
コンクリート型枠用内張シート及びその製造方法

【課題】脱水や脱泡のためにコンクリート型枠に貼り付けて使用される内張シートであって、可搬性に優れると共に皺が付かないように容易に貼り付けることのできる内張シートを提供する。
【解決手段】本実施形態に係る型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シート10は、水や空気を通すがコンクリート粒子を通さない多孔性の不織布シート15と、自立可能な剛性を有する細かい網目状のネット12と、を備え、不織布シート15とネット12とを貼り合わせて構成される。また、不織布シート15は、合成樹脂繊維を湿式法により抄造することで製造されたシートである。また、ネット12は、不織布シート15の合成樹脂材料の融点よりも低い融点の合成樹脂材料から製造される。
【解決手段】本実施形態に係る型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シート10は、水や空気を通すがコンクリート粒子を通さない多孔性の不織布シート15と、自立可能な剛性を有する細かい網目状のネット12と、を備え、不織布シート15とネット12とを貼り合わせて構成される。また、不織布シート15は、合成樹脂繊維を湿式法により抄造することで製造されたシートである。また、ネット12は、不織布シート15の合成樹脂材料の融点よりも低い融点の合成樹脂材料から製造される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンクリートの打設現場で、脱水や脱気のために型枠パネルに貼り付けて使用されるコンクリート型枠用内張シートに関する。
【背景技術】
【0002】
一般に、コンクリート構造物は、木製や金属製の型枠パネルを枠組みすることで、コンクリート型枠を形成し、この型枠内にコンクリートを流し込んで締め固めて、これを養生・硬化させた後、型枠パネルを除去して構築される。
【0003】
このとき、セメントに対する水の使用量を少なくするとコンクリートの品質を向上させることができる。しかし、水の使用量を少なくすると、コンクリートを流し込む際の作業性が悪くなるので、実際にはある程度過剰の水を使用して作業性を担保している。
【0004】
このように過剰に加えられている水は、養生の際に外部へ排出されることが望ましい。また、コンクリート内には、空気が混入して気泡も発生しており、この混合空気も養生の際に外部へ排出することが望ましい。
【0005】
このため、従来から、型枠パネルのコンクリートに接する内面に、骨材やセメント粒子等のコンクリート粒子を通さないで通気性・透水性を有する多孔性シートを貼付し、多孔性シートを通して、コンクリートの脱水及び脱気を行うことが提案されている。
【0006】
例えば、下記特許文献1及び2には、コンクリート粒子の通過を阻止しながら水及び空気の通過を許容する多孔性の合成樹脂フィルムをコンクリート型枠に用いることが開示されている。このような多孔性合成樹脂フィルムを用いれば、コンクリートの養生時に余剰水の脱水や混合空気の脱気を良好に行うことができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−75252号公報
【特許文献2】特許第4443909号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、上記特許文献1及び2においては、多孔性合成樹脂フィルムを高剛性の固い繊維ボードに貼り付けた上で使用している。この繊維ボードは、高剛性のために折り曲げたり丸めたりすることができないため、容積が大きく、持ち運びが不便である。大きなコンクリート構造物を打設する際には、大容積の繊維ボードの運搬コストも大きくなってしまう。
【0009】
一方、繊維ボードを使用しないで多孔性合成樹脂フィルムを直接型枠パネルに貼り付けて使用すると、合成樹脂フィルムが薄くて軟らかいため、貼り付ける際に皺が発生し易い。型枠パネルの表面に皺が発生してしまうと、コンクリート表面に皺が転写されてしまい、コンクリート構造物の外観を損ねてしまう。
【0010】
本発明は、脱水や脱泡のためにコンクリート型枠に貼り付けて使用される内張シートであって、可搬性に優れると共に皺が付かないように容易に貼り付けることのできるコンクリート型枠用内張シートを提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明に係るコンクリート型枠用内張シートは、型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シートにおいて、水や空気を通すがコンクリート粒子を通さない多孔性の不織布シートと、自立可能な剛性を有する細かい網目状のネットと、を備え、前記不織布シートと前記ネットとを貼り合わせて構成されることを特徴とする。
【0012】
