
コンクリート構造物の製造方法
【課題】コンクリートのひび割れを抑制するとともに、簡易な作業とすることで作業時間を短縮させ、製造効率の向上を図るようにした。
【解決手段】セグメント1の製造方法は、表面温度T1が薬剤3の温度T2より高い脱型直後のセグメント1を、薬剤槽2に溜められている収縮低減剤や養生剤などの液状の薬剤3内に入れて浸けるようにした。これにより、コンクリート表面が冷却され、セグメント1の空隙内の空気がコンクリート構造物から外方に出るとともに薬剤3が空隙に吸い込まれるサクション作用が働いて、コンクリート表面付近の空隙に薬剤3が吸収されてコンクリート内部に浸透し、コンクリート表面の全体わたって一様に薬剤3が被覆された状態となる。
【解決手段】セグメント1の製造方法は、表面温度T1が薬剤3の温度T2より高い脱型直後のセグメント1を、薬剤槽2に溜められている収縮低減剤や養生剤などの液状の薬剤3内に入れて浸けるようにした。これにより、コンクリート表面が冷却され、セグメント1の空隙内の空気がコンクリート構造物から外方に出るとともに薬剤3が空隙に吸い込まれるサクション作用が働いて、コンクリート表面付近の空隙に薬剤3が吸収されてコンクリート内部に浸透し、コンクリート表面の全体わたって一様に薬剤3が被覆された状態となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンクリートのひび割れを抑制するコンクリート構造物の製造方法に関する。
【背景技術】
【0002】
一般的に、型枠を用いて製造されたり現場で打設されるコンクリート構造物は、コンクリートにひび割れが生じると、コンクリート構造物の耐久性が低下して漏水や剥落が生じたり、強度が低下することが知られている。そこで、ひび割れ発生の対策として、コンクリートに膨張剤を混入させて打設する方法や、収縮低減剤や養生剤等(例えば、特許文献1参照)をコンクリート表面に塗布する方法がある。後者の塗布する方法は、打設したコンクリートが硬化した後、つまりコンクリート表面が冷えた状態になってから、コンクリート表面にローラー、刷毛、霧吹きなどを用いて塗布するものである。
【特許文献1】特開2005−162534号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来のコンクリート表面に収縮低減剤や養生剤等を塗布する方法には、以下のような問題があった。
すなわち、コンクリート構造物の耐久性と強度を確保した材料とするためには、多孔体をなすコンクリートの内部の微小な空隙(細孔)に収縮低減剤や養生剤等の薬剤を浸透させることが必要とされている。そのため、薬剤の塗布厚さと塗布量を確保する必要があるが、一度に厚く塗布しようとすると流れ落ちてしまうことから、一度に塗布する量(塗布厚さ)が限られてしまう。したがって、所定の塗布厚さで所定の薬剤量を塗布するために、複数回に分けて塗布作業が行われることになり、作業量が多くなって製造効率が低下するという問題があった。
【0004】
本発明は、上述する問題点に鑑みてなされたもので、コンクリートのひび割れを抑制するとともに、簡易な作業とすることで作業時間を短縮させ、製造効率の向上を図るようにしたコンクリート構造物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するため、本発明に係るコンクリート構造物の製造方法では、打設されたコンクリート構造物の表面に、ひび割れ抑制用の液状の薬剤を付着させるコンクリート構造物の製造方法であって、コンクリート表面温度が薬剤の温度より高いコンクリート構造物を、薬剤に浸けるようにしたことを特徴としている。
本発明では、薬剤の温度より高いコンクリート表面温度のコンクリート構造物を薬剤に浸けると、コンクリート表面が冷却され、コンクリート構造物の空隙内の空気がコンクリート構造物から外方に出るとともに薬剤が空隙に吸い込まれるサクション作用が働いてコンクリート表面付近の空隙に薬剤が吸収され、コンクリート内部に浸透する。それとともに、コンクリート表面は、全体わたって一様に薬剤が吸着されて被覆された状態となる。つまり、コンクリート表面だけでなく内部にまで薬剤を浸透させることができることから、一度に多くの薬剤を付着させることができ、薬剤のもつひび割れ抑制効果を長期にわたって持続させることができる。そして、本製造方法がコンクリート構造物を薬剤に浸けるといった簡単な作業となるので、従来のように複数回にわたって薬剤を塗布する作業と比較して簡易で短時間な作業とすることができる。
【0006】
また、本発明に係るコンクリート構造物の製造方法では、コンクリート表面温度と薬剤の温度との温度差は、10℃〜23℃の範囲内であることが好ましい。
本発明では、薬剤の温度より温度差10℃〜23℃の範囲内で高いコンクリート表面温度のコンクリート構造物を薬剤に浸けることで、薬剤を確実にコンクリート内部に浸透させることができるとともにコンクリート表面に吸着させることができる。
【0007】
また、本発明に係るコンクリート構造物の製造方法では、コンクリート表面温度と薬剤の温度との温度差は、20℃〜23℃の範囲内であることが好ましい。
本発明では、薬剤の温度より温度差20℃〜23℃の範囲内で高いコンクリート表面温度をなすコンクリート構造物を薬剤に浸けることで、薬剤をより一層確実にコンクリート内部に浸透させることができるとともにコンクリート表面に吸着させることができる。
【0008】
また、本発明に係るコンクリート構造物の製造方法では、コンクリート構造物は、型枠内にコンクリートを打設して製造されるコンクリート製品であって、薬剤を貯めるための薬剤槽が設けられ、脱型直後のコンクリート製品を薬液槽の中に入れるようにしたことが好ましい。
本発明では、脱型直後の温かいコンクリート製品を、例えば吊具等を用いて吊った状態で薬剤の入った薬剤槽内に入れることで、容易にコンクリート表面に薬剤を浸けることができる。
【0009】
また、本発明に係るコンクリート構造物の製造方法では、薬剤槽内のコンクリート製品を加圧させることが好ましい。
本発明では、薬剤によってコンクリート製品が加圧されるため、徐々に薬剤がコンクリート内部に浸透することになり、その浸透効果をより一層向上させることができる。
【0010】
また、本発明に係るコンクリート構造物の製造方法では、コンクリート製品は、脱型前に蒸気養生が行われていることが好ましい。
