
コンクリート二次製品の面取り工法およびそれに用いる面木
【課題】割れることがなくかつ角部が変形しづらくて取り扱いが容易で転用性に富む面木を用いたコンクリート二次製品の製造方法を提供する。
【解決手段】面木2として、長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリートGの圧力Pにより変形することがない、面木2を用いることにより解決される。
【解決手段】面木2として、長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリートGの圧力Pにより変形することがない、面木2を用いることにより解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、筒状構造物を構築するためのセグメントなどのコンクリート二次製品の製造方法に関し、特には、当該コンクリート二次製品の面取り公報およびそれに用いる面木に関する。
【背景技術】
【0002】
コンクリート二次製品が、製品の外面を型取った鋼製あるいは木製の型枠内にコンクリートを詰めて製造される。かかる製品においては、角部の面取りをすることがあり、その製造は、一般に、型枠内の面取り部分該当部にコンクリートが充填されないように、木製や鋼製の面木を配置する方法が採られる。
【特許文献1】特開2000−25008
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、木製の面木は、加工し易いものの角部が変形し易いやすく、また割れることもしばしばあり、転用性および再利用性に乏しい。
また、製品がコンクリートセグメントのように円弧状の形状である場合など、面取り部分が長手方向に長いうえに湾曲したコンクリート二次製品では、湾曲に沿って短い面木を継ぎ足して使用するか、あるいは、湾曲形状の非常に長い面木を使用することになる。しかし、小さな面木を使用した場合には、成型後に継ぎ目ができるため、成型後の見栄えが悪くなるという問題がある。一方、長い面木は、従来の木製や鉄製の場合、大きな断面を有する素材から削り出す必要があり製造時における資材の無駄が多いという欠点があった。
そこで、本発明の主たる課題は、割れたり角部が変形しづらくて取り扱いが容易で転用性に富む面木およびこれを用いたコンクリート二次製品の製造方法を提供することにある。
【課題を解決するための手段】
【0004】
上記課題を解決した本発明およびその作用効果は次記の通りである。
<請求項1記載の発明>
面取り部分に予め面木を配置した型枠内に、コンクリートを供給してコンクリート二次製品を製造する、コンクリート二次製品の面取り工法において、
前記面木として、長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、面木を用いることを特徴とするコンクリート二次製品の製造方法。
【0005】
(作用効果)
面木が、長手方向に撓むようにしたので、セグメントなどの長くかつ湾曲した面取り部位を有するコンクリート二次製品に用いる場合に、当該湾曲に沿って撓ませて配置することができるようになる。木製あるいは鋼製のように湾曲面に沿って小さな面木を継ぎ足して使用しなくてよくなるので、施工性に優れしかも完成後の見栄えのよいコンクリート二次製品を製造できる。
【0006】
<請求項2記載の発明>
前記面木が、硬質ゴム製である請求項1記載のコンクリート二次製品の製造方法。
【0007】
(作用効果)
大きな資材からの削り出しだしによる製造ではなく、押し出し成型により容易に長さのあるものを製造することができる。そして、長さを長くした場合に可撓性を発揮しやすく、短い場合に可撓性を発揮しない構成に製造することが容易である。従って、長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、面木を用に製造できる。
【0008】
<請求項3記載の発明>
前記コンクリート二次製品が、鋼殻に高流動性コンクリートを充填して製造されるコンクリート中詰セグメントである請求項1または2記載のコンクリート二次製品の製造方法。
【0009】
(作用効果)
本発明は、鋼殻に高流動性コンクリートを充填して製造されるコンクリート中詰セグメントの製造に特に好適である。
【0010】
<請求項4記載の発明>
型枠内の面取り部分に配置される面木であって、
長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、ことを特徴とするコンクリート二次製品の製造方法。
【0011】
(作用効果)
請求項1記載の発明と同様の作用効果を奏する。
【0012】
<請求項5記載の発明>
前記面木が、硬質ゴム製である請求項4記載の面木。
【0013】
(作用効果)
請求項2記載の発明と同様の作用効果を奏する。
【発明の効果】
【0014】
以上のとおり、本発明によれば、割れたり角部が変形しづらくて取り扱いが容易で転用性に富む面木およびこれを用いたコンクリート二次製品の製造方法を提供される。
【発明を実施するための最良の形態】
【0015】