また、本発明に係るコンクリート型枠用内張シートの製造方法は、型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シートの製造方法において、合成樹脂繊維を湿式法により抄造して不織布シートを製造する不織布シート製造工程と、自立可能な剛性を有する細かい網目状のネットを製造するネット製造工程と、前記不織布シートと前記ネットとを貼り合わせる貼り合わせ工程と、を備えることを特徴とする。
【発明の効果】
【0013】
本発明に係るコンクリート型枠用内張シートによれば、可搬性に優れると共に皺が付かないように容易に型枠パネルに貼り付けることができ、低コストで外観の綺麗なコンクリート構造物を形成することができる。
【図面の簡単な説明】
【0014】
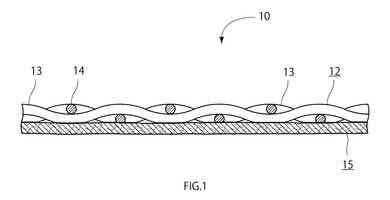
【図1】図1は、本発明の実施形態に係る内張シートの断面図である。
【図2】図2は、本発明の実施形態に係る内張シートの平面図である。
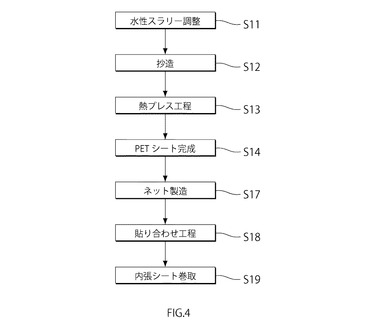
【図3】図3は、本発明の実施形態に係るPEネットの平面図である。
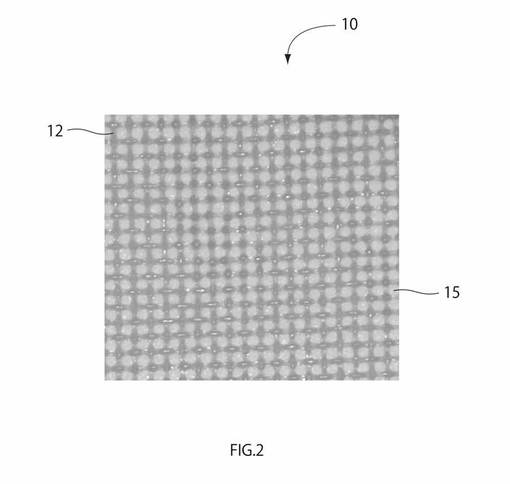
【図4】図4は、本発明の実施形態に係る内張シートの製造工程を示すフローチャートである。
【発明を実施するための形態】
【0015】
図面を参照しながら、本発明の実施形態に係るコンクリート型枠用の内張シートについて説明する。図1は、本実施形態に係る内張シートの断面図である。図2は、本実施形態に係る内張シートの平面図である。図3は、本実施形態にPEネットの平面図である。
【0016】
図1及び図2に示すように、内張シート10は、合成樹脂製の不織布シートであるPETシート15と、合成樹脂製のネット(メッシュ)であるPEネット12とを備え、これらを貼り合わせて一体化して構成されている。
【0017】
PETシート15は、PET(ポリエチレンテレフタレート)製の機能性不織布シートであり、PET繊維を湿式法により抄造することで製造される。PETシート15は、水や空気を通すが、コンクリート粒子(セメント、砂等の粒子)を通さない特性を有し、多数の連結した孔を有する多孔性シートである。PETシート15は、厚さが0.14mmと薄く、柔軟性のある軟らかいシートである。
【0018】
図3に示すように、PEネット12は、PE(ポリエチレン)製の細かい網目状のネットであり、網戸(建物の換気や通風を保ちながら、虫などの室内への進入を防ぐために網を張った建具)に使用される網戸用ネットと同じ構成である。具体的には、ポリエチレン製のモノフィラメントを経糸14及び緯糸13に使用して、網目が1インチあたり15〜30メッシュ程度で平織りして作られるネットである。PEネット12は、網戸用ネットと同様に、折り曲げることは可能であるが、ある程度の剛性を有して自立可能なネットである。
【0019】
PETシート15とPEネット12は、熱融着(ヒートシール)により貼り合わされている。本実施形態では、PETシート15のバインダー繊維と、PEネット12のPETシート15側の表面(貼り合わせ面)が溶けて変形することで融着されている。
【0020】
このように、軟らかいシートであるPETシート15と、自立可能な剛性を有するPEネット12とを貼り合わせて構成される内張シート10は、可撓性があり変形は自在であるが、自立性のあるPEネット12があるために、内張シート10自体も自立性を有すると共に、PETシート15に皺が発生することもない。
【0021】
続いて、図4を参照しながら、内張シート10の製法について説明する。図4は、本実施形態に係る内張シートの製造工程の流れを示すフローチャートである。同図に示すように、まず、S11〜S14において、傾斜金網抄紙機を用いて、湿式法によりPETシート15を製造する。
【0022】
S11では、PETシートを構成する材料として、平均繊維径が12.5μmと17.4μmで繊維長が5mmのPET主体繊維を60%、PETバインダー繊維として平均繊維径が11.6μmで繊維長が5mmの未延伸PET繊維を40%用意し、これらをチェスト内で水中に十分分散させる。これにより、繊維濃度0.05%に調整した水性スラリーを生成する。
【0023】
この水性スラリーを傾斜金網抄紙機に送り、S12において抄造を行う(坪量:94g/m2)。これにより繊維シートが生成される。続いて、S13の熱プレス工程により、この繊維シートを熱プレスする。具体的には、加熱金属ローラーと弾性ローラーとを備えた熱プレス機により、両ローラーの間に繊維シートを挟んで搬送することで、加熱加圧処理を行う。本実施形態では、加熱温度226℃、圧力140kgf/cm、速度38m/minの条件で行った。
【0024】