本発明では、蒸気養生を行うことで脱型直後のコンクリート製品の表面温度が例えば35℃〜50℃となるとき、常温(例えば20℃)の薬剤に対して15℃〜30℃の温度差をもたせることができ、製造時に管理される温度差が15℃〜30℃の範囲であれば、温度調整が不要となる。
【発明の効果】
【0011】
本発明のコンクリート構造物の製造方法によれば、薬剤の温度より高い表面温度のコンクリート構造物を薬剤に浸けることで、コンクリート表面が冷却されてサクション作用が働き、コンクリート構造物の空隙に薬剤が吸収されてコンクリート内部に薬剤を浸透させることができるとともに、コンクリート表面全体にわたって付着残しがなく一様に薬剤を吸着させて被覆することができる。そして、コンクリート表面だけでなく内部に浸透させることで、一度に多くの薬剤を付着させることができることから、薬剤のもつ効果を長期にわたって持続させることができる。例えば収縮低減剤や養生剤等の薬剤を使用することでひび割れの発生を抑制することができ、品質の向上を図ることができる。
また、コンクリート構造物を薬剤に浸けるだけの簡易、且つ短時間の作業となることから、従来のようにローラーや刷毛等を使ってコンクリート表面全体に複数回にわたって塗布するといった作業を行う必要がなくなることから、作業量を低減させることで作業時間の短縮が図れ、製造効率を向上させることができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明に係るコンクリート構造物の製造方法の第一の実施の形態について、図1及び図2に基づいて説明する。
図1は本発明の第一の実施の形態によるセグメントの製造概要を示す図、図2はセグメントの表面に薬剤が浸透する状態を示す図である。
【0013】
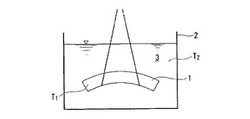
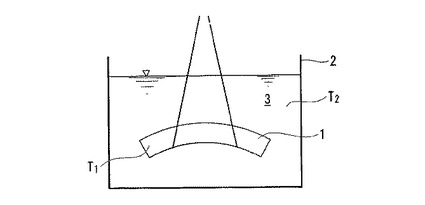
図1に示すように、本第一の実施の形態によるコンクリート構造物(コンクリート製品)は、例えばシールドトンネルなどに用いられるコンクリートセグメント(単に「セグメント1」という)を対象としたものである。このセグメント1は、型枠を用いてコンクリートを打設し、蒸気養生を行った後に脱型して製造される。そして、脱型した直後で外気温より温かいコンクリート表面温度(例えば35℃〜50度程度)のセグメント1を、例えば収縮低減剤や養生剤などの液状の薬剤3を貯めた薬剤槽2内に入れて浸けることで、セグメント1の表面全体にわたって薬剤3を被覆させるものである。
【0014】
ここで、本製造方法に使用される薬剤3と薬剤槽2について説明する。
図1に示す薬剤槽2は、例えば箱形状をなし、内部に所定量の薬剤3が貯められており、少なくとも脱型したセグメント1の全表面が薬剤3に浸かる大きさに形成されている。
薬剤3には、乾燥を抑制せずに乾燥による収縮を防止する性質の収縮低減剤や、乾燥を抑制する性質の養生剤などが使用されている。
収縮低減剤としては、例えば、「エスケーガード」(電気化学工業株式会社製)、「テトラガード」(太平洋マテリアル社製)、「ヒビダン」(竹本油脂社製)などを使用することが可能である。
【0015】
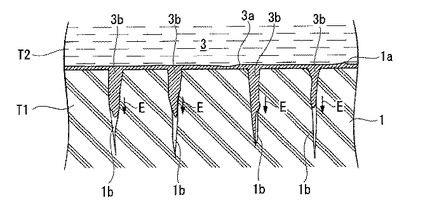
また、養生剤としては、例えば、「RISフルコート」、「ヒビボーシ」(電気化学工業株式会社製)、「アクアシール」(住友精化社製)などを使用することが可能である。前記「ヒビボーシ」は、粘土状で層状をなす材料であり、コンクリート表面に付着(図2に示す符号3aの薬剤)することで、前記層状構造により物質の移動距離(例えばコンクリート表面に付着する塩化物イオンがコンクリート内部に達するまでの距離)を長くして物質の移動速度を遅らせることで、中性化の抑制や塩化物イオンの浸透に対する抵抗を高める効果をもっている。しかも、膨潤性を有するので、コンクリート内の空隙1bに浸透して膨らんで、その空隙1b(図2参照)を埋める効果を有している。
【0016】
次に、薬剤3を貯めた薬剤槽2を使用したセグメント1の製造方法について、さらに具体的に説明する。
図1に示すように、蒸気養生されて脱型した直後のセグメント1の表面温度T1と薬剤3の温度T2との温度差ΔT(T1−T2)を好ましくは10℃〜23℃の範囲、より好ましくは20℃〜23℃の範囲となるように管理する。
【0017】
温度差ΔTが10℃より低い場合には、コンクリート表面1a(図2参照)の冷却効果が小さく、コンクリート内部に薬剤3が浸透しにくい状態となるため、例えば薬剤3の温度を下げて温度差ΔTが10℃以上となるように調整する。また、温度差ΔTが大きくなるにしたがってセグメント1内部への薬剤3の浸透効果は高まるが、コンクリート表面1aの冷却効果も大きくなる。つまり、温度差ΔTが23℃を超える場合には、コンクリート表面1aの冷却効果が大きくなり、セグメント1の中心温度とコンクリート表面1aの温度との差が急に大きくなってひび割れが発生しやすい状態となる。
【0018】
図1に示すように、セグメント1は、型枠を用いて打設され、例えば半日程度の時間をかけて蒸気養生を行なった後に脱型される。そして、セグメント1の表面温度T1と薬剤3の温度T2とに上述した好適範囲内となるように温度差ΔTをもたせ、脱型直後のセグメント1を薬剤槽2内に吊具4を用いて沈める。このとき、セグメント1のコンクリート表面全体が薬剤3に浸かるようにする。
ここで、本第一の実施の形態によるセグメント1は、一般的な普通コンクリートからなり、内部に微小な空隙(図2に示す符号1b)を有する多孔体をなしている。
【0019】
図2に示すように、上記範囲内の温度差ΔTをもたせることで、セグメント1のコンクリート内の空隙1b、1b、…に薬剤3(符号3b)が吸収されるとともに、セグメント1の表面1aに薬剤3(符号3a)が吸着することになる。そして、このときにセグメント1を薬剤3に浸けている所要時間は、薬剤3にセグメント1を浸けるとほぼ同時に吸着するため、例えば1〜2分とされ、短時間でセグメント1のコンクリート表面1aに薬剤3を被覆させることができる。
【0020】
次に、薬剤3の付着作用についてさらに具体的に説明する。
