
コンクリートパネル、そのコンクリートパネルの製造設備および製造方法
【課題】曲げ強さの大きいコンクリートパネルとその製造技術を提供する。
【解決手段】
平行六面体のコンクリートパネルであって、パネル本体1の裏面の直近内側に網体3が配設されている。パネル本体を構成するコンクリートは、超硬練りコンクリートである。網体3は防錆性と抗張力性を有する材料で網状に作製されている。成形型10の底部に、網体3を置く網体配置工程と、成形型10内に硬化前コンクリートを流し込むコンクリート投入工程と、流し込まれた硬化前コンクリートを締め固める締固め工程と、コンクリート締め固めた後で成形型から製品を抜き取る型抜き工程とからなる。コンクリートパネルの裏面の直近内側に網体3があるので、上面側からの荷重によって曲げ作用が働くとき、裏面側で生ずる引張り応力に網体が抵抗するので、曲げ強さの強いコンクリートパネルになる。このため、コンクリートパネルの強度向上に効果が高い。
【解決手段】
平行六面体のコンクリートパネルであって、パネル本体1の裏面の直近内側に網体3が配設されている。パネル本体を構成するコンクリートは、超硬練りコンクリートである。網体3は防錆性と抗張力性を有する材料で網状に作製されている。成形型10の底部に、網体3を置く網体配置工程と、成形型10内に硬化前コンクリートを流し込むコンクリート投入工程と、流し込まれた硬化前コンクリートを締め固める締固め工程と、コンクリート締め固めた後で成形型から製品を抜き取る型抜き工程とからなる。コンクリートパネルの裏面の直近内側に網体3があるので、上面側からの荷重によって曲げ作用が働くとき、裏面側で生ずる引張り応力に網体が抵抗するので、曲げ強さの強いコンクリートパネルになる。このため、コンクリートパネルの強度向上に効果が高い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンクリートパネル、そのコンクリートパネルの製造設備および製造方法に関する。さらに詳しくは、強度が要求される網体入りのコンクリートパネルとその製造技術に関する。
【背景技術】
【0002】
コンクリートパネルのうち、上面に荷重がかかるものや、支持脚で支持され浮き上り状態で設置されるものなどは、パネル自体に大きい強度が要求されるので、内部に鉄筋その他の網体が入れられている。
【0003】
従来の網体入りコンクリートパネルとして、特許文献1がある。
このコンクリートパネルは、パネル断面における厚さ方向の中程に網体が配置されている。従来のほとんどの製品は、このような構造であった。
【0004】
しかるに、網体が厚さ方向の中間に位置すると、曲げ外力が加わったとき、網体には引張りも圧縮も作用しにくいので、曲げ強さの向上にはさほど貢献しなかった。このため、重荷重による曲げ応力が作用するコンクリート製品や、浮き上り状態で支持されており荷重によって曲げ応力の作用しやすいコンクリート製品の強度向上には、さほど貢献していなかった。
【0005】
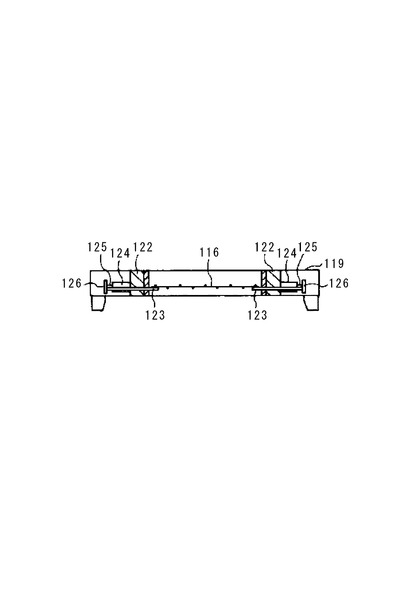
一方、網体入りコンクリートパネルの製造方法として、やはり特許文献1の従来技術がある。
この従来技術では、成形用型枠119の側壁125にシリンダ124を取付け、そのピストンロッド126の先端に結合板126を介して網体保持秤123を取付けている。シリンダ124を伸縮させると網体保持秤123を型枠119に出没させることができる。
網体保持秤123を型枠119内に出した状態で、網体116を網体保持秤123に載せ、コンクリートを流し込むと、網体入りコンクリート製品が出来上がる。
【0006】
しかるに、この製法によると、コンクリートを流し込んだ際の衝撃や押し型からの圧力、締め固め時の振動などを受けて網体116が飛びはねたり位置ズレを起すので、網体が意図した位置からズレたままコンクリートが固まると、欠陥製品になってしまうという問題があった。
また、製造装置にシリンダ124を必要とするので製造設備が高価になるという問題もある。
さらに、網体保持秤123の出し入れ操作と、網体116に合わせて網体保持秤123の出し入れ長さを調整しなければならないという面倒があるため、生産性に劣るという問題もある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−193329号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記事情に鑑み、曲げ外力に強いコンクリートパネルを提供することを目的とする。また、生産性の高い製造設備と製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
第1発明のコンクリートパネルは、平行六面体のコンクリートパネルであって、パネル本体の裏面の直近内側に網体が配設されていることを特徴とする。
第2発明のコンクリートパネルは、第1発明において、前記パネル本体の表面に表面層が形成されていることを特徴とする。
第3発明のコンクリートパネルは、第1または第2発明において、前記パネル本体を構成するコンクリートが、超硬練りコンクリートであることを特徴とする。