S13により、PETシート15が完成する(S14)。このようにして製造されるPETシート15の物性は、例えば、坪量96g/m2(JIS P 8124準拠)、厚さ0.14mm(JIS P 8118準拠)、透気度20sec(透気度測定条件/10mmφ,300cc。(JIS P 8117準拠)、引張強度/縦8.4kgf/15mm、引張強度/横4.8kgf/15mm(JIS P 8113準拠)となる。
【0025】
もちろん、上述したPET繊維の混合比率、繊維径、繊維長等は適宜調整可能である。PETバインダー繊維の混合比率は、20〜80重量%が好ましく、30〜60重量%とするのがさらに好ましい。PET主体繊維及びPETバインダー繊維(未延伸PET繊維)の繊維径は、5〜25μmが好ましく、10〜20μmとするのがさらに好ましい。PET主体繊維及びPETバインダー繊維の繊維長は、1〜25mmが好ましく、3〜15mmとするのがさらに好ましい。バインダー繊維として、低融点PET繊維、鞘部分が低融点PETの芯鞘繊維等を使用することもできる
【0026】
続いて、S17では、PEネット12を周知の網戸用ネットと同様の方法で製造する。具体的には、ポリエチレン製の糸(モノフィラメント)を経糸及び緯糸に使用して、織機により平織りすることで、PEネット12を製造する。
【0027】
次に、S18では、S11〜S14で製造されたPETシート15と、S17で製造されたPEネット12とを貼り合わせる、貼り合わせ工程が行われる。具体的には、PETシート15とPEネット12とを重ね合わせた状態で、ローラー式の熱融着装置内に送り込み、熱融着による貼り合わせを行う。
【0028】
本実施形態に係る熱融着装置は、熱融着を行うための一対のローラーを有しているが、加熱機能を有するヒートローラーは片側だけに設置されている。熱溶着装置は、この一対のローラーにより、加熱及び加圧を行う。貼り合わせ工程では、PETシート15のS13の熱プレス工程での弾性ローラー側の面と、PEネット12を重ね合わせて熱融着装置内に送り込むのに際して、PETシート15側にヒートローラーが接するように送り込む。
【0029】
ヒートローラーの加熱温度は、230℃に設定している。これにより、ヒートローラーに直接接するPETシート15が加熱され、バインダー繊維が融着すると共に、PETシート15を介してPEネット12もポリエチレンの融点である135〜140℃まで加熱される。
【0030】
ヒートローラーにより加熱されると、主として、PETシート15のバインダー繊維と、PEネット12のPETシート15との貼り合わせ面が溶ける。このとき、PETシート15とPEネット12とは加圧されているため、両者が密着する。このように加熱・加圧されたPETシート15及びPEネット12がローラーを抜けた後に冷却されると、密着状態のまま固着し、両者が貼り合わされる。S18の貼り合わせ工程により、内張シート10が完成し、熱融着装置から順次送り出される。
【0031】
この貼り合わせ時の圧力は、6kgf/cmに設定している。この圧力が強すぎると、PEネット12がPETシート15に食い込むようになり、PETシート15表面にPEネット12の凹凸がついてしまって、コンクリート表面に転写されることになってしまう。さらには、通気性も低下してしまうこととなってしまう。
【0032】
S19では、熱融着装置から送り出されてくる内張シート10をロール巻取装置によってロール状に巻き取る。これにより、ロール状の内張シート10が完成する。このように、内張シート10をロール状に巻き取っておけば、持ち運びに便利であり、また、内張シート10を巻き出して使用する際にも折り目が付いてない状態で使用することができる。
【0033】
続いて、内張シート10の使用方法について説明する。コンクリートを打設するにあたって、まず打設現場において、コンクリート型枠を構成する型枠パネルの内面側(コンクリートと接する側)に内張シート10を貼り付ける。貼り付けにあたっては、例えば、タッカーを使って、針(ステープル)により内張シート10を型枠パネルに固定すれば良い。
【0034】
また、貼り付けの際には、PETシート15がコンクリート側、PEネット12が型枠パネル側になるように、内張シート10を貼り付ける。なお、この貼り付け作業は、コンクリート打設現場ではなく、別の場所で前もって型枠パネルに貼り付けておいても良い。
【0035】
続いて、内張シート10が貼り付けられた型枠パネルを枠組みしてコンクリート打設現場の所定の位置に設置する。その後、型枠パネルによって形成されたコンクリート打設空間にコンクリートを流し込み、さらに、所定の期間(例えば、三日間)コンクリートの養生を行い、コンクリートを固化させる。
【0036】
このとき、流し込まれたコンクリートは、自重により型枠パネルの側面に貼付された内張シート10に圧接し、コンクリート中の余剰水及び混入空気(気泡)がPETシート15内の隙間を通って内部に流入する。このとき、PETシート15は、コンクリート粒子を通さないので、余剰水及び混入空気のみがPETシート15内に流入する。
