
コンクリート製管体の接合方法及びその接合に用いる加熱装置
【課題】作業現場の環境に左右されず、品質の安定したコンクリート製管体を提供すること。
【解決手段】少なくとも軸方向両側のうちのいずれか一方の開口端部に、所定の開口部と連結可能な継手部を有し、連結時に前記開口部と前記継手部との隙間を密封する環状シール材を前記継手部に取りつけたコンクリート製管体であり、前記コンクリート製管体の躯体は、軸方向に沿った接合面を有するように分割した複数の分割体からなり、前記環状シール材は、接合可能な複数の分割シール材からなる、コンクリート製管体の接合方法において、少なくとも前記分割シール材の接合面に接着剤を塗布した状態で前記分割体を接合し、前記一方の分割シール材と他方の分割シール材との接合面周辺を加熱して、コンクリート製管体を形成すること。
【解決手段】少なくとも軸方向両側のうちのいずれか一方の開口端部に、所定の開口部と連結可能な継手部を有し、連結時に前記開口部と前記継手部との隙間を密封する環状シール材を前記継手部に取りつけたコンクリート製管体であり、前記コンクリート製管体の躯体は、軸方向に沿った接合面を有するように分割した複数の分割体からなり、前記環状シール材は、接合可能な複数の分割シール材からなる、コンクリート製管体の接合方法において、少なくとも前記分割シール材の接合面に接着剤を塗布した状態で前記分割体を接合し、前記一方の分割シール材と他方の分割シール材との接合面周辺を加熱して、コンクリート製管体を形成すること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ボックスカルバートやヒューム管、推進管等(以下、コンクリート製管体)の接合方法、及びその接合に用いる加熱装置に関するものである。
【背景技術】
【0002】
特許文献1に示すコンクリート製管体は、少なくとも軸方向両側のうちのいずれか一方の開口端部に、所定の開口部と連結可能な継手部を有しており、別のコンクリート製管体の開口部と連結することによって、軸方向への延長を可能としている。
また、前記継手部には、コンクリート製管体の連結時に前記開口部と前記継手部との隙間を密封する環状シール材を取りつけることにより、コンクリート製管体同士のシール性を確保している。
【0003】
また、特許文献1に示すコンクリート製管体は、コンクリート製管体の運搬性や取扱性の面から、当該コンクリート製管体は、軸方向に沿った接合面を有するように分割した複数の分割体から構成されている。
環状シール材についても当然に当該コンクリート製管体の周方向に分割してあり、前記分割体同士の接合時には、一方の分割体の接合面から突出した分割シール材の接合端部または長さ方向端部を隣接する他の分割体の取付溝内に、周方向端部から嵌め込むことによって、コンクリート製管体を形成する、といったものである。
【特許文献1】特開2006−118266号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載のコンクリート製管体を組み立てるにあたっては、以下のような問題があった。
(1)分割シール材の接合面に接着剤を塗布して当該分割体を接合した後、自然乾燥によって接着剤の固化を図っていたため、現場の気象条件等の環境の変化によって求められる乾燥時間が変化し、安定した接着効果が得られなかった。
(2)前記分割体接合後の接合面の迅速な接着を図るため、前記分割シール材の接合面(接着剤の塗布部分)を均等に加熱することのできる加熱装置が求められていたが、所望の機能をもつ加熱装置は未だ存在していなかった。
【0005】
本発明は、上記従来の課題を解決するために、作業現場の環境に左右されず、品質の安定したコンクリート製管体を組み立てることのできる、コンクリート製管体の接合方法、及び、前記分割体の接合面、すなわち接着剤の塗布面を均等に加熱することのできる、上記接合方法に用いる加熱装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
