
コンクリート供試体製造用型枠及びその収容ケース

【課題】
コンクリート供試体製造用型枠の収納スペースの省スペース化、準備作業及び成形後の処理作業の簡易化、レイタンス除去処理とキャッピング処理の簡易化
【解決手段】
コンクリート供試体製造用型枠1は、コンクリート供試体の下面を成形する下枠2と、下枠2の取り付けられコンクリート供試体の側周面を成形する円筒枠3と、円筒枠3の上端に装着されるキャップ4と、下枠2を支持する受け台5と、受け台5にコンクリートが付着するのを防止する中間支持部材6(カバー)を備えている。下枠2、円筒枠3、キャップ4、中間支持部材6(カバー)は一度使って廃棄する使い捨ての部材として用いる。また、円筒枠3の上端にキャップ4を被せており、コンクリート供試体の上端部で水分が乾燥するのを防いでいる。従って、キャッピング処理で水打ちを省略することができる。
コンクリート供試体製造用型枠の収納スペースの省スペース化、準備作業及び成形後の処理作業の簡易化、レイタンス除去処理とキャッピング処理の簡易化
【解決手段】
コンクリート供試体製造用型枠1は、コンクリート供試体の下面を成形する下枠2と、下枠2の取り付けられコンクリート供試体の側周面を成形する円筒枠3と、円筒枠3の上端に装着されるキャップ4と、下枠2を支持する受け台5と、受け台5にコンクリートが付着するのを防止する中間支持部材6(カバー)を備えている。下枠2、円筒枠3、キャップ4、中間支持部材6(カバー)は一度使って廃棄する使い捨ての部材として用いる。また、円筒枠3の上端にキャップ4を被せており、コンクリート供試体の上端部で水分が乾燥するのを防いでいる。従って、キャッピング処理で水打ちを省略することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンクリートの強度を把握するために用いられるコンクリート供試体を成形するコンクリート供試体製造用型枠及びその収容ケースに関するものである。
【背景技術】
【0002】
コンクリート構造物に関しては、JISで規定された所定の寸法形状に基づいて作成したコンクリート供試体を用いて、その圧縮・曲げ・引張・剪断等の各強度、該構造物から切り取られたコア及びハリの強度に関する試験、静的・動的ヤング係数や剪断弾性係数及びポアソン比に関する試験、クリープ試験、凍結融解に対する耐久性試験、水密性に関する試験、乾燥並びに温度による体積変化に関する試験、比熱及び熱拡散率に関する試験、及び、硬化コンクリートの分析試験等が行われている。
【0003】
コンクリート供試体を成形する型枠は、底板と、左右に分割可能な周側枠を備えたものが用いられている。コンクリート供試体を製造するときは、底板及び周側枠を組み付けると共に、その取付結合部等にグリース等を塗って水もれを防止した状態で、セメント、砂利や砂等の骨材及び水を所定割合で混合してなる生コンクリートを型枠内に流し込んで、コンクリート供試体を成形し、その後に底板及び型枠から離型して製造している。(特許文献1)
【0004】
この従来技術においては、型枠の底板と周側枠との組付け結合部等に予めグリース等を塗って水漏れを防止する必要があると共に、型枠の底板及び周側枠の内面にコンクリートがこびりつきやすいため、底板及び周側枠を分離して、コンクリート供試体を型枠から離型した後、底板及び周側枠の内面にこびりついたコンクリートを掻き取る必要があって、その後の処理作業が非常に面倒で時間がかかるという問題があった。そこで、型枠の内面を樹脂材によって被包したものが提案されている。(特許文献1、2)
【0005】
また、上記のような型枠に生コンクリートを流し込んでコンクリート供試体を成形した場合、上端面はJISの規定を満足する程度に平坦にはならない。また生コンクリートに含まれる塵は表層に浮上して堆積して、コンクリート供試体の上端面にこびり付きレイタンス層を生じさせる。そこで、成形後の後工程で上端面のレイタンス層を除去するレイタンス除去処理を行なうとともに、表面を平坦にするキャッピング処理を行なって、所望のコンクリート供試体を得ている。(特許文献3)
【0006】
レイタンス除去処理は、金ブラシなどでコンクリートの表面を削り、コンクリートの表面のレイタンス層を削り落とす処理である。キャッピング処理は、コンクリート供試体の上端面にセメントペーストを塗り、コンクリート供試体の上端面を規定の形状に成形する処理である。レイタンス除去処理をしないと、コンクリートの表面に塵の層であるレイタンス層が残留しているため、キャッピング処理で塗ったセメントとコンクリート供試体との接合が弱くなり、強度試験においてキャッピング処理で塗ったセメントがコンクリート供試体から剥がれてしまう不具合が生じることがある。
【0007】
また、型枠に生コンクリートを入れてコンクリートを固めた場合、コンクリート供試体の上端部については、水が乾燥してなくなる。このため、キャッピング処理では、通常は、セメントを塗る前に、コンクリートの表面を、水に漬ける水打ちを行なった後に行なう。この水打ちには、2〜3時間を要する。仮に、水打ちをせずにキャッピング処理を行なうと、キャッピング処理で塗るセメントの水分がコンクリート供試体の上端部に取られてしまうので、キャッピング処理に用いたセメントの水分が不足して、コンクリート供試体の上端部にひび割れる不具合が生じる。
【特許文献1】特開昭63−124931号公報
【特許文献2】特開平05−302873号公報
【特許文献3】特開2001−121520号
【発明の開示】
【発明が解決しようとする課題】
【0008】
上述したように、コンクリート供試体製造用型枠は、コンクリート供試体の下面を成形する底板と、コンクリート供試体の側周面を成形する分割可能な円筒形状の枠とを備えている。これらは型枠を組む作業において水漏れを防止するため、ボルト締結などを用いて強固に組み付けることが必要であり、組み付けが面倒である。
【0009】
また、これらの型枠を構成する部材は、それぞれ鉄などの剛性を備えた部材が用いられていたので、コンパクトに収納することができなかった。
【0010】
また、型枠は汚れを除去して繰り返し使われるが、コンクリート供試体を底板及び型枠から離型した後、型枠の内面にコンクリートがこびり付いているため、コンクリートを掻き取らなければならず、その作業が非常に面倒で時間がかかっていた。このため、型枠の内面を樹脂材によって被包したものが提案されているが、これらは型枠の内面に樹脂材を装着する準備作業が面倒である。
【0011】
また、コンクリート供試体の製造工程で必要であったレイタンス除去処理は、コンクリートの表面を削る作業が重労働である。レイタンス除去処理を自動化する装置もあるが、これらは高価であり、中小規模の製造設備においては経済的でない。また、キャッピング処理もその前処理としての水打ちに2〜3時間必要であるなど手間が掛かる。
【0012】
そこで、本発明は、斯かるコンクリート供試体製造用型枠の収納スペースの省スペース化、準備作業及び成形後の処理作業の簡易化、さらに、コンクリート供試体の製造工程で必要であったレイタンス除去処理とキャッピング処理の簡易化を図ることができるコンクリート供試体製造用型枠を提供することを目的にしている。
【課題を解決するための手段】
【0013】
本発明に係るコンクリート供試体製造用型枠は、所定寸法に規定された円筒形状のコンクリート供試体を製造する際に用いられるコンクリート供試体製造用型枠において、樹脂材料からなり、コンクリート供試体の側周面を成形する薄肉の円筒枠と、樹脂材料からなり、コンクリート供試体の下面を成形する成形面を備えた薄肉の下枠と、円筒枠の下端周縁部と下枠の成形面の外周縁部との間をシールするシール剤と、樹脂材料からなり、円筒枠の上端開口を覆うとともに、上端周縁部に装着されて円筒枠の上端周縁部の形状を円形にする薄肉のキャップとを備えている。
【0014】
このコンクリート供試体製造用型枠は、剛性を備えた台の上に下枠を設置し、下枠の円形溝に円筒枠を嵌める。そして、コンクリートを流し込み、キャップを円筒枠の上端周縁部に嵌めて、円筒枠の上端周縁部を円形にすれば良い。このとき、下枠の円形溝には、シール剤が注入されているので、型枠に流し込まれた生コンクリートが外部に漏れることはない。このように、組み付け及びコンクリート供試体の製造作業は極めて簡単である。
【0015】
また、コンクリート供試体製造用型枠は、コンクリートを流し込んで、円筒枠にキャップを嵌めた状態で円筒枠の形状が定まり、例えば、JISの規定に規定された寸法に沿って極めて精度の良いコンクリート供試体を成形することができる。
【0016】
また、コンクリート供試体製造用型枠は、各構成部材が樹脂材料からなる薄肉の部材であるので、従来の型枠に比べて、極めて軽量であり、また円筒枠は柔軟性があるのでコンパクトに変形させることができ、搬送や収納に極めて便利である。コンクリート供試体製造用型枠の各構成部材が樹脂材料からなる薄肉の部材で成形されているので、コンクリート供試体を離型するときは、カッターナイフなどを用いてコンクリート供試体から各部材を切り剥がせばよく、離型作業が容易である。これらの各部材は、薄肉の樹脂材料で安価に、かつ、大量生産が容易にできるので、使用後に廃棄処理しても経済性を損なわない。このように、本発明のコンクリート供試体製造用型枠によれば、コンクリート供試体製造用型枠の収納スペースの省スペース化、準備作業及び成形後の処理作業の簡易化を図ることができる。
【0017】
また、円筒枠の上端開口を覆うようにキャップを嵌めるので、コンクリート供試体の上端面の乾燥を防ぎ、コンクリート供試体の上端部でセメントと水の反応が不十分な状態になることを防止することができる。このため、キャッピング処理における水打ちを省略することが可能になる。
【0018】
好ましくは、下枠が、成形面の外周縁部に円筒枠の下端周縁部が嵌まる円形溝を備え、シール剤が下枠の円形溝に注入されている形態にするとよい。また、この場合、下枠は、コンクリート供試体の下面を成形する成形面の周縁部が盛り上がった形状にするとよい。これにより、下枠の円周溝に流し込んだ生コンクリートのセメント成分が入らず、コンクリート供試体の下端にばりが生じるのを防止することができる。
【0019】
また、キャップは、下面に下方に突出した突部を複数備えているとよい。この場合、キャップは、下面に下方に突出した突部に対応して、コンクリート供試体の上端面に凹部が形成される。ところで、レイタンス層は、生コンクリートに含まれる塵が表層に浮上して堆積して、コンクリート供試体の上端面にこびり付いて生じるものであるから、キャップの下面に下方に突出した突部に対応してコンクリート供試体の上端面に形成された凹部には、レイタンス層が生じ難い。この凹部がキャッピング処理で塗られるセメントとコンクリート供試体の上端面の接合面になるので、レイタンス除去処理をせずにキャッピング処理を行なっても、コンクリート供試体からキャッピング処理で塗られたセメントが剥がれる不具合は生じない。従って、斯かるキャップを用いれば、コンクリート供試体の製造工程においてレイタンス除去処理を省略することができる。
【0020】
また、コンクリート供試体製造用型枠は、下枠の成形面が平坦になるように支持する支持面を備えた受け台を備えているとよい。斯かる受け台の上に下枠を設置することにより、コンクリート供試体の下面を確実に平坦にすることができるようになる。また、受け台は、下枠の成形面を支持するのに所要の剛性が必要であり、繰り返し使用されるので、受け台を覆い、受け台に生コンクリートが付着するのを防止するカバーを取り付けるとよい。この場合、カバーは例えば、薄肉の樹脂成形品とし、廃棄が容易なものにするとよい。
【0021】
また、コンクリート供試体製造用型枠は、コンクリート供試体製造用型枠の円筒枠の中間部外周に装着され、前記円筒枠の中間部の形状を円形に保持する中間支持部材を備えているとよい。斯かる中間支持部材を設けることにより、円筒枠の高さ方向の中間位置の形状を円形に保持することができ、円筒枠の上端部、中間部、下端部の少なくとも3箇所で、円筒枠を円形に保持することができ、コンクリート供試体をより精度良く成形することができる。また、中間支持部材を設けることにより、円筒枠にコンクリートを流し込むときに、円筒枠が高さ方向の中間位置を支持することができるので、円筒枠が傾いたり、倒れたりするのを防止することができ、作業性が良くなる。なお、中間支持部材が、受け台を覆うように配設することにより、中間支持部材に受け台に生コンクリートが付着するのを防止するカバーとしての機能を備えさせてもよい。また、中間支持部材は、例えば、薄肉の樹脂成形品とし、廃棄が容易なものにするとよい。
