
コンクリートブロックの製造装置および製造方法

【課題】脱型までの時間を短縮することで、型枠が専有される期間を短縮することが可能なコンクリートブロックの製造装置および製造方法を提供する。
【解決手段】下型となる平面板3と、平面板3に配置された上下面が開口した型枠4と、型枠4に充填される未硬化状態のコンクリートを上方から加圧してコンクリートブロック20の底面を成型する上型5とを備え、上型5は、コンクリートブロック20の底面21を成型する下面の周縁部全体に凸部51が形成されている。また、型枠4の下端内側には、コンクリートブロック20の上面縁部に傾斜面24を形成するために突出した傾斜面形成部42dが設けられている。
【解決手段】下型となる平面板3と、平面板3に配置された上下面が開口した型枠4と、型枠4に充填される未硬化状態のコンクリートを上方から加圧してコンクリートブロック20の底面を成型する上型5とを備え、上型5は、コンクリートブロック20の底面21を成型する下面の周縁部全体に凸部51が形成されている。また、型枠4の下端内側には、コンクリートブロック20の上面縁部に傾斜面24を形成するために突出した傾斜面形成部42dが設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、未硬化状態のコンクリートを型枠に充填して成型するコンクリートブロックの製造装置および製造方法に関する。
【背景技術】
【0002】
コンクリートブロックは、平坦面が形成された下型に中型である型枠を配置し、この型枠に、セメント、骨材、水、混和材などを混練した未硬化状態のコンクリートを充填し、上型で加圧し、型枠内で養生させ、硬化させることで成型される。
【0003】
このように製造されるコンクリートブロックに関する技術が、特許文献1に記載されている。この特許文献1に記載のコンクリート製品の製造方法は、上方が開口した枠体に充填されたコンクリート材料を上方から上型により加圧し、加圧されたコンクリート材料が硬化して得られるコンクリート製品を枠体および上型から即時脱型させる方法において、上型にはコンクリート製品の上面に凹部を形成するための尖鋭形状の凸部が設けられていることが記載されている。
【0004】
【特許文献1】特開2004−268275号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
コンクリートブロックを製造する従来の製造装置は、一般的に、並べられた多数の型枠を上型により一度に加圧することで、数多くのコンクリートブロックを成型することができる。しかし、成型されたコンクリートブロックは、すぐに型枠から脱型する訳にはいかないので、脱型可能な程度に硬化するまで多数の型枠が専有されてしまう。従って、製造業者は、多くの型枠を準備する必要があるので、小規模な製造業者にとっては多大な負担となっている。
【0006】
そこで本発明は、脱型までの時間を短縮することで、型枠が専有される期間を短縮することが可能なコンクリートブロックの製造装置および製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明のコンクリートブロックの製造装置は、平坦面を有する下型と、前記下型に配置された上下面が開口した型枠と、前記型枠に充填される未硬化状態のコンクリートを上方から加圧してコンクリートブロックの底面を成型する上型とを備え、前記上型には、前記底面を成型する下面の周縁部全体に凸部が形成されていることを特徴とする。
【0008】
本発明のコンクリートブロックの製造装置は、平坦面を有する下型に配置された型枠に未硬化状態のコンクリートを充填して上型により加圧することで成型するものである。この上型には、コンクリートブロックの底面を成型する下面の周縁部全体に凸部が形成されているので、外周面側に含まれる水分を中央より多く抜くことができる。外周面側の水分が多く抜けることで、コンクリートブロックの上下面以上に外周面を、より圧縮された状態とすることができるので、コンクリートブロックの中心部分は未硬化で軟質な状態であっても、コンクリートブロックの外側面全体を圧縮された状態とすることができる。従って、型枠から型くずれすることなく脱型することができるので、型枠から脱型する時間を短縮することができる。
【0009】
前記凸部には、突出量を調整する調整部が設けられているのが望ましい。コンクリートによっては、セメントの材質、骨材の種類、水分量などによる粘性の違いや、成型するコンクリートブロックの厚みの違いなどから、脱型するために必要な圧縮の度合いが異なる。従って、凸部の突出量を調整する調整部が設けられていることで、コンクリートブロックの大きさや、性質に応じた圧縮を行うことができる。
【0010】
前記型枠の下端内側には、前記コンクリートブロックの上面縁部に傾斜面を形成するために突出した傾斜面形成部が設けられているのが望ましい。型枠の下端内側に突出した傾斜面形成部が設けられているので、意匠面となるコンクリートブロックの上面の縁部に、傾斜面を形成することができる。コンクリートブロックの上面の縁部に、傾斜面を形成することで、硬化したコンクリートブロックを積み重ねて保管するときに、積み重ねたコンクリートブロックの周縁部同士が接触して欠落してしまうことが防止できるだけでなく、製品のコンクリートブロックを道路などに並べて敷設する場合では、傾斜面によって隣接するコンクリートブロックとの間にできる隙間に、目地材が侵入するので、より強固にコンクリートブロックを固定することができる。また、凸部による加圧力は、型枠に沿った下方に向かって付与されるが、型枠の下端内側には突出した傾斜面形成部が設けられているので、未硬化状態のコンクリートはこの傾斜面形成部によって中央に向かうように圧縮される。従って、コンクリートブロックの上面は、上型と下型との上下間で圧縮される加圧力の他に、中央に向かうような加圧力が周縁部に加わるので、コンクリートブロックの上面の圧縮度を高めることができる。
【0011】
本発明のコンクリートブロックの製造方法は、コンクリートブロックの上面を成型する平坦面を有する下型に配置された上下面が開口した型枠に、未硬化状態のコンクリートを充填する充填工程と、前記充填されたコンクリートの上方から上型により全体を加圧しつつ、周縁部全体に凹部を形成する圧縮工程とを含むことを特徴とする。
