
コンベアベルトとその接合方法
【課題】機器側へのコンベアベルトの脱着が容易となり、コンベアベルトの長さ調整も行えるようにする。
【解決手段】ベルト本体1の少なくとも接合部分を上下に2分割し、2分割された各内面10、20に面ファスナー2を構成する一対の部材2A,2Bをそれぞれ固着し、面ファスナー2を結合してベルト本体1をエンドレスに構成するとともに、前記ベルト本体1の両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を形成する。
【解決手段】ベルト本体1の少なくとも接合部分を上下に2分割し、2分割された各内面10、20に面ファスナー2を構成する一対の部材2A,2Bをそれぞれ固着し、面ファスナー2を結合してベルト本体1をエンドレスに構成するとともに、前記ベルト本体1の両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無端帯状のコンベアベルトとその接合方法に関するものである。
【背景技術】
【0002】
コンベアベルトは、帯状のベルト本体の両端部を接合して無端帯状(ループ状)に形成される。布、織物、ゴムなどの材料から成るベルト本体の両端部に連結部、一般的には両端部に多数の金属製のフックを装着し、これらを組み合わせてできる連続した連結孔に芯線を挿通して構成された連結部を設けて接合する、いわゆるメカニカルジョイントと呼ばれる接合方法が行われている。このような連結部では、金属製のフックを装着した部分がベルト本体よりも厚くなるため、コンベアベルトが走行する際に、搬送ロールやガイドなどの搬送用部材とフックとが接触して、磨耗や損傷を受けるおそれがあった。
【0003】
そこで、金属製フック装着部にシリコンゴムなどの耐熱性弾性体を塗布するようにしたものも開発されたが、それでもベルト本体の中央部に生じる変形を防止できないため、特許文献1(特開平5−58421号公報)に記載のものが開発された。これは、従来の一般的な連結部と同様に、フック、連結孔、芯線を有し、連結部の周囲、すなわちベルト本体の幅Lに対してベルト本体の端部からL/10〜3Lの間の長さの範囲に補強用樹脂を塗布又は含浸させたものである。
【0004】
また、ベルト本体の両端部を楔状にカットし、接着剤を用いて接合するスカイバージョイントの場合、接合部分の総厚みが、ベルト本体の原寸厚みと同じ値になるまで、接合部分の双方を正確に削るというきわめて面倒な手間を必要とし、接着後は長さの修正や伸縮補正は事実上不可能であった。さらに、ベルトを取り付ける際、機器側のプーリー、ギヤ、シリンダー、フランジ、カップリング、シャフトなどを一旦脱着するか、機器側の支軸部を部分的にでも解体しなければならない。それには専門的な技術や機械的知識を持った技術者の派遣の要請をしなければならなく、多くの時間と費用を必要としている。
【0005】
別の接合方法としては、ベルト本体の両端部をオーバーラップさせて接合させるオーバーラップ接合法、ベルト本体の両端部を突き合わせ、裏面側に板状部材をベルト本体の幅方向に沿って配置させて接合するバット接合法も知られている。さらに、ラップレス・ジョイント法という接合方法も知られている。ラップレス・ジョイント法は、表面平滑性に優れ、特許文献2(特開2002−44026号公報)に記載のものが知られている。これは、コンベアベルトをローラを用いて走行させる際、ベルト本体の表面部の伸びの繰り返しにより、コンベアベルトのローラに対する屈曲応力が大きい箇所で屈曲疲労により縦糸部分とベルト基材の境界で縦糸部分が割れるおそれがあり、縦糸部分が割れると表面材も割れ、ベルト上の搬送物に悪影響を及ぼすことになる。
【0006】