そこで、上記目的を達成するためになされた本願の第1発明は、少なくとも軸方向両側のうちのいずれか一方の開口端部に、所定の開口部と連結可能な継手部を有し、連結時に前記開口部と前記継手部との隙間を密封する環状シール材を前記継手部に取りつけたコンクリート製管体であり、前記コンクリート製管体の躯体は、軸方向に沿った接合面を有するように分割した複数の分割体からなり、前記環状シール材は、接合可能な複数の分割シール材からなる、コンクリート製管体の接合方法において、前記分割シール材のうち少なくとも接合面に接着剤を塗布した状態で前記分割体を接合し、前記一方の分割シール材と他方の分割シール材との接合面周辺を加熱して、コンクリート製管体を形成することを特徴とする、
コンクリート製管体の接合方法であることを要旨としている。
【0007】
また、本願の第2発明は、本願の第1発明に記載のコンクリート製管体の接合方法において、前記分割シール材の接合端位置が前記分割体の接合面位置に対して周方向にずれるように、前記分割シール材をそれぞれ前記分割体に取りつけてあることを特徴とする、コンクリート製管体の接合方法であることを要旨としている。
【0008】
また、本願の第3発明は、本願の第2発明に記載のコンクリート製管体の接合方法において、前記分割シール材を前記継手部の周面に形成した取付溝内に取り付け、分割体同士の接合時に前記接合面から突出した前記分割シール材の接合端部を隣接する分割体の前記取付溝内に嵌め込むように構成したことを特徴とする、コンクリート製管体の接合方法であることを要旨としている。
【0009】
また、本願の第4発明は、本願の第3発明に記載のコンクリート製管体の接合方法において、突出した前記分割シール材の接合端部が嵌まり込む前記取付溝が金属製の導入部材によって形成してあることを特徴とする、コンクリート製管体の接合方法であることを要旨としている。
【0010】
また、本願の第5発明は、本願の第1発明乃至第4発明の何れかに記載のコンクリート製管体の接合方法に用いる、コンクリート製管体の接合用加熱装置であって、前記分割体の接合後の前記シール部材を覆うように前記分割シール材の露出部分の外形に略沿って形成された加熱部と、前記加熱部における表面温度を制御可能な制御部と、を有する事を特徴とする、コンクリート製管体の接合用加熱装置であることを要旨としている。
【発明の効果】
【0011】
したがって、本発明によれば、次のような効果のうち、少なくとも一つを得ることができる。
【0012】
本願発明の接合方法によれば、分割シール材の接合面周辺を強制的に加熱することによって、分割された環状シール材同士が早期に接合され、接合面において安定したシール性を得ることのできるコンクリート製管体を作製することができる。
【0013】
また、本願発明の接合方法によれば、上記したシール性の向上に加えて、分割体の接合位置に対して各分割シール材の端面の接合位置が周方向にずれているため、継手部全体としてのシール性が向上するというコンクリート製管体を作製することができる。
【0014】
また、本願発明の接合方法によれば、嵌合される他の分割体に備えた取付溝に金属製の導入部材を用いることにより、当該分割シール材を加熱する際の熱が前記導入部材に伝導し、当該分割シール材の露出部分から加熱するだけでなく、導入部材側、すなわち管体の内側からも加熱できるため、より一層分割シール材内部の温度分布にムラが生じにくくなり、より安定した加熱効果を得ることができる。
【0015】
また、本願発明に用いられる導入部材は、突出した前記分割シール材の接合端部(延出部)の貫入を誘導するため、分割シール材の接合端部を、周方向端部から取付溝内に容易に嵌め込むことができる。
【0016】
また、本願発明の加熱装置によれば、加熱部を前記分割シール材の露出部分の外形にフィットするように形成してあるため、気温、天候等の現場環境に左右されずに分割体同士の接合を確実に行うことができ、安定した品質のコンクリート製管体を得ることができる。分割シール材内部の温度分布にムラが生じにくく、当該接着剤の接着環境をより一律とすることができる。
従って、
【発明を実施するための最良の形態】
【0017】
以下、図面を参照しながら本発明の実施の形態について説明する。
【実施例】
【0018】
[コンクリート製管体、及び分割体の詳細]
図1を参照しながら、本発明のコンクリート製管体について説明する。
図1は、本発明において使用されるコンクリート製管体の概略斜視図である。
【0019】
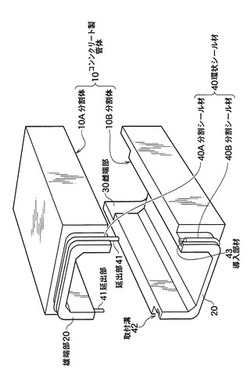
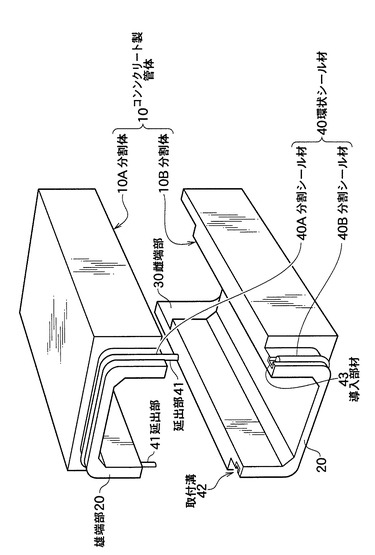
