
コンパクトなテンション制御付連続式オーバーエンドテークオフ(オーイーテーオー)糸巻き軸架
テンション制御装置(110−3)を有するコンパクトで連続式のオーバーエンドテークオフ糸巻き軸架システム(100'”)は多数の糸パッケージ(105)からの高粘性弾性糸の巻きほどきを可能にする。弾性糸の切断を避けることにより該糸巻き軸架システムの連続運転を保持するために糸テンションがモニターされ、ドリブンテークオフロール(130)の可変速度モーターにより制御される。別々のモーターと糸テンションセンサー(117)が、オプションでプリテンショナー(113A)と組み合わされ、糸のグループ用又は個別糸用に使用されてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はヤーン又はフアイバー巻きほどきデバイスに関し、特に、紡がれたままのオーバーエンドテークオフヤーンを下流製造機器へ、該下流製造機器へ輸送される複数の弾性ヤーン又はフアイバーの目標平均テンションレベル並びに最小テンション変動で以て連続的に供給するよう設計された方法と装置に関する。本文書を通して用語“ヤーン”、“糸”又は“フアイバー”は相互互換的に使われることは注意すべきである。
【背景技術】
【0002】
製造過程で円柱形マンドレル(又は“チューブ”又は“パッケージ”)からヤーン、糸又はフアイバーを巻きほどく最も普通の方法は“ローリングテークオフ”と呼ばれる。そのパッケージが使い果たされると、空のマンドレルは除去されねばならず、新パッケージが設置される。この操作は製造ラインの停止を要し、非生産的停止時間を引き起こす。
【0003】
糸巻き軸架上に保持されたパッケージ(複数を含む)からヤーンを巻きほどく方法のもう1つの従来技術の例は該オーバーエンドテークオフ{オーイーテーオー(OETO)}法である。該オーイーテーオー法は、活動パッケージのヤーンの終了端部がスタンバイするパッケージのヤーンの先導端部に取り付けられるので、該巻きほどき過程の連続運転を許容する。該オーイーテーオー法では、活動パッケージが完全に使い切られた後、該スタンバイパッケージが活動パッケージになる。しかしながら、該オーイーテーオー法の欠点は、該巻きほどき過程時に受け入れ難いヤーンテンション変動が起こることである。
【0004】
オーイーテーオー法を実施するシステムと装置の従来技術例では、弾性フアイバーは製造ラインに供給される前に該システムを通される。この従来技術オーイーテーオーシステムはラック構造体を有し、該構造体は活動パッケージ及びスタンバイパッケージの糸巻き軸架と、緩和セクションとそしてモータードライブされたニップロールとを保持する。該緩和セクションは活動パッケージと該オーイーテーオーシステムの該ニップロールとの間に配置される。該緩和セクションは巻きほどかれつつあるヤーンの幾らかのたるみを提供することにより、上記で論じた受け入れ難いヤーンのテンション変動を抑制するのを助ける。
【0005】
しかしながら、この様な緩和セクションを有する従来技術のオーイーテーオーシステムは高レベルの粘性を示すフアイバー又はヤーン(すなわち、特に高い凝集力を有するヤーン)に伴う問題を有する。更に、高レベルの粘性を有するヤーンは又、該活動パッケージが糸巻き軸架から巻きほどかれる時、摩擦力及びヤーンテンションレベルの異常に高い変動を示す。
【0006】
加えて、緩和セクションにより提供されるヤーンのたるみは変動し、過剰なヤーンが該活動パッケージから巻きほどかれ得る。この過剰なヤーンはニップロール内に引き込まれ、それ自身上に巻かれ、該ヤーンのからまり又は切断に導く。高レベル粘性を有するヤーンの使用は更に、共に接着し、ニップロールに接着する過剰ヤーンの可能性に寄与する。巻きほどき過程時のヤーンのからまり又は切断は、製造ラインの停止を求め、巻きほどき過程を遅延させ、製造コストを高める。
【0007】
従来技術のオーイーテーオー装置は、ヤーンが該緩和セクションを水平に横切るよう構成されるのが典型的である。この構成では、ヤーンは垂直の軸を有するニップロールを通って進む。しかしながら、ニップロールの軸のこの様な垂直構成を用いると、活動パッケ
ージと該ニップロールの間の緩和セクション内に配置されたヤーンはたるむ傾向がある。結果として、ニップロール上のヤーン位置は不安定になり、隣接ヤーン間で干渉とからまりが起こる。これらの問題の各々は製造ラインが停止されることを求める。
【0008】
更に、或る製造応用品(例えば、むつき製造)は実質的に仕上げ不要の、紡がれたままのフアイバーの使用を要する。この様な仕上げ不要のヤーンは又上記で論じた高レベルの粘性に付随する問題を現出する。
【0009】
上記で論じた問題は、オーイーテーオー方法及び装置の適用を、高レベルの粘性を有するヤーンの処理時に、特に難しくする。従来技術のオーイーテーオー装置は巻きほどき過程に於けるこれらの問題に取り組む企てを、(1)捲き過程の前に付けられた抗粘性添加物を有するヤーンを使うこと、及び/又は(2)活動パッケージが巻きほどかれ、次いで巻き直されたパッケージを創るために異なる糸巻き軸架上で巻き直される場合の、巻き直されたパッケージを使うこと、により行って来た。
【0010】
上記で論じた問題の結果として、従来技術のオーイーテーオー装置は緩和セクション、高レベルの粘性そして該オーイーテーオー法で巻きほどかれるヤーンの切断による困難を斟酌するよう設計されて来た。1例として本出願の譲り受け人により全体を所有される特許文献1は、パッケージから高レベル粘性を有する弾性フアイバーパッケージを巻きほどくオーイーテーオー方法及び装置を開示している。特に、ヒーネイ他(Heaney et al.)のオーイーテーオー装置はフアイバーガイドとフアイバーパッケージの間には最小距離があることを提案する。ヒーネイ他は0.41mより短い最小距離は望ましくない程大きなテンション変動に帰着すると述べている。これらの変動はプロセス制御の困難さを引き起こし、又ヤーン切断へ導き得る。
【0011】
更に、ヒーネイ他は0.91mより長い距離は巻きほどき機器のコンパクトさを失わさせ、人間工学的に好ましくなくする。フアイバーにより示される粘性のレベルが増すと、最小許容距離、dは増加する。約2gより大きく、約7.5gより小さい粘性レベルを有するヤーンについては、dは好ましくは少なくとも約0.41mであるのがよく、約7.5gより大きい粘性レベルを有する糸用には、dは好ましくは少なくとも約0.71mであるのがよい。高い粘性のヤーンについてのこの様な最小距離要求を考慮して、オーイーテーオー装置は、製造環境で可成りの床スペースを取る大きな設置面積を有するフレームを要するのが典型的である。従来技術参照用の追加例は、その各々が参照によりここに組み入れられる特許文献2及び3で与えられる。
【0012】
従って、従来技術の方法及び装置に比して、からまり、切断、より大きな機器設置面積そして増加する製造コストの問題を避け、高レベル粘性を有するヤーンを巻きほどくオーイーテーオー装置のニーヅが、当該技術に引き続いて存在する。高粘性の、弾性糸又はフアイバーの処理が特に問題であるのは、この様な紡がれたままの糸又はフアイバーが実質的に仕上げ無しの時であり、それはむつき及び他の個人看護製品を作るため使われる弾性糸又はフアイバー用ではごく普通のことである。従って、抗粘性添加物を有する又は有しないヤーンを巻きほどく、比較的小さい設置面積で実現されるオーイーテーオー装置のニーヅが当該技術で残っている。それ故、パッケージから製造システムへ高粘性弾性糸又はフアイバーを巻きほどき、供給する速くて高信頼性の方法が当該技術でなお必要とされる。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】Heaney et al.米国特許第6,676,054号明細書
【特許文献2】Heaney et al.米国特許出願公開第US2005/0133653号明細書
【特許文献3】Manning、Jr.et al.米国特許出願公開第US2006/0011771号明細書
【発明の概要】
【0014】
本発明の1実施例は、複数の糸ガイドを有する支持フレームと、該支持フレームに連結された少なくとも1つの旋回脚部と、複数のパッケージホルダーであるが、各ホルダーが糸の1つ以上のパッケージを保持するよう構成され、回転軸上に配置された各前記糸のパッケージが該糸が該複数の糸ガイドの1つを通って巻きほどかれることを可能にするよう構成されている、該少なくとも1つの旋回脚部に固定された該複数のパッケージホルダーと、そして該支持フレームに連結された複数のドライブ及びテンション制御装置であるが、前記制御装置の各々が該複数の糸のパッケージの1つから糸を巻きほどくよう構成されている該制御装置と、を具備するオーイーテーオー糸巻き軸架システムである。
【0015】
上記で論じたオーイーテーオー糸巻き軸架システムの実施例では、各ドライブ及びテンション制御装置は、該ドライブ及びテンション制御装置の糸通路を通るよう巻きほどき糸をガイドするよう構成されたプリテンショナー及び組み合わせガイドロールと、糸のからまりを防止するよう構成された少なくとも1つのアイレットと、該ドライブ及びテンション制御装置を通るよう糸を動かすよう構成された水平ドリブンテークオフロールと、該水平ドリブンテークオフロールをドライブし、糸テンションを制御するよう構成された可変速度モーターと、巻きほどき糸が通過する糸テンションセンサーと、該テンションセンサーからのフィードバック信号に従って該可変速度モーターの速度を増分だけ増加すること、保持すること、減分だけ低減することの少なくとも1つを行うよう構成されたテンション制御器デバイスと、そして該テンション制御装置から糸を出力するよう構成された少なくとも1つのガイドロールと、を具備しており、該プリテンショナー及びガイドロールは該水平ドリブンテークオフロールの前に配置され、該テンションセンサーは該水平ドリブンテークオフロールの後に配置されており、そして該可変速度モーターの速度は糸テンション値を該制御器デバイスにより糸テンションの予め決められた範囲内に保持するよう該テンション制御器デバイスにより変えられる。
【0016】
本発明のもう1つの実施例は、糸巻きほどきシステム用のドライブ及びテンション制御装置であるが、ドライブ及びテンション制御装置の糸通路を通して糸をガイドするよう構成されたプリテンショナー及びガイドロールと、該糸のからまりを防止するよう構成された少なくとも1つのアイレットと、該ドライブ及びテンション制御装置を通るべく糸を動かすよう構成されたドリブンテークオフロールと、該ドリブンテークオフロールをドライブし、糸テンションを制御するよう構成された可変速度モーターと、該糸上のテンションを決定するよう構成されたテンションセンサーと、該テンションセンサーからのフィードバック信号に従って該可変速度モーターの速度を増分だけ増加すること、保持すること、減分だけ低減することの少なくとも1つを行うよう構成されたテンション制御器デバイスと、そして該テンション制御装置から糸を出力するよう構成された少なくとも1つのガイドロールと、を具備しており、該プリテンショナー及びガイドロールは該ドリブンテークオフロールの前に配置され、該テンションセンサーは該ドリブンテークオフロールの後に配置される該糸巻きほどきシステム用ドライブ及びテンション制御装置である。
【0017】
本発明のなおもう1つの実施例は、糸パッケージングからの各弾性糸を、前記糸用に組み合わされ、可変速度モーターによりドライブされるドリブンテークオフロールで、巻きほどく過程と、各弾性糸を個別プリテンショナー及び付随ガイドロールでテンション及び制御装置内へガイドする過程と、各弾性糸に組み合わせテンションセンサーを通過させる過程と、1本以上の糸が切断されたかどうかを決定する過程と、1本以上の糸が動いているかどうかを決定し、該移動糸の各々のテンションを測定する過程と、該移動糸の何れか
が予め決められたテンション値に対し範囲外にあるテンションを有するかどうかを決定する過程と、それぞれの移動糸用のそれぞれのドリブンテークオフロールの速度を増分だけ増加すること及び減分だけ低減することの少なくとも1つを、前記それぞれの移動糸のテンションが前記移動糸用の予め決められたテンション値に対し範囲外にあり、そして該増分及び減分の数の少なくとも1つが第1修正しきい値の下にある時、行う過程と、該それぞれの移動糸用の平均テンションが前記移動糸用の予め決められたテンション値に対し範囲外にあるかどうかを決定する過程と、それぞれのドリブンテークオフロールの速度を増分だけ増加すること及び減分だけ低減することの少なくとも1つを、前記それぞれの移動糸の該平均テンションが範囲外にありそして該増分及び減分の数の少なくとも1つが第2修正しきい値の下にある時、行う過程と、そして該糸の1本以上が、切断している、移動しない、そして範囲外にありそして該第1又は第2修正しきい値より上にあるテンションを有する、の少なくとも1つである時、警報を設定する過程と、を具備する複数の糸を同時に巻きほどくための弾性糸巻きほどきシステムの糸テンションを制御する方法である。
【0018】
加えて、本発明の実施例では、ガイドロールはドリブンテークオフロールの前及び後ろに配置されてもよく、該テンションセンサーは該ドリブンテークオフロールの後に配置されてもよく、該可変速度モーターの速度はテンション制御器デバイスにより糸テンション値を予め決められた糸テンション範囲内に維持するよう保持されるか又は変えられ、そして該テンションセンサーと該水平ドリブンテークオフロールの間の距離は、距離に対する糸テンション変動の誤差を避けるよう、固定され、最小化される。
【0019】
更に、本発明の実施例では、各ドライブ及びテンション制御装置は糸内のテンション変動を減衰させるよう構成されたアイドラーを更に有し、該アイドラーは水平ドリブンテークオフロールに隣接して配置される。加えて、各ドライブ及びテンション制御装置は糸を該ドライブ及びテンション制御装置へ送るよう構成されたプレートアイレットを更に有する。
【0020】
更に、本発明の実施例では、複数のドライブ及びテンション制御装置の各々は、複数のパッケージのそれぞれのパッケージから個別に糸の各々を巻きほどくために支持フレーム上に垂直に隔てられている。加えて、該オーイーテーオー糸巻き軸架システムでは該複数のドライブ及びテンション制御装置は該複数のパッケージのそれぞれのパッケージから個別に糸の各々をほどくために該支持フレーム上に並列に構成される。
【図面の簡単な説明】
【0021】
本発明の幾つかの実施例は、付置する図面を参照して読まれる時、下記の明細書の詳細記述で更に説明される。
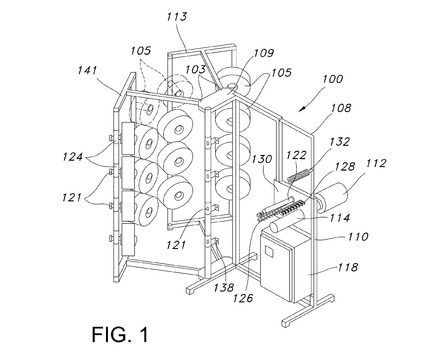
【図1】オーイーテーオーを使うヤーンの連続巻きほどき用の本発明の実施例を示す例示的斜視図である。
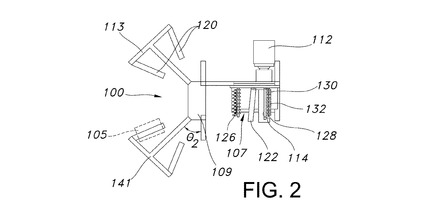
【図2】図1に示す実施例の平面図である。
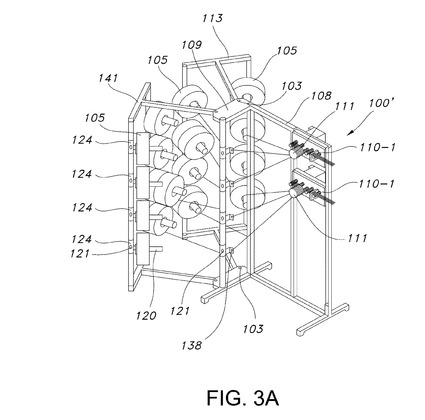
【図3A】テンション制御を含む本発明の例示的実施例を示す斜視図である。
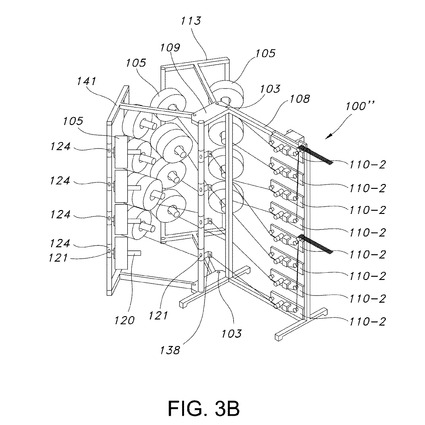
【図3B】テンション制御を含む本発明のもう1つの例示的実施例を示す斜視図である。
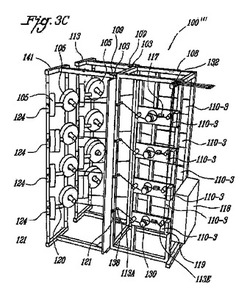
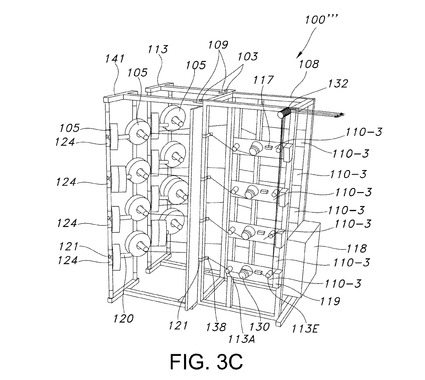
【図3C】テンション制御を含む本発明のなおもう1つの例示的実施例を示すなおもう1つの斜視図である。
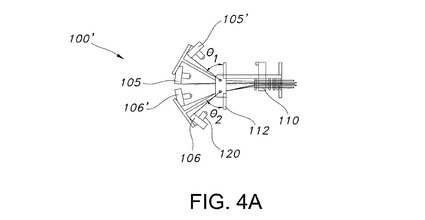
【図4A】図3Aに示す実施例の平面図である。
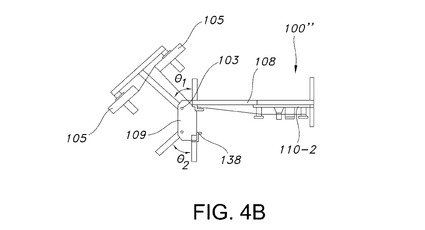
【図4B】図3Bに示す実施例の平面図である。
【図4C】図3Cに示す実施例の平面図である。
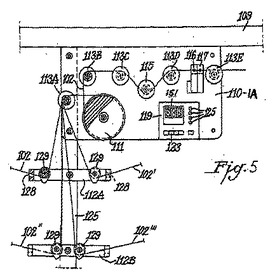
【図5】テンション制御を含む本発明のなおもう1つの例示的実施例の正面立面図であり、4本の糸グループの各々はドライブ及びテンション制御装置を有し、1つのドリブンテークオフロールを共有する。
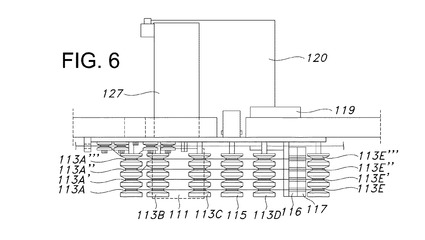
【図6】図5に示すシステムの平面図である。
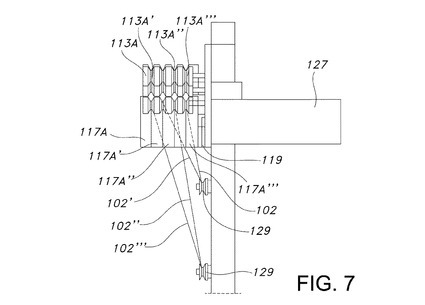
【図7】図5及び6に示す4本の糸のドライブ及びテンション制御装置の右側面図である。
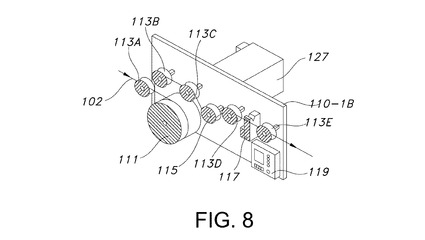
【図8】1本の糸のドライブ及びテンション制御装置の例示的実施例を示す斜視図である。
【図9】各個別糸用の別々の可変速度モーター及び対応する別々のテンションセンサーを有するドライブ及びテンション制御装置のもう1つの例示的実施例の斜視図である。
【図10】1本の糸のドライブ及びテンション制御装置のなおもう1つの実施例の拡大正面立面図である。
【図11】図10に示すドライブ及びテンション制御装置の右側面図である。
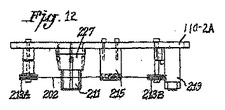
【図12】図10に示す1本の糸のドライブ及びテンション制御装置の平面図である。
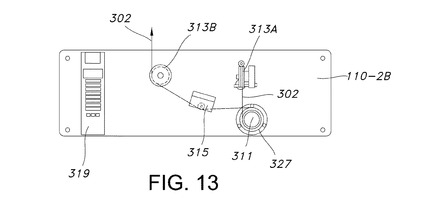
【図13】1本の糸のドライブ及びテンション制御装置のなおもう1つの例示的実施例の拡大正面立面図である。
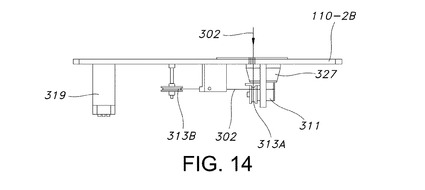
【図14】図13に示す1本の糸のドライブ及びテンション制御装置の第3の実施例の平面図である。
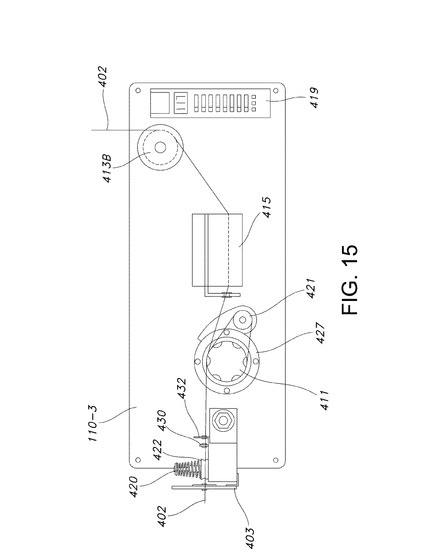
【図15】1本の糸のドライブ及びテンション制御装置のなおもう1つの実施例の例示的拡大正面立面図である。
【図16】図3Aから図3Cに示す本発明の実施例と組み合わせ使用されてもよい糸又はフアイバーのテンションをモニターする方法のテンション制御/トリムアルゴリズム用の例示的流れ図を示す。
【図17】例1−5のデータを得るため使われたフアイバー巻きほどきテスト機器を略図で図解する。
【図18】図3Bに示す本発明のオーイーテーオーシステム実施例を使ってヤーンパッケージが巻きほどかれる時、経時的に測定された供給テンションのテスト結果をプロットする。
【実施例1】
【0022】
ヤーン巻きほどき装置は、巻き直されたヤーン及び/又は抗粘性添加物を有する紡がれたままのオーイーテーオーヤーンでのオーイーテーオー法の費用効率的な使用法を可能にする。もしテンション制御機器が使われれば、抗粘性添加物無しの糸も紡がれたままのオーイーテーオーヤーンとしてもよい。特に該装置は紡がれたままのオーイーテーオーヤーンを連続的に巻きほどき、比較的小さい設置面積内で比較的一定のヤーンテンションを提
供する。これは製造過程の効率改善を提供する。
【0023】
図1は特許文献3で本発明人により開示されたヤーンの連続的巻きほどき用の本発明の実施例を示す例示的斜視図である。図1は、2つの旋回点103で中央部分109に連結され、それら間に架橋用サポートを有する2つの平行ポストとして図1で示される、2つの旋回脚部141,113を備えるシステム100を示す。中央サポートフレーム108は図1に示す実施例でシステム100の1つの側から延びる。
【0024】
該2つの旋回脚部141、113は複数の旋回するヤーン保持アーム120(図2参照)を有する。該旋回するヤーン保持アーム120は該旋回脚部141,113の各々上に8つまでのパッケージ105用の糸巻き軸架を保持する。パッケージ105の各々は活動パッケージか又はスタンバイパッケージか何れかであってもよい。図2を参照すると、システム100の旋回脚部141,113は、該システム100に多様で、小さい設置面積を提供するよう、中央部分109の脚部に対し鋭角に設定される(θ1,θ2)。該鋭角(θ1,θ2)は0°から90°の範囲内にある。結果として、該システム100は製造フロア上のスペースを最適化するために該2つの旋回脚部141,113の種々の配向を有するよう構成されてもよい。