そこで、特許文献3(特開2005−8361号公報)に記載のものが開発された。これは、ラップレス・ジョイント法によるベルト基材の割れを回避して搬送物もしくは熱処理物への悪影響を防止するとともに、使用寿命を延長して低コストの耐熱性コンベアベルトを提供することを目的とするものであり、縦糸及び横糸で織られるガラス織布にフッ素樹脂を被覆した長尺なベルト基材の両端同士を接合して得られるループ状の耐熱性コンベアベルトであり、前記ベルト基材の両端は、縦糸部分のみを露出した状態でかつ縦糸部分が前記ベルト基材の幅方向に沿ってオーバーラップするように第1の溶融フッ素樹脂フィルムを介して積層され、前記ベルト基材の表面側には、表面側寄りの縦糸側から順に第2の溶融フッ素樹脂フィルム、表面材、及び第3の溶融フッ素樹脂フィルムが夫々縦糸部分を覆うように順次積層され、前記ベルト基材の裏面側には、裏面側寄りの縦糸側から順に第4の溶融フッ素樹脂フィルム及び裏面材が夫々縦糸部分を覆うように順次積層され、前記表面材が、縦糸及び横糸で織られたガラス織布にフッ素樹脂を被覆した表面材用基材から該表面用基材の横糸方向に対して90度未満の角度で裁断されたものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−58421号公報
【特許文献2】特開2002−44026号公報
【特許文献3】特開2005−8361号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述したメカニカルジョイントによれば、ベルト本体とほぼ同じ厚みのフックが存在するため、フックが搬送物に接触し、搬送物の表面に傷や凹みをつけたり、押し跡がつくという不都合も生じていた。また、ベルト本体の使用中の伸びに対応するための長さ調整が困難であった。
【0009】
従来の全てのコンベアベルトにおいて、使用後の伸びの補正を容易に行えるものはなく、特に上述したスカイバージョイントやフィンガージョイントと呼ばれるベルト端部をジグザグに打ち抜き、ベルトを構成している樹脂で熱により溶融して接合する方法で接合した場合、コンベアベルトの全長寸法が固定され、それを取り付ける機器側の張力調整機能の範囲がコンベアベルトの長さを越えている場合、機器への取り付けが不可能となり、機器の張力調整機能範囲内であってもコンベアベルトの伸び補正の微調整幅が厳しく、加工時の寸法公差を遵守しなければ機器への取り付けが困難な場面が多い。また、メカニカルジョイントで金属製レーシングフックとピンで接合されたベルトの長さの修正はピンを取り外し、ベルトの片側端面を切り詰めた後、新たにレーシングフックを植え込まなくてはならず、機器の張力調整機能範囲内に収まることは少ない。樹脂製レーシングフックとピンで接合されたベルトの長さの修正はレーシングフックを装着した布の接着部分が長く、これを剥離し修正することは困難である。
【0010】
そこで、本発明は、機器側への脱着も、使用後の伸びの補正も容易に行えるようにしたベルトコンベアとその接合方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上述の目的を達成するため、本発明のコンベアベルトは、ベルト本体の少なくとも接合部分を上下に2分割し、2分割された各内面に面ファスナーを構成する一対の部材をそれぞれ固着し、面ファスナーを結合してベルト本体をエンドレスに構成したものである。
【0012】
また、コンベアベルトの接合方法は、ベルト本体の少なくとも両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を接合するコンベアベルトの接合方法であって、接合部分を構成する部分の肉厚を面ファスナーの厚さ相当分除去し、面ファスナーを構成する一対の部材を接合部分の上下面にそれぞれ固着し、面ファスナーを結合することによりベルト本体をエンドレスに形成するようにしたものである。