(1)コンクリート製管体
コンクリート製管体10は、図1に示すように、コンクリート製管体10の管軸方向一方側の開口端部に継手部である雄端部20を設け、管軸方向他方側の開口端部に開口部である雌端部30を設けてある。雄端部20は、別のコンクリート製管体の雌端部30に連結可能、より具体的には差込み嵌合可能に構成してあり、これらのコンクリート製管体10を軸方向に複数連結することによって、コンクリート製管体10を延長可能とするものである。
また、コンクリート製管体10の管軸方向の断面形状は、ここでは矩形状であるが、この形状に限定されるものではない。
【0020】
(2)分割体
また、コンクリート製管体10の躯体は、管軸方向に沿った分割面で複数に分割された断面略コ字形を呈する複数の分割体10A,10Bにより構成される。
コンクリート製管体10の分割数は偶数組が好適であり、特に上下に二分割した形態が実用面において最適である。
【0021】
(3)環状シール材
前記雄端部20の外周には別のコンクリート製管体10との連結時、すなわち前記別のコンクリート製管体10の雌端部30への差込み嵌合時に、雄端部20と雌端部30との隙間を密封する環状シール材40を取り付ける。環状シール材40の素材としては、例えばゴム弾性材料が使用できる。
また、環状シール材40は、前記コンクリート製管体10の周方向に分割され、接合可能な複数の分割シール材40A、40Bによって構成される。
図1を参照すると、環状シール材40は、一方の分割体10Bの雄端部20の周方向の端部で所定長だけ後退させた分割シール材40Bの端部と、他方の分割体から延出した分割シール材40Aの延出部41の端部とを接合させることによって、連続する環状シール材40を構成できるようになっている。
【0022】
なお、延出部41は、図1のように分割体10A側に取りつけた分割シール材40A側に設けてあることに限定するものではない。従って、分割シール材40Bに設けておいてもよいし、2分割してある分割体10A、10Bの場合、2箇所存する延出部41を分割シール材40A、40Bに各1箇所ずつ設けておいても良い。
【0023】
また、本発明において使用される環状シール材40は断面形状について特に限定をするものではない。また、環状シール材40は当該コンクリート製管体10の成型時に予め埋め込まれてある形態(先付け)であってもよいし、成型後に接着剤等によって取りつける形態(後付け)であってもよい。
【0024】
(4)導入部材
前記取付溝42、すなわち前記一方の分割体の継手部の周方向の端部で所定長だけ分割シール材を後退させてある部分の近傍部には、金属製の導入部材43を取りつけておいてもよい。
前記導入部材43は、前記他方の分割シール材の延出部41を嵌め込みやすい程度の摩擦係数を有する金属であると同時に、接着剤によって容易に前記延出部41と当該導入部材43とを接着可能な金属が望ましく、例えばステンレス鋼などを用いることができる。
【0025】
(5)その他の実施例
なお、他の実施例として、導入部材43或いはコンクリート製管体10に注入孔を穿設し、分割シール材40の内面と導入部材43との間に生じる隙間や、分割シール材同士の接合面に生じる隙間を、外部と連通させるように構成してもよい。このように構成すれば、両分割体40A、40Bの組立後に、注入孔を経由して接着剤を外部から注入することが可能となり、シール性をより高めることが可能となる。
【0026】
[加熱装置]
図2を参照しながら、本発明のコンクリート製管体の接合方法に用いる接合用加熱装置について説明する。
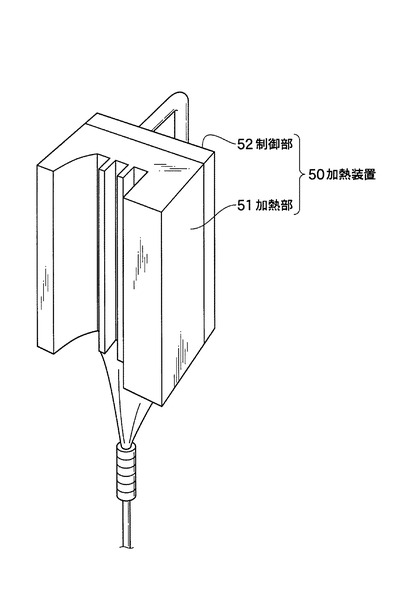
図2は、本発明の加熱装置の一実施例を示す概略斜視図である。
【0027】
本発明の加熱装置50は、前記分割体の接合後の前記環状シール部材40の一部を覆うように前記分割シール材の露出部分の外形に略沿って形成された加熱部51と、前記加熱部における表面温度を制御可能な制御部52とから構成される。
より詳細に説明すると、前記加熱部51の外形は前記環状シール材40の接合後における露出部分、すなわち当該環状シール部材40のリップ部と、基部の一部分の外形に略沿うように形成されている。
また、加熱部51は前記分割シール部材40A、40B同士の接合面近傍を覆う事ができる程度の全長を設けておくことにより、前記接合面に対して周囲から囲むように加熱を行うことができるよう、構成してあることが望ましい。
