
コンクリート成形体の孔成形方法及びコンクリート成形体
【課題】材料コスト,作業コスト共に安価で空港エプロン床版用のPC版等のコンクリート成形体に容易に非貫通の孔を成形することのできるコンクリート成形体の孔成形方法を提供する。
【解決手段】PC版66に長手形状の非貫通の孔64を成形する方法であって、ゴム膨張管12を有する孔成形用ゴム型10を、型枠48の開口50からその内部に挿入する。型枠48の内部には有底筒状のキャップ54を予め設置しておいてこれを孔成形用ゴム型10の先端部に被せる。その状態で圧力流体の導入によりゴム膨張管12を膨張させてキャップ54の内部と開口50とをシールし、そしてシール状態の下で型枠48の内部にコンクリート打設を行ってこれを固化させ、PC版66に孔64を成形する。
【解決手段】PC版66に長手形状の非貫通の孔64を成形する方法であって、ゴム膨張管12を有する孔成形用ゴム型10を、型枠48の開口50からその内部に挿入する。型枠48の内部には有底筒状のキャップ54を予め設置しておいてこれを孔成形用ゴム型10の先端部に被せる。その状態で圧力流体の導入によりゴム膨張管12を膨張させてキャップ54の内部と開口50とをシールし、そしてシール状態の下で型枠48の内部にコンクリート打設を行ってこれを固化させ、PC版66に孔64を成形する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明はコンクリート成形体に長手形状の非貫通の孔を成形する孔成形方法とこれに用いる孔成形装置及びコンクリート成形体に関する。
本発明は、例えば空港エプロン床版用のプレキャストコンクリート版の孔成形に適用して好適である。
【背景技術】
【0002】
空港エプロンは航空機の通行が頻繁な場所であり、通常この空港エプロンの改良整備のための舗装工事は、航空機の運航の無い夜間に行われる。
この舗装工事は、翌朝には航空機が運行できるように行う必要があり、そこで限られた時間内に短時間で舗装工事できる工法として、版製造工場でプレキャストコンクリート版(以下PC版とする)を製造してこれを施工現場に搬入し、それらを施工面上に敷き並べた後に、各PC版を一体化してエプロン床版とする工法が用いられる。
【0003】
図5はこれを概念的に表したものである。
同図において200は予め版製造工場にて製造されたPC版で、その大きさは例えば10m×8m、厚みが200〜300mm、の非常に大型のものである。
このPC版200には、予め4辺の各側面に多数の非貫通の長手形状の孔202が形成してある。
この舗装工法では、多数のPC版200を敷き並べて、隣接するPC版間にまたがるように鋼棒を各PC版の孔202に挿入し、更にそれら孔202の内部及びPC版200と200との間の隙間にコンクリートを流し込んで固化させ、全体のPC版200を一体化してコンクリートのエプロン床版とする。
【0004】
上記孔202は、PC版200を工場で製造する際に同時に成形されるが、その孔202の成形方法として従来図6に示すような方法が考えられている。
図中(A)の方法は、型枠204の開口206から、先端が閉鎖された長手形状のシース管(金属製又は樹脂製)208を、型枠204の内部に挿入しておき(型枠204の内部には予め鉄筋が組まれている)、その後に型枠204の内部にコンクリートを打設及び固化させてPC版(コンクリート成形体)200を成形する。
その後シース管208の、開口206からの突出し部分208aを切断し、そしてPC版200の内部に埋め込まれたシース管208によって、その内側に孔202を形成する。
【0005】
前述したようにPC版200は非常に大型のものであって、4辺の各側面の孔202は、全体として50〜200程度の多数に上る。
而して図6(A)の孔成形方法の場合、それに応じた数のシース管208が必要となって、シース管208に要する材料コストや設置コストが高価なものとなってしまう。
【0006】
更にこの孔成形方法の場合、シース管208と型枠204の開口206との間から流動状態のコンクリートが外部に漏れ出す問題があり、そのためこの孔成形方法では、コンクリートの打設及び固化後において、シース管208における突出し部分208aを切断する作業と併せて、開口206から漏れ出したコンクリートを除去し、仕上げする作業が各孔202毎に必要となり、1枚のPC版200を製造するための仕上げ作業に多大な手間を要し、その作業に要するコストと、材料費に要するコストとによって、PC版200の製造コストが高価なものとなってしまう。
またこの(A)の孔成形方法の場合、シース管208を開口206から型枠204の内部に挿入する際に、型枠内部に予め組んである鉄筋が邪魔になることも多く、型枠204によってはシース管208の挿入セット作業が困難となる場合もある。
【0007】
一方(B)の孔成形方法は、(A)の方法とは異なってシース管208全体を型枠204の内部に設置し、そして型枠204の開口206から、テーパ形状をなすプラグ210をシース管208内部に挿入し、そのプラグ210によってシース管208の図中左端の開口を閉鎖した状態とする。そしてその状態で型枠204の内部にコンクリート打設を行ってこれを固化させ、PC版200を成形すると同時に、シース管208の内側に孔202を形成する。
尚プラグ210は、その後においてシース管208及び開口206から外部に抜き出される。
【0008】
この図6(B)の孔成形方法の場合、(A)の孔成形方法のようにシース管208の突出し部分208aを切断して除去するといった作業を省略できる利点がある。
しかしながらその他の点については、(A)の孔成形方法と同様の問題を残しており、また型枠204の内部におけるプラグ210の露出部分が長いと、その露出部分がコンクリートと固着を起こすために、PC版200の成形後にプラグ210を抜き出すことが困難になるといった問題が生ずる。
【0009】
コンクリート成形体に孔202を成形する方法として、ゴム膨張管を有する孔成形用複合型を用いた方法も従来提案されている。
例えば下記特許文献1にその一例が開示されている。
図7はその具体例を示している。
【0010】
同図において212は孔成形用複合型で、その主要素をなすゴム膨張管214と、その一端部に装着されて同端部を閉鎖する端部金具(端部部材)216と、他端部に装着された端部金具(端部部材)218と、ゴム膨張管214の各端部を外側から締め付ける締付スリーブ(締付部材)219とを有している。この他方の端部金具218には、ゴム膨張管214内部に圧力流体を導入するパイプ220が設けられている。
またゴム膨張管214には、両端が開口形状をなす筒状のシース管222が外装されている。
【0011】
この孔成形方法では、孔成形用複合型212を径方向に収縮させた状態で、その一端部と他端部とを型枠204の開口206により支持する状態に設置し、そしてゴム膨張管214内部への圧力流体の導入によりゴム膨張管214を径方向に膨張させる。
このとき、シース管222からはみ出したゴム膨張管214の各端部が膨張して型枠204の開口206に密着し、開口206をシールした状態となる。
その後に型枠200の内部にコンクリートが打設されて固化せしめられる。
【0012】
その後圧力流体の排出によりゴム膨張管214を収縮させた上で、即ち縮径させた上で、孔成形用複合型212をコンクリート成形体内部に埋込状態となったシース管222及び型枠200の開口206から抜き出す。
ここにおいてコンクリート成形体の内部に貫通の孔が成形される。
【0013】
