である。
【0082】
また、実施形態で説明した円筒体22(筒状体)は、以下のように構成することが可能である。円筒体22を形成するに当たり、各背板13の内径中心(背板13の内面の円弧を周の一部とする円の中心)と、円筒体22の中心(型枠10の回転中心)とを一致させて形成すると、背板13間には仕切板14が挟まれるため、型枠10から取り出された複数のコンクリート成型物(セグメントピース)の端部を接触させて円形を作ろうとすると、仕切板14の厚さだけ周長さが足りないので、その端面形状は円形にはならず花びら状
となる可能性がある。
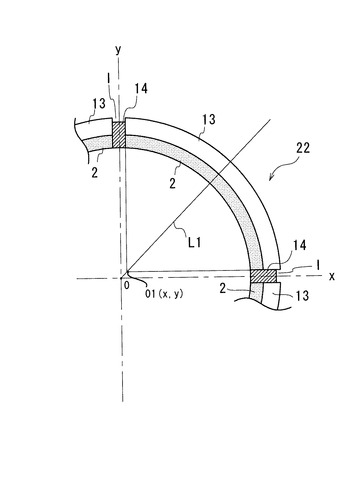
【0083】
図10は、円筒体の形成方法を示す。図10は、90°で4分割された複数のセグメント2(セグメントピース)からなるセグメントリングを製造するための円筒体22が例示されている。図10に示すように、円筒体22を形成する際には、各背板13の内径中心01が円筒体22の中心0(0,0)から所定量だけ径方向に後退する(偏心する)状態で、仕切板14を挟んで連結する。具体的には、仕切板14の位置を固定して、二つの仕切板14の中心と円筒体22の中心0とを結ぶ二つの線(図10の例ではx軸及びy軸)を二等分する線L1上で背板13の内径中心01(x,y)がx方向及びy方向の双方向において等しく後退し、型枠10から取り出される複数のコンクリート成型物(セグメントピース)の周方向長さの合計が、作製すべきセグメントリングの周長さと一致するように後退量(偏心量)が決定される。このようにして、円筒体22を形成することで、型枠10から取り出される複数のコンクリート成型物(セグメントピース)を組み立てたときの真円度を高めることができる。
【0084】
また、仕切板14を挟んで背板13を連結する際には、各背板13は、偏心量だけ円筒体22の中心から後退することで、仕切板14の外側端部よりも外側に後退した状態にされる。このように、連結される背板13間に間隙Iを設けることで、型枠10を分解してコンクリート成型物を取り出す作業を容易にすることができる。もっとも、本発明は、背板13の内径中心を円筒体22の中心(型枠10の回転中心)と一致させる場合と偏心させる場合との双方を含む。
【符号の説明】
【0085】
SP・・・スペーサ
1・・・セグメントリング
2・・・セグメント
2a,2b・・・周方向の端面
2c,2c・・・ナット穴
2d、2d・・・凹部
2e・・・穴
2f・・・溝
2g・・・穴
10・・・遠心成型用型枠
11,11・・・円形部材
11a・・・円形部材外面
11b・・・円形部材内面
13,13A〜13E・・・背板(外枠体)
13a・・・基板
13b・・・スティフナ
14・・・仕切板
14a・・・延出部
14b・・・凸部
14c・・・溝
14d,25・・・貫通孔
15・・・凸部
16,18・・・円形部材の貫通孔
17,17A・・・ボルト
19・・・フランジ(第1のフランジ)
20・・・フランジ(第2のフランジ)
21・・・リブ
23,24・・・貫通孔
26・・・ナット
27・・・端面部材
27a・・・金属板
27b・・・アンカー筋
28・・・連結箱
28a・・・箱体
28b・・・蓋体
28c・・・中空部(凹部)
28d,28f・・・貫通孔
28e・・・ナット穴
29・・・ボルト
30・・・遠心成型装置
31,32・・・ローラ
33・・・遠心ドラム
34・・・内部空間
35・・・コンクリート供給装置
36・・・ボルト
37・・・インサートナット
【技術分野】
【0001】
本発明は、コンクリートセグメントの遠心成型用型枠に関する。
【背景技術】
【0002】
従来、シールド工法において適用される鉄筋コンクリート(RC)セグメントの製造方法の一つとして、遠心成型方法がある。
【0003】
例えば、遠心成型方法の一つとして、遠心型枠の内側に、回転軸方向に複数のリング間仕切部材を配設するとともに、円周方向に複数のセグメント間仕切部材を配設した後、遠心型枠を回転させながらコンクリートを打設することにより、複数リングのセグメントを遠心成型するものがある(例えば、特許文献1)。
【0004】
或いは、遠心成形装置の遠心成形型の内径面の両端部に着脱可能に取り付けられた一対の環状の端枠を設け、端枠間にセグメント型枠を配置して、円弧状の外周面と四側面が鋼板製の被覆枠によって被覆一体化された鋼板補強型のセグメントを形成するものがある(例えば、特許文献1,図2,図3、図4)。
【0005】
また、セグメント成型部が上記した端枠間に掛け渡された複数の仕切板を有し、遠心成形装置を駆動して遠心成形型を所要の速度で回転させつつ外部からコンクリート供給ノズルでコンクリートを充填する(例えば、特許文献2、図9、図10、図11)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−162273号公報
【特許文献2】特開2008−284751号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上述したような特許文献1及び特許文献2における、遠心型枠ないし遠心成形型内に直接にコンクリートを打設する方法では、コンクリートが十分に硬化するまでの間、コンクリートを遠心型枠ないし遠心成形型から脱型できなかった。
【0008】
本発明は、上記問題点に鑑みなされたものであり、コンクリートセグメントを効率良く製造可能な技術を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明は、上述した課題を解決するため、以下の手段を採用する。
【0010】
すなわち、本発明の態様の一つは、遠心成形装置の遠心ドラム内に着脱自在に取り付けられるコンクリートセグメントの遠心成型用型枠であって、
一対の円形部材と、
円弧状の複数の外枠体が分離可能な状態で周方向に連結されてなる円筒体であって、軸方向の両端部に前記一対の円形部材のそれぞれが同軸で分離可能に連結される円筒体と、