【0022】
また、コンクリート供試体製造用型枠を収容する収容ケースは、コンクリート供試体製造用型枠を載置する載置台と、載置台に載置されたコンクリート供試体製造用型枠のキャップの上に載置される天板と、載置台と天板との間に伸ばされた状態で掛け渡される弾性部材とを備えた収容ケースを用いるとよい。
【発明の効果】
【0023】
本発明に係るコンクリート供試体製造用型枠は、剛性を備えた台の上に下枠を設置し、下枠の円形溝に円筒枠を嵌め、コンクリートを流し込み、キャップを円筒枠の上端周縁部に嵌めて、円筒枠を真円にして用いる。このように、このコンクリート供試体製造用型枠は、組み付け及びコンクリート供試体の製造作業が極めて簡単である。
【0024】
また、下枠の円形溝に、シール剤が注入されているので、型枠に流し込まれた生コンクリートが外部に漏れることはない。
【0025】
また、各構成部材が樹脂材料からなる薄肉の部材であるので、従来の型枠に比べて、極めて軽量であり、また円筒枠は柔軟性があるのでコンパクトに変形させることができ、搬送や収納に極めて便利である。これらの各部材は、薄肉の樹脂材料で安価に、かつ、大量生産が容易にでき、このため使用後に廃棄処理しても経済性を損なわない。従って、コンクリート供試体を離型するときは、カッターナイフなどを用いてコンクリート供試体から各部材を切り剥がせばよく、離型作業も容易である。このように、本発明のコンクリート供試体製造用型枠によれば、コンクリート供試体製造用型枠の収納スペースの省スペース化、準備作業及び成形後の処理作業の簡易化を図ることができる。
【0026】
また、円筒枠の上端開口を覆うようにキャップを嵌めるので、コンクリート供試体の上端面の乾燥を防ぐことができ、コンクリート供試体の上端部でセメントと水の反応が不十分な状態になることを防止することができる。このため、キャッピング処理における水打ちを省略することが可能になる。
【0027】
また、下枠の、コンクリート供試体の下面を成形する成形面の周縁部を盛り上がった形状にすることにより、下枠の円周溝に流し込んだ生コンクリートのセメント成分が入らないようになり、コンクリート供試体の下端にばりが生じるのを防止することができる。
【0028】
また、キャップの下面に、下方に突出した突部を複数設けることにより、コンクリート供試体の上端面にレイタンス層が生じない凹部を成形することができ、この場合、レイタンス除去処理を省略することができる。
【0029】
また、本発明に係る収容ケースは、コンクリート供試体製造用型枠を載置する載置台と、載置台に載置されたコンクリート供試体製造用型枠のキャップの上に載置される天板と、載置台と天板との間に伸ばされた状態で掛け渡される弾性部材とを備えているので、コンクリート供試体製造用型枠は載置台と天板により上下に挟持された状態になっている。このため、例えば、車で搬送する際などに、上下方向の振動に対して、コンクリート供試体製造用型枠を保定することができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明の一実施形態に係るコンクリート供試体製造用型枠を図面に基づいて説明する。
【0031】
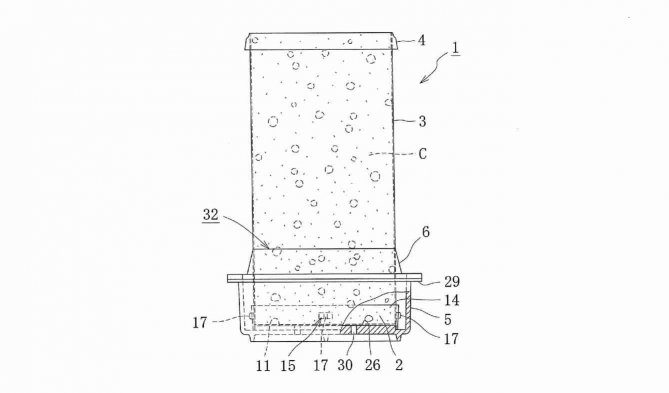
このコンクリート供試体製造用型枠1は、図1に示すように、コンクリート供試体の下面を成形する下枠2と、下枠2の取り付けられコンクリート供試体の側周面を成形する円筒枠3と、円筒枠3の上端に装着されるキャップ4と、下枠2を支持する受け台5と、受け台5にコンクリートが付着するのを防止する中間支持部材6(カバー)を備えている。なお、図1は、コンクリート供試体製造用型枠にコンクリートCが流し込まれた状態を示している。
【0032】
下枠2、円筒枠3、キャップ4、中間支持部材6(カバー)は、それぞれ樹脂材料(例えば、ポリエチレンテレフタレート(PET)、ポリプロピレン(PP))で成形された薄肉の部材である。これに対し、受け台5はコンクリートCが流し込まれた状態で下枠2の成形面を平坦に支持し得る程度の剛性が必要であり、所要の剛性を備えた樹脂材料(例えば、ABS樹脂:アクリロニトリルブタジエンスチレン共重合体)で成形されている。
【0033】
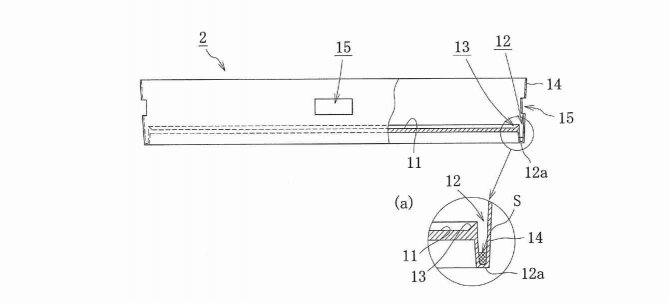
下枠2は、図2に示すように、コンクリート供試体の下面を成形する円形の成形面11を備えており、その周囲に円筒枠3の下端周縁部3aが嵌まる円形溝12が形成されている。円形溝12は、成形面11の周囲を囲むように形成されており、樹脂材料を下枠2の下側に屈曲させた形状に成形することにより形成されている。円形溝12の底には、図2(a)に拡大して示すように、シール剤Sが注入されている。シール剤Sは、注入後に液だれが生じないように、例えば、ゲル状のものがよく、また長期間保管しても乾燥したり、変質したりしないものがよい。
【0034】
また、この下枠2は、成形面11の周縁部13が盛り上がった形状になっている。なお、図示例では成形面11の周縁部13は外径側に向けて徐々に盛り上がった形状になっている。また、円形溝12の外径側の壁14は、成形面11の高さよりも高い位置まで延在しており、また円筒枠3を円形溝12に装着する作業を容易にするため、少し外径側に広がった形状にしている。なお、この実施形態では、円形溝12の外径側の壁14には、後述する円筒枠3を係合させるべく、複数(図示例では4つ)の係合穴15が周方向に等間隔に形成されている。
【0035】
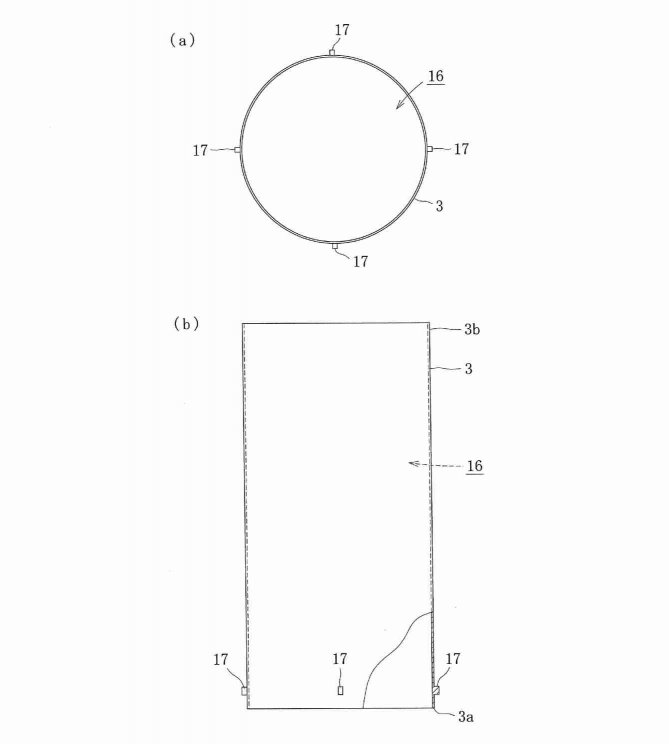
円筒枠3は、図3(a)(b)に示すように、成形しようとするコンクリート供試体の直径に応じた内径と、成形しようとするコンクリート供試体の高さに応じた高さを有する薄肉円筒形状の部材である。なお、円筒枠3の高さは、円筒枠3の下端周縁部3aに下枠2の円筒溝12に嵌めたときに、コンクリート供試体の下面を成形する下枠2の成形面11が、円筒枠3の下端よりも少し上方に位置することを考慮して、その分だけ成形しようとするコンクリート供試体の高さよりも高くなっている。
【0036】
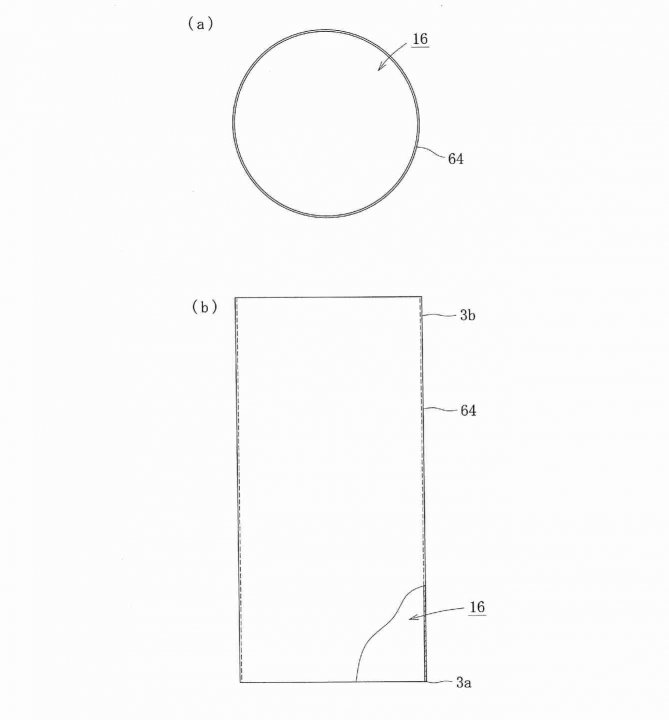
また、この円筒枠3は、薄肉で成形されているので、柔軟性があり、搬送時などには図4R>4に示すように中央部16を撓ませて∞字状にして、コンパクトに収容することができる。このような円筒枠3は、例えば、ポリエチレンテレフタレート(PET)やポリプロピレン(PP)を用いて成形する場合では0.15mm〜1.0mm程度の薄さ(より好ましくは、0.2〜0.5mmの薄さ)で成形して柔軟性を持たせれば良い。なお、この実施形態では、円筒枠3の下部に、下枠との係合を確実にすべく、下枠2の係合穴15に対応させて外径方向に突出した係合片17が周方向等間隔に形成されている。
【0037】
キャップ4は、図5に示すように、円筒枠3の上端開口を覆う円形の部材である。キャップ4の内周面21は、円筒枠3の上端周縁部3bに嵌まるように円形に成形されている。またキャップ4の周側面22は、円筒枠3の上端周縁部3bに嵌められる内周面21から下側に延在しており下方に向けて徐々に外径方向に広がった形状になっている。
【0038】
受け台5は、図6に示すように、下枠2の成形面11の下面を平坦に支持する部材であり、下枠2の成形面11を支持する支持面26と、下枠2の下面において円形溝12に対応して円形に突出した突起12aが嵌まる窪み27を備えている。窪み27の外径側の壁28は、支持面26よりも高い位置まで延在しており、受け台5を持ち上げる際に掴み易いように外径方向に突出したフランジ29が形成されている。この受け台5は、下枠2を設置するときに空気を抜くための穴30を支持面26に備えており、また図6(b)に示すように、支持面26の下部には支持面26を強固に支持するためにリブ31が形成されている。
【0039】
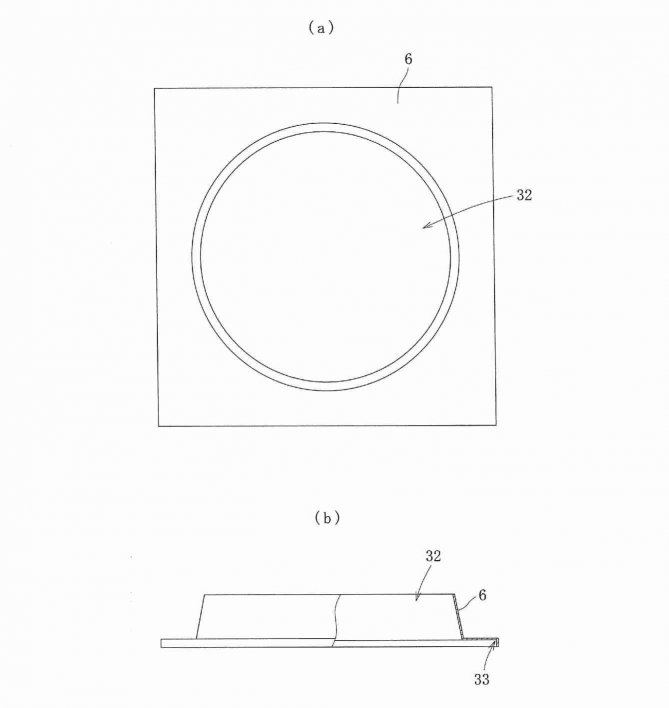
中間支持部材6(カバー)は、図7(a)(b)に示すように、円筒枠3の外周に装着可能な穴32を中央に備え、かつ、受け台5の上端のフランジ29に装着される装着部33を備えている。中間支持部材6(カバー)の中央に形成された穴32は、円筒枠3の外周面に隙間無く装着されるように、円筒枠3の外径に対して精度良く成形されている。なお、この穴32は、中間支持部材6(カバー)を円筒枠3に装着するときの装着穴になり、穴32の内周端は、円筒枠3の高さ方向の中間部を真円形状に保持するとともに、円筒枠3にコンクリートを流し込むときに、円筒枠3を支持し、円筒枠3が傾いたり倒れたりするのを防止する支持部になる。
【0040】
上述した下枠2、キャップ4、受け台5及び中間支持部材6(カバー)は、搬送時などには、それぞれの部材同士を重ねてコンパクトに収納することができるようになっている。
【0041】
次に、このコンクリート供試体製造用型枠1を用いたコンクリート供試体の製造方法を説明する。
【0042】
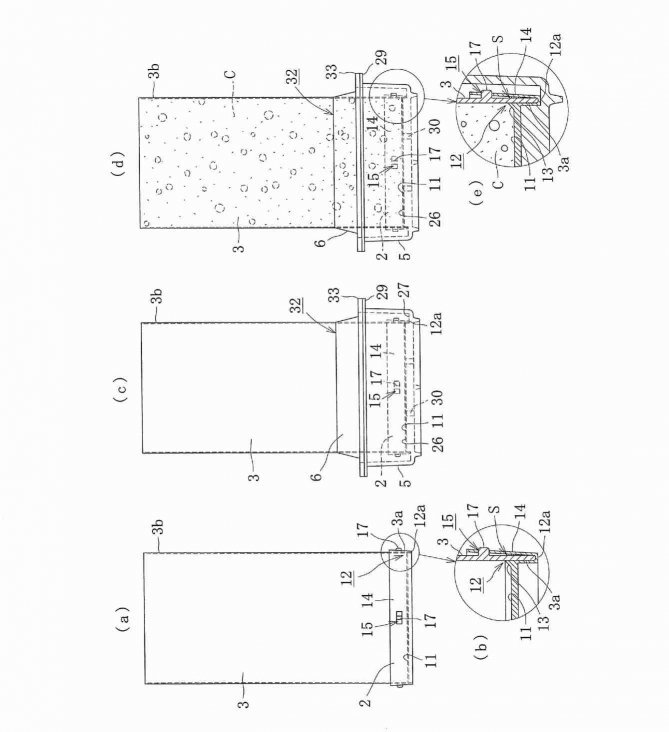
このコンクリート供試体製造用型枠1は、図8(a)に示すように、下枠2の円形溝12に円筒枠3を嵌める。このとき、図8(b)に示すように、円筒枠3は係合片17が下枠2の係合穴15に嵌まるところまで差し込み、円筒枠3の下端周縁部3aを下枠2の円形溝12の奥まできっちりと差し込む。次に、図8(c)に示すように、円筒枠3が装着された下枠2を水平に設置した受け台5に設置し、円筒枠3に中間支持部材6(カバー)を挿入して受け台5を覆うように設置する。このとき、下枠2の下面に突出した円形溝12に対応した突起12aを受け台5の窪み27に嵌めることにより、下枠2の成形面11を受け台5の支持面26の上に設置することができる。なお、このコンクリート供試体製造用型枠1では、下枠2を受け台5に設置するときに、支持面26に設けた穴30から、下枠2の成形面11と支持面26との間の空気が抜けて、下枠2の成形面11が支持面26に密着するようになっている。
【0043】
次に、図8(d)に示すように、上記のように組み付けたコンクリート供試体製造用型枠1にコンクリートCを流し込む。このとき、円筒枠3の下端周縁部3aには下枠2の円形溝12に嵌められており、円筒枠3の中間部には中間支持部材6(カバー)が装着されているので、コンクリートCを流し込んでも円筒枠は、真円形状に保持される。また、円筒枠3は、中間支持部材6(カバー)及び受け台5により、高さ方向の中間位置が支持されているので、コンクリートCを流し込んでも、流し込まれるコンクリートの重さで傾いたり、倒れたりすることがない。また、受け台5の上に中間支持部材6(カバー)を設置しているので、円筒枠3からコンクリートCが溢れても、コンクリートCが受け台5に付着することはない。
【0044】
このとき、図8(e)に拡大して示すように、下枠2の円形溝12にシール剤を注入しており、円筒枠3と下枠2を組み付けたときに、シール剤が円筒枠3の下端周縁部3aと下枠2の円形溝12との隙間を埋めるので、円筒枠3と下枠2の組み付け部分から外部にコンクリートCが漏れることはない。また、下枠2の成形面11の周縁部13が外径側に向けて徐々に盛り上がった形状になっているので、コンクリートCが円筒枠3と円形溝12との微小隙間に入り込み難くなっている。
【0045】
このコンクリート供試体製造用型枠1は、図1に示すように、コンクリートCを流し込んだ後、円筒枠3にキャップ4を被せる。キャップ4は内周面21を円筒枠3の上端周縁部3bに嵌めて装着される。このキャップ4によって円筒枠3の上端周縁部3bが支持され、円筒枠3の上端周縁部3bの形状が真円になる。また、このキャップ4は、周側面22が円筒枠3の上端周縁部3bに嵌められる部分から下方に向けて外径方向に広がった形状に形成されており、円筒枠3から溢れたコンクリートCが周側面22に沿って垂れ落ちていき、周側面22から中間支持部材6(カバー)の上に垂れ落ちるようになっている。
【0046】
このようにコンクリートCを流し込んだ状態でも、円筒枠3の下端周縁部3aの形状は、下枠2の円形溝12に嵌められることにより真円形状に保持され、円筒枠3の中間部の形状は、円筒枠3に中間支持部材6(カバー)が装着されていることにより、真円形状に保持される。また、円筒枠3の上端周縁部3bの形状は、キャップ4によって真円形状に矯正され、保持される。円筒枠3は、成形しようとするコンクリート供試体の直径に応じた内径を有する薄肉円筒形状の部材であり、下枠2、中間支持部材6(カバー)及びキャップ4により、その真円形状が保持され、また、流し込まれたコンクリートCの重さに対して伸びずに所定の円筒形状を維持することができる。コンクリートCはこの状態で放置されて固まるので、コンクリート供試体に求められる寸法精度を確保することができる。