しかしながら図7の孔成形方法は、孔成形用複合型212の各端部を型枠204の開口206により支持した状態で、コンクリート打設により孔を成形するもので、コンクリート成形体を貫通する孔を成形する場合に限って適用可能なものであり、上記PC版200における非貫通、即ち行き止まり孔形態の孔202を成形する方法としては適用できない問題がある。
【0014】
図7の孔成形用複合型212を用いて図5のPC版200の孔202を成形する場合には、型枠204の内部の空間内に位置する孔成形用複合型212の先端部の位置決め及び支持ができなくなり、加えてコンクリート打設及び固化により、孔成形用複合型212の先端部の端部部材や締付スリーブとコンクリートとの固着の問題が生じて、ゴム膨張管214を収縮させても、これを型枠200外に取り出すことができなくなる。
【0015】
以上空港エプロン床版用のPC版の製造を例として説明したが、同様の問題は他のコンクリート成形体に非貫通の孔を成形する場合においても共通して生じ得る。
【0016】
【特許文献1】特開2000−43018号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
本発明は以上のような事情を背景とし、材料コスト,作業コスト共に安価で、空港エプロン床版用のPC版等のコンクリート成形体に容易に孔を成形することのできる、コンクリート成形体の孔成形方法及びこれに用いる孔成形装置を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0018】
而して請求項1は孔成形方法に関するもので、コンクリート成形体に長手形状の非貫通の孔を成形する方法であって、前記孔に対応した長手形状をなし、内部への圧力流体の導入及び排出により径方向に膨張及び収縮するゴム膨張管を有する孔成形用ゴム型を、先端部が型枠の内部に位置し他端側が該型枠に形成した開口を挿通して外部に突き出すように収縮状態で設置して該他端側を該開口にて支持するとともに、前記型枠の内部には、軸方向の一端が開放部とされ、他端が閉鎖部とされた有底筒状のキャップを、該開放部が前記型枠の開口を向くように固定状態に設置して、該キャップにて前記孔成形用ゴム型の前記先端部を被い且つ支持した状態となしその後において前記圧力流体の導入により前記ゴム膨張管を膨張させることにより、前記型枠の開口と前記孔成形用ゴム型の前記他端側の部分との間、及び前記キャップと該孔成形用ゴム型の前記先端部との間をシールした状態となし、該シール状態の下で前記型枠の内部に流動状態のコンクリートを打設及び固化させた後、前記圧力流体の排出により前記ゴム膨張管を収縮させて、前記孔成形用ゴム型を前記型枠の開口より抜き出すことで、コンクリート成形体の成形と同時に前記孔を成形することを特徴とする。
【0019】
請求項2の方法は、請求項1において、前記コンクリート成形体が、床版用のプレキャストコンクリート成形体であることを特徴とする。
【0020】
請求項3の方法は、請求項1,2の何れかにおいて、前記孔成形用ゴム型が、先端が開口形状をなす前記ゴム膨張管と、該ゴム膨張管の先端部の内部に挿入されて該先端の開口を閉鎖する剛性の端部部材と、該ゴム膨張管の先端部を外側から締め付けて該ゴム膨張管の先端部と該端部部材とを固定する剛性の締付部材と、を有するものであり、前記キャップが該締付部材及び該端部部材を含む前記孔成形用ゴム型の先端部を被うものであることを特徴とする。
【0021】
請求項4の方法は、請求項1〜3の何れかにおいて、前記キャップを、前記型枠の内部に組んだ鉄筋に固定して該型枠の内部に設置することを特徴とする。
【0022】
請求項5は孔成形装置に関するもので、コンクリート成形体に長手形状の非貫通の孔を成形する装置であって、(a)前記孔に対応した長手形状をなし、内部への圧力流体の導入及び排出により径方向に膨張及び収縮するゴム膨張管を有する孔成形用ゴム型と、(b)軸方向の一端が開放部とされ、他端が閉鎖部とされた有底筒状をなし、型枠の内部に固定状態に設置されて前記孔成形用ゴム型の先端部を被うキャップと、を有することを特徴とする。
【0023】
請求項6はコンクリート成形体に関するもので、このコンクリート成形体は、長手形状の非貫通の孔を複数有する床版用のプレキャストコンクリート成形体であって、前記孔の奥側の端部を除いて該孔の内表面の全体がコンクリート素地面であることを特徴とする。
【発明の作用・効果】
【0024】
以上のように請求項1の孔成形方法は、型枠の内部の空間に有底筒状をなすキャップを固定状態に設置し、そしてゴム膨張管を有する孔成形用ゴム型の先端部を、そのキャップ内に挿入して、かかるキャップにより孔成形用ゴム型の先端部を位置決め及び支持した状態とするとともに、他端側を型枠の開口を通じて外側に突き出させ、その状態でゴム膨張管内部への圧力流体の導入によりゴム膨張管を径方向に膨張させて、孔成形用ゴム型の先端部とキャップとの間、及び型枠の開口とゴム膨張管の他端側の部分との間をシールし、そしてそのシール状態の下で型枠の内部にコンクリート打設を行ってこれを固化させ、コンクリート成形すると同時にその内部に孔を成形する。そしてゴム膨張管から圧力流体を排出することでゴム膨張管を収縮させ、孔成形用ゴム型をコンクリート成形体及び型枠から抜き出す。
【0025】
この孔成形方法によれば、従来必要とされていたシース管を不要となすことができ、必要な材料コストを低減することができる。
またこの孔成形方法によれば、型枠からのシース管の突出し部分を切断する作業も不要となし得、更に型枠の開口はゴム膨張管の膨張により良好にシールされるため、その開口から流動状態のコンクリートが型枠外部に漏れ出す問題も生じず、従ってその漏れ出したコンクリートを除去して仕上げを行うための作業も不要化でき、全体としてコンクリート成形体及び孔成形のためのコストを大幅に削減することができる。
併せてコンクリート成形体及び孔成形のための作業を極めて簡単化することができる。
またこの孔成形方法では、孔成形用ゴム型を型枠の開口からその内部に挿入する場合においても、ゴム膨張管を径方向に収縮させた小径状態で挿入することができるため、型枠内部に鉄筋が組まれている場合であっても、支障なくこれをその内部に挿入作業することができる。
【0026】
また本発明の孔成形方法によれば、孔の奥側の端部を除いて孔の内表面の全体をコンクリート素地面となすことができる。
この場合孔の内表面にはシース管等の異物がなく、コンクリート素地面が露出しているため、後のモルタル等の充填材との馴染みが良く、接着効果が高い利点が得られる。
【0027】
本発明は、特に床版用のPC成形体の孔成形に適用して好適なものである(請求項2)。
また上記孔成形用ゴム型として、先端が開口形状をなすゴム膨張管の先端部に装着されてその開口を閉鎖する剛性の端部部材と、ゴム膨張管の先端部を外側から締め付けてゴム膨張管の先端部と端部部材とを固定する剛性の締付部材とを有するものを用いることができる。
このようにすることで、孔成形用ゴム型を簡単な構造で容易に構成することができる。
【0028】
一方でこのような締付部材及び端部部材をゴム膨張管の先端部に有する孔成形用ゴム型を用いた場合、その先端部が型枠の内部にそのまま露出した状態でコンクリート打設を行うと、端部部材特にその締付部材の部分でコンクリートとの固着を起してしまい、コンクリート成形後においてゴム膨張管を収縮させても、これを抜き出すことが困難となる。
【0029】
しかるにこの請求項3では上記キャップが端部部材及び締付部材を内側に包むように設置されて、ゴム膨張管の膨張によりキャップの開放部がゴム膨張管にてシールされるため、型枠の内部に流動状態のコンクリートを打設しても、コンクリートがキャップの内部に漏れて入り込むのが良好に防止される。従ってコンクリート成形体及び孔成形後において、ゴム膨張管の収縮により孔成形用ゴム型を容易に外部に抜き出し、脱型することができる。