前記円筒体における外枠体の境界部分から当該円筒体の内側に延出し、且つ前記一対の円形部材の内面間を掛け渡すように配置される複数の仕切板とを含むことを特徴とする。
【0011】
本発明の一態様によれば、円筒体に一対の円形部材を同軸で連結するとともに、仕切板
を配置することで、コンクリートセグメントの遠心成型用型枠を組み立てることができる。外枠体の連結は、直接に連結しても良く、仕切板を介して行っても良い。
【0012】
その後、組み立てられた遠心成型用型枠を遠心ドラム内に配置し、遠心ドラムを回転させながらコンクリートを打設し、円形部材、外枠体及び仕切板で囲まれた空間がコンクリートで満たされることで、コンクリートセグメントが製造される。コンクリートがある程度硬化した時点で、遠心ドラムから遠心成型用型枠を取り出し、コンクリートを養生することができる。従って、コンクリートの養生が済むまで遠心ドラムを休止させる必要がない。従って、遠心ドラムの稼働率を高めることができ、セグメントの製造効率を高めることができる。
【0013】
なお、組み立てられた遠心成型用型枠における、円形部材、外枠体及び仕切板で囲まれた空間に鉄筋を配置することで、コンクリートの打設によりRCセグメントを得ることもできる。
【0014】
本発明による遠心成型用型枠において、前記外枠体の外面にスティフナが形成されているようにしても良い。このようにすれば、円筒体、ひいては型枠に十分な強度を持たせることができる。
【0015】
例えば、スティフナは、前記外枠体の長さ方向両端部に形成された第1のフランジ部と、前記外枠体の幅方向両端部に形成された第2のフランジ部と、前記外枠体の外面上に立設された少なくとも一つのリブとを含み、前記第1のフランジ部は、隣接する他の外枠体と直接に又は仕切板を介して連結され、前記第2のフランジ部は、前記一対の円形部材の夫々の内面との当接状態において固定手段により円形部材と連結されるようにしても良い。
【0016】
また、本発明による遠心成型用型枠において、前記仕切板は、前記円筒体の形成時に連結される外枠体間に介装されて外枠体間の連結具で外枠体と一体に連結され、仕切板の一部が円筒体の内側に延出するようにしても良い。このようにすれば、円筒体の形成(組み立て)工程において、仕切板を適宜の位置に配置することができ、型枠の組み立てを簡易にすることができる。
【0017】
また、本発明による遠心成型用型枠は、前記円筒体における各外枠体の内径中心が前記円筒体の中心から径方向に所定量だけ偏心するように構成することができる。このようにすれば、当該型枠から取り出される複数のコンクリート成型物の真円度を高めることができる。
【0018】
また、本発明による遠心成形用型枠は、軸に直交する平面で形成された一方の軸方向端面と前記軸と斜めに交わる平面で形成された他方の軸方向端面とを有する円筒状に形成され、前記一方の端面が前記一対の円形部材のいずれか一方の内面に同軸で取り付けられるスペーサをさらに含むことができる。このようなスペーサを含むことで、テーパー付きのセグメントリングを作製することができる。
【0019】
また、本発明の他の態様は、円弧状の複数の外枠体が分離可能な状態で周方向に連結されてなる円筒体の軸方向の両端部に一対の円形部材のそれぞれが同軸で分離可能に連結され、当該円筒体における外枠体の境界部分から当該円筒体の内側に延出し且つ前記一対の円形部材の内面間を掛け渡すように複数の仕切板が配置された遠心成型用型枠を組み立て、
前記遠心成型用型枠を遠心成形装置の遠心ドラム内に配置し、
前記遠心ドラムを回転させながら前記遠心成型用型枠内にコンクリートを打設し、
前記打設後に前記遠心成型用型枠を前記遠心ドラムから取り出して前記コンクリートを養生し、
前記遠心成型用型枠を分解する
ことを含むコンクリートセグメントの製造方法である。
【発明の効果】
【0020】
本発明によれば、セグメントを効率良く製造することができる。
【図面の簡単な説明】
【0021】
【図1A】実施形態に係る遠心成型用型枠を用いて製造されるセグメントにより構成されるセグメントリングの例を示す。
【図1B】図1に示したセグメントリングを構成するセグメントの例を示す。
【図2】実施形態に係るコンクリートセグメントの遠心成型用型枠の分解説明図である。
【図3】図3(A)は、円形部材の外面を示す図であり、図3(B)は、円形部材の内面を示す図である。
【図4】図4(A)は、複数の背板を連結して得られる円筒体を正面図(軸方向から見た図)であり、図4(B)は、円筒体の側面を示す図である。
【図5】図5(A)は、仕切板の正面図であり、図5(B)は、仕切板の右側面図である。
【図6】図6は、ピース間継手を形成するための継手部材の例を示す図であり、図6(A)は、仕切板14に継手部材を取り付けた状態を示す側面図であり、図6(B)は、継手部材が取り付けられた仕切板14を上方から見た図であり、図6(C)は、継手部材に含まれる連結箱を示す図である。
【図7】複数の遠心成型用型枠が設置された状態の遠心成型装置を側面から見た図である。
【図8】図7に示した遠心成型装置を正面から見た図である。
【図9】図9は、実施形態の遠心成型用型枠の他の実施形態を示す図であり、型枠内にスペーサを取り付けた状態を模式的に示す図である。
【図10】図10は、円筒体の形成方法の説明図である。
【発明を実施するための形態】
【0022】
以下、図面を参照して、本発明の実施形態に係るコンクリートセグメントの遠心成型用型枠及び遠心成型用型枠を用いたコンクリートセグメントの製造方法について説明する。
【0023】
図1A及び図1Bは、遠心成型用型枠を用いて製造されるコンクリートセグメント(以下、単に「セグメント」と表記)の例を示す。図1Aには、円筒状のセグメントリング1が示されており、図1Bには、図1Aに示したセグメントリング1を形成するセグメント(セグメントピース)2の一つが示されている。
【0024】