【0012】
本発明のコンクリートブロックの製造方法は、平坦面を有する下型に配置された型枠に、未硬化状態のコンクリートを充填して上型により加圧することで成型するものである。圧縮工程にて、充填されたコンクリートの上方から上型により全体を加圧しつつ、周縁部全体に凹部を形成することで、外周面側に含まれる水分を中央より多く抜くことができる。外周面側の水分が多く抜けることで、コンクリートブロックの上下面以上に外周面を、より圧縮された状態とすることができるので、コンクリートブロックの中心部分は未硬化で軟質な状態であっても、コンクリートブロックの外側面全体を圧縮された状態とすることができる。従って、型枠から型くずれすることなく脱型することができるので、型枠から脱型する時間を短縮することができる。
【発明の効果】
【0013】
本発明は、コンクリートブロックの外周面側の水分が多く抜けることで、コンクリートブロックの外側面全体を圧縮された状態とすることができるので、型枠から脱型する時間を短縮することができる。よって、型枠が専有される期間を短縮することが可能である。
【発明を実施するための最良の形態】
【0014】
本発明の実施の形態に係るコンクリートブロックの製造装置を、図面に基づいて説明する。図1は、本発明の実施の形態に係るコンクリートブロックの製造装置を示す斜視図である。図2は、図1に示す製造装置の型枠を示す図であり、(A)は嵌め込み合わせた状態の斜視図、(B)は開いた状態の斜視図である。図3は、図1に示す製造装置の上枠を示す概略断面図である。
【0015】
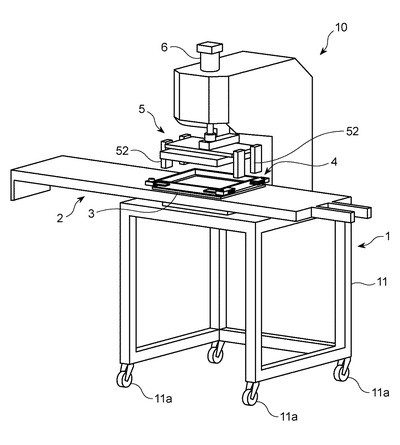
図1に示す本発明の実施の形態に係るコンクリートブロックの製造装置10は、道路舗装用のコンクリートブロックを製造する装置である。製造装置10は、脚部11を有する台部1と、台部1の上面に配置されたテーブル2と、下型となる平面板3と、平面板3に配置される型枠4と、型枠4に充填された未硬化状態のコンクリートを上方から加圧する上型5と、上型5に加圧力を付与する油圧シリンダ6とを備えている。この製造装置10によって成型されるコンクリートブロックは、上型5により底面が成型され、平面板3により意匠面となる上面が成型される。
【0016】
台部1の脚部11には、製造装置10全体を容易に移動可能とするキャスタ11aがそれぞれに設けられている。平面板3は、平坦面に形成され、コンクリートブロックの厚みを均等に成型したり、上型5からの加圧力を均等に受けるために水平にテーブル2に配置されている。
【0017】
型枠4は、平面視して正方形状に形成された枠体である。ここで型枠4について図2に基づいて詳細に説明する。
【0018】
図2(A)および同図(B)に示すように、型枠4は、約300mmの長さの第1枠材41と、約300mmの長さの第2枠材42とで構成されている。第1枠材41は、平面視して台形状に形成された枠板41aと、枠板41aの両端部に、平行となるように設けられた2枚の第1嵌合板41bとを備えている。第2枠材42は、平面視して台形状に形成された枠板42aと、枠板42aの両端部に、連結したときに第1枠材41の第1嵌合板41bの間に位置するように設けられた1枚の第2嵌合板42bとを備えている。第1枠材41および第2枠材42は、第1嵌合板41bと第2嵌合板42bとに設けられた固定孔41c,42cにピン43を挿通することで結合されている。
【0019】
この第1枠材41および第2枠材42には、下端内側に、コンクリートブロックの上面縁部に傾斜面を形成するために、突出した傾斜面形成部41d,42dが設けられている。傾斜面形成部41d,42dは、突出した長さが約8mmに形成され、型枠4を平面板3に配置したときに、傾いたり隙間が空いたりしないように底面が平坦面に形成されている。また、傾斜面形成部41d,42dの傾斜面は、僅かではあるが曲面に形成されている。
【0020】
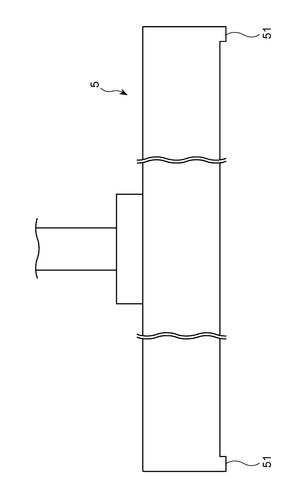
上型5は、平面視して正方形状に形成されたブロック体である。図3に示すように、この上型5には、下面の周縁部全体に凸部51が形成されている。この凸部51の突出した長さは約3mmである。また、上型5の外側周面には、図1に示すように下降するときに上型5を型枠4に案内するガイド52がスライド調整可能に設けられている。油圧シリンダ6は、上型5の昇降を行うもので、約3tまでの範囲内で上型5を荷重することが可能である。この油圧シリンダ6の荷重は、型枠4に充填されるコンクリートの材質に応じて調整される。
【0021】
以上のように構成された本発明の実施の形態に係る製造装置10によるコンクリートブロックの製造方法を、図4および図5に基づいて説明する。図4は、圧縮工程を説明するための概略断面図である。図5は、本発明の実施の形態に係る製造装置10によって得られたコンクリートブロック20を示す斜視図である。
【0022】
まず、テーブル2上に配置された平面板3に型枠4を配置する。次に、型枠4内に未硬化状態のコンクリートを充填する充填工程を行う。ここで、充填されるコンクリートについて説明する。
【0023】
コンクリートブロックとなるコンクリートとして、例えば、特開2004−293273号公報に記載されたセメントコンクリート表面舗装仕上げ材が使用できる。セメントコンクリート表面舗装仕上げ材は、ポルトランドセメント15kgと、砕石80kg〜130kg、ガラス繊維1〜1.2kg、竹炭1〜3質量%および水性エマルジョン(住友化学株式会社製:スミカフレックスRP−100S(登録商標))をセメント重量の5〜12%、抗菌剤(品川燃料株式会社製:ゼオミック(登録商標))を混和全重量の1〜2%を水で混練りした配合物である。この割合で配合した配合物を本実施の形態のコンクリートとして使用することで透水性の高いコンクリートブロックとすることができる。
【0024】