制御部52は前記加熱部51と電気的に接続されており、当該加熱部51の表面温度を可変、或いは一定に保つことができるよう制御可能に構成されている。
【0028】
[コンクリート製管体の組立]
図3、4を参照しながら、分割体を接合してコンクリート製管体を組み立てる方法について説明する。
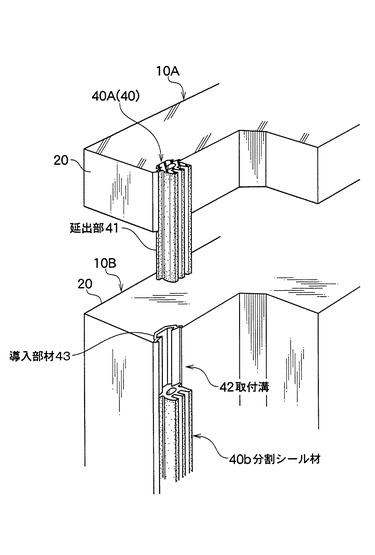
図3は、図1における分割シール材同士の接合工程を示す拡大概略図である。
図4は、分割シール材嵌合後の加熱装置の使用例を示す概略図である。
【0029】
(1)シール材同士の接合
複数個の分割体10A,10Bからコンクリート製管体10を組み立てるには、まず、突出した分割シール材40Aの延出部41を、隣接する分割体10Bの取付溝42内に、周方向端部から嵌め込ませるとともに、当該分割シール材40A、40Bの接合端部同士を合わせることにより、コンクリート製管体10を接合する。この際、分割シール材40A、40Bの接合端部同士が突き合わされるため、分割シール材40A、40Bの接合面にそれぞれ、あらかじめ接着剤を塗布しておくものとする。
これにより、分割シール材40A、40B同士が接合されて環状シール材40が構成される。
【0030】
(2)接合面の加熱
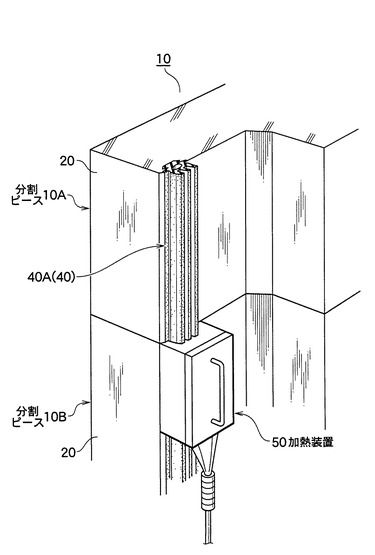
前記分割体の接合後は、先に説明した加熱装置50を万力などによって当該接合面近傍に配置・固定し、所定の温度及び所定の期間だけ加熱を行う。
環状シール部材40に対する加熱装置50の配置形態をより詳細に説明すると、図4のように、加熱部51の外形が前記環状シール部材40の露出部分の形状に対してフィットするように配置する。
加熱温度、加熱期間は、使用する接着剤において推奨される範囲の中で適宜設定するものとする。
このように当該接合面を加熱することにより、より早期に接合面を強固に固定することが可能となる。
【0031】
なお、本実施例においては、当該加熱装置を用いることでより早期に接合面を強固に固定することが可能となるが、接合面の加熱方法は、本実施例によって限定されるものではなく、人工光による加熱や、その他周知の加熱方法によっても、一定の接合効果を得ることができる。
【図面の簡単な説明】
【0032】
【図1】本発明において使用されるコンクリート製管体の概略斜視図。
【図2】本発明の加熱装置の一実施例を示す概略斜視図。
【図3】図1における分割シール材同士の接合工程を示す拡大概略図。
【図4】分割シール材嵌合後の加熱装置の使用例を示す概略図。
【符号の説明】
【0033】
10 コンクリート製管体
10A、10B 分割体
20 雄端部
30 雌端部
40 環状シール材
40A、40B 分割シール材
41 延出部
42 取付溝
43 導入部材
50 加熱装置
51 加熱部
52 制御部
【技術分野】
【0001】
本発明は、ボックスカルバートやヒューム管、推進管等(以下、コンクリート製管体)の接合方法、及びその接合に用いる加熱装置に関するものである。
【背景技術】
【0002】
特許文献1に示すコンクリート製管体は、少なくとも軸方向両側のうちのいずれか一方の開口端部に、所定の開口部と連結可能な継手部を有しており、別のコンクリート製管体の開口部と連結することによって、軸方向への延長を可能としている。
また、前記継手部には、コンクリート製管体の連結時に前記開口部と前記継手部との隙間を密封する環状シール材を取りつけることにより、コンクリート製管体同士のシール性を確保している。
【0003】
また、特許文献1に示すコンクリート製管体は、コンクリート製管体の運搬性や取扱性の面から、当該コンクリート製管体は、軸方向に沿った接合面を有するように分割した複数の分割体から構成されている。
環状シール材についても当然に当該コンクリート製管体の周方向に分割してあり、前記分割体同士の接合時には、一方の分割体の接合面から突出した分割シール材の接合端部または長さ方向端部を隣接する他の分割体の取付溝内に、周方向端部から嵌め込むことによって、コンクリート製管体を形成する、といったものである。
【特許文献1】特開2006−118266号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載のコンクリート製管体を組み立てるにあたっては、以下のような問題があった。