図2に示すように、薬剤3の温度T2より高いコンクリート表面温度T1のセグメント1を薬剤3の入った薬剤槽2内に入れると、コンクリート表面1aが冷却され、セグメント1の空隙1b内の空気がセグメント1から外方に出るとともに薬剤3が空隙1bに矢印E方向に吸い込まれる作用(いわゆるサクション作用)が働いてコンクリート表面1a付近の空隙1bに薬剤3が吸収され、コンクリート内部に浸透する。それとともに、セグメント1のコンクリート表面1aは、全体わたって一様に薬剤3が吸着されて被覆された状態となる。このように、コンクリート表面1aだけでなく内部にまで薬剤3を浸透させることができることから、一度に多くの薬剤3を付着させることができる。
そして、本製造方法では、セグメント1を薬剤3に浸けるといった簡易で短時間な作業により、セグメント1の表面全面に薬剤3を被覆することができる。
【0021】
そして、本第一の実施の形態によるセグメント1の製造方法では、上述した養生剤の「ヒビボーシ」のように、中性化を遅らせるとともに、膨潤性を有して薬剤3が空隙1bに浸透した状態で膨潤することで空隙1bを塞ぐ性質の薬剤3を使用することで、とくにひび割れの抑制効果を発揮させることができる。
また、本製造方法では、セグメント1を薬剤3に浸けるため、コンクリート表面1aに付着するゴミや埃等が取り除かれ、従来のようにゴミや埃等によって塗布した薬剤が弾いてしまい、一様に所定の塗布厚さをもって付着させることができないといった不具合をなくすことができる。
【0022】
本第一の実施の形態によるコンクリート構造物の製造方法では、薬剤3の温度より高い表面温度のセグメント1を薬剤3に浸けることで、コンクリート表面1aが冷却されてサクション作用が働き、セグメント1の空隙1bに薬剤3が吸収されてコンクリート内部に薬剤3を浸透させることができるとともに、コンクリート表面1a全体にわたって付着残しがなく一様に薬剤3を吸着させて被覆することができる。そして、コンクリート表面1aだけでなく内部に浸透させることで、一度に多くの薬剤3を付着させることができることから、薬剤3のもつ効果を長期にわたって持続させることができ、ひび割れの発生を抑制し、品質の向上を図ることができる。
また、セグメント1を薬剤3に浸けるだけの簡易、且つ短時間の作業となることから、従来のようにローラーや刷毛等を使ってコンクリート表面全体に複数回にわたって塗布するといった作業を行う必要がなくなることから、作業量を低減させることで作業時間の短縮が図れ、製造効率を向上させることができる。
【0023】
このように、本第一の実施の形態によるコンクリート構造物の製造方法を裏付けるため、実施例について図1、図2及び表1を参照して以下説明する。
【実施例】
【0024】
図1に示すように、本実施例では、上述した第一の実施の形態による製造方法、つまり脱型直後のセグメント1を薬剤3が溜められている薬剤槽2に略1〜2分間、浸けてセグメント1を製造するものであり、セグメント1の表面温度T1と薬剤3の温度T2との温度差ΔTを変化させたときの薬剤の付着効果等を確認した。
【0025】
表1は、厚さ寸法(製品厚)が250mm、300mm、450mm、600mmのセグメント1を対象とし、それぞれ5℃〜36℃までの各温度差ΔTにおいて、コンクリート表面1aに対する薬剤3の付着状態、コンクリート内部への浸透効果、ひび割れの状態を確認した結果を示したものである。
【0026】
【表1】

【0027】
その評価としては、表中の第1評価Aは、コンクリート表面1aに対する薬剤3の付着状態、コンクリート内部への浸透効果ともに良好であり、ひび割れが確認されなかった場合を示す。第2評価Bは付着状態が良好で、浸透効果があり、ひび割れが確認されなかった場合を示す。第3評価Cは、付着状態が良好であるが、浸透効果が小さく、ひび割れが確認されなかった場合を示す。第4評価Dは、付着状態、浸透効果ともに極めて良好であるが、コンクリート表面に微細なひび割れが確認された場合を示す。第5評価Eは、付着状態、浸透効果ともに極めて良好であるが、コンクリート表面にひび割れが確認された場合を示す。
【0028】
表1に示すように、付着状態、浸透効果が良好又はあり、そしてひび割れが発生しない第1評価Aと第2評価Bが確認された温度差ΔTの範囲は、製品厚によって異なり、製品厚が小さいほど広い範囲となることがわかる。すなわち、製品厚が250mmでは好ましくは10℃〜34℃(より好ましくは20℃〜34℃の範囲)となり、同じく300mmでは好ましくは10℃〜31℃(より好ましくは20℃〜31℃の範囲)となり、同じく450mmでは好ましくは10℃〜27℃(より好ましくは20℃〜27℃の範囲)となり、同じく600mmでは好ましくは10℃〜23℃(より好ましくは20℃〜23℃の範囲)となっている。
【0029】
つまり、製品厚が大きくなるほど低い温度差でひび割れが発生することが確認された。また、製品厚にかかわらず、温度差ΔTが10℃より低くなると第3評価C、すなわちコンクリート内部へ薬剤3が浸透しにくくなっている。これは、温度差ΔTが9℃以下の場合、セグメント1が薬剤3に浸かったときにコンクリート表面温度が冷却しにくく、上述したサクション作用が十分に作用しないためである。
【0030】
また、例えば製品厚が250mmの場合、温度差ΔTが34℃を超えると、ひび割れが確認された。そして、温度差ΔTの上限値は、製品厚によって異なっており、製品厚が大きいほど低い温度差ΔTとなっている。つまり、製品厚が小さい場合には、薬剤3に浸けたときにコンクリート中心部まで冷却されるが、製品厚が大きい場合にはコンクリート表面1aから中心部までの距離が大きいので、冷却効果が中心部にまで達することがなく中心部温度が高い状態のままとなって表面と中心部との温度差が大きくなることが、ひび割れの発生原因とされる。
【0031】
上述したように、表1に示す本実施例の結果より、すべての製品厚250mm〜600mmに共通する温度差ΔTを、好ましくは10℃〜23℃の範囲、より好ましくは20℃〜23℃の範囲とするのが好適とされる。
【0032】
次に、本発明の第二及び第三の実施の形態について、図3乃至図5に基づいて説明するが、上述の第一の実施の形態と同一又は同様な部材、部分には同一の符号を用いて説明を省略し、第一の実施の形態と異なる構成について説明する。
図3は第二の実施の形態によるセグメントの製造概要を示す図である。
図3に示すように、第二の実施の形態の薬剤槽2Aは、第一の実施の形態の薬剤槽2(図1参照)と比較して深さが大きい形状となっている。なお、セグメント1のコンクリート表面温度T1と薬剤3の温度T2との温度差ΔTは、第一の実施の形態と同様とされる。そして、蒸気養生を行なった脱型直後のセグメント1を、薬剤槽2Aの底付近まで沈める。これにより、セグメント1には、深さ分の水圧がかかることになる。このとき、セグメント1にかかる水圧は例えば0.5MPa程度とされ、セグメント1を薬剤3に浸ける所要時間は例えば2時間程度とされる。