次に、油圧シリンダ6を動作させて上型5を、型枠4に充填されたコンクリートの上方から下降させ、全体を加圧する圧縮工程を行う。この上型5による加圧により、充填されたコンクリートに含まれる余分な水分は、型枠4と平面板3との隙間から流れ出る。本実施の形態では、油圧シリンダ6により型枠4に充填されたコンクリートを約2tの荷重で圧縮する。
【0025】
図4に示すように、上型5の下面は、中央部が平坦面であり、周縁部全体が凸部51により突出しているので、コンクリートブロック20の底面21となる充填されたコンクリートの上面の周縁部全体に、凹部22が形成される。つまり、上型5の凸部51により、外周面側(斜線部分)に含まれる水分を中央より多く抜くことができるので、コンクリートブロック20の上面23および底面23以上に外周面(斜線部分)を、より圧縮された状態とすることができる。従って、コンクリートブロックの中心部分は未硬化で軟質な状態であっても、コンクリートブロック20の外側面全体を脱型可能な程度に圧縮された状態とすることができる。従って、たとえ、油圧シリンダ6の加圧力が低くても、型枠4から型くずれすることなく脱型することができるので、型枠から脱型する時間を短縮することができ、型枠4が専有される期間を短縮することができる。また、加圧力が小さい油圧シリンダ6とすることで、小規模な製造装置10とすることができるので、装置コストを低く抑えることができる。
【0026】
また、透水性の高いコンクリートは、骨材間にできる空隙によって透水性が確保されるため、大きな加圧力によって成型する従来のコンクリートブロックの製造装置では、透水性を損なうおそれがある。しかし、本実施の形態に係る製造装置10では、コンクリートブロック20の外側面全体を脱型可能な程度に圧縮された状態とすることで、コンクリートブロック20内部の空隙全てが押し潰されてしまうことがないので、コンクリートブロック20の透水性を確保することができる。
【0027】
凸部51による加圧力は、型枠4に沿った下方に向かって付与されるが、型枠4の下端内側には突出した傾斜面形成部41d,42dが設けられているので、未硬化状態のコンクリートはこの傾斜面形成部41d,42dによって中央に向かうように方向Fに圧縮される。従って、コンクリートブロック20の上面23は、上型5と下型である平面板3との上下間で圧縮される加圧力の他に、中央に向かうような加圧力が周縁部に加わるので、コンクリートブロック20の上面23の圧縮度を高めることができる。この傾斜面形成部41d,42dによってコンクリートブロック20の上面(図4では下面)の周縁部には、傾斜面24が形成される。
【0028】
圧縮工程が終わると油圧シリンダ6により上型5を上昇させ、成型されたコンクリートブロック20を型枠4内で養生する一次硬化工程を行う。本実施の形態では、この一次硬化工程として数分間ほど放置しているが、圧縮工程のみで余分な水分が充分除去され、型枠4から脱型可能であれば、この一次硬化工程は省略することができる。また、コンクリートブロック20を連続して作製するために、圧縮工程が完了したコンクリートブロック20を型枠4に入れたままテーブル2上で横へ移動させ、新たな平面板3と型枠4とのセットを上型5の下方に配置すれば、次々と圧縮工程を行うことが可能である。この場合、一次硬化工程の間、型枠4が専有されることになり、新たな平面板3と型枠4とのセットを準備する必要があるが、一次硬化工程は数分間で完了することができ、型枠4は脱型できれば再度使用することができるので、型枠4を数多く準備する必要はない。一次硬化工程が終われば、型枠4からコンクリートブロック20を脱型する脱型工程を行う。
【0029】
型枠4から脱型する脱型工程を行うときは、図2に示すピン43を外すことで、第1嵌合板41bと第2嵌合板42bとを離脱可能な状態とし、型枠4の角部一箇所を開いた状態としたり、第1枠材41および第2枠材42を完全に分離するように外したりすることで、型枠4をコンクリートブロック20から容易に型抜きすることができる。特に、本実施の形態に係る型枠4では、下端内側に傾斜面形成部41d,42dが設けられているので、垂直方向への型抜きはできないが、第1枠材41と第2枠材42とをそれぞれ水平方向に移動させることで、型抜きすることが可能である。
【0030】
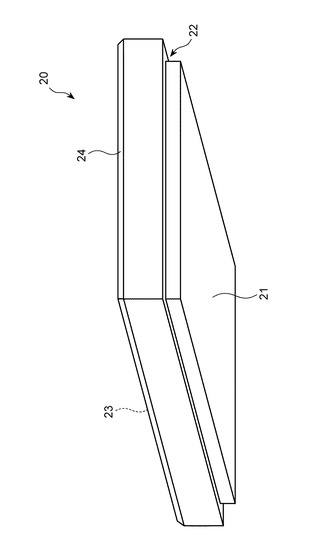
そして、型枠4の型抜きが完了したら平面板3ごとコンクリートブロック20を乾燥させるところまで移動して二次硬化工程を行う。二次硬化工程では、一次硬化工程が完了したコンクリートブロック20を自然放置により水和反応を進行させて完全に硬化させる。二次硬化工程を行うことで、図5に示すようなコンクリートブロック20を得ることができる。二次硬化工程は、コンクリートブロック20を平面板3上に載せたまま乾燥を行っているので、乾燥させるコンクリートブロック20の個数に応じた枚数の平面板3を準備する必要がある。しかし、平面板3は単なる金属板なので、型枠4に入れたまま乾燥させることで型枠4が専有されるより製造業者への負担が少ない。
【0031】
図5に示すように、プレート状に形成されたコンクリートブロック20には、凸部51(図3参照)によって底面縁部全体に凹部22が形成され、傾斜面形成部41d,42d(図2参照)により傾斜面24が形成されているので、コンクリートブロック20を積み重ねて保管するときに、上面23の周縁部や、底面21の周縁部が他のコンクリートブロック20と接触して、欠落してしまうことが防止できる。
【0032】
このように、製造装置10は、成型されたコンクリートブロック20を短時間で脱型できるため、型枠4が専有される期間を短縮することが可能なので、大量にコンクリートブロック20を製造する場合でも、数分間で完了する一次硬化工程で必要な個数の型枠4さえあればよい。従って、大量の型枠4が不要であるので、小規模な製造工場に製造装置10は好適である。
【0033】
次に、コンクリートブロック20の使用状態について、図6に基づいて説明する。図6は、本発明の実施の形態に係る製造装置によって得られたコンクリートブロック20を道路に敷設した状態を示す断面図である。
【0034】