第4発明のコンクリートパネルは、第1、第2または第3発明において、前記網体が防錆性と抗張力性を有する材料で網状に作製されていることを特徴とする。
第5発明のコンクリートパネルの製造設備は、コンクリートパネルを成形する成形型と、該成形型の底部に位置する底板上に網体を置く網体投入機と、前記成形型の内部に硬化前コンクリートを流し込む硬化前コンクリート供給機と、成形型内に流し込まれた硬化前コンクリートを締め固める締固め機構と、前記成形型の底板を成形位置と型抜き位置との間で昇降させる型抜き機構とからなることを特徴とする。
第6発明のコンクリートパネルの製造方法は、製品パネルを成形する成形型の底部に、網体を置く網体配置工程と、成形型内に硬化前コンクリートを流し込むコンクリート投入工程と、流し込まれた硬化前コンクリートを締め固める締固め工程と、コンクリート締め固めた後で成形型から製品を抜き取る型抜き工程とからなることを特徴とする。
【発明の効果】
【0010】
第1発明によれば、コンクリートパネルの裏面の直近内側に網体があるので、上面側からの荷重によって曲げ作用が働くとき、裏面側で生ずる引張り応力に網体が抵抗するので、曲げ強さの強いコンクリートパネルになる。このため、重荷重が作用したり、浮き上り状態で荷重の作用するコンクリートパネルの強度向上に効果が高い。
第2発明によれば、表面層に模様や美麗仕上げを施すことにより高い意匠性を与えることができる。
第3発明によれば、水分の少ない超硬練りコンクリートを用いることで硬化を待つことなく脱型することができるので、生産効率を高めることができる。
第4発明によれば、網体がパネル本体から一部露出していても防錆性を有しているので錆びることはなく、抗張力性を有するのでコンクリートパネルの曲げ強さを高めることができる。
第5発明によれば、成形型の底板上に網体を置く網体投入機と、成形型内に硬化前コンクリートを供給する硬化前コンクリート供給機と、硬化前コンクリートを締め固める締め固め機構と、成形型の底板を降下させる型抜き機構とを備えているので、効率よくコンクリートパネルを製造することができる。
第6発明によれば、成形型の底板上に網体投入機で網体を置いて硬化前コンクリートを供給し、硬化前コンクリートを締め固めれば、成形型の底板を降下させて型抜きできるので、硬化前コンクリートの硬化を待つことなく、コンクリートパネルを高効率で製造することができる。
【図面の簡単な説明】
【0011】
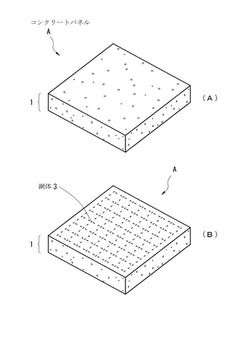
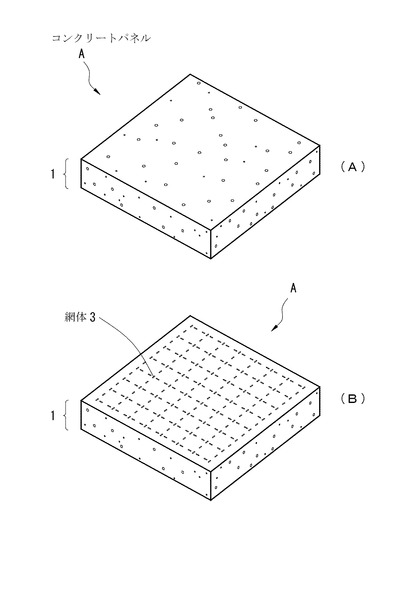
【図1】(A)は本発明の第1実施形態に係るコンクリートパネルの表面側斜視図、(B)は同パネルの裏面側斜視図である。
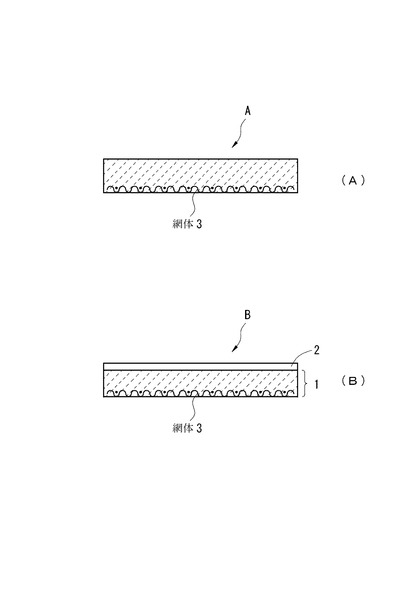
【図2】(A)は第1実施形態に係るコンクリートパネルの断面図、(B)は第2実施形態に係るコンクリートパネルの断面図である。
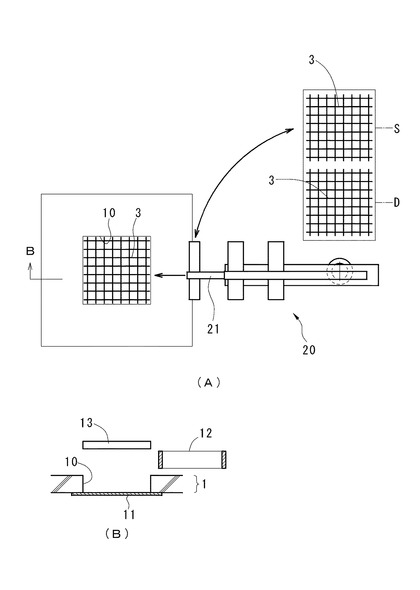
【図3】本発明に係る製造装置の説明図である。
【図4】本発明に係る製造方法の説明図である。
【図5】本発明のコンクリートパネルの使用例の説明図である。
【図6】従来の製造方法の説明図である。
【発明を実施するための形態】
【0012】
つぎに、本発明の実施形態を図面に基づき説明する。
(コンクリートパネル)
本発明のコンクリートパネルA、Bは、平行六面体のコンクリートパネルであって、
パネル本体の裏面の直近内側に網体が配設されたものである。本発明には種々の実施形態が存するが、以下に第1実施形態のコンクリートパネルAと第2実施形態のコンクリートパネルBを説明する。
【0013】
第1実施形態のコンクリートパネルAは、図1および、図2(A)に示すように、本体パネル1と網体3で構成されている。
網体3は図1(B)の裏面斜視図に示すように、網体3の一部が表面に突出しているが、その他の部分は本体パネル1の内部に埋め込まれている。また、網体3の大部分または全部が本体パネル1の内部に埋め込まれたものも本発明に含まれる。埋め込まれた位置は、本体パネル裏面の直近内側である。
【0014】
第2実施形態のコンクリートパネルBは、第1実施形態の構造に加え、図2(B)に示すように、本体パネル1の上面に表面層2が形成されたものである。
【0015】
パネル本体1は、基本的には強度を保持するための基層となる部材である。なお、同時に種々の機能性をもたせることもできる。
表面層2は、基本的には模様を付したり種々の表面加工をして意匠性を付与する部材であるが、同時に機能性を向上させることもできる。
【0016】
基層の上面、あるいは表面層の上面の表面加工は、どのような方法でも適用できる。たとえば、押し型での模様付け、研磨、洗い出し、ブラスト仕上げなどを例示できる。
【0017】
網体3は、曲げ強さを付与する部材であり、抗張力性を有する部材で作製された網状部材である。また、網体3は一部が外表面に露出するので防錆材料を用いる必要がある。