次いで、本発明の実施の形態を、コンクリート二次製品としてコンクリート中詰セグメントを例に、図1〜6を参照しながら、以下に詳述する。
(コンクリート中詰セグメントについて)
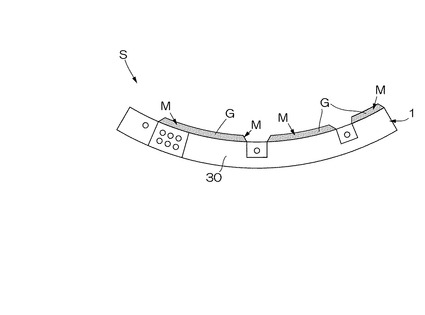
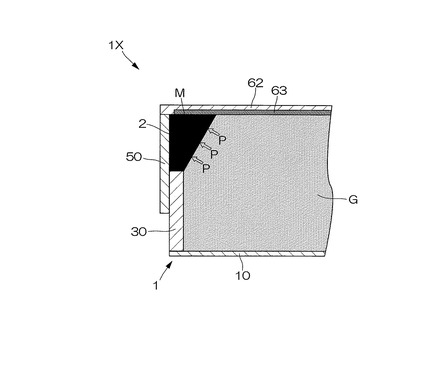
本発明の実施形態にかかるコンクリート中詰セグメントS(以下、単にセグメントともいう。)は、複数を接合して、例えば、シールドトンネルなどの筒状構造物を構築するためのものである。セグメントSは、コンクリート中詰セグメント用鋼殻1、鋼殻に中詰されたコンクリートGおよび補強材等からなる。セグメントにおけるコンクリートGは、面取り部Mが形成されている。
【0016】
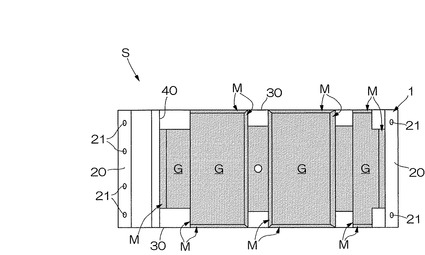
コンクリート中詰セグメント用鋼殻(以下、単に鋼殻ともいう)1は、筒状構造物の外周面を形成する湾曲された底面(底板)10の外周端に、所定高さを有する継手板20、主桁30が底板の湾曲中心方向側に立設され、全体として湾曲板状をなす有底舟形の箱形状とされている。以下、主桁30、継手板20の高さ方向を鋼殻あるいはセグメントの厚さ方向ともいう。
【0017】
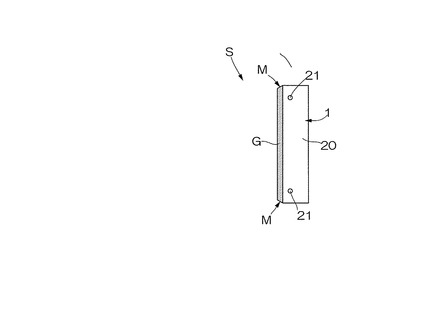
継手板20は、周方向に隣接する他のセグメントと接して接合される部位であり、底板10の両端に湾曲の中心軸に沿う方向に平行に配置され、適宜ボルト孔21などが形成されている。
【0018】
主桁30は、他のセグメントと筒状構造物の延設方向(軸方向)に接して接合される部位であり、底板10縁に立設され、継手板同士の長手方向端部を湾曲に双方向に結合する桁部材である。主桁30にも、隣接するセグメントと連結するための適宜の継手金物などの継手構造が設けられる。
【0019】
主桁30、30間には、鋼殻1の軸方向の剛性を増すために縦リブ40が適宜本数設けられている。縦リブ40は、高流動性コンクリートの充填が容易となるように、底板10との間に間隙が設けられている。すなわち、縦リブ40は、主桁30、30間に架橋されていて底板とは接しておらず、高流動性コンクリートが縦リブ40に邪魔されずに底板10に沿って流動できるように構成されている。
【0020】
なお、各鋼殻には、他のセグメントとの接合に用いるボルト挿入を可能とする、コンクリート流入が防止された箱抜き部が、例えば、四隅等に形成されている。
【0021】
(コンクリート中詰セグメントの製造方法)
次いで、上記例の鋼殻1を用いたコンクリート中詰セグメントの製造方法を説明する。まず、鋼殻1の主桁30にこれに接する側型枠50を取り付ける。側型枠50は主桁40と同様に湾曲している。側型枠を取り付けたのちには面木2を鋼殻の主桁30上に沿って配置する。主桁30上は湾曲しているが、本発明にかかる面木2は、長手方向に可撓性を有するので、湾曲形状に沿って撓ませて変形されて配置することが可能である。面木2の位置固定は、側型枠50に対して接着あるいは釘打するなどして固定することができる。面木2の配置により面木配置部にコンクリートGが充填されないようになり、面取り部Mが形成されるようになる。なお、本形態では、縦リブ40上にも面木を配置して面取り部Mが形成されるように構成している。また、面木2は蓋型枠60に予め接着等して接合しておき、蓋型枠60の配置と同時に面取り部位Mに配置されるようにすることも可能である。さらには、側型枠50に予め接着等して接合しておき、側型枠50の取付けとともに取り付けるようにしてもよい。
【0022】
側型枠50および面木2を配置したならば鋼殻1の上面開放面に、一方端部に高流動性コンクリートGの供給口61を設けた蓋型枠60を取り付ける。当然ではあるが、コンクリート充填後に面木2が完全に埋もれてしまわないように、蓋型枠60は設置時にその内面が前記面木2の上面に接するように構成されており、蓋型枠60を脱枠したさいに面木2を外部から除去可能とされている。
【0023】
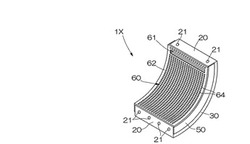
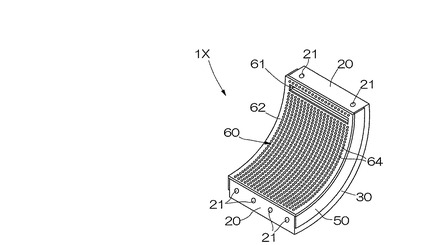
以上より、図4および図5のように、鋼殻1、主桁30、側型枠50、蓋型枠60、面木で囲まれる略密閉空間を有する成型枠1Xが完成する。次いで、この成型枠1Xの供給口61側をクレーンあるいはリフト等により持ち上げ、保持台Dにより支え供給口61を上方にして全体を傾斜した姿勢に保持させる。このとき、鋼殻底板側を下側にし反対の内周面側を上側にし、かつ、一方の底板端縁11が最も低くなるようした姿勢とするのが望ましい。
【0024】
成型枠1Xの供給口61にホッパーを接続し、高流動性コンクリートを注入する。高流動性コンクリートは、供給口61にいっぱいに詰め、加圧注入装置で、強制的に鋼殻内にシフトさせるのが望ましい。その際、内部に空気がある場合には、蓋型枠60に設けられた空気抜き孔64から放出される。高流動性コンクリートGの注入が終了したら供給口61を閉じて、コンクリートが固化するまで所定の場所に置き待つ。