図6に示すように、コンクリートブロック20は、上面23を上に、底面21を下にして整列させて並べられる。そして、隣接するコンクリートブロック20同士の間の隙間に目地材Cが充填されることで敷設される。この目地材Cは充填されることで、傾斜面24同士の間、凹部22同士の間、そしてコンクリートブロック20の外周囲面25同士の間に進入するので、コンクリートブロック20を固定することができる。特に、コンクリートブロック20には、凹部22が設けられているので、アンカー効果によって隣同士のコンクリートブロック20と道路面とを強固に固定することができる。また、このコンクリートブロック20は、透水性を有するコンクリートにより形成されているので、骨材間にできる空隙にも目地材Cが進入することで、更に強固に固定することができる。
【0035】
コンクリートブロック20は底面21を下にして敷設されるので、底面21縁部全体に形成された凹部22は歩行者からは視認することができない。従って、図3に示す上型5に凸部51を形成する際に高い精度は不要なので、上型5を容易に作製することができる。
【0036】
次に、本発明の他の実施の形態に係るコンクリートブロックの製造装置を図7に基づいて説明する。図7は、本発明の他の実施の形態に係るコンクリートブロックの製造装置の上型を示す概略正面図である。
【0037】
本発明の他の実施の形態に係るコンクリートブロックの製造装置の上型は、下面の周縁部全体に設けられた凸部の突出量を調整することができるようにしたものである。
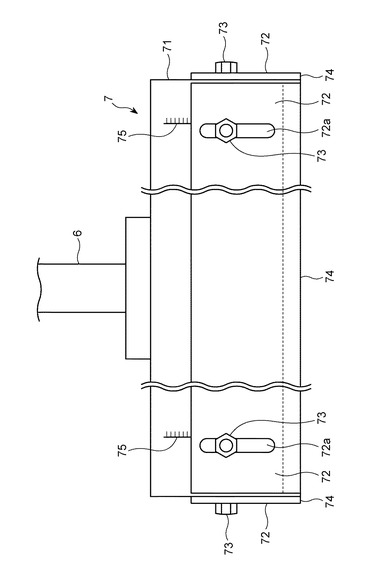
図7に示すように、他の実施の形態に係る上型7は、平面視して正方形のブロック状の上型本体71の周囲に、板状のスライド板72が設けられている。このスライド板72には、上下方向に長いガイド孔72aが設けられ、上型本体71に設けられたねじ孔に螺合するボルト73が挿通している。スライド板72は、所定位置でボルト73を上型本体71にねじ込むことで、上型本体71に固定されている。上型本体71から突出したスライド板72が凸部74となる。つまり、他の実施の形態に係る凸部74の突出量を調整する調整部は、ガイド孔72aが設けられたスライド板72と、このガイド孔72aに挿通してスライド板72のスライド位置を決めるボルト73とで構成されている。このように凸部74の突出量を調整可能とすることで、コンクリートブロックの大きさや、性質に応じた圧縮を行うことができる。
【0038】
凸部74によりコンクリートブロックの底面の周縁部全体に凹部が成型されるが、上述したようにこの凹部はコンクリートブロックを道路に敷設したときに歩行者からは見えないので、スライド板72の水平度などは余り問題にはならない。しかし、極端に傾斜した状態でスライド板72が上型本体71に固定されると、スライド板72の両端部で加圧力に大きな違いが発生するので、水平の目安として上型本体71に目盛り75を設けるようにしてもよい。
【0039】
以上、本発明の実施の形態について説明してきたが、本発明は前記実施の形態に限定されるものではなく、例えば、本実施の形態では、上型5,7が平面視して正方形状に形成されているが、三角形状、長方形状、台形状、平行四辺形状、それ以上の多角形状、異形状としてもよい。また、コンクリートブロックが上下方向に貫通孔を有するものであれば、下型に、この貫通孔を成型する棒状体または筒状体を立設し、上型にこの棒状体または筒状体を挿通する貫通孔を設けることで可能である。いずれの場合においても、上型に、コンクリートブロックの底面を成型する下面の周縁部全体に凸部が形成されていることで、コンクリートブロックの上下面だけでなく外周面も圧縮された状態とすることができる。
また、本実施の形態においては、1個のコンクリートブロックを製造する製造装置を例に説明したが、多数のコンクリートブロックを同時に成型する製造装置においても、同様に本発明を適用することが可能である。
【産業上の利用可能性】
【0040】
本発明は、未硬化状態のコンクリートを型枠に充填して成型するコンクリートブロックの製造装置および製造方法に好適である。特に、中小規模な製造業者が使用する場合においては最適である。また、透水性を有するコンクリートブロックを製造する場合に最適である。
【図面の簡単な説明】
【0041】
【図1】本発明の実施の形態に係るコンクリートブロックの製造装置を示す斜視図である。
【図2】図1に示す製造装置の型枠を示す図であり、(A)は嵌め込み合わせた状態の斜視図、(B)は開いた状態の斜視図である。
【図3】図1に示す製造装置の上枠を示す概略断面図である。
【図4】圧縮工程を説明するための概略断面図である。
【図5】本発明の実施の形態に係る製造装置によって得られたコンクリートブロックを示す斜視図である。
【図6】本発明の実施の形態に係る製造装置によって得られたコンクリートブロックを道路に敷設した状態を示す断面図である。
【図7】本発明の他の実施の形態に係るコンクリートブロックの製造装置の上型を示す概略正面図である。
【符号の説明】
【0042】
10 製造装置
1 台部
11 脚部
11a キャスタ
2 テーブル
3 平面板
4 型枠
41 第1枠材
41a 枠板
41b 第1嵌合板
41c 固定孔
41d 傾斜面形成部
42 第2枠材
42a 枠板
42b 第2嵌合板
42c 固定孔
42d 傾斜面形成部
43 ピン
5 上型
51 凸部
52 ガイド
6 油圧シリンダ
7 上型
71 上型本体
72 スライド板
72a ガイド孔
73 ボルト
74 凸部
20 コンクリートブロック
21 底面
22 凹部
23 上面
24 傾斜面
25 外周囲面
【技術分野】
【0001】
本発明は、未硬化状態のコンクリートを型枠に充填して成型するコンクリートブロックの製造装置および製造方法に関する。
【背景技術】
【0002】
コンクリートブロックは、平坦面が形成された下型に中型である型枠を配置し、この型枠に、セメント、骨材、水、混和材などを混練した未硬化状態のコンクリートを充填し、上型で加圧し、型枠内で養生させ、硬化させることで成型される。
【0003】
このように製造されるコンクリートブロックに関する技術が、特許文献1に記載されている。この特許文献1に記載のコンクリート製品の製造方法は、上方が開口した枠体に充填されたコンクリート材料を上方から上型により加圧し、加圧されたコンクリート材料が硬化して得られるコンクリート製品を枠体および上型から即時脱型させる方法において、上型にはコンクリート製品の上面に凹部を形成するための尖鋭形状の凸部が設けられていることが記載されている。