【0037】
PETシート15内に流入した余剰水及び混入空気の一部は、PEネット12の網目の隙間に流入し、この隙間に留まったり、内張シート10の外部に放出されたりする。
【0038】
このように、内張シート10を型枠パネルの内面に貼り付けておくことで、内張シート10を介して、コンクリート内の余剰水及び混入空気をコンクリート外に排出することができる。また、PETシート15内に一部留まって保水されている余剰水により、コンクリートに対して適当な湿潤状態下での養生を行わせることもできる。
【0039】
このような状態で、所定期間の養生後に、型枠パネルを除去すれば、コンクリート構造物が完成する。
【0040】
以上、本実施形態について詳細に説明したが、本実施形態によれば、PETシート15とPEネット12からなる内張シート10を、型枠パネルの内面にPETシート15をコンクリート側にして貼付することで、コンクリート内の余剰水や混入空気を外部に良好に脱水及び脱気することができる。
【0041】
また、PETシート15をコンクリート側にして内張シート10を貼り付けているので、PEネット12の網目がコンクリート側に転写されることもない。これにより、打設されたコンクリート表面へのアバタの発生を抑え、外観の綺麗なコンクリート構造物を提供することができる。
【0042】
また、本実施形態においては、可撓性があり変形が自在であると共に、自立可能であってPETシート15に皺が発生しないように構成された内張シート10を採用している。よって、内張シート10をロール状に巻いて収容することで、可搬性を高めることができる共に、内張シート10を型枠パネルの内面に貼り付けたときに、コンクリート表面へ皺が転写されてしまうといったことも防止できる。
【0043】
PEネット12がモノフィラメントを平織りして製造されているので、網目の隙間が多数あり、PETシート15を透過してきた余剰水や混入空気を容易に外部に放出したり、内部に溜めたりすることもできる。
【0044】
以上、本発明の実施の形態について詳細に説明したが、本発明は上述した実施形態に限定されるものではなく、本発明の主旨を逸脱しない範囲内で種々の変形が可能である。例えば、上記実施形態では、多孔性の不織布シートとしてPETシート、網目状のネットとしてPEネット12を例に挙げて説明しているが、多孔性の不織布シートや網目状のネットの材料は適宜変更可能である。
【0045】
多孔性の不織布シートの材料としては、水や空気を通すがコンクリート粒子を通さない多孔性の不織布シートを形成できる材料であれば良く、ポリアミド系、ポリビニルアルコール系、ポリ塩化ビニリデン系、ポリ塩化ビニル系、ポリエステル系、ポリアクリロニトリル、ポリオレフィン系、ポリスチレン系、芳香族ポリアミド系、ポリウレタン系等々の有機樹脂を用いることができる。また、ガラスや炭素の無機材料を用いることもできる。また、これらを混合した材料であっても良い。また、湿式の不織布だけでなく、乾式の不織布であっても良い。
【0046】
網目状のネットの材料としては、自立可能な剛性を有する細かい網目状のネットを形成できる材料であれば良く、ステンレス等の金属、カーボン、テフロン(登録商標)、ポリエステル、ナイロン、ポリプロピレン、PET(ポリエチレンテレフタレート)、グラスファイバー、サラン、セラミック、アセテート、キュプラ、レーヨン、ポリウレタン等々の材料を用いることができる。
【0047】
また、不織布シートと網目状のネットとを貼り合わせる方法も熱融着に限らず、他の方法で貼り合わせるようにしても良い。例えば、接着剤で両者を接着するようにしても良い。特に、ネットの材料として金属やカーボン等を用いる場合には、接着剤で接着により貼り合わせる必要がある。接着剤を用いる場合には、不織布シート側に接着剤を塗布すると、孔がつぶれる可能性があるので、ネット側に接着剤を塗布するのが望ましい。
【符号の説明】
【0048】
10 内張シート
12 PEネット
15 PETシート
【技術分野】
【0001】
本発明は、コンクリートの打設現場で、脱水や脱気のために型枠パネルに貼り付けて使用されるコンクリート型枠用内張シートに関する。
【背景技術】
【0002】
一般に、コンクリート構造物は、木製や金属製の型枠パネルを枠組みすることで、コンクリート型枠を形成し、この型枠内にコンクリートを流し込んで締め固めて、これを養生・硬化させた後、型枠パネルを除去して構築される。
【0003】
このとき、セメントに対する水の使用量を少なくするとコンクリートの品質を向上させることができる。しかし、水の使用量を少なくすると、コンクリートを流し込む際の作業性が悪くなるので、実際にはある程度過剰の水を使用して作業性を担保している。
【0004】
このように過剰に加えられている水は、養生の際に外部へ排出されることが望ましい。また、コンクリート内には、空気が混入して気泡も発生しており、この混合空気も養生の際に外部へ排出することが望ましい。