【0047】
また、下枠2の成形面11の周縁部13が盛り上がった形状になっており、コンクリートCが円筒枠3と円形溝12との微小隙間に入り込まないようになっているので、コンクリート供試体の下端周縁部にばりが生じない。仮に、当該部分にばりが生じてもコンクリート供試体の下端の平坦面を損なわせない程度のものになるので、コンクリート供試体を各種試験にそのままの状態で用いることができる。
【0048】
次に、このコンクリート供試体製造用型枠1を用いた場合の成形後の後工程を説明する。
【0049】
このコンクリート供試体製造用型枠1によれば、円筒枠3の上端にキャップ4を被せているので、コンクリートCの水成分が蒸発しない。このため、コンクリート供試体の上端部でセメントと水の反応が十分に行なわれる。従って、このコンクリート供試体製造用型枠1で成形されたコンクリート供試体は、成形後の後工程で、キャップ4を離型し、レイタンス除去処理を行なえば、水打ちを省略してキャッピング処理を行なうことができる。このように水打ちを省略することができるので、成形後の後工程を簡易化することができる。
【0050】
また、キャッピング処理では、円筒枠3の高さが成形しようとするコンクリート供試体の高さに応じた高さになっているので、レイタンス除去処理後に円筒枠3の上端にセメントペーストを塗り、平坦な板(ガラス板)で円筒枠3の上端を押さえて成形すると良い。
【0051】
コンクリート供試体製造用型枠1は、斯かるキャッピング処理後に、離型作業下枠2、円筒枠3、中間支持部材6(カバー)を離型する最終的な離型作業を行なえば良い。
【0052】
このコンクリート供試体製造用型枠1は、下枠2、円筒枠3、キャップ4、中間支持部材6(カバー)が、安価な薄肉の樹脂製部材で製造されており、これらの部材を一度使って廃棄する使い捨ての部材として用いることができる。従って、キャップ4の離型作業やキャッピング処理後の離型作業では、下枠2、円筒枠3、キャップ4をコンクリート供試体からカッターナイフなどで切り剥がすと良い。
【0053】
このように、このコンクリート供試体製造用型枠1によれば、収納スペースの省スペース化を図ることができ、また、各部材の組み付けや成形後の離型作業の簡易化を図ることができ、さらに、成形後の後工程においては、キャッピング処理で水打ちを省略できるので、キャッピング処理の簡易化を図ることができる。これにより、コンクリート供試体の製造の効率化、低コスト化を図ることができる。
【0054】
次に、コンクリート供試体製造用型枠の第1変形例を説明する。なお、上述したコンクリート供試体製造用型枠1と同じ部材、部位には同じ符号を付している。
【0055】
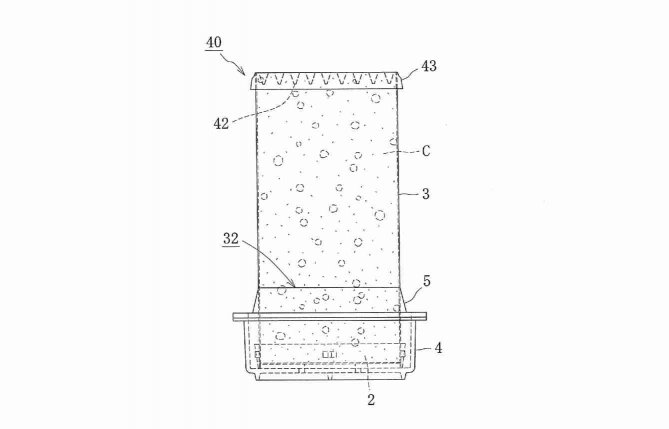
このコンクリート供試体製造用型枠40は、図9に示すように、上述したキャップ4に代えて、円筒枠3の上端開口を覆う部分の天面41に、下方に突出した突部42が複数形成されたキャップ43を用いたものである。
【0056】
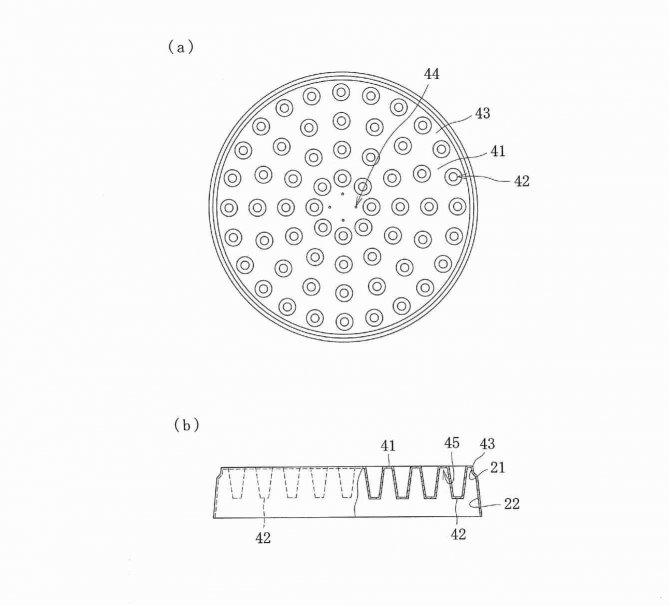
詳しくは、キャップ43は、図10(a)(b)に示すように、下方に向けてテーパ上に縮径したテーパ筒状の突部42がキャップ43の天面41から下方に突出して形成されている。なお、このキャップ43は、搬送時には、キャップ43同士を重ねてコンパクトに収納することができるが、重ねられたキャップ43を分離するときに、キャップ43間に空気が入る隙間が無いので、キャップ43を分離させ難いことがある。このため、このキャップ43の中央には、重ねられたキャップ43を分離するときに、キャップ43間に空気を供給するための空気抜き穴44が形成されている。これにより、キャップ43の分離が容易になる。
【0057】
この場合、コンクリート供試体製造用型枠40の組み付け、コンクリートを流し込むまでの工程は、上述したコンクリート供試体製造用型枠1と同じ方法が採られる。
【0058】
このコンクリート供試体製造用型枠40によれば、図11に示すように、キャップ4の突部42により、成形されるコンクリート51の上端に凹部52が形成される。このとき、生コンクリートに含有する塵は、キャップ4の突部42の基端部45に浮上してコンクリート51の上端面53に堆積して、コンクリート51の上端面53にレイタンス層を生じさせる。このためレイタンス層は、コンクリート51の上端面53にのみ生じ、コンクリート供試体の上端面に形成された凹部52にはレイタンス層は生じない。レイタンス層が生じていない凹部52は、凹部52の斜面52aを含めてきれいなコンクリート面になっているため、そのままの状態で、キャッピング処理で塗るセメントの接合面となる。従って、コンクリート供試体にレイタンス除去処理を行なわなくてもキャッピング処理で塗るセメントの接合面の面積を十分に確保することができる。このため、成形後の後工程では、キャップ43の離型作業後、レイタンス除去処理及び水打ちを省略して、キャッピング処理を行なうことができる。
【0059】
このように、このキャップ43を用いたコンクリート供試体製造用型枠40によれば、キャップ43の離型作業や最終的な離型作業で、コンクリート供試体から下枠2、円筒枠3、キャップ4をカッターナイフなどで切り剥がす離型作業が行なえるだけでなく、成形後の後工程で、キャップ43の離型作業後、レイタンス除去処理及び水打ちを省略して、そのままキャッピング処理を行なうことができるので、コンクリート供試体の製造作業をかなり簡易化することができる。
【0060】
次に、コンクリート供試体製造用型枠の第2変形例を説明する。なお、上述したコンクリート供試体製造用型枠1と同じ部材、部位には同じ符号を付している。
【0061】
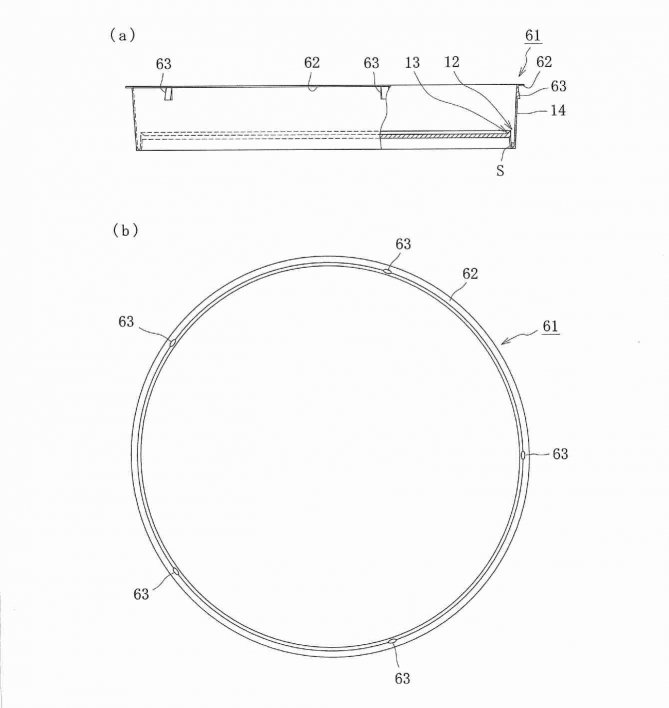
このコンクリート供試体製造用型枠60の下枠61は、図12(a)(b)に示すように、円形溝12の外径側の壁14の上端部に外径方向にフランジ62が延在している。また、壁14の上端部の外周面には、外形方向に突出した突起63(スタッキング)が周方向複数箇所に設けられている。図示例では、突起63は、下側に向けて徐々に外形方向に突出した楔形状を備えており、5つの突起63が周方向等間隔に設けられている。
【0062】
この下枠61は、搬送時などには、下枠61同士を重ねることにより、複数の下枠61をコンパクトに収納でき、突起63を設けているので、下枠61を重ねても下枠61同士が密着せず、またフランジ62を設けているので、重ねられた下枠61を分離させ易い。なお、この下枠61には、円筒枠3の係合片17との関係で形成されていた係合穴15は形成されていない。
【0063】
また、円筒枠64は、図13に示すように、外周面に形成されていた係合片17が形成されていない。この円筒枠64は、外周面に形成されていた係合片17が形成されていないので、製造が容易であり、より安価な設備で製造することができる。
【0064】
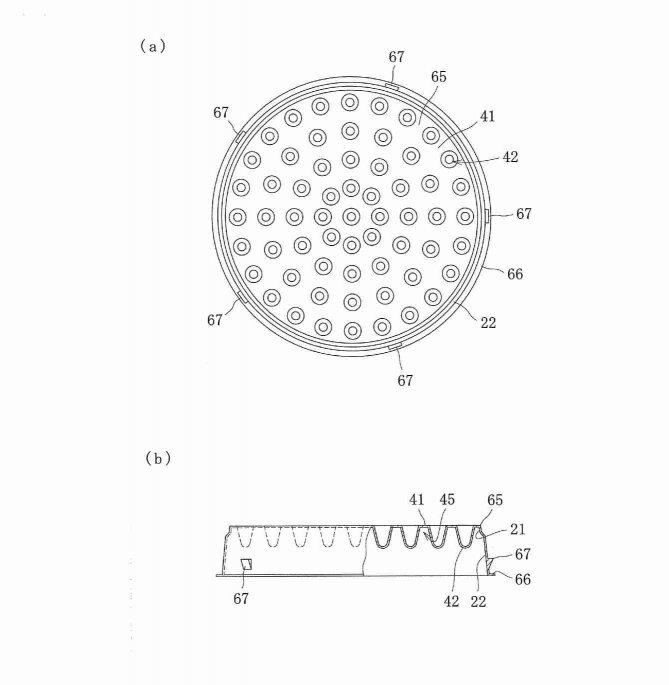
また、キャップ65は、変形例1に用いられたキャップ43(図10参照)に比べて、図14(a)(b)に示すように、中央に形成されていた空気抜き穴44が形成されておらず、その代わりに、キャップ65の周側面22の下端にフランジ66が設けられている。また、キャップ65の周側面22の外周面には、下端部に外形方向に突出した突起67(スタッキング)が周方向複数箇所に設けられている。図示例では、突起67は、上側に向けて徐々に外形方向に突出した楔形状を備えており、5つの突起67が周方向等間隔に設けられている。このキャップ65も、搬送時などには、キャップ65同士を重ねることにより、複数のキャップ65をコンパクトに収納でき、突起67を設けているので、キャップ65を重ねてもキャップ65同士が密着せず、また、フランジ66を設けているので、重ねられたキャップ65を分離させ易い。
【0065】
受け台68は、図15(a)(b)に示すように、中間支持部材69(カバー)を取り付けるための係合突起70が、角部の上端面に設けられている。図示例では、係合突起70は、受け台68の上端面の4つの角部にそれぞれ設けてあり、斯かる係合突起70に中間支持部材69(カバー)を装着することにより、受け台68に対する中間支持部材69(カバー)の水平方向位置が正確に位置決めされるようになっている。
【0066】
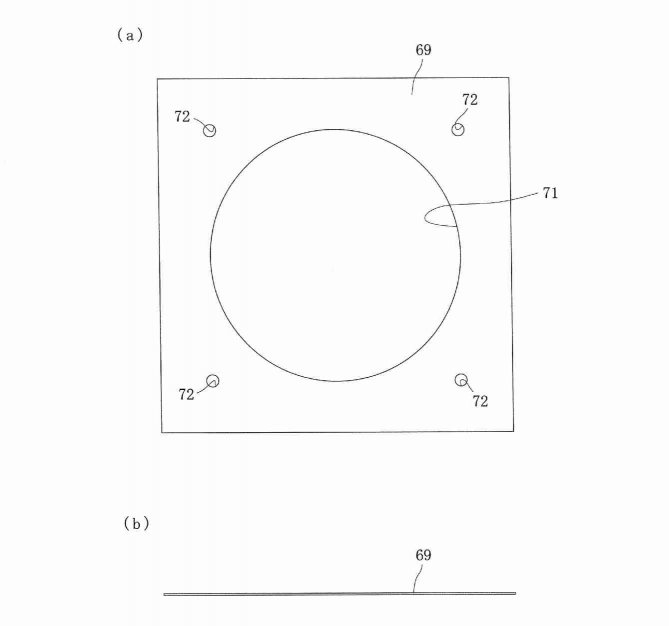
中間支持部材69(カバー)は、図16(a)(b)に示すように、平坦な矩形の薄肉樹脂シートであり、その中央部に円筒枠64の外周に装着可能な穴71が形成されており、角部に受け台68に取り付けるための穴72が形成されている。中央に形成された穴71は、円筒枠3の外周面に隙間無く装着されるように、円筒枠3の外径に対して精度良く成形されている。このような中間支持部材69(カバー)は平坦な樹脂シートから打ち抜けばよいので、安価に寸法精度良く製造することができる。
【0067】
このコンクリート供試体製造用型枠60を用いてコンクリート供試体を製造するときは、図17に示すように、下枠61の円形溝12に円筒枠64を嵌め、下枠61を水平に設置した受け台68に設置し、円筒枠64に中間支持部材69(カバー)を挿入して受け台68を覆うように設置する。このとき、中間支持部材69(カバー)の角部に形成した穴72を受け台68の角部の上端面に設けた係合突起70に嵌める。そして、上記のように組み付けたコンクリート供試体製造用型枠60にコンクリートCを流し込み、キャップ65を取付けるとよい。このとき、円筒枠64の中間部には中間支持部材69(カバー)が装着されており、コンクリートCを流し込んでも円筒枠64の中央部は中間支持部材69(カバー)の中央部の穴71により、真円形状に保持される。
【0068】
このコンクリート供試体製造用型枠60によれば、搬送時に下枠61、受け台68、キャップ65はそれぞれ部材毎に重ねることができ、また重ねた状態から分離することが容易であるので作業性が良い。また、円筒枠64や中間支持部材69(カバー)はより安価な製造設備により、寸法精度良く製造することができるので、製造コストの低コスト化を図ることができる。
【0069】
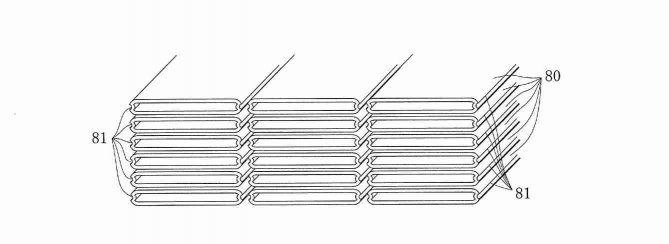
次に、円筒枠の変形例を説明する。円筒枠3、64は、図4に示すように、中央部を撓ませて∞字状に変形させてコンパクトに収納できる形態を例示したが、図18(a)(b)に示す円筒枠80のように、中心を通る対角位置に、ノッチ81を設けたものを用いても良い。この円筒枠80によれば、図19に示すように、ノッチ81において屈曲させることにより、より平坦に変形させることができ、よりコンパクトに収納できる。
【0070】
以上、本発明の実施形態に係るコンクリート供試体製造用型枠を説明した。次に、このコンクリート供試体製造用型枠にコンクリートを流し込み、かつ、コンクリートを流し込んだ状態で、搬送させ又は移動させるのに適した収容ケースを説明する。
【0071】
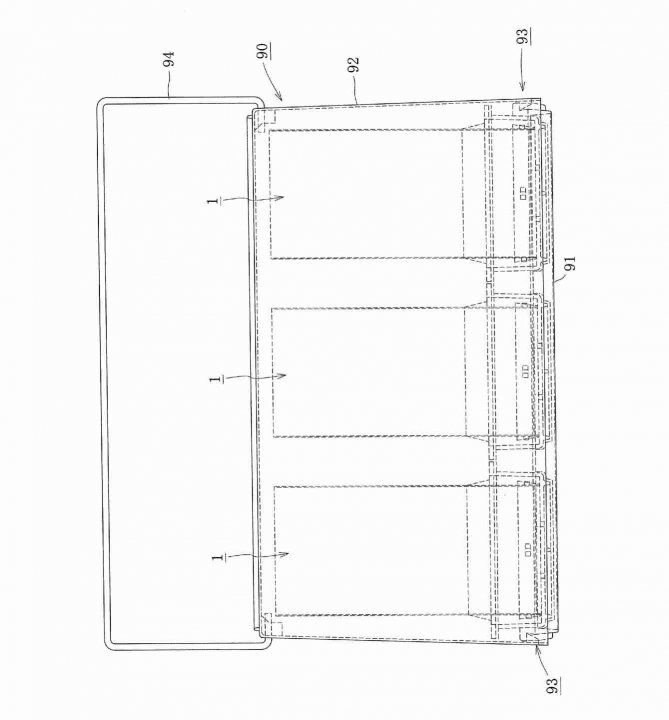
この収容ケース90は、例えば、図20に示すように、コンクリート供試体製造用型枠1を載置することができる台座91と、台座91に置かれたコンクリート供試体製造用型枠1を覆う中間支持部材92(カバー)とを備えている。中間支持部材92(カバー)は、台座91に置かれたコンクリート供試体製造用型枠1を覆うように台座91に被せられ、ロック機構93により台座91に固定される。また、中間支持部材92(カバー)の上部には取っ手94が付いている。図示例の収容ケース90の台座91は3つのコンクリート供試体製造用型枠1を1列に載置することができるようになっており、コンクリート供試体を製造する作業において、複数のコンクリート供試体製造用型枠1を移動させるのに便利である。
【0072】
以上、本発明の一実施形態に係るコンクリート供試体製造用型枠を説明したが、本発明のコンクリート供試体製造用型枠は上記の実施形態に限定されるものではない。
【0073】
例えば、好ましい実施の形態として、下枠の成形面の周縁部が外径方向に向けて徐々に盛り上がった形状になっているものを例示したが、これはコンクリート供試体の下端周縁部にばりが形成されないようにするためであり、本発明は斯かる形態に限定されない。