【0004】
【特許文献1】特開2004−268275号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
コンクリートブロックを製造する従来の製造装置は、一般的に、並べられた多数の型枠を上型により一度に加圧することで、数多くのコンクリートブロックを成型することができる。しかし、成型されたコンクリートブロックは、すぐに型枠から脱型する訳にはいかないので、脱型可能な程度に硬化するまで多数の型枠が専有されてしまう。従って、製造業者は、多くの型枠を準備する必要があるので、小規模な製造業者にとっては多大な負担となっている。
【0006】
そこで本発明は、脱型までの時間を短縮することで、型枠が専有される期間を短縮することが可能なコンクリートブロックの製造装置および製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明のコンクリートブロックの製造装置は、平坦面を有する下型と、前記下型に配置された上下面が開口した型枠と、前記型枠に充填される未硬化状態のコンクリートを上方から加圧してコンクリートブロックの底面を成型する上型とを備え、前記上型には、前記底面を成型する下面の周縁部全体に凸部が形成されていることを特徴とする。
【0008】
本発明のコンクリートブロックの製造装置は、平坦面を有する下型に配置された型枠に未硬化状態のコンクリートを充填して上型により加圧することで成型するものである。この上型には、コンクリートブロックの底面を成型する下面の周縁部全体に凸部が形成されているので、外周面側に含まれる水分を中央より多く抜くことができる。外周面側の水分が多く抜けることで、コンクリートブロックの上下面以上に外周面を、より圧縮された状態とすることができるので、コンクリートブロックの中心部分は未硬化で軟質な状態であっても、コンクリートブロックの外側面全体を圧縮された状態とすることができる。従って、型枠から型くずれすることなく脱型することができるので、型枠から脱型する時間を短縮することができる。
【0009】
前記凸部には、突出量を調整する調整部が設けられているのが望ましい。コンクリートによっては、セメントの材質、骨材の種類、水分量などによる粘性の違いや、成型するコンクリートブロックの厚みの違いなどから、脱型するために必要な圧縮の度合いが異なる。従って、凸部の突出量を調整する調整部が設けられていることで、コンクリートブロックの大きさや、性質に応じた圧縮を行うことができる。
【0010】
前記型枠の下端内側には、前記コンクリートブロックの上面縁部に傾斜面を形成するために突出した傾斜面形成部が設けられているのが望ましい。型枠の下端内側に突出した傾斜面形成部が設けられているので、意匠面となるコンクリートブロックの上面の縁部に、傾斜面を形成することができる。コンクリートブロックの上面の縁部に、傾斜面を形成することで、硬化したコンクリートブロックを積み重ねて保管するときに、積み重ねたコンクリートブロックの周縁部同士が接触して欠落してしまうことが防止できるだけでなく、製品のコンクリートブロックを道路などに並べて敷設する場合では、傾斜面によって隣接するコンクリートブロックとの間にできる隙間に、目地材が侵入するので、より強固にコンクリートブロックを固定することができる。また、凸部による加圧力は、型枠に沿った下方に向かって付与されるが、型枠の下端内側には突出した傾斜面形成部が設けられているので、未硬化状態のコンクリートはこの傾斜面形成部によって中央に向かうように圧縮される。従って、コンクリートブロックの上面は、上型と下型との上下間で圧縮される加圧力の他に、中央に向かうような加圧力が周縁部に加わるので、コンクリートブロックの上面の圧縮度を高めることができる。
【0011】
本発明のコンクリートブロックの製造方法は、コンクリートブロックの上面を成型する平坦面を有する下型に配置された上下面が開口した型枠に、未硬化状態のコンクリートを充填する充填工程と、前記充填されたコンクリートの上方から上型により全体を加圧しつつ、周縁部全体に凹部を形成する圧縮工程とを含むことを特徴とする。
【0012】
本発明のコンクリートブロックの製造方法は、平坦面を有する下型に配置された型枠に、未硬化状態のコンクリートを充填して上型により加圧することで成型するものである。圧縮工程にて、充填されたコンクリートの上方から上型により全体を加圧しつつ、周縁部全体に凹部を形成することで、外周面側に含まれる水分を中央より多く抜くことができる。外周面側の水分が多く抜けることで、コンクリートブロックの上下面以上に外周面を、より圧縮された状態とすることができるので、コンクリートブロックの中心部分は未硬化で軟質な状態であっても、コンクリートブロックの外側面全体を圧縮された状態とすることができる。従って、型枠から型くずれすることなく脱型することができるので、型枠から脱型する時間を短縮することができる。
【発明の効果】
【0013】
本発明は、コンクリートブロックの外周面側の水分が多く抜けることで、コンクリートブロックの外側面全体を圧縮された状態とすることができるので、型枠から脱型する時間を短縮することができる。よって、型枠が専有される期間を短縮することが可能である。
【発明を実施するための最良の形態】
【0014】
本発明の実施の形態に係るコンクリートブロックの製造装置を、図面に基づいて説明する。図1は、本発明の実施の形態に係るコンクリートブロックの製造装置を示す斜視図である。図2は、図1に示す製造装置の型枠を示す図であり、(A)は嵌め込み合わせた状態の斜視図、(B)は開いた状態の斜視図である。図3は、図1に示す製造装置の上枠を示す概略断面図である。
【0015】