第二の実施の形態では、第一の実施の形態の作用、効果に加え、セグメント1を薬剤3の水圧によって加圧させることで、徐々に薬剤3がセグメント1の内部に浸透され、より多くの薬剤3を付着させることができることから、コンクリートのひび割れ抑制効果を高めることができる。
【0033】
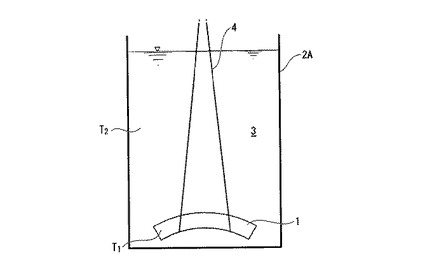
次に、図4は第三の実施の形態によるセグメントの製造概要を示す図である。
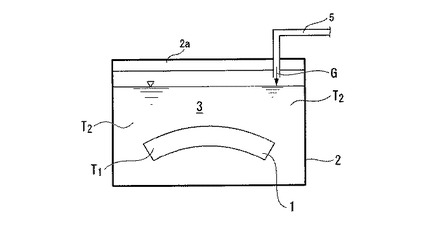
図4に示すように、第三の実施の形態による薬剤槽2には、蓋材2aが設けられ、その蓋材2aには薬剤槽2内にガスGを供給するためのガス供給配管5が備えられている。なお、セグメント1のコンクリート表面温度T1と薬剤3の温度T2との温度差ΔTは、第一及び第二の実施の形態と同様とされる。そして、蒸気養生を行なった脱型直後のセグメント1を、薬剤槽2の薬剤3内に入れてから蓋材2aを閉じ、ガス供給配管5からガスGを供給して薬剤槽2内を所定の内圧となるように加圧する。これにより、セグメント1は、第二の実施の形態と同様に加圧された状態となり、徐々に薬剤3がセグメント1の内部に浸透し、より多くの薬剤3をセグメント1に付着させることができ、コンクリートのひび割れ抑制効果を高めることができる。なお、第三の実施の形態による加圧時間は、第二の実施の形態と同様に例えば2時間程度とされる。
【0034】
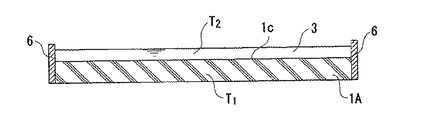
次に、図5は第四の実施の形態によるコンクリート構造物の製造概要を示す図である。
図5に示すように、第四の実施の形態によるコンクリート構造物1Aは、第一乃至第三の実施の形態で適用した型枠で製造されるセグメント1(図1など参照)ではなく、例えば建物の床などの現場で打設されたコンクリート構造物である。そして、打設時に使用した型枠材6、6を用い、その型枠材6、6の内側において打設後のコンクリート表面1c(上面)に所定の厚さをもって薬剤3を溜め、コンクリート表面1cを薬剤3に浸けるようにする。このときのコンクリート構造物1Aの表面温度T1と薬剤の温度T2との温度差ΔTは、上述した第一乃至第三の実施の形態と同様の温度範囲となるように管理される。
第四の実施の形態では、第一乃至第三の実施の形態でセグメント1を薬剤槽2の薬剤3に浸ける状態と同様に、コンクリート表面1cが薬剤3に浸かることになるので、コンクリート内部に薬剤3が浸透するとともに、コンクリート表面1cが薬剤3によって被覆され、ひび割れ抑制効果が得られることになる。
【0035】
以上、本発明によるコンクリート構造物の製造方法の第一乃至第四の実施の形態について説明したが、本発明は上記の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、本第一乃至第三の実施の形態では脱型前に蒸気養生を行うことによって、例えば35℃〜50℃程度の表面温度に温まったセグメント1を、略常温(例えば20℃)の薬剤3に浸けるようにしているが、例えば脱型前の蒸気養生を行わないようにしてもかまわない。つまり、蒸気養生を行なわない場合、上述した温度差ΔTの範囲とするために薬剤3の温度T2を冷却するようにしてもかまわない。
要は、コンクリート表面温度T1は、コンクリート構造物の形状、大きさ、内部に埋設されている鉄筋の本数等によって変わることになるが、これらの条件に応じて薬剤3の温度T2を適宜な方法で冷却する等して前記温度差ΔTを上述した適正な範囲となるように管理すればよいのである。
【0036】
また、本第一乃至第三の実施の形態では箱状の薬剤槽2、2Aを使用しているが、これら薬剤槽の形状、大きさ、深さ等はとくに限定されることはなく、薬剤槽内に入れるセグメント等のコンクリート製品の大きさ、形状、数量等の条件に合わせて適宜設定することができる。そして、薬剤槽2、2Aに入れるコンクリート製品数も1つであることに制限されることはなく、複数個を同時に入れるような大きさの薬剤槽を設けてもかまわない。
【0037】
また、本第一乃至第三の実施の形態では型枠によって製造されるコンクリート製品としてセグメント1を対象としているが、例えばコンクリート床板、護岸用ブロック、ボックスカルバートなど、他のコンクリート製品に本製造方法を適用してもよい。そして、コンクリート製品だけでなく、第四の実施の形態のように現場打ちされる床材等のコンクリート構造物も対象とされる。
さらに、第二の実施の形態では水圧によって、また第三の実施の形態では薬剤槽2内にガスGを供給することによってセグメント1を加圧する方法としているが、加圧方法はこれらに限定されることはなく、加圧設備の変更は可能であり、例えば薬剤槽内にガスGを送り込むガス供給配管5の取付け位置は任意とされる。
【図面の簡単な説明】
【0038】
【図1】本発明の第一の実施の形態によるセグメントの製造概要を示す図である。
【図2】セグメントの表面に薬剤が浸透する状態を示す図である。
【図3】第二の実施の形態によるセグメントの製造概要を示す図である。
【図4】第三の実施の形態によるセグメントの製造概要を示す図である。
【図5】第四の実施の形態によるコンクリート構造物の製造概要を示す図である。
【符号の説明】
【0039】
1 セグメント(コンクリート製品、コンクリート構造物)
1A コンクリート構造物
1a、1c コンクリート表面
1b 空隙
2、2A 薬剤槽
3 薬剤
5 ガス供給配管
G ガス
【技術分野】
【0001】
本発明は、コンクリートのひび割れを抑制するコンクリート構造物の製造方法に関する。
【背景技術】
【0002】
一般的に、型枠を用いて製造されたり現場で打設されるコンクリート構造物は、コンクリートにひび割れが生じると、コンクリート構造物の耐久性が低下して漏水や剥落が生じたり、強度が低下することが知られている。そこで、ひび割れ発生の対策として、コンクリートに膨張剤を混入させて打設する方法や、収縮低減剤や養生剤等(例えば、特許文献1参照)をコンクリート表面に塗布する方法がある。後者の塗布する方法は、打設したコンクリートが硬化した後、つまりコンクリート表面が冷えた状態になってから、コンクリート表面にローラー、刷毛、霧吹きなどを用いて塗布するものである。