図1Aにおいて、セグメントリング1は、遠心成型方法により製造された5つのセグメント2A,2B,2C,2D,2Eから形成されている(以下、セグメント2A〜2Eを区別しない場合には、「セグメント2」との表記を用いる。)各セグメント2は、二つの周方向端面2a,2bを有する円弧状に形成されている。
【0025】
また、各セグメント2の一方の端面2b側には、セグメント2同士をセグメント2の周方向で連結するためのインサートナット37,37(図6参照)が埋設されており、端面2bには、インサートナット37,37のナット穴2c,2cが開口されている。一方、セグメント2の他方の端面2a側には、ナット穴2c,2cに挿入されるピース間連結用の各ボルト(図示せず)を挿通するための貫通孔2g,2gが形成されており、貫通孔2
g,2gは、セグメント2の端面2a側に設けられた凹部2d,2dに連通している。このようにして、各ボルトが凹部2d,2dから貫通孔2g,2gに挿入され、他のセグメント2の端面2bに設けられたナット穴2c,2cに挿入されてインサートナット37,37と螺合されることによって、セグメント2同士が周方向に連結(ピース間接続)されるようになっている。
【0026】
また、セグメント2の幅方向(セグメントリング1の軸方向)の各端面には、セグメントリング1をその軸方向にリング間継手(図示せず)で連結するための複数の穴2eが設けられている。さらに、セグメント2の周方向の端面2a,2b及び幅方向の各端面には、止水用のシール部材(例えば、リング状のゴム、或いはゴムカバー)をセグメント2の全側面に亘って掛け留めるための溝2fが形成されている。
【0027】
このようなセグメント2(セグメントリング1)は、シールド工法を用いたトンネル工事に適用される。例えば、上下水道、又は共同溝の工事において適用される。トンネル工事において、セグメント2A〜2Eがボルト(セグメント間継手)によって周方向に連結されることでセグメントリング1が組み立てられる。各セグメントリング1は、セグメントリング1の外周面が掘削されたトンネルの内周面に接するように配置され、穴2eを用いてトンネル(セグメントリング1)の軸方向に図示しないボルト(リング間継ぎ手)で連結される。このように連結された複数のセグメントリング1は、上下水道や共同溝における送水用のパイプ(管)として利用される。
【0028】
なお、図1Aには、セグメントリングの例として、ABKタイプのセグメントリング1をなすセグメント群2A〜2Eを示している。但し、本実施形態の遠心成型用型枠10を用いて、他のタイプのテーパー付きセグメント(例えば、台形及び平行四辺形のセグメントピースで形成される曲線対応タイプのテーパー付きセグメントリング)を製造することも可能である。また、各セグメント2の端面がセグメントリング1の軸に対して平行な矩形のセグメント群からなるセグメントリングを製造することも可能である。要は、型枠10を用いて、様々な形状のセグメントピースから形成されるセグメントリングを製造することができる。
【0029】
図2は、図1に示したような複数のセグメント2(2A〜2E)を製造するために使用される遠心成型用型枠10(以下、単に「型枠10」と表記する)の分解説明図である。図3(A)は、円形部材の外面を示す図であり、図3(B)は、円形部材の内面を示す図である。図4(A)は、複数の背板を連結して得られる円筒体を正面図(軸方向から見た図)であり、図4(B)は、円筒体の側面を示す図である。図5(A)は、仕切板の正面図であり、図5(B)は、仕切板の右側面図である。
【0030】
図2において、型枠10は、大略して、一対の円形部材(リング部材)11,11と、複数の円弧状の外枠体である複数の背板13と、複数の仕切板14とを備える。
【0031】
一対の円形部材11,11は、同様の構成を備える。円形部材11は、円形のリング状に形成された金属製(例えば、鋼製)の平板である。円形部材11は、外面11aと内面11bとを有している。内面11bには、セグメント2の溝2f(図1B)を形成するための環状の凸部15が、円形部材11と同心で形成されている(図3(B))。
【0032】
また、各円形部材11には、円形部材11の外縁と同心円上において、所定の間隔を空けて複数の貫通孔16が形成されている。各貫通孔16は、背板13を円形部材11に固定手段であるボルト17及び図示しないナットで固定するためのボルト孔として使用される。
【0033】
さらに、各円形部材11には、貫通孔16よりも内側にセグメント2の穴2eを形成するための複数の貫通孔18が形成されている。貫通孔18も、円形部材11の同心円上に形成されている。貫通孔18を用いてリング間継手用の埋設金物が設置される。なお、貫通孔16の数は、背板13との良好な連結状態を得るために適宜設定可能である、また、貫通孔18の数は、セグメント2に形成する穴2eの数に応じて適宜設定可能である。
【0034】
型枠10は、組み立て後に、遠心成型装置30の遠心ドラム33内に設置される(図8参照)。このため、一対の円形部材11,11の外径は、遠心ドラムの内径に応じたサイズを有する。
【0035】
また、円形部材11のリング幅長さL(図3(B))は、セグメント2の厚さ以上となるように形成されている。なお、本実施形態における円形部材11は、型枠10が遠心ドラム33内に配置された場合において、型枠10内をコンクリート供給ノズルのような機器等が通過可能とするために、円形部材11の中央部を大きく開口してリング状に形成している。従って、円形部材11の開口部の形状及び数は、遠心成型用型枠が遠心ドラム内に配置された場合の状況に鑑みて適宜設定可能である。
【0036】
図2には、図1Aに示したABKタイプのセグメントリング1を形成するための複数の背板13A〜13Eが示されている。以下、背板13A〜13Eを区別しない場合には、背板13と表記する。
【0037】