図1に示す本発明の実施の形態に係るコンクリートブロックの製造装置10は、道路舗装用のコンクリートブロックを製造する装置である。製造装置10は、脚部11を有する台部1と、台部1の上面に配置されたテーブル2と、下型となる平面板3と、平面板3に配置される型枠4と、型枠4に充填された未硬化状態のコンクリートを上方から加圧する上型5と、上型5に加圧力を付与する油圧シリンダ6とを備えている。この製造装置10によって成型されるコンクリートブロックは、上型5により底面が成型され、平面板3により意匠面となる上面が成型される。
【0016】
台部1の脚部11には、製造装置10全体を容易に移動可能とするキャスタ11aがそれぞれに設けられている。平面板3は、平坦面に形成され、コンクリートブロックの厚みを均等に成型したり、上型5からの加圧力を均等に受けるために水平にテーブル2に配置されている。
【0017】
型枠4は、平面視して正方形状に形成された枠体である。ここで型枠4について図2に基づいて詳細に説明する。
【0018】
図2(A)および同図(B)に示すように、型枠4は、約300mmの長さの第1枠材41と、約300mmの長さの第2枠材42とで構成されている。第1枠材41は、平面視して台形状に形成された枠板41aと、枠板41aの両端部に、平行となるように設けられた2枚の第1嵌合板41bとを備えている。第2枠材42は、平面視して台形状に形成された枠板42aと、枠板42aの両端部に、連結したときに第1枠材41の第1嵌合板41bの間に位置するように設けられた1枚の第2嵌合板42bとを備えている。第1枠材41および第2枠材42は、第1嵌合板41bと第2嵌合板42bとに設けられた固定孔41c,42cにピン43を挿通することで結合されている。
【0019】
この第1枠材41および第2枠材42には、下端内側に、コンクリートブロックの上面縁部に傾斜面を形成するために、突出した傾斜面形成部41d,42dが設けられている。傾斜面形成部41d,42dは、突出した長さが約8mmに形成され、型枠4を平面板3に配置したときに、傾いたり隙間が空いたりしないように底面が平坦面に形成されている。また、傾斜面形成部41d,42dの傾斜面は、僅かではあるが曲面に形成されている。
【0020】
上型5は、平面視して正方形状に形成されたブロック体である。図3に示すように、この上型5には、下面の周縁部全体に凸部51が形成されている。この凸部51の突出した長さは約3mmである。また、上型5の外側周面には、図1に示すように下降するときに上型5を型枠4に案内するガイド52がスライド調整可能に設けられている。油圧シリンダ6は、上型5の昇降を行うもので、約3tまでの範囲内で上型5を荷重することが可能である。この油圧シリンダ6の荷重は、型枠4に充填されるコンクリートの材質に応じて調整される。
【0021】
以上のように構成された本発明の実施の形態に係る製造装置10によるコンクリートブロックの製造方法を、図4および図5に基づいて説明する。図4は、圧縮工程を説明するための概略断面図である。図5は、本発明の実施の形態に係る製造装置10によって得られたコンクリートブロック20を示す斜視図である。
【0022】
まず、テーブル2上に配置された平面板3に型枠4を配置する。次に、型枠4内に未硬化状態のコンクリートを充填する充填工程を行う。ここで、充填されるコンクリートについて説明する。
【0023】
コンクリートブロックとなるコンクリートとして、例えば、特開2004−293273号公報に記載されたセメントコンクリート表面舗装仕上げ材が使用できる。セメントコンクリート表面舗装仕上げ材は、ポルトランドセメント15kgと、砕石80kg〜130kg、ガラス繊維1〜1.2kg、竹炭1〜3質量%および水性エマルジョン(住友化学株式会社製:スミカフレックスRP−100S(登録商標))をセメント重量の5〜12%、抗菌剤(品川燃料株式会社製:ゼオミック(登録商標))を混和全重量の1〜2%を水で混練りした配合物である。この割合で配合した配合物を本実施の形態のコンクリートとして使用することで透水性の高いコンクリートブロックとすることができる。
【0024】
次に、油圧シリンダ6を動作させて上型5を、型枠4に充填されたコンクリートの上方から下降させ、全体を加圧する圧縮工程を行う。この上型5による加圧により、充填されたコンクリートに含まれる余分な水分は、型枠4と平面板3との隙間から流れ出る。本実施の形態では、油圧シリンダ6により型枠4に充填されたコンクリートを約2tの荷重で圧縮する。
【0025】
図4に示すように、上型5の下面は、中央部が平坦面であり、周縁部全体が凸部51により突出しているので、コンクリートブロック20の底面21となる充填されたコンクリートの上面の周縁部全体に、凹部22が形成される。つまり、上型5の凸部51により、外周面側(斜線部分)に含まれる水分を中央より多く抜くことができるので、コンクリートブロック20の上面23および底面23以上に外周面(斜線部分)を、より圧縮された状態とすることができる。従って、コンクリートブロックの中心部分は未硬化で軟質な状態であっても、コンクリートブロック20の外側面全体を脱型可能な程度に圧縮された状態とすることができる。従って、たとえ、油圧シリンダ6の加圧力が低くても、型枠4から型くずれすることなく脱型することができるので、型枠から脱型する時間を短縮することができ、型枠4が専有される期間を短縮することができる。また、加圧力が小さい油圧シリンダ6とすることで、小規模な製造装置10とすることができるので、装置コストを低く抑えることができる。
【0026】
また、透水性の高いコンクリートは、骨材間にできる空隙によって透水性が確保されるため、大きな加圧力によって成型する従来のコンクリートブロックの製造装置では、透水性を損なうおそれがある。しかし、本実施の形態に係る製造装置10では、コンクリートブロック20の外側面全体を脱型可能な程度に圧縮された状態とすることで、コンクリートブロック20内部の空隙全てが押し潰されてしまうことがないので、コンクリートブロック20の透水性を確保することができる。
【0027】
凸部51による加圧力は、型枠4に沿った下方に向かって付与されるが、型枠4の下端内側には突出した傾斜面形成部41d,42dが設けられているので、未硬化状態のコンクリートはこの傾斜面形成部41d,42dによって中央に向かうように方向Fに圧縮される。従って、コンクリートブロック20の上面23は、上型5と下型である平面板3との上下間で圧縮される加圧力の他に、中央に向かうような加圧力が周縁部に加わるので、コンクリートブロック20の上面23の圧縮度を高めることができる。この傾斜面形成部41d,42dによってコンクリートブロック20の上面(図4では下面)の周縁部には、傾斜面24が形成される。