【特許文献1】特開2005−162534号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来のコンクリート表面に収縮低減剤や養生剤等を塗布する方法には、以下のような問題があった。
すなわち、コンクリート構造物の耐久性と強度を確保した材料とするためには、多孔体をなすコンクリートの内部の微小な空隙(細孔)に収縮低減剤や養生剤等の薬剤を浸透させることが必要とされている。そのため、薬剤の塗布厚さと塗布量を確保する必要があるが、一度に厚く塗布しようとすると流れ落ちてしまうことから、一度に塗布する量(塗布厚さ)が限られてしまう。したがって、所定の塗布厚さで所定の薬剤量を塗布するために、複数回に分けて塗布作業が行われることになり、作業量が多くなって製造効率が低下するという問題があった。
【0004】
本発明は、上述する問題点に鑑みてなされたもので、コンクリートのひび割れを抑制するとともに、簡易な作業とすることで作業時間を短縮させ、製造効率の向上を図るようにしたコンクリート構造物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するため、本発明に係るコンクリート構造物の製造方法では、打設されたコンクリート構造物の表面に、ひび割れ抑制用の液状の薬剤を付着させるコンクリート構造物の製造方法であって、コンクリート表面温度が薬剤の温度より高いコンクリート構造物を、薬剤に浸けるようにしたことを特徴としている。
本発明では、薬剤の温度より高いコンクリート表面温度のコンクリート構造物を薬剤に浸けると、コンクリート表面が冷却され、コンクリート構造物の空隙内の空気がコンクリート構造物から外方に出るとともに薬剤が空隙に吸い込まれるサクション作用が働いてコンクリート表面付近の空隙に薬剤が吸収され、コンクリート内部に浸透する。それとともに、コンクリート表面は、全体わたって一様に薬剤が吸着されて被覆された状態となる。つまり、コンクリート表面だけでなく内部にまで薬剤を浸透させることができることから、一度に多くの薬剤を付着させることができ、薬剤のもつひび割れ抑制効果を長期にわたって持続させることができる。そして、本製造方法がコンクリート構造物を薬剤に浸けるといった簡単な作業となるので、従来のように複数回にわたって薬剤を塗布する作業と比較して簡易で短時間な作業とすることができる。
【0006】
また、本発明に係るコンクリート構造物の製造方法では、コンクリート表面温度と薬剤の温度との温度差は、10℃〜23℃の範囲内であることが好ましい。
本発明では、薬剤の温度より温度差10℃〜23℃の範囲内で高いコンクリート表面温度のコンクリート構造物を薬剤に浸けることで、薬剤を確実にコンクリート内部に浸透させることができるとともにコンクリート表面に吸着させることができる。
【0007】
また、本発明に係るコンクリート構造物の製造方法では、コンクリート表面温度と薬剤の温度との温度差は、20℃〜23℃の範囲内であることが好ましい。
本発明では、薬剤の温度より温度差20℃〜23℃の範囲内で高いコンクリート表面温度をなすコンクリート構造物を薬剤に浸けることで、薬剤をより一層確実にコンクリート内部に浸透させることができるとともにコンクリート表面に吸着させることができる。
【0008】
また、本発明に係るコンクリート構造物の製造方法では、コンクリート構造物は、型枠内にコンクリートを打設して製造されるコンクリート製品であって、薬剤を貯めるための薬剤槽が設けられ、脱型直後のコンクリート製品を薬液槽の中に入れるようにしたことが好ましい。
本発明では、脱型直後の温かいコンクリート製品を、例えば吊具等を用いて吊った状態で薬剤の入った薬剤槽内に入れることで、容易にコンクリート表面に薬剤を浸けることができる。
【0009】
また、本発明に係るコンクリート構造物の製造方法では、薬剤槽内のコンクリート製品を加圧させることが好ましい。
本発明では、薬剤によってコンクリート製品が加圧されるため、徐々に薬剤がコンクリート内部に浸透することになり、その浸透効果をより一層向上させることができる。
【0010】
また、本発明に係るコンクリート構造物の製造方法では、コンクリート製品は、脱型前に蒸気養生が行われていることが好ましい。
本発明では、蒸気養生を行うことで脱型直後のコンクリート製品の表面温度が例えば35℃〜50℃となるとき、常温(例えば20℃)の薬剤に対して15℃〜30℃の温度差をもたせることができ、製造時に管理される温度差が15℃〜30℃の範囲であれば、温度調整が不要となる。
【発明の効果】
【0011】
本発明のコンクリート構造物の製造方法によれば、薬剤の温度より高い表面温度のコンクリート構造物を薬剤に浸けることで、コンクリート表面が冷却されてサクション作用が働き、コンクリート構造物の空隙に薬剤が吸収されてコンクリート内部に薬剤を浸透させることができるとともに、コンクリート表面全体にわたって付着残しがなく一様に薬剤を吸着させて被覆することができる。そして、コンクリート表面だけでなく内部に浸透させることで、一度に多くの薬剤を付着させることができることから、薬剤のもつ効果を長期にわたって持続させることができる。例えば収縮低減剤や養生剤等の薬剤を使用することでひび割れの発生を抑制することができ、品質の向上を図ることができる。
また、コンクリート構造物を薬剤に浸けるだけの簡易、且つ短時間の作業となることから、従来のようにローラーや刷毛等を使ってコンクリート表面全体に複数回にわたって塗布するといった作業を行う必要がなくなることから、作業量を低減させることで作業時間の短縮が図れ、製造効率を向上させることができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明に係るコンクリート構造物の製造方法の第一の実施の形態について、図1及び図2に基づいて説明する。
図1は本発明の第一の実施の形態によるセグメントの製造概要を示す図、図2はセグメントの表面に薬剤が浸透する状態を示す図である。
【0013】
図1に示すように、本第一の実施の形態によるコンクリート構造物(コンクリート製品)は、例えばシールドトンネルなどに用いられるコンクリートセグメント(単に「セグメント1」という)を対象としたものである。このセグメント1は、型枠を用いてコンクリートを打設し、蒸気養生を行った後に脱型して製造される。そして、脱型した直後で外気温より温かいコンクリート表面温度(例えば35℃〜50度程度)のセグメント1を、例えば収縮低減剤や養生剤などの液状の薬剤3を貯めた薬剤槽2内に入れて浸けることで、セグメント1の表面全体にわたって薬剤3を被覆させるものである。