(1)分割シール材の接合面に接着剤を塗布して当該分割体を接合した後、自然乾燥によって接着剤の固化を図っていたため、現場の気象条件等の環境の変化によって求められる乾燥時間が変化し、安定した接着効果が得られなかった。
(2)前記分割体接合後の接合面の迅速な接着を図るため、前記分割シール材の接合面(接着剤の塗布部分)を均等に加熱することのできる加熱装置が求められていたが、所望の機能をもつ加熱装置は未だ存在していなかった。
【0005】
本発明は、上記従来の課題を解決するために、作業現場の環境に左右されず、品質の安定したコンクリート製管体を組み立てることのできる、コンクリート製管体の接合方法、及び、前記分割体の接合面、すなわち接着剤の塗布面を均等に加熱することのできる、上記接合方法に用いる加熱装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
そこで、上記目的を達成するためになされた本願の第1発明は、少なくとも軸方向両側のうちのいずれか一方の開口端部に、所定の開口部と連結可能な継手部を有し、連結時に前記開口部と前記継手部との隙間を密封する環状シール材を前記継手部に取りつけたコンクリート製管体であり、前記コンクリート製管体の躯体は、軸方向に沿った接合面を有するように分割した複数の分割体からなり、前記環状シール材は、接合可能な複数の分割シール材からなる、コンクリート製管体の接合方法において、前記分割シール材のうち少なくとも接合面に接着剤を塗布した状態で前記分割体を接合し、前記一方の分割シール材と他方の分割シール材との接合面周辺を加熱して、コンクリート製管体を形成することを特徴とする、
コンクリート製管体の接合方法であることを要旨としている。
【0007】
また、本願の第2発明は、本願の第1発明に記載のコンクリート製管体の接合方法において、前記分割シール材の接合端位置が前記分割体の接合面位置に対して周方向にずれるように、前記分割シール材をそれぞれ前記分割体に取りつけてあることを特徴とする、コンクリート製管体の接合方法であることを要旨としている。
【0008】
また、本願の第3発明は、本願の第2発明に記載のコンクリート製管体の接合方法において、前記分割シール材を前記継手部の周面に形成した取付溝内に取り付け、分割体同士の接合時に前記接合面から突出した前記分割シール材の接合端部を隣接する分割体の前記取付溝内に嵌め込むように構成したことを特徴とする、コンクリート製管体の接合方法であることを要旨としている。
【0009】
また、本願の第4発明は、本願の第3発明に記載のコンクリート製管体の接合方法において、突出した前記分割シール材の接合端部が嵌まり込む前記取付溝が金属製の導入部材によって形成してあることを特徴とする、コンクリート製管体の接合方法であることを要旨としている。
【0010】
また、本願の第5発明は、本願の第1発明乃至第4発明の何れかに記載のコンクリート製管体の接合方法に用いる、コンクリート製管体の接合用加熱装置であって、前記分割体の接合後の前記シール部材を覆うように前記分割シール材の露出部分の外形に略沿って形成された加熱部と、前記加熱部における表面温度を制御可能な制御部と、を有する事を特徴とする、コンクリート製管体の接合用加熱装置であることを要旨としている。
【発明の効果】
【0011】
したがって、本発明によれば、次のような効果のうち、少なくとも一つを得ることができる。
【0012】
本願発明の接合方法によれば、分割シール材の接合面周辺を強制的に加熱することによって、分割された環状シール材同士が早期に接合され、接合面において安定したシール性を得ることのできるコンクリート製管体を作製することができる。
【0013】
また、本願発明の接合方法によれば、上記したシール性の向上に加えて、分割体の接合位置に対して各分割シール材の端面の接合位置が周方向にずれているため、継手部全体としてのシール性が向上するというコンクリート製管体を作製することができる。
【0014】
また、本願発明の接合方法によれば、嵌合される他の分割体に備えた取付溝に金属製の導入部材を用いることにより、当該分割シール材を加熱する際の熱が前記導入部材に伝導し、当該分割シール材の露出部分から加熱するだけでなく、導入部材側、すなわち管体の内側からも加熱できるため、より一層分割シール材内部の温度分布にムラが生じにくくなり、より安定した加熱効果を得ることができる。