【0005】
このため、従来から、型枠パネルのコンクリートに接する内面に、骨材やセメント粒子等のコンクリート粒子を通さないで通気性・透水性を有する多孔性シートを貼付し、多孔性シートを通して、コンクリートの脱水及び脱気を行うことが提案されている。
【0006】
例えば、下記特許文献1及び2には、コンクリート粒子の通過を阻止しながら水及び空気の通過を許容する多孔性の合成樹脂フィルムをコンクリート型枠に用いることが開示されている。このような多孔性合成樹脂フィルムを用いれば、コンクリートの養生時に余剰水の脱水や混合空気の脱気を良好に行うことができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−75252号公報
【特許文献2】特許第4443909号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、上記特許文献1及び2においては、多孔性合成樹脂フィルムを高剛性の固い繊維ボードに貼り付けた上で使用している。この繊維ボードは、高剛性のために折り曲げたり丸めたりすることができないため、容積が大きく、持ち運びが不便である。大きなコンクリート構造物を打設する際には、大容積の繊維ボードの運搬コストも大きくなってしまう。
【0009】
一方、繊維ボードを使用しないで多孔性合成樹脂フィルムを直接型枠パネルに貼り付けて使用すると、合成樹脂フィルムが薄くて軟らかいため、貼り付ける際に皺が発生し易い。型枠パネルの表面に皺が発生してしまうと、コンクリート表面に皺が転写されてしまい、コンクリート構造物の外観を損ねてしまう。
【0010】
本発明は、脱水や脱泡のためにコンクリート型枠に貼り付けて使用される内張シートであって、可搬性に優れると共に皺が付かないように容易に貼り付けることのできるコンクリート型枠用内張シートを提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明に係るコンクリート型枠用内張シートは、型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シートにおいて、水や空気を通すがコンクリート粒子を通さない多孔性の不織布シートと、自立可能な剛性を有する細かい網目状のネットと、を備え、前記不織布シートと前記ネットとを貼り合わせて構成されることを特徴とする。
【0012】
また、本発明に係るコンクリート型枠用内張シートの製造方法は、型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シートの製造方法において、合成樹脂繊維を湿式法により抄造して不織布シートを製造する不織布シート製造工程と、自立可能な剛性を有する細かい網目状のネットを製造するネット製造工程と、前記不織布シートと前記ネットとを貼り合わせる貼り合わせ工程と、を備えることを特徴とする。
【発明の効果】
【0013】
本発明に係るコンクリート型枠用内張シートによれば、可搬性に優れると共に皺が付かないように容易に型枠パネルに貼り付けることができ、低コストで外観の綺麗なコンクリート構造物を形成することができる。
【図面の簡単な説明】
【0014】
【図1】図1は、本発明の実施形態に係る内張シートの断面図である。
【図2】図2は、本発明の実施形態に係る内張シートの平面図である。
【図3】図3は、本発明の実施形態に係るPEネットの平面図である。
【図4】図4は、本発明の実施形態に係る内張シートの製造工程を示すフローチャートである。
【発明を実施するための形態】
【0015】
図面を参照しながら、本発明の実施形態に係るコンクリート型枠用の内張シートについて説明する。図1は、本実施形態に係る内張シートの断面図である。図2は、本実施形態に係る内張シートの平面図である。図3は、本実施形態にPEネットの平面図である。
【0016】
図1及び図2に示すように、内張シート10は、合成樹脂製の不織布シートであるPETシート15と、合成樹脂製のネット(メッシュ)であるPEネット12とを備え、これらを貼り合わせて一体化して構成されている。
【0017】
PETシート15は、PET(ポリエチレンテレフタレート)製の機能性不織布シートであり、PET繊維を湿式法により抄造することで製造される。PETシート15は、水や空気を通すが、コンクリート粒子(セメント、砂等の粒子)を通さない特性を有し、多数の連結した孔を有する多孔性シートである。PETシート15は、厚さが0.14mmと薄く、柔軟性のある軟らかいシートである。
【0018】
図3に示すように、PEネット12は、PE(ポリエチレン)製の細かい網目状のネットであり、網戸(建物の換気や通風を保ちながら、虫などの室内への進入を防ぐために網を張った建具)に使用される網戸用ネットと同じ構成である。具体的には、ポリエチレン製のモノフィラメントを経糸14及び緯糸13に使用して、網目が1インチあたり15〜30メッシュ程度で平織りして作られるネットである。PEネット12は、網戸用ネットと同様に、折り曲げることは可能であるが、ある程度の剛性を有して自立可能なネットである。