【0025】
なお、本形態にかかる鋼殻1は縦リブ40が底板と接していないことから、供給口から供給された高流動性コンクリートGは、底板10に沿って成型枠1Xの最下方位置(底板縁11)に向かって流れるとともに、徐々に空間内に充填される。充填完了後は、かかる姿勢を保持したまま養生させてもよいが、姿勢を解除して下凸形状姿勢にして養生させてもよい。
【0026】
十分に養生が完了したら蓋型枠60および側型枠60を脱枠する。脱枠は従来方法に従う。脱枠時あるいは脱枠後に面木を取り除く。かくして、脱枠後には、面木2により面取りされたコンクリート中詰セグメントが得られる。
【0027】
(蓋型枠について)
蓋型枠60は、筒状構造物の内周面と同様の曲率に湾曲して形成されている。無孔鋼板を使用した一般的な蓋型枠を使用することもできるが、好適には、図3および4に示されるとおり、有孔鋼板62の裏面に透気性仕上げ材63を装架してなる蓋型枠60を使用する。かかる蓋型枠60を仕上げ材63装架面を鋼殻1の底板10に対向するようにして鋼殻1に取り付ける。通常、高流動性コンクリートGを打設すると、仕上がり面に深さ10mm程度の気泡あばたが発生するが、かかる有孔の蓋型枠60を用いると孔64から空気が抜けて気泡あばたの発生が抑制される。孔64としては、製品仕上がり面の気泡あばたの除去効果と孔から漏れるセメントペースト量から最適のものを選定することができる。好適な有孔板としては、孔径3mm、孔ピッチ5mmのパンチングプレートである。
【0028】
一方、透気性の仕上げ材63としては、メッシュ間隔0.25mmのメッシュ金網、打設コンクリート表面の気泡除去効果の実績が高い繊維として使用される透水性シート、不織布、織布等のうちから選定可能であって、有孔鋼板62の清掃の容易さ、有孔鋼板62への取付けの容易さ、コスト等の理由から、必要に応じて有孔鋼板62と仕上げ材63との組み合わせを選定する。透気性の仕上げ材を前記有孔板に装架することにより、有孔鋼板の孔から漏出するセメントペーストの目詰まりによる蓋型枠60の清掃に手間が軽減される。
【0029】
(面木について)
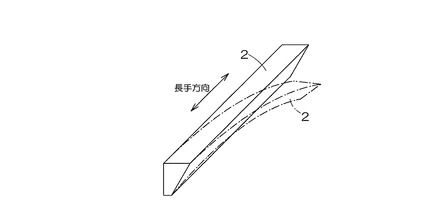
面木は、図6にも示すように、その長手方向において湾曲するように、可撓性を有する。一方、型枠内に配置された状態においては、図5に示されるように型枠内に充填された高流動性コンクリートの圧力P,P…によっては変形しないものである。このような面木2は、可撓製素材等により製造でき、例えば、天然ゴム、合成ゴム等を主原料とする硬質ゴム等により製造することができる。硬質ゴム製とすれば、押し出し成型によって製造可能であり、木製あるいは鋼製の面木のように資材から削り出しにより製造する必要がなく、資材を無駄にすることもない。また、成型が容易であり、柔軟に複雑形状に対応して成型することも可能である。さらに可撓性を有するので湾曲している部位に好適に配置できる。
【0030】
長手方向に可撓性を有し、型枠内に配置されたときにコンクリートの圧力によっては変形しないようにするためには、例えば、面木の硬度、より具体的には面木として用いる硬質ゴム等の硬度を適宜調整すればよい。具体的な硬度は、コンクリート充填量、面木配置部位などに応じて適宜調整する。例えば、コンクリート圧が強くかかる部位に配置される面木では硬度を硬くするように調整する。
【0031】
なお、硬質ゴムの硬度の調整は、例えば、ゴム材料に架橋剤を添加する、ポリマー重合度の調整を行う、あるいは硬化剤を添加することにより適宜調整することが可能である。
【0032】
(高流動性コンクリートコンクリートについて)
本実施形態にかかる高流動性コンクリートとしては、水セメント比が30〜40%、細骨材率45〜55%で少量の混和剤が配合され、スランプフロー値が65±5cm、Vロート流下時間が25±15秒、空気量が2±1%であるのが望ましく、特に、フレッシュ性状が保たれている時間が少なくとも30分程度であるのが望ましい。
【0033】
ここで、高流動コンクリートとは、フレッシュ時の材料分離抵抗性を損なうことなく流動性を著しく高めたコンクリートであり、土木学会では振動締固め作業を行なうことなく、自重で流動して型枠の隅々まで充填するような自己充填性を有するものを高流動コンクリートと定義している。一般には、スランプフローで50〜75cmの範囲の高流動性を有する。また、現在、使用されている高流動コンクリートは、その使用材料の種類や量、配合上の特徴の違いにより、粉体系、増粘剤系および併用系の3種類に大別される。いずれの系も高性能AE減水剤あるいは高性能減水剤を添加することを主体として高流動性を確保する方法は共通であるが、材料分離抵抗性を付与する方法に特徴がある。
【0034】
なお、1988年、土木学会より「高流動コンクリート施工指針」が発刊されており、この施工指針では、対象とする構造物の構造条件や施工条件に応じて、高流動コンクリートの自己充填性レベルを以下の3ランクに定めるように規定している。
ランク1:最小鋼材あきが35〜60mm程度で、複雑な断面形状、断面寸法の小さい部材または箇所で自己充填性を有する。