【0074】
また、キャップは、円筒枠の上端周縁部に被さるように嵌める形態を例示したが、円筒枠の上端開口の内側に装着されて、円筒枠の上端開口を真円にするものでもよい。
【0075】
また、中間支持部材は、受け台を覆うように設置され、カバーとしての機能を兼ね備えたものを例示したが、中間支持部材は円筒枠の高さ方向の中間位置を円形に保持する機能を備えているので、受け台を覆うように設置されるカバーとは別に、複数の中間支持部材を、円筒枠の高さ方向の中間位置に間欠的に設けるようにしてもよい。
【0076】
また、下枠、円筒枠、キャップに用いられる樹脂材料は、例えば、ポリエチレンテレフタレート(PET)、ポリプロピレン(PP)を例示したが、これに限定されない。なお、これらに用いる樹脂材料は、流し込まれたコンクリートが外部に漏れないように吸湿性が低い、より好適には非吸湿性の樹脂材料を用いるとよい。また、これらに用いる樹脂材料は、離型作業において、カッターナイフなどで切り剥がすことが容易に行なえる肉厚で、流し込まれたコンクリートの重さに対してコンクリートの形状を規定することができるような引張力に対する剛性が得られるものであればよい。
【0077】
次に、本発明の他の実施形態を説明する。
【0078】
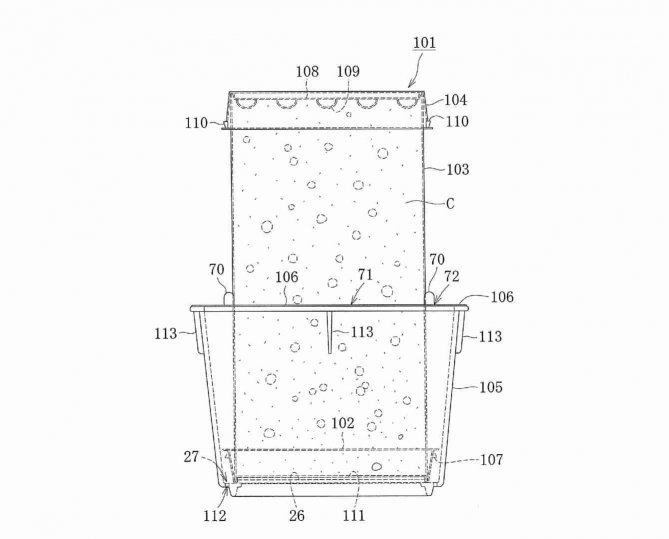
このコンクリート供試体製造用型枠101は、図21に示すように、下枠102と、円筒枠103と、キャップ104と、受け台105と、中間支持部材106(カバー)を備えている。なお、図21は、コンクリート供試体製造用型枠にコンクリートCが流し込まれた状態を示している。このコンクリート供試体製造用型枠101は、図1に示したコンクリート供試体製造用型枠1と同じ基本的構造を備えており、同じ作用を奏する部材、部位には同じ符号を付して、重複する説明は省略する。
【0079】
円筒枠103は、図13に記載された円筒枠64と同様、係合片17が形成されていないものを用いている。
【0080】
また、下枠102は、図22に示すように、係合穴15(図1、図2参照)、がなく、下枠102の成形面11の周縁部13に設けていた盛り上がり(図2参照)がないものを用いている。なお、図22中の突起107はスタッキングである。
【0081】
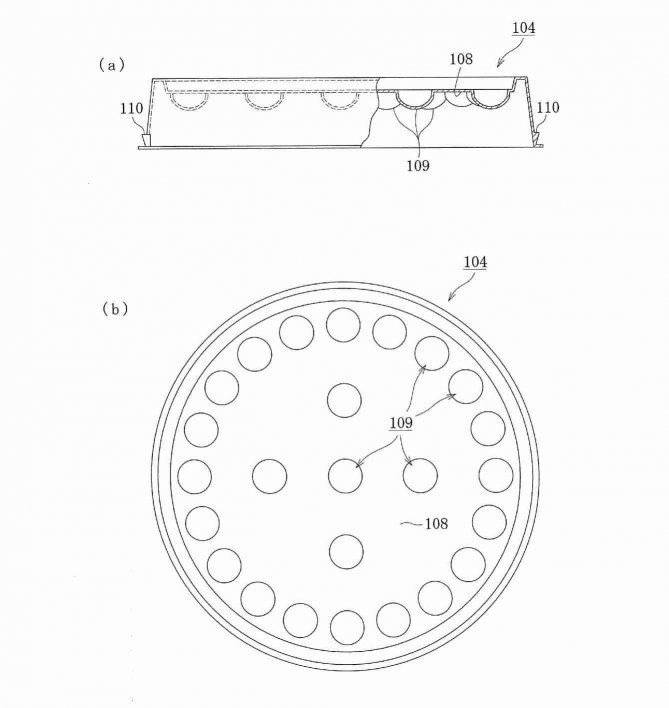
また、キャップ104は、図23(a)(b)に示すように、天面108に突起109が設けられている。なお、図10及び図14に記載されたキャップ41、65とは突起の形状、及び、突起が設けられている位置は異なるが、突起の機能は同じである。なお、図2323(a)中の突起110はスタッキングである。
【0082】
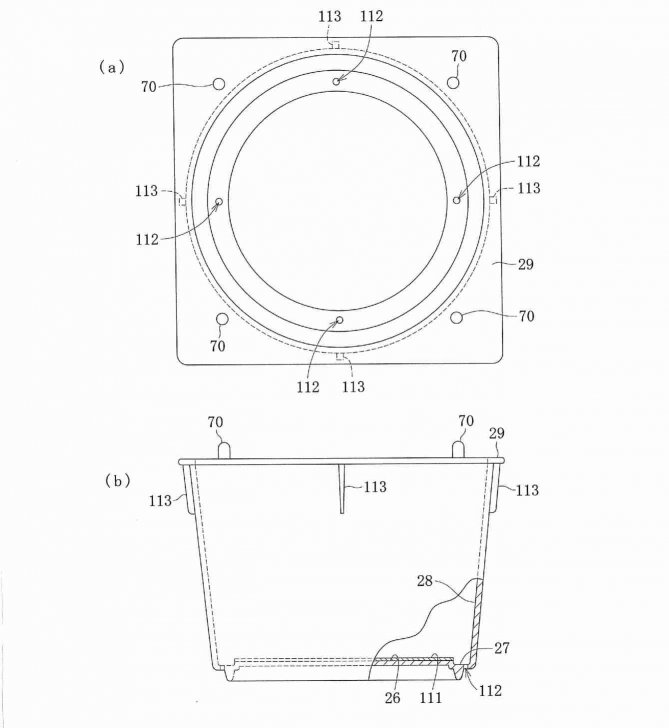
次に、受け台105は、図24(a)(b)に示すように、支持面26に穴30がなく、また支持面26にはより高精度に平坦にするため、平坦な板(例えば、金属板111)を載置している。また、下枠102の下面に突出する突起12aが収まる窪み27には、水抜き穴112が形成されている。この水抜き穴112は、屋外でコンクリート供試体製造用型枠にコンクリートを詰める作業をする場合に、雨が降っていても雨水が受け台105の窪み27に溜まらないようにするものである。また、この受け台105は、図21に示すように、窪み27の外側の壁28が円筒枠103の中間部位を支持する程度の高さまで延在している。壁28の頂部には、外形方向に突出したフランジ29が形成されており、フランジ29には、中間支持部材106(カバー)を装着するための係合突起70が設けられている。なお、図24(a)(b)中のリブ113はスタッキングとしての機能を備えている。
【0083】
中間支持部材106(カバー)は、図示は省略するが、図16(a)(b)に図示された中間支持部材69と同様に平坦な矩形形状で、その中央部に円筒枠64の外周に装着可能な穴71が形成されており、角部に受け台105の突起70に取り付ける穴72が形成された薄肉樹脂シートを用いている。
【0084】
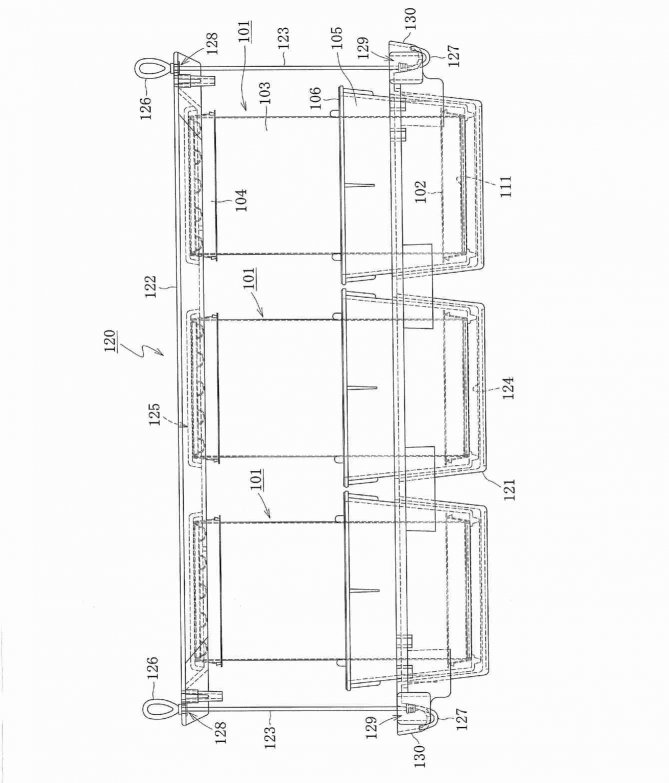
また、コンクリート供試体製造用型枠101を搬送するのに用いる収容ケース120の他の実施形態は、図25に示すように、コンクリート供試体製造用型枠101の受け台105を載置できる載置台121と、載置台121に載置されたコンクリート供試体製造用型枠101のキャップ104の上に載置される天板122と、載置台121と天板122との間に伸ばされた状態で掛け渡されるゴム紐123(弾性部材)とを備えている。
【0085】
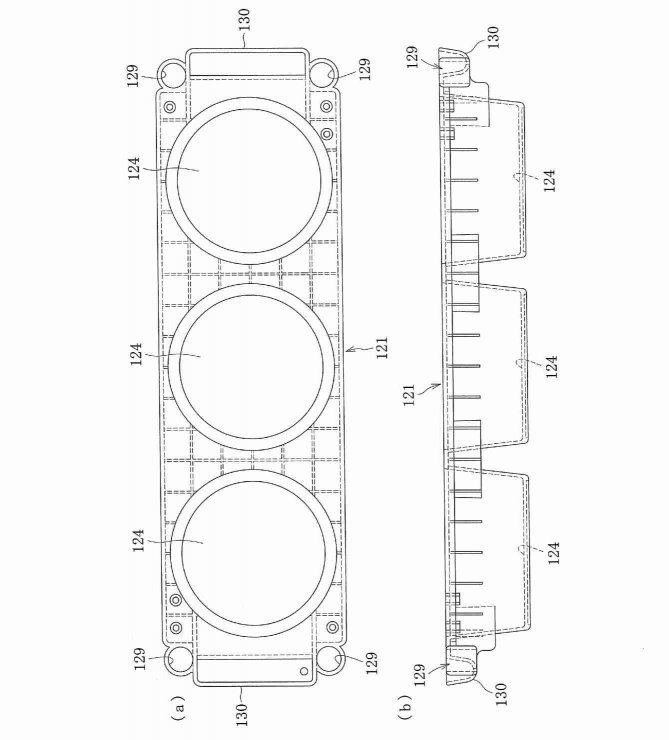
この収容ケース120の載置台121は、図26(a)(b)に示すように、コンクリート供試体製造用型枠101を載置する載置部124が複数配設されている。この実施形態では、3つ横並びに配設されており、コンクリート供試体製造用型枠101を3つ載置できるようになっている。また、図27(a)(b)に示すように、天板122にも、これに対応してコンクリート供試体製造用型枠101のキャップ104が嵌まる窪み125が3つ横並びに配設されている。
【0086】
また、この実施形態では、ゴム紐123は一端に結び目126(抜止部)を備え他端にフック127を備えたものを用いている。載置台121と天板122には、図26(a)、図27(a)にそれぞれ示すように、四隅にそれぞれゴム紐123を取り付ける取付穴128、129が形成されている。この収容ケース120は、載置台121の上に、コンクリート供試体製造用型枠101を載置し、キャップ104の上に載置される天板122を載置し、載置台121と天板122の間にゴム紐123を伸ばした状態で掛け渡す。これにより、コンクリート供試体製造用型枠101は、受け台121と天板122が上下に抑えられ、車で搬送する際にも上下の振動に対してコンクリート供試体製造用型枠101を支持することができる。
【0087】
なお、図26(a)(b)中130は収容ケース120の取手である。また、この載置台121は、コンクリート供試体製造用型枠101の受け台105の高さが高くなっている分、受け台105を載置する部位の底を深くしている。また、図27(a)(b)中131は天板122を重ねて収容するときに、天板122を重ねる足であり、132は足を受ける座部である。また、載置台121と天板122にはそれぞれ適切な強度を持たせるためリブが形成されている。
【0088】
以上、本発明の他の実施形態に係るコンクリート供試体製造用型枠及び収容ケースを説明したが、本発明に係るコンクリート供試体製造用型枠及び収容ケースは上述した実施形態に限定されるものではない。
【0089】
例えば、収容ケース120は載置台121と天板122でコンクリート供試体製造用型枠101を上下方向に挟み、載置台121と天板122の間にゴム紐123を掛け渡して、コンクリート供試体製造用型枠101を挟持する構造を例示したが、載置台121、天板122、ゴム紐123は上述した実施形態に限定されず、種々の変更が可能である。例えば、ゴム紐123には、これに代えてばね付きの紐を取り付けてもよい。
【図面の簡単な説明】
【0090】
【図1】本発明の一実施形態に係るコンクリート供試体製造用型枠を示す正面図である。
【図2】コンクリート供試体製造用型枠の下枠を示す正面図であり、(a)は、円形溝の拡大図である。
【図3】(a)は円筒枠の平面図であり、(b)は円筒枠の正面図である。
【図4】図3に示す円筒枠を収納した状態を示す図である。
【図5】キャップの正面図である。
【図6】(a)は受け台の正面図であり、(b)は受け台の底面図である。
【図7】(a)は中間支持部材(カバー)の平面図であり、(b)は中間支持部材(カバー)の正面図である。
【図8】(a)は下枠の円形溝に円筒枠を嵌めた状態を示す図である。(b)は(a)に示された状態における円形溝の拡大図である。(c)は受け台と中間支持部材(カバー)を組み付けた状態を示す図である。(d)はコンクリート供試体製造用型枠にコンクリートを流し込んだ状態を示す図である。(e)は(d)に示された状態における円形溝の拡大図である。
【図9】コンクリート供試体製造用型枠の第1変形例をしめす正面図である。
【図10】(a)は第1変形例に係るコンクリート供試体製造用型枠のキャップを示す平面図であり、(b)は(a)の正面図である。
【図11】第1変形例に係るコンクリート供試体製造用型枠により成形されたコンクリートを示す図である。
【図12】(a)は第2変形例に係るコンクリート供試体製造用型枠の下枠を示す正面図であり、(b)はその底面図である。
【図13】(a)は第2変形例に係るコンクリート供試体製造用型枠の円筒枠の平面図であり、(b)は円筒枠の正面図である。
【図14】(a)は第2変形例に係るコンクリート供試体製造用型枠のキャップを示す平面図であり、(b)は(a)の正面図である。
【図15】(a)は第2変形例に係るコンクリート供試体製造用型枠の受け台の正面図であり、(b)は受け台の底面図である。
【図16】(a)は第2変形例に係るコンクリート供試体製造用型枠の中間支持部材(カバー)の平面図であり、(b)は中間支持部材(カバー)の正面図である。
【図17】第2変形例に係るコンクリート供試体製造用型枠の正面図である。
【図18】(a)はコンクリート供試体製造用型枠の円筒枠の変形例を示す平面図であり、(b)は(a)の正面図である。
【図19】図18に示す円筒枠を収納した状態を示す図である。
【図20】コンクリート供試体製造用型枠の収容ケースを示す図である。
【図21】コンクリート供試体製造用型枠の他の実施形態を示す収容ケースを示す正面図である。
【図22】コンクリート供試体製造用型枠の下枠を示す正面図であり、(a)は、円形溝の拡大図である。
【図23】(a)はコンクリート供試体製造用型枠のキャップを示す正面図であり、(b)はキャップの底面図である。
【図24】(a)はコンクリート供試体製造用型枠の受け台を示す平面図であり、(b)は受け台の正面図である。
【図25】コンクリート供試体製造用型枠の収容ケースを示す正面図である。
【図26】(a)はコンクリート供試体製造用型枠の収容ケースの載置台を示す平面図であり、(b)は載置台の正面図である。
【図27】(a)はコンクリート供試体製造用型枠の収容ケースの天板を示す平面図であり、(b)は天板を示す正面図である。
【符号の説明】
【0091】
1、40 コンクリート供試体製造用型枠
2 下枠
3 円筒枠
4 キャップ
5 受け台
6 中間支持部材(カバー)
11 成形面
12 円形溝
12a 突起
13 成形面の周縁部
14 円形溝の外径側の壁
15 係合穴
16 円筒枠の中央部
17 係合片
21 キャップの内周面
26 支持面
27 窪み
29 フランジ
33 装着部
41 キャップの天面
42 突部
43 キャップ
51 コンクリート
52 凹部
53 上端面
S シール剤
【技術分野】
【0001】
本発明は、コンクリートの強度を把握するために用いられるコンクリート供試体を成形するコンクリート供試体製造用型枠及びその収容ケースに関するものである。
【背景技術】
【0002】
コンクリート構造物に関しては、JISで規定された所定の寸法形状に基づいて作成したコンクリート供試体を用いて、その圧縮・曲げ・引張・剪断等の各強度、該構造物から切り取られたコア及びハリの強度に関する試験、静的・動的ヤング係数や剪断弾性係数及びポアソン比に関する試験、クリープ試験、凍結融解に対する耐久性試験、水密性に関する試験、乾燥並びに温度による体積変化に関する試験、比熱及び熱拡散率に関する試験、及び、硬化コンクリートの分析試験等が行われている。
【0003】
コンクリート供試体を成形する型枠は、底板と、左右に分割可能な周側枠を備えたものが用いられている。コンクリート供試体を製造するときは、底板及び周側枠を組み付けると共に、その取付結合部等にグリース等を塗って水もれを防止した状態で、セメント、砂利や砂等の骨材及び水を所定割合で混合してなる生コンクリートを型枠内に流し込んで、コンクリート供試体を成形し、その後に底板及び型枠から離型して製造している。(特許文献1)
【0004】
この従来技術においては、型枠の底板と周側枠との組付け結合部等に予めグリース等を塗って水漏れを防止する必要があると共に、型枠の底板及び周側枠の内面にコンクリートがこびりつきやすいため、底板及び周側枠を分離して、コンクリート供試体を型枠から離型した後、底板及び周側枠の内面にこびりついたコンクリートを掻き取る必要があって、その後の処理作業が非常に面倒で時間がかかるという問題があった。そこで、型枠の内面を樹脂材によって被包したものが提案されている。(特許文献1、2)