そのため、具体的には、ステンレススチール、鉄筋に亜鉛メッキまたは亜鉛アルミ合金メッキをしたもの、鉄筋にエポキシ樹脂等の合成樹脂で被覆したもの、炭素繊維、アラミド繊維、ガラス繊維などの補強FRPなどの材料が用いられる。
【0018】
上記の材料で網状に作成したものが、本発明の網体3に好適である。網の形状は特別の制約はないか、図3(A)に示すように縦横の棒筋が入ったものを例示できる。全体形状は、製作するパネルに合わせた四角形であるか、その外寸は成形型10の内寸よりやや小さくなっている。小さくするのは、成形型10に投入する際に余裕が必要だからである。なお、縦横の各棒筋の端部には樹脂製のキャップを入れておくことがある。このキャップは成形型10内での網体10の位置決めを行うスペーサの役割も兼ねている。
【0019】
パネル本体1の材料には、種々のコンクリートを用いることができるが、代表的には超硬練りコンクリートが用いられる。超硬練りコンクリートとは、水の配合割合の少ないコンクリートのことで、一般的には、砂:セメント:水の配合割合が重量比で500:100:50のところ、500:100:30位に水の割合を低めたコンクリートである。
【0020】
超硬練りコンクリートを用いた特徴は、つぎのとおりである。
(1)網体の配置位置
超硬練りコンクリートは、そのままでは流動性は高くないが、網体3は成形型10の底部に位置しているので、流し込みに伴う流動中の硬化前コンクリートに当っても、飛びはねたり、位置ズレを起すことはない。
(2)成形方法上の利点
超硬練りコンクリートは水密性に劣るので防錆効果がない。また、保水性や透水性といった機能を付加する場合は本体パネル1内部に水分の移動が生ずることから網体3には防錆材料を使わざるをえない。しかし、反面でパネル本体のコンクリート内に入れる必要がなくパネル本体1の裏面に一部露出した状態で配置できることから、曲げ強さに強い構造とすることができる。
【0021】
パネル本体1には既述のごとく、種々の機能を付与できるが、付与できる機能としては、保水性、透水性、軽量性などを例示できる。
保水性を与えるには、吸水性の高い砂、砂利などを混合する、あるいは砂や砂利の間隙を水が溜るような微細な寸法とするなどの手段を用いることができる。
透水性を与えるには、砂や砂利の間隙を水が容易に通過する寸法とするなどの手段を用いることができる。
軽量性を与えるには、通常用いる砂や砂利の比重(2.5〜2.7)よりも小さい比重(0.8〜1.5)の材料を混合するなどの手段を用いることができる。
軽量化すると、施工対象の構造物への負荷を低減したり、施工性を向上することができる。
【0022】
表面層に付与する機能としては、遮熱性、保水性、透水性などを例示できる。
遮熱性を与えるには、赤外線を反射する特性のある遮熱含顔料および/または遮熱骨材(たとえば、砂、砂利など)をセメントと混合する方法、または遮熱性のある塗料を表面に塗布する方法などの手段を用いることができる。
保水性を与えるには、吸水性の高い砂、砂利などを混合する、あるいは砂や砂利の間隙を水が溜るような微細な寸法とするなどの手段を用いることができる。
透水性を与えるには、砂や砂利の間隙を水が容易に通過する寸法とするなどの手段を用いることができる。
パネル本体に保水性や透水性、軽量性などを付与すると、一般には曲げ強さが低下するため、本発明のように網体3を入れる利点が大きくなる。
【0023】
また、パネル本体のコンクリートに超硬練りコンクリートでなく通常のコンクリートを用いた場合にも、大きな曲げ強さを必要とする場所での使用には好適である。このような大きな曲げ強さを必要とする場所としては、大型車両が通行する道路、大版の製品パネル(通常は300mm角のところ、600mm角のもの)、支持脚で浮かして支持する浮き床パネルなどを例示できる。
【0024】
(製造設備)
本発明の製造設備は、図3に示すように、コンクリートパネルを成形する成形型10と、成形型10の底部に位置する底板11上に網体3を置く網体投入機20と、成形型の内部に硬化前コンクリートを流し込む硬化前コンクリート供給機と、成形型内に流し込まれた硬化前コンクリートを締め固める締固め機構と、成形型の底板を成形位置と型抜き位置との間で昇降させる型抜き機構とからなる。硬化前コンクリート供給機と、締め固め機構と型抜き機構は、公知の機構をとくに制限なく用いることができる。
【0025】
図3において、10は成形型である。成形型10は、工場内の床など水平な場所に設けられる。成形型10の大きさや形状は製造すべき製品(コンクリートパネル)に合わしたものである。
成形型10の底には底板11が設けられており、この底板10は図示しない型抜き機構により、成形型10の底を塞ぐ成形位置と、そこから下方へ退避した型抜き位置との間で昇降する。
型抜き機構には、油圧シリンダやパンタグラフ機構その他の公知の昇降手段が用いられる。
【0026】
成形型10の上面には、硬化前コンクリートを投入する硬化前コンクリート供給機の供給給材箱12が配置されていたり、あるいは移動してきて成形型10の上面に位置するようになっている。
また、締め固め機構の押し型13が、成形型10の上面に配置されていたり、あるいは移動してきて、成形型10の上面に位置するようになっている。