ランク2:最小鋼材あきが60〜200mm程度の鉄筋コンクリート構造物または部材において、自己充填性を有する。
ランク3:最小鋼材あきが200mm程度以上で断面寸法が大きく配筋量の少ない部材または箇所、無筋の構造物において、自己充填性を有する。
【0035】
また、高流動コンクリートは、通常のコンクリートと比較して,特にフレッシュコンクリートの性状が相当に異なるため、一般的に以下(a)〜(n)のような点に留意しながら、製造および施工を行なう必要がある。
(a)JISマーク表示許可工場あるいはこれと同等の製造設備や管理体制が整備されたプラントにて製造する。
(b)骨材の表面水率の変動をできるだけ小さくすべく、屋根付きの骨材貯蔵設備を有するプラントを選定する。必要に応じて、施工日の数日前から骨材を貯蔵設備に保管しておき、全体にわたって細骨材で表面水率5%程度以下、粗骨材で1%程度以下となるように貯蔵、管理する。
(c)高流動コンクリートの練混ぜは、原則としてバッチ式の強制練りミキサを用いる。1バッチ当りの練混ぜ量をミキサ最大容量の80〜90%とし、90秒以上練混ぜるようにする。
(d)実際の工事開始前には実機ミキサで試し練りを行ない、必要に応じて適切な配合に修正する。また、高流動コンクリートに使用する各種の混和剤と、通常出荷の生コンに使用する混和剤との相性を確認しておく。
(e)製造、出荷、現場までの運搬、打込み完了までの作業時間を考慮して、所要の時間は所定の自己充填性が保持できるような高流動コンクリートの配合を選定する。
(f)原則として側圧は液圧と見做して、型枠や支保工を設計する。さらに、型枠の組立て精度、セパレータの締付け力が均等であることを、事前に確認する。
(g)高流動コンクリートは、通常のコンクリートと比べて、ポンプ圧送時の圧力損失が大きい傾向にあるため、圧送距離や吐出速度、輸送管径等を考慮して、十分に余裕のあるコンクリートポンプの機種や台数を選定する。また、ポンプ圧送にともないスランプフローなどの流動性が低下する場合もあることから、特に、長距離圧送や高所に圧送する場合には、事前に圧送試験を行なうようにする。
(h)シュートは原則として縦シュートとし、特別な対策を講じない限りベルトコンベアは用いない。
(i)自由落下の最大高さは5m以下とし、水平方向の流動距離は標準8m以下、最大15m以下とする。
(j)高流動コンクリートの打込みは、所定の自己充填性を確保している時間内に行なえるように適切な打込み速度を定めるとともに、打込みを中断しないように連続的に打ち込む。
(k)必要に応じて、型枠振動機や表面の叩き等の軽微な振動を加えて、脱型後のコンクリート面のあばたを低減させて美観性を向上させることができる。
(l)プラスチック収縮ひびわれが発生しやすい傾向にあるため、打込み後は速やかにシートや養生マットなどでコンクリート表面を養生し、風や日射によって表面が乾燥しないように留意する。
(m)脱型までの養生は、通常のコンクリートと同様に取り扱うことができるが。特に粉体系や併用系高流動コンクリートの場合には、長期強度に十分余裕がある場合が多いので、強度発現性状を確認すれば養生期間を短縮することもできる。
(n)水平打継目の処理は、原則として通常のコンクリートの場合と同様に取り扱うが、高流動コンクリートは、ブリーディングがほとんど無く、打継面に生じるレイタンス層も僅かである特性を生かして、打継目が所要の性能を有していることが確認できた場合には、水平打継目の処理を軽減さらには省略できる。
【産業上の利用可能性】
【0036】
本発明は、上記例のコンクリート中詰セグメントの他、型枠内にコンクリートを充填して製造する種々のコンクリート二次製品に利用可能である。
【図面の簡単な説明】
【0037】
【図1】本実施形態にかかるコンクリート中詰セグメントの正面図である。
【図2】本実施形態にかかるコンクリート中詰セグメントの平面図である。
【図3】本実施形態にかかるコンクリート中詰セグメントの側面図である。
【図4】成型枠の概略斜視図である。
【図5】成型枠の一部断面図である。
【図6】本実施の形態にかかる面木の斜視図である。
【符号の説明】
【0038】
1…鋼殻、2…面木、10…底板(スキンプレート)、20…継手板、21…ボルト孔、30…主桁、40…縦リブ、50…側型枠、60…蓋型枠、61…供給口、62…有孔板、63…仕上げ材、64…孔、G…高流動性コンクリート(コンクリート)、S…セグメント。
【技術分野】
【0001】
本発明は、筒状構造物を構築するためのセグメントなどのコンクリート二次製品の製造方法に関し、特には、当該コンクリート二次製品の面取り公報およびそれに用いる面木に関する。
【背景技術】
【0002】
コンクリート二次製品が、製品の外面を型取った鋼製あるいは木製の型枠内にコンクリートを詰めて製造される。かかる製品においては、角部の面取りをすることがあり、その製造は、一般に、型枠内の面取り部分該当部にコンクリートが充填されないように、木製や鋼製の面木を配置する方法が採られる。
【特許文献1】特開2000−25008