【0005】
また、上記のような型枠に生コンクリートを流し込んでコンクリート供試体を成形した場合、上端面はJISの規定を満足する程度に平坦にはならない。また生コンクリートに含まれる塵は表層に浮上して堆積して、コンクリート供試体の上端面にこびり付きレイタンス層を生じさせる。そこで、成形後の後工程で上端面のレイタンス層を除去するレイタンス除去処理を行なうとともに、表面を平坦にするキャッピング処理を行なって、所望のコンクリート供試体を得ている。(特許文献3)
【0006】
レイタンス除去処理は、金ブラシなどでコンクリートの表面を削り、コンクリートの表面のレイタンス層を削り落とす処理である。キャッピング処理は、コンクリート供試体の上端面にセメントペーストを塗り、コンクリート供試体の上端面を規定の形状に成形する処理である。レイタンス除去処理をしないと、コンクリートの表面に塵の層であるレイタンス層が残留しているため、キャッピング処理で塗ったセメントとコンクリート供試体との接合が弱くなり、強度試験においてキャッピング処理で塗ったセメントがコンクリート供試体から剥がれてしまう不具合が生じることがある。
【0007】
また、型枠に生コンクリートを入れてコンクリートを固めた場合、コンクリート供試体の上端部については、水が乾燥してなくなる。このため、キャッピング処理では、通常は、セメントを塗る前に、コンクリートの表面を、水に漬ける水打ちを行なった後に行なう。この水打ちには、2〜3時間を要する。仮に、水打ちをせずにキャッピング処理を行なうと、キャッピング処理で塗るセメントの水分がコンクリート供試体の上端部に取られてしまうので、キャッピング処理に用いたセメントの水分が不足して、コンクリート供試体の上端部にひび割れる不具合が生じる。
【特許文献1】特開昭63−124931号公報
【特許文献2】特開平05−302873号公報
【特許文献3】特開2001−121520号
【発明の開示】
【発明が解決しようとする課題】
【0008】
上述したように、コンクリート供試体製造用型枠は、コンクリート供試体の下面を成形する底板と、コンクリート供試体の側周面を成形する分割可能な円筒形状の枠とを備えている。これらは型枠を組む作業において水漏れを防止するため、ボルト締結などを用いて強固に組み付けることが必要であり、組み付けが面倒である。
【0009】
また、これらの型枠を構成する部材は、それぞれ鉄などの剛性を備えた部材が用いられていたので、コンパクトに収納することができなかった。
【0010】
また、型枠は汚れを除去して繰り返し使われるが、コンクリート供試体を底板及び型枠から離型した後、型枠の内面にコンクリートがこびり付いているため、コンクリートを掻き取らなければならず、その作業が非常に面倒で時間がかかっていた。このため、型枠の内面を樹脂材によって被包したものが提案されているが、これらは型枠の内面に樹脂材を装着する準備作業が面倒である。
【0011】
また、コンクリート供試体の製造工程で必要であったレイタンス除去処理は、コンクリートの表面を削る作業が重労働である。レイタンス除去処理を自動化する装置もあるが、これらは高価であり、中小規模の製造設備においては経済的でない。また、キャッピング処理もその前処理としての水打ちに2〜3時間必要であるなど手間が掛かる。
【0012】
そこで、本発明は、斯かるコンクリート供試体製造用型枠の収納スペースの省スペース化、準備作業及び成形後の処理作業の簡易化、さらに、コンクリート供試体の製造工程で必要であったレイタンス除去処理とキャッピング処理の簡易化を図ることができるコンクリート供試体製造用型枠を提供することを目的にしている。
【課題を解決するための手段】
【0013】
本発明に係るコンクリート供試体製造用型枠は、所定寸法に規定された円筒形状のコンクリート供試体を製造する際に用いられるコンクリート供試体製造用型枠において、樹脂材料からなり、コンクリート供試体の側周面を成形する薄肉の円筒枠と、樹脂材料からなり、コンクリート供試体の下面を成形する成形面を備えた薄肉の下枠と、円筒枠の下端周縁部と下枠の成形面の外周縁部との間をシールするシール剤と、樹脂材料からなり、円筒枠の上端開口を覆うとともに、上端周縁部に装着されて円筒枠の上端周縁部の形状を円形にする薄肉のキャップとを備えている。
【0014】
このコンクリート供試体製造用型枠は、剛性を備えた台の上に下枠を設置し、下枠の円形溝に円筒枠を嵌める。そして、コンクリートを流し込み、キャップを円筒枠の上端周縁部に嵌めて、円筒枠の上端周縁部を円形にすれば良い。このとき、下枠の円形溝には、シール剤が注入されているので、型枠に流し込まれた生コンクリートが外部に漏れることはない。このように、組み付け及びコンクリート供試体の製造作業は極めて簡単である。
【0015】
また、コンクリート供試体製造用型枠は、コンクリートを流し込んで、円筒枠にキャップを嵌めた状態で円筒枠の形状が定まり、例えば、JISの規定に規定された寸法に沿って極めて精度の良いコンクリート供試体を成形することができる。
【0016】
また、コンクリート供試体製造用型枠は、各構成部材が樹脂材料からなる薄肉の部材であるので、従来の型枠に比べて、極めて軽量であり、また円筒枠は柔軟性があるのでコンパクトに変形させることができ、搬送や収納に極めて便利である。コンクリート供試体製造用型枠の各構成部材が樹脂材料からなる薄肉の部材で成形されているので、コンクリート供試体を離型するときは、カッターナイフなどを用いてコンクリート供試体から各部材を切り剥がせばよく、離型作業が容易である。これらの各部材は、薄肉の樹脂材料で安価に、かつ、大量生産が容易にできるので、使用後に廃棄処理しても経済性を損なわない。このように、本発明のコンクリート供試体製造用型枠によれば、コンクリート供試体製造用型枠の収納スペースの省スペース化、準備作業及び成形後の処理作業の簡易化を図ることができる。
【0017】
また、円筒枠の上端開口を覆うようにキャップを嵌めるので、コンクリート供試体の上端面の乾燥を防ぎ、コンクリート供試体の上端部でセメントと水の反応が不十分な状態になることを防止することができる。このため、キャッピング処理における水打ちを省略することが可能になる。
【0018】
好ましくは、下枠が、成形面の外周縁部に円筒枠の下端周縁部が嵌まる円形溝を備え、シール剤が下枠の円形溝に注入されている形態にするとよい。また、この場合、下枠は、コンクリート供試体の下面を成形する成形面の周縁部が盛り上がった形状にするとよい。これにより、下枠の円周溝に流し込んだ生コンクリートのセメント成分が入らず、コンクリート供試体の下端にばりが生じるのを防止することができる。
【0019】
また、キャップは、下面に下方に突出した突部を複数備えているとよい。この場合、キャップは、下面に下方に突出した突部に対応して、コンクリート供試体の上端面に凹部が形成される。ところで、レイタンス層は、生コンクリートに含まれる塵が表層に浮上して堆積して、コンクリート供試体の上端面にこびり付いて生じるものであるから、キャップの下面に下方に突出した突部に対応してコンクリート供試体の上端面に形成された凹部には、レイタンス層が生じ難い。この凹部がキャッピング処理で塗られるセメントとコンクリート供試体の上端面の接合面になるので、レイタンス除去処理をせずにキャッピング処理を行なっても、コンクリート供試体からキャッピング処理で塗られたセメントが剥がれる不具合は生じない。従って、斯かるキャップを用いれば、コンクリート供試体の製造工程においてレイタンス除去処理を省略することができる。
【0020】
また、コンクリート供試体製造用型枠は、下枠の成形面が平坦になるように支持する支持面を備えた受け台を備えているとよい。斯かる受け台の上に下枠を設置することにより、コンクリート供試体の下面を確実に平坦にすることができるようになる。また、受け台は、下枠の成形面を支持するのに所要の剛性が必要であり、繰り返し使用されるので、受け台を覆い、受け台に生コンクリートが付着するのを防止するカバーを取り付けるとよい。この場合、カバーは例えば、薄肉の樹脂成形品とし、廃棄が容易なものにするとよい。
【0021】
また、コンクリート供試体製造用型枠は、コンクリート供試体製造用型枠の円筒枠の中間部外周に装着され、前記円筒枠の中間部の形状を円形に保持する中間支持部材を備えているとよい。斯かる中間支持部材を設けることにより、円筒枠の高さ方向の中間位置の形状を円形に保持することができ、円筒枠の上端部、中間部、下端部の少なくとも3箇所で、円筒枠を円形に保持することができ、コンクリート供試体をより精度良く成形することができる。また、中間支持部材を設けることにより、円筒枠にコンクリートを流し込むときに、円筒枠が高さ方向の中間位置を支持することができるので、円筒枠が傾いたり、倒れたりするのを防止することができ、作業性が良くなる。なお、中間支持部材が、受け台を覆うように配設することにより、中間支持部材に受け台に生コンクリートが付着するのを防止するカバーとしての機能を備えさせてもよい。また、中間支持部材は、例えば、薄肉の樹脂成形品とし、廃棄が容易なものにするとよい。
【0022】
また、コンクリート供試体製造用型枠を収容する収容ケースは、コンクリート供試体製造用型枠を載置する載置台と、載置台に載置されたコンクリート供試体製造用型枠のキャップの上に載置される天板と、載置台と天板との間に伸ばされた状態で掛け渡される弾性部材とを備えた収容ケースを用いるとよい。
【発明の効果】
【0023】
本発明に係るコンクリート供試体製造用型枠は、剛性を備えた台の上に下枠を設置し、下枠の円形溝に円筒枠を嵌め、コンクリートを流し込み、キャップを円筒枠の上端周縁部に嵌めて、円筒枠を真円にして用いる。このように、このコンクリート供試体製造用型枠は、組み付け及びコンクリート供試体の製造作業が極めて簡単である。
【0024】
また、下枠の円形溝に、シール剤が注入されているので、型枠に流し込まれた生コンクリートが外部に漏れることはない。
【0025】
また、各構成部材が樹脂材料からなる薄肉の部材であるので、従来の型枠に比べて、極めて軽量であり、また円筒枠は柔軟性があるのでコンパクトに変形させることができ、搬送や収納に極めて便利である。これらの各部材は、薄肉の樹脂材料で安価に、かつ、大量生産が容易にでき、このため使用後に廃棄処理しても経済性を損なわない。従って、コンクリート供試体を離型するときは、カッターナイフなどを用いてコンクリート供試体から各部材を切り剥がせばよく、離型作業も容易である。このように、本発明のコンクリート供試体製造用型枠によれば、コンクリート供試体製造用型枠の収納スペースの省スペース化、準備作業及び成形後の処理作業の簡易化を図ることができる。
【0026】
また、円筒枠の上端開口を覆うようにキャップを嵌めるので、コンクリート供試体の上端面の乾燥を防ぐことができ、コンクリート供試体の上端部でセメントと水の反応が不十分な状態になることを防止することができる。このため、キャッピング処理における水打ちを省略することが可能になる。
【0027】
また、下枠の、コンクリート供試体の下面を成形する成形面の周縁部を盛り上がった形状にすることにより、下枠の円周溝に流し込んだ生コンクリートのセメント成分が入らないようになり、コンクリート供試体の下端にばりが生じるのを防止することができる。
【0028】
また、キャップの下面に、下方に突出した突部を複数設けることにより、コンクリート供試体の上端面にレイタンス層が生じない凹部を成形することができ、この場合、レイタンス除去処理を省略することができる。
【0029】
また、本発明に係る収容ケースは、コンクリート供試体製造用型枠を載置する載置台と、載置台に載置されたコンクリート供試体製造用型枠のキャップの上に載置される天板と、載置台と天板との間に伸ばされた状態で掛け渡される弾性部材とを備えているので、コンクリート供試体製造用型枠は載置台と天板により上下に挟持された状態になっている。このため、例えば、車で搬送する際などに、上下方向の振動に対して、コンクリート供試体製造用型枠を保定することができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明の一実施形態に係るコンクリート供試体製造用型枠を図面に基づいて説明する。
【0031】