【発明の効果】
【0013】
本発明のコンベアベルトによれば、ベルト本体の少なくとも接合部分を上下に2分割し、2分割された各内面に面ファスナーを構成する一対の部材をそれぞれ固着し、面ファスナーを結合してベルト本体をエンドレスに構成したものであるから、ベルトを機器側に取り付けるときには、ベルト本体の接合を外し、すなわち面ファスナーの噛み合わせを解除した非エンドレス状態で取り付けることができるので、機器側の専門的かつ面倒な調整は不要となり、作業も容易となる。また、機器からの取り外しも容易となる。さらに、使用中に伸びが生じたときにも、面ファスナーの噛み合わせ状態での微調整も可能であるとともに、接合部におけるベルト本体の両端部の切断により長さ調整も可能である。
【0014】
本発明のコンベアベルトの接合方法によれば、ベルト本体の少なくとも両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を接合するコンベアベルトの接合方法であって、接合部分を構成する部分の肉厚を面ファスナーの厚さ相当分除去し、面ファスナーを構成する一対の部材を接合部分の上下面にそれぞれ固着し、面ファスナーを結合することによりベルト本体をエンドレスに形成するようにしたので、モールド成型によりベルト本体を成型するときにモールドにより簡単に相じゃくり加工も、面ファスナーの取り付けもでき、製造も容易である。また、相じゃくり加工を後加工する場合もメカニカルジョイントに比べて容易である。
【図面の簡単な説明】
【0015】
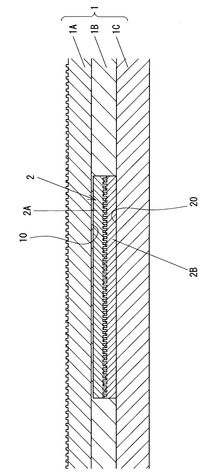
【図1】ベルト本体の接合部分の長手方向に沿って切断した拡大断面図。
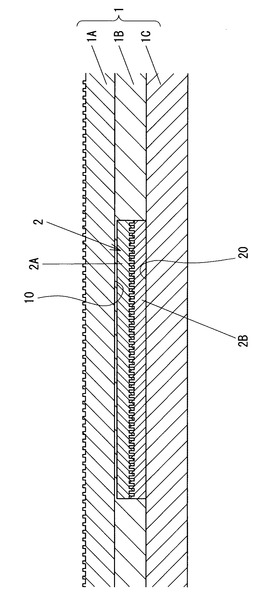
【図2】コンベアベルトが伸びたときに修正した後の断面図。
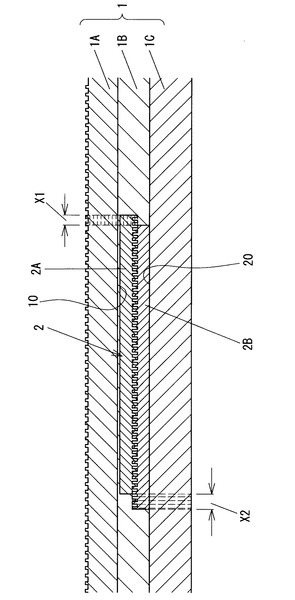
【図3】コンベアベルトが収縮したときに修正した後の断面図。
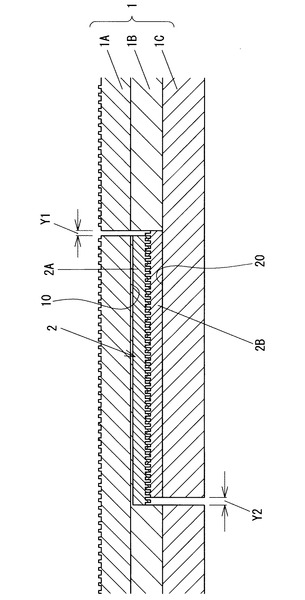
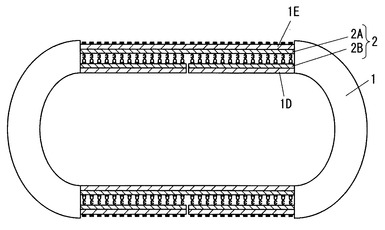
【図4】ベルト本体を上下に2分割して面ファスナーで接合した例を示す部分的に断面とした全体の側面図。
【発明を実施するための形態】
【0016】
以下に、本発明の好適な実施形態について図面を参照にして説明する。
【0017】
図1に示すコンベアベルトの長手方向に沿って切断した拡大断面図は、ベルト本体1を表面層1A、芯体層1B、裏面層1Cの3層構造とし、表面層1Aの表面に搬送物が載せられ、裏面層1Cが図示しないプーリに巻かれる。このようなベルト本体1の両端部を接合してエンドレス(ループ状)なコンベアベルトにするが、この実施形態では、接合部分を上下に2分割し、2分割された各内面10、20に面ファスナー2を構成する一対の部材、ここでは第1部材2Aと第2部材2Bとし、これら部材2A、2Bを固着する。第1及び第2部材2A、2Bには、結合と離脱とを繰り返し行うためのフック面とループ面とがあり、面的な着脱が可能になっている。着脱手段としては、フックとループの組合せの他にマッシュルーム状のものや鋸歯状のシャークバイトタイプなどもあり、米国ベルクロ社のマジックテープ(登録商標)が好適に使用できる。
【0018】