【0015】
また、本願発明に用いられる導入部材は、突出した前記分割シール材の接合端部(延出部)の貫入を誘導するため、分割シール材の接合端部を、周方向端部から取付溝内に容易に嵌め込むことができる。
【0016】
また、本願発明の加熱装置によれば、加熱部を前記分割シール材の露出部分の外形にフィットするように形成してあるため、気温、天候等の現場環境に左右されずに分割体同士の接合を確実に行うことができ、安定した品質のコンクリート製管体を得ることができる。分割シール材内部の温度分布にムラが生じにくく、当該接着剤の接着環境をより一律とすることができる。
従って、
【発明を実施するための最良の形態】
【0017】
以下、図面を参照しながら本発明の実施の形態について説明する。
【実施例】
【0018】
[コンクリート製管体、及び分割体の詳細]
図1を参照しながら、本発明のコンクリート製管体について説明する。
図1は、本発明において使用されるコンクリート製管体の概略斜視図である。
【0019】
(1)コンクリート製管体
コンクリート製管体10は、図1に示すように、コンクリート製管体10の管軸方向一方側の開口端部に継手部である雄端部20を設け、管軸方向他方側の開口端部に開口部である雌端部30を設けてある。雄端部20は、別のコンクリート製管体の雌端部30に連結可能、より具体的には差込み嵌合可能に構成してあり、これらのコンクリート製管体10を軸方向に複数連結することによって、コンクリート製管体10を延長可能とするものである。
また、コンクリート製管体10の管軸方向の断面形状は、ここでは矩形状であるが、この形状に限定されるものではない。
【0020】
(2)分割体
また、コンクリート製管体10の躯体は、管軸方向に沿った分割面で複数に分割された断面略コ字形を呈する複数の分割体10A,10Bにより構成される。
コンクリート製管体10の分割数は偶数組が好適であり、特に上下に二分割した形態が実用面において最適である。
【0021】
(3)環状シール材
前記雄端部20の外周には別のコンクリート製管体10との連結時、すなわち前記別のコンクリート製管体10の雌端部30への差込み嵌合時に、雄端部20と雌端部30との隙間を密封する環状シール材40を取り付ける。環状シール材40の素材としては、例えばゴム弾性材料が使用できる。
また、環状シール材40は、前記コンクリート製管体10の周方向に分割され、接合可能な複数の分割シール材40A、40Bによって構成される。
図1を参照すると、環状シール材40は、一方の分割体10Bの雄端部20の周方向の端部で所定長だけ後退させた分割シール材40Bの端部と、他方の分割体から延出した分割シール材40Aの延出部41の端部とを接合させることによって、連続する環状シール材40を構成できるようになっている。
【0022】
なお、延出部41は、図1のように分割体10A側に取りつけた分割シール材40A側に設けてあることに限定するものではない。従って、分割シール材40Bに設けておいてもよいし、2分割してある分割体10A、10Bの場合、2箇所存する延出部41を分割シール材40A、40Bに各1箇所ずつ設けておいても良い。
【0023】
また、本発明において使用される環状シール材40は断面形状について特に限定をするものではない。また、環状シール材40は当該コンクリート製管体10の成型時に予め埋め込まれてある形態(先付け)であってもよいし、成型後に接着剤等によって取りつける形態(後付け)であってもよい。
【0024】
(4)導入部材
前記取付溝42、すなわち前記一方の分割体の継手部の周方向の端部で所定長だけ分割シール材を後退させてある部分の近傍部には、金属製の導入部材43を取りつけておいてもよい。
前記導入部材43は、前記他方の分割シール材の延出部41を嵌め込みやすい程度の摩擦係数を有する金属であると同時に、接着剤によって容易に前記延出部41と当該導入部材43とを接着可能な金属が望ましく、例えばステンレス鋼などを用いることができる。
【0025】
(5)その他の実施例