このコンクリート供試体製造用型枠1は、図1に示すように、コンクリート供試体の下面を成形する下枠2と、下枠2の取り付けられコンクリート供試体の側周面を成形する円筒枠3と、円筒枠3の上端に装着されるキャップ4と、下枠2を支持する受け台5と、受け台5にコンクリートが付着するのを防止する中間支持部材6(カバー)を備えている。なお、図1は、コンクリート供試体製造用型枠にコンクリートCが流し込まれた状態を示している。
【0032】
下枠2、円筒枠3、キャップ4、中間支持部材6(カバー)は、それぞれ樹脂材料(例えば、ポリエチレンテレフタレート(PET)、ポリプロピレン(PP))で成形された薄肉の部材である。これに対し、受け台5はコンクリートCが流し込まれた状態で下枠2の成形面を平坦に支持し得る程度の剛性が必要であり、所要の剛性を備えた樹脂材料(例えば、ABS樹脂:アクリロニトリルブタジエンスチレン共重合体)で成形されている。
【0033】
下枠2は、図2に示すように、コンクリート供試体の下面を成形する円形の成形面11を備えており、その周囲に円筒枠3の下端周縁部3aが嵌まる円形溝12が形成されている。円形溝12は、成形面11の周囲を囲むように形成されており、樹脂材料を下枠2の下側に屈曲させた形状に成形することにより形成されている。円形溝12の底には、図2(a)に拡大して示すように、シール剤Sが注入されている。シール剤Sは、注入後に液だれが生じないように、例えば、ゲル状のものがよく、また長期間保管しても乾燥したり、変質したりしないものがよい。
【0034】
また、この下枠2は、成形面11の周縁部13が盛り上がった形状になっている。なお、図示例では成形面11の周縁部13は外径側に向けて徐々に盛り上がった形状になっている。また、円形溝12の外径側の壁14は、成形面11の高さよりも高い位置まで延在しており、また円筒枠3を円形溝12に装着する作業を容易にするため、少し外径側に広がった形状にしている。なお、この実施形態では、円形溝12の外径側の壁14には、後述する円筒枠3を係合させるべく、複数(図示例では4つ)の係合穴15が周方向に等間隔に形成されている。
【0035】
円筒枠3は、図3(a)(b)に示すように、成形しようとするコンクリート供試体の直径に応じた内径と、成形しようとするコンクリート供試体の高さに応じた高さを有する薄肉円筒形状の部材である。なお、円筒枠3の高さは、円筒枠3の下端周縁部3aに下枠2の円筒溝12に嵌めたときに、コンクリート供試体の下面を成形する下枠2の成形面11が、円筒枠3の下端よりも少し上方に位置することを考慮して、その分だけ成形しようとするコンクリート供試体の高さよりも高くなっている。
【0036】
また、この円筒枠3は、薄肉で成形されているので、柔軟性があり、搬送時などには図4R>4に示すように中央部16を撓ませて∞字状にして、コンパクトに収容することができる。このような円筒枠3は、例えば、ポリエチレンテレフタレート(PET)やポリプロピレン(PP)を用いて成形する場合では0.15mm〜1.0mm程度の薄さ(より好ましくは、0.2〜0.5mmの薄さ)で成形して柔軟性を持たせれば良い。なお、この実施形態では、円筒枠3の下部に、下枠との係合を確実にすべく、下枠2の係合穴15に対応させて外径方向に突出した係合片17が周方向等間隔に形成されている。
【0037】
キャップ4は、図5に示すように、円筒枠3の上端開口を覆う円形の部材である。キャップ4の内周面21は、円筒枠3の上端周縁部3bに嵌まるように円形に成形されている。またキャップ4の周側面22は、円筒枠3の上端周縁部3bに嵌められる内周面21から下側に延在しており下方に向けて徐々に外径方向に広がった形状になっている。
【0038】
受け台5は、図6に示すように、下枠2の成形面11の下面を平坦に支持する部材であり、下枠2の成形面11を支持する支持面26と、下枠2の下面において円形溝12に対応して円形に突出した突起12aが嵌まる窪み27を備えている。窪み27の外径側の壁28は、支持面26よりも高い位置まで延在しており、受け台5を持ち上げる際に掴み易いように外径方向に突出したフランジ29が形成されている。この受け台5は、下枠2を設置するときに空気を抜くための穴30を支持面26に備えており、また図6(b)に示すように、支持面26の下部には支持面26を強固に支持するためにリブ31が形成されている。
【0039】
中間支持部材6(カバー)は、図7(a)(b)に示すように、円筒枠3の外周に装着可能な穴32を中央に備え、かつ、受け台5の上端のフランジ29に装着される装着部33を備えている。中間支持部材6(カバー)の中央に形成された穴32は、円筒枠3の外周面に隙間無く装着されるように、円筒枠3の外径に対して精度良く成形されている。なお、この穴32は、中間支持部材6(カバー)を円筒枠3に装着するときの装着穴になり、穴32の内周端は、円筒枠3の高さ方向の中間部を真円形状に保持するとともに、円筒枠3にコンクリートを流し込むときに、円筒枠3を支持し、円筒枠3が傾いたり倒れたりするのを防止する支持部になる。
【0040】
上述した下枠2、キャップ4、受け台5及び中間支持部材6(カバー)は、搬送時などには、それぞれの部材同士を重ねてコンパクトに収納することができるようになっている。
【0041】
次に、このコンクリート供試体製造用型枠1を用いたコンクリート供試体の製造方法を説明する。
【0042】
このコンクリート供試体製造用型枠1は、図8(a)に示すように、下枠2の円形溝12に円筒枠3を嵌める。このとき、図8(b)に示すように、円筒枠3は係合片17が下枠2の係合穴15に嵌まるところまで差し込み、円筒枠3の下端周縁部3aを下枠2の円形溝12の奥まできっちりと差し込む。次に、図8(c)に示すように、円筒枠3が装着された下枠2を水平に設置した受け台5に設置し、円筒枠3に中間支持部材6(カバー)を挿入して受け台5を覆うように設置する。このとき、下枠2の下面に突出した円形溝12に対応した突起12aを受け台5の窪み27に嵌めることにより、下枠2の成形面11を受け台5の支持面26の上に設置することができる。なお、このコンクリート供試体製造用型枠1では、下枠2を受け台5に設置するときに、支持面26に設けた穴30から、下枠2の成形面11と支持面26との間の空気が抜けて、下枠2の成形面11が支持面26に密着するようになっている。
【0043】
次に、図8(d)に示すように、上記のように組み付けたコンクリート供試体製造用型枠1にコンクリートCを流し込む。このとき、円筒枠3の下端周縁部3aには下枠2の円形溝12に嵌められており、円筒枠3の中間部には中間支持部材6(カバー)が装着されているので、コンクリートCを流し込んでも円筒枠は、真円形状に保持される。また、円筒枠3は、中間支持部材6(カバー)及び受け台5により、高さ方向の中間位置が支持されているので、コンクリートCを流し込んでも、流し込まれるコンクリートの重さで傾いたり、倒れたりすることがない。また、受け台5の上に中間支持部材6(カバー)を設置しているので、円筒枠3からコンクリートCが溢れても、コンクリートCが受け台5に付着することはない。
【0044】
このとき、図8(e)に拡大して示すように、下枠2の円形溝12にシール剤を注入しており、円筒枠3と下枠2を組み付けたときに、シール剤が円筒枠3の下端周縁部3aと下枠2の円形溝12との隙間を埋めるので、円筒枠3と下枠2の組み付け部分から外部にコンクリートCが漏れることはない。また、下枠2の成形面11の周縁部13が外径側に向けて徐々に盛り上がった形状になっているので、コンクリートCが円筒枠3と円形溝12との微小隙間に入り込み難くなっている。
【0045】
このコンクリート供試体製造用型枠1は、図1に示すように、コンクリートCを流し込んだ後、円筒枠3にキャップ4を被せる。キャップ4は内周面21を円筒枠3の上端周縁部3bに嵌めて装着される。このキャップ4によって円筒枠3の上端周縁部3bが支持され、円筒枠3の上端周縁部3bの形状が真円になる。また、このキャップ4は、周側面22が円筒枠3の上端周縁部3bに嵌められる部分から下方に向けて外径方向に広がった形状に形成されており、円筒枠3から溢れたコンクリートCが周側面22に沿って垂れ落ちていき、周側面22から中間支持部材6(カバー)の上に垂れ落ちるようになっている。
【0046】
このようにコンクリートCを流し込んだ状態でも、円筒枠3の下端周縁部3aの形状は、下枠2の円形溝12に嵌められることにより真円形状に保持され、円筒枠3の中間部の形状は、円筒枠3に中間支持部材6(カバー)が装着されていることにより、真円形状に保持される。また、円筒枠3の上端周縁部3bの形状は、キャップ4によって真円形状に矯正され、保持される。円筒枠3は、成形しようとするコンクリート供試体の直径に応じた内径を有する薄肉円筒形状の部材であり、下枠2、中間支持部材6(カバー)及びキャップ4により、その真円形状が保持され、また、流し込まれたコンクリートCの重さに対して伸びずに所定の円筒形状を維持することができる。コンクリートCはこの状態で放置されて固まるので、コンクリート供試体に求められる寸法精度を確保することができる。
【0047】
また、下枠2の成形面11の周縁部13が盛り上がった形状になっており、コンクリートCが円筒枠3と円形溝12との微小隙間に入り込まないようになっているので、コンクリート供試体の下端周縁部にばりが生じない。仮に、当該部分にばりが生じてもコンクリート供試体の下端の平坦面を損なわせない程度のものになるので、コンクリート供試体を各種試験にそのままの状態で用いることができる。
【0048】
次に、このコンクリート供試体製造用型枠1を用いた場合の成形後の後工程を説明する。
【0049】
このコンクリート供試体製造用型枠1によれば、円筒枠3の上端にキャップ4を被せているので、コンクリートCの水成分が蒸発しない。このため、コンクリート供試体の上端部でセメントと水の反応が十分に行なわれる。従って、このコンクリート供試体製造用型枠1で成形されたコンクリート供試体は、成形後の後工程で、キャップ4を離型し、レイタンス除去処理を行なえば、水打ちを省略してキャッピング処理を行なうことができる。このように水打ちを省略することができるので、成形後の後工程を簡易化することができる。
【0050】
また、キャッピング処理では、円筒枠3の高さが成形しようとするコンクリート供試体の高さに応じた高さになっているので、レイタンス除去処理後に円筒枠3の上端にセメントペーストを塗り、平坦な板(ガラス板)で円筒枠3の上端を押さえて成形すると良い。
【0051】
コンクリート供試体製造用型枠1は、斯かるキャッピング処理後に、離型作業下枠2、円筒枠3、中間支持部材6(カバー)を離型する最終的な離型作業を行なえば良い。
【0052】
このコンクリート供試体製造用型枠1は、下枠2、円筒枠3、キャップ4、中間支持部材6(カバー)が、安価な薄肉の樹脂製部材で製造されており、これらの部材を一度使って廃棄する使い捨ての部材として用いることができる。従って、キャップ4の離型作業やキャッピング処理後の離型作業では、下枠2、円筒枠3、キャップ4をコンクリート供試体からカッターナイフなどで切り剥がすと良い。
【0053】
このように、このコンクリート供試体製造用型枠1によれば、収納スペースの省スペース化を図ることができ、また、各部材の組み付けや成形後の離型作業の簡易化を図ることができ、さらに、成形後の後工程においては、キャッピング処理で水打ちを省略できるので、キャッピング処理の簡易化を図ることができる。これにより、コンクリート供試体の製造の効率化、低コスト化を図ることができる。
【0054】
次に、コンクリート供試体製造用型枠の第1変形例を説明する。なお、上述したコンクリート供試体製造用型枠1と同じ部材、部位には同じ符号を付している。
【0055】
このコンクリート供試体製造用型枠40は、図9に示すように、上述したキャップ4に代えて、円筒枠3の上端開口を覆う部分の天面41に、下方に突出した突部42が複数形成されたキャップ43を用いたものである。
【0056】
詳しくは、キャップ43は、図10(a)(b)に示すように、下方に向けてテーパ上に縮径したテーパ筒状の突部42がキャップ43の天面41から下方に突出して形成されている。なお、このキャップ43は、搬送時には、キャップ43同士を重ねてコンパクトに収納することができるが、重ねられたキャップ43を分離するときに、キャップ43間に空気が入る隙間が無いので、キャップ43を分離させ難いことがある。このため、このキャップ43の中央には、重ねられたキャップ43を分離するときに、キャップ43間に空気を供給するための空気抜き穴44が形成されている。これにより、キャップ43の分離が容易になる。
【0057】
この場合、コンクリート供試体製造用型枠40の組み付け、コンクリートを流し込むまでの工程は、上述したコンクリート供試体製造用型枠1と同じ方法が採られる。