【0027】
図3(A)における符号20は網体投入機であり、網体3を保持するハンド21と、このハンド21を伸縮動作させ、かつ旋回動作させる機構部を有している。符号Sは網体3のストッカーを示し、符号Dは供給ステーションを示している。
網体投入機20は、供給ステーションD上の網体3を保持し、成形型10の上面まで移動させ、かつ成形型10内の底に配置する機能を有している。ハンド21は網体3が金属製であれば、磁石等を用いたものが利用できる。
網体投入機20やストッカーS、供給ステーションDの構造は、公知のもので任意に構成できる。
【0028】
(製造方法)
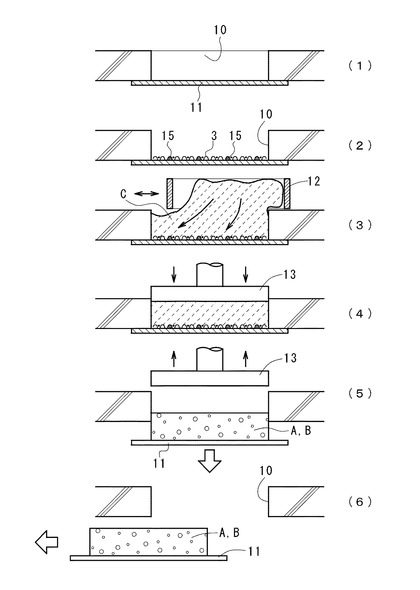
本発明の製造方法は、前記製造設備を用い、図4に示す工程により実現される。
(1)成形開始前
成形型10の底は底板11が成形位置にあって、底を塞いでいる。
【0029】
(2)網体3の配置
成形型10内の底板11上に網体3が設置される。
この場合、網体3を底板11から少し上に上げるため、高さ3〜5mm位のスペーサ15を入れることもある。このように、網体3を少し高くしておくと、後工程3で硬化前コンクリートがよくまわり込み、網体3をしっかりと保持することができる。
【0030】
(3)硬化前コンクリートの流し込み
硬化前コンクリートCを給材箱12から流し込む。このとき流し込む硬化前コンクリートは、代表的には超硬練りコンクリートである。したがって、そのままでは流動性はないが、給材箱12の移動によって超硬練りコンクリートは落下流動し始める。網体3は、成形型10の底部に位置しているので、流動している硬化前コンクリートに当っても、飛びはねたり、位置ズレを起すことはない。
硬化前コンクリートの流し込みを終えると、給材箱12は退避させておく。
【0031】
(4)締め固め
硬化前コンクリートCが所定量流し込まれると、押し型13を降下させ加圧する。これにより押し型13に形成されている模様が硬化前コンクリート表面に転写される。
また、成形型10を振動させて、硬化前コンクリートCを締め固める。超硬練りコンクリートは振動を加えると流動して、成形型10内に隅々まで充満するので、所望の形に成型できる。
【0032】
(5)型抜き
硬化前コンクリートの締め固めを終えると、直ちに型抜きをする。
つまり、硬化前コンクリートの硬化を待つことはない。また、直ちに型抜きが可能なように超硬練りコンクリートが用いられている。
型抜きは、底板11を降下させることで行う。なお、押し型13も上方へ退避させる。
(6)次工程へ搬送
型抜きを終わると、底板11に成形直後のコンクリートパネルを載せたまま次工程、つまり硬化のための養生工程へ搬送する。
【0033】
本発明の製法では、硬化前コンクリートの締め固めに振動を加え、かつ硬化前に脱型するので、本明細書では、このような特徴を振動式即時脱型方式という。
この振動式即時脱型方式によると、硬化前コンクリートの硬化を待つことなく脱型できるので、製造時間が短くなり、また、成形直後のコンクリートパネルは搬送され、成形型10内で次の成型を開始できるので、一つの成形型で大量生産することができる。
このため、生産効率が大幅に向上する。
【0034】
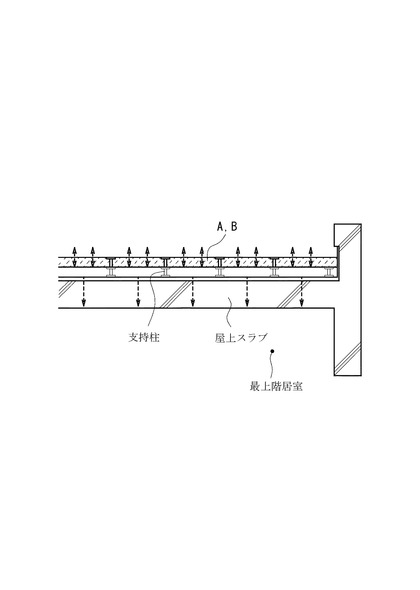
本発明のコンクリートパネルの応用製品を説明する。
図5は、本発明のコンクリートパネルA,Bを浮き床パネルに適用したものである。浮き床パネルは保水機能を有するもので、建物の屋上スラブの上に支持柱を介してパネルが浮いた状態で設置されている。この保水浮き床パネルでは、水を散水しておくと、打ち水効果により保水浮き床パネルの表面温度が低減されかつ、パネル下空気層の断熱効果で屋上スラブに伝わる熱が抑制できる。そのことにより最上階居室での冷房による電力消費を抑えられる。
【0035】
上記の浮き床パネルは空中に浮いた状態で設置されており、その上を人が歩いたり、物が移動したりしたときの荷重により曲げ外力をパネルに加えるが、パネルの裏面に入っている網体により抗張力が作用するので、曲げ強さが高くなっており、浮き床パネルが損壊することは避けられる。
【産業上の利用可能性】
【0036】
上記以外にも、本発明のコンクリートパネルは、車両が走行して車両重量により曲げ応力が発生する舗装の表層部などの用途にも使用することができるが、これらは例示であって、開示していない様々な用途に使用することができる。
【符号の説明】
【0037】
1 パネル本体
2 表面層
3 網体
10 成形型
【技術分野】
【0001】
本発明は、コンクリートパネル、そのコンクリートパネルの製造設備および製造方法に関する。さらに詳しくは、強度が要求される網体入りのコンクリートパネルとその製造技術に関する。
【背景技術】
【0002】
コンクリートパネルのうち、上面に荷重がかかるものや、支持脚で支持され浮き上り状態で設置されるものなどは、パネル自体に大きい強度が要求されるので、内部に鉄筋その他の網体が入れられている。
【0003】
従来の網体入りコンクリートパネルとして、特許文献1がある。