【0014】
ここで、本製造方法に使用される薬剤3と薬剤槽2について説明する。
図1に示す薬剤槽2は、例えば箱形状をなし、内部に所定量の薬剤3が貯められており、少なくとも脱型したセグメント1の全表面が薬剤3に浸かる大きさに形成されている。
薬剤3には、乾燥を抑制せずに乾燥による収縮を防止する性質の収縮低減剤や、乾燥を抑制する性質の養生剤などが使用されている。
収縮低減剤としては、例えば、「エスケーガード」(電気化学工業株式会社製)、「テトラガード」(太平洋マテリアル社製)、「ヒビダン」(竹本油脂社製)などを使用することが可能である。
【0015】
また、養生剤としては、例えば、「RISフルコート」、「ヒビボーシ」(電気化学工業株式会社製)、「アクアシール」(住友精化社製)などを使用することが可能である。前記「ヒビボーシ」は、粘土状で層状をなす材料であり、コンクリート表面に付着(図2に示す符号3aの薬剤)することで、前記層状構造により物質の移動距離(例えばコンクリート表面に付着する塩化物イオンがコンクリート内部に達するまでの距離)を長くして物質の移動速度を遅らせることで、中性化の抑制や塩化物イオンの浸透に対する抵抗を高める効果をもっている。しかも、膨潤性を有するので、コンクリート内の空隙1bに浸透して膨らんで、その空隙1b(図2参照)を埋める効果を有している。
【0016】
次に、薬剤3を貯めた薬剤槽2を使用したセグメント1の製造方法について、さらに具体的に説明する。
図1に示すように、蒸気養生されて脱型した直後のセグメント1の表面温度T1と薬剤3の温度T2との温度差ΔT(T1−T2)を好ましくは10℃〜23℃の範囲、より好ましくは20℃〜23℃の範囲となるように管理する。
【0017】
温度差ΔTが10℃より低い場合には、コンクリート表面1a(図2参照)の冷却効果が小さく、コンクリート内部に薬剤3が浸透しにくい状態となるため、例えば薬剤3の温度を下げて温度差ΔTが10℃以上となるように調整する。また、温度差ΔTが大きくなるにしたがってセグメント1内部への薬剤3の浸透効果は高まるが、コンクリート表面1aの冷却効果も大きくなる。つまり、温度差ΔTが23℃を超える場合には、コンクリート表面1aの冷却効果が大きくなり、セグメント1の中心温度とコンクリート表面1aの温度との差が急に大きくなってひび割れが発生しやすい状態となる。
【0018】
図1に示すように、セグメント1は、型枠を用いて打設され、例えば半日程度の時間をかけて蒸気養生を行なった後に脱型される。そして、セグメント1の表面温度T1と薬剤3の温度T2とに上述した好適範囲内となるように温度差ΔTをもたせ、脱型直後のセグメント1を薬剤槽2内に吊具4を用いて沈める。このとき、セグメント1のコンクリート表面全体が薬剤3に浸かるようにする。
ここで、本第一の実施の形態によるセグメント1は、一般的な普通コンクリートからなり、内部に微小な空隙(図2に示す符号1b)を有する多孔体をなしている。
【0019】
図2に示すように、上記範囲内の温度差ΔTをもたせることで、セグメント1のコンクリート内の空隙1b、1b、…に薬剤3(符号3b)が吸収されるとともに、セグメント1の表面1aに薬剤3(符号3a)が吸着することになる。そして、このときにセグメント1を薬剤3に浸けている所要時間は、薬剤3にセグメント1を浸けるとほぼ同時に吸着するため、例えば1〜2分とされ、短時間でセグメント1のコンクリート表面1aに薬剤3を被覆させることができる。
【0020】
次に、薬剤3の付着作用についてさらに具体的に説明する。
図2に示すように、薬剤3の温度T2より高いコンクリート表面温度T1のセグメント1を薬剤3の入った薬剤槽2内に入れると、コンクリート表面1aが冷却され、セグメント1の空隙1b内の空気がセグメント1から外方に出るとともに薬剤3が空隙1bに矢印E方向に吸い込まれる作用(いわゆるサクション作用)が働いてコンクリート表面1a付近の空隙1bに薬剤3が吸収され、コンクリート内部に浸透する。それとともに、セグメント1のコンクリート表面1aは、全体わたって一様に薬剤3が吸着されて被覆された状態となる。このように、コンクリート表面1aだけでなく内部にまで薬剤3を浸透させることができることから、一度に多くの薬剤3を付着させることができる。
そして、本製造方法では、セグメント1を薬剤3に浸けるといった簡易で短時間な作業により、セグメント1の表面全面に薬剤3を被覆することができる。
【0021】
そして、本第一の実施の形態によるセグメント1の製造方法では、上述した養生剤の「ヒビボーシ」のように、中性化を遅らせるとともに、膨潤性を有して薬剤3が空隙1bに浸透した状態で膨潤することで空隙1bを塞ぐ性質の薬剤3を使用することで、とくにひび割れの抑制効果を発揮させることができる。
また、本製造方法では、セグメント1を薬剤3に浸けるため、コンクリート表面1aに付着するゴミや埃等が取り除かれ、従来のようにゴミや埃等によって塗布した薬剤が弾いてしまい、一様に所定の塗布厚さをもって付着させることができないといった不具合をなくすことができる。
【0022】
本第一の実施の形態によるコンクリート構造物の製造方法では、薬剤3の温度より高い表面温度のセグメント1を薬剤3に浸けることで、コンクリート表面1aが冷却されてサクション作用が働き、セグメント1の空隙1bに薬剤3が吸収されてコンクリート内部に薬剤3を浸透させることができるとともに、コンクリート表面1a全体にわたって付着残しがなく一様に薬剤3を吸着させて被覆することができる。そして、コンクリート表面1aだけでなく内部に浸透させることで、一度に多くの薬剤3を付着させることができることから、薬剤3のもつ効果を長期にわたって持続させることができ、ひび割れの発生を抑制し、品質の向上を図ることができる。
また、セグメント1を薬剤3に浸けるだけの簡易、且つ短時間の作業となることから、従来のようにローラーや刷毛等を使ってコンクリート表面全体に複数回にわたって塗布するといった作業を行う必要がなくなることから、作業量を低減させることで作業時間の短縮が図れ、製造効率を向上させることができる。
【0023】
このように、本第一の実施の形態によるコンクリート構造物の製造方法を裏付けるため、実施例について図1、図2及び表1を参照して以下説明する。
【実施例】
【0024】