【0025】
加えて、図1は該システム100の中央支持フレーム108に取り付けられたドライブ制御組立体110を示す。該ドライブ制御組立体110は、図1に示す様に、ドライブモーター112,ドライブロール114,電氣制御ボックス118,セパレーターロール122,第2糸ガイド126,切断センサー128、そして第3糸ガイド132を更に有する。多数ドライブ制御組立体197が各パッケージ105により提供される個別ヤーンを支持するため使われてもよい。糸ガイド138、132,126はドライブ制御組立体110内でパッケージからドライブロール114へ個別ヤーンを導く。第1糸ガイド138,第2糸ガイド126,切断センサー128そして第3糸ガイド132の数の限定しない例での値は8である。電氣制御ボックス118は、電源、部品への信号用のインターフエース接続を提供するターミナルブロック、ヤーン速度制御用サーボドライブモーター、リレー、モーター制御器、切断検出器インターフエース、D/A変換器、A/D変換器そしてフレーム100の上記で論じた部品のモニター及び操作を支持する他のインターフエース電子機器を提供する。図1のフレーム100は本発明の全実施例で使用されてもよい。
【0026】
活動及びスタンバイパッケージ105の限定しない例は、巻かれたフアイバー又はヤーンの全3kgの糸巻き軸架パッケージである。限定されるよう願わないが、オーイーテーオー巻きほどき用の例示ヤーンはインビスタサール(INVISTA SARL)(前のデュポン)により販売されるリクラアール(LYCRA(R))の様なスパンデックス(spandex)(セグメント化ポリウレタン)である。該活動的及びスタンバイパッケージ105は小さい設置面積のフレーム100上で2つの隣接する旋回ヤーン保持アーム120の位置の何れかを占めるのが典型的である。該旋回ヤーン保持アーム120は該活動及びスタンバイパッケージ105への容易なアクセスのために旋回する。該旋回ヤーン保持アーム120は規則的なヤーンチューブコアを保持する(例えば、紡がれたままのオーイーテーオー材料)。
【0027】
図2は図1に示すヤーン巻きほどき用装置の平面図である。図2で見られる様に、フレーム100は、パッケージ105を保持するフレーム100の2つの旋回脚部141,113を中央支持フレーム108に対して角度(θ1,θ2)で置くことにより、多様な構成と小さな設置面積を提供するよう設計される。該2つの脚部141,113が移動出来て、フレーム100が小さな設置面積しか占めないので、該装置は製造環境でより少ない床スペースしか取らない。加えて、ピン103は、該巻きほどき装置の寸法の更なる減少を可能にするよう中央部分109から除去されてもよい。すなわち、中央部分109の頂
部及び底部に於ける適当なピン103の除去で、2つの旋回脚部141,113の何れか1つはコンパクトなオーイーテーオー巻きほどき装置フレーム100から除去され、90°の角度α1,α2に設定された他の旋回脚部141,113で、該装置すなわち糸巻き軸架は製造フロアでより小さい設置面積しか有しなくてもよい。図2に示す残りの参照番号は上記図1で論じられている。
【0028】
図3Aはテンション制御を有するコンパクトなオーイーテーオー糸巻き軸架システム100’のもう1つの例示的実施例である。図4は図3Aに示すシステムの平面図である。糸グループ用の正味テンション制御の概念は、糸製造システム例としてむつき製造を使って更に説明される。糸グループがむつき又は他の製造過程へ供給される。例えば、第1糸グループはむつきの右脚部分用に弾性のある特徴を提供し、第2糸グループは左脚部分用に弾性のある特徴を提供してもよい。製造時、該右又は左脚部分用の弾性のある特徴のテンションは、糸のテンション変動のために最早受け入れ可能なレベルになくてもよい。該コンパクトなオーイーテーオー糸巻き軸架システム100’は何等かのこの様な変動を修正するために、該第1糸グループ又は第2糸グループのテンションを、もう1つの糸グループから独立に調整されることを可能にする。
【0029】
図3Aで見られる様に、システム100’はパッケージ105を保持するシステム100’の2つの旋回脚部141,113を中央支持フレーム108に対して或る角度(図4で示すθ1,θ2)で置くことにより、多様な構成と小さな設置面積を提供するよう設計される。該2つの脚部141,113が移動出来て、システム100’が小さな設置面積しか有しないので、該システムは製造環境でより少ない床スペースを取る。加えて、ピン103は、該糸巻き軸架システムの寸法の更なる減少を可能にするよう中央部分109から除去されてもよい。すなわち、中央部分109の頂部及び底部の適当なピン103の除去で、2つの旋回脚部141,113の何れか1つはコンパクトなオーイーテーオー糸巻き軸架システム100’から除去され、90°の角度α1,α2に設定される他の旋回脚部141,113で、該糸巻き軸架システムは製造フロアでより小さい設置面積しか有しなくてもよい。加えて上記図1で論じた電氣制御ボックス118は該糸巻き軸架システムの操作を支持するためにこのシステム100’と共に使用されてもよい。更に、図3A−図3Cで示した何れかの残りの参照番号も図1の上記議論により規定されてもよい。更に、図3Aから図3Cの中央支持フレームと図5から図15のテンション制御装置110が本発明の全ての実施例で使われてもよい。
【0030】
図5から15をなお参照すると、動作時、むつき機械又は他の糸処理製造システムは、例えば、それぞれ図5及び図8で示すドライブ及びテンション制御装置110−1A及び110−1Bのテンション制御器119へ信号を提供してもよい。この信号は、望まれるテンションを達成するに必要な伸びを提供するために、どんな速度で該モーターが運転すべきかの指示を提供する。糸処理システムからの信号は、工業標準に基づくのが典型的で、該標準は望まれるテンションを達成するために必要な伸びの理論量を指示するよう創られて来たものである。糸処理システムからの入力信号はテンション設定点として参照され、それぞれ図5及び図8に示すドライブ及びテンション制御装置110−1A及び110−1Bのドリブンテークオフロール111の速度を最初に指示する。
【0031】
好ましい実施例に依れば、ユーザーは糸グループ用に保持されるべき望ましいテンション範囲を直接テンション制御器デバイス119に入れてもよい。該テンション制御器デバイスは糸テンションを表すテンションセンサー115−115'”から入力信号を受け取る。テンション制御器デバイス119はドリブンテークオフロール111から来る糸102−102'”のテンションレベルが、望まれるテンション範囲内にあるので、保持されてよいか、或いは該テンションが増加される又は減じられる必要があるか、を決定するためにこれらの入力信号を使う。それぞれ図5及び図8に示すドライブ及びテンション制御装置110−1A及び110−1Bの可変速度モーター127は、テンションセンサー115−115'”から受ける信号に基づいて、テンション制御器デバイス119が正味テンションが望ましい範囲外にあることを示す信号を出力するまで速度を保持する。該速度が望ましい範囲内に入るまで、テンションセンサー115−115”からの出力信号が糸処理製造システムからの入力信号を無視し、該ドライブ及びテンション制御装置110−1の可変速度モーター127の速度を変える。すなわち、モーター127の速度は巻きほどき又は糸供給過程時に起こるテンションの変動を修正するよう調整される。
【0032】
もしテンション制御器デバイス119が、ドリブンテークオフロール111の後の糸テンションが余りに高いと決定するなら、該テンション制御器デバイス119はモーター127の速度を増加させる。代わって、もしテンション制御器デバイス119がドリブンテークオフロール111の後の糸テンションが余りに低いと決定するなら、テンション制御器デバイス119はモーター127の速度を減ずる。
【0033】
上記説明の様に、コンパクトなオーイーテーオー糸巻き軸架システム100’は、図6から図8に示す様に、モーター127用の適当な速度の決定でテンションセンサー115からの信号のみならず糸処理製造システムからの信号も見るよう構成されてもよい。代わりの実施例では、コンパクトオーイーテーオー糸巻き軸架システム100’のドライブ及びテンション制御装置110−1A又は110−1Bは、モーター127用の適当な速度の決定でテンションセンサー115−115'”からの信号(すなわち、平均テンションフィードバック信号)のみ見るよう構成されてもよい。更に、コンパクトオーイーテーオー糸巻き軸架システム100’はモーター127の適当な速度を決定する、該システム中に位置付けられた多数のセンサーを有してもよい。
【0034】
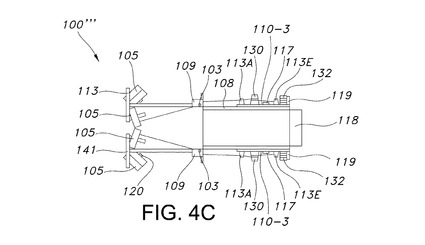
図3B及び図3Cは、それぞれテンション制御を含むコンパクトオーイーテーオー糸巻き軸架システム100”及び100'”の他の例示用実施例である。図4B及び図4Cはそれぞれ図3B及び図3Cに示すシステムの平面図である。これらの実施例の動作及び部品は図3Aのそれらと同様であり、同様な部品はこれら及び下記他の説明図の間で同じ参照番号を共有する。しかしながら、それぞれ図3B及び図3Cのドライブ及びテンション制御装置110−2及び110−3は個別糸ライン102向けに専用化されている。それぞれ図3B及び図3Cのドライブ及びテンション制御装置110−2及び110−3の種々の実施例の構成及び動作は下記パラグラフで更に論じられる。
【0035】
図3B及び3Cで見られる様に、該糸巻き軸架システム100”、100'”も又、パッケージ105を保持するシステム100”の2つの旋回脚部141,113を中央支持フレーム108に対し角度θ1,θ2で置くことにより、多様な構成と小さな設置面積を提供するよう設計される。該2つの脚部141,113が移動出来て、システム100”が小さな設置面積を有するので、該システムは製造環境でより少ない床スペースを取る。加えて、ピン103は、該糸巻き軸架システムの寸法の更なる減少を可能にするよう中央部分109から除去されてもよい。すなわち、中央部分109の頂部及び底部での適当なピン103の除去で、2つの旋回脚部141,113の何れか1つはコンパクトなオーイーテーオー糸巻き軸架システム100”から除去され、90°の角度α1,α2に設定されたもう1つの旋回レッグ141,113を用いることにより、該糸巻き軸架システムは製造フロアのより小さい設置面積しか有しなくてもよい。加えて上記図1で論じた電氣制御ボックス118が該糸巻き軸架システムの操作を支持するために両システム100”、100'”と共に使用されてもよい。更に、図3Bから図3Cで示した何れの残りの参照番号も上記図1の議論による規定が行われてもよい。その上、図5から図15のテンション制御装置は本発明の全ての実施例に適用可能である。
【0036】
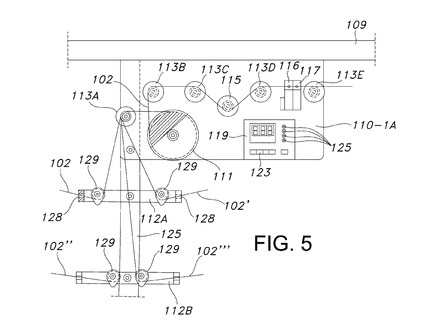
図5は該システム100’に設置された4本糸のドライブ及びテンション制御装置11
0−1の例示用拡大正面立面図である。該テンション制御器デバイス119は更にグラフィカルデイスプレー151,データエントリー及び制御用キーボード123そしてオペレーターに警報状態を示す警報灯125を有する。該ドライブ及びテンション制御装置110−1の外部の静止ガイド128と捕捉ローリングガイド129も図5に示されている。
【0037】
図5に示す様に、ガイドシステム112A、112Bは糸をドライブ及びテンション制御装置110−1Aの方へ導くため使われる。特に、該コンパクトなオーイーテーオー糸巻き軸架システム100’が多数の糸を供給する時、該多数ガイドシステム112A、112Bは、該糸がからまらないよう、該糸をドライブ及びテンション制御装置110−1Aへ導く必要がある。好ましくは各糸用の糸通路は他の糸に対し分離されるのがよいが、下記で論じられる様に、多数の糸は該ドリブンテークオフロール111と接触してもよい。
【0038】
しかしながら、代わりの実施例では、糸を直接にガイド138からドリブンテークオフロール111へ取ることにより、該ガイドシステムの使用は最小化されるか又は避けられてもよい。図5に示す様に、ガイドシステム112A,112Bは一連の接触点を有する。起こり得る高い粘性レベルの弾性フアイバー又は糸が与えられた場合、接触点は、ドライブ及びテンション制御装置110−1Aに達する前に、その糸に望ましくなくテンションを付加しそうである。当業者により評価される様に、該糸がドライブ及びテンション制御装置110−1Aに達する前に該糸に付加された何等かのテンションは該ドライブ及びテンション制御装置110−1Aにより増幅されるので、テンションが該糸に付加される前にドライブ及びテンション制御装置110−1Aで該糸を延ばすことが一般に好ましい。
【0039】
1実施例に依ると、図5に示す様に、各糸グループ102−102'”は別々のドリブンテークオフロール111を有する別々のドライブ及びテンション制御装置110−1Aによりドライブされる。糸グループは、脚の開いた端部の近くで弾性バンドの特徴を提供するようむつき機械へ供給されてもよい。例えば、第1糸グループは右脚部分用の弾性的特徴を提供し、第2糸ブループは左脚部分用に弾性的特徴を提供してもよい。製造時、該右又は左脚部分用の弾性的特徴のテンションは、該糸内のテンション変動のために受け入れ可能なレベルには最早なくてもよい。該コンパクトなオーイーテーオー糸巻き軸架システム100’は、どんなこの様な変動も修正するよう、該第1糸グループ又は第2糸グループのテンションが他の糸グループから独立に調整されることを可能にする。
【0040】
特に、図5及び図8は、それぞれ、多数糸のドライブ装置110−1A及び1本糸のドライブ装置110−1Bとテンション制御装置と、の例示用拡大正面立面図を示す。該ドライブ及びテンション制御装置110−1A、110−1Bはドリブンテークオフ又はドリブンテークオフロール111,ガイドロール113A−113E、テンションセンサー115,切断センサー117,モーター127そしてテンション制御器デバイス119を有する。オプションとして、運動センサー116が含まれてもよい。該テンション制御器デバイス119は更にグラフィカルデイスプレー151,キーボード123、そして警告灯125を有する。
【0041】
むつき製造がここで説明されたが、糸グループは該オーイーテーオー糸巻き軸架システムにより他の糸処理製造システムへ供給されてもよい。動作時、該むつき機械又は他の糸処理製造システムは、望ましいテンションを達成するのに必要な伸びを提供するために、どの速度でモーター127が動作すべきかを示す信号を、それぞれドライブ及びテンション制御装置110−1A及び110−1Bの、図5から図8に示すテンション制御器119に同様に提供する。該糸処理システムからの信号は、望ましいテンションを達成するために必要な理論的伸び量を示すよう創られて来た産業標準に基づくのが典型的である。該糸処理システムからのこの入力信号はテンション設定点と呼ばれ、該ドライブ及びテンション制御装置110−1A及び110−1Bのドリブンテークオフロール111の速度を最初に指示する。
【0042】
もう1つの実施例に依れば、ユーザーが該糸グループ用に保持されるべき望ましいテンション範囲を該テンション制御器デバイス119のキーボード123に直接入れてもよい。該テンション制御器デバイス119は糸テンションを表す入力信号を該テンションセンサー115から受信する。テンション制御器デバイス119はこれらの入力信号を使い、ドリブンテークオフロール111を離れて来る糸のテンションレベルについて、それが望ましいテンション範囲内にあるので保持されてよいか、又は該テンションが増加、又は減少させられる必要があるか、を決定する。
【0043】
図6はドライブ及びテンション制御装置110−1Aの平面図を示す。該ドライブ及びテンション制御装置110−1Aは、ドリブンテークオフロール111,ガイドロール113A−113A'”から113E−113E'”、テンションセンサー115−115'”、運動センサー116−116'”、切断センサー117−117'”そしてテンション制御器デバイス119を有する。図6で、ドライブ及びテンション制御装置110−1Aの可変速度モーター127は、テンション制御器デバイス119が、正味のテンションが望ましい範囲外になったことを示す信号を、テンションセンサー115−115'”から受信した信号に基づき出力するまで、速度を保持する。テンションセンサー115−115'”からの出力信号は、糸処理システムからの入力信号を無視し、速度が望まれる範囲内になるまで、ドライブ及びテンション制御装置110−1Aの可変速度モーター127の速度を変える。すなわち、モーター127の速度は、巻きほどき又は糸供給過程の間起こるテンションの変動を修正するよう調整される。
【0044】
もしテンション制御器デバイス119がドリブンテークオフロール111の後の糸テンションが高すぎると決定するなら、テンション制御器デバイス119はモーター127の速度を増加させる。代わって、もしテンション制御器デバイス119がドリブンテークオフロール111の後の糸テンションが低すぎると決定するなら、テンション制御器デバイス119はモーター127の速度を減少させる。
【0045】
上記説明の様に、コンパクトなオーイーテーオー糸巻き軸架システム100’はモーター127用の適当な速度の決定に該テンションセンサー115からの信号のみならず製造システムからの信号も見るよう構成される。代わりの実施例では、コンパクトなオーイーテーオー糸巻き軸架システム100’のドライブ及びテンション制御装置110−1A、110−1Bはモーター127の適当な速度の決定に、テンションセンサー115からの信号(すなわち、テンションフィードバック信号)のみを見るよう構成されてもよい。更に、該コンパクトなオーイーテーオー糸巻き軸架システム100’は、該システムがモーター127の適当な速度を、それらで調整するテンション又は他のパラメーターを検出する多数のセンサーを有してもよい。
【0046】
図7は、糸処理システムの応用品に供給されつつある糸グループのドリブンロール及びテンション制御装置110−Aの平面図を示す。加えて、コンパクトなオーイーテーオー糸巻き軸架システム100’は該糸処理システムの第2応用品に供給されつつある第2糸グループの別の正味テンション制御を提供する。ここで使われる時、正味テンションは、同じドリブンテークオフロール111上を過ぎる糸グループの最終テンションを呼んでいる。第1糸グループの正味テンションを制御し、そして別に第2糸グループの正味テンションを制御することにより、従来技術の巻きほどきデバイス/糸供給システムが典型的にこの様な修正をすることが出来なかった所で、各糸グループのテンション変動が修正される。
【0047】
図8は1本糸のドライブ及びテンション制御装置110−1Bの例示用拡大斜視図である。該ドライブ及びテンション制御装置110−1Bはドリブンテークオフロール111,ガイドロール113A−113E、テンションセンサー115,切断センサー117、モーター127そしてテンション制御デバイス119を有する。オプションで、運動センサー(示されてない)も含まれてもよい。該テンション制御器デバイス119は更にグラフィカルデイスプレー、キーボード、そして警報灯を有する。
【0048】
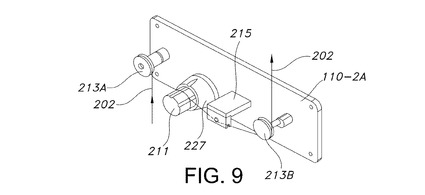
図9はドライブ及びテンション制御装置110−2Aのもう1つの例示用実施例の斜視図であるが、該装置は各個別糸用に、別々の可変速度モーター227と対応する別々のテンションセンサー215を有する。この様なシステムは各活動糸パッケージの変動を修正するので有利である。1実施例に依れば、モーター227の速度は糸処理システムからの入力を受けることなく制御される。すなわち、モーター速度は、テンションセンサー215により検出され、テンション制御器デバイス219により認識されたテンションフィードバックのみに基づく。代わりに、モーター227の速度はテンションセンサー215により検出されたテンションフィードバックに加えて、糸処理システムからの入力を受けることにより制御されてもよい。加えて、唯1本の糸がドリブンテークオフロール211によりドライブされる時は、糸供給システム用のガイドシステムは、糸通路が別々に保たれねばならない多数の糸を使うシステムに比較して、簡単化される。