【0030】
ここで上記キャップは、型枠内に予め組んである鉄筋に固定することにより、これを固定状態に設置することができる(請求項4)。
このようにすれば、キャップを極めて簡単に目的の位置に且つ固定状態に設置することができる。
【0031】
次に請求項5は、上記ゴム膨張管を有する孔成形用ゴム型と、型枠内に固定状態に設置され、孔成形用ゴム型の先端部を外側から被うキャップとを含んで孔成形装置を構成したもので、この請求項5の孔成形装置を用いることで、上記孔成形方法を良好に実施することができる。
【0032】
請求項6は、コンクリート成形体に関するもので、このコンクリート成形体は、長手形状の非貫通の孔を複数有する床版用のプレキャストコンクリート成形体であって、孔の奥側の端部を除いて孔の内表面の全体がコンクリート素地面となしてあることから、即ち孔の内表面にシース管等の異物が無く、コンクリート素地面が露出しているため、後に孔内にモルタル等の充填材を入れたときに充填材との馴染みが良く、高い接着力が得られる利点を有する。
【発明を実施するための最良の形態】
【0033】
次に本発明の実施形態を図面に基づいて詳しく説明する。
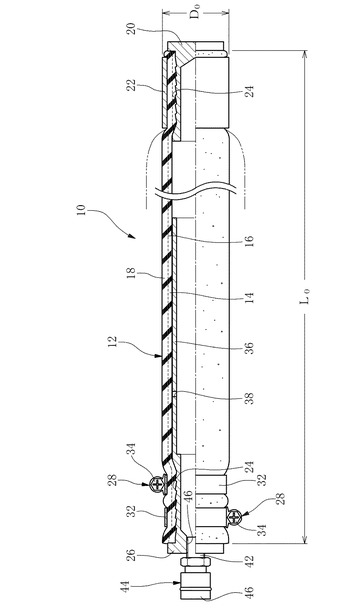
図1において、10は全体として円筒形状をなす孔成形用ゴム型で、12はその主要素をなすゴム膨張管である。
ゴム膨張管12は、内面ゴム層14と、補強層16と、外面ゴム層18との積層構造をなしている。
この実施形態では、内面ゴム層14としてSBRが用いられており、また外面ゴム層18としてCRが用いられている。また補強層16は化学繊維を編組したもので、編み角が静止角度(54°)以下(例えば30°程度)とされており、ゴム膨張管12が十分に径方向に膨張可能とされている。
【0034】
ゴム膨張管12は両端が開口形状をなしており、図中右端部に端部金具(端部部材)20が挿入状態に装着されている。
端部金具20は底付の円筒形状をなしており、この端部金具20がゴム膨張管12の図中右端部に装着されることで、ゴム膨張管12の同端部が閉鎖されている。
端部金具20の円筒部の外周面には断面形状が鋸刃形状をなす係合歯24が形成されており、この係合歯24のゴム膨張管12内面への食い込みによって、端部金具20がゴム膨張管12から抜け防止されている。
【0035】
ゴム膨張管12の図中右端部には、金属製の締付スリーブ(締付部材)22が外装されており、この締付スリーブ22によりゴム膨張管12の右端部が縮径方向に締め付けられることで、端部金具20とゴム膨張管12の右端部とが強固に固定されている。
【0036】
一方ゴム膨張管12の左端部には、円筒形状をなす端部金具(端部部材)26が挿入状態に装着されている。
この端部金具26にもまた、外周面に断面形状が鋸刃状をなす係合歯24が設けられており、その係合歯24のゴム膨張管12内面への食い込みによって、端部金具26がゴム膨張管12から抜け防止されている。
【0037】
ゴム膨張管12の左端部には、一対の締付バンド28が外装されている。
これら締付バンド28は、上記締付スリーブ22よりも細幅をなす金属製の帯状バンド32とこれを締付操作するねじ部34とを有している。
これら帯状バンド32は、ねじ部34をねじ込み方向に回転操作すると縮径してゴム膨張管12に対する締付力を高め、その締付力によってゴム膨張管12の図中左端部と端部金具26とを強固に固定する。
【0038】
端部金具26には、円筒形状をなす芯体金具36が一体に構成されている。
芯体金具36は、ゴム膨張管12の内面に沿って軸方向に延び、その先端が所定距離を隔てて上記の端部金具20の軸方向の端面に対向している。
ここで芯体金具36は、ゴム膨張管12の収縮状態の下でその内面に接触せしめられている。
尚、この芯体金具36には径方向に貫通の小孔38が備えられている。この小孔38はエアを芯体金具36の内外に通過させる。
【0039】
芯体金具36は、ゴム膨張管12を直線状に形状保持する働きをなすもので、この芯体金具36の存在によって、孔成形用ゴム型10を後述の図2の型枠48の開口50に通し且つ型枠48の内部に挿入する際に、良好にこれを行うことができる。
またこの芯体金具36の剛性によって、型枠48内にコンクリートを打設する際、打設圧力で孔成形用ゴム型10が曲り変形するのを防止し得て、目的とする形状の孔を良好に成形することができる。
【0040】
図中左端部の端部金具26は、中心部に雌ねじ孔46を有しており、そこに雄ねじ管部42を有するカプラ44がねじ結合されている。
カプラ44は図中左端に圧力エアの導入口46を備えている。
尚この実施形態において、ゴム膨張管12は収縮状態でその全長L0が900mmとされ、また締付スリーブ22の外径D0が52mmとされている。
【0041】
次にこの孔成形用ゴム型10を用いて、コンクリート成形体としてのPC版に長手形状の孔を成形する方法を以下に具体的に説明する。
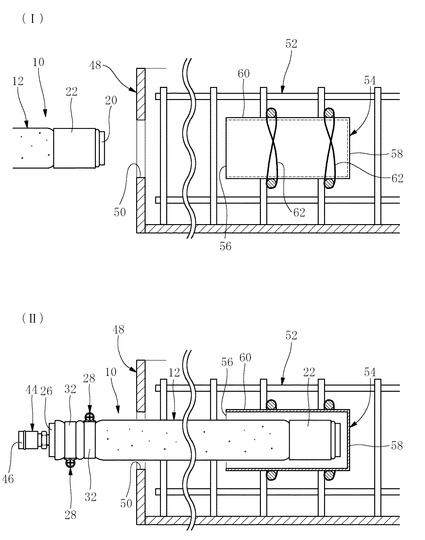
図2において、48はコンクリート成形用の型枠で、孔成形のための開口50が設けられている。
この実施形態では、型枠48の内部に予め鉄筋52を組んでおくとともに、キャップ(ここでは金属製)54を所定位置に設置しておく。
キャップ54は有底円筒形状をなしていて、軸方向の一端が開放部56とされ、また他端が閉鎖部58とされている。
【0042】
この実施形態では、キャップ54の開放部56を型枠48の開口50に向けて設定した位置に配置し、そしてその周壁部60を金属線62により鉄筋52に固定しておく。
尚このキャップ54は、収縮状態のゴム膨張管12及びその端部の締付スリーブ22よりも周壁部60の内径が大きいものである。
【0043】
本実施形態では、図2(I)に示しているようにキャップ54を型枠48の内部に設置した状態の下で、(II)に示しているようにゴム膨張管12を径方向に収縮させた状態で孔成形用ゴム型10を、型枠48の開口50からその内部に挿入する。
このとき、孔成形用ゴム型10の先端部を、予め型枠48内部に設置してあるキャップ54の内部に挿入する。
そして孔成形用ゴム型10の先端部をキャップ54により位置決め状態に支持させ、また他端側を型枠48の開口50から外部に突き出させて、その他端側の部分を開口50により位置決め状態に支持させる。
【0044】
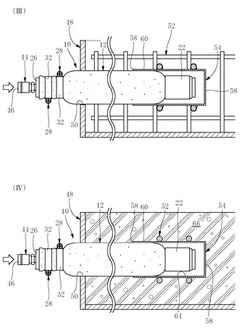
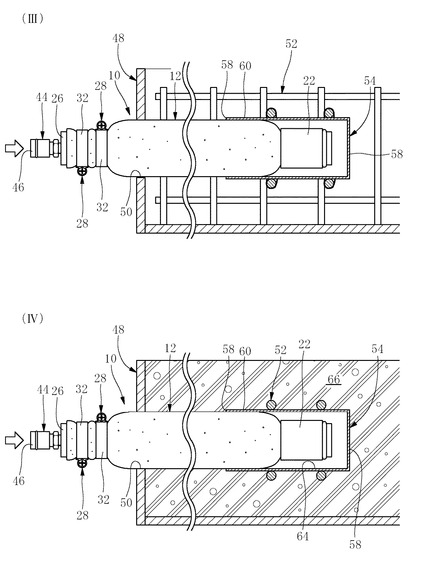
続いて、図3(III)に示しているようにゴム膨張管12の内部に圧力エアを導入してゴム膨張管12を径方向に膨張させる。
このゴム膨張管12の膨張によって、キャップ54の内面と孔成形用ゴム型10の外面、具体的にはゴム膨張管12の外面とが密着した状態となり、また同時に孔成形用ゴム型10の図中左端部、詳しくはゴム膨張管12の外面と型枠48の開口50とが密着した状態となる。即ち孔成形用ゴム型10の右端部とキャップ54との間、及び孔成形用ゴム型10の左端部と開口50との間が隙間無くシールされた状態となる。
【0045】
この状態の下で、図3(IV)に示しているように型枠48内に流動状態のコンクリートを打設し且つその後これを固化させる。
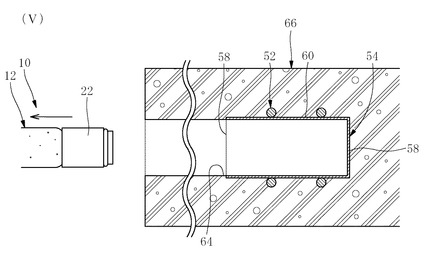
型枠48内部に打設したコンクリートが固化したところで、図4(V)に示しているようにゴム膨張管12内部の圧力エアを排出してゴム膨張管12を収縮させる。即ち孔成形用ゴム型10を収縮させる。