【0019】
PETシート15とPEネット12は、熱融着(ヒートシール)により貼り合わされている。本実施形態では、PETシート15のバインダー繊維と、PEネット12のPETシート15側の表面(貼り合わせ面)が溶けて変形することで融着されている。
【0020】
このように、軟らかいシートであるPETシート15と、自立可能な剛性を有するPEネット12とを貼り合わせて構成される内張シート10は、可撓性があり変形は自在であるが、自立性のあるPEネット12があるために、内張シート10自体も自立性を有すると共に、PETシート15に皺が発生することもない。
【0021】
続いて、図4を参照しながら、内張シート10の製法について説明する。図4は、本実施形態に係る内張シートの製造工程の流れを示すフローチャートである。同図に示すように、まず、S11〜S14において、傾斜金網抄紙機を用いて、湿式法によりPETシート15を製造する。
【0022】
S11では、PETシートを構成する材料として、平均繊維径が12.5μmと17.4μmで繊維長が5mmのPET主体繊維を60%、PETバインダー繊維として平均繊維径が11.6μmで繊維長が5mmの未延伸PET繊維を40%用意し、これらをチェスト内で水中に十分分散させる。これにより、繊維濃度0.05%に調整した水性スラリーを生成する。
【0023】
この水性スラリーを傾斜金網抄紙機に送り、S12において抄造を行う(坪量:94g/m2)。これにより繊維シートが生成される。続いて、S13の熱プレス工程により、この繊維シートを熱プレスする。具体的には、加熱金属ローラーと弾性ローラーとを備えた熱プレス機により、両ローラーの間に繊維シートを挟んで搬送することで、加熱加圧処理を行う。本実施形態では、加熱温度226℃、圧力140kgf/cm、速度38m/minの条件で行った。
【0024】
S13により、PETシート15が完成する(S14)。このようにして製造されるPETシート15の物性は、例えば、坪量96g/m2(JIS P 8124準拠)、厚さ0.14mm(JIS P 8118準拠)、透気度20sec(透気度測定条件/10mmφ,300cc。(JIS P 8117準拠)、引張強度/縦8.4kgf/15mm、引張強度/横4.8kgf/15mm(JIS P 8113準拠)となる。
【0025】
もちろん、上述したPET繊維の混合比率、繊維径、繊維長等は適宜調整可能である。PETバインダー繊維の混合比率は、20〜80重量%が好ましく、30〜60重量%とするのがさらに好ましい。PET主体繊維及びPETバインダー繊維(未延伸PET繊維)の繊維径は、5〜25μmが好ましく、10〜20μmとするのがさらに好ましい。PET主体繊維及びPETバインダー繊維の繊維長は、1〜25mmが好ましく、3〜15mmとするのがさらに好ましい。バインダー繊維として、低融点PET繊維、鞘部分が低融点PETの芯鞘繊維等を使用することもできる
【0026】
続いて、S17では、PEネット12を周知の網戸用ネットと同様の方法で製造する。具体的には、ポリエチレン製の糸(モノフィラメント)を経糸及び緯糸に使用して、織機により平織りすることで、PEネット12を製造する。
【0027】
次に、S18では、S11〜S14で製造されたPETシート15と、S17で製造されたPEネット12とを貼り合わせる、貼り合わせ工程が行われる。具体的には、PETシート15とPEネット12とを重ね合わせた状態で、ローラー式の熱融着装置内に送り込み、熱融着による貼り合わせを行う。
【0028】
本実施形態に係る熱融着装置は、熱融着を行うための一対のローラーを有しているが、加熱機能を有するヒートローラーは片側だけに設置されている。熱溶着装置は、この一対のローラーにより、加熱及び加圧を行う。貼り合わせ工程では、PETシート15のS13の熱プレス工程での弾性ローラー側の面と、PEネット12を重ね合わせて熱融着装置内に送り込むのに際して、PETシート15側にヒートローラーが接するように送り込む。
【0029】
ヒートローラーの加熱温度は、230℃に設定している。これにより、ヒートローラーに直接接するPETシート15が加熱され、バインダー繊維が融着すると共に、PETシート15を介してPEネット12もポリエチレンの融点である135〜140℃まで加熱される。
【0030】
ヒートローラーにより加熱されると、主として、PETシート15のバインダー繊維と、PEネット12のPETシート15との貼り合わせ面が溶ける。このとき、PETシート15とPEネット12とは加圧されているため、両者が密着する。このように加熱・加圧されたPETシート15及びPEネット12がローラーを抜けた後に冷却されると、密着状態のまま固着し、両者が貼り合わされる。S18の貼り合わせ工程により、内張シート10が完成し、熱融着装置から順次送り出される。