図1に示すように、本実施例では、上述した第一の実施の形態による製造方法、つまり脱型直後のセグメント1を薬剤3が溜められている薬剤槽2に略1〜2分間、浸けてセグメント1を製造するものであり、セグメント1の表面温度T1と薬剤3の温度T2との温度差ΔTを変化させたときの薬剤の付着効果等を確認した。
【0025】
表1は、厚さ寸法(製品厚)が250mm、300mm、450mm、600mmのセグメント1を対象とし、それぞれ5℃〜36℃までの各温度差ΔTにおいて、コンクリート表面1aに対する薬剤3の付着状態、コンクリート内部への浸透効果、ひび割れの状態を確認した結果を示したものである。
【0026】
【表1】
【0027】
その評価としては、表中の第1評価Aは、コンクリート表面1aに対する薬剤3の付着状態、コンクリート内部への浸透効果ともに良好であり、ひび割れが確認されなかった場合を示す。第2評価Bは付着状態が良好で、浸透効果があり、ひび割れが確認されなかった場合を示す。第3評価Cは、付着状態が良好であるが、浸透効果が小さく、ひび割れが確認されなかった場合を示す。第4評価Dは、付着状態、浸透効果ともに極めて良好であるが、コンクリート表面に微細なひび割れが確認された場合を示す。第5評価Eは、付着状態、浸透効果ともに極めて良好であるが、コンクリート表面にひび割れが確認された場合を示す。
【0028】
表1に示すように、付着状態、浸透効果が良好又はあり、そしてひび割れが発生しない第1評価Aと第2評価Bが確認された温度差ΔTの範囲は、製品厚によって異なり、製品厚が小さいほど広い範囲となることがわかる。すなわち、製品厚が250mmでは好ましくは10℃〜34℃(より好ましくは20℃〜34℃の範囲)となり、同じく300mmでは好ましくは10℃〜31℃(より好ましくは20℃〜31℃の範囲)となり、同じく450mmでは好ましくは10℃〜27℃(より好ましくは20℃〜27℃の範囲)となり、同じく600mmでは好ましくは10℃〜23℃(より好ましくは20℃〜23℃の範囲)となっている。
【0029】
つまり、製品厚が大きくなるほど低い温度差でひび割れが発生することが確認された。また、製品厚にかかわらず、温度差ΔTが10℃より低くなると第3評価C、すなわちコンクリート内部へ薬剤3が浸透しにくくなっている。これは、温度差ΔTが9℃以下の場合、セグメント1が薬剤3に浸かったときにコンクリート表面温度が冷却しにくく、上述したサクション作用が十分に作用しないためである。
【0030】
また、例えば製品厚が250mmの場合、温度差ΔTが34℃を超えると、ひび割れが確認された。そして、温度差ΔTの上限値は、製品厚によって異なっており、製品厚が大きいほど低い温度差ΔTとなっている。つまり、製品厚が小さい場合には、薬剤3に浸けたときにコンクリート中心部まで冷却されるが、製品厚が大きい場合にはコンクリート表面1aから中心部までの距離が大きいので、冷却効果が中心部にまで達することがなく中心部温度が高い状態のままとなって表面と中心部との温度差が大きくなることが、ひび割れの発生原因とされる。
【0031】
上述したように、表1に示す本実施例の結果より、すべての製品厚250mm〜600mmに共通する温度差ΔTを、好ましくは10℃〜23℃の範囲、より好ましくは20℃〜23℃の範囲とするのが好適とされる。
【0032】
次に、本発明の第二及び第三の実施の形態について、図3乃至図5に基づいて説明するが、上述の第一の実施の形態と同一又は同様な部材、部分には同一の符号を用いて説明を省略し、第一の実施の形態と異なる構成について説明する。
図3は第二の実施の形態によるセグメントの製造概要を示す図である。
図3に示すように、第二の実施の形態の薬剤槽2Aは、第一の実施の形態の薬剤槽2(図1参照)と比較して深さが大きい形状となっている。なお、セグメント1のコンクリート表面温度T1と薬剤3の温度T2との温度差ΔTは、第一の実施の形態と同様とされる。そして、蒸気養生を行なった脱型直後のセグメント1を、薬剤槽2Aの底付近まで沈める。これにより、セグメント1には、深さ分の水圧がかかることになる。このとき、セグメント1にかかる水圧は例えば0.5MPa程度とされ、セグメント1を薬剤3に浸ける所要時間は例えば2時間程度とされる。
第二の実施の形態では、第一の実施の形態の作用、効果に加え、セグメント1を薬剤3の水圧によって加圧させることで、徐々に薬剤3がセグメント1の内部に浸透され、より多くの薬剤3を付着させることができることから、コンクリートのひび割れ抑制効果を高めることができる。
【0033】
次に、図4は第三の実施の形態によるセグメントの製造概要を示す図である。
図4に示すように、第三の実施の形態による薬剤槽2には、蓋材2aが設けられ、その蓋材2aには薬剤槽2内にガスGを供給するためのガス供給配管5が備えられている。なお、セグメント1のコンクリート表面温度T1と薬剤3の温度T2との温度差ΔTは、第一及び第二の実施の形態と同様とされる。そして、蒸気養生を行なった脱型直後のセグメント1を、薬剤槽2の薬剤3内に入れてから蓋材2aを閉じ、ガス供給配管5からガスGを供給して薬剤槽2内を所定の内圧となるように加圧する。これにより、セグメント1は、第二の実施の形態と同様に加圧された状態となり、徐々に薬剤3がセグメント1の内部に浸透し、より多くの薬剤3をセグメント1に付着させることができ、コンクリートのひび割れ抑制効果を高めることができる。なお、第三の実施の形態による加圧時間は、第二の実施の形態と同様に例えば2時間程度とされる。
【0034】
次に、図5は第四の実施の形態によるコンクリート構造物の製造概要を示す図である。
図5に示すように、第四の実施の形態によるコンクリート構造物1Aは、第一乃至第三の実施の形態で適用した型枠で製造されるセグメント1(図1など参照)ではなく、例えば建物の床などの現場で打設されたコンクリート構造物である。そして、打設時に使用した型枠材6、6を用い、その型枠材6、6の内側において打設後のコンクリート表面1c(上面)に所定の厚さをもって薬剤3を溜め、コンクリート表面1cを薬剤3に浸けるようにする。このときのコンクリート構造物1Aの表面温度T1と薬剤の温度T2との温度差ΔTは、上述した第一乃至第三の実施の形態と同様の温度範囲となるように管理される。
第四の実施の形態では、第一乃至第三の実施の形態でセグメント1を薬剤槽2の薬剤3に浸ける状態と同様に、コンクリート表面1cが薬剤3に浸かることになるので、コンクリート内部に薬剤3が浸透するとともに、コンクリート表面1cが薬剤3によって被覆され、ひび割れ抑制効果が得られることになる。