背板13は、円弧状(少なくとも内面が円筒の周面を有する)に形成された金属製(例えば鋼製)の基板13aと、基板13aの補強部材であるスティフナ13bとを備える。スティフナ13bは、基板13aの長さ方向の外縁から外側に向かって基板13aに対してほぼ垂直に立設されたフランジ19,19と、基板13aの幅方向の外縁から外側に向かってほぼ垂直に立設されたフランジ20,20とを含む。
【0038】
フランジ19,19は、リブ21,21で区切られた各領域のほぼ中央に貫通孔23をそれぞれ有している(図4(B))。貫通孔23は、背板13同士を連結するためのボルト孔として使用される。
【0039】
また、フランジ20,20は、円形部材11の貫通孔16に対応する複数の貫通孔24を有している(図4(A))。貫通孔24は、ボルト17が挿通されるボルト孔であり、背板13を円形部材11に固定するために使用される。
【0040】
さらに、スティフナ13bは、基板13aの外面上にほぼ垂直に立設されたリブ21,21を含んでいる。リブ21,21は、フランジ20,20と平行な状態で基板13aの長さ方向に延びており、リブ21,21の両端部はそれぞれフランジ19,19に接続されている。なお、リブ21,21は、フランジ20とリブ21との間、リブ21間がほぼ等間隔となるように形成されている。但し、これらの間隔は適宜設定可能である。また、リブ21の数も適宜設定可能である。さらに、基板13aの幅方向において基板13aの外面に基板13aの幅方向に延びるリブをさらに設けることもできる。このように、背板13がスティフナ13bを有することで、背板13の剛性が高められ、結果として後述する筒状体としての円筒体22の強度、ひいては型枠10が好適な強度を得ることができる。
【0041】
背板13A〜13Eは、その長手方向で連結されることによって、図4(A)に示すような筒状体(円筒体22)を形成する。図2に示すように、背板13間の連結時には、連結される二つの背板13のフランジ19同士が対向する状態とされ、フランジ19間に仕切板14が配置され、ボルト17Aが各フランジ19の貫通孔23と仕切板14に設けられ
た貫通孔23に対応する貫通孔25を挿通した状態で、ナット26(図5(B))によりボルト17Aによるボルト締めが行われる。このようにして、背板13間が連結される。
【0042】
背板13同士の連結により、仕切板14は、背板13のフランジ19間に介装され、ボルト17Aを用いたボルト締めによりフランジ19間に挟持された状態となる。仕切板14を背板13間に介装させた状態で背板13同士がその長さ方向に連結されることによって、図4(A)に示すような円筒体22を形成することができる。円筒体22において、背板13間に介装された各仕切板14は、円筒体22の内側へ向かって延出する延出部14aを有する状態となる。
【0043】
このような円筒体22の両側に円形部材11をボルト17で固定することにより、型枠10を組み立てることができる。すなわち、円筒体22の軸方向に設けられた各貫通孔24と円形部材11の貫通孔16とを位置合わせし、ボルト17を円形部材11の外面11a側から貫通孔16及び貫通孔24に挿入し、貫通孔24から飛び出したボルト17の先端に図示しないナットを嵌めて締めることで、各円形部材11を円筒体22に固定することができる。このとき、円形部材11,11は、円筒体22と同軸(同心)となる。円筒体22に円形部材11,11が固定された状態において、背板13の内面、円形部材11,11の内面11b,11b及び仕切板14(延出部14a)で囲まれた空間が、セグメント2の成型用コンクリートを充填する空間をなす。ここで、型枠10が軸中心に回転する状態でコンクリートが充填されることで、図4(A)において破線で示したような円筒形のコンクリート成型物ができる。ここで、円筒形のコンクリート成型物は、仕切板14を境に分離することができる。よって、コンクリート成型物を仕切板14を境に分割することで、図1Aに示したようなセグメントリング1を形成するセグメント2A〜2Eを得ることができる。
【0044】
図5は、仕切板14の構成の詳細を示す図である。図5(A)は、仕切板14の正面を示す図であり、図5(B)は、図5(A)におけるA−A断面を示す説明図である。図5(A)には、図4(A)に示した背板13Bの左側の端部に位置合わせされて配置された仕切板14を、図4(A)の紙面の左側から見た状態が示されている。
【0045】
図5(A)(B)に示すように、仕切板14は、背板13と同じ幅長さを有しており、仕切板14の下端部を背板13Bのフランジ19の下端と一致させると、各貫通孔25がフランジ19の各貫通孔23と一致するようになっている。そして、フランジ19より上側の部分が延出部14aとなる。
【0046】
背板13の連結時には、図5(B)に示すように、仕切板14の両面に連結対象の二つの背板13(図5(B)では背板13Bと背板13C)の各フランジ19,19を当接させる。この状態で、一方の側(図5(B)では背板13B側)からボルト17Aを貫通孔23,貫通孔25及び貫通孔23を通過させ、他方の側に飛び出したボルト17Aの先端にナット26を嵌めて締める。これによって、仕切板14が背板13間に挟まれた状態で、背板13と一体に連結される。この状態において、仕切板14のフランジ19の高さより高い部分は、円筒体22において円筒体22の内側へ延出する延出部14aとなる。
【0047】
このように、仕切板14を背板13間に介装し、連結具であるボルト17A及びナット26で背板13と一体に連結することで、円筒体22に容易に仕切板14を配置することができ、型枠10の組み立てを容易にすることができる。
【0048】
延出部14aは、型枠10によって成形されるセグメント2の境界を規定する部材として機能する。すなわち、図5(B)に示す例では、背板13B側にセグメント2Bが成形され、背板13C側にセグメント2Cが成形される。
【0049】