【0028】
圧縮工程が終わると油圧シリンダ6により上型5を上昇させ、成型されたコンクリートブロック20を型枠4内で養生する一次硬化工程を行う。本実施の形態では、この一次硬化工程として数分間ほど放置しているが、圧縮工程のみで余分な水分が充分除去され、型枠4から脱型可能であれば、この一次硬化工程は省略することができる。また、コンクリートブロック20を連続して作製するために、圧縮工程が完了したコンクリートブロック20を型枠4に入れたままテーブル2上で横へ移動させ、新たな平面板3と型枠4とのセットを上型5の下方に配置すれば、次々と圧縮工程を行うことが可能である。この場合、一次硬化工程の間、型枠4が専有されることになり、新たな平面板3と型枠4とのセットを準備する必要があるが、一次硬化工程は数分間で完了することができ、型枠4は脱型できれば再度使用することができるので、型枠4を数多く準備する必要はない。一次硬化工程が終われば、型枠4からコンクリートブロック20を脱型する脱型工程を行う。
【0029】
型枠4から脱型する脱型工程を行うときは、図2に示すピン43を外すことで、第1嵌合板41bと第2嵌合板42bとを離脱可能な状態とし、型枠4の角部一箇所を開いた状態としたり、第1枠材41および第2枠材42を完全に分離するように外したりすることで、型枠4をコンクリートブロック20から容易に型抜きすることができる。特に、本実施の形態に係る型枠4では、下端内側に傾斜面形成部41d,42dが設けられているので、垂直方向への型抜きはできないが、第1枠材41と第2枠材42とをそれぞれ水平方向に移動させることで、型抜きすることが可能である。
【0030】
そして、型枠4の型抜きが完了したら平面板3ごとコンクリートブロック20を乾燥させるところまで移動して二次硬化工程を行う。二次硬化工程では、一次硬化工程が完了したコンクリートブロック20を自然放置により水和反応を進行させて完全に硬化させる。二次硬化工程を行うことで、図5に示すようなコンクリートブロック20を得ることができる。二次硬化工程は、コンクリートブロック20を平面板3上に載せたまま乾燥を行っているので、乾燥させるコンクリートブロック20の個数に応じた枚数の平面板3を準備する必要がある。しかし、平面板3は単なる金属板なので、型枠4に入れたまま乾燥させることで型枠4が専有されるより製造業者への負担が少ない。
【0031】
図5に示すように、プレート状に形成されたコンクリートブロック20には、凸部51(図3参照)によって底面縁部全体に凹部22が形成され、傾斜面形成部41d,42d(図2参照)により傾斜面24が形成されているので、コンクリートブロック20を積み重ねて保管するときに、上面23の周縁部や、底面21の周縁部が他のコンクリートブロック20と接触して、欠落してしまうことが防止できる。
【0032】
このように、製造装置10は、成型されたコンクリートブロック20を短時間で脱型できるため、型枠4が専有される期間を短縮することが可能なので、大量にコンクリートブロック20を製造する場合でも、数分間で完了する一次硬化工程で必要な個数の型枠4さえあればよい。従って、大量の型枠4が不要であるので、小規模な製造工場に製造装置10は好適である。
【0033】
次に、コンクリートブロック20の使用状態について、図6に基づいて説明する。図6は、本発明の実施の形態に係る製造装置によって得られたコンクリートブロック20を道路に敷設した状態を示す断面図である。
【0034】
図6に示すように、コンクリートブロック20は、上面23を上に、底面21を下にして整列させて並べられる。そして、隣接するコンクリートブロック20同士の間の隙間に目地材Cが充填されることで敷設される。この目地材Cは充填されることで、傾斜面24同士の間、凹部22同士の間、そしてコンクリートブロック20の外周囲面25同士の間に進入するので、コンクリートブロック20を固定することができる。特に、コンクリートブロック20には、凹部22が設けられているので、アンカー効果によって隣同士のコンクリートブロック20と道路面とを強固に固定することができる。また、このコンクリートブロック20は、透水性を有するコンクリートにより形成されているので、骨材間にできる空隙にも目地材Cが進入することで、更に強固に固定することができる。
【0035】
コンクリートブロック20は底面21を下にして敷設されるので、底面21縁部全体に形成された凹部22は歩行者からは視認することができない。従って、図3に示す上型5に凸部51を形成する際に高い精度は不要なので、上型5を容易に作製することができる。
【0036】
次に、本発明の他の実施の形態に係るコンクリートブロックの製造装置を図7に基づいて説明する。図7は、本発明の他の実施の形態に係るコンクリートブロックの製造装置の上型を示す概略正面図である。
【0037】
本発明の他の実施の形態に係るコンクリートブロックの製造装置の上型は、下面の周縁部全体に設けられた凸部の突出量を調整することができるようにしたものである。
図7に示すように、他の実施の形態に係る上型7は、平面視して正方形のブロック状の上型本体71の周囲に、板状のスライド板72が設けられている。このスライド板72には、上下方向に長いガイド孔72aが設けられ、上型本体71に設けられたねじ孔に螺合するボルト73が挿通している。スライド板72は、所定位置でボルト73を上型本体71にねじ込むことで、上型本体71に固定されている。上型本体71から突出したスライド板72が凸部74となる。つまり、他の実施の形態に係る凸部74の突出量を調整する調整部は、ガイド孔72aが設けられたスライド板72と、このガイド孔72aに挿通してスライド板72のスライド位置を決めるボルト73とで構成されている。このように凸部74の突出量を調整可能とすることで、コンクリートブロックの大きさや、性質に応じた圧縮を行うことができる。
【0038】