このコンクリートパネルは、パネル断面における厚さ方向の中程に網体が配置されている。従来のほとんどの製品は、このような構造であった。
【0004】
しかるに、網体が厚さ方向の中間に位置すると、曲げ外力が加わったとき、網体には引張りも圧縮も作用しにくいので、曲げ強さの向上にはさほど貢献しなかった。このため、重荷重による曲げ応力が作用するコンクリート製品や、浮き上り状態で支持されており荷重によって曲げ応力の作用しやすいコンクリート製品の強度向上には、さほど貢献していなかった。
【0005】
一方、網体入りコンクリートパネルの製造方法として、やはり特許文献1の従来技術がある。
この従来技術では、成形用型枠119の側壁125にシリンダ124を取付け、そのピストンロッド126の先端に結合板126を介して網体保持秤123を取付けている。シリンダ124を伸縮させると網体保持秤123を型枠119に出没させることができる。
網体保持秤123を型枠119内に出した状態で、網体116を網体保持秤123に載せ、コンクリートを流し込むと、網体入りコンクリート製品が出来上がる。
【0006】
しかるに、この製法によると、コンクリートを流し込んだ際の衝撃や押し型からの圧力、締め固め時の振動などを受けて網体116が飛びはねたり位置ズレを起すので、網体が意図した位置からズレたままコンクリートが固まると、欠陥製品になってしまうという問題があった。
また、製造装置にシリンダ124を必要とするので製造設備が高価になるという問題もある。
さらに、網体保持秤123の出し入れ操作と、網体116に合わせて網体保持秤123の出し入れ長さを調整しなければならないという面倒があるため、生産性に劣るという問題もある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−193329号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記事情に鑑み、曲げ外力に強いコンクリートパネルを提供することを目的とする。また、生産性の高い製造設備と製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
第1発明のコンクリートパネルは、平行六面体のコンクリートパネルであって、パネル本体の裏面の直近内側に網体が配設されていることを特徴とする。
第2発明のコンクリートパネルは、第1発明において、前記パネル本体の表面に表面層が形成されていることを特徴とする。
第3発明のコンクリートパネルは、第1または第2発明において、前記パネル本体を構成するコンクリートが、超硬練りコンクリートであることを特徴とする。
第4発明のコンクリートパネルは、第1、第2または第3発明において、前記網体が防錆性と抗張力性を有する材料で網状に作製されていることを特徴とする。
第5発明のコンクリートパネルの製造設備は、コンクリートパネルを成形する成形型と、該成形型の底部に位置する底板上に網体を置く網体投入機と、前記成形型の内部に硬化前コンクリートを流し込む硬化前コンクリート供給機と、成形型内に流し込まれた硬化前コンクリートを締め固める締固め機構と、前記成形型の底板を成形位置と型抜き位置との間で昇降させる型抜き機構とからなることを特徴とする。
第6発明のコンクリートパネルの製造方法は、製品パネルを成形する成形型の底部に、網体を置く網体配置工程と、成形型内に硬化前コンクリートを流し込むコンクリート投入工程と、流し込まれた硬化前コンクリートを締め固める締固め工程と、コンクリート締め固めた後で成形型から製品を抜き取る型抜き工程とからなることを特徴とする。
【発明の効果】
【0010】
第1発明によれば、コンクリートパネルの裏面の直近内側に網体があるので、上面側からの荷重によって曲げ作用が働くとき、裏面側で生ずる引張り応力に網体が抵抗するので、曲げ強さの強いコンクリートパネルになる。このため、重荷重が作用したり、浮き上り状態で荷重の作用するコンクリートパネルの強度向上に効果が高い。
第2発明によれば、表面層に模様や美麗仕上げを施すことにより高い意匠性を与えることができる。
第3発明によれば、水分の少ない超硬練りコンクリートを用いることで硬化を待つことなく脱型することができるので、生産効率を高めることができる。
第4発明によれば、網体がパネル本体から一部露出していても防錆性を有しているので錆びることはなく、抗張力性を有するのでコンクリートパネルの曲げ強さを高めることができる。
第5発明によれば、成形型の底板上に網体を置く網体投入機と、成形型内に硬化前コンクリートを供給する硬化前コンクリート供給機と、硬化前コンクリートを締め固める締め固め機構と、成形型の底板を降下させる型抜き機構とを備えているので、効率よくコンクリートパネルを製造することができる。
第6発明によれば、成形型の底板上に網体投入機で網体を置いて硬化前コンクリートを供給し、硬化前コンクリートを締め固めれば、成形型の底板を降下させて型抜きできるので、硬化前コンクリートの硬化を待つことなく、コンクリートパネルを高効率で製造することができる。
【図面の簡単な説明】
【0011】