【0031】
この貼り合わせ時の圧力は、6kgf/cmに設定している。この圧力が強すぎると、PEネット12がPETシート15に食い込むようになり、PETシート15表面にPEネット12の凹凸がついてしまって、コンクリート表面に転写されることになってしまう。さらには、通気性も低下してしまうこととなってしまう。
【0032】
S19では、熱融着装置から送り出されてくる内張シート10をロール巻取装置によってロール状に巻き取る。これにより、ロール状の内張シート10が完成する。このように、内張シート10をロール状に巻き取っておけば、持ち運びに便利であり、また、内張シート10を巻き出して使用する際にも折り目が付いてない状態で使用することができる。
【0033】
続いて、内張シート10の使用方法について説明する。コンクリートを打設するにあたって、まず打設現場において、コンクリート型枠を構成する型枠パネルの内面側(コンクリートと接する側)に内張シート10を貼り付ける。貼り付けにあたっては、例えば、タッカーを使って、針(ステープル)により内張シート10を型枠パネルに固定すれば良い。
【0034】
また、貼り付けの際には、PETシート15がコンクリート側、PEネット12が型枠パネル側になるように、内張シート10を貼り付ける。なお、この貼り付け作業は、コンクリート打設現場ではなく、別の場所で前もって型枠パネルに貼り付けておいても良い。
【0035】
続いて、内張シート10が貼り付けられた型枠パネルを枠組みしてコンクリート打設現場の所定の位置に設置する。その後、型枠パネルによって形成されたコンクリート打設空間にコンクリートを流し込み、さらに、所定の期間(例えば、三日間)コンクリートの養生を行い、コンクリートを固化させる。
【0036】
このとき、流し込まれたコンクリートは、自重により型枠パネルの側面に貼付された内張シート10に圧接し、コンクリート中の余剰水及び混入空気(気泡)がPETシート15内の隙間を通って内部に流入する。このとき、PETシート15は、コンクリート粒子を通さないので、余剰水及び混入空気のみがPETシート15内に流入する。
【0037】
PETシート15内に流入した余剰水及び混入空気の一部は、PEネット12の網目の隙間に流入し、この隙間に留まったり、内張シート10の外部に放出されたりする。
【0038】
このように、内張シート10を型枠パネルの内面に貼り付けておくことで、内張シート10を介して、コンクリート内の余剰水及び混入空気をコンクリート外に排出することができる。また、PETシート15内に一部留まって保水されている余剰水により、コンクリートに対して適当な湿潤状態下での養生を行わせることもできる。
【0039】
このような状態で、所定期間の養生後に、型枠パネルを除去すれば、コンクリート構造物が完成する。
【0040】
以上、本実施形態について詳細に説明したが、本実施形態によれば、PETシート15とPEネット12からなる内張シート10を、型枠パネルの内面にPETシート15をコンクリート側にして貼付することで、コンクリート内の余剰水や混入空気を外部に良好に脱水及び脱気することができる。
【0041】
また、PETシート15をコンクリート側にして内張シート10を貼り付けているので、PEネット12の網目がコンクリート側に転写されることもない。これにより、打設されたコンクリート表面へのアバタの発生を抑え、外観の綺麗なコンクリート構造物を提供することができる。
【0042】
また、本実施形態においては、可撓性があり変形が自在であると共に、自立可能であってPETシート15に皺が発生しないように構成された内張シート10を採用している。よって、内張シート10をロール状に巻いて収容することで、可搬性を高めることができる共に、内張シート10を型枠パネルの内面に貼り付けたときに、コンクリート表面へ皺が転写されてしまうといったことも防止できる。
【0043】
PEネット12がモノフィラメントを平織りして製造されているので、網目の隙間が多数あり、PETシート15を透過してきた余剰水や混入空気を容易に外部に放出したり、内部に溜めたりすることもできる。
【0044】
以上、本発明の実施の形態について詳細に説明したが、本発明は上述した実施形態に限定されるものではなく、本発明の主旨を逸脱しない範囲内で種々の変形が可能である。例えば、上記実施形態では、多孔性の不織布シートとしてPETシート、網目状のネットとしてPEネット12を例に挙げて説明しているが、多孔性の不織布シートや網目状のネットの材料は適宜変更可能である。
【0045】
多孔性の不織布シートの材料としては、水や空気を通すがコンクリート粒子を通さない多孔性の不織布シートを形成できる材料であれば良く、ポリアミド系、ポリビニルアルコール系、ポリ塩化ビニリデン系、ポリ塩化ビニル系、ポリエステル系、ポリアクリロニトリル、ポリオレフィン系、ポリスチレン系、芳香族ポリアミド系、ポリウレタン系等々の有機樹脂を用いることができる。また、ガラスや炭素の無機材料を用いることもできる。また、これらを混合した材料であっても良い。また、湿式の不織布だけでなく、乾式の不織布であっても良い。