【0046】
ここにおいて孔成形ゴム型10が抜出可能となる。そこで孔成形用ゴム型10を抜き出すことで、コンクリート成形体としてのエプロン床版用のPC版66が成形されると同時に、そのPC版に長手形状の孔64が同時に成形される。
尚、図4(V)に示しているようにキャップ54は、そのままPC版66の内部に埋込状態に残される。
【0047】
以上のような本実施形態によれば、従来必要とされていたシース管を不要となすことができ、そのシース管に必要な材料コストを低減することができる。
またこの実施形態によれば、型枠48からのシース管の突出し部分を切断する作業も不要となし得、更に型枠48の開口50は、孔成形用ゴム型10の膨張により、具体的にはゴム膨張管12の膨張により良好にシールされるため、その開口50から流動状態のコンクリートが型枠48外部に漏れ出す問題も生じず、従ってその漏れ出したコンクリートを除去して仕上げを行なうための作業も不要化でき、全体としてPC版66及び孔64成形のためのコストを大幅に低減することができる。
併せてPC版66及び孔64成形のための作業を極めて簡単化することができる。
【0048】
また本実施形態の成形方法にて得られるPC版66は、孔64の奥側の端部を除いて孔64の内表面の全体がコンクリート素地面となるため、後に孔64内にモルタル等の充填材を充填したときに、その充填材との馴染みが良く、高い接着力が得られる利点を有する。
【0049】
更に本実施形態によれば、端部金具20と締付スリーブ22とを用いることで、ゴム膨張管12の先端部を閉鎖した構造の孔成形用ゴム型10を簡単な構造で容易に構成することができるとともに、孔成形用ゴム型10に端部金具20、特に外面の締付スリーブ22を装着しているにも拘わらず、コンクリートの打設成形時にキャップ54にてその締付スリーブ22を含む孔成形用ゴム型の先端部を外側から被い且つゴム膨張管12の膨張によるシールによって、キャップ54内部へのコンクリートの流入を防止しているため、PC版66及び孔64の成形後において、孔成形用ゴム型10を縮径状態で抜き出すときに、支障なく容易にその抜出しを行なうことができる。
【0050】
また本実施形態では、型枠48の内部において、キャップ54をそこに予め組んである鉄筋52に固定することでキャップ54を設置するようにしていることから、極めて簡単にキャップ54を目的の位置に固定状態に設置することができる。
またキャップ54と孔成形用ゴム型10の先端部との間も、ゴム膨張管12の膨張によるシール作用で良好にシールされるため、キャップ54内部にコンクリートが流れ込むことによって、キャップ54内部に流れ込んで固化したコンクリートと締付スリーブ22とが固着を生じて、孔成形用中型10の円滑な抜出しを阻害する問題も生じない。
【0051】
尚、コンクリート成形体としてのPC版66内部に埋込状態に残されたキャップ54は、図4に示しているように孔64の一部を形成する部材となる。
この孔64には後に鋼棒が挿入され、そして孔64との間に生じた隙間にコンクリートが流し込まれて固化せしめられることで、PC版66同士が鋼棒を介して一体に連結される。
その際に鋼棒とPC版66との連結強度を高めるために、キャップ54の内周面の形状を凹凸形状、例えば螺旋状の溝を有する形状となしておくと、その内面の凹凸形状の働きにより、鋼棒および隙間を埋めたコンクリートとPC版66との連結強度を高めることができる。
【0052】
尚、場合によってゴム膨張管12の外周面を軸方向に沿って連続した凹凸形状となしておくこともできる。
この場合には孔64の内面に、その形状に対応した凹凸形状を付与することができ、鋼棒による連結強度をより高めることができる効果が得られる。
【0053】
以上本発明の実施形態を詳述したがこれはあくまで一例示であり、本発明は空港エプロン床板用のPC版以外のコンクリート成形体の孔成形用に適用することも可能であるし、また孔成形用ゴム型を上記構造ないし形態とは異なった構造、形態で構成することも可能である。更に圧力流体として圧力エア以外の他の流体を用いることも可能である等、本発明はその趣旨を逸脱しない範囲において種々変更を加えた態様・形態で実施可能である。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施形態における孔成形用ゴム型を示した図である。
【図2】本発明の実施形態の孔成形方法の実施手順を示す工程説明図である。
【図3】図2に続く工程説明図である。
【図4】図3に続く工程説明図である。
【図5】空港エプロン床版の施工手順の説明図である。
【図6】図5のPC版の従来の孔成形方法の一例を示す説明図である。
【図7】コンクリート成形体の貫通の孔を成形する従来公知の孔成形方法の説明図である。
【符号の説明】
【0055】
10 孔成形用ゴム型
12 ゴム膨張管
20 端部金具(端部部材)
22 締付スリーブ(締付部材)
26 端部金具(端部部材)
32 帯状バンド(締付部材)
48 型枠
50 開口
52 鉄筋
54 キャップ
56 開放部
58 閉鎖部
64 孔
66 PC版
【技術分野】
【0001】
この発明はコンクリート成形体に長手形状の非貫通の孔を成形する孔成形方法とこれに用いる孔成形装置及びコンクリート成形体に関する。
本発明は、例えば空港エプロン床版用のプレキャストコンクリート版の孔成形に適用して好適である。
【背景技術】
【0002】
空港エプロンは航空機の通行が頻繁な場所であり、通常この空港エプロンの改良整備のための舗装工事は、航空機の運航の無い夜間に行われる。
この舗装工事は、翌朝には航空機が運行できるように行う必要があり、そこで限られた時間内に短時間で舗装工事できる工法として、版製造工場でプレキャストコンクリート版(以下PC版とする)を製造してこれを施工現場に搬入し、それらを施工面上に敷き並べた後に、各PC版を一体化してエプロン床版とする工法が用いられる。
【0003】
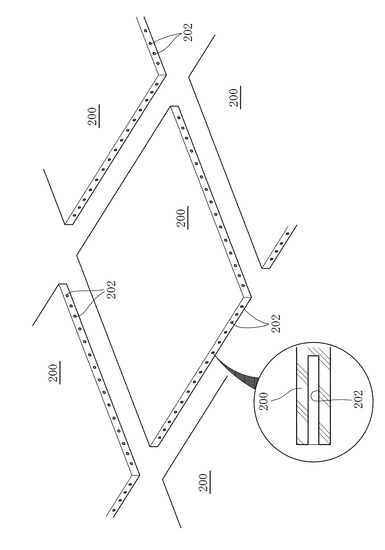
図5はこれを概念的に表したものである。
同図において200は予め版製造工場にて製造されたPC版で、その大きさは例えば10m×8m、厚みが200〜300mm、の非常に大型のものである。
このPC版200には、予め4辺の各側面に多数の非貫通の長手形状の孔202が形成してある。
この舗装工法では、多数のPC版200を敷き並べて、隣接するPC版間にまたがるように鋼棒を各PC版の孔202に挿入し、更にそれら孔202の内部及びPC版200と200との間の隙間にコンクリートを流し込んで固化させ、全体のPC版200を一体化してコンクリートのエプロン床版とする。
【0004】
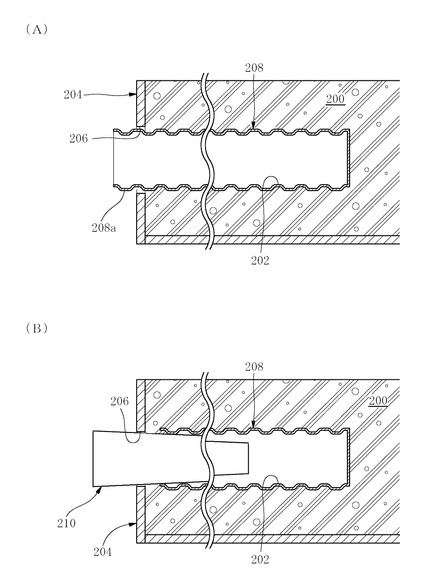
上記孔202は、PC版200を工場で製造する際に同時に成形されるが、その孔202の成形方法として従来図6に示すような方法が考えられている。
図中(A)の方法は、型枠204の開口206から、先端が閉鎖された長手形状のシース管(金属製又は樹脂製)208を、型枠204の内部に挿入しておき(型枠204の内部には予め鉄筋が組まれている)、その後に型枠204の内部にコンクリートを打設及び固化させてPC版(コンクリート成形体)200を成形する。
その後シース管208の、開口206からの突出し部分208aを切断し、そしてPC版200の内部に埋め込まれたシース管208によって、その内側に孔202を形成する。
【0005】
前述したようにPC版200は非常に大型のものであって、4辺の各側面の孔202は、全体として50〜200程度の多数に上る。