【0049】
唯1本の糸がドリブンテークオフロール211によりドライブされる時、糸供給システム用のガイドシステムは、糸通路が別々に保たれねばならない多数糸を使うシステムに比較して簡単化されてもよい。例えば、ガイドシステムは、パッケージを離れて来た後、糸が通過する、セラミックアイの様な静止ガイドと、ドリブンテークオフロール211の方へ糸を導く第1ガイドローラーと、のみを有する。
【0050】
図9の1本糸構成の1実施例では、モーター227の速度の制御は単にテンションフィードバックのみに基づく。この場合、速度の変化は、上記で論じたテンションフィードバックに組み合わせて糸処理システムにより提供されるテンション設定点により制御される糸供給システムより、もっと頻繁に、そしてもっと大きい増分/減分で、起こりそうである。特に、モーター127の速度のより大きな減分は、ドリブンテークオフロール211に達する前の糸のたるみを引き起こし、該たるみはドリブンテークオフロール211の周りの糸の次の滑りへ導く。
【0051】
ドリブンテークオフロール211へ達する前の糸のこの様なたるみの可能性を減ずるために、第1ガイドロール213A内にプリテンショナーが使われてもよい。従来技術のプリテンショナーは糸供給システムのテンションを保持し、糸のたるみを避けるために、糸とプリテンショナーの間の摩擦に依存する。しかしながら、この様な摩擦型のプリテンショナーは粘性が問題である弾性糸には適用出来ない。
【0052】
従って、プリテンショナーガイドロール213Aは、ガイドロールの回転速度を他の仕方で妨げるプリテンショナーを使う。プリテンショナーガイドロール213Aのための本発明の1実施例では、プリテンショナーガイドロール213Aと該ガイドロールに結合された材料とに隣接して磁石が位置付けられる。該ガイドロールに結合される該材料は例えば、鋼の様な、鉄性金属である。磁力がプリテンショナーガイドロール213Aの回転速度を遅くして、それによりテンションを保持し、摩擦に依存することなく糸のたるみを除く。
【0053】
更に、図9に示す様に、糸がプリテンショナーガイドロール213A付近に導かれた後、該糸はドリブンテークオフロール211の周りに巻かれる。ドリブンテークオフロール211の周りの巻き糸は相互に直接隣接するか、又は該ドリブンテークオフロール211を横切るよう間隔を置き、並べられるか何れかである。ドリブンテークオフロール211の後にテンションセンサー215が位置付けられる。ガイドロール213Bはドリブンテークオフロール211の後に配置される。加えて、唯1本の糸が使われるので、該テンションセンサー215が簡単化されてもよい。
【0054】
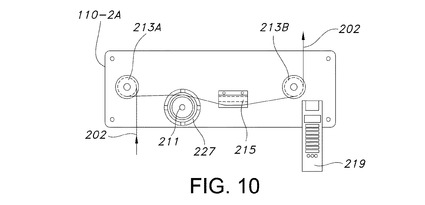
図10は1本糸のドライブ及びテンション制御装置110−2Aのなおもう1つの実施例の例示用拡大正面立面図である。図10に示される様に、糸がプリテンショナーガイドロール213A付近に導かれた後、その糸はドリブンテークオフロール211の周りに巻かれる。ドリブンテークオフロール211の周りの巻き糸は相互に直接隣接するか、又は該ドリブンテークオフロール211を横切るよう間隔を置き、並べられるか何れかである。特に、該糸は、滑りを最小化するのに充分大きく、からまりを避けるのに充分小さい、角度でドリブンテークオフロール211の周りに巻かれる。該糸がドリブンテークオフロール211の周りに巻かれる角度は“第1巻き角”と呼ばれる。該第1巻き角(θ1)は概略2度と360度の間にある。該第1巻き角θ1は使われるフアイバーの弾性糸の種類と対応する粘性のレベルとにより変わってもよい。1実施例に依れば、糸は約270度の第1巻き角(θ1)でドリブンテークオフロール211の周りに巻かれる。該第1巻き角(θ1)はガイドロール213A、ドリブンテークオフロール211,そしてテンションセンサー215の適当な位置付けにより得られてもよい。
【0055】
テンションセンサー215はドリブンテークオフロール211の後に位置付けられる。ガイドロール213Bはドリブンテークオフロール211の後に配置される。糸はテンションセンサー215を横断する第2巻き角(θ2)を保持するが、該角は、円周の0から180度の範囲内の、糸テンションの精確で一貫した測定値を提供する角度である。該糸は、一貫した第2巻き角(θ2)を保証するために、該テンションセンサーの前及び後で糸ガイドに対して押される。該第2巻き角(θ2)はガイドロール213B、ドリブンテークオフロール211、テンションセンサー215の適当な位置付けにより得られる。テンション制御器デバイス219はテンションセンサー215により測定される糸テンションをモニターし、そして可変速度モーター227の速度を増分だけ増加すること、保持すること又は減分だけ低減することの少なくとも1つを行う。
【0056】
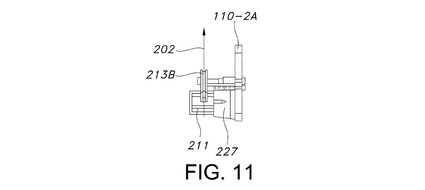
図11は図10に示すドライブ及びテンション制御装置110−2Aの右側面図である。図10及び11に示す様に、糸がモーター227によりドライブされるドリブンテークオフロール211の付近に導かれた後、該糸はテンションセンサー215を通り、ガイドロール213Bを経由して該装置から出る。
【0057】
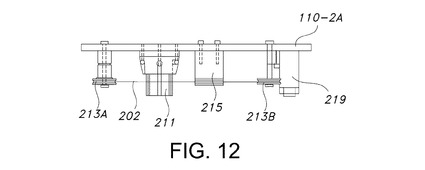
図12は図10に示す1本糸のドライブ及びテンション制御装置の平面図である。図12に示される様に、糸がプリテンショナーガイドロール213A付近へ導かれた後、該糸はドリブンテークオフロール211の周りに巻かれる。ドリブンテークオフロール211の周りの該巻き糸は互に直接隣接するか、又は該ドリブンテークオフロール211を横切って間隔を置き、並べられるか何れかである。テンションセンサー215はドリブンテークオフロール211の後に位置付けられる。ガイドロール213Bはドリブンテークオフロール211の後に配置される。
【0058】
図13は1本糸のドライブ及びテンション制御装置110−2Bのなおもう1つの例示用実施例の拡大正面立面図である。図13に示す様に、糸がプリテンショナーガイドロール313A付近に導かれた後、該糸はモーター327によりドライブされるドリブンテークオフロール311の周りに巻かれる。ドリブンテークオフロール311の周りの巻き糸は相互に直接隣接するか、又は該ドリブンテークオフロール311を横切って間隔を置き、並べられるか何れかである。特に、該糸は、滑りを最小化するのに充分大きく、そしてからまりを避けるのに充分小さい角度でドリブンテークオフロール311の周りに巻かれる。該糸がドリブンテークオフロール311の周りに巻き付けられる角度は“第1巻き角”と呼ばれる。該第1巻き角(θ1)は概略2度と360度の間にあってもよい。該第1巻き角(θ1)は使われるフアイバーの弾性糸の種類と対応する粘性レベルとにより変わってもよい。1実施例に依れば、該糸は約270度の第1巻き角(θ1)でドリブンテークオフロール311の周りに巻かれる。該第1巻き角(θ1)はガイドロール313A、ドリブンテークオフロール311,そしてテンションセンサー315の適当な位置付けにより得られてもよい。
【0059】
図13に示す様に、テンションセンサー315はドリブンテークオフロール311の後に位置付けられる。ガイドロール313Bはドリブンテークオフロール311の後に配置される。該糸は、円周囲の0から180度の範囲内の、糸テンションの精確で一貫した測定値を提供する第2の巻き角(θ2)を、テンションセンサー315を横切って保持する。該糸は一貫した第2巻き角(θ2)を保証するために該テンションセンサーの前及び後で糸ガイドに対して押される。該第2巻き角(θ2)はガイドロール313B、ドリブンテークオフロール311、テンションセンサー315の適当な位置付けにより得られる。テンション制御器デバイス319はテンションセンサー315により測定される糸テンションをモニターし、そして可変速度モーター327の速度を増分だけ増加すること、保持すること又は減分だけ低減することの少なくとも1つを行う。
【0060】
図14は図13に示す1本糸のドライブ及びテンション制御装置110−2Bの第3実施例の平面図である。図14に示す様に、該糸がプリテンショナーガイドロール313A付近に導かれた後、該糸はドリブンテークオフロール311の周りに巻かれる。テンションセンサー315はドリブンテークオフロール311の後に位置付けられる。ガイドロール313Bはドリブンテークオフロール311の後に配置される。テンション制御器デバイス319はテンションセンサー315により測定される糸テンションをモニターし、そして可変速度モーター327の速度を増分だけ増加すること、保持すること又は減分だけ低減することの少なくとも1つを行う。
【0061】
図15は各個別糸用の別々の可変速度モーター427と、対応する別々のテンションセンサー415と、を有するドライブ及びテンション制御装置110−3のなおもう1つの例示用実施例を示す。この様なシステムは各活動パッケージの変動を修正して有利である。1実施例に依ると、モーター427の可変の速度は糸処理システムからの入力を受けることなく制御される。すなわち、該モーター速度は、テンションセンサー415により検出され、テンション制御器デバイス419により認識されるテンションフィードバックにのみ基づく。代わって、モーター427の可変の速度は、テンションセンサー415により検出されるテンションフィードバックに加えて、糸処理システムからの入力の受信により制御されてもよい。加えて、上記で論じた様に、唯1本の糸がドリブンテークオフロール411によりドライブされる時は、糸供給システム用ガイドシステムは、図1の従来技術と、図3Aの本発明の実施例とに示す様に、多数糸を使うシステムと比較すると簡単化される。
【0062】
唯1本の糸がドリブンテークオフロール411によりドライブされる時、糸供給システム用ガイドシステムは、糸通路が別々に保たれねばならない多数糸を使うシステムに比較して簡単化される。例えば、ガイドシステムは糸がパッケージを離れて来た後通過するセラミックアイレットプレート403の様な静止ガイドと、糸をドリブンテークオフロール411の方へ導く第1アイレット430及び第2アイレット432と、のみを有する。
【0063】
図15の1本糸構成の1実施例では、モーター427の可変速度制御はテンションフィードバックのみに基づく。この場合、速度の変化は、上記で論じたテンションフィードバックと組み合わせて、糸処理システムにより提供されるテンション設定点により制御される糸供給システムより、頻繁に、そしてより大きい増分/減分で、起こりそうである。特に、モーター427の速度の大きな減分はドリブンテークオフロール411に達する前の糸のたるみを引き起こし、該たるみはドリブンテークオフロール411の周りの糸の次の滑りへ導く。
【0064】
ドリブンテークオフロール411へ達する前の糸のこの様なたるみの可能性を減ずるために、ガイドロール422とプリテンショナー420の組み合わせが使われる。この様なプリテンショナーの限定する意味でない例は、タイワン、チャンフワ市500,チュンシアンロード、ダコングエンタープライズ社(Da Kong Enterprise Co.,Ltd.Chung Shan Road,Chang Hua City 500,Taiwan)からのモデル番号ジェイエイチ−703エイ(Model No.JH−703A)である。従来技術のプリテンショナーは糸供給システムのテンションを保持し、その糸のたるみを避けるために、該糸と該プリテンショナーとの間の摩擦に依存する。しかしながら、この様な摩擦型プリテンショナーは通常たるみが問題である弾性糸には適用出来ない。
【0065】
プリテンショナー420はガイドロール422の回転速度を後らせる。図15に示す様に、糸がガイドロール422付近に導かれた後、該糸はドリブンテークオフロール411の周りに巻かれる。ドリブンテークオフロール411の周りの巻き糸は相互に直接隣接するか、又は該ドリブンテークオフロール411を横切るよう間隔を置き、ならべられるか、何れかであってもよい。テンションセンサー415がドリブンテークオフロール411の後に位置付けられる。該ガイドロール413Bはドリブンテークオフロール411と該テンションセンサー415の後に配置される。加えて、唯1本の糸が使われるので、該テンションセンサー415も簡単化される。
【0066】
図15のドライブ及びテンション制御装置110−3は各個別糸用の別々の可変速度モーター427と、対応する別々のテンションセンサー415と、を有する。この様なシステムは各活動パッケージの変動を修正して有利である。1実施例に依ると、モーター427の速度は糸処理システムからの入力の受信なしに制御される。すなわち、該モーター速度は、テンションセンサー415により検出され、テンション制御デバイス419により認識されるテンションフィードバックのみに基づいている。代わって、モーター427の速度は、テンションセンサー415により検出されるテンションフィードバックに加えて、糸処理システムからの入力受信により制御されてもよい。加えて、唯1本の糸がドリブンテークオフロール411によりドライブされる時は、糸供給システム用のガイドシステムは、糸通路が別々に保たれねばならない多数糸を使うシステムに比較して簡単化される。
【0067】
ドライブ及びテンション制御装置を有するオーイーテーオー糸巻き軸架システムの前記実施例に比較して、ガイドはローラー/ピグテイルからアイレットへ変更された(例えば、430,432)。アイレットの使用は、パッケージと第1ガイドの間の糸の糸玉化に依るからまり、引っかかり、又は切断の機会を減ずる。本発明の実施例は個別のアイレット及びプレートを使用してもよい。本発明の実施例では好ましくは図15に示す孔/アイレットを有する1枚のプレート403を使うのがよい。
【0068】
上記で論じた様に、摩擦プリテンショナー(例えば、図15の420)は、パッケージからの起こり得る引きにより生ずる初期テンション変動を減ずる、一貫した最小テンションを糸上に提供する。該引きがあると、テンションをゼロまで瞬間的に低下させる可能性があり、該低下は、例え総合糸ラインテンション制御を用いても、切断へ導くスパイクを招来するであろう。
【0069】
特に、本発明の前記実施例及び従来技術と比較すると、該ドリブンロール427は図15に示す様に付置されたアイドラー421を有する。該アイドラー421はテンションセンサー415の前のテンション変動の更なる減衰を提供する。図15は1巻きの糸を示すが、該糸用に糸ラインとドリブンロールの接触面積を更に増加させるために数巻きが使われてもよく、該増加は、モーター427の可変制御の速度の増加又は増分追加と、減少又は減分低減と、から生じる“引き”及び“制動”の揺動を改善する。
【0070】
加えて、図3Cに示す様に、テンション制御装置110−3は背中合わせに設置され、該設置はより容易な糸結び用にテンション制御パネル間のスペースを増やし、糸ライン/糸ラインの干渉の機会を減ずる。これは極端に低いレベル(例えば、床レベル)又は高いレベル(例えば、踏み台又は梯子を要する)に設置されるシステム部品で作業することを容易にする。
【0071】
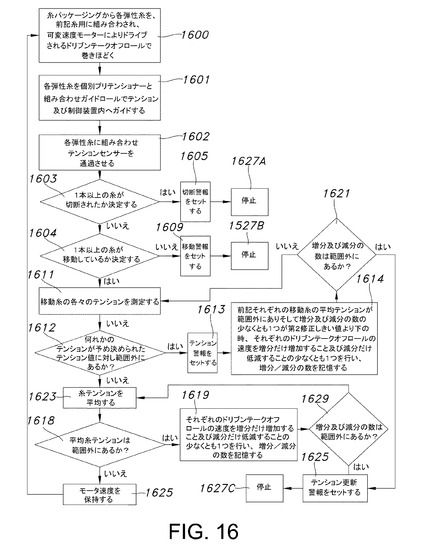
図16は複数の糸を同時に巻きほどく弾性糸巻きほどきシステムの糸テンションを制御する方法の流れ図を示す。過程1600は糸パッケージから各弾性糸を、前記糸用に組み合わされ、可変速度モーターによりドライブされるドリブンテークオフロールで巻きほどく過程である。過程1601で、各弾性糸の、個別プリテンショナー及び組み合わせガイドロールを用いる、テンション及び制御装置内へのガイドが行われる。過程1602で各弾性糸の組み合わせテンションセンサーの通過が起こり、1本以上の糸が切断されたかの決定が図16の1603で行われ、この方法は何れかの糸又はフアイバーが切れたかどうかを決定する。切れた糸又はフアイバーが検出されると、過程1605で切断警報がセットされ、このアルゴリズムは過程1627Aで停止される。
【0072】
過程1603で糸又はフアイバーの切断が検出されないと、該方法は図16の過程1604で糸又はフアイバーが移動しているかを決定する。該糸又はフアイバーが移動してないと、移動警報が1609でセットされ、該アルゴリズムは過程1627Bで停止する。該糸又はフアイバーが移動していると、移動する糸又はフアイバーのテンションの測定が過程1611で行われる。
【0073】
図16の過程1612では、該方法は個別の糸又はフアイバーの何れかが予め決められた範囲外のテンションを有するかを決定する。該予め決められた範囲は、過程1623で決められた平均範囲のテンションの少なくとも1つにより規定されるのが好ましく、下記の表1から表5で開示される最大テンションと比較される。代わりに、テンションの何等かの受け入れ可能な予め決められた範囲が、糸供給処理システムと共に使用されてもよい。範囲外の値のテンションが検出された時は、過程1613でテンション警報がセットされる。
【0074】
該範囲外のテンションが予め決められた範囲の上か又は下かにより、図16の過程1614で、モーター速度はそれぞれ減分だけ低減されるか又は増分だけ増加される。該アルゴリズムの経過に亘るモーター速度の増分及び減分の数は過程1620で記憶される。個別の糸又はフアイバーのテンションが範囲外の値を有する時、該方法は過程1620で記憶された増分/減分の過程数が修正しきい値を超えたかどうかを過程1629で決定する。
【0075】
個別の糸又はフアイバーについて範囲外のテンション値が検出されない時は、該方法は多数糸又はフアイバー用のテンションの平均値を図16の過程1615で決定する。加えて、該糸又はフアイバーの該平均値は過程1617で記憶される。
【0076】
図16の過程1618で、該方法は糸又はフアイバーのテンションの該平均値が予め決められた範囲外にあるかどうかを決める。該予め決められる範囲は、下記の表1から表5で開示される様に、平均範囲テンションと最大テンションの少なくとも1つにより規定されるのが好ましい。糸又はフアイバーのテンションの平均値が範囲外の値を有する時は、該方法は過程2320で前に記憶された増分、減分過程の数が修正しきい値を超えるかどうかを過程1629で決定する。
【0077】
修正しきい値は初期化時アルゴリズムに入れられた予め決められた値であり、実時間で更新されてもよい。該予め決められた値は、オペレーターの介入が示唆される前にアルゴリズムにより許容されるべき修正の最大数である。修正しきい値の予め決められた値用の値は、そのしきい値を超えたと決定される減分の数と増分の数との項で異なってもよい。
【0078】
該修正しきい値が増分又は減分の数の何れか、又は両者により超えられた時、テンション更新警報が過程1625でセットされ、該アルゴリズムは1627Cで停止される。該アルゴリズムが上記で論じた過程1627A、1627B又は1627Cの何れかで停止した時、オペレーターは該機器の警報ステイタスを読み、過程に介入又は修正するために適当な過程を取ってもよい。
【0079】
ヤーン、糸又はフアイバーのテンションの平均値が範囲外にない時、該方法は過程1621に示す様にモーター速度を維持し、そして過程1603へ戻り、上記で論じたトリムテンションモニタリングアルゴリズムを繰り返す。上記で論じたアルゴリズムは、オーイーテーオー糸巻き軸架又はドライブ及びテンション制御装置により供給される1本以上のヤーン、糸又はフアイバーに適用されてもよい。
【0080】
下記の例は、主題として適用された仕上げを有しないリクラアールエックスエイアールスパンデックス(Lycra(R) XA(R) spandex)フアイバーを用いた実験を含み、本発明の実施例の性能に関し情報を提供する。