なお、他の実施例として、導入部材43或いはコンクリート製管体10に注入孔を穿設し、分割シール材40の内面と導入部材43との間に生じる隙間や、分割シール材同士の接合面に生じる隙間を、外部と連通させるように構成してもよい。このように構成すれば、両分割体40A、40Bの組立後に、注入孔を経由して接着剤を外部から注入することが可能となり、シール性をより高めることが可能となる。
【0026】
[加熱装置]
図2を参照しながら、本発明のコンクリート製管体の接合方法に用いる接合用加熱装置について説明する。
図2は、本発明の加熱装置の一実施例を示す概略斜視図である。
【0027】
本発明の加熱装置50は、前記分割体の接合後の前記環状シール部材40の一部を覆うように前記分割シール材の露出部分の外形に略沿って形成された加熱部51と、前記加熱部における表面温度を制御可能な制御部52とから構成される。
より詳細に説明すると、前記加熱部51の外形は前記環状シール材40の接合後における露出部分、すなわち当該環状シール部材40のリップ部と、基部の一部分の外形に略沿うように形成されている。
また、加熱部51は前記分割シール部材40A、40B同士の接合面近傍を覆う事ができる程度の全長を設けておくことにより、前記接合面に対して周囲から囲むように加熱を行うことができるよう、構成してあることが望ましい。
制御部52は前記加熱部51と電気的に接続されており、当該加熱部51の表面温度を可変、或いは一定に保つことができるよう制御可能に構成されている。
【0028】
[コンクリート製管体の組立]
図3、4を参照しながら、分割体を接合してコンクリート製管体を組み立てる方法について説明する。
図3は、図1における分割シール材同士の接合工程を示す拡大概略図である。
図4は、分割シール材嵌合後の加熱装置の使用例を示す概略図である。
【0029】
(1)シール材同士の接合
複数個の分割体10A,10Bからコンクリート製管体10を組み立てるには、まず、突出した分割シール材40Aの延出部41を、隣接する分割体10Bの取付溝42内に、周方向端部から嵌め込ませるとともに、当該分割シール材40A、40Bの接合端部同士を合わせることにより、コンクリート製管体10を接合する。この際、分割シール材40A、40Bの接合端部同士が突き合わされるため、分割シール材40A、40Bの接合面にそれぞれ、あらかじめ接着剤を塗布しておくものとする。
これにより、分割シール材40A、40B同士が接合されて環状シール材40が構成される。
【0030】
(2)接合面の加熱
前記分割体の接合後は、先に説明した加熱装置50を万力などによって当該接合面近傍に配置・固定し、所定の温度及び所定の期間だけ加熱を行う。
環状シール部材40に対する加熱装置50の配置形態をより詳細に説明すると、図4のように、加熱部51の外形が前記環状シール部材40の露出部分の形状に対してフィットするように配置する。
加熱温度、加熱期間は、使用する接着剤において推奨される範囲の中で適宜設定するものとする。
このように当該接合面を加熱することにより、より早期に接合面を強固に固定することが可能となる。
【0031】
なお、本実施例においては、当該加熱装置を用いることでより早期に接合面を強固に固定することが可能となるが、接合面の加熱方法は、本実施例によって限定されるものではなく、人工光による加熱や、その他周知の加熱方法によっても、一定の接合効果を得ることができる。
【図面の簡単な説明】
【0032】
【図1】本発明において使用されるコンクリート製管体の概略斜視図。
【図2】本発明の加熱装置の一実施例を示す概略斜視図。
【図3】図1における分割シール材同士の接合工程を示す拡大概略図。
【図4】分割シール材嵌合後の加熱装置の使用例を示す概略図。
【符号の説明】
【0033】
10 コンクリート製管体
10A、10B 分割体
20 雄端部
30 雌端部
40 環状シール材
40A、40B 分割シール材
41 延出部
42 取付溝
43 導入部材
50 加熱装置
51 加熱部
52 制御部
【特許請求の範囲】
【請求項1】
少なくとも軸方向両側のうちのいずれか一方の開口端部に、所定の開口部と連結可能な継手部を有し、連結時に前記開口部と前記継手部との隙間を密封する環状シール材を前記継手部に取りつけたコンクリート製管体であり、前記コンクリート製管体の躯体は、軸方向に沿った接合面を有するように分割した複数の分割体からなり、前記環状シール材は、接合可能な複数の分割シール材からなる、コンクリート製管体の接合方法において、