【0058】
このコンクリート供試体製造用型枠40によれば、図11に示すように、キャップ4の突部42により、成形されるコンクリート51の上端に凹部52が形成される。このとき、生コンクリートに含有する塵は、キャップ4の突部42の基端部45に浮上してコンクリート51の上端面53に堆積して、コンクリート51の上端面53にレイタンス層を生じさせる。このためレイタンス層は、コンクリート51の上端面53にのみ生じ、コンクリート供試体の上端面に形成された凹部52にはレイタンス層は生じない。レイタンス層が生じていない凹部52は、凹部52の斜面52aを含めてきれいなコンクリート面になっているため、そのままの状態で、キャッピング処理で塗るセメントの接合面となる。従って、コンクリート供試体にレイタンス除去処理を行なわなくてもキャッピング処理で塗るセメントの接合面の面積を十分に確保することができる。このため、成形後の後工程では、キャップ43の離型作業後、レイタンス除去処理及び水打ちを省略して、キャッピング処理を行なうことができる。
【0059】
このように、このキャップ43を用いたコンクリート供試体製造用型枠40によれば、キャップ43の離型作業や最終的な離型作業で、コンクリート供試体から下枠2、円筒枠3、キャップ4をカッターナイフなどで切り剥がす離型作業が行なえるだけでなく、成形後の後工程で、キャップ43の離型作業後、レイタンス除去処理及び水打ちを省略して、そのままキャッピング処理を行なうことができるので、コンクリート供試体の製造作業をかなり簡易化することができる。
【0060】
次に、コンクリート供試体製造用型枠の第2変形例を説明する。なお、上述したコンクリート供試体製造用型枠1と同じ部材、部位には同じ符号を付している。
【0061】
このコンクリート供試体製造用型枠60の下枠61は、図12(a)(b)に示すように、円形溝12の外径側の壁14の上端部に外径方向にフランジ62が延在している。また、壁14の上端部の外周面には、外形方向に突出した突起63(スタッキング)が周方向複数箇所に設けられている。図示例では、突起63は、下側に向けて徐々に外形方向に突出した楔形状を備えており、5つの突起63が周方向等間隔に設けられている。
【0062】
この下枠61は、搬送時などには、下枠61同士を重ねることにより、複数の下枠61をコンパクトに収納でき、突起63を設けているので、下枠61を重ねても下枠61同士が密着せず、またフランジ62を設けているので、重ねられた下枠61を分離させ易い。なお、この下枠61には、円筒枠3の係合片17との関係で形成されていた係合穴15は形成されていない。
【0063】
また、円筒枠64は、図13に示すように、外周面に形成されていた係合片17が形成されていない。この円筒枠64は、外周面に形成されていた係合片17が形成されていないので、製造が容易であり、より安価な設備で製造することができる。
【0064】
また、キャップ65は、変形例1に用いられたキャップ43(図10参照)に比べて、図14(a)(b)に示すように、中央に形成されていた空気抜き穴44が形成されておらず、その代わりに、キャップ65の周側面22の下端にフランジ66が設けられている。また、キャップ65の周側面22の外周面には、下端部に外形方向に突出した突起67(スタッキング)が周方向複数箇所に設けられている。図示例では、突起67は、上側に向けて徐々に外形方向に突出した楔形状を備えており、5つの突起67が周方向等間隔に設けられている。このキャップ65も、搬送時などには、キャップ65同士を重ねることにより、複数のキャップ65をコンパクトに収納でき、突起67を設けているので、キャップ65を重ねてもキャップ65同士が密着せず、また、フランジ66を設けているので、重ねられたキャップ65を分離させ易い。
【0065】
受け台68は、図15(a)(b)に示すように、中間支持部材69(カバー)を取り付けるための係合突起70が、角部の上端面に設けられている。図示例では、係合突起70は、受け台68の上端面の4つの角部にそれぞれ設けてあり、斯かる係合突起70に中間支持部材69(カバー)を装着することにより、受け台68に対する中間支持部材69(カバー)の水平方向位置が正確に位置決めされるようになっている。
【0066】
中間支持部材69(カバー)は、図16(a)(b)に示すように、平坦な矩形の薄肉樹脂シートであり、その中央部に円筒枠64の外周に装着可能な穴71が形成されており、角部に受け台68に取り付けるための穴72が形成されている。中央に形成された穴71は、円筒枠3の外周面に隙間無く装着されるように、円筒枠3の外径に対して精度良く成形されている。このような中間支持部材69(カバー)は平坦な樹脂シートから打ち抜けばよいので、安価に寸法精度良く製造することができる。
【0067】
このコンクリート供試体製造用型枠60を用いてコンクリート供試体を製造するときは、図17に示すように、下枠61の円形溝12に円筒枠64を嵌め、下枠61を水平に設置した受け台68に設置し、円筒枠64に中間支持部材69(カバー)を挿入して受け台68を覆うように設置する。このとき、中間支持部材69(カバー)の角部に形成した穴72を受け台68の角部の上端面に設けた係合突起70に嵌める。そして、上記のように組み付けたコンクリート供試体製造用型枠60にコンクリートCを流し込み、キャップ65を取付けるとよい。このとき、円筒枠64の中間部には中間支持部材69(カバー)が装着されており、コンクリートCを流し込んでも円筒枠64の中央部は中間支持部材69(カバー)の中央部の穴71により、真円形状に保持される。
【0068】
このコンクリート供試体製造用型枠60によれば、搬送時に下枠61、受け台68、キャップ65はそれぞれ部材毎に重ねることができ、また重ねた状態から分離することが容易であるので作業性が良い。また、円筒枠64や中間支持部材69(カバー)はより安価な製造設備により、寸法精度良く製造することができるので、製造コストの低コスト化を図ることができる。
【0069】
次に、円筒枠の変形例を説明する。円筒枠3、64は、図4に示すように、中央部を撓ませて∞字状に変形させてコンパクトに収納できる形態を例示したが、図18(a)(b)に示す円筒枠80のように、中心を通る対角位置に、ノッチ81を設けたものを用いても良い。この円筒枠80によれば、図19に示すように、ノッチ81において屈曲させることにより、より平坦に変形させることができ、よりコンパクトに収納できる。
【0070】
以上、本発明の実施形態に係るコンクリート供試体製造用型枠を説明した。次に、このコンクリート供試体製造用型枠にコンクリートを流し込み、かつ、コンクリートを流し込んだ状態で、搬送させ又は移動させるのに適した収容ケースを説明する。
【0071】
この収容ケース90は、例えば、図20に示すように、コンクリート供試体製造用型枠1を載置することができる台座91と、台座91に置かれたコンクリート供試体製造用型枠1を覆う中間支持部材92(カバー)とを備えている。中間支持部材92(カバー)は、台座91に置かれたコンクリート供試体製造用型枠1を覆うように台座91に被せられ、ロック機構93により台座91に固定される。また、中間支持部材92(カバー)の上部には取っ手94が付いている。図示例の収容ケース90の台座91は3つのコンクリート供試体製造用型枠1を1列に載置することができるようになっており、コンクリート供試体を製造する作業において、複数のコンクリート供試体製造用型枠1を移動させるのに便利である。
【0072】
以上、本発明の一実施形態に係るコンクリート供試体製造用型枠を説明したが、本発明のコンクリート供試体製造用型枠は上記の実施形態に限定されるものではない。
【0073】
例えば、好ましい実施の形態として、下枠の成形面の周縁部が外径方向に向けて徐々に盛り上がった形状になっているものを例示したが、これはコンクリート供試体の下端周縁部にばりが形成されないようにするためであり、本発明は斯かる形態に限定されない。
【0074】
また、キャップは、円筒枠の上端周縁部に被さるように嵌める形態を例示したが、円筒枠の上端開口の内側に装着されて、円筒枠の上端開口を真円にするものでもよい。
【0075】
また、中間支持部材は、受け台を覆うように設置され、カバーとしての機能を兼ね備えたものを例示したが、中間支持部材は円筒枠の高さ方向の中間位置を円形に保持する機能を備えているので、受け台を覆うように設置されるカバーとは別に、複数の中間支持部材を、円筒枠の高さ方向の中間位置に間欠的に設けるようにしてもよい。
【0076】
また、下枠、円筒枠、キャップに用いられる樹脂材料は、例えば、ポリエチレンテレフタレート(PET)、ポリプロピレン(PP)を例示したが、これに限定されない。なお、これらに用いる樹脂材料は、流し込まれたコンクリートが外部に漏れないように吸湿性が低い、より好適には非吸湿性の樹脂材料を用いるとよい。また、これらに用いる樹脂材料は、離型作業において、カッターナイフなどで切り剥がすことが容易に行なえる肉厚で、流し込まれたコンクリートの重さに対してコンクリートの形状を規定することができるような引張力に対する剛性が得られるものであればよい。
【0077】
次に、本発明の他の実施形態を説明する。
【0078】
このコンクリート供試体製造用型枠101は、図21に示すように、下枠102と、円筒枠103と、キャップ104と、受け台105と、中間支持部材106(カバー)を備えている。なお、図21は、コンクリート供試体製造用型枠にコンクリートCが流し込まれた状態を示している。このコンクリート供試体製造用型枠101は、図1に示したコンクリート供試体製造用型枠1と同じ基本的構造を備えており、同じ作用を奏する部材、部位には同じ符号を付して、重複する説明は省略する。
【0079】
円筒枠103は、図13に記載された円筒枠64と同様、係合片17が形成されていないものを用いている。
【0080】
また、下枠102は、図22に示すように、係合穴15(図1、図2参照)、がなく、下枠102の成形面11の周縁部13に設けていた盛り上がり(図2参照)がないものを用いている。なお、図22中の突起107はスタッキングである。
【0081】
また、キャップ104は、図23(a)(b)に示すように、天面108に突起109が設けられている。なお、図10及び図14に記載されたキャップ41、65とは突起の形状、及び、突起が設けられている位置は異なるが、突起の機能は同じである。なお、図2323(a)中の突起110はスタッキングである。
【0082】
次に、受け台105は、図24(a)(b)に示すように、支持面26に穴30がなく、また支持面26にはより高精度に平坦にするため、平坦な板(例えば、金属板111)を載置している。また、下枠102の下面に突出する突起12aが収まる窪み27には、水抜き穴112が形成されている。この水抜き穴112は、屋外でコンクリート供試体製造用型枠にコンクリートを詰める作業をする場合に、雨が降っていても雨水が受け台105の窪み27に溜まらないようにするものである。また、この受け台105は、図21に示すように、窪み27の外側の壁28が円筒枠103の中間部位を支持する程度の高さまで延在している。壁28の頂部には、外形方向に突出したフランジ29が形成されており、フランジ29には、中間支持部材106(カバー)を装着するための係合突起70が設けられている。なお、図24(a)(b)中のリブ113はスタッキングとしての機能を備えている。
【0083】
中間支持部材106(カバー)は、図示は省略するが、図16(a)(b)に図示された中間支持部材69と同様に平坦な矩形形状で、その中央部に円筒枠64の外周に装着可能な穴71が形成されており、角部に受け台105の突起70に取り付ける穴72が形成された薄肉樹脂シートを用いている。
【0084】
また、コンクリート供試体製造用型枠101を搬送するのに用いる収容ケース120の他の実施形態は、図25に示すように、コンクリート供試体製造用型枠101の受け台105を載置できる載置台121と、載置台121に載置されたコンクリート供試体製造用型枠101のキャップ104の上に載置される天板122と、載置台121と天板122との間に伸ばされた状態で掛け渡されるゴム紐123(弾性部材)とを備えている。
【0085】
この収容ケース120の載置台121は、図26(a)(b)に示すように、コンクリート供試体製造用型枠101を載置する載置部124が複数配設されている。この実施形態では、3つ横並びに配設されており、コンクリート供試体製造用型枠101を3つ載置できるようになっている。また、図27(a)(b)に示すように、天板122にも、これに対応してコンクリート供試体製造用型枠101のキャップ104が嵌まる窪み125が3つ横並びに配設されている。