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、木製の面木は、加工し易いものの角部が変形し易いやすく、また割れることもしばしばあり、転用性および再利用性に乏しい。
また、製品がコンクリートセグメントのように円弧状の形状である場合など、面取り部分が長手方向に長いうえに湾曲したコンクリート二次製品では、湾曲に沿って短い面木を継ぎ足して使用するか、あるいは、湾曲形状の非常に長い面木を使用することになる。しかし、小さな面木を使用した場合には、成型後に継ぎ目ができるため、成型後の見栄えが悪くなるという問題がある。一方、長い面木は、従来の木製や鉄製の場合、大きな断面を有する素材から削り出す必要があり製造時における資材の無駄が多いという欠点があった。
そこで、本発明の主たる課題は、割れたり角部が変形しづらくて取り扱いが容易で転用性に富む面木およびこれを用いたコンクリート二次製品の製造方法を提供することにある。
【課題を解決するための手段】
【0004】
上記課題を解決した本発明およびその作用効果は次記の通りである。
<請求項1記載の発明>
面取り部分に予め面木を配置した型枠内に、コンクリートを供給してコンクリート二次製品を製造する、コンクリート二次製品の面取り工法において、
前記面木として、長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、面木を用いることを特徴とするコンクリート二次製品の製造方法。
【0005】
(作用効果)
面木が、長手方向に撓むようにしたので、セグメントなどの長くかつ湾曲した面取り部位を有するコンクリート二次製品に用いる場合に、当該湾曲に沿って撓ませて配置することができるようになる。木製あるいは鋼製のように湾曲面に沿って小さな面木を継ぎ足して使用しなくてよくなるので、施工性に優れしかも完成後の見栄えのよいコンクリート二次製品を製造できる。
【0006】
<請求項2記載の発明>
前記面木が、硬質ゴム製である請求項1記載のコンクリート二次製品の製造方法。
【0007】
(作用効果)
大きな資材からの削り出しだしによる製造ではなく、押し出し成型により容易に長さのあるものを製造することができる。そして、長さを長くした場合に可撓性を発揮しやすく、短い場合に可撓性を発揮しない構成に製造することが容易である。従って、長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、面木を用に製造できる。
【0008】
<請求項3記載の発明>
前記コンクリート二次製品が、鋼殻に高流動性コンクリートを充填して製造されるコンクリート中詰セグメントである請求項1または2記載のコンクリート二次製品の製造方法。
【0009】
(作用効果)
本発明は、鋼殻に高流動性コンクリートを充填して製造されるコンクリート中詰セグメントの製造に特に好適である。
【0010】
<請求項4記載の発明>
型枠内の面取り部分に配置される面木であって、
長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、ことを特徴とするコンクリート二次製品の製造方法。
【0011】
(作用効果)
請求項1記載の発明と同様の作用効果を奏する。
【0012】
<請求項5記載の発明>
前記面木が、硬質ゴム製である請求項4記載の面木。
【0013】
(作用効果)
請求項2記載の発明と同様の作用効果を奏する。
【発明の効果】
【0014】
以上のとおり、本発明によれば、割れたり角部が変形しづらくて取り扱いが容易で転用性に富む面木およびこれを用いたコンクリート二次製品の製造方法を提供される。
【発明を実施するための最良の形態】
【0015】
次いで、本発明の実施の形態を、コンクリート二次製品としてコンクリート中詰セグメントを例に、図1〜6を参照しながら、以下に詳述する。
(コンクリート中詰セグメントについて)
本発明の実施形態にかかるコンクリート中詰セグメントS(以下、単にセグメントともいう。)は、複数を接合して、例えば、シールドトンネルなどの筒状構造物を構築するためのものである。セグメントSは、コンクリート中詰セグメント用鋼殻1、鋼殻に中詰されたコンクリートGおよび補強材等からなる。セグメントにおけるコンクリートGは、面取り部Mが形成されている。
【0016】
コンクリート中詰セグメント用鋼殻(以下、単に鋼殻ともいう)1は、筒状構造物の外周面を形成する湾曲された底面(底板)10の外周端に、所定高さを有する継手板20、主桁30が底板の湾曲中心方向側に立設され、全体として湾曲板状をなす有底舟形の箱形状とされている。以下、主桁30、継手板20の高さ方向を鋼殻あるいはセグメントの厚さ方向ともいう。
【0017】
継手板20は、周方向に隣接する他のセグメントと接して接合される部位であり、底板10の両端に湾曲の中心軸に沿う方向に平行に配置され、適宜ボルト孔21などが形成されている。
【0018】
主桁30は、他のセグメントと筒状構造物の延設方向(軸方向)に接して接合される部位であり、底板10縁に立設され、継手板同士の長手方向端部を湾曲に双方向に結合する桁部材である。主桁30にも、隣接するセグメントと連結するための適宜の継手金物などの継手構造が設けられる。