前記分割シール材のうち少なくとも接合面に接着剤を塗布した状態で前記分割体を接合し、
前記一方の分割シール材と他方の分割シール材との接合面周辺を加熱して、コンクリート製管体を形成することを特徴とする、
コンクリート製管体の接合方法。
【請求項2】
請求項1に記載のコンクリート製管体の接合方法において、前記分割シール材の接合端位置が前記分割体の接合面位置に対して周方向にずれるように、前記分割シール材をそれぞれ前記分割体に取りつけてあることを特徴とする、コンクリート製管体の接合方法。
【請求項3】
請求項2に記載のコンクリート製管体の接合方法において、前記分割シール材を前記継手部の周面に形成した取付溝内に取り付け、分割体同士の接合時に前記接合面から突出した前記分割シール材の接合端部を隣接する分割体の前記取付溝内に嵌め込むように構成したことを特徴とする、コンクリート製管体の接合方法。
【請求項4】
請求項3に記載のコンクリート製管体の接合方法において、突出した前記分割シール材の接合端部が嵌まり込む前記取付溝が金属製の導入部材によって形成してあることを特徴とする、コンクリート製管体の接合方法。
【請求項5】
請求項1乃至4の何れかに記載のコンクリート製管体の接合方法に用いる、コンクリート製管体の接合用加熱装置であって、
前記分割体の接合後の前記シール部材を覆うように前記分割シール材の露出部分の外形に略沿って形成された加熱部と、
前記加熱部における表面温度を制御可能な制御部と、を有する事を特徴とする、
コンクリート製管体の接合用加熱装置。
【請求項1】
少なくとも軸方向両側のうちのいずれか一方の開口端部に、所定の開口部と連結可能な継手部を有し、連結時に前記開口部と前記継手部との隙間を密封する環状シール材を前記継手部に取りつけたコンクリート製管体であり、前記コンクリート製管体の躯体は、軸方向に沿った接合面を有するように分割した複数の分割体からなり、前記環状シール材は、接合可能な複数の分割シール材からなる、コンクリート製管体の接合方法において、
前記分割シール材のうち少なくとも接合面に接着剤を塗布した状態で前記分割体を接合し、
前記一方の分割シール材と他方の分割シール材との接合面周辺を加熱して、コンクリート製管体を形成することを特徴とする、
コンクリート製管体の接合方法。
【請求項2】
請求項1に記載のコンクリート製管体の接合方法において、前記分割シール材の接合端位置が前記分割体の接合面位置に対して周方向にずれるように、前記分割シール材をそれぞれ前記分割体に取りつけてあることを特徴とする、コンクリート製管体の接合方法。
【請求項3】
請求項2に記載のコンクリート製管体の接合方法において、前記分割シール材を前記継手部の周面に形成した取付溝内に取り付け、分割体同士の接合時に前記接合面から突出した前記分割シール材の接合端部を隣接する分割体の前記取付溝内に嵌め込むように構成したことを特徴とする、コンクリート製管体の接合方法。
【請求項4】
請求項3に記載のコンクリート製管体の接合方法において、突出した前記分割シール材の接合端部が嵌まり込む前記取付溝が金属製の導入部材によって形成してあることを特徴とする、コンクリート製管体の接合方法。
【請求項5】
請求項1乃至4の何れかに記載のコンクリート製管体の接合方法に用いる、コンクリート製管体の接合用加熱装置であって、
前記分割体の接合後の前記シール部材を覆うように前記分割シール材の露出部分の外形に略沿って形成された加熱部と、
前記加熱部における表面温度を制御可能な制御部と、を有する事を特徴とする、
コンクリート製管体の接合用加熱装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−63789(P2008−63789A)
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願番号】特願2006−241647(P2006−241647)
【出願日】平成18年9月6日(2006.9.6)
【出願人】(000229128)日本ゼニスパイプ株式会社 (31)
【Fターム(参考)】
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願日】平成18年9月6日(2006.9.6)
【出願人】(000229128)日本ゼニスパイプ株式会社 (31)
【Fターム(参考)】
[ Back to top ]