【0081】
例1
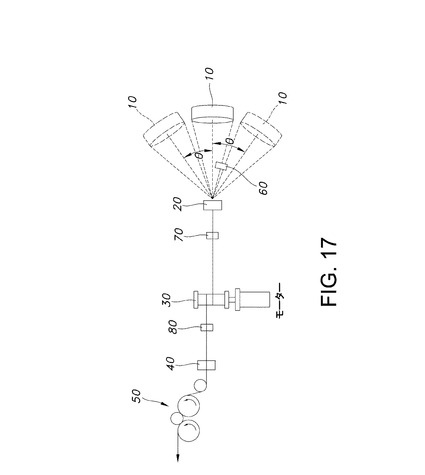
これと次の例のデータの取得で使われたテスト機器は、オプションで或る設計要素を含んだり、或いは排除したり、そして或る要素の順序を変えたりする様な、種々の方法で構成された。例1から5用に使われた機器構成は図17で示されるが、該構成は特許文献1から適合されている。図17に示す機器は、下記要素、すなわち、フアイバーパッケージ10,静止ガイド20,第1ドリブンロール30,テンションセンサー40,そしてドリブンテークオフロール50から成る。
【0082】
テスト機器形状及び他の実験テスト条件は下記の様に要約される。
【0083】
静止ガイドと第1ドリブンロールの間、第1ドリブンロールとテンションセンサーの間、そして第1ドリブンロールとテークオフロールの間の距離はそれぞれ、0.22,1.94,そして2.1−3.4mである。この例では、8.89cmの直径を有する第1ドリブンロールは溝を付けられてない。糸ラインは水平(大地に対し)面内に保持され、その糸ラインが該静止ガイドを通過時、該水平面内のその方向変化は0°一定に保持されている。パッケージと第1ガイドの間の距離は変えられた。該糸ラインは第1ドリブンロールの周りに360°巻かれた。該糸ラインドラフトは、第1ロールの表面速度を毎分93.4mに、テークアップロールの表面速度を毎分294.3mに保持することにより、2.15×に制御された。
【0084】
テンションデータ(グラムで表した)はモデルピーデーエム−8(Model PDM−8)データロガー、そしてモデルテーイー−200−シー−シーイー−デーシー(Model TE−200−C−CE−DC)センサー{エレクトロマチックイクイップメン
ト社(Electromatic Equipment Co.)}で集められた。全てのテンション測定値は約毎秒82サンプルのデータサンプリング周波数を使って5分のラン時間に亘り平均化された。
【0085】
“平均範囲テンション”は次の様に規定され、すなわち、各1.25秒時間のテンション測定内で、最小及び最大テンションレベルが記録された(103データ点を生ずる)。平均範囲テンションは5分間のランに亘り差(最小値及び最大値の間の)を平均化することにより計算された。
【0086】
このテストで評価されたフアイバーは紡がれたままのリクラアールエックスエイアールスパンデックス(Lycra(R) XA(R)){インビスタサール、元のイーアイデュポンデネムールアンドカンパニー(INVISTA SARL,formerly E.I.du Pont de Nemours and Company)の登録商標}で、620dtex(キロメートル当たりデシグラム)の線密度を有した。
【0087】
表1は、パッケージと静止ガイドの間の距離、dが約0.25と0.81mの間の距離に亘り変えられた時、該センサーで測定された糸ラインテンション変動を示す。
【0088】
【表1】

【0089】
表1は、パッケージと静止ガイドの間の距離が増加すると糸ラインテンション(平均範囲又は最大の何れかのテンションとして表された)が減少することを示す。該表で示されてない最小テンションは約0.6から1.4グラムに及ぶ。期待されなかったことである
が、通常は平均範囲テンションの比較的突然の増加が先行する糸ライン切断の発生により識別可能となるテンションの絶対レベル及びテンション変動の受け入れ不可能に高いレベルへの上昇(例えば、最大テンション対距離をプロットすることで観察される)がその下で起こる、約0.41mの最小距離が存在することが発見された。
【0090】
例2
例1で説明されたと同じであるが、図17に示すオーイーテーオー巻きほどき設計の好ましい実施例に密接に対応するよう構成されたテスト機器が使用された。該機器は、移動糸ラインにより遭遇される順序で、下記要素、すなわち、フアイバーパッケージ、捕捉ローリングガイド、静止ガイド、捕捉ローリングガイド、第1ドリブンロール、捕捉ローリングガイド、テンションセンサー、そしてドリブンテークオフロールを有する。
【0091】
該静止ガイドと第1ドリブンロールの間、第1ドリブンロールとテンションセンサーの間、そして第1ドリブンロールとテークアップロールの間、の距離はそれぞれ0.43,0.51そして2.43mである。該第1ドリブンロールは0.38mmの深さを有する1本の溝を備える1つのロールである。該糸ラインは又水平面内に保持される。該パッケージと静止ガイドの間の距離は0.65mで一定に保持されるが、角度、θは変えられた。糸ラインドラフトは、第1ドリブンロールとテークアップロールをそれぞれ毎分68.6mと274.3mの表面速度に制御することにより4×に保持された。
【0092】
例1に於ける様に糸ラインテンションをモニターすることに加えて、テンションスパイクも記録された。“テンションスパイク”は5分間内でのベースラインテンション上で25グラムより大きい突然のテンション増加の平均数である。
【0093】
種々のレベルの粘性を示す、種々の紡がれたままのリクラアールエックスエイアールスパンデックスフアイバーが評価された。粘性レベルは、下記の方法により該オーイーテーオーテンション(グラム数で)を測定することにより特徴付けられたが、該方法は該フアイバーパッケージとセラミックピグテイルガイドが、各々の軸線が直接1列になるように、0.61m離して設置される方法であった。フアイバーは毎分50mの糸ライン速度で、該ガイドを通り、そしてテンションセンサーを通るよう、オーバーエンドで(over
end)パッケージから引かれた。
【0094】
表2は角度θが増加した時の該糸ラインテンションの変動を示し、ここでθは、それぞれ、該パッケージの回転軸線と、静止ガイドオリフィスの、該オリフィス平面に直角な中央軸線と、に対応する仮想線の交叉により作られる鋭角として規定される。
【0095】
【表2】
【0096】
表2のデータの検討は、糸ラインテンションと、該パッケージ及び静止ガイドの中心線間の角度と、の間の予期せぬ関係を明らかにした。該角度が増加すると、糸ラインテンションも増加し、テンションスパイクがより頻繁に起こる。充分大きな角度では、糸ライン切断が起こる。該糸ラインが該ガイドを通過する時、該糸ラインにより横切られる角度に対する糸ラインテンションの感度は、フアイバーの特性に左右される。表2のデータはより高い粘性により特徴付けられるフアイバーは、この角度に関する糸ラインテンションのより高い感度を示すことを表す。例外的に高い粘性レベルを示す或るフアイバーについては、それ以上では糸ライン切断が避けられない角度は約10°より小さい。
【0097】
例3
前に説明され、例2に於ける様に構成されたテスト機器を使う、このランのシリーズは、種々の粘性レベルのフアイバーについて、糸ラインテンションへの角度の影響を評価した。パッケージと静止ガイドの間の距離、dは0.65mで一定に保持された。第1ドリブンロールとテークアップロールをそれぞれ毎分68.6と274.3mの表面速度に制御することにより糸ラインドラフトは4×に保持された。全ての他の実験条件は例2用に説明された様である。そのデータは表3に要約される。
【0098】
【表3】
【0099】
このシリーズのランでテストされた高い粘性のフアイバーは例2でテストされた2つのフアイバーと同じである。表2及び表3のこれらの同じフアイバーのデータの比較は、糸ラインのテンションは増加する角度と共に増加し、糸ライン切断は過剰に高い角度で起こることを示す。{対照的に、仕上げを有するフアイバーは、糸ラインテンションの増加無し、テンションスパイクの発生無しそして糸ライン切断無しで、90°以下の角度でランすることが出来る。1.406の粘性を有する、924dtexデニール、マージ16795(ロット1019)、仕上げ済みのリクラアールエックスエイアールテー−162シー(Lycra(R) XA(R) T−162C)フアイバーが0−90°の角度でランされた時、糸ラインテンションの増加は無く、テンションスパイクも無かった。}
これらのデータは、糸ラインが第1静止ガイド通過時、糸ラインが横切る角度を限定することは、例え高い粘性のフアイバーの糸ラインについても、中断されない製造処理を提供することを示す。
【0100】
例4
前に説明され、例2に於ける様に構成されたテスト機器を使うこのシリーズのランは種々の粘性レベルのフアイバーについて、パッケージと静止ガイドの間の距離、dの糸ラインテンションへの影響を評価する。角度、θは22°で一定に保持された。その糸ラインドラフトは4×に、テークアップ速度は毎分274.3mに制御された。
【0101】
【表4】
【0102】
表4のこれらのフアイバーのテスト結果は、それより下では糸ラインテンション及び平均範囲テンションが受け入れ不可能な程増加する、パッケージと固定ガイドの間の、最小距離を示している。この最小値はテストされるフアイバーの粘性レベルに左右される。対照的に、パッケージから静止ガイドまでの距離が低粘性リクラアールスパンデックス(Lycra(R) spandex)へ及ぼす本質的影響は無い。これらの結果は、高い粘性のフアイバーを用いてスムーズにランするプロセス条件を維持することに於ける困難さを強調している。オーイーテーオー糸巻き軸架システムは、この様なフアイバーを使用するプロセスの成功裡の制御を可能にする。
【0103】
例5
本発明の実施例の運転のテストが、種々のレベルの粘性により特徴付けられるフアイバーを使って商業的生産条件で行われた。表5はこれらのテスト結果を要約する。データは、報告される各々のテンション測定値が、各々の測定値が10分間ランする1本のチューブから成る、4つの別々の測定値の最小値の平均値であることを除けば、前の例に於ける様に取得された。同様に、表5に報告される、テンションスパイクの各数は、10分間にベースラインテンションの上25グラムより大きいスパイクの平均数である。測定は満杯に近い(表面)又は空に近い(コア)パッケージで行われた。コア測定値はそのチューブ上に残る約1.6cm厚さの糸又はフアイバーに於ける測定値である。5つの紡がれたままのフアイバーのランでは、4つは運転問題無しにランした。1つのフアイバーサンプル、マージ1ワイ331(Merge 1Y331)はテンションスパイクの受け入れ不可能な発生に帰着した。そのフアイバーは、平均範囲テンションが、次に最も高い粘性レベルを示すフアイバーのそれより60%以上高い事実により立証される様に、例え紡がれたままのフアイバーでも異常に高いレベルの粘性を示した。
【0104】
【表5】
【0105】
例6
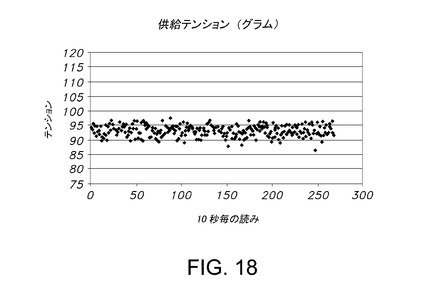
図18は下記の様に、図3Bで示されたそれと同様な本発明の実施例で満杯のパッケージを始めから終わりまでランさせて集められた典型的値を表す幾つかの例示的テスト結果を示す。テンションを制御したり、或いは抗粘性添加物を付加することが無ければ、切断を起こすヤーンの過大な伸びへ導くチューブコアに近い高いヤーン粘性力のために、増加するテンションプロフアイルが典型的に展開される。図18で示されるテンションの可成り一貫した値により示される様に、供給パッケージ内の変動するヤーンテンションの存在は、図3Bのテンション制御されたヤーン供給システムで補償される。テンション制御用のパラメーターはこのテスト用には最適化されてないが、図18のグラフ線図の可成り平らな性質により示される様に、該テンションは一貫して定在していることは注目すべきである。このテストに使われたヤーンは2005年の第312日製の680dtxテー262(T262)である。付録は、示される様に約90と95グラムの間で変化する、プロットされたテストデータを含む。
【0106】
前記の説明は本発明を図解し、説明している。加えて、本開示は本発明の好ましい実施例のみを示し、説明しているが、上記で述べた様に、本発明は、種々の他の組み合わせ、変型、そして環境で使用することが出来て、ここで表され、上記開示及び/又は関連技術の技量又は知識と釣り合う発明的概念の範囲内で変化又は変型することが出来ることは理解されるべきである。上記で説明した実施例は更に、本発明の実行について既知の最良モードを説明するよう、そして、当業者に、この様な、又は他の実施例の中で、そして本発明の特定の応用又は使用に必要な種々の変型を伴って、本発明を利用させるよう意図されている。従って、該説明は本発明をここで開示した形又は応用品に限定するようには意図されてない。又、付置する請求項が代わりの実施例を含むよう解釈されることが意図されている。
【0107】
【表6】
【0108】
【表7】
【技術分野】
【0001】
本発明はヤーン又はフアイバー巻きほどきデバイスに関し、特に、紡がれたままのオーバーエンドテークオフヤーンを下流製造機器へ、該下流製造機器へ輸送される複数の弾性ヤーン又はフアイバーの目標平均テンションレベル並びに最小テンション変動で以て連続的に供給するよう設計された方法と装置に関する。本文書を通して用語“ヤーン”、“糸”又は“フアイバー”は相互互換的に使われることは注意すべきである。
【背景技術】
【0002】
製造過程で円柱形マンドレル(又は“チューブ”又は“パッケージ”)からヤーン、糸又はフアイバーを巻きほどく最も普通の方法は“ローリングテークオフ”と呼ばれる。そのパッケージが使い果たされると、空のマンドレルは除去されねばならず、新パッケージが設置される。この操作は製造ラインの停止を要し、非生産的停止時間を引き起こす。
【0003】
糸巻き軸架上に保持されたパッケージ(複数を含む)からヤーンを巻きほどく方法のもう1つの従来技術の例は該オーバーエンドテークオフ{オーイーテーオー(OETO)}法である。該オーイーテーオー法は、活動パッケージのヤーンの終了端部がスタンバイするパッケージのヤーンの先導端部に取り付けられるので、該巻きほどき過程の連続運転を許容する。該オーイーテーオー法では、活動パッケージが完全に使い切られた後、該スタンバイパッケージが活動パッケージになる。しかしながら、該オーイーテーオー法の欠点は、該巻きほどき過程時に受け入れ難いヤーンテンション変動が起こることである。
【0004】
オーイーテーオー法を実施するシステムと装置の従来技術例では、弾性フアイバーは製造ラインに供給される前に該システムを通される。この従来技術オーイーテーオーシステムはラック構造体を有し、該構造体は活動パッケージ及びスタンバイパッケージの糸巻き軸架と、緩和セクションとそしてモータードライブされたニップロールとを保持する。該緩和セクションは活動パッケージと該オーイーテーオーシステムの該ニップロールとの間に配置される。該緩和セクションは巻きほどかれつつあるヤーンの幾らかのたるみを提供することにより、上記で論じた受け入れ難いヤーンのテンション変動を抑制するのを助ける。
【0005】
しかしながら、この様な緩和セクションを有する従来技術のオーイーテーオーシステムは高レベルの粘性を示すフアイバー又はヤーン(すなわち、特に高い凝集力を有するヤーン)に伴う問題を有する。更に、高レベルの粘性を有するヤーンは又、該活動パッケージが糸巻き軸架から巻きほどかれる時、摩擦力及びヤーンテンションレベルの異常に高い変動を示す。
【0006】
加えて、緩和セクションにより提供されるヤーンのたるみは変動し、過剰なヤーンが該活動パッケージから巻きほどかれ得る。この過剰なヤーンはニップロール内に引き込まれ、それ自身上に巻かれ、該ヤーンのからまり又は切断に導く。高レベル粘性を有するヤーンの使用は更に、共に接着し、ニップロールに接着する過剰ヤーンの可能性に寄与する。巻きほどき過程時のヤーンのからまり又は切断は、製造ラインの停止を求め、巻きほどき過程を遅延させ、製造コストを高める。
【0007】
従来技術のオーイーテーオー装置は、ヤーンが該緩和セクションを水平に横切るよう構成されるのが典型的である。この構成では、ヤーンは垂直の軸を有するニップロールを通って進む。しかしながら、ニップロールの軸のこの様な垂直構成を用いると、活動パッケ
ージと該ニップロールの間の緩和セクション内に配置されたヤーンはたるむ傾向がある。結果として、ニップロール上のヤーン位置は不安定になり、隣接ヤーン間で干渉とからまりが起こる。これらの問題の各々は製造ラインが停止されることを求める。
【0008】
更に、或る製造応用品(例えば、むつき製造)は実質的に仕上げ不要の、紡がれたままのフアイバーの使用を要する。この様な仕上げ不要のヤーンは又上記で論じた高レベルの粘性に付随する問題を現出する。
【0009】
上記で論じた問題は、オーイーテーオー方法及び装置の適用を、高レベルの粘性を有するヤーンの処理時に、特に難しくする。従来技術のオーイーテーオー装置は巻きほどき過程に於けるこれらの問題に取り組む企てを、(1)捲き過程の前に付けられた抗粘性添加物を有するヤーンを使うこと、及び/又は(2)活動パッケージが巻きほどかれ、次いで巻き直されたパッケージを創るために異なる糸巻き軸架上で巻き直される場合の、巻き直されたパッケージを使うこと、により行って来た。
【0010】
上記で論じた問題の結果として、従来技術のオーイーテーオー装置は緩和セクション、高レベルの粘性そして該オーイーテーオー法で巻きほどかれるヤーンの切断による困難を斟酌するよう設計されて来た。1例として本出願の譲り受け人により全体を所有される特許文献1は、パッケージから高レベル粘性を有する弾性フアイバーパッケージを巻きほどくオーイーテーオー方法及び装置を開示している。特に、ヒーネイ他(Heaney et al.)のオーイーテーオー装置はフアイバーガイドとフアイバーパッケージの間には最小距離があることを提案する。ヒーネイ他は0.41mより短い最小距離は望ましくない程大きなテンション変動に帰着すると述べている。これらの変動はプロセス制御の困難さを引き起こし、又ヤーン切断へ導き得る。
【0011】
更に、ヒーネイ他は0.91mより長い距離は巻きほどき機器のコンパクトさを失わさせ、人間工学的に好ましくなくする。フアイバーにより示される粘性のレベルが増すと、最小許容距離、dは増加する。約2gより大きく、約7.5gより小さい粘性レベルを有するヤーンについては、dは好ましくは少なくとも約0.41mであるのがよく、約7.5gより大きい粘性レベルを有する糸用には、dは好ましくは少なくとも約0.71mであるのがよい。高い粘性のヤーンについてのこの様な最小距離要求を考慮して、オーイーテーオー装置は、製造環境で可成りの床スペースを取る大きな設置面積を有するフレームを要するのが典型的である。従来技術参照用の追加例は、その各々が参照によりここに組み入れられる特許文献2及び3で与えられる。
【0012】
従って、従来技術の方法及び装置に比して、からまり、切断、より大きな機器設置面積そして増加する製造コストの問題を避け、高レベル粘性を有するヤーンを巻きほどくオーイーテーオー装置のニーヅが、当該技術に引き続いて存在する。高粘性の、弾性糸又はフアイバーの処理が特に問題であるのは、この様な紡がれたままの糸又はフアイバーが実質的に仕上げ無しの時であり、それはむつき及び他の個人看護製品を作るため使われる弾性糸又はフアイバー用ではごく普通のことである。従って、抗粘性添加物を有する又は有しないヤーンを巻きほどく、比較的小さい設置面積で実現されるオーイーテーオー装置のニーヅが当該技術で残っている。それ故、パッケージから製造システムへ高粘性弾性糸又はフアイバーを巻きほどき、供給する速くて高信頼性の方法が当該技術でなお必要とされる。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】Heaney et al.米国特許第6,676,054号明細書
【特許文献2】Heaney et al.米国特許出願公開第US2005/0133653号明細書
【特許文献3】Manning、Jr.et al.米国特許出願公開第US2006/0011771号明細書
【発明の概要】
【0014】