【図1】(A)は本発明の第1実施形態に係るコンクリートパネルの表面側斜視図、(B)は同パネルの裏面側斜視図である。
【図2】(A)は第1実施形態に係るコンクリートパネルの断面図、(B)は第2実施形態に係るコンクリートパネルの断面図である。
【図3】本発明に係る製造装置の説明図である。
【図4】本発明に係る製造方法の説明図である。
【図5】本発明のコンクリートパネルの使用例の説明図である。
【図6】従来の製造方法の説明図である。
【発明を実施するための形態】
【0012】
つぎに、本発明の実施形態を図面に基づき説明する。
(コンクリートパネル)
本発明のコンクリートパネルA、Bは、平行六面体のコンクリートパネルであって、
パネル本体の裏面の直近内側に網体が配設されたものである。本発明には種々の実施形態が存するが、以下に第1実施形態のコンクリートパネルAと第2実施形態のコンクリートパネルBを説明する。
【0013】
第1実施形態のコンクリートパネルAは、図1および、図2(A)に示すように、本体パネル1と網体3で構成されている。
網体3は図1(B)の裏面斜視図に示すように、網体3の一部が表面に突出しているが、その他の部分は本体パネル1の内部に埋め込まれている。また、網体3の大部分または全部が本体パネル1の内部に埋め込まれたものも本発明に含まれる。埋め込まれた位置は、本体パネル裏面の直近内側である。
【0014】
第2実施形態のコンクリートパネルBは、第1実施形態の構造に加え、図2(B)に示すように、本体パネル1の上面に表面層2が形成されたものである。
【0015】
パネル本体1は、基本的には強度を保持するための基層となる部材である。なお、同時に種々の機能性をもたせることもできる。
表面層2は、基本的には模様を付したり種々の表面加工をして意匠性を付与する部材であるが、同時に機能性を向上させることもできる。
【0016】
基層の上面、あるいは表面層の上面の表面加工は、どのような方法でも適用できる。たとえば、押し型での模様付け、研磨、洗い出し、ブラスト仕上げなどを例示できる。
【0017】
網体3は、曲げ強さを付与する部材であり、抗張力性を有する部材で作製された網状部材である。また、網体3は一部が外表面に露出するので防錆材料を用いる必要がある。
そのため、具体的には、ステンレススチール、鉄筋に亜鉛メッキまたは亜鉛アルミ合金メッキをしたもの、鉄筋にエポキシ樹脂等の合成樹脂で被覆したもの、炭素繊維、アラミド繊維、ガラス繊維などの補強FRPなどの材料が用いられる。
【0018】
上記の材料で網状に作成したものが、本発明の網体3に好適である。網の形状は特別の制約はないか、図3(A)に示すように縦横の棒筋が入ったものを例示できる。全体形状は、製作するパネルに合わせた四角形であるか、その外寸は成形型10の内寸よりやや小さくなっている。小さくするのは、成形型10に投入する際に余裕が必要だからである。なお、縦横の各棒筋の端部には樹脂製のキャップを入れておくことがある。このキャップは成形型10内での網体10の位置決めを行うスペーサの役割も兼ねている。
【0019】
パネル本体1の材料には、種々のコンクリートを用いることができるが、代表的には超硬練りコンクリートが用いられる。超硬練りコンクリートとは、水の配合割合の少ないコンクリートのことで、一般的には、砂:セメント:水の配合割合が重量比で500:100:50のところ、500:100:30位に水の割合を低めたコンクリートである。
【0020】
超硬練りコンクリートを用いた特徴は、つぎのとおりである。
(1)網体の配置位置
超硬練りコンクリートは、そのままでは流動性は高くないが、網体3は成形型10の底部に位置しているので、流し込みに伴う流動中の硬化前コンクリートに当っても、飛びはねたり、位置ズレを起すことはない。
(2)成形方法上の利点
超硬練りコンクリートは水密性に劣るので防錆効果がない。また、保水性や透水性といった機能を付加する場合は本体パネル1内部に水分の移動が生ずることから網体3には防錆材料を使わざるをえない。しかし、反面でパネル本体のコンクリート内に入れる必要がなくパネル本体1の裏面に一部露出した状態で配置できることから、曲げ強さに強い構造とすることができる。
【0021】
パネル本体1には既述のごとく、種々の機能を付与できるが、付与できる機能としては、保水性、透水性、軽量性などを例示できる。
保水性を与えるには、吸水性の高い砂、砂利などを混合する、あるいは砂や砂利の間隙を水が溜るような微細な寸法とするなどの手段を用いることができる。
透水性を与えるには、砂や砂利の間隙を水が容易に通過する寸法とするなどの手段を用いることができる。
軽量性を与えるには、通常用いる砂や砂利の比重(2.5〜2.7)よりも小さい比重(0.8〜1.5)の材料を混合するなどの手段を用いることができる。
軽量化すると、施工対象の構造物への負荷を低減したり、施工性を向上することができる。
【0022】
表面層に付与する機能としては、遮熱性、保水性、透水性などを例示できる。
遮熱性を与えるには、赤外線を反射する特性のある遮熱含顔料および/または遮熱骨材(たとえば、砂、砂利など)をセメントと混合する方法、または遮熱性のある塗料を表面に塗布する方法などの手段を用いることができる。