【0019】
主桁30、30間には、鋼殻1の軸方向の剛性を増すために縦リブ40が適宜本数設けられている。縦リブ40は、高流動性コンクリートの充填が容易となるように、底板10との間に間隙が設けられている。すなわち、縦リブ40は、主桁30、30間に架橋されていて底板とは接しておらず、高流動性コンクリートが縦リブ40に邪魔されずに底板10に沿って流動できるように構成されている。
【0020】
なお、各鋼殻には、他のセグメントとの接合に用いるボルト挿入を可能とする、コンクリート流入が防止された箱抜き部が、例えば、四隅等に形成されている。
【0021】
(コンクリート中詰セグメントの製造方法)
次いで、上記例の鋼殻1を用いたコンクリート中詰セグメントの製造方法を説明する。まず、鋼殻1の主桁30にこれに接する側型枠50を取り付ける。側型枠50は主桁40と同様に湾曲している。側型枠を取り付けたのちには面木2を鋼殻の主桁30上に沿って配置する。主桁30上は湾曲しているが、本発明にかかる面木2は、長手方向に可撓性を有するので、湾曲形状に沿って撓ませて変形されて配置することが可能である。面木2の位置固定は、側型枠50に対して接着あるいは釘打するなどして固定することができる。面木2の配置により面木配置部にコンクリートGが充填されないようになり、面取り部Mが形成されるようになる。なお、本形態では、縦リブ40上にも面木を配置して面取り部Mが形成されるように構成している。また、面木2は蓋型枠60に予め接着等して接合しておき、蓋型枠60の配置と同時に面取り部位Mに配置されるようにすることも可能である。さらには、側型枠50に予め接着等して接合しておき、側型枠50の取付けとともに取り付けるようにしてもよい。
【0022】
側型枠50および面木2を配置したならば鋼殻1の上面開放面に、一方端部に高流動性コンクリートGの供給口61を設けた蓋型枠60を取り付ける。当然ではあるが、コンクリート充填後に面木2が完全に埋もれてしまわないように、蓋型枠60は設置時にその内面が前記面木2の上面に接するように構成されており、蓋型枠60を脱枠したさいに面木2を外部から除去可能とされている。
【0023】
以上より、図4および図5のように、鋼殻1、主桁30、側型枠50、蓋型枠60、面木で囲まれる略密閉空間を有する成型枠1Xが完成する。次いで、この成型枠1Xの供給口61側をクレーンあるいはリフト等により持ち上げ、保持台Dにより支え供給口61を上方にして全体を傾斜した姿勢に保持させる。このとき、鋼殻底板側を下側にし反対の内周面側を上側にし、かつ、一方の底板端縁11が最も低くなるようした姿勢とするのが望ましい。
【0024】
成型枠1Xの供給口61にホッパーを接続し、高流動性コンクリートを注入する。高流動性コンクリートは、供給口61にいっぱいに詰め、加圧注入装置で、強制的に鋼殻内にシフトさせるのが望ましい。その際、内部に空気がある場合には、蓋型枠60に設けられた空気抜き孔64から放出される。高流動性コンクリートGの注入が終了したら供給口61を閉じて、コンクリートが固化するまで所定の場所に置き待つ。
【0025】
なお、本形態にかかる鋼殻1は縦リブ40が底板と接していないことから、供給口から供給された高流動性コンクリートGは、底板10に沿って成型枠1Xの最下方位置(底板縁11)に向かって流れるとともに、徐々に空間内に充填される。充填完了後は、かかる姿勢を保持したまま養生させてもよいが、姿勢を解除して下凸形状姿勢にして養生させてもよい。
【0026】
十分に養生が完了したら蓋型枠60および側型枠60を脱枠する。脱枠は従来方法に従う。脱枠時あるいは脱枠後に面木を取り除く。かくして、脱枠後には、面木2により面取りされたコンクリート中詰セグメントが得られる。
【0027】
(蓋型枠について)
蓋型枠60は、筒状構造物の内周面と同様の曲率に湾曲して形成されている。無孔鋼板を使用した一般的な蓋型枠を使用することもできるが、好適には、図3および4に示されるとおり、有孔鋼板62の裏面に透気性仕上げ材63を装架してなる蓋型枠60を使用する。かかる蓋型枠60を仕上げ材63装架面を鋼殻1の底板10に対向するようにして鋼殻1に取り付ける。通常、高流動性コンクリートGを打設すると、仕上がり面に深さ10mm程度の気泡あばたが発生するが、かかる有孔の蓋型枠60を用いると孔64から空気が抜けて気泡あばたの発生が抑制される。孔64としては、製品仕上がり面の気泡あばたの除去効果と孔から漏れるセメントペースト量から最適のものを選定することができる。好適な有孔板としては、孔径3mm、孔ピッチ5mmのパンチングプレートである。
【0028】
一方、透気性の仕上げ材63としては、メッシュ間隔0.25mmのメッシュ金網、打設コンクリート表面の気泡除去効果の実績が高い繊維として使用される透水性シート、不織布、織布等のうちから選定可能であって、有孔鋼板62の清掃の容易さ、有孔鋼板62への取付けの容易さ、コスト等の理由から、必要に応じて有孔鋼板62と仕上げ材63との組み合わせを選定する。透気性の仕上げ材を前記有孔板に装架することにより、有孔鋼板の孔から漏出するセメントペーストの目詰まりによる蓋型枠60の清掃に手間が軽減される。