本発明の1実施例は、複数の糸ガイドを有する支持フレームと、該支持フレームに連結された少なくとも1つの旋回脚部と、複数のパッケージホルダーであるが、各ホルダーが糸の1つ以上のパッケージを保持するよう構成され、回転軸上に配置された各前記糸のパッケージが該糸が該複数の糸ガイドの1つを通って巻きほどかれることを可能にするよう構成されている、該少なくとも1つの旋回脚部に固定された該複数のパッケージホルダーと、そして該支持フレームに連結された複数のドライブ及びテンション制御装置であるが、前記制御装置の各々が該複数の糸のパッケージの1つから糸を巻きほどくよう構成されている該制御装置と、を具備するオーイーテーオー糸巻き軸架システムである。
【0015】
上記で論じたオーイーテーオー糸巻き軸架システムの実施例では、各ドライブ及びテンション制御装置は、該ドライブ及びテンション制御装置の糸通路を通るよう巻きほどき糸をガイドするよう構成されたプリテンショナー及び組み合わせガイドロールと、糸のからまりを防止するよう構成された少なくとも1つのアイレットと、該ドライブ及びテンション制御装置を通るよう糸を動かすよう構成された水平ドリブンテークオフロールと、該水平ドリブンテークオフロールをドライブし、糸テンションを制御するよう構成された可変速度モーターと、巻きほどき糸が通過する糸テンションセンサーと、該テンションセンサーからのフィードバック信号に従って該可変速度モーターの速度を増分だけ増加すること、保持すること、減分だけ低減することの少なくとも1つを行うよう構成されたテンション制御器デバイスと、そして該テンション制御装置から糸を出力するよう構成された少なくとも1つのガイドロールと、を具備しており、該プリテンショナー及びガイドロールは該水平ドリブンテークオフロールの前に配置され、該テンションセンサーは該水平ドリブンテークオフロールの後に配置されており、そして該可変速度モーターの速度は糸テンション値を該制御器デバイスにより糸テンションの予め決められた範囲内に保持するよう該テンション制御器デバイスにより変えられる。
【0016】
本発明のもう1つの実施例は、糸巻きほどきシステム用のドライブ及びテンション制御装置であるが、ドライブ及びテンション制御装置の糸通路を通して糸をガイドするよう構成されたプリテンショナー及びガイドロールと、該糸のからまりを防止するよう構成された少なくとも1つのアイレットと、該ドライブ及びテンション制御装置を通るべく糸を動かすよう構成されたドリブンテークオフロールと、該ドリブンテークオフロールをドライブし、糸テンションを制御するよう構成された可変速度モーターと、該糸上のテンションを決定するよう構成されたテンションセンサーと、該テンションセンサーからのフィードバック信号に従って該可変速度モーターの速度を増分だけ増加すること、保持すること、減分だけ低減することの少なくとも1つを行うよう構成されたテンション制御器デバイスと、そして該テンション制御装置から糸を出力するよう構成された少なくとも1つのガイドロールと、を具備しており、該プリテンショナー及びガイドロールは該ドリブンテークオフロールの前に配置され、該テンションセンサーは該ドリブンテークオフロールの後に配置される該糸巻きほどきシステム用ドライブ及びテンション制御装置である。
【0017】
本発明のなおもう1つの実施例は、糸パッケージングからの各弾性糸を、前記糸用に組み合わされ、可変速度モーターによりドライブされるドリブンテークオフロールで、巻きほどく過程と、各弾性糸を個別プリテンショナー及び付随ガイドロールでテンション及び制御装置内へガイドする過程と、各弾性糸に組み合わせテンションセンサーを通過させる過程と、1本以上の糸が切断されたかどうかを決定する過程と、1本以上の糸が動いているかどうかを決定し、該移動糸の各々のテンションを測定する過程と、該移動糸の何れか
が予め決められたテンション値に対し範囲外にあるテンションを有するかどうかを決定する過程と、それぞれの移動糸用のそれぞれのドリブンテークオフロールの速度を増分だけ増加すること及び減分だけ低減することの少なくとも1つを、前記それぞれの移動糸のテンションが前記移動糸用の予め決められたテンション値に対し範囲外にあり、そして該増分及び減分の数の少なくとも1つが第1修正しきい値の下にある時、行う過程と、該それぞれの移動糸用の平均テンションが前記移動糸用の予め決められたテンション値に対し範囲外にあるかどうかを決定する過程と、それぞれのドリブンテークオフロールの速度を増分だけ増加すること及び減分だけ低減することの少なくとも1つを、前記それぞれの移動糸の該平均テンションが範囲外にありそして該増分及び減分の数の少なくとも1つが第2修正しきい値の下にある時、行う過程と、そして該糸の1本以上が、切断している、移動しない、そして範囲外にありそして該第1又は第2修正しきい値より上にあるテンションを有する、の少なくとも1つである時、警報を設定する過程と、を具備する複数の糸を同時に巻きほどくための弾性糸巻きほどきシステムの糸テンションを制御する方法である。
【0018】
加えて、本発明の実施例では、ガイドロールはドリブンテークオフロールの前及び後ろに配置されてもよく、該テンションセンサーは該ドリブンテークオフロールの後に配置されてもよく、該可変速度モーターの速度はテンション制御器デバイスにより糸テンション値を予め決められた糸テンション範囲内に維持するよう保持されるか又は変えられ、そして該テンションセンサーと該水平ドリブンテークオフロールの間の距離は、距離に対する糸テンション変動の誤差を避けるよう、固定され、最小化される。
【0019】
更に、本発明の実施例では、各ドライブ及びテンション制御装置は糸内のテンション変動を減衰させるよう構成されたアイドラーを更に有し、該アイドラーは水平ドリブンテークオフロールに隣接して配置される。加えて、各ドライブ及びテンション制御装置は糸を該ドライブ及びテンション制御装置へ送るよう構成されたプレートアイレットを更に有する。
【0020】
更に、本発明の実施例では、複数のドライブ及びテンション制御装置の各々は、複数のパッケージのそれぞれのパッケージから個別に糸の各々を巻きほどくために支持フレーム上に垂直に隔てられている。加えて、該オーイーテーオー糸巻き軸架システムでは該複数のドライブ及びテンション制御装置は該複数のパッケージのそれぞれのパッケージから個別に糸の各々をほどくために該支持フレーム上に並列に構成される。
【図面の簡単な説明】
【0021】
本発明の幾つかの実施例は、付置する図面を参照して読まれる時、下記の明細書の詳細記述で更に説明される。
【図1】オーイーテーオーを使うヤーンの連続巻きほどき用の本発明の実施例を示す例示的斜視図である。
【図2】図1に示す実施例の平面図である。
【図3A】テンション制御を含む本発明の例示的実施例を示す斜視図である。
【図3B】テンション制御を含む本発明のもう1つの例示的実施例を示す斜視図である。
【図3C】テンション制御を含む本発明のなおもう1つの例示的実施例を示すなおもう1つの斜視図である。
【図4A】図3Aに示す実施例の平面図である。
【図4B】図3Bに示す実施例の平面図である。
【図4C】図3Cに示す実施例の平面図である。
【図5】テンション制御を含む本発明のなおもう1つの例示的実施例の正面立面図であり、4本の糸グループの各々はドライブ及びテンション制御装置を有し、1つのドリブンテークオフロールを共有する。
【図6】図5に示すシステムの平面図である。
【図7】図5及び6に示す4本の糸のドライブ及びテンション制御装置の右側面図である。
【図8】1本の糸のドライブ及びテンション制御装置の例示的実施例を示す斜視図である。
【図9】各個別糸用の別々の可変速度モーター及び対応する別々のテンションセンサーを有するドライブ及びテンション制御装置のもう1つの例示的実施例の斜視図である。
【図10】1本の糸のドライブ及びテンション制御装置のなおもう1つの実施例の拡大正面立面図である。
【図11】図10に示すドライブ及びテンション制御装置の右側面図である。
【図12】図10に示す1本の糸のドライブ及びテンション制御装置の平面図である。
【図13】1本の糸のドライブ及びテンション制御装置のなおもう1つの例示的実施例の拡大正面立面図である。
【図14】図13に示す1本の糸のドライブ及びテンション制御装置の第3の実施例の平面図である。
【図15】1本の糸のドライブ及びテンション制御装置のなおもう1つの実施例の例示的拡大正面立面図である。
【図16】図3Aから図3Cに示す本発明の実施例と組み合わせ使用されてもよい糸又はフアイバーのテンションをモニターする方法のテンション制御/トリムアルゴリズム用の例示的流れ図を示す。
【図17】例1−5のデータを得るため使われたフアイバー巻きほどきテスト機器を略図で図解する。
【図18】図3Bに示す本発明のオーイーテーオーシステム実施例を使ってヤーンパッケージが巻きほどかれる時、経時的に測定された供給テンションのテスト結果をプロットする。
【実施例1】
【0022】
ヤーン巻きほどき装置は、巻き直されたヤーン及び/又は抗粘性添加物を有する紡がれたままのオーイーテーオーヤーンでのオーイーテーオー法の費用効率的な使用法を可能にする。もしテンション制御機器が使われれば、抗粘性添加物無しの糸も紡がれたままのオーイーテーオーヤーンとしてもよい。特に該装置は紡がれたままのオーイーテーオーヤーンを連続的に巻きほどき、比較的小さい設置面積内で比較的一定のヤーンテンションを提
供する。これは製造過程の効率改善を提供する。
【0023】
図1は特許文献3で本発明人により開示されたヤーンの連続的巻きほどき用の本発明の実施例を示す例示的斜視図である。図1は、2つの旋回点103で中央部分109に連結され、それら間に架橋用サポートを有する2つの平行ポストとして図1で示される、2つの旋回脚部141,113を備えるシステム100を示す。中央サポートフレーム108は図1に示す実施例でシステム100の1つの側から延びる。
【0024】
該2つの旋回脚部141、113は複数の旋回するヤーン保持アーム120(図2参照)を有する。該旋回するヤーン保持アーム120は該旋回脚部141,113の各々上に8つまでのパッケージ105用の糸巻き軸架を保持する。パッケージ105の各々は活動パッケージか又はスタンバイパッケージか何れかであってもよい。図2を参照すると、システム100の旋回脚部141,113は、該システム100に多様で、小さい設置面積を提供するよう、中央部分109の脚部に対し鋭角に設定される(θ1,θ2)。該鋭角(θ1,θ2)は0°から90°の範囲内にある。結果として、該システム100は製造フロア上のスペースを最適化するために該2つの旋回脚部141,113の種々の配向を有するよう構成されてもよい。
【0025】
加えて、図1は該システム100の中央支持フレーム108に取り付けられたドライブ制御組立体110を示す。該ドライブ制御組立体110は、図1に示す様に、ドライブモーター112,ドライブロール114,電氣制御ボックス118,セパレーターロール122,第2糸ガイド126,切断センサー128、そして第3糸ガイド132を更に有する。多数ドライブ制御組立体197が各パッケージ105により提供される個別ヤーンを支持するため使われてもよい。糸ガイド138、132,126はドライブ制御組立体110内でパッケージからドライブロール114へ個別ヤーンを導く。第1糸ガイド138,第2糸ガイド126,切断センサー128そして第3糸ガイド132の数の限定しない例での値は8である。電氣制御ボックス118は、電源、部品への信号用のインターフエース接続を提供するターミナルブロック、ヤーン速度制御用サーボドライブモーター、リレー、モーター制御器、切断検出器インターフエース、D/A変換器、A/D変換器そしてフレーム100の上記で論じた部品のモニター及び操作を支持する他のインターフエース電子機器を提供する。図1のフレーム100は本発明の全実施例で使用されてもよい。
【0026】
活動及びスタンバイパッケージ105の限定しない例は、巻かれたフアイバー又はヤーンの全3kgの糸巻き軸架パッケージである。限定されるよう願わないが、オーイーテーオー巻きほどき用の例示ヤーンはインビスタサール(INVISTA SARL)(前のデュポン)により販売されるリクラアール(LYCRA(R))の様なスパンデックス(spandex)(セグメント化ポリウレタン)である。該活動的及びスタンバイパッケージ105は小さい設置面積のフレーム100上で2つの隣接する旋回ヤーン保持アーム120の位置の何れかを占めるのが典型的である。該旋回ヤーン保持アーム120は該活動及びスタンバイパッケージ105への容易なアクセスのために旋回する。該旋回ヤーン保持アーム120は規則的なヤーンチューブコアを保持する(例えば、紡がれたままのオーイーテーオー材料)。
【0027】
図2は図1に示すヤーン巻きほどき用装置の平面図である。図2で見られる様に、フレーム100は、パッケージ105を保持するフレーム100の2つの旋回脚部141,113を中央支持フレーム108に対して角度(θ1,θ2)で置くことにより、多様な構成と小さな設置面積を提供するよう設計される。該2つの脚部141,113が移動出来て、フレーム100が小さな設置面積しか占めないので、該装置は製造環境でより少ない床スペースしか取らない。加えて、ピン103は、該巻きほどき装置の寸法の更なる減少を可能にするよう中央部分109から除去されてもよい。すなわち、中央部分109の頂
部及び底部に於ける適当なピン103の除去で、2つの旋回脚部141,113の何れか1つはコンパクトなオーイーテーオー巻きほどき装置フレーム100から除去され、90°の角度α1,α2に設定された他の旋回脚部141,113で、該装置すなわち糸巻き軸架は製造フロアでより小さい設置面積しか有しなくてもよい。図2に示す残りの参照番号は上記図1で論じられている。
【0028】
図3Aはテンション制御を有するコンパクトなオーイーテーオー糸巻き軸架システム100’のもう1つの例示的実施例である。図4は図3Aに示すシステムの平面図である。糸グループ用の正味テンション制御の概念は、糸製造システム例としてむつき製造を使って更に説明される。糸グループがむつき又は他の製造過程へ供給される。例えば、第1糸グループはむつきの右脚部分用に弾性のある特徴を提供し、第2糸グループは左脚部分用に弾性のある特徴を提供してもよい。製造時、該右又は左脚部分用の弾性のある特徴のテンションは、糸のテンション変動のために最早受け入れ可能なレベルになくてもよい。該コンパクトなオーイーテーオー糸巻き軸架システム100’は何等かのこの様な変動を修正するために、該第1糸グループ又は第2糸グループのテンションを、もう1つの糸グループから独立に調整されることを可能にする。
【0029】
図3Aで見られる様に、システム100’はパッケージ105を保持するシステム100’の2つの旋回脚部141,113を中央支持フレーム108に対して或る角度(図4で示すθ1,θ2)で置くことにより、多様な構成と小さな設置面積を提供するよう設計される。該2つの脚部141,113が移動出来て、システム100’が小さな設置面積しか有しないので、該システムは製造環境でより少ない床スペースを取る。加えて、ピン103は、該糸巻き軸架システムの寸法の更なる減少を可能にするよう中央部分109から除去されてもよい。すなわち、中央部分109の頂部及び底部の適当なピン103の除去で、2つの旋回脚部141,113の何れか1つはコンパクトなオーイーテーオー糸巻き軸架システム100’から除去され、90°の角度α1,α2に設定される他の旋回脚部141,113で、該糸巻き軸架システムは製造フロアでより小さい設置面積しか有しなくてもよい。加えて上記図1で論じた電氣制御ボックス118は該糸巻き軸架システムの操作を支持するためにこのシステム100’と共に使用されてもよい。更に、図3A−図3Cで示した何れかの残りの参照番号も図1の上記議論により規定されてもよい。更に、図3Aから図3Cの中央支持フレームと図5から図15のテンション制御装置110が本発明の全ての実施例で使われてもよい。
【0030】
図5から15をなお参照すると、動作時、むつき機械又は他の糸処理製造システムは、例えば、それぞれ図5及び図8で示すドライブ及びテンション制御装置110−1A及び110−1Bのテンション制御器119へ信号を提供してもよい。この信号は、望まれるテンションを達成するに必要な伸びを提供するために、どんな速度で該モーターが運転すべきかの指示を提供する。糸処理システムからの信号は、工業標準に基づくのが典型的で、該標準は望まれるテンションを達成するために必要な伸びの理論量を指示するよう創られて来たものである。糸処理システムからの入力信号はテンション設定点として参照され、それぞれ図5及び図8に示すドライブ及びテンション制御装置110−1A及び110−1Bのドリブンテークオフロール111の速度を最初に指示する。
【0031】
好ましい実施例に依れば、ユーザーは糸グループ用に保持されるべき望ましいテンション範囲を直接テンション制御器デバイス119に入れてもよい。該テンション制御器デバイスは糸テンションを表すテンションセンサー115−115'”から入力信号を受け取る。テンション制御器デバイス119はドリブンテークオフロール111から来る糸102−102'”のテンションレベルが、望まれるテンション範囲内にあるので、保持されてよいか、或いは該テンションが増加される又は減じられる必要があるか、を決定するためにこれらの入力信号を使う。それぞれ図5及び図8に示すドライブ及びテンション制御装置110−1A及び110−1Bの可変速度モーター127は、テンションセンサー115−115'”から受ける信号に基づいて、テンション制御器デバイス119が正味テンションが望ましい範囲外にあることを示す信号を出力するまで速度を保持する。該速度が望ましい範囲内に入るまで、テンションセンサー115−115”からの出力信号が糸処理製造システムからの入力信号を無視し、該ドライブ及びテンション制御装置110−1の可変速度モーター127の速度を変える。すなわち、モーター127の速度は巻きほどき又は糸供給過程時に起こるテンションの変動を修正するよう調整される。
【0032】
もしテンション制御器デバイス119が、ドリブンテークオフロール111の後の糸テンションが余りに高いと決定するなら、該テンション制御器デバイス119はモーター127の速度を増加させる。代わって、もしテンション制御器デバイス119がドリブンテークオフロール111の後の糸テンションが余りに低いと決定するなら、テンション制御器デバイス119はモーター127の速度を減ずる。
【0033】
上記説明の様に、コンパクトなオーイーテーオー糸巻き軸架システム100’は、図6から図8に示す様に、モーター127用の適当な速度の決定でテンションセンサー115からの信号のみならず糸処理製造システムからの信号も見るよう構成されてもよい。代わりの実施例では、コンパクトオーイーテーオー糸巻き軸架システム100’のドライブ及びテンション制御装置110−1A又は110−1Bは、モーター127用の適当な速度の決定でテンションセンサー115−115'”からの信号(すなわち、平均テンションフィードバック信号)のみ見るよう構成されてもよい。更に、コンパクトオーイーテーオー糸巻き軸架システム100’はモーター127の適当な速度を決定する、該システム中に位置付けられた多数のセンサーを有してもよい。
【0034】
図3B及び図3Cは、それぞれテンション制御を含むコンパクトオーイーテーオー糸巻き軸架システム100”及び100'”の他の例示用実施例である。図4B及び図4Cはそれぞれ図3B及び図3Cに示すシステムの平面図である。これらの実施例の動作及び部品は図3Aのそれらと同様であり、同様な部品はこれら及び下記他の説明図の間で同じ参照番号を共有する。しかしながら、それぞれ図3B及び図3Cのドライブ及びテンション制御装置110−2及び110−3は個別糸ライン102向けに専用化されている。それぞれ図3B及び図3Cのドライブ及びテンション制御装置110−2及び110−3の種々の実施例の構成及び動作は下記パラグラフで更に論じられる。
【0035】