保水性を与えるには、吸水性の高い砂、砂利などを混合する、あるいは砂や砂利の間隙を水が溜るような微細な寸法とするなどの手段を用いることができる。
透水性を与えるには、砂や砂利の間隙を水が容易に通過する寸法とするなどの手段を用いることができる。
パネル本体に保水性や透水性、軽量性などを付与すると、一般には曲げ強さが低下するため、本発明のように網体3を入れる利点が大きくなる。
【0023】
また、パネル本体のコンクリートに超硬練りコンクリートでなく通常のコンクリートを用いた場合にも、大きな曲げ強さを必要とする場所での使用には好適である。このような大きな曲げ強さを必要とする場所としては、大型車両が通行する道路、大版の製品パネル(通常は300mm角のところ、600mm角のもの)、支持脚で浮かして支持する浮き床パネルなどを例示できる。
【0024】
(製造設備)
本発明の製造設備は、図3に示すように、コンクリートパネルを成形する成形型10と、成形型10の底部に位置する底板11上に網体3を置く網体投入機20と、成形型の内部に硬化前コンクリートを流し込む硬化前コンクリート供給機と、成形型内に流し込まれた硬化前コンクリートを締め固める締固め機構と、成形型の底板を成形位置と型抜き位置との間で昇降させる型抜き機構とからなる。硬化前コンクリート供給機と、締め固め機構と型抜き機構は、公知の機構をとくに制限なく用いることができる。
【0025】
図3において、10は成形型である。成形型10は、工場内の床など水平な場所に設けられる。成形型10の大きさや形状は製造すべき製品(コンクリートパネル)に合わしたものである。
成形型10の底には底板11が設けられており、この底板10は図示しない型抜き機構により、成形型10の底を塞ぐ成形位置と、そこから下方へ退避した型抜き位置との間で昇降する。
型抜き機構には、油圧シリンダやパンタグラフ機構その他の公知の昇降手段が用いられる。
【0026】
成形型10の上面には、硬化前コンクリートを投入する硬化前コンクリート供給機の供給給材箱12が配置されていたり、あるいは移動してきて成形型10の上面に位置するようになっている。
また、締め固め機構の押し型13が、成形型10の上面に配置されていたり、あるいは移動してきて、成形型10の上面に位置するようになっている。
【0027】
図3(A)における符号20は網体投入機であり、網体3を保持するハンド21と、このハンド21を伸縮動作させ、かつ旋回動作させる機構部を有している。符号Sは網体3のストッカーを示し、符号Dは供給ステーションを示している。
網体投入機20は、供給ステーションD上の網体3を保持し、成形型10の上面まで移動させ、かつ成形型10内の底に配置する機能を有している。ハンド21は網体3が金属製であれば、磁石等を用いたものが利用できる。
網体投入機20やストッカーS、供給ステーションDの構造は、公知のもので任意に構成できる。
【0028】
(製造方法)
本発明の製造方法は、前記製造設備を用い、図4に示す工程により実現される。
(1)成形開始前
成形型10の底は底板11が成形位置にあって、底を塞いでいる。
【0029】
(2)網体3の配置
成形型10内の底板11上に網体3が設置される。
この場合、網体3を底板11から少し上に上げるため、高さ3〜5mm位のスペーサ15を入れることもある。このように、網体3を少し高くしておくと、後工程3で硬化前コンクリートがよくまわり込み、網体3をしっかりと保持することができる。
【0030】
(3)硬化前コンクリートの流し込み
硬化前コンクリートCを給材箱12から流し込む。このとき流し込む硬化前コンクリートは、代表的には超硬練りコンクリートである。したがって、そのままでは流動性はないが、給材箱12の移動によって超硬練りコンクリートは落下流動し始める。網体3は、成形型10の底部に位置しているので、流動している硬化前コンクリートに当っても、飛びはねたり、位置ズレを起すことはない。
硬化前コンクリートの流し込みを終えると、給材箱12は退避させておく。
【0031】
(4)締め固め
硬化前コンクリートCが所定量流し込まれると、押し型13を降下させ加圧する。これにより押し型13に形成されている模様が硬化前コンクリート表面に転写される。
また、成形型10を振動させて、硬化前コンクリートCを締め固める。超硬練りコンクリートは振動を加えると流動して、成形型10内に隅々まで充満するので、所望の形に成型できる。
【0032】
(5)型抜き
硬化前コンクリートの締め固めを終えると、直ちに型抜きをする。
つまり、硬化前コンクリートの硬化を待つことはない。また、直ちに型抜きが可能なように超硬練りコンクリートが用いられている。
型抜きは、底板11を降下させることで行う。なお、押し型13も上方へ退避させる。
(6)次工程へ搬送
型抜きを終わると、底板11に成形直後のコンクリートパネルを載せたまま次工程、つまり硬化のための養生工程へ搬送する。
【0033】
本発明の製法では、硬化前コンクリートの締め固めに振動を加え、かつ硬化前に脱型するので、本明細書では、このような特徴を振動式即時脱型方式という。