延出部14aの下部には、仕切板14の幅方向に延びた直線状の凸部14bが仕切板14の両側に形成されている(図5(B))。各凸部14bは、図1Bに示したようなシール用の溝2fをセグメント2の周方向端面に形成するために設けられている。各凸部14bの端部には、溝14c,14cが形成されており、各溝14cは、円形部材11の内面11bに設けられた凸部15(図2)が挿入される。
【0050】
また、延出部14aの中間部分には、セグメント2の両端部にナット穴2c,2c,穴2g,2g,及び凹部2d、すなわち、ピース間継手を形成するための継手部材を支持するための貫通孔14d,14dが形成されている。さらに、延出部14aの上端部は仕切板14の高さ方向に対してほぼ直交する方向に張り出した張出部を有しており、この張出部14eは、セグメント2に目地を形成するために使用される。
【0051】
図6は、ピース間継手を形成するための継手部材の例を示す図である。図6(A)は、仕切板14に継手部材を取り付けた状態を示す側面図であり、図6(B)は、継手部材が取り付けられた仕切板14を上方から見た図であり、図6(C)は、継手部材に含まれる連結箱を示す図である。
【0052】
図6(A)(B)(C)において、継手部材は、仕切板14の背面側に配置される端面部材27及び連結箱28と、仕切板14の正面側に配置されるインサートナット37とを含んでいる。
【0053】
端面部材27は、セグメント2の端面2aの一部となる矩形の金属板(例えば、鋼板)27aと、金属板27aの背面から延出する4つのアンカー筋27bとを備えている。金属板27aのほぼ中央には、セグメント2の穴2gとなる貫通孔27cが形成されている。
【0054】
連結箱28は、図6(C)に示されるように、半円柱状の箱体28aと蓋体28bとを含む。箱体28aには、上部が開口された中空部(凹部)28cと、この中空部28cと箱体28aの一方の軸方向端面とを連通するように設けられた貫通孔28dとが設けられている。また、箱体28aの上面には、蓋体28bで箱体28aの上面を蓋体28bで被覆した状態で蓋体28bをボルト29により固定するためのナット穴28eが設けられている。
【0055】
蓋体28bにもナット穴28eに対応する貫通孔28fが設けられており、箱体28aの上面に、貫通孔28fとナット穴28eとの位置あわせをした状態で蓋体28bをかぶせ、ボルト29を貫通孔28fから挿入し、貫通孔28f及びナット穴28eと螺合させることで、蓋体28bを固定することができる。
【0056】
図6(A)に示すように、端面部材27の金属板27aの上縁を張出部14eの下部に接触させた状態で、金属板27aの正面を仕切板14の背面に密着させると、金属板27aの貫通孔27cと仕切板14の貫通孔14dとが連通した状態となる。この状態において、箱体28aを貫通孔27cと貫通孔28dとを位置合わせした状態でアンカー筋27b間に配置し、中空部28cからボルト36を挿入してボルト36の先端が貫通孔28d,27c,14dを通って仕切板14の正面から飛び出した状態にする。この状態で、ボルト36の先端にインサートナット37を螺合させて締めると、端面部材27及び箱体28aがボルト36とインサートナット37との間に挟まれて仕切板14に固定された状態となる。このような状態において、箱体28aに蓋体28bがかぶせられ、ボルト29で蓋体28bが固定される。なお、この状態における張出部14及び蓋体28bの上面と同じ高さになるまで、型枠10にコンクリートが充填される。
【0057】
次に、上記した型枠10を用いたセグメント2の製造方法について説明する。本製造方法は、外径が3m程度のヒューム管の規格に応じた既存の遠心成型装置を用いてセグメントリングを形成する複数のセグメント2(セグメントピース)を一つの型枠10で一度に成型する例について説明する。なお、本実施形態の型枠10を用いて製造されるセグメントリング1の外径は、例えば2〜3mで、セグメント2の幅は0.5〜1mである。
【0058】
最初に、型枠10を組み立てる。例えば、複数の背板13間に複数の仕切板14を挟み、背板13同士をボルト締めすることで、図4(A)に示したような円筒体22を形成し、円筒体22の両側に円形部材11,11をボルト17及び図示しないナットで固定することで、型枠10を組み立てることができる。
【0059】
型枠10は、複数のボルト17の除去により円形部材11,11と円筒体22とを分離可能となっている。また、ボルト17Aの除去により円筒体22を複数の背板13(外枠
体)に分離することもできる。
【0060】
型枠10の組み立て工程において、仕切板14に上述した手法でピース間継手を形成するための継手部材(端面部材27、連結箱28)を固定する(図6(A))。また、円形部材11,11の貫通孔18を用いて、リング間継手用の金物をコンクリート打設空間に設置する。さらに、円形部材11,11,仕切板14及び背板13で囲まれた空間に鉄筋を配置することもできる。さらにコンクリート打設空間を形成する部位、すなわち基板13aの内面、円形部材11の内面11b,及び仕切板14(延出部14a)に、コンクリート剥離剤を塗布したり、これらの部材間に止水工を施したりすることができる。このようにして、水密性の高いコンクリート打設空間を形成することができる。型枠10の組み立て工程では、少なくとも、一度に遠心ドラム33(図8)内に配置可能な数の型枠10が組み立てられる。
【0061】
図7は、型枠10が適用される遠心成型装置30の側面図であり、図8は、図7に示した遠心成型装置30の正面図である。図7及び図8に示すように、遠心成型装置30は、平行配置されたローラ31,32と、ローラ31,32上に載置された円筒状の遠心ドラム33とを備える。
【0062】
遠心ドラム33内には、型枠10を設置するための円柱状の内部空間34が設けられており、型枠10は、遠心ドラム33内において、遠心ドラム33の回転軸と同軸になる状態で着脱可能に取り付けられる。また、図7に示されるように、遠心ドラム33内には、複数の型枠10(図7では3つ)が一度に配置される。