図3B及び3Cで見られる様に、該糸巻き軸架システム100”、100'”も又、パッケージ105を保持するシステム100”の2つの旋回脚部141,113を中央支持フレーム108に対し角度θ1,θ2で置くことにより、多様な構成と小さな設置面積を提供するよう設計される。該2つの脚部141,113が移動出来て、システム100”が小さな設置面積を有するので、該システムは製造環境でより少ない床スペースを取る。加えて、ピン103は、該糸巻き軸架システムの寸法の更なる減少を可能にするよう中央部分109から除去されてもよい。すなわち、中央部分109の頂部及び底部での適当なピン103の除去で、2つの旋回脚部141,113の何れか1つはコンパクトなオーイーテーオー糸巻き軸架システム100”から除去され、90°の角度α1,α2に設定されたもう1つの旋回レッグ141,113を用いることにより、該糸巻き軸架システムは製造フロアのより小さい設置面積しか有しなくてもよい。加えて上記図1で論じた電氣制御ボックス118が該糸巻き軸架システムの操作を支持するために両システム100”、100'”と共に使用されてもよい。更に、図3Bから図3Cで示した何れの残りの参照番号も上記図1の議論による規定が行われてもよい。その上、図5から図15のテンション制御装置は本発明の全ての実施例に適用可能である。
【0036】
図5は該システム100’に設置された4本糸のドライブ及びテンション制御装置11
0−1の例示用拡大正面立面図である。該テンション制御器デバイス119は更にグラフィカルデイスプレー151,データエントリー及び制御用キーボード123そしてオペレーターに警報状態を示す警報灯125を有する。該ドライブ及びテンション制御装置110−1の外部の静止ガイド128と捕捉ローリングガイド129も図5に示されている。
【0037】
図5に示す様に、ガイドシステム112A、112Bは糸をドライブ及びテンション制御装置110−1Aの方へ導くため使われる。特に、該コンパクトなオーイーテーオー糸巻き軸架システム100’が多数の糸を供給する時、該多数ガイドシステム112A、112Bは、該糸がからまらないよう、該糸をドライブ及びテンション制御装置110−1Aへ導く必要がある。好ましくは各糸用の糸通路は他の糸に対し分離されるのがよいが、下記で論じられる様に、多数の糸は該ドリブンテークオフロール111と接触してもよい。
【0038】
しかしながら、代わりの実施例では、糸を直接にガイド138からドリブンテークオフロール111へ取ることにより、該ガイドシステムの使用は最小化されるか又は避けられてもよい。図5に示す様に、ガイドシステム112A,112Bは一連の接触点を有する。起こり得る高い粘性レベルの弾性フアイバー又は糸が与えられた場合、接触点は、ドライブ及びテンション制御装置110−1Aに達する前に、その糸に望ましくなくテンションを付加しそうである。当業者により評価される様に、該糸がドライブ及びテンション制御装置110−1Aに達する前に該糸に付加された何等かのテンションは該ドライブ及びテンション制御装置110−1Aにより増幅されるので、テンションが該糸に付加される前にドライブ及びテンション制御装置110−1Aで該糸を延ばすことが一般に好ましい。
【0039】
1実施例に依ると、図5に示す様に、各糸グループ102−102'”は別々のドリブンテークオフロール111を有する別々のドライブ及びテンション制御装置110−1Aによりドライブされる。糸グループは、脚の開いた端部の近くで弾性バンドの特徴を提供するようむつき機械へ供給されてもよい。例えば、第1糸グループは右脚部分用の弾性的特徴を提供し、第2糸ブループは左脚部分用に弾性的特徴を提供してもよい。製造時、該右又は左脚部分用の弾性的特徴のテンションは、該糸内のテンション変動のために受け入れ可能なレベルには最早なくてもよい。該コンパクトなオーイーテーオー糸巻き軸架システム100’は、どんなこの様な変動も修正するよう、該第1糸グループ又は第2糸グループのテンションが他の糸グループから独立に調整されることを可能にする。
【0040】
特に、図5及び図8は、それぞれ、多数糸のドライブ装置110−1A及び1本糸のドライブ装置110−1Bとテンション制御装置と、の例示用拡大正面立面図を示す。該ドライブ及びテンション制御装置110−1A、110−1Bはドリブンテークオフ又はドリブンテークオフロール111,ガイドロール113A−113E、テンションセンサー115,切断センサー117,モーター127そしてテンション制御器デバイス119を有する。オプションとして、運動センサー116が含まれてもよい。該テンション制御器デバイス119は更にグラフィカルデイスプレー151,キーボード123、そして警告灯125を有する。
【0041】
むつき製造がここで説明されたが、糸グループは該オーイーテーオー糸巻き軸架システムにより他の糸処理製造システムへ供給されてもよい。動作時、該むつき機械又は他の糸処理製造システムは、望ましいテンションを達成するのに必要な伸びを提供するために、どの速度でモーター127が動作すべきかを示す信号を、それぞれドライブ及びテンション制御装置110−1A及び110−1Bの、図5から図8に示すテンション制御器119に同様に提供する。該糸処理システムからの信号は、望ましいテンションを達成するために必要な理論的伸び量を示すよう創られて来た産業標準に基づくのが典型的である。該糸処理システムからのこの入力信号はテンション設定点と呼ばれ、該ドライブ及びテンション制御装置110−1A及び110−1Bのドリブンテークオフロール111の速度を最初に指示する。
【0042】
もう1つの実施例に依れば、ユーザーが該糸グループ用に保持されるべき望ましいテンション範囲を該テンション制御器デバイス119のキーボード123に直接入れてもよい。該テンション制御器デバイス119は糸テンションを表す入力信号を該テンションセンサー115から受信する。テンション制御器デバイス119はこれらの入力信号を使い、ドリブンテークオフロール111を離れて来る糸のテンションレベルについて、それが望ましいテンション範囲内にあるので保持されてよいか、又は該テンションが増加、又は減少させられる必要があるか、を決定する。
【0043】
図6はドライブ及びテンション制御装置110−1Aの平面図を示す。該ドライブ及びテンション制御装置110−1Aは、ドリブンテークオフロール111,ガイドロール113A−113A'”から113E−113E'”、テンションセンサー115−115'”、運動センサー116−116'”、切断センサー117−117'”そしてテンション制御器デバイス119を有する。図6で、ドライブ及びテンション制御装置110−1Aの可変速度モーター127は、テンション制御器デバイス119が、正味のテンションが望ましい範囲外になったことを示す信号を、テンションセンサー115−115'”から受信した信号に基づき出力するまで、速度を保持する。テンションセンサー115−115'”からの出力信号は、糸処理システムからの入力信号を無視し、速度が望まれる範囲内になるまで、ドライブ及びテンション制御装置110−1Aの可変速度モーター127の速度を変える。すなわち、モーター127の速度は、巻きほどき又は糸供給過程の間起こるテンションの変動を修正するよう調整される。
【0044】
もしテンション制御器デバイス119がドリブンテークオフロール111の後の糸テンションが高すぎると決定するなら、テンション制御器デバイス119はモーター127の速度を増加させる。代わって、もしテンション制御器デバイス119がドリブンテークオフロール111の後の糸テンションが低すぎると決定するなら、テンション制御器デバイス119はモーター127の速度を減少させる。
【0045】
上記説明の様に、コンパクトなオーイーテーオー糸巻き軸架システム100’はモーター127用の適当な速度の決定に該テンションセンサー115からの信号のみならず製造システムからの信号も見るよう構成される。代わりの実施例では、コンパクトなオーイーテーオー糸巻き軸架システム100’のドライブ及びテンション制御装置110−1A、110−1Bはモーター127の適当な速度の決定に、テンションセンサー115からの信号(すなわち、テンションフィードバック信号)のみを見るよう構成されてもよい。更に、該コンパクトなオーイーテーオー糸巻き軸架システム100’は、該システムがモーター127の適当な速度を、それらで調整するテンション又は他のパラメーターを検出する多数のセンサーを有してもよい。
【0046】
図7は、糸処理システムの応用品に供給されつつある糸グループのドリブンロール及びテンション制御装置110−Aの平面図を示す。加えて、コンパクトなオーイーテーオー糸巻き軸架システム100’は該糸処理システムの第2応用品に供給されつつある第2糸グループの別の正味テンション制御を提供する。ここで使われる時、正味テンションは、同じドリブンテークオフロール111上を過ぎる糸グループの最終テンションを呼んでいる。第1糸グループの正味テンションを制御し、そして別に第2糸グループの正味テンションを制御することにより、従来技術の巻きほどきデバイス/糸供給システムが典型的にこの様な修正をすることが出来なかった所で、各糸グループのテンション変動が修正される。
【0047】
図8は1本糸のドライブ及びテンション制御装置110−1Bの例示用拡大斜視図である。該ドライブ及びテンション制御装置110−1Bはドリブンテークオフロール111,ガイドロール113A−113E、テンションセンサー115,切断センサー117、モーター127そしてテンション制御デバイス119を有する。オプションで、運動センサー(示されてない)も含まれてもよい。該テンション制御器デバイス119は更にグラフィカルデイスプレー、キーボード、そして警報灯を有する。
【0048】
図9はドライブ及びテンション制御装置110−2Aのもう1つの例示用実施例の斜視図であるが、該装置は各個別糸用に、別々の可変速度モーター227と対応する別々のテンションセンサー215を有する。この様なシステムは各活動糸パッケージの変動を修正するので有利である。1実施例に依れば、モーター227の速度は糸処理システムからの入力を受けることなく制御される。すなわち、モーター速度は、テンションセンサー215により検出され、テンション制御器デバイス219により認識されたテンションフィードバックのみに基づく。代わりに、モーター227の速度はテンションセンサー215により検出されたテンションフィードバックに加えて、糸処理システムからの入力を受けることにより制御されてもよい。加えて、唯1本の糸がドリブンテークオフロール211によりドライブされる時は、糸供給システム用のガイドシステムは、糸通路が別々に保たれねばならない多数の糸を使うシステムに比較して、簡単化される。
【0049】
唯1本の糸がドリブンテークオフロール211によりドライブされる時、糸供給システム用のガイドシステムは、糸通路が別々に保たれねばならない多数糸を使うシステムに比較して簡単化されてもよい。例えば、ガイドシステムは、パッケージを離れて来た後、糸が通過する、セラミックアイの様な静止ガイドと、ドリブンテークオフロール211の方へ糸を導く第1ガイドローラーと、のみを有する。
【0050】
図9の1本糸構成の1実施例では、モーター227の速度の制御は単にテンションフィードバックのみに基づく。この場合、速度の変化は、上記で論じたテンションフィードバックに組み合わせて糸処理システムにより提供されるテンション設定点により制御される糸供給システムより、もっと頻繁に、そしてもっと大きい増分/減分で、起こりそうである。特に、モーター127の速度のより大きな減分は、ドリブンテークオフロール211に達する前の糸のたるみを引き起こし、該たるみはドリブンテークオフロール211の周りの糸の次の滑りへ導く。
【0051】
ドリブンテークオフロール211へ達する前の糸のこの様なたるみの可能性を減ずるために、第1ガイドロール213A内にプリテンショナーが使われてもよい。従来技術のプリテンショナーは糸供給システムのテンションを保持し、糸のたるみを避けるために、糸とプリテンショナーの間の摩擦に依存する。しかしながら、この様な摩擦型のプリテンショナーは粘性が問題である弾性糸には適用出来ない。
【0052】
従って、プリテンショナーガイドロール213Aは、ガイドロールの回転速度を他の仕方で妨げるプリテンショナーを使う。プリテンショナーガイドロール213Aのための本発明の1実施例では、プリテンショナーガイドロール213Aと該ガイドロールに結合された材料とに隣接して磁石が位置付けられる。該ガイドロールに結合される該材料は例えば、鋼の様な、鉄性金属である。磁力がプリテンショナーガイドロール213Aの回転速度を遅くして、それによりテンションを保持し、摩擦に依存することなく糸のたるみを除く。
【0053】
更に、図9に示す様に、糸がプリテンショナーガイドロール213A付近に導かれた後、該糸はドリブンテークオフロール211の周りに巻かれる。ドリブンテークオフロール211の周りの巻き糸は相互に直接隣接するか、又は該ドリブンテークオフロール211を横切るよう間隔を置き、並べられるか何れかである。ドリブンテークオフロール211の後にテンションセンサー215が位置付けられる。ガイドロール213Bはドリブンテークオフロール211の後に配置される。加えて、唯1本の糸が使われるので、該テンションセンサー215が簡単化されてもよい。
【0054】
図10は1本糸のドライブ及びテンション制御装置110−2Aのなおもう1つの実施例の例示用拡大正面立面図である。図10に示される様に、糸がプリテンショナーガイドロール213A付近に導かれた後、その糸はドリブンテークオフロール211の周りに巻かれる。ドリブンテークオフロール211の周りの巻き糸は相互に直接隣接するか、又は該ドリブンテークオフロール211を横切るよう間隔を置き、並べられるか何れかである。特に、該糸は、滑りを最小化するのに充分大きく、からまりを避けるのに充分小さい、角度でドリブンテークオフロール211の周りに巻かれる。該糸がドリブンテークオフロール211の周りに巻かれる角度は“第1巻き角”と呼ばれる。該第1巻き角(θ1)は概略2度と360度の間にある。該第1巻き角θ1は使われるフアイバーの弾性糸の種類と対応する粘性のレベルとにより変わってもよい。1実施例に依れば、糸は約270度の第1巻き角(θ1)でドリブンテークオフロール211の周りに巻かれる。該第1巻き角(θ1)はガイドロール213A、ドリブンテークオフロール211,そしてテンションセンサー215の適当な位置付けにより得られてもよい。
【0055】
テンションセンサー215はドリブンテークオフロール211の後に位置付けられる。ガイドロール213Bはドリブンテークオフロール211の後に配置される。糸はテンションセンサー215を横断する第2巻き角(θ2)を保持するが、該角は、円周の0から180度の範囲内の、糸テンションの精確で一貫した測定値を提供する角度である。該糸は、一貫した第2巻き角(θ2)を保証するために、該テンションセンサーの前及び後で糸ガイドに対して押される。該第2巻き角(θ2)はガイドロール213B、ドリブンテークオフロール211、テンションセンサー215の適当な位置付けにより得られる。テンション制御器デバイス219はテンションセンサー215により測定される糸テンションをモニターし、そして可変速度モーター227の速度を増分だけ増加すること、保持すること又は減分だけ低減することの少なくとも1つを行う。
【0056】
図11は図10に示すドライブ及びテンション制御装置110−2Aの右側面図である。図10及び11に示す様に、糸がモーター227によりドライブされるドリブンテークオフロール211の付近に導かれた後、該糸はテンションセンサー215を通り、ガイドロール213Bを経由して該装置から出る。
【0057】
図12は図10に示す1本糸のドライブ及びテンション制御装置の平面図である。図12に示される様に、糸がプリテンショナーガイドロール213A付近へ導かれた後、該糸はドリブンテークオフロール211の周りに巻かれる。ドリブンテークオフロール211の周りの該巻き糸は互に直接隣接するか、又は該ドリブンテークオフロール211を横切って間隔を置き、並べられるか何れかである。テンションセンサー215はドリブンテークオフロール211の後に位置付けられる。ガイドロール213Bはドリブンテークオフロール211の後に配置される。
【0058】
図13は1本糸のドライブ及びテンション制御装置110−2Bのなおもう1つの例示用実施例の拡大正面立面図である。図13に示す様に、糸がプリテンショナーガイドロール313A付近に導かれた後、該糸はモーター327によりドライブされるドリブンテークオフロール311の周りに巻かれる。ドリブンテークオフロール311の周りの巻き糸は相互に直接隣接するか、又は該ドリブンテークオフロール311を横切って間隔を置き、並べられるか何れかである。特に、該糸は、滑りを最小化するのに充分大きく、そしてからまりを避けるのに充分小さい角度でドリブンテークオフロール311の周りに巻かれる。該糸がドリブンテークオフロール311の周りに巻き付けられる角度は“第1巻き角”と呼ばれる。該第1巻き角(θ1)は概略2度と360度の間にあってもよい。該第1巻き角(θ1)は使われるフアイバーの弾性糸の種類と対応する粘性レベルとにより変わってもよい。1実施例に依れば、該糸は約270度の第1巻き角(θ1)でドリブンテークオフロール311の周りに巻かれる。該第1巻き角(θ1)はガイドロール313A、ドリブンテークオフロール311,そしてテンションセンサー315の適当な位置付けにより得られてもよい。
【0059】
図13に示す様に、テンションセンサー315はドリブンテークオフロール311の後に位置付けられる。ガイドロール313Bはドリブンテークオフロール311の後に配置される。該糸は、円周囲の0から180度の範囲内の、糸テンションの精確で一貫した測定値を提供する第2の巻き角(θ2)を、テンションセンサー315を横切って保持する。該糸は一貫した第2巻き角(θ2)を保証するために該テンションセンサーの前及び後で糸ガイドに対して押される。該第2巻き角(θ2)はガイドロール313B、ドリブンテークオフロール311、テンションセンサー315の適当な位置付けにより得られる。テンション制御器デバイス319はテンションセンサー315により測定される糸テンションをモニターし、そして可変速度モーター327の速度を増分だけ増加すること、保持すること又は減分だけ低減することの少なくとも1つを行う。
【0060】
図14は図13に示す1本糸のドライブ及びテンション制御装置110−2Bの第3実施例の平面図である。図14に示す様に、該糸がプリテンショナーガイドロール313A付近に導かれた後、該糸はドリブンテークオフロール311の周りに巻かれる。テンションセンサー315はドリブンテークオフロール311の後に位置付けられる。ガイドロール313Bはドリブンテークオフロール311の後に配置される。テンション制御器デバイス319はテンションセンサー315により測定される糸テンションをモニターし、そして可変速度モーター327の速度を増分だけ増加すること、保持すること又は減分だけ低減することの少なくとも1つを行う。
【0061】
図15は各個別糸用の別々の可変速度モーター427と、対応する別々のテンションセンサー415と、を有するドライブ及びテンション制御装置110−3のなおもう1つの例示用実施例を示す。この様なシステムは各活動パッケージの変動を修正して有利である。1実施例に依ると、モーター427の可変の速度は糸処理システムからの入力を受けることなく制御される。すなわち、該モーター速度は、テンションセンサー415により検出され、テンション制御器デバイス419により認識されるテンションフィードバックにのみ基づく。代わって、モーター427の可変の速度は、テンションセンサー415により検出されるテンションフィードバックに加えて、糸処理システムからの入力の受信により制御されてもよい。加えて、上記で論じた様に、唯1本の糸がドリブンテークオフロール411によりドライブされる時は、糸供給システム用ガイドシステムは、図1の従来技術と、図3Aの本発明の実施例とに示す様に、多数糸を使うシステムと比較すると簡単化される。
【0062】