この振動式即時脱型方式によると、硬化前コンクリートの硬化を待つことなく脱型できるので、製造時間が短くなり、また、成形直後のコンクリートパネルは搬送され、成形型10内で次の成型を開始できるので、一つの成形型で大量生産することができる。
このため、生産効率が大幅に向上する。
【0034】
本発明のコンクリートパネルの応用製品を説明する。
図5は、本発明のコンクリートパネルA,Bを浮き床パネルに適用したものである。浮き床パネルは保水機能を有するもので、建物の屋上スラブの上に支持柱を介してパネルが浮いた状態で設置されている。この保水浮き床パネルでは、水を散水しておくと、打ち水効果により保水浮き床パネルの表面温度が低減されかつ、パネル下空気層の断熱効果で屋上スラブに伝わる熱が抑制できる。そのことにより最上階居室での冷房による電力消費を抑えられる。
【0035】
上記の浮き床パネルは空中に浮いた状態で設置されており、その上を人が歩いたり、物が移動したりしたときの荷重により曲げ外力をパネルに加えるが、パネルの裏面に入っている網体により抗張力が作用するので、曲げ強さが高くなっており、浮き床パネルが損壊することは避けられる。
【産業上の利用可能性】
【0036】
上記以外にも、本発明のコンクリートパネルは、車両が走行して車両重量により曲げ応力が発生する舗装の表層部などの用途にも使用することができるが、これらは例示であって、開示していない様々な用途に使用することができる。
【符号の説明】
【0037】
1 パネル本体
2 表面層
3 網体
10 成形型
【特許請求の範囲】
【請求項1】
平行六面体のコンクリートパネルであって、
パネル本体の裏面の直近内側に網体が配設されている
ことを特徴とするコンクリートパネル。
【請求項2】
前記パネル本体の表面に表面層が形成されている
ことを特徴とする請求項1記載のコンクリートパネル。
【請求項3】
前記パネル本体を構成するコンクリートが、超硬練りコンクリートである
ことを特徴とする請求項1または2記載のコンクリートパネル。
【請求項4】
前記網体が防錆性と抗張力性を有する材料で網状に作製されている
ことを特徴とする請求項1、2または3記載のコンクリートパネル。
【請求項5】
コンクリートパネルを成形する成形型と、
該成形型の底部に位置する底板上に網体を置く網体投入機と、
前記成形型の内部に硬化前コンクリートを流し込む硬化前コンクリート供給機と、
成形型内に流し込まれた硬化前コンクリートを締め固める締固め機構と、
前記成形型の底板を成形位置と型抜き位置との間で昇降させる型抜き機構とからなる
ことを特徴とするコンクリートパネルの製造設備。
【請求項6】
製品パネルを成形する成形型の底部に、網体を置く網体配置工程と、
成形型内に硬化前コンクリートを流し込むコンクリート投入工程と、
流し込まれた硬化前コンクリートを締め固める締固め工程と、
コンクリート締め固めた後で成形型から製品を抜き取る型抜き工程とからなる
ことを特徴とするコンクリートパネルの製造方法。
【請求項1】
平行六面体のコンクリートパネルであって、
パネル本体の裏面の直近内側に網体が配設されている
ことを特徴とするコンクリートパネル。
【請求項2】
前記パネル本体の表面に表面層が形成されている
ことを特徴とする請求項1記載のコンクリートパネル。
【請求項3】
前記パネル本体を構成するコンクリートが、超硬練りコンクリートである
ことを特徴とする請求項1または2記載のコンクリートパネル。
【請求項4】
前記網体が防錆性と抗張力性を有する材料で網状に作製されている
ことを特徴とする請求項1、2または3記載のコンクリートパネル。
【請求項5】
コンクリートパネルを成形する成形型と、
該成形型の底部に位置する底板上に網体を置く網体投入機と、
前記成形型の内部に硬化前コンクリートを流し込む硬化前コンクリート供給機と、
成形型内に流し込まれた硬化前コンクリートを締め固める締固め機構と、
前記成形型の底板を成形位置と型抜き位置との間で昇降させる型抜き機構とからなる
ことを特徴とするコンクリートパネルの製造設備。
【請求項6】
製品パネルを成形する成形型の底部に、網体を置く網体配置工程と、
成形型内に硬化前コンクリートを流し込むコンクリート投入工程と、
流し込まれた硬化前コンクリートを締め固める締固め工程と、
コンクリート締め固めた後で成形型から製品を抜き取る型抜き工程とからなる
ことを特徴とするコンクリートパネルの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−99874(P2013−99874A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−244170(P2011−244170)
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000230836)日本興業株式会社 (37)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000230836)日本興業株式会社 (37)
【Fターム(参考)】
[ Back to top ]