【0086】
また、この実施形態では、ゴム紐123は一端に結び目126(抜止部)を備え他端にフック127を備えたものを用いている。載置台121と天板122には、図26(a)、図27(a)にそれぞれ示すように、四隅にそれぞれゴム紐123を取り付ける取付穴128、129が形成されている。この収容ケース120は、載置台121の上に、コンクリート供試体製造用型枠101を載置し、キャップ104の上に載置される天板122を載置し、載置台121と天板122の間にゴム紐123を伸ばした状態で掛け渡す。これにより、コンクリート供試体製造用型枠101は、受け台121と天板122が上下に抑えられ、車で搬送する際にも上下の振動に対してコンクリート供試体製造用型枠101を支持することができる。
【0087】
なお、図26(a)(b)中130は収容ケース120の取手である。また、この載置台121は、コンクリート供試体製造用型枠101の受け台105の高さが高くなっている分、受け台105を載置する部位の底を深くしている。また、図27(a)(b)中131は天板122を重ねて収容するときに、天板122を重ねる足であり、132は足を受ける座部である。また、載置台121と天板122にはそれぞれ適切な強度を持たせるためリブが形成されている。
【0088】
以上、本発明の他の実施形態に係るコンクリート供試体製造用型枠及び収容ケースを説明したが、本発明に係るコンクリート供試体製造用型枠及び収容ケースは上述した実施形態に限定されるものではない。
【0089】
例えば、収容ケース120は載置台121と天板122でコンクリート供試体製造用型枠101を上下方向に挟み、載置台121と天板122の間にゴム紐123を掛け渡して、コンクリート供試体製造用型枠101を挟持する構造を例示したが、載置台121、天板122、ゴム紐123は上述した実施形態に限定されず、種々の変更が可能である。例えば、ゴム紐123には、これに代えてばね付きの紐を取り付けてもよい。
【図面の簡単な説明】
【0090】
【図1】本発明の一実施形態に係るコンクリート供試体製造用型枠を示す正面図である。
【図2】コンクリート供試体製造用型枠の下枠を示す正面図であり、(a)は、円形溝の拡大図である。
【図3】(a)は円筒枠の平面図であり、(b)は円筒枠の正面図である。
【図4】図3に示す円筒枠を収納した状態を示す図である。
【図5】キャップの正面図である。
【図6】(a)は受け台の正面図であり、(b)は受け台の底面図である。
【図7】(a)は中間支持部材(カバー)の平面図であり、(b)は中間支持部材(カバー)の正面図である。
【図8】(a)は下枠の円形溝に円筒枠を嵌めた状態を示す図である。(b)は(a)に示された状態における円形溝の拡大図である。(c)は受け台と中間支持部材(カバー)を組み付けた状態を示す図である。(d)はコンクリート供試体製造用型枠にコンクリートを流し込んだ状態を示す図である。(e)は(d)に示された状態における円形溝の拡大図である。
【図9】コンクリート供試体製造用型枠の第1変形例をしめす正面図である。
【図10】(a)は第1変形例に係るコンクリート供試体製造用型枠のキャップを示す平面図であり、(b)は(a)の正面図である。
【図11】第1変形例に係るコンクリート供試体製造用型枠により成形されたコンクリートを示す図である。
【図12】(a)は第2変形例に係るコンクリート供試体製造用型枠の下枠を示す正面図であり、(b)はその底面図である。
【図13】(a)は第2変形例に係るコンクリート供試体製造用型枠の円筒枠の平面図であり、(b)は円筒枠の正面図である。
【図14】(a)は第2変形例に係るコンクリート供試体製造用型枠のキャップを示す平面図であり、(b)は(a)の正面図である。
【図15】(a)は第2変形例に係るコンクリート供試体製造用型枠の受け台の正面図であり、(b)は受け台の底面図である。
【図16】(a)は第2変形例に係るコンクリート供試体製造用型枠の中間支持部材(カバー)の平面図であり、(b)は中間支持部材(カバー)の正面図である。
【図17】第2変形例に係るコンクリート供試体製造用型枠の正面図である。
【図18】(a)はコンクリート供試体製造用型枠の円筒枠の変形例を示す平面図であり、(b)は(a)の正面図である。
【図19】図18に示す円筒枠を収納した状態を示す図である。
【図20】コンクリート供試体製造用型枠の収容ケースを示す図である。
【図21】コンクリート供試体製造用型枠の他の実施形態を示す収容ケースを示す正面図である。
【図22】コンクリート供試体製造用型枠の下枠を示す正面図であり、(a)は、円形溝の拡大図である。
【図23】(a)はコンクリート供試体製造用型枠のキャップを示す正面図であり、(b)はキャップの底面図である。
【図24】(a)はコンクリート供試体製造用型枠の受け台を示す平面図であり、(b)は受け台の正面図である。
【図25】コンクリート供試体製造用型枠の収容ケースを示す正面図である。
【図26】(a)はコンクリート供試体製造用型枠の収容ケースの載置台を示す平面図であり、(b)は載置台の正面図である。
【図27】(a)はコンクリート供試体製造用型枠の収容ケースの天板を示す平面図であり、(b)は天板を示す正面図である。
【符号の説明】
【0091】
1、40 コンクリート供試体製造用型枠
2 下枠
3 円筒枠
4 キャップ
5 受け台
6 中間支持部材(カバー)
11 成形面
12 円形溝
12a 突起
13 成形面の周縁部
14 円形溝の外径側の壁
15 係合穴
16 円筒枠の中央部
17 係合片
21 キャップの内周面
26 支持面
27 窪み
29 フランジ
33 装着部
41 キャップの天面
42 突部
43 キャップ
51 コンクリート
52 凹部
53 上端面
S シール剤
【特許請求の範囲】
【請求項1】
所定寸法に規定された円筒形状のコンクリート供試体を製造する際に用いられるコンクリート供試体製造用型枠において、
樹脂材料からなり、コンクリート供試体の側周面を成形する成形面を備えた薄肉の円筒枠と、
樹脂材料からなり、コンクリート供試体の下面を成形する成形面を備えた薄肉の下枠と、
前記円筒枠の下端周縁部と前記下枠の成形面の外周縁部との間をシールするシール剤と、
樹脂材料からなり、前記円筒枠の上端開口を覆うとともに、円筒枠の上端周縁部に装着されて円筒枠の上端周縁部の形状を円形に保持する薄肉のキャップとを備えたコンクリート供試体製造用型枠。
【請求項2】
前記下枠が、成形面の外周縁部に円筒枠の下端周縁部が嵌まる円形溝を備え、前記シール剤が下枠の円形溝に注入されていることを特徴とする請求項1に記載のコンクリート供試体製造用型枠。
【請求項3】
前記下枠が、コンクリート供試体の下面を成形する成形面の周縁部が盛り上がっていることを特徴とする請求項2に記載のコンクリート供試体製造用型枠。
【請求項4】
前記キャップが、下面に下方に突出した突部を複数備えていることを特徴とする請求項1から3の何れかに記載のコンクリート供試体製造用型枠。
【請求項5】
前記下枠の成形面が平坦になるように支持する支持面を備えた受け台を備えていることを特徴とする請求項1から4の何れかに記載のコンクリート供試体製造用型枠。
【請求項6】
前記受け台を覆うように配設され、前記受け台に生コンクリートが付着するのを防止するカバーを備えていることを特徴とする請求項5に記載のコンクリート供試体製造用型枠。
【請求項7】
前記コンクリート供試体製造用型枠の円筒枠の中間部外周に装着され、前記円筒枠の中間部の形状を円形に保持する中間支持部材を備えたことを特徴とする請求項1から6に記載のコンクリート供試体製造用型枠。
【請求項8】
前記中間支持部材が、受け台を覆うように配設され、前記受け台に生コンクリートが付着するのを防止するカバーとしての機能を備えていること特徴とする請求項7に記載のコンクリート供試体製造用型枠。
【請求項9】
前記受け台は、支持面に平坦な板を載置していることを特徴とする請求項5に記載のコンクリート供試体製造用型枠。
【請求項10】
前記支持面に載置される板は、金属製の板であることを特徴とする請求項9に記載のコンクリート供試体製造用型枠。
【請求項11】
請求項1から10の何れかに記載されたコンクリート供試体製造用型枠を収容する収容ケースであって、コンクリート供試体製造用型枠を載置する載置台と、前記載置台に載置されたコンクリート供試体製造用型枠のキャップの上に載置される天板と、前記載置台と天板との間に伸ばされた状態で掛け渡される弾性部材とを備えているコンクリート供試体製造用型枠の収容ケース。
【請求項1】
所定寸法に規定された円筒形状のコンクリート供試体を製造する際に用いられるコンクリート供試体製造用型枠において、
樹脂材料からなり、コンクリート供試体の側周面を成形する成形面を備えた薄肉の円筒枠と、
樹脂材料からなり、コンクリート供試体の下面を成形する成形面を備えた薄肉の下枠と、
前記円筒枠の下端周縁部と前記下枠の成形面の外周縁部との間をシールするシール剤と、
樹脂材料からなり、前記円筒枠の上端開口を覆うとともに、円筒枠の上端周縁部に装着されて円筒枠の上端周縁部の形状を円形に保持する薄肉のキャップとを備えたコンクリート供試体製造用型枠。
【請求項2】
前記下枠が、成形面の外周縁部に円筒枠の下端周縁部が嵌まる円形溝を備え、前記シール剤が下枠の円形溝に注入されていることを特徴とする請求項1に記載のコンクリート供試体製造用型枠。
【請求項3】
前記下枠が、コンクリート供試体の下面を成形する成形面の周縁部が盛り上がっていることを特徴とする請求項2に記載のコンクリート供試体製造用型枠。
【請求項4】
前記キャップが、下面に下方に突出した突部を複数備えていることを特徴とする請求項1から3の何れかに記載のコンクリート供試体製造用型枠。
【請求項5】
前記下枠の成形面が平坦になるように支持する支持面を備えた受け台を備えていることを特徴とする請求項1から4の何れかに記載のコンクリート供試体製造用型枠。
【請求項6】
前記受け台を覆うように配設され、前記受け台に生コンクリートが付着するのを防止するカバーを備えていることを特徴とする請求項5に記載のコンクリート供試体製造用型枠。
【請求項7】
前記コンクリート供試体製造用型枠の円筒枠の中間部外周に装着され、前記円筒枠の中間部の形状を円形に保持する中間支持部材を備えたことを特徴とする請求項1から6に記載のコンクリート供試体製造用型枠。
【請求項8】
前記中間支持部材が、受け台を覆うように配設され、前記受け台に生コンクリートが付着するのを防止するカバーとしての機能を備えていること特徴とする請求項7に記載のコンクリート供試体製造用型枠。
【請求項9】
前記受け台は、支持面に平坦な板を載置していることを特徴とする請求項5に記載のコンクリート供試体製造用型枠。
【請求項10】
前記支持面に載置される板は、金属製の板であることを特徴とする請求項9に記載のコンクリート供試体製造用型枠。
【請求項11】
請求項1から10の何れかに記載されたコンクリート供試体製造用型枠を収容する収容ケースであって、コンクリート供試体製造用型枠を載置する載置台と、前記載置台に載置されたコンクリート供試体製造用型枠のキャップの上に載置される天板と、前記載置台と天板との間に伸ばされた状態で掛け渡される弾性部材とを備えているコンクリート供試体製造用型枠の収容ケース。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図11】

【図12】
【図13】
【図14】
【図15】

【図16】
【図17】

【図18】

【図19】
【図20】
【図21】
【図22】

【図23】
【図24】
【図25】
【図26】
【図27】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【公開番号】特開2005−41215(P2005−41215A)
【公開日】平成17年2月17日(2005.2.17)
【国際特許分類】
【出願番号】特願2004−200933(P2004−200933)
【出願日】平成16年7月7日(2004.7.7)
【出願人】(503244262)コンクリートサービス株式会社 (1)
【Fターム(参考)】
【公開日】平成17年2月17日(2005.2.17)
【国際特許分類】
【出願日】平成16年7月7日(2004.7.7)
【出願人】(503244262)コンクリートサービス株式会社 (1)
【Fターム(参考)】
[ Back to top ]