唯1本の糸がドリブンテークオフロール411によりドライブされる時、糸供給システム用ガイドシステムは、糸通路が別々に保たれねばならない多数糸を使うシステムに比較して簡単化される。例えば、ガイドシステムは糸がパッケージを離れて来た後通過するセラミックアイレットプレート403の様な静止ガイドと、糸をドリブンテークオフロール411の方へ導く第1アイレット430及び第2アイレット432と、のみを有する。
【0063】
図15の1本糸構成の1実施例では、モーター427の可変速度制御はテンションフィードバックのみに基づく。この場合、速度の変化は、上記で論じたテンションフィードバックと組み合わせて、糸処理システムにより提供されるテンション設定点により制御される糸供給システムより、頻繁に、そしてより大きい増分/減分で、起こりそうである。特に、モーター427の速度の大きな減分はドリブンテークオフロール411に達する前の糸のたるみを引き起こし、該たるみはドリブンテークオフロール411の周りの糸の次の滑りへ導く。
【0064】
ドリブンテークオフロール411へ達する前の糸のこの様なたるみの可能性を減ずるために、ガイドロール422とプリテンショナー420の組み合わせが使われる。この様なプリテンショナーの限定する意味でない例は、タイワン、チャンフワ市500,チュンシアンロード、ダコングエンタープライズ社(Da Kong Enterprise Co.,Ltd.Chung Shan Road,Chang Hua City 500,Taiwan)からのモデル番号ジェイエイチ−703エイ(Model No.JH−703A)である。従来技術のプリテンショナーは糸供給システムのテンションを保持し、その糸のたるみを避けるために、該糸と該プリテンショナーとの間の摩擦に依存する。しかしながら、この様な摩擦型プリテンショナーは通常たるみが問題である弾性糸には適用出来ない。
【0065】
プリテンショナー420はガイドロール422の回転速度を後らせる。図15に示す様に、糸がガイドロール422付近に導かれた後、該糸はドリブンテークオフロール411の周りに巻かれる。ドリブンテークオフロール411の周りの巻き糸は相互に直接隣接するか、又は該ドリブンテークオフロール411を横切るよう間隔を置き、ならべられるか、何れかであってもよい。テンションセンサー415がドリブンテークオフロール411の後に位置付けられる。該ガイドロール413Bはドリブンテークオフロール411と該テンションセンサー415の後に配置される。加えて、唯1本の糸が使われるので、該テンションセンサー415も簡単化される。
【0066】
図15のドライブ及びテンション制御装置110−3は各個別糸用の別々の可変速度モーター427と、対応する別々のテンションセンサー415と、を有する。この様なシステムは各活動パッケージの変動を修正して有利である。1実施例に依ると、モーター427の速度は糸処理システムからの入力の受信なしに制御される。すなわち、該モーター速度は、テンションセンサー415により検出され、テンション制御デバイス419により認識されるテンションフィードバックのみに基づいている。代わって、モーター427の速度は、テンションセンサー415により検出されるテンションフィードバックに加えて、糸処理システムからの入力受信により制御されてもよい。加えて、唯1本の糸がドリブンテークオフロール411によりドライブされる時は、糸供給システム用のガイドシステムは、糸通路が別々に保たれねばならない多数糸を使うシステムに比較して簡単化される。
【0067】
ドライブ及びテンション制御装置を有するオーイーテーオー糸巻き軸架システムの前記実施例に比較して、ガイドはローラー/ピグテイルからアイレットへ変更された(例えば、430,432)。アイレットの使用は、パッケージと第1ガイドの間の糸の糸玉化に依るからまり、引っかかり、又は切断の機会を減ずる。本発明の実施例は個別のアイレット及びプレートを使用してもよい。本発明の実施例では好ましくは図15に示す孔/アイレットを有する1枚のプレート403を使うのがよい。
【0068】
上記で論じた様に、摩擦プリテンショナー(例えば、図15の420)は、パッケージからの起こり得る引きにより生ずる初期テンション変動を減ずる、一貫した最小テンションを糸上に提供する。該引きがあると、テンションをゼロまで瞬間的に低下させる可能性があり、該低下は、例え総合糸ラインテンション制御を用いても、切断へ導くスパイクを招来するであろう。
【0069】
特に、本発明の前記実施例及び従来技術と比較すると、該ドリブンロール427は図15に示す様に付置されたアイドラー421を有する。該アイドラー421はテンションセンサー415の前のテンション変動の更なる減衰を提供する。図15は1巻きの糸を示すが、該糸用に糸ラインとドリブンロールの接触面積を更に増加させるために数巻きが使われてもよく、該増加は、モーター427の可変制御の速度の増加又は増分追加と、減少又は減分低減と、から生じる“引き”及び“制動”の揺動を改善する。
【0070】
加えて、図3Cに示す様に、テンション制御装置110−3は背中合わせに設置され、該設置はより容易な糸結び用にテンション制御パネル間のスペースを増やし、糸ライン/糸ラインの干渉の機会を減ずる。これは極端に低いレベル(例えば、床レベル)又は高いレベル(例えば、踏み台又は梯子を要する)に設置されるシステム部品で作業することを容易にする。
【0071】
図16は複数の糸を同時に巻きほどく弾性糸巻きほどきシステムの糸テンションを制御する方法の流れ図を示す。過程1600は糸パッケージから各弾性糸を、前記糸用に組み合わされ、可変速度モーターによりドライブされるドリブンテークオフロールで巻きほどく過程である。過程1601で、各弾性糸の、個別プリテンショナー及び組み合わせガイドロールを用いる、テンション及び制御装置内へのガイドが行われる。過程1602で各弾性糸の組み合わせテンションセンサーの通過が起こり、1本以上の糸が切断されたかの決定が図16の1603で行われ、この方法は何れかの糸又はフアイバーが切れたかどうかを決定する。切れた糸又はフアイバーが検出されると、過程1605で切断警報がセットされ、このアルゴリズムは過程1627Aで停止される。
【0072】
過程1603で糸又はフアイバーの切断が検出されないと、該方法は図16の過程1604で糸又はフアイバーが移動しているかを決定する。該糸又はフアイバーが移動してないと、移動警報が1609でセットされ、該アルゴリズムは過程1627Bで停止する。該糸又はフアイバーが移動していると、移動する糸又はフアイバーのテンションの測定が過程1611で行われる。
【0073】
図16の過程1612では、該方法は個別の糸又はフアイバーの何れかが予め決められた範囲外のテンションを有するかを決定する。該予め決められた範囲は、過程1623で決められた平均範囲のテンションの少なくとも1つにより規定されるのが好ましく、下記の表1から表5で開示される最大テンションと比較される。代わりに、テンションの何等かの受け入れ可能な予め決められた範囲が、糸供給処理システムと共に使用されてもよい。範囲外の値のテンションが検出された時は、過程1613でテンション警報がセットされる。
【0074】
該範囲外のテンションが予め決められた範囲の上か又は下かにより、図16の過程1614で、モーター速度はそれぞれ減分だけ低減されるか又は増分だけ増加される。該アルゴリズムの経過に亘るモーター速度の増分及び減分の数は過程1620で記憶される。個別の糸又はフアイバーのテンションが範囲外の値を有する時、該方法は過程1620で記憶された増分/減分の過程数が修正しきい値を超えたかどうかを過程1629で決定する。
【0075】
個別の糸又はフアイバーについて範囲外のテンション値が検出されない時は、該方法は多数糸又はフアイバー用のテンションの平均値を図16の過程1615で決定する。加えて、該糸又はフアイバーの該平均値は過程1617で記憶される。
【0076】
図16の過程1618で、該方法は糸又はフアイバーのテンションの該平均値が予め決められた範囲外にあるかどうかを決める。該予め決められる範囲は、下記の表1から表5で開示される様に、平均範囲テンションと最大テンションの少なくとも1つにより規定されるのが好ましい。糸又はフアイバーのテンションの平均値が範囲外の値を有する時は、該方法は過程2320で前に記憶された増分、減分過程の数が修正しきい値を超えるかどうかを過程1629で決定する。
【0077】
修正しきい値は初期化時アルゴリズムに入れられた予め決められた値であり、実時間で更新されてもよい。該予め決められた値は、オペレーターの介入が示唆される前にアルゴリズムにより許容されるべき修正の最大数である。修正しきい値の予め決められた値用の値は、そのしきい値を超えたと決定される減分の数と増分の数との項で異なってもよい。
【0078】
該修正しきい値が増分又は減分の数の何れか、又は両者により超えられた時、テンション更新警報が過程1625でセットされ、該アルゴリズムは1627Cで停止される。該アルゴリズムが上記で論じた過程1627A、1627B又は1627Cの何れかで停止した時、オペレーターは該機器の警報ステイタスを読み、過程に介入又は修正するために適当な過程を取ってもよい。
【0079】
ヤーン、糸又はフアイバーのテンションの平均値が範囲外にない時、該方法は過程1621に示す様にモーター速度を維持し、そして過程1603へ戻り、上記で論じたトリムテンションモニタリングアルゴリズムを繰り返す。上記で論じたアルゴリズムは、オーイーテーオー糸巻き軸架又はドライブ及びテンション制御装置により供給される1本以上のヤーン、糸又はフアイバーに適用されてもよい。
【0080】
下記の例は、主題として適用された仕上げを有しないリクラアールエックスエイアールスパンデックス(Lycra(R) XA(R) spandex)フアイバーを用いた実験を含み、本発明の実施例の性能に関し情報を提供する。
【0081】
例1
これと次の例のデータの取得で使われたテスト機器は、オプションで或る設計要素を含んだり、或いは排除したり、そして或る要素の順序を変えたりする様な、種々の方法で構成された。例1から5用に使われた機器構成は図17で示されるが、該構成は特許文献1から適合されている。図17に示す機器は、下記要素、すなわち、フアイバーパッケージ10,静止ガイド20,第1ドリブンロール30,テンションセンサー40,そしてドリブンテークオフロール50から成る。
【0082】
テスト機器形状及び他の実験テスト条件は下記の様に要約される。
【0083】
静止ガイドと第1ドリブンロールの間、第1ドリブンロールとテンションセンサーの間、そして第1ドリブンロールとテークオフロールの間の距離はそれぞれ、0.22,1.94,そして2.1−3.4mである。この例では、8.89cmの直径を有する第1ドリブンロールは溝を付けられてない。糸ラインは水平(大地に対し)面内に保持され、その糸ラインが該静止ガイドを通過時、該水平面内のその方向変化は0°一定に保持されている。パッケージと第1ガイドの間の距離は変えられた。該糸ラインは第1ドリブンロールの周りに360°巻かれた。該糸ラインドラフトは、第1ロールの表面速度を毎分93.4mに、テークアップロールの表面速度を毎分294.3mに保持することにより、2.15×に制御された。
【0084】
テンションデータ(グラムで表した)はモデルピーデーエム−8(Model PDM−8)データロガー、そしてモデルテーイー−200−シー−シーイー−デーシー(Model TE−200−C−CE−DC)センサー{エレクトロマチックイクイップメン
ト社(Electromatic Equipment Co.)}で集められた。全てのテンション測定値は約毎秒82サンプルのデータサンプリング周波数を使って5分のラン時間に亘り平均化された。
【0085】
“平均範囲テンション”は次の様に規定され、すなわち、各1.25秒時間のテンション測定内で、最小及び最大テンションレベルが記録された(103データ点を生ずる)。平均範囲テンションは5分間のランに亘り差(最小値及び最大値の間の)を平均化することにより計算された。
【0086】
このテストで評価されたフアイバーは紡がれたままのリクラアールエックスエイアールスパンデックス(Lycra(R) XA(R)){インビスタサール、元のイーアイデュポンデネムールアンドカンパニー(INVISTA SARL,formerly E.I.du Pont de Nemours and Company)の登録商標}で、620dtex(キロメートル当たりデシグラム)の線密度を有した。
【0087】
表1は、パッケージと静止ガイドの間の距離、dが約0.25と0.81mの間の距離に亘り変えられた時、該センサーで測定された糸ラインテンション変動を示す。
【0088】
【表1】
【0089】
表1は、パッケージと静止ガイドの間の距離が増加すると糸ラインテンション(平均範囲又は最大の何れかのテンションとして表された)が減少することを示す。該表で示されてない最小テンションは約0.6から1.4グラムに及ぶ。期待されなかったことである
が、通常は平均範囲テンションの比較的突然の増加が先行する糸ライン切断の発生により識別可能となるテンションの絶対レベル及びテンション変動の受け入れ不可能に高いレベルへの上昇(例えば、最大テンション対距離をプロットすることで観察される)がその下で起こる、約0.41mの最小距離が存在することが発見された。
【0090】
例2
例1で説明されたと同じであるが、図17に示すオーイーテーオー巻きほどき設計の好ましい実施例に密接に対応するよう構成されたテスト機器が使用された。該機器は、移動糸ラインにより遭遇される順序で、下記要素、すなわち、フアイバーパッケージ、捕捉ローリングガイド、静止ガイド、捕捉ローリングガイド、第1ドリブンロール、捕捉ローリングガイド、テンションセンサー、そしてドリブンテークオフロールを有する。
【0091】
該静止ガイドと第1ドリブンロールの間、第1ドリブンロールとテンションセンサーの間、そして第1ドリブンロールとテークアップロールの間、の距離はそれぞれ0.43,0.51そして2.43mである。該第1ドリブンロールは0.38mmの深さを有する1本の溝を備える1つのロールである。該糸ラインは又水平面内に保持される。該パッケージと静止ガイドの間の距離は0.65mで一定に保持されるが、角度、θは変えられた。糸ラインドラフトは、第1ドリブンロールとテークアップロールをそれぞれ毎分68.6mと274.3mの表面速度に制御することにより4×に保持された。
【0092】
例1に於ける様に糸ラインテンションをモニターすることに加えて、テンションスパイクも記録された。“テンションスパイク”は5分間内でのベースラインテンション上で25グラムより大きい突然のテンション増加の平均数である。
【0093】
種々のレベルの粘性を示す、種々の紡がれたままのリクラアールエックスエイアールスパンデックスフアイバーが評価された。粘性レベルは、下記の方法により該オーイーテーオーテンション(グラム数で)を測定することにより特徴付けられたが、該方法は該フアイバーパッケージとセラミックピグテイルガイドが、各々の軸線が直接1列になるように、0.61m離して設置される方法であった。フアイバーは毎分50mの糸ライン速度で、該ガイドを通り、そしてテンションセンサーを通るよう、オーバーエンドで(over
end)パッケージから引かれた。
【0094】
表2は角度θが増加した時の該糸ラインテンションの変動を示し、ここでθは、それぞれ、該パッケージの回転軸線と、静止ガイドオリフィスの、該オリフィス平面に直角な中央軸線と、に対応する仮想線の交叉により作られる鋭角として規定される。
【0095】
【表2】
【0096】
表2のデータの検討は、糸ラインテンションと、該パッケージ及び静止ガイドの中心線間の角度と、の間の予期せぬ関係を明らかにした。該角度が増加すると、糸ラインテンションも増加し、テンションスパイクがより頻繁に起こる。充分大きな角度では、糸ライン切断が起こる。該糸ラインが該ガイドを通過する時、該糸ラインにより横切られる角度に対する糸ラインテンションの感度は、フアイバーの特性に左右される。表2のデータはより高い粘性により特徴付けられるフアイバーは、この角度に関する糸ラインテンションのより高い感度を示すことを表す。例外的に高い粘性レベルを示す或るフアイバーについては、それ以上では糸ライン切断が避けられない角度は約10°より小さい。
【0097】
例3
前に説明され、例2に於ける様に構成されたテスト機器を使う、このランのシリーズは、種々の粘性レベルのフアイバーについて、糸ラインテンションへの角度の影響を評価した。パッケージと静止ガイドの間の距離、dは0.65mで一定に保持された。第1ドリブンロールとテークアップロールをそれぞれ毎分68.6と274.3mの表面速度に制御することにより糸ラインドラフトは4×に保持された。全ての他の実験条件は例2用に説明された様である。そのデータは表3に要約される。
【0098】
【表3】
【0099】
このシリーズのランでテストされた高い粘性のフアイバーは例2でテストされた2つのフアイバーと同じである。表2及び表3のこれらの同じフアイバーのデータの比較は、糸ラインのテンションは増加する角度と共に増加し、糸ライン切断は過剰に高い角度で起こることを示す。{対照的に、仕上げを有するフアイバーは、糸ラインテンションの増加無し、テンションスパイクの発生無しそして糸ライン切断無しで、90°以下の角度でランすることが出来る。1.406の粘性を有する、924dtexデニール、マージ16795(ロット1019)、仕上げ済みのリクラアールエックスエイアールテー−162シー(Lycra(R) XA(R) T−162C)フアイバーが0−90°の角度でランされた時、糸ラインテンションの増加は無く、テンションスパイクも無かった。}
これらのデータは、糸ラインが第1静止ガイド通過時、糸ラインが横切る角度を限定することは、例え高い粘性のフアイバーの糸ラインについても、中断されない製造処理を提供することを示す。
【0100】
例4
前に説明され、例2に於ける様に構成されたテスト機器を使うこのシリーズのランは種々の粘性レベルのフアイバーについて、パッケージと静止ガイドの間の距離、dの糸ラインテンションへの影響を評価する。角度、θは22°で一定に保持された。その糸ラインドラフトは4×に、テークアップ速度は毎分274.3mに制御された。
【0101】
【表4】
【0102】
表4のこれらのフアイバーのテスト結果は、それより下では糸ラインテンション及び平均範囲テンションが受け入れ不可能な程増加する、パッケージと固定ガイドの間の、最小距離を示している。この最小値はテストされるフアイバーの粘性レベルに左右される。対照的に、パッケージから静止ガイドまでの距離が低粘性リクラアールスパンデックス(Lycra(R) spandex)へ及ぼす本質的影響は無い。これらの結果は、高い粘性のフアイバーを用いてスムーズにランするプロセス条件を維持することに於ける困難さを強調している。オーイーテーオー糸巻き軸架システムは、この様なフアイバーを使用するプロセスの成功裡の制御を可能にする。
【0103】
例5
本発明の実施例の運転のテストが、種々のレベルの粘性により特徴付けられるフアイバーを使って商業的生産条件で行われた。表5はこれらのテスト結果を要約する。データは、報告される各々のテンション測定値が、各々の測定値が10分間ランする1本のチューブから成る、4つの別々の測定値の最小値の平均値であることを除けば、前の例に於ける様に取得された。同様に、表5に報告される、テンションスパイクの各数は、10分間にベースラインテンションの上25グラムより大きいスパイクの平均数である。測定は満杯に近い(表面)又は空に近い(コア)パッケージで行われた。コア測定値はそのチューブ上に残る約1.6cm厚さの糸又はフアイバーに於ける測定値である。5つの紡がれたままのフアイバーのランでは、4つは運転問題無しにランした。1つのフアイバーサンプル、マージ1ワイ331(Merge 1Y331)はテンションスパイクの受け入れ不可能な発生に帰着した。そのフアイバーは、平均範囲テンションが、次に最も高い粘性レベルを示すフアイバーのそれより60%以上高い事実により立証される様に、例え紡がれたままのフアイバーでも異常に高いレベルの粘性を示した。
【0104】
【表5】
【0105】
例6