而して図6(A)の孔成形方法の場合、それに応じた数のシース管208が必要となって、シース管208に要する材料コストや設置コストが高価なものとなってしまう。
【0006】
更にこの孔成形方法の場合、シース管208と型枠204の開口206との間から流動状態のコンクリートが外部に漏れ出す問題があり、そのためこの孔成形方法では、コンクリートの打設及び固化後において、シース管208における突出し部分208aを切断する作業と併せて、開口206から漏れ出したコンクリートを除去し、仕上げする作業が各孔202毎に必要となり、1枚のPC版200を製造するための仕上げ作業に多大な手間を要し、その作業に要するコストと、材料費に要するコストとによって、PC版200の製造コストが高価なものとなってしまう。
またこの(A)の孔成形方法の場合、シース管208を開口206から型枠204の内部に挿入する際に、型枠内部に予め組んである鉄筋が邪魔になることも多く、型枠204によってはシース管208の挿入セット作業が困難となる場合もある。
【0007】
一方(B)の孔成形方法は、(A)の方法とは異なってシース管208全体を型枠204の内部に設置し、そして型枠204の開口206から、テーパ形状をなすプラグ210をシース管208内部に挿入し、そのプラグ210によってシース管208の図中左端の開口を閉鎖した状態とする。そしてその状態で型枠204の内部にコンクリート打設を行ってこれを固化させ、PC版200を成形すると同時に、シース管208の内側に孔202を形成する。
尚プラグ210は、その後においてシース管208及び開口206から外部に抜き出される。
【0008】
この図6(B)の孔成形方法の場合、(A)の孔成形方法のようにシース管208の突出し部分208aを切断して除去するといった作業を省略できる利点がある。
しかしながらその他の点については、(A)の孔成形方法と同様の問題を残しており、また型枠204の内部におけるプラグ210の露出部分が長いと、その露出部分がコンクリートと固着を起こすために、PC版200の成形後にプラグ210を抜き出すことが困難になるといった問題が生ずる。
【0009】
コンクリート成形体に孔202を成形する方法として、ゴム膨張管を有する孔成形用複合型を用いた方法も従来提案されている。
例えば下記特許文献1にその一例が開示されている。
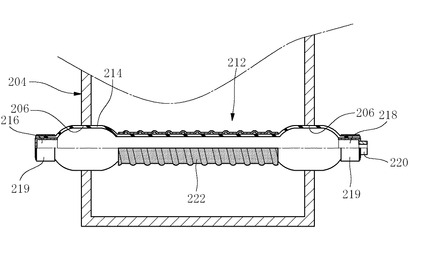
図7はその具体例を示している。
【0010】
同図において212は孔成形用複合型で、その主要素をなすゴム膨張管214と、その一端部に装着されて同端部を閉鎖する端部金具(端部部材)216と、他端部に装着された端部金具(端部部材)218と、ゴム膨張管214の各端部を外側から締め付ける締付スリーブ(締付部材)219とを有している。この他方の端部金具218には、ゴム膨張管214内部に圧力流体を導入するパイプ220が設けられている。
またゴム膨張管214には、両端が開口形状をなす筒状のシース管222が外装されている。
【0011】
この孔成形方法では、孔成形用複合型212を径方向に収縮させた状態で、その一端部と他端部とを型枠204の開口206により支持する状態に設置し、そしてゴム膨張管214内部への圧力流体の導入によりゴム膨張管214を径方向に膨張させる。
このとき、シース管222からはみ出したゴム膨張管214の各端部が膨張して型枠204の開口206に密着し、開口206をシールした状態となる。
その後に型枠200の内部にコンクリートが打設されて固化せしめられる。
【0012】
その後圧力流体の排出によりゴム膨張管214を収縮させた上で、即ち縮径させた上で、孔成形用複合型212をコンクリート成形体内部に埋込状態となったシース管222及び型枠200の開口206から抜き出す。
ここにおいてコンクリート成形体の内部に貫通の孔が成形される。
【0013】
しかしながら図7の孔成形方法は、孔成形用複合型212の各端部を型枠204の開口206により支持した状態で、コンクリート打設により孔を成形するもので、コンクリート成形体を貫通する孔を成形する場合に限って適用可能なものであり、上記PC版200における非貫通、即ち行き止まり孔形態の孔202を成形する方法としては適用できない問題がある。
【0014】
図7の孔成形用複合型212を用いて図5のPC版200の孔202を成形する場合には、型枠204の内部の空間内に位置する孔成形用複合型212の先端部の位置決め及び支持ができなくなり、加えてコンクリート打設及び固化により、孔成形用複合型212の先端部の端部部材や締付スリーブとコンクリートとの固着の問題が生じて、ゴム膨張管214を収縮させても、これを型枠200外に取り出すことができなくなる。
【0015】
以上空港エプロン床版用のPC版の製造を例として説明したが、同様の問題は他のコンクリート成形体に非貫通の孔を成形する場合においても共通して生じ得る。
【0016】
【特許文献1】特開2000−43018号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
本発明は以上のような事情を背景とし、材料コスト,作業コスト共に安価で、空港エプロン床版用のPC版等のコンクリート成形体に容易に孔を成形することのできる、コンクリート成形体の孔成形方法及びこれに用いる孔成形装置を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0018】
而して請求項1は孔成形方法に関するもので、コンクリート成形体に長手形状の非貫通の孔を成形する方法であって、前記孔に対応した長手形状をなし、内部への圧力流体の導入及び排出により径方向に膨張及び収縮するゴム膨張管を有する孔成形用ゴム型を、先端部が型枠の内部に位置し他端側が該型枠に形成した開口を挿通して外部に突き出すように収縮状態で設置して該他端側を該開口にて支持するとともに、前記型枠の内部には、軸方向の一端が開放部とされ、他端が閉鎖部とされた有底筒状のキャップを、該開放部が前記型枠の開口を向くように固定状態に設置して、該キャップにて前記孔成形用ゴム型の前記先端部を被い且つ支持した状態となしその後において前記圧力流体の導入により前記ゴム膨張管を膨張させることにより、前記型枠の開口と前記孔成形用ゴム型の前記他端側の部分との間、及び前記キャップと該孔成形用ゴム型の前記先端部との間をシールした状態となし、該シール状態の下で前記型枠の内部に流動状態のコンクリートを打設及び固化させた後、前記圧力流体の排出により前記ゴム膨張管を収縮させて、前記孔成形用ゴム型を前記型枠の開口より抜き出すことで、コンクリート成形体の成形と同時に前記孔を成形することを特徴とする。
【0019】
請求項2の方法は、請求項1において、前記コンクリート成形体が、床版用のプレキャストコンクリート成形体であることを特徴とする。
【0020】
請求項3の方法は、請求項1,2の何れかにおいて、前記孔成形用ゴム型が、先端が開口形状をなす前記ゴム膨張管と、該ゴム膨張管の先端部の内部に挿入されて該先端の開口を閉鎖する剛性の端部部材と、該ゴム膨張管の先端部を外側から締め付けて該ゴム膨張管の先端部と該端部部材とを固定する剛性の締付部材と、を有するものであり、前記キャップが該締付部材及び該端部部材を含む前記孔成形用ゴム型の先端部を被うものであることを特徴とする。
【0021】
請求項4の方法は、請求項1〜3の何れかにおいて、前記キャップを、前記型枠の内部に組んだ鉄筋に固定して該型枠の内部に設置することを特徴とする。
【0022】