【0035】
以上、本発明によるコンクリート構造物の製造方法の第一乃至第四の実施の形態について説明したが、本発明は上記の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、本第一乃至第三の実施の形態では脱型前に蒸気養生を行うことによって、例えば35℃〜50℃程度の表面温度に温まったセグメント1を、略常温(例えば20℃)の薬剤3に浸けるようにしているが、例えば脱型前の蒸気養生を行わないようにしてもかまわない。つまり、蒸気養生を行なわない場合、上述した温度差ΔTの範囲とするために薬剤3の温度T2を冷却するようにしてもかまわない。
要は、コンクリート表面温度T1は、コンクリート構造物の形状、大きさ、内部に埋設されている鉄筋の本数等によって変わることになるが、これらの条件に応じて薬剤3の温度T2を適宜な方法で冷却する等して前記温度差ΔTを上述した適正な範囲となるように管理すればよいのである。
【0036】
また、本第一乃至第三の実施の形態では箱状の薬剤槽2、2Aを使用しているが、これら薬剤槽の形状、大きさ、深さ等はとくに限定されることはなく、薬剤槽内に入れるセグメント等のコンクリート製品の大きさ、形状、数量等の条件に合わせて適宜設定することができる。そして、薬剤槽2、2Aに入れるコンクリート製品数も1つであることに制限されることはなく、複数個を同時に入れるような大きさの薬剤槽を設けてもかまわない。
【0037】
また、本第一乃至第三の実施の形態では型枠によって製造されるコンクリート製品としてセグメント1を対象としているが、例えばコンクリート床板、護岸用ブロック、ボックスカルバートなど、他のコンクリート製品に本製造方法を適用してもよい。そして、コンクリート製品だけでなく、第四の実施の形態のように現場打ちされる床材等のコンクリート構造物も対象とされる。
さらに、第二の実施の形態では水圧によって、また第三の実施の形態では薬剤槽2内にガスGを供給することによってセグメント1を加圧する方法としているが、加圧方法はこれらに限定されることはなく、加圧設備の変更は可能であり、例えば薬剤槽内にガスGを送り込むガス供給配管5の取付け位置は任意とされる。
【図面の簡単な説明】
【0038】
【図1】本発明の第一の実施の形態によるセグメントの製造概要を示す図である。
【図2】セグメントの表面に薬剤が浸透する状態を示す図である。
【図3】第二の実施の形態によるセグメントの製造概要を示す図である。
【図4】第三の実施の形態によるセグメントの製造概要を示す図である。
【図5】第四の実施の形態によるコンクリート構造物の製造概要を示す図である。
【符号の説明】
【0039】
1 セグメント(コンクリート製品、コンクリート構造物)
1A コンクリート構造物
1a、1c コンクリート表面
1b 空隙
2、2A 薬剤槽
3 薬剤
5 ガス供給配管
G ガス
【特許請求の範囲】
【請求項1】
打設されたコンクリート構造物の表面に、ひび割れ抑制用の液状の薬剤を付着させるコンクリート構造物の製造方法であって、
コンクリート表面温度が前記薬剤の温度より高いコンクリート構造物を、前記薬剤に浸けるようにしたことを特徴とするコンクリート構造物の製造方法。
【請求項2】
前記コンクリート表面温度と前記薬剤の温度との温度差は、10℃〜23℃の範囲内であることを特徴とする請求項1に記載のコンクリート構造物の製造方法。
【請求項3】
前記コンクリート表面温度と前記薬剤の温度との温度差は、20℃〜23℃の範囲内であることを特徴とする請求項1に記載のコンクリート構造物の製造方法。
【請求項4】
前記コンクリート構造物は、型枠内にコンクリートを打設して製造されるコンクリート製品であって、
前記薬剤を貯めるための薬剤槽が設けられ、
脱型直後の前記コンクリート製品を前記薬液槽の中に入れるようにしたことを特徴とする請求項1乃至3のいずれかに記載のコンクリート構造物の製造方法。
【請求項5】
前記薬剤槽内のコンクリート製品を加圧させるようにしたことを特徴とする請求項4に記載のコンクリート構造物の製造方法。
【請求項6】
前記コンクリート製品は、脱型前に蒸気養生が行われていることを特徴とする請求項4又は5に記載のコンクリート構造物の製造方法。
【請求項1】
打設されたコンクリート構造物の表面に、ひび割れ抑制用の液状の薬剤を付着させるコンクリート構造物の製造方法であって、
コンクリート表面温度が前記薬剤の温度より高いコンクリート構造物を、前記薬剤に浸けるようにしたことを特徴とするコンクリート構造物の製造方法。
【請求項2】
前記コンクリート表面温度と前記薬剤の温度との温度差は、10℃〜23℃の範囲内であることを特徴とする請求項1に記載のコンクリート構造物の製造方法。
【請求項3】
前記コンクリート表面温度と前記薬剤の温度との温度差は、20℃〜23℃の範囲内であることを特徴とする請求項1に記載のコンクリート構造物の製造方法。
【請求項4】
前記コンクリート構造物は、型枠内にコンクリートを打設して製造されるコンクリート製品であって、
前記薬剤を貯めるための薬剤槽が設けられ、
脱型直後の前記コンクリート製品を前記薬液槽の中に入れるようにしたことを特徴とする請求項1乃至3のいずれかに記載のコンクリート構造物の製造方法。
【請求項5】
前記薬剤槽内のコンクリート製品を加圧させるようにしたことを特徴とする請求項4に記載のコンクリート構造物の製造方法。
【請求項6】
前記コンクリート製品は、脱型前に蒸気養生が行われていることを特徴とする請求項4又は5に記載のコンクリート構造物の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−35446(P2009−35446A)
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願番号】特願2007−201177(P2007−201177)
【出願日】平成19年8月1日(2007.8.1)
【出願人】(000198307)石川島建材工業株式会社 (139)
【Fターム(参考)】
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願日】平成19年8月1日(2007.8.1)
【出願人】(000198307)石川島建材工業株式会社 (139)
【Fターム(参考)】
[ Back to top ]