図18は下記の様に、図3Bで示されたそれと同様な本発明の実施例で満杯のパッケージを始めから終わりまでランさせて集められた典型的値を表す幾つかの例示的テスト結果を示す。テンションを制御したり、或いは抗粘性添加物を付加することが無ければ、切断を起こすヤーンの過大な伸びへ導くチューブコアに近い高いヤーン粘性力のために、増加するテンションプロフアイルが典型的に展開される。図18で示されるテンションの可成り一貫した値により示される様に、供給パッケージ内の変動するヤーンテンションの存在は、図3Bのテンション制御されたヤーン供給システムで補償される。テンション制御用のパラメーターはこのテスト用には最適化されてないが、図18のグラフ線図の可成り平らな性質により示される様に、該テンションは一貫して定在していることは注目すべきである。このテストに使われたヤーンは2005年の第312日製の680dtxテー262(T262)である。付録は、示される様に約90と95グラムの間で変化する、プロットされたテストデータを含む。
【0106】
前記の説明は本発明を図解し、説明している。加えて、本開示は本発明の好ましい実施例のみを示し、説明しているが、上記で述べた様に、本発明は、種々の他の組み合わせ、変型、そして環境で使用することが出来て、ここで表され、上記開示及び/又は関連技術の技量又は知識と釣り合う発明的概念の範囲内で変化又は変型することが出来ることは理解されるべきである。上記で説明した実施例は更に、本発明の実行について既知の最良モードを説明するよう、そして、当業者に、この様な、又は他の実施例の中で、そして本発明の特定の応用又は使用に必要な種々の変型を伴って、本発明を利用させるよう意図されている。従って、該説明は本発明をここで開示した形又は応用品に限定するようには意図されてない。又、付置する請求項が代わりの実施例を含むよう解釈されることが意図されている。
【0107】
【表6】
【0108】
【表7】
【特許請求の範囲】
【請求項1】
複数の糸ガイドを備える支持フレームと、
該支持フレームに連結された少なくとも1つの旋回脚部と、
該少なくとも1つの旋回脚部に固定された複数のパッケージホルダーであって、各該ホルダーが糸の1つ以上のパッケージを保持するよう構成されており、各前記糸のパッケージが該糸が該複数の糸ガイドを通して巻きほどかれるよう構成された回転軸上に配置されている、パッケージホルダーと、そして
該支持フレームに連結された複数のドライブ及びテンション制御装置であって、前記装置の各々が該複数の糸のパッケージの1つから糸を巻きほどくよう構成されている、装置と、を具備しており、各該ドライブ及びテンション制御装置が
該ドライブ及びテンション制御装置の糸通路を通るよう該巻きほどき糸をガイドするよう構成されたプリテンショナー及び組み合わせガイドロールと、
該糸のからまりを防止するよう構成された少なくとも1つのアイレットと、
該糸を該ドライブ及びテンション制御装置を通して動かすよう構成された水平ドリブンテークオフロールと、
該水平ドリブンテークオフロールをドライブし、糸テンションを制御するよう構成された可変速度モーターと、
該巻きほどき糸が通過する糸テンションセンサーと、
該テンションセンサーからのフィードバック信号に従って該可変速度モーターの速度を、増分だけ増加すること、維持すること、そして減分だけ低減することの少なくとも1つを行うよう構成されたテンション制御器デバイスと、そして
該テンション制御装置から該糸を出力するよう構成された少なくとも1つのガイドロールと、を備えており、
該プリテンショナー及びガイドロールが該水平ドリブンテークオフロールの前に配置され、そして該テンションセンサーが該水平ドリブンテークオフロールの後に配置されており、そして
該可変速度モーターの速度が該テンション制御器デバイスにより、糸テンション値を予め決められた糸テンション範囲内に保持するよう変えられるオーイーテーオー糸巻き軸架システム。
【請求項2】
各ドライブ及びテンション制御装置が該糸のテンション変動を減衰させるよう構成されたアイドラーを更に備え、該アイドラーが該水平ドリブンテークオフロールに隣接して配置される請求項1記載のオーイーテーオー糸巻き軸架システム。
【請求項3】
各ドライブ及びテンション制御装置が該糸を該ドライブ及びテンション制御装置へ送るよう構成されたプレートアイレットを更に備える請求項1記載のオーイーテーオー糸巻き軸架システム。
【請求項4】
該糸が弾性糸である請求項1記載のオーイーテーオー糸巻き軸架システム。
【請求項5】
該複数のパッケージのそれぞれのパッケージから個別に各々の該糸を巻きほどくために、該複数のドライブ及びテンション制御装置の各々が該支持フレーム上に垂直に隔てられている請求項4記載のオーイーテーオー糸巻き軸架システム。
【請求項6】
該複数のパッケージのそれぞれのパッケージから個別に各々の該糸を巻きほどくため、該複数のドライブ及びテンション制御装置が該支持フレーム上に並列に構成されている請求項4記載のオーイーテーオー糸巻き軸架システム。
【請求項7】
該ドリブンテークオフロールの周りの該糸の第1巻き角が約2と360度の間の範囲内
にある請求項5又は6記載のオーイーテーオー糸巻き軸架システム。
【請求項8】
該ドリブンテークオフロールの周りの該糸の第1巻き角が約270度である請求項5又は6記載のオーイーテーオー糸巻き軸架システム。
【請求項9】
該ドライブ及びテンション制御装置が該テンションセンサーの周りに、約0と180度の間の範囲内にある、該糸の第2巻き角を更に有する請求項5,6,7又は8のいずれか1に記載のオーイーテーオー糸巻き軸架システム。
【請求項10】
該ガイドロールに結合された鉄材料の移動を誘起するために該ガイドロールに隣接するよう位置付けられた磁石を動かすことにより該プリテンショナーが該巻きほどき糸内にプリテンションを創る請求項9記載のオーイーテーオー糸巻き軸架システム。
【請求項11】
糸巻きほどきシステム用のドライブ及びテンション制御装置であって、
該糸を該ドライブ及びテンション制御装置の糸通路を通るべくガイドするよう構成されたプリテンショナー及びガイドロールと、
該糸のからまりを防止するよう構成された少なくとも1つのアイレットと、
該糸を該ドライブ及びテンション制御装置を通して動かすよう構成されたドリブンテークオフロールと、
該ドリブンテークオフロールをドライブし、糸テンションを制御するよう構成された可変速度モーターと、
該糸上の該テンションを決定するよう構成されたテンションセンサーと、
該テンションセンサーからのフィードバック信号に従って該可変速度モーターの速度を増分だけ増加すること、維持することそして減分だけ低減することの少なくとも1つを行うよう構成されたテンション制御器デバイスと、そして
該テンション制御装置から該糸を出力するよう構成された少なくとも1つのガイドロールと、を具備しており、
該プリテンショナー及びガイドロールは該ドリブンテークオフロールの前に配置され、該テンションセンサーは該ドリブンテークオフロールの後に配置されるドライブ及びテンション制御装置。
【請求項12】
該糸内のテンション変動を減衰させるよう構成されたアイドラーを更に具備しており、前記アイドラーが該ドリブンテークオフロールに隣接して配置される請求項11記載のドライブ及びテンション制御装置。
【請求項13】
該ドライブ及びテンション制御装置への糸入力を送るよう構成されたプレートアイレットを更に具備する請求項11記載のドライブ及びテンション制御装置。
【請求項14】
該可変速度モーターの速度が該テンション制御器デバイスにより糸テンション値を糸テンションの予め決められた範囲内に保持するよう変えられる請求項11記載のドライブ及びテンション制御装置。
【請求項15】
該テンションセンサーと該ドリブンテークオフロールの間の距離が、距離に関連する糸テンション変動の誤差を避けるよう最小化される請求項14記載のドライブ及びテンション制御装置。
【請求項16】
該糸が弾性糸である請求項11記載のドライブ及びテンション制御装置。
【請求項17】
該ドリブンテークオフロールの周りの該糸の第1巻き角が約2と360度の間の範囲内にある請求項16記載のドライブ及びテンション制御装置。
【請求項18】
該ドリブンテークオフロールの周りの該糸の第1巻き角が約270度である請求項15記載のドライブ及びテンション制御装置。
【請求項19】
該テンションセンサーの周りの該糸の第2巻き角が約0と180度の間の範囲内にある請求項16又は請求項17記載のドライブ及びテンション制御装置。
【請求項20】
糸パッケージングから各弾性糸を、前記糸用で、可変速度モーターによりドライブされる組み合わせドリブンテークオフロールで巻きほどく過程と、
各弾性糸を個別プリテンショナー及び組み合わせガイドロールでテンション及び制御装置内へガイドする過程と、
各弾性糸に組み合わせテンションセンサーを通過させる過程と、
1本以上の糸が切断されたかどうかを決定する過程と、
1本以上の糸が移動しているかどうかを決定し、該移動糸の各々のテンションを測定する過程と、
該移動する糸の何れかが予め決められたテンション値に対し範囲外にあるテンションを有するかどうかを決定する過程と、
それぞれの移動糸用のそれぞれのドリブンテークオフロールの速度を増分だけ増加すること及び減分だけ低減することの少なくとも1つを、前記それぞれの移動糸のテンションが前記移動糸用の該予め決められたテンション値に対し範囲外にあり、そして該増分及び減分の数の少なくとも1つが第1修正しきい値の下にある時、行う過程と、
該それぞれの移動糸用の平均テンションが前記移動糸用の該予め決められたテンション値に対し範囲外にあるかどうかを決定する過程と、
該それぞれのドリブンテークオフロールの速度を増分だけ増加すること及び減分だけ低減することの少なくとも1つを、前記それぞれの移動糸の該平均テンションが範囲外にあり、そして該増分及び減分の数の少なくとも1つが第2修正しきい値の下にある時、行う過程と、そして
該糸の1本以上が、切断している、移動しない、そして範囲外で、第1又は第2修正しきい値より上のテンションを有する、の少なくとも1つの状態にある時に警報をセットする過程と、を具備する複数の糸を同時に巻きほどく弾性糸巻きほどきシステムで糸テンションを制御する方法。
【請求項21】
各弾性糸を、前記糸内のテンション変動を減衰させるよう構成された組み合わせアイドラー上で送る過程を更に具備する請求項20記載の方法。
【請求項1】
複数の糸ガイドを備える支持フレームと、
該支持フレームに連結された少なくとも1つの旋回脚部と、
該少なくとも1つの旋回脚部に固定された複数のパッケージホルダーであって、各該ホルダーが糸の1つ以上のパッケージを保持するよう構成されており、各前記糸のパッケージが該糸が該複数の糸ガイドを通して巻きほどかれるよう構成された回転軸上に配置されている、パッケージホルダーと、そして
該支持フレームに連結された複数のドライブ及びテンション制御装置であって、前記装置の各々が該複数の糸のパッケージの1つから糸を巻きほどくよう構成されている、装置と、を具備しており、各該ドライブ及びテンション制御装置が
該ドライブ及びテンション制御装置の糸通路を通るよう該巻きほどき糸をガイドするよう構成されたプリテンショナー及び組み合わせガイドロールと、
該糸のからまりを防止するよう構成された少なくとも1つのアイレットと、
該糸を該ドライブ及びテンション制御装置を通して動かすよう構成された水平ドリブンテークオフロールと、
該水平ドリブンテークオフロールをドライブし、糸テンションを制御するよう構成された可変速度モーターと、
該巻きほどき糸が通過する糸テンションセンサーと、
該テンションセンサーからのフィードバック信号に従って該可変速度モーターの速度を、増分だけ増加すること、維持すること、そして減分だけ低減することの少なくとも1つを行うよう構成されたテンション制御器デバイスと、そして
該テンション制御装置から該糸を出力するよう構成された少なくとも1つのガイドロールと、を備えており、
該プリテンショナー及びガイドロールが該水平ドリブンテークオフロールの前に配置され、そして該テンションセンサーが該水平ドリブンテークオフロールの後に配置されており、そして
該可変速度モーターの速度が該テンション制御器デバイスにより、糸テンション値を予め決められた糸テンション範囲内に保持するよう変えられるオーイーテーオー糸巻き軸架システム。
【請求項2】
各ドライブ及びテンション制御装置が該糸のテンション変動を減衰させるよう構成されたアイドラーを更に備え、該アイドラーが該水平ドリブンテークオフロールに隣接して配置される請求項1記載のオーイーテーオー糸巻き軸架システム。
【請求項3】
各ドライブ及びテンション制御装置が該糸を該ドライブ及びテンション制御装置へ送るよう構成されたプレートアイレットを更に備える請求項1記載のオーイーテーオー糸巻き軸架システム。
【請求項4】
該糸が弾性糸である請求項1記載のオーイーテーオー糸巻き軸架システム。
【請求項5】
該複数のパッケージのそれぞれのパッケージから個別に各々の該糸を巻きほどくために、該複数のドライブ及びテンション制御装置の各々が該支持フレーム上に垂直に隔てられている請求項4記載のオーイーテーオー糸巻き軸架システム。
【請求項6】
該複数のパッケージのそれぞれのパッケージから個別に各々の該糸を巻きほどくため、該複数のドライブ及びテンション制御装置が該支持フレーム上に並列に構成されている請求項4記載のオーイーテーオー糸巻き軸架システム。
【請求項7】
該ドリブンテークオフロールの周りの該糸の第1巻き角が約2と360度の間の範囲内
にある請求項5又は6記載のオーイーテーオー糸巻き軸架システム。
【請求項8】
該ドリブンテークオフロールの周りの該糸の第1巻き角が約270度である請求項5又は6記載のオーイーテーオー糸巻き軸架システム。
【請求項9】
該ドライブ及びテンション制御装置が該テンションセンサーの周りに、約0と180度の間の範囲内にある、該糸の第2巻き角を更に有する請求項5,6,7又は8のいずれか1に記載のオーイーテーオー糸巻き軸架システム。
【請求項10】
該ガイドロールに結合された鉄材料の移動を誘起するために該ガイドロールに隣接するよう位置付けられた磁石を動かすことにより該プリテンショナーが該巻きほどき糸内にプリテンションを創る請求項9記載のオーイーテーオー糸巻き軸架システム。
【請求項11】
糸巻きほどきシステム用のドライブ及びテンション制御装置であって、
該糸を該ドライブ及びテンション制御装置の糸通路を通るべくガイドするよう構成されたプリテンショナー及びガイドロールと、
該糸のからまりを防止するよう構成された少なくとも1つのアイレットと、
該糸を該ドライブ及びテンション制御装置を通して動かすよう構成されたドリブンテークオフロールと、
該ドリブンテークオフロールをドライブし、糸テンションを制御するよう構成された可変速度モーターと、
該糸上の該テンションを決定するよう構成されたテンションセンサーと、
該テンションセンサーからのフィードバック信号に従って該可変速度モーターの速度を増分だけ増加すること、維持することそして減分だけ低減することの少なくとも1つを行うよう構成されたテンション制御器デバイスと、そして
該テンション制御装置から該糸を出力するよう構成された少なくとも1つのガイドロールと、を具備しており、
該プリテンショナー及びガイドロールは該ドリブンテークオフロールの前に配置され、該テンションセンサーは該ドリブンテークオフロールの後に配置されるドライブ及びテンション制御装置。
【請求項12】
該糸内のテンション変動を減衰させるよう構成されたアイドラーを更に具備しており、前記アイドラーが該ドリブンテークオフロールに隣接して配置される請求項11記載のドライブ及びテンション制御装置。
【請求項13】
該ドライブ及びテンション制御装置への糸入力を送るよう構成されたプレートアイレットを更に具備する請求項11記載のドライブ及びテンション制御装置。
【請求項14】
該可変速度モーターの速度が該テンション制御器デバイスにより糸テンション値を糸テンションの予め決められた範囲内に保持するよう変えられる請求項11記載のドライブ及びテンション制御装置。
【請求項15】
該テンションセンサーと該ドリブンテークオフロールの間の距離が、距離に関連する糸テンション変動の誤差を避けるよう最小化される請求項14記載のドライブ及びテンション制御装置。
【請求項16】
該糸が弾性糸である請求項11記載のドライブ及びテンション制御装置。
【請求項17】
該ドリブンテークオフロールの周りの該糸の第1巻き角が約2と360度の間の範囲内にある請求項16記載のドライブ及びテンション制御装置。
【請求項18】
該ドリブンテークオフロールの周りの該糸の第1巻き角が約270度である請求項15記載のドライブ及びテンション制御装置。
【請求項19】
該テンションセンサーの周りの該糸の第2巻き角が約0と180度の間の範囲内にある請求項16又は請求項17記載のドライブ及びテンション制御装置。
【請求項20】
糸パッケージングから各弾性糸を、前記糸用で、可変速度モーターによりドライブされる組み合わせドリブンテークオフロールで巻きほどく過程と、
各弾性糸を個別プリテンショナー及び組み合わせガイドロールでテンション及び制御装置内へガイドする過程と、
各弾性糸に組み合わせテンションセンサーを通過させる過程と、
1本以上の糸が切断されたかどうかを決定する過程と、
1本以上の糸が移動しているかどうかを決定し、該移動糸の各々のテンションを測定する過程と、
該移動する糸の何れかが予め決められたテンション値に対し範囲外にあるテンションを有するかどうかを決定する過程と、
それぞれの移動糸用のそれぞれのドリブンテークオフロールの速度を増分だけ増加すること及び減分だけ低減することの少なくとも1つを、前記それぞれの移動糸のテンションが前記移動糸用の該予め決められたテンション値に対し範囲外にあり、そして該増分及び減分の数の少なくとも1つが第1修正しきい値の下にある時、行う過程と、
該それぞれの移動糸用の平均テンションが前記移動糸用の該予め決められたテンション値に対し範囲外にあるかどうかを決定する過程と、
該それぞれのドリブンテークオフロールの速度を増分だけ増加すること及び減分だけ低減することの少なくとも1つを、前記それぞれの移動糸の該平均テンションが範囲外にあり、そして該増分及び減分の数の少なくとも1つが第2修正しきい値の下にある時、行う過程と、そして
該糸の1本以上が、切断している、移動しない、そして範囲外で、第1又は第2修正しきい値より上のテンションを有する、の少なくとも1つの状態にある時に警報をセットする過程と、を具備する複数の糸を同時に巻きほどく弾性糸巻きほどきシステムで糸テンションを制御する方法。
【請求項21】
各弾性糸を、前記糸内のテンション変動を減衰させるよう構成された組み合わせアイドラー上で送る過程を更に具備する請求項20記載の方法。
【図1】

【図2】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公表番号】特表2010−526000(P2010−526000A)
【公表日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2010−504285(P2010−504285)
【出願日】平成20年4月18日(2008.4.18)
【国際出願番号】PCT/US2008/060865
【国際公開番号】WO2008/131252
【国際公開日】平成20年10月30日(2008.10.30)
【出願人】(309028329)インビスタ テクノロジーズ エス エイ アール エル (80)
【Fターム(参考)】
【公表日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成20年4月18日(2008.4.18)
【国際出願番号】PCT/US2008/060865
【国際公開番号】WO2008/131252
【国際公開日】平成20年10月30日(2008.10.30)
【出願人】(309028329)インビスタ テクノロジーズ エス エイ アール エル (80)
【Fターム(参考)】
[ Back to top ]