【0029】
(面木について)
面木は、図6にも示すように、その長手方向において湾曲するように、可撓性を有する。一方、型枠内に配置された状態においては、図5に示されるように型枠内に充填された高流動性コンクリートの圧力P,P…によっては変形しないものである。このような面木2は、可撓製素材等により製造でき、例えば、天然ゴム、合成ゴム等を主原料とする硬質ゴム等により製造することができる。硬質ゴム製とすれば、押し出し成型によって製造可能であり、木製あるいは鋼製の面木のように資材から削り出しにより製造する必要がなく、資材を無駄にすることもない。また、成型が容易であり、柔軟に複雑形状に対応して成型することも可能である。さらに可撓性を有するので湾曲している部位に好適に配置できる。
【0030】
長手方向に可撓性を有し、型枠内に配置されたときにコンクリートの圧力によっては変形しないようにするためには、例えば、面木の硬度、より具体的には面木として用いる硬質ゴム等の硬度を適宜調整すればよい。具体的な硬度は、コンクリート充填量、面木配置部位などに応じて適宜調整する。例えば、コンクリート圧が強くかかる部位に配置される面木では硬度を硬くするように調整する。
【0031】
なお、硬質ゴムの硬度の調整は、例えば、ゴム材料に架橋剤を添加する、ポリマー重合度の調整を行う、あるいは硬化剤を添加することにより適宜調整することが可能である。
【0032】
(高流動性コンクリートコンクリートについて)
本実施形態にかかる高流動性コンクリートとしては、水セメント比が30〜40%、細骨材率45〜55%で少量の混和剤が配合され、スランプフロー値が65±5cm、Vロート流下時間が25±15秒、空気量が2±1%であるのが望ましく、特に、フレッシュ性状が保たれている時間が少なくとも30分程度であるのが望ましい。
【0033】
ここで、高流動コンクリートとは、フレッシュ時の材料分離抵抗性を損なうことなく流動性を著しく高めたコンクリートであり、土木学会では振動締固め作業を行なうことなく、自重で流動して型枠の隅々まで充填するような自己充填性を有するものを高流動コンクリートと定義している。一般には、スランプフローで50〜75cmの範囲の高流動性を有する。また、現在、使用されている高流動コンクリートは、その使用材料の種類や量、配合上の特徴の違いにより、粉体系、増粘剤系および併用系の3種類に大別される。いずれの系も高性能AE減水剤あるいは高性能減水剤を添加することを主体として高流動性を確保する方法は共通であるが、材料分離抵抗性を付与する方法に特徴がある。
【0034】
なお、1988年、土木学会より「高流動コンクリート施工指針」が発刊されており、この施工指針では、対象とする構造物の構造条件や施工条件に応じて、高流動コンクリートの自己充填性レベルを以下の3ランクに定めるように規定している。
ランク1:最小鋼材あきが35〜60mm程度で、複雑な断面形状、断面寸法の小さい部材または箇所で自己充填性を有する。
ランク2:最小鋼材あきが60〜200mm程度の鉄筋コンクリート構造物または部材において、自己充填性を有する。
ランク3:最小鋼材あきが200mm程度以上で断面寸法が大きく配筋量の少ない部材または箇所、無筋の構造物において、自己充填性を有する。
【0035】
また、高流動コンクリートは、通常のコンクリートと比較して,特にフレッシュコンクリートの性状が相当に異なるため、一般的に以下(a)〜(n)のような点に留意しながら、製造および施工を行なう必要がある。
(a)JISマーク表示許可工場あるいはこれと同等の製造設備や管理体制が整備されたプラントにて製造する。
(b)骨材の表面水率の変動をできるだけ小さくすべく、屋根付きの骨材貯蔵設備を有するプラントを選定する。必要に応じて、施工日の数日前から骨材を貯蔵設備に保管しておき、全体にわたって細骨材で表面水率5%程度以下、粗骨材で1%程度以下となるように貯蔵、管理する。
(c)高流動コンクリートの練混ぜは、原則としてバッチ式の強制練りミキサを用いる。1バッチ当りの練混ぜ量をミキサ最大容量の80〜90%とし、90秒以上練混ぜるようにする。
(d)実際の工事開始前には実機ミキサで試し練りを行ない、必要に応じて適切な配合に修正する。また、高流動コンクリートに使用する各種の混和剤と、通常出荷の生コンに使用する混和剤との相性を確認しておく。
(e)製造、出荷、現場までの運搬、打込み完了までの作業時間を考慮して、所要の時間は所定の自己充填性が保持できるような高流動コンクリートの配合を選定する。
(f)原則として側圧は液圧と見做して、型枠や支保工を設計する。さらに、型枠の組立て精度、セパレータの締付け力が均等であることを、事前に確認する。
(g)高流動コンクリートは、通常のコンクリートと比べて、ポンプ圧送時の圧力損失が大きい傾向にあるため、圧送距離や吐出速度、輸送管径等を考慮して、十分に余裕のあるコンクリートポンプの機種や台数を選定する。また、ポンプ圧送にともないスランプフローなどの流動性が低下する場合もあることから、特に、長距離圧送や高所に圧送する場合には、事前に圧送試験を行なうようにする。