請求項5は孔成形装置に関するもので、コンクリート成形体に長手形状の非貫通の孔を成形する装置であって、(a)前記孔に対応した長手形状をなし、内部への圧力流体の導入及び排出により径方向に膨張及び収縮するゴム膨張管を有する孔成形用ゴム型と、(b)軸方向の一端が開放部とされ、他端が閉鎖部とされた有底筒状をなし、型枠の内部に固定状態に設置されて前記孔成形用ゴム型の先端部を被うキャップと、を有することを特徴とする。
【0023】
請求項6はコンクリート成形体に関するもので、このコンクリート成形体は、長手形状の非貫通の孔を複数有する床版用のプレキャストコンクリート成形体であって、前記孔の奥側の端部を除いて該孔の内表面の全体がコンクリート素地面であることを特徴とする。
【発明の作用・効果】
【0024】
以上のように請求項1の孔成形方法は、型枠の内部の空間に有底筒状をなすキャップを固定状態に設置し、そしてゴム膨張管を有する孔成形用ゴム型の先端部を、そのキャップ内に挿入して、かかるキャップにより孔成形用ゴム型の先端部を位置決め及び支持した状態とするとともに、他端側を型枠の開口を通じて外側に突き出させ、その状態でゴム膨張管内部への圧力流体の導入によりゴム膨張管を径方向に膨張させて、孔成形用ゴム型の先端部とキャップとの間、及び型枠の開口とゴム膨張管の他端側の部分との間をシールし、そしてそのシール状態の下で型枠の内部にコンクリート打設を行ってこれを固化させ、コンクリート成形すると同時にその内部に孔を成形する。そしてゴム膨張管から圧力流体を排出することでゴム膨張管を収縮させ、孔成形用ゴム型をコンクリート成形体及び型枠から抜き出す。
【0025】
この孔成形方法によれば、従来必要とされていたシース管を不要となすことができ、必要な材料コストを低減することができる。
またこの孔成形方法によれば、型枠からのシース管の突出し部分を切断する作業も不要となし得、更に型枠の開口はゴム膨張管の膨張により良好にシールされるため、その開口から流動状態のコンクリートが型枠外部に漏れ出す問題も生じず、従ってその漏れ出したコンクリートを除去して仕上げを行うための作業も不要化でき、全体としてコンクリート成形体及び孔成形のためのコストを大幅に削減することができる。
併せてコンクリート成形体及び孔成形のための作業を極めて簡単化することができる。
またこの孔成形方法では、孔成形用ゴム型を型枠の開口からその内部に挿入する場合においても、ゴム膨張管を径方向に収縮させた小径状態で挿入することができるため、型枠内部に鉄筋が組まれている場合であっても、支障なくこれをその内部に挿入作業することができる。
【0026】
また本発明の孔成形方法によれば、孔の奥側の端部を除いて孔の内表面の全体をコンクリート素地面となすことができる。
この場合孔の内表面にはシース管等の異物がなく、コンクリート素地面が露出しているため、後のモルタル等の充填材との馴染みが良く、接着効果が高い利点が得られる。
【0027】
本発明は、特に床版用のPC成形体の孔成形に適用して好適なものである(請求項2)。
また上記孔成形用ゴム型として、先端が開口形状をなすゴム膨張管の先端部に装着されてその開口を閉鎖する剛性の端部部材と、ゴム膨張管の先端部を外側から締め付けてゴム膨張管の先端部と端部部材とを固定する剛性の締付部材とを有するものを用いることができる。
このようにすることで、孔成形用ゴム型を簡単な構造で容易に構成することができる。
【0028】
一方でこのような締付部材及び端部部材をゴム膨張管の先端部に有する孔成形用ゴム型を用いた場合、その先端部が型枠の内部にそのまま露出した状態でコンクリート打設を行うと、端部部材特にその締付部材の部分でコンクリートとの固着を起してしまい、コンクリート成形後においてゴム膨張管を収縮させても、これを抜き出すことが困難となる。
【0029】
しかるにこの請求項3では上記キャップが端部部材及び締付部材を内側に包むように設置されて、ゴム膨張管の膨張によりキャップの開放部がゴム膨張管にてシールされるため、型枠の内部に流動状態のコンクリートを打設しても、コンクリートがキャップの内部に漏れて入り込むのが良好に防止される。従ってコンクリート成形体及び孔成形後において、ゴム膨張管の収縮により孔成形用ゴム型を容易に外部に抜き出し、脱型することができる。
【0030】
ここで上記キャップは、型枠内に予め組んである鉄筋に固定することにより、これを固定状態に設置することができる(請求項4)。
このようにすれば、キャップを極めて簡単に目的の位置に且つ固定状態に設置することができる。
【0031】
次に請求項5は、上記ゴム膨張管を有する孔成形用ゴム型と、型枠内に固定状態に設置され、孔成形用ゴム型の先端部を外側から被うキャップとを含んで孔成形装置を構成したもので、この請求項5の孔成形装置を用いることで、上記孔成形方法を良好に実施することができる。
【0032】
請求項6は、コンクリート成形体に関するもので、このコンクリート成形体は、長手形状の非貫通の孔を複数有する床版用のプレキャストコンクリート成形体であって、孔の奥側の端部を除いて孔の内表面の全体がコンクリート素地面となしてあることから、即ち孔の内表面にシース管等の異物が無く、コンクリート素地面が露出しているため、後に孔内にモルタル等の充填材を入れたときに充填材との馴染みが良く、高い接着力が得られる利点を有する。
【発明を実施するための最良の形態】
【0033】
次に本発明の実施形態を図面に基づいて詳しく説明する。
図1において、10は全体として円筒形状をなす孔成形用ゴム型で、12はその主要素をなすゴム膨張管である。
ゴム膨張管12は、内面ゴム層14と、補強層16と、外面ゴム層18との積層構造をなしている。
この実施形態では、内面ゴム層14としてSBRが用いられており、また外面ゴム層18としてCRが用いられている。また補強層16は化学繊維を編組したもので、編み角が静止角度(54°)以下(例えば30°程度)とされており、ゴム膨張管12が十分に径方向に膨張可能とされている。
【0034】
ゴム膨張管12は両端が開口形状をなしており、図中右端部に端部金具(端部部材)20が挿入状態に装着されている。
端部金具20は底付の円筒形状をなしており、この端部金具20がゴム膨張管12の図中右端部に装着されることで、ゴム膨張管12の同端部が閉鎖されている。
端部金具20の円筒部の外周面には断面形状が鋸刃形状をなす係合歯24が形成されており、この係合歯24のゴム膨張管12内面への食い込みによって、端部金具20がゴム膨張管12から抜け防止されている。
【0035】
ゴム膨張管12の図中右端部には、金属製の締付スリーブ(締付部材)22が外装されており、この締付スリーブ22によりゴム膨張管12の右端部が縮径方向に締め付けられることで、端部金具20とゴム膨張管12の右端部とが強固に固定されている。
【0036】
一方ゴム膨張管12の左端部には、円筒形状をなす端部金具(端部部材)26が挿入状態に装着されている。
この端部金具26にもまた、外周面に断面形状が鋸刃状をなす係合歯24が設けられており、その係合歯24のゴム膨張管12内面への食い込みによって、端部金具26がゴム膨張管12から抜け防止されている。
【0037】
ゴム膨張管12の左端部には、一対の締付バンド28が外装されている。
これら締付バンド28は、上記締付スリーブ22よりも細幅をなす金属製の帯状バンド32とこれを締付操作するねじ部34とを有している。
これら帯状バンド32は、ねじ部34をねじ込み方向に回転操作すると縮径してゴム膨張管12に対する締付力を高め、その締付力によってゴム膨張管12の図中左端部と端部金具26とを強固に固定する。
【0038】
端部金具26には、円筒形状をなす芯体金具36が一体に構成されている。