凸部74によりコンクリートブロックの底面の周縁部全体に凹部が成型されるが、上述したようにこの凹部はコンクリートブロックを道路に敷設したときに歩行者からは見えないので、スライド板72の水平度などは余り問題にはならない。しかし、極端に傾斜した状態でスライド板72が上型本体71に固定されると、スライド板72の両端部で加圧力に大きな違いが発生するので、水平の目安として上型本体71に目盛り75を設けるようにしてもよい。
【0039】
以上、本発明の実施の形態について説明してきたが、本発明は前記実施の形態に限定されるものではなく、例えば、本実施の形態では、上型5,7が平面視して正方形状に形成されているが、三角形状、長方形状、台形状、平行四辺形状、それ以上の多角形状、異形状としてもよい。また、コンクリートブロックが上下方向に貫通孔を有するものであれば、下型に、この貫通孔を成型する棒状体または筒状体を立設し、上型にこの棒状体または筒状体を挿通する貫通孔を設けることで可能である。いずれの場合においても、上型に、コンクリートブロックの底面を成型する下面の周縁部全体に凸部が形成されていることで、コンクリートブロックの上下面だけでなく外周面も圧縮された状態とすることができる。
また、本実施の形態においては、1個のコンクリートブロックを製造する製造装置を例に説明したが、多数のコンクリートブロックを同時に成型する製造装置においても、同様に本発明を適用することが可能である。
【産業上の利用可能性】
【0040】
本発明は、未硬化状態のコンクリートを型枠に充填して成型するコンクリートブロックの製造装置および製造方法に好適である。特に、中小規模な製造業者が使用する場合においては最適である。また、透水性を有するコンクリートブロックを製造する場合に最適である。
【図面の簡単な説明】
【0041】
【図1】本発明の実施の形態に係るコンクリートブロックの製造装置を示す斜視図である。
【図2】図1に示す製造装置の型枠を示す図であり、(A)は嵌め込み合わせた状態の斜視図、(B)は開いた状態の斜視図である。
【図3】図1に示す製造装置の上枠を示す概略断面図である。
【図4】圧縮工程を説明するための概略断面図である。
【図5】本発明の実施の形態に係る製造装置によって得られたコンクリートブロックを示す斜視図である。
【図6】本発明の実施の形態に係る製造装置によって得られたコンクリートブロックを道路に敷設した状態を示す断面図である。
【図7】本発明の他の実施の形態に係るコンクリートブロックの製造装置の上型を示す概略正面図である。
【符号の説明】
【0042】
10 製造装置
1 台部
11 脚部
11a キャスタ
2 テーブル
3 平面板
4 型枠
41 第1枠材
41a 枠板
41b 第1嵌合板
41c 固定孔
41d 傾斜面形成部
42 第2枠材
42a 枠板
42b 第2嵌合板
42c 固定孔
42d 傾斜面形成部
43 ピン
5 上型
51 凸部
52 ガイド
6 油圧シリンダ
7 上型
71 上型本体
72 スライド板
72a ガイド孔
73 ボルト
74 凸部
20 コンクリートブロック
21 底面
22 凹部
23 上面
24 傾斜面
25 外周囲面
【特許請求の範囲】
【請求項1】
平坦面を有する下型と、
前記下型に配置された上下面が開口した型枠と、
前記型枠に充填される未硬化状態のコンクリートを上方から加圧してコンクリートブロックの底面を成型する上型とを備え、
前記上型には、前記底面を成型する下面の周縁部全体に凸部が形成されていることを特徴とするコンクリートブロックの製造装置。
【請求項2】
前記凸部には、突出量を調整する調整部が設けられていることを特徴とする請求項1記載のコンクリートブロックの製造装置。
【請求項3】
前記型枠の下端内側には、前記コンクリートブロックの上面縁部に傾斜面を形成するために突出した傾斜面形成部が設けられていることを特徴とする請求項1または2記載のコンクリートブロックの製造装置。
【請求項4】
コンクリートブロックの上面を成型する平坦面を有する下型に配置された上下面が開口した型枠に、未硬化状態のコンクリートを充填する充填工程と、
前記充填されたコンクリートの上方から上型により全体を加圧しつつ、周縁部全体に凹部を形成する圧縮工程と
を含むことを特徴とするコンクリートブロックの製造方法。
【請求項1】
平坦面を有する下型と、
前記下型に配置された上下面が開口した型枠と、
前記型枠に充填される未硬化状態のコンクリートを上方から加圧してコンクリートブロックの底面を成型する上型とを備え、
前記上型には、前記底面を成型する下面の周縁部全体に凸部が形成されていることを特徴とするコンクリートブロックの製造装置。
【請求項2】
前記凸部には、突出量を調整する調整部が設けられていることを特徴とする請求項1記載のコンクリートブロックの製造装置。
【請求項3】
前記型枠の下端内側には、前記コンクリートブロックの上面縁部に傾斜面を形成するために突出した傾斜面形成部が設けられていることを特徴とする請求項1または2記載のコンクリートブロックの製造装置。
【請求項4】
コンクリートブロックの上面を成型する平坦面を有する下型に配置された上下面が開口した型枠に、未硬化状態のコンクリートを充填する充填工程と、
前記充填されたコンクリートの上方から上型により全体を加圧しつつ、周縁部全体に凹部を形成する圧縮工程と
を含むことを特徴とするコンクリートブロックの製造方法。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−114497(P2008−114497A)
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願番号】特願2006−300597(P2006−300597)
【出願日】平成18年11月6日(2006.11.6)
【出願人】(399018471)国分電機株式会社 (13)
【Fターム(参考)】
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願日】平成18年11月6日(2006.11.6)
【出願人】(399018471)国分電機株式会社 (13)
【Fターム(参考)】
[ Back to top ]