【0063】
ローラ31は、図示しない駆動装置(例えばモータ)と接続されており、駆動装置からの動力をチェーン又はベルトを介して得て回転する。ローラ32は補助ローラである。ローラ31が回転することによって、遠心ドラム33は、所定速度で回転することができる。遠心ドラム33の回転中に、遠心ドラム33の内部空間34に配置されたコンクリート供給装置35からコンクリートが型枠10内に流し込まれる。これによって、コンクリートが型枠10に設けられたコンクリート打設空間に充填(打設)され、遠心締め固めが行われる。
【0064】
コンクリートの打設から所定時間が経過すると、ローラ31、すなわち遠心ドラム33の回転が停止され、各型枠10の仕切板14周辺のコンクリート仕上げが行われる。このとき、仕切板14の張出部14eの上面や蓋体28bの上面を定規としてコンクリート仕上げを行うことができ、コンクリート仕上げを容易に行うことができる。
【0065】
その後、遠心ドラム33から各型枠10が取り出され、養生のために所定時間放置される。遠心ドラム33から各型枠10が取り出されると、予め組み立てておいた複数の型枠10を直ちに遠心ドラム33に設置し、次の打設工程を行うことができる。
【0066】
養生が済むと、型枠10を分解することで、脱型作業が行われる。このとき、型枠10から複数のボルト17を抜き取ることで、円形部材11,11が円筒体22と分離される。さらに、蓋体28bを外すことで、セグメント2の凹部2dを形成することができる。この凹部2d(中空部28c)を用いてボルト36(図6(A)(B))を外し、且つ複数のボルト17Aを抜き取ることで、円筒体22が複数の背板13に分離される。このとき、円筒体22の内側に形成された円筒形のコンクリート成型物は、仕切板14を境界として分離される。これによって、円筒形のコンクリート成型物は、容易に5つのピースに分割される。
【0067】
そして、各ピースから背板13、場合によっては仕切板14を取り外すことで、図1Aに示したようなセグメントリング1を形成するための複数のセグメント2A〜2Eが得られる。また、複数のピースへの分解後、仕上げ工程が行われる。この仕上げ工程において、端面部材27は、セグメント2の端部に残置されており、端面部材27の正面を基準として、セグメント2の端面2aを平らに仕上げることができる。
【0068】
上述した実施形態によれば、型枠10は、円筒体22をなす複数の背板13(外枠体)と、円筒体22の両側に同軸で対向する状態で固定される円形部材11,11と、円筒体22において、背板間13に挟持される仕切板14とを有しており、セグメント2の外側面は背板13(基板13a)により成型される。すなわち、遠心ドラム33の内部空間34の面が型枠の一部として使用されないので、養生が終了する前に型枠10を遠心ドラム33内から取り出して、遠心成型装置30を次のセグメント製造に用いることができる。すなわち、遠心成型装置30の休止時間を短くし、稼働時間を長くすることができる。これによって、多数の型枠10を予め用意すれば、所定時間当たりに製造可能なセグメント数を増やすことが可能となる。
【0069】
また、外枠体である背板13にスティフナ13bが形成されているので、円筒体22は十分な剛性を持ち、円形部材11,11間を円筒体22で連結することで、十分な剛性を持つ型枠10を形成できるようにしている。すなわち、円形部材11,11間を継手部材で連結する必要がなくなっている。これにより、型枠10の部品点数を少なくし、組み立て及び分解が容易となっている。
【0070】
また、型枠10を構成する一対の円形部材11,11、複数の背板13,及び複数の仕切板14は繰り返し使用が可能である。このため、セグメント2の製造に要求される主な鋼材は端面部材27となるので、セグメント2の製造に必要な鋼材費を抑えることができる。従って、型枠費用、鋼材費が抑えられるので、セグメント2を安価に作成することができる。
【0071】
また、本実施形態では、一つの型枠10で、セグメントリング1を形成する全てのセグメントピース2A〜2Eが製造されるように構成し、さらに、遠心ドラム33の軸方向長さを考慮して、複数の型枠10を設置できる長さになるように、セグメント2の幅方向長さが決められている。これによって、セグメントリング1の製造効率を向上させることができる。
【0072】
さらに、本実施形態によれば、上記した特許文献1、2が有していた以下のような課題を解決することができる。
【0073】
(1)製品(セグメント)の5面(背面、4側面)に型枠の鋼材が残り、製品可価格が高価になる。
【0074】
(2)打設空間の水密性が得にくく、製品表面に水道(ミズミチ)が残りやすい。
【0075】
すなわち、上記課題(1)に対しては、セグメント2の表面に露出する鋼材は、ピース間継手となる端面部材27のみとなるので、セグメント2に使用される鋼材の量を減らすことができ、セグメント2の単価を下げることができる。また、上記課題(2)に対しては、型枠10の部材間の繋ぎ目(接合部分)に止水工を施すことで、止水性の高い打設空間を形成することができる。
【0076】
さらに、本実施形態は、以下のような改良を行うことができる。図9は、実施形態の遠心成型用型枠の他の実施形態を示す図であり、型枠内にスペーサを取り付けた状態を模式的に示す図である。図9は、図2に示した型枠10Aを組み立て、型枠10A内にスペーサSPを設置し、説明のために、背板13A,13D,13Eを取り除いた状態を、上面視した図である。
【0077】
図9に示すように、スペーサSPは、筒状体を斜めに切断した外形状を有しており、鋼材を用いて形成されている。スペーサSPは、鋼材を用いて一体成形されるものであってもよく、複数の分割ピースが組み立てられてなるものであっても良い。
【0078】