芯体金具36は、ゴム膨張管12の内面に沿って軸方向に延び、その先端が所定距離を隔てて上記の端部金具20の軸方向の端面に対向している。
ここで芯体金具36は、ゴム膨張管12の収縮状態の下でその内面に接触せしめられている。
尚、この芯体金具36には径方向に貫通の小孔38が備えられている。この小孔38はエアを芯体金具36の内外に通過させる。
【0039】
芯体金具36は、ゴム膨張管12を直線状に形状保持する働きをなすもので、この芯体金具36の存在によって、孔成形用ゴム型10を後述の図2の型枠48の開口50に通し且つ型枠48の内部に挿入する際に、良好にこれを行うことができる。
またこの芯体金具36の剛性によって、型枠48内にコンクリートを打設する際、打設圧力で孔成形用ゴム型10が曲り変形するのを防止し得て、目的とする形状の孔を良好に成形することができる。
【0040】
図中左端部の端部金具26は、中心部に雌ねじ孔46を有しており、そこに雄ねじ管部42を有するカプラ44がねじ結合されている。
カプラ44は図中左端に圧力エアの導入口46を備えている。
尚この実施形態において、ゴム膨張管12は収縮状態でその全長L0が900mmとされ、また締付スリーブ22の外径D0が52mmとされている。
【0041】
次にこの孔成形用ゴム型10を用いて、コンクリート成形体としてのPC版に長手形状の孔を成形する方法を以下に具体的に説明する。
図2において、48はコンクリート成形用の型枠で、孔成形のための開口50が設けられている。
この実施形態では、型枠48の内部に予め鉄筋52を組んでおくとともに、キャップ(ここでは金属製)54を所定位置に設置しておく。
キャップ54は有底円筒形状をなしていて、軸方向の一端が開放部56とされ、また他端が閉鎖部58とされている。
【0042】
この実施形態では、キャップ54の開放部56を型枠48の開口50に向けて設定した位置に配置し、そしてその周壁部60を金属線62により鉄筋52に固定しておく。
尚このキャップ54は、収縮状態のゴム膨張管12及びその端部の締付スリーブ22よりも周壁部60の内径が大きいものである。
【0043】
本実施形態では、図2(I)に示しているようにキャップ54を型枠48の内部に設置した状態の下で、(II)に示しているようにゴム膨張管12を径方向に収縮させた状態で孔成形用ゴム型10を、型枠48の開口50からその内部に挿入する。
このとき、孔成形用ゴム型10の先端部を、予め型枠48内部に設置してあるキャップ54の内部に挿入する。
そして孔成形用ゴム型10の先端部をキャップ54により位置決め状態に支持させ、また他端側を型枠48の開口50から外部に突き出させて、その他端側の部分を開口50により位置決め状態に支持させる。
【0044】
続いて、図3(III)に示しているようにゴム膨張管12の内部に圧力エアを導入してゴム膨張管12を径方向に膨張させる。
このゴム膨張管12の膨張によって、キャップ54の内面と孔成形用ゴム型10の外面、具体的にはゴム膨張管12の外面とが密着した状態となり、また同時に孔成形用ゴム型10の図中左端部、詳しくはゴム膨張管12の外面と型枠48の開口50とが密着した状態となる。即ち孔成形用ゴム型10の右端部とキャップ54との間、及び孔成形用ゴム型10の左端部と開口50との間が隙間無くシールされた状態となる。
【0045】
この状態の下で、図3(IV)に示しているように型枠48内に流動状態のコンクリートを打設し且つその後これを固化させる。
型枠48内部に打設したコンクリートが固化したところで、図4(V)に示しているようにゴム膨張管12内部の圧力エアを排出してゴム膨張管12を収縮させる。即ち孔成形用ゴム型10を収縮させる。
【0046】
ここにおいて孔成形ゴム型10が抜出可能となる。そこで孔成形用ゴム型10を抜き出すことで、コンクリート成形体としてのエプロン床版用のPC版66が成形されると同時に、そのPC版に長手形状の孔64が同時に成形される。
尚、図4(V)に示しているようにキャップ54は、そのままPC版66の内部に埋込状態に残される。
【0047】
以上のような本実施形態によれば、従来必要とされていたシース管を不要となすことができ、そのシース管に必要な材料コストを低減することができる。
またこの実施形態によれば、型枠48からのシース管の突出し部分を切断する作業も不要となし得、更に型枠48の開口50は、孔成形用ゴム型10の膨張により、具体的にはゴム膨張管12の膨張により良好にシールされるため、その開口50から流動状態のコンクリートが型枠48外部に漏れ出す問題も生じず、従ってその漏れ出したコンクリートを除去して仕上げを行なうための作業も不要化でき、全体としてPC版66及び孔64成形のためのコストを大幅に低減することができる。
併せてPC版66及び孔64成形のための作業を極めて簡単化することができる。
【0048】
また本実施形態の成形方法にて得られるPC版66は、孔64の奥側の端部を除いて孔64の内表面の全体がコンクリート素地面となるため、後に孔64内にモルタル等の充填材を充填したときに、その充填材との馴染みが良く、高い接着力が得られる利点を有する。
【0049】
更に本実施形態によれば、端部金具20と締付スリーブ22とを用いることで、ゴム膨張管12の先端部を閉鎖した構造の孔成形用ゴム型10を簡単な構造で容易に構成することができるとともに、孔成形用ゴム型10に端部金具20、特に外面の締付スリーブ22を装着しているにも拘わらず、コンクリートの打設成形時にキャップ54にてその締付スリーブ22を含む孔成形用ゴム型の先端部を外側から被い且つゴム膨張管12の膨張によるシールによって、キャップ54内部へのコンクリートの流入を防止しているため、PC版66及び孔64の成形後において、孔成形用ゴム型10を縮径状態で抜き出すときに、支障なく容易にその抜出しを行なうことができる。
【0050】
また本実施形態では、型枠48の内部において、キャップ54をそこに予め組んである鉄筋52に固定することでキャップ54を設置するようにしていることから、極めて簡単にキャップ54を目的の位置に固定状態に設置することができる。
またキャップ54と孔成形用ゴム型10の先端部との間も、ゴム膨張管12の膨張によるシール作用で良好にシールされるため、キャップ54内部にコンクリートが流れ込むことによって、キャップ54内部に流れ込んで固化したコンクリートと締付スリーブ22とが固着を生じて、孔成形用中型10の円滑な抜出しを阻害する問題も生じない。
【0051】
尚、コンクリート成形体としてのPC版66内部に埋込状態に残されたキャップ54は、図4に示しているように孔64の一部を形成する部材となる。
この孔64には後に鋼棒が挿入され、そして孔64との間に生じた隙間にコンクリートが流し込まれて固化せしめられることで、PC版66同士が鋼棒を介して一体に連結される。
その際に鋼棒とPC版66との連結強度を高めるために、キャップ54の内周面の形状を凹凸形状、例えば螺旋状の溝を有する形状となしておくと、その内面の凹凸形状の働きにより、鋼棒および隙間を埋めたコンクリートとPC版66との連結強度を高めることができる。
【0052】
尚、場合によってゴム膨張管12の外周面を軸方向に沿って連続した凹凸形状となしておくこともできる。
この場合には孔64の内面に、その形状に対応した凹凸形状を付与することができ、鋼棒による連結強度をより高めることができる効果が得られる。
【0053】