(h)シュートは原則として縦シュートとし、特別な対策を講じない限りベルトコンベアは用いない。
(i)自由落下の最大高さは5m以下とし、水平方向の流動距離は標準8m以下、最大15m以下とする。
(j)高流動コンクリートの打込みは、所定の自己充填性を確保している時間内に行なえるように適切な打込み速度を定めるとともに、打込みを中断しないように連続的に打ち込む。
(k)必要に応じて、型枠振動機や表面の叩き等の軽微な振動を加えて、脱型後のコンクリート面のあばたを低減させて美観性を向上させることができる。
(l)プラスチック収縮ひびわれが発生しやすい傾向にあるため、打込み後は速やかにシートや養生マットなどでコンクリート表面を養生し、風や日射によって表面が乾燥しないように留意する。
(m)脱型までの養生は、通常のコンクリートと同様に取り扱うことができるが。特に粉体系や併用系高流動コンクリートの場合には、長期強度に十分余裕がある場合が多いので、強度発現性状を確認すれば養生期間を短縮することもできる。
(n)水平打継目の処理は、原則として通常のコンクリートの場合と同様に取り扱うが、高流動コンクリートは、ブリーディングがほとんど無く、打継面に生じるレイタンス層も僅かである特性を生かして、打継目が所要の性能を有していることが確認できた場合には、水平打継目の処理を軽減さらには省略できる。
【産業上の利用可能性】
【0036】
本発明は、上記例のコンクリート中詰セグメントの他、型枠内にコンクリートを充填して製造する種々のコンクリート二次製品に利用可能である。
【図面の簡単な説明】
【0037】
【図1】本実施形態にかかるコンクリート中詰セグメントの正面図である。
【図2】本実施形態にかかるコンクリート中詰セグメントの平面図である。
【図3】本実施形態にかかるコンクリート中詰セグメントの側面図である。
【図4】成型枠の概略斜視図である。
【図5】成型枠の一部断面図である。
【図6】本実施の形態にかかる面木の斜視図である。
【符号の説明】
【0038】
1…鋼殻、2…面木、10…底板(スキンプレート)、20…継手板、21…ボルト孔、30…主桁、40…縦リブ、50…側型枠、60…蓋型枠、61…供給口、62…有孔板、63…仕上げ材、64…孔、G…高流動性コンクリート(コンクリート)、S…セグメント。
【特許請求の範囲】
【請求項1】
面取り部分に予め面木を配置した型枠内に、コンクリートを供給してコンクリート二次製品を製造する、コンクリート二次製品の面取り工法において、
前記面木として、長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、面木を用いることを特徴とするコンクリート二次製品の製造方法。
【請求項2】
前記面木が、硬質ゴム製である請求項1記載のコンクリート二次製品の製造方法。
【請求項3】
前記コンクリート二次製品が、鋼殻に高流動性コンクリートを充填して製造されるコンクリート中詰セグメントである請求項1または2記載のコンクリート二次製品の製造方法。
【請求項4】
型枠内の面取り部分に配置される面木であって、
長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、ことを特徴とするコンクリート二次製品の製造方法。
【請求項5】
前記面木が、硬質ゴム製である請求項4記載の面木。
【請求項1】
面取り部分に予め面木を配置した型枠内に、コンクリートを供給してコンクリート二次製品を製造する、コンクリート二次製品の面取り工法において、
前記面木として、長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、面木を用いることを特徴とするコンクリート二次製品の製造方法。
【請求項2】
前記面木が、硬質ゴム製である請求項1記載のコンクリート二次製品の製造方法。
【請求項3】
前記コンクリート二次製品が、鋼殻に高流動性コンクリートを充填して製造されるコンクリート中詰セグメントである請求項1または2記載のコンクリート二次製品の製造方法。
【請求項4】
型枠内の面取り部分に配置される面木であって、
長手方向に撓むことが可能であり、かつ、型枠内に配置された状態では、充填されたコンクリート圧により変形することがない、ことを特徴とするコンクリート二次製品の製造方法。
【請求項5】
前記面木が、硬質ゴム製である請求項4記載の面木。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−136681(P2007−136681A)
【公開日】平成19年6月7日(2007.6.7)
【国際特許分類】
【出願番号】特願2005−329250(P2005−329250)
【出願日】平成17年11月14日(2005.11.14)
【出願人】(000172813)佐藤工業株式会社 (73)
【Fターム(参考)】
【公開日】平成19年6月7日(2007.6.7)
【国際特許分類】
【出願日】平成17年11月14日(2005.11.14)
【出願人】(000172813)佐藤工業株式会社 (73)
【Fターム(参考)】
[ Back to top ]