スペーサSPの軸方向の一方の端面は、軸に直交するリング状の平面で形成され、他方の端面は、軸に対して斜めに交わるリング状の平面となっている。スペーサSPの一方の端面は、円形部材11の一方の内面11bに、同軸で例えば溶接により固定される。但し、ボルト等を用いて固定するようにしても良い。
【0079】
スペーサSPは、図示しないが、円形部材11の貫通孔18(図2)と連通する複数の貫通孔を有し、各貫通孔を用いてリング間継手用の埋設金物が設置される。但し、上記貫通孔の代わりに、スペーサSPの他方の端面の、貫通孔18と軸方向で同一直線上となる位置に穴を設け、当該穴を用いて埋設金物が設置されるようにしても良い。
【0080】
また、図示しないが、スペーサSPの他方の端面には、セグメント2の溝2f(図1B)を形成するための環状の凸部15に相当する環状の凸部が形成されている。スペーサSPの外周面形状は、円筒体22の内周面形状に合わせて形成され、スペーサSPの外径は、円筒体22の内径に一致するように形成されている。また、スペーサSPの内径は、例えば円形部材11の内径に合わせて形成され、スペーサSPの厚みは、形成されるセグメントの厚み(図9において一点鎖線で図示)よりも厚くなっている。
【0081】
このようなスペーサSPの適用により、一方の端面が軸に対して斜めになったセグメントリングを型枠10により製造することができる。このようなセグメントリングは、トンネルの曲線部分(カーブ)に合わせて管を設置するために使用される。スペーサSPは、簡易溶接により円形部材11に取り付けられるので、容易に円形部材11から取り外すことができ、再利用可能である。
【0082】
また、実施形態で説明した円筒体22(筒状体)は、以下のように構成することが可能である。円筒体22を形成するに当たり、各背板13の内径中心(背板13の内面の円弧を周の一部とする円の中心)と、円筒体22の中心(型枠10の回転中心)とを一致させて形成すると、背板13間には仕切板14が挟まれるため、型枠10から取り出された複数のコンクリート成型物(セグメントピース)の端部を接触させて円形を作ろうとすると、仕切板14の厚さだけ周長さが足りないので、その端面形状は円形にはならず花びら状
となる可能性がある。
【0083】
図10は、円筒体の形成方法を示す。図10は、90°で4分割された複数のセグメント2(セグメントピース)からなるセグメントリングを製造するための円筒体22が例示されている。図10に示すように、円筒体22を形成する際には、各背板13の内径中心01が円筒体22の中心0(0,0)から所定量だけ径方向に後退する(偏心する)状態で、仕切板14を挟んで連結する。具体的には、仕切板14の位置を固定して、二つの仕切板14の中心と円筒体22の中心0とを結ぶ二つの線(図10の例ではx軸及びy軸)を二等分する線L1上で背板13の内径中心01(x,y)がx方向及びy方向の双方向において等しく後退し、型枠10から取り出される複数のコンクリート成型物(セグメントピース)の周方向長さの合計が、作製すべきセグメントリングの周長さと一致するように後退量(偏心量)が決定される。このようにして、円筒体22を形成することで、型枠10から取り出される複数のコンクリート成型物(セグメントピース)を組み立てたときの真円度を高めることができる。
【0084】
また、仕切板14を挟んで背板13を連結する際には、各背板13は、偏心量だけ円筒体22の中心から後退することで、仕切板14の外側端部よりも外側に後退した状態にされる。このように、連結される背板13間に間隙Iを設けることで、型枠10を分解してコンクリート成型物を取り出す作業を容易にすることができる。もっとも、本発明は、背板13の内径中心を円筒体22の中心(型枠10の回転中心)と一致させる場合と偏心させる場合との双方を含む。
【符号の説明】
【0085】
SP・・・スペーサ
1・・・セグメントリング
2・・・セグメント
2a,2b・・・周方向の端面
2c,2c・・・ナット穴
2d、2d・・・凹部
2e・・・穴
2f・・・溝
2g・・・穴
10・・・遠心成型用型枠
11,11・・・円形部材
11a・・・円形部材外面
11b・・・円形部材内面
13,13A〜13E・・・背板(外枠体)
13a・・・基板
13b・・・スティフナ
14・・・仕切板
14a・・・延出部
14b・・・凸部
14c・・・溝
14d,25・・・貫通孔
15・・・凸部
16,18・・・円形部材の貫通孔
17,17A・・・ボルト
19・・・フランジ(第1のフランジ)
20・・・フランジ(第2のフランジ)
21・・・リブ
23,24・・・貫通孔
26・・・ナット
27・・・端面部材
27a・・・金属板
27b・・・アンカー筋
28・・・連結箱
28a・・・箱体
28b・・・蓋体
28c・・・中空部(凹部)
28d,28f・・・貫通孔
28e・・・ナット穴
29・・・ボルト
30・・・遠心成型装置
31,32・・・ローラ
33・・・遠心ドラム
34・・・内部空間
35・・・コンクリート供給装置
36・・・ボルト
37・・・インサートナット
【特許請求の範囲】
【請求項1】
遠心成形装置の遠心ドラム内に着脱自在に取り付けられるコンクリートセグメントの遠心成型用型枠であって、
一対の円形部材と、
円弧状の複数の外枠体が分離可能な状態で周方向に連結されてなる円筒体であって、軸方向の両端部に前記一対の円形部材のそれぞれが同軸で分離可能に連結される円筒体と、
前記円筒体における外枠体の境界部分から当該円筒体の内側に延出し、且つ前記一対の円形部材の内面間を掛け渡すように配置される複数の仕切板とを含む
ことを特徴とするコンクリートセグメントの遠心成型用型枠。
【請求項2】
前記外枠体の外面にスティフナが形成されている
請求項1に記載のコンクリートセグメントの遠心成型用型枠。
【請求項3】
前記スティフナは、前記外枠体の長さ方向両端部に形成された第1のフランジ部と、前記外枠体の幅方向両端部に形成された第2のフランジ部と、前記外枠体の外面上に立設された少なくとも一つのリブとを含み、