以上本発明の実施形態を詳述したがこれはあくまで一例示であり、本発明は空港エプロン床板用のPC版以外のコンクリート成形体の孔成形用に適用することも可能であるし、また孔成形用ゴム型を上記構造ないし形態とは異なった構造、形態で構成することも可能である。更に圧力流体として圧力エア以外の他の流体を用いることも可能である等、本発明はその趣旨を逸脱しない範囲において種々変更を加えた態様・形態で実施可能である。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施形態における孔成形用ゴム型を示した図である。
【図2】本発明の実施形態の孔成形方法の実施手順を示す工程説明図である。
【図3】図2に続く工程説明図である。
【図4】図3に続く工程説明図である。
【図5】空港エプロン床版の施工手順の説明図である。
【図6】図5のPC版の従来の孔成形方法の一例を示す説明図である。
【図7】コンクリート成形体の貫通の孔を成形する従来公知の孔成形方法の説明図である。
【符号の説明】
【0055】
10 孔成形用ゴム型
12 ゴム膨張管
20 端部金具(端部部材)
22 締付スリーブ(締付部材)
26 端部金具(端部部材)
32 帯状バンド(締付部材)
48 型枠
50 開口
52 鉄筋
54 キャップ
56 開放部
58 閉鎖部
64 孔
66 PC版
【特許請求の範囲】
【請求項1】
コンクリート成形体に長手形状の非貫通の孔を成形する方法であって
前記孔に対応した長手形状をなし、内部への圧力流体の導入及び排出により径方向に膨張及び収縮するゴム膨張管を有する孔成形用ゴム型を、先端部が型枠の内部に位置し他端側が該型枠に形成した開口を挿通して外部に突き出すように収縮状態で設置して該他端側を該開口にて支持するとともに、
前記型枠の内部には、軸方向の一端が開放部とされ、他端が閉鎖部とされた有底筒状のキャップを、該開放部が前記型枠の開口を向くように固定状態に設置して、該キャップにて前記孔成形用ゴム型の前記先端部を被い且つ支持した状態となし
その後において前記圧力流体の導入により前記ゴム膨張管を膨張させることにより、前記型枠の開口と前記孔成形用ゴム型の前記他端側の部分との間、及び前記キャップと該孔成形用ゴム型の前記先端部との間をシールした状態となし、
該シール状態の下で前記型枠の内部に流動状態のコンクリートを打設及び固化させた後、前記圧力流体の排出により前記ゴム膨張管を収縮させて、前記孔成形用ゴム型を前記型枠の開口より抜き出すことで、コンクリート成形体の成形と同時に前記孔を成形することを特徴とするコンクリート成形体の孔成形方法。
【請求項2】
請求項1において、前記コンクリート成形体が、床版用のプレキャストコンクリート成形体であることを特徴とするコンクリート成形体の孔成形方法。
【請求項3】
請求項1,2の何れかにおいて、前記孔成形用ゴム型が、先端が開口形状をなす前記ゴム膨張管と、該ゴム膨張管の先端部の内部に挿入されて該先端の開口を閉鎖する剛性の端部部材と、該ゴム膨張管の先端部を外側から締め付けて該ゴム膨張管の先端部と該端部部材とを固定する剛性の締付部材と、を有するものであり、前記キャップが該締付部材及び該端部部材を含む前記孔成形用ゴム型の先端部を被うものであることを特徴とするコンクリート成形体の孔成形方法。
【請求項4】
請求項1〜3の何れかにおいて、前記キャップを、前記型枠の内部に組んだ鉄筋に固定して該型枠の内部に設置することを特徴とするコンクリート成形体の孔成形方法。
【請求項5】
コンクリート成形体に長手形状の非貫通の孔を成形する装置であって
(a)前記孔に対応した長手形状をなし、内部への圧力流体の導入及び排出により径方向に膨張及び収縮するゴム膨張管を有する孔成形用ゴム型と、(b)軸方向の一端が開放部とされ、他端が閉鎖部とされた有底筒状をなし、型枠の内部に固定状態に設置されて前記孔成形用ゴム型の先端部を被うキャップと、を有することを特徴とするコンクリート成形体の孔成形装置。
【請求項6】
長手形状の非貫通の孔を複数有する床版用のプレキャストコンクリート成形体であって
前記孔の奥側の端部を除いて該孔の内表面の全体がコンクリート素地面であることを特徴とする床版用のプレキャストコンクリート成形体。
【請求項1】
コンクリート成形体に長手形状の非貫通の孔を成形する方法であって
前記孔に対応した長手形状をなし、内部への圧力流体の導入及び排出により径方向に膨張及び収縮するゴム膨張管を有する孔成形用ゴム型を、先端部が型枠の内部に位置し他端側が該型枠に形成した開口を挿通して外部に突き出すように収縮状態で設置して該他端側を該開口にて支持するとともに、
前記型枠の内部には、軸方向の一端が開放部とされ、他端が閉鎖部とされた有底筒状のキャップを、該開放部が前記型枠の開口を向くように固定状態に設置して、該キャップにて前記孔成形用ゴム型の前記先端部を被い且つ支持した状態となし
その後において前記圧力流体の導入により前記ゴム膨張管を膨張させることにより、前記型枠の開口と前記孔成形用ゴム型の前記他端側の部分との間、及び前記キャップと該孔成形用ゴム型の前記先端部との間をシールした状態となし、
該シール状態の下で前記型枠の内部に流動状態のコンクリートを打設及び固化させた後、前記圧力流体の排出により前記ゴム膨張管を収縮させて、前記孔成形用ゴム型を前記型枠の開口より抜き出すことで、コンクリート成形体の成形と同時に前記孔を成形することを特徴とするコンクリート成形体の孔成形方法。
【請求項2】
請求項1において、前記コンクリート成形体が、床版用のプレキャストコンクリート成形体であることを特徴とするコンクリート成形体の孔成形方法。
【請求項3】
請求項1,2の何れかにおいて、前記孔成形用ゴム型が、先端が開口形状をなす前記ゴム膨張管と、該ゴム膨張管の先端部の内部に挿入されて該先端の開口を閉鎖する剛性の端部部材と、該ゴム膨張管の先端部を外側から締め付けて該ゴム膨張管の先端部と該端部部材とを固定する剛性の締付部材と、を有するものであり、前記キャップが該締付部材及び該端部部材を含む前記孔成形用ゴム型の先端部を被うものであることを特徴とするコンクリート成形体の孔成形方法。
【請求項4】
請求項1〜3の何れかにおいて、前記キャップを、前記型枠の内部に組んだ鉄筋に固定して該型枠の内部に設置することを特徴とするコンクリート成形体の孔成形方法。
【請求項5】
コンクリート成形体に長手形状の非貫通の孔を成形する装置であって
(a)前記孔に対応した長手形状をなし、内部への圧力流体の導入及び排出により径方向に膨張及び収縮するゴム膨張管を有する孔成形用ゴム型と、(b)軸方向の一端が開放部とされ、他端が閉鎖部とされた有底筒状をなし、型枠の内部に固定状態に設置されて前記孔成形用ゴム型の先端部を被うキャップと、を有することを特徴とするコンクリート成形体の孔成形装置。
【請求項6】
長手形状の非貫通の孔を複数有する床版用のプレキャストコンクリート成形体であって
前記孔の奥側の端部を除いて該孔の内表面の全体がコンクリート素地面であることを特徴とする床版用のプレキャストコンクリート成形体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−132679(P2008−132679A)
【公開日】平成20年6月12日(2008.6.12)
【国際特許分類】
【出願番号】特願2006−320833(P2006−320833)
【出願日】平成18年11月28日(2006.11.28)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
【公開日】平成20年6月12日(2008.6.12)
【国際特許分類】
【出願日】平成18年11月28日(2006.11.28)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
[ Back to top ]