【0046】
網目状のネットの材料としては、自立可能な剛性を有する細かい網目状のネットを形成できる材料であれば良く、ステンレス等の金属、カーボン、テフロン(登録商標)、ポリエステル、ナイロン、ポリプロピレン、PET(ポリエチレンテレフタレート)、グラスファイバー、サラン、セラミック、アセテート、キュプラ、レーヨン、ポリウレタン等々の材料を用いることができる。
【0047】
また、不織布シートと網目状のネットとを貼り合わせる方法も熱融着に限らず、他の方法で貼り合わせるようにしても良い。例えば、接着剤で両者を接着するようにしても良い。特に、ネットの材料として金属やカーボン等を用いる場合には、接着剤で接着により貼り合わせる必要がある。接着剤を用いる場合には、不織布シート側に接着剤を塗布すると、孔がつぶれる可能性があるので、ネット側に接着剤を塗布するのが望ましい。
【符号の説明】
【0048】
10 内張シート
12 PEネット
15 PETシート
【特許請求の範囲】
【請求項1】
型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シートにおいて、
水や空気を通すがコンクリート粒子を通さない多孔性の不織布シートと、
自立可能な剛性を有する細かい網目状のネットと、
を備え、前記不織布シートと前記ネットとを貼り合わせて構成されることを特徴とするコンクリート型枠用内張シート。
【請求項2】
前記不織布シートは、合成樹脂繊維を湿式法により抄造することで製造されたシートであることを特徴とする請求項1記載のコンクリート型枠用内張シート。
【請求項3】
前記ネットは、ポリエチレン製のネットであり、
前記不織布シートは、ポリエチレンテレフタレート製のシートであることを特徴とする請求項2記載のコンクリート型枠用内張シート。
【請求項4】
前記ネットは、合成樹脂製糸を製織して製造されることを特徴とする請求項1乃至3何れか1項に記載のコンクリート型枠用内張シート。
【請求項5】
型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シートの製造方法において、
合成樹脂繊維を湿式法により抄造して不織布シートを製造する不織布シート製造工程と、
自立可能な剛性を有する細かい網目状のネットを製造するネット製造工程と、
前記不織布シートと前記ネットとを貼り合わせる貼り合わせ工程と、
を備えることを特徴とするコンクリート型枠用内張シートの製造方法。
【請求項1】
型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シートにおいて、
水や空気を通すがコンクリート粒子を通さない多孔性の不織布シートと、
自立可能な剛性を有する細かい網目状のネットと、
を備え、前記不織布シートと前記ネットとを貼り合わせて構成されることを特徴とするコンクリート型枠用内張シート。
【請求項2】
前記不織布シートは、合成樹脂繊維を湿式法により抄造することで製造されたシートであることを特徴とする請求項1記載のコンクリート型枠用内張シート。
【請求項3】
前記ネットは、ポリエチレン製のネットであり、
前記不織布シートは、ポリエチレンテレフタレート製のシートであることを特徴とする請求項2記載のコンクリート型枠用内張シート。
【請求項4】
前記ネットは、合成樹脂製糸を製織して製造されることを特徴とする請求項1乃至3何れか1項に記載のコンクリート型枠用内張シート。
【請求項5】
型枠パネルの内面に貼り付けて使用されるコンクリート型枠用内張シートの製造方法において、
合成樹脂繊維を湿式法により抄造して不織布シートを製造する不織布シート製造工程と、
自立可能な剛性を有する細かい網目状のネットを製造するネット製造工程と、
前記不織布シートと前記ネットとを貼り合わせる貼り合わせ工程と、
を備えることを特徴とするコンクリート型枠用内張シートの製造方法。
【図1】


【図3】
【図4】
【図2】
【図3】
【図4】
【図2】
【公開番号】特開2013−100688(P2013−100688A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−245182(P2011−245182)
【出願日】平成23年11月9日(2011.11.9)
【出願人】(506316878)
【出願人】(000116404)阿波製紙株式会社 (19)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月9日(2011.11.9)
【出願人】(506316878)
【出願人】(000116404)阿波製紙株式会社 (19)
【Fターム(参考)】
[ Back to top ]