前記第1のフランジ部は、隣接する他の外枠体と直接に又は仕切板を介して連結され、前記第2のフランジ部は、前記一対の円形部材の夫々の内面との当接状態において固定手段により円形部材と連結される
請求項2に記載のコンクリートセグメントの遠心成型用型枠。
【請求項4】
前記仕切板は、前記円筒体の形成時に連結される外枠体間に介装されて外枠体間の連結具で外枠体と一体に連結され、前記仕切板の一部が円筒体の内側に延出する請求項1から3の何れか1項に記載のコンクリートセグメントの遠心成型用型枠。
【請求項5】
前記円筒体における各外枠体の内径中心は、前記円筒体の中心から径方向に所定量だけ後退している
請求項4に記載のコンクリートセグメントの遠心成型用型枠。
【請求項6】
軸に直交する平面で形成された一方の軸方向端面と前記軸と斜めに交わる平面で形成された他方の軸方向端面とを有する円筒状に形成され、前記一方の端面が前記一対の円形部材のいずれか一方の内面に同軸で取り付けられるスペーサをさらに含む
請求項1〜5の何れか1項に記載のコンクリートセグメントの遠心成形用型枠。
【請求項7】
円弧状の複数の外枠体が分離可能な状態で周方向に連結されてなる円筒体の軸方向の両端部に一対の円形部材のそれぞれが同軸で分離可能に連結され、当該円筒体における外枠体の境界部分から当該円筒体の内側に延出し且つ前記一対の円形部材の内面間を掛け渡すように複数の仕切板が配置された遠心成型用型枠を組み立て、
前記遠心成型用型枠を遠心成形装置の遠心ドラム内に同軸で配置し、
前記遠心ドラムを回転させながら前記遠心成型用型枠内にコンクリートを打設し、
前記打設後に前記遠心成型用型枠を前記遠心ドラムから取り出して前記コンクリートを養生し、
前記遠心成型用型枠を分解する
ことを含むコンクリートセグメントの製造方法。
【請求項1】
遠心成形装置の遠心ドラム内に着脱自在に取り付けられるコンクリートセグメントの遠心成型用型枠であって、
一対の円形部材と、
円弧状の複数の外枠体が分離可能な状態で周方向に連結されてなる円筒体であって、軸方向の両端部に前記一対の円形部材のそれぞれが同軸で分離可能に連結される円筒体と、
前記円筒体における外枠体の境界部分から当該円筒体の内側に延出し、且つ前記一対の円形部材の内面間を掛け渡すように配置される複数の仕切板とを含む
ことを特徴とするコンクリートセグメントの遠心成型用型枠。
【請求項2】
前記外枠体の外面にスティフナが形成されている
請求項1に記載のコンクリートセグメントの遠心成型用型枠。
【請求項3】
前記スティフナは、前記外枠体の長さ方向両端部に形成された第1のフランジ部と、前記外枠体の幅方向両端部に形成された第2のフランジ部と、前記外枠体の外面上に立設された少なくとも一つのリブとを含み、
前記第1のフランジ部は、隣接する他の外枠体と直接に又は仕切板を介して連結され、前記第2のフランジ部は、前記一対の円形部材の夫々の内面との当接状態において固定手段により円形部材と連結される
請求項2に記載のコンクリートセグメントの遠心成型用型枠。
【請求項4】
前記仕切板は、前記円筒体の形成時に連結される外枠体間に介装されて外枠体間の連結具で外枠体と一体に連結され、前記仕切板の一部が円筒体の内側に延出する請求項1から3の何れか1項に記載のコンクリートセグメントの遠心成型用型枠。
【請求項5】
前記円筒体における各外枠体の内径中心は、前記円筒体の中心から径方向に所定量だけ後退している
請求項4に記載のコンクリートセグメントの遠心成型用型枠。
【請求項6】
軸に直交する平面で形成された一方の軸方向端面と前記軸と斜めに交わる平面で形成された他方の軸方向端面とを有する円筒状に形成され、前記一方の端面が前記一対の円形部材のいずれか一方の内面に同軸で取り付けられるスペーサをさらに含む
請求項1〜5の何れか1項に記載のコンクリートセグメントの遠心成形用型枠。
【請求項7】
円弧状の複数の外枠体が分離可能な状態で周方向に連結されてなる円筒体の軸方向の両端部に一対の円形部材のそれぞれが同軸で分離可能に連結され、当該円筒体における外枠体の境界部分から当該円筒体の内側に延出し且つ前記一対の円形部材の内面間を掛け渡すように複数の仕切板が配置された遠心成型用型枠を組み立て、
前記遠心成型用型枠を遠心成形装置の遠心ドラム内に同軸で配置し、
前記遠心ドラムを回転させながら前記遠心成型用型枠内にコンクリートを打設し、
前記打設後に前記遠心成型用型枠を前記遠心ドラムから取り出して前記コンクリートを養生し、
前記遠心成型用型枠を分解する
ことを含むコンクリートセグメントの製造方法。
【図1A】


【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−177993(P2011−177993A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−43374(P2010−43374)
【出願日】平成22年2月26日(2010.2.26)
【出願人】(000112749)フジミ工研株式会社 (24)
【出願人】(000201478)前田建設工業株式会社 (358)
【出願人】(303056368)東急建設株式会社 (225)
【出願人】(000224215)藤村ヒューム管株式会社 (24)
【出願人】(390000332)栗本コンクリート工業株式会社 (29)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年2月26日(2010.2.26)
【出願人】(000112749)フジミ工研株式会社 (24)
【出願人】(000201478)前田建設工業株式会社 (358)
【出願人】(303056368)東急建設株式会社 (225)
【出願人】(000224215)藤村ヒューム管株式会社 (24)
【出願人】(390000332)栗本コンクリート工業株式会社 (29)
【Fターム(参考)】
[ Back to top ]