図1に示す状態、すなわちベルト本体1の両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分に介在された面ファスナー2を結合(例えばループとフックとの結合)させた状態から面ファスナー2の結合を剥がし、非エンドレス状態のベルト本体1をプーリなどの機器側に取り付けてから面ファスナー2を結合させることにより、機器側へのコンベアベルトの取り付けが容易となる。一旦、機器側に取り付けたコンベアベルトを取り外すのも、面ファスナー2の剥離により容易となる。
【0019】
コンベアベルトを使用しているうちに、ベルト本体が伸びてしまった場合、機器側で調整できる程度の伸びであればよいが、調整不可能な伸びが生じた場合、図2に示すように、伸び代分X1、X2をカットする。カットした後に面ファスナー2の個所で長さをつめる。
【0020】
ベルト本体1の長さが短くて機器側に正確に取り付けられない状態の場合、図3に示すように、修正間隙Y1、Y2を設けるように面ファスナー2の個所で調整する。
【実施例】
【0021】
段ボール製函機(三菱重工印刷紙工機械株式会社製「サミット」)の搬送部に使用するコンベアベルトとして、厚み8mm、幅100mm、長さ19mのゴムベルト(ニッタ株式会社製「NSベルト」)を用い、このゴムベルトの両端部を幅100mm、長さ200mm、厚み3mmに、一端側は下面側を、他端側は上面側をそれぞれ削り落とした。削り落とされた両端部は、相じゃくり加工と同じように接合される。この接合部分に厚み2mmの面ファスナー2を接着剤で固着した。この面ファスナー2としては、ベルクロ社のマジックテープ(登録商標)「B10510−00」(ナップタイプ)を用いた。
【0022】
上記実施例のコンベアベルトで段ボールケースを300枚/分のペースで運転した。この状態を約1時間連続で運転し、コンベアベルトの面ファスナー2による接合個所の剥がれ、伸びを調査した。この段階では、表裏ともに接合個所に剥がれ、伸びもなく、問題は確認できなかった。この後、このベルトは実機に取り付けたまま、1日約16時間の稼動で30日間、接合個所の剥がれや面ファスナー2のズレもないまま推移した。この段階で、工業用コンベアベルトの連結に面ファスナーを使用することに問題は無いことを確認できた。
【0023】
図4に示す実施形態は、ベルト本体1の全体を上下に2分割し、上層1Dと下層1Eとに分け、上層1Dと下層1Eとを面ファスナー2で貼り合せたものを示す。上層1Dの内面に面ファスナー2の第1部材2Aを、下層1Eの内面に面ファスナー2の第2部材2Bをそれぞれ固着してある。2分割された上層1Dと下層1Eとのそれぞれの両端部は、180°位相を変えた位置にあるようにした。また、上層1Dも表面層と芯体層とから成り、下層1Eも芯体層と裏面層とから成るものである。
【0024】
上述したようなコンベアベルトの両端部を接合する方法は、ベルト本体1の少なくとも両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部を面ファスナー2により接合するというものであり、ベルト本体1がゴム(ゴムを主成分とするものを含む)である場合、モールドで加硫成型するときに、その両端に相じゃくり加工が施されるような型形状としておく。そして、加硫成型時に面ファスナー2をモールド内にインサートしておくことにより、面ファスナー2を接合部分に強固に固着する。なお、ベルト本体1の接合部分を構成する部分の肉厚を面ファスナー2の厚さ相当分除去するようにモールドを設計しておく。ベルト本体1の接合部分に固着された面ファスナー2は、第1部材2Aと第2部材2Bとの脱着が可能であり、両部材を結合させることによりベルト本体をエンドレスに構成する。
【0025】
ベルト本体1を加硫成型できない素材で構成した場合であっても、ベルト本体1の製作時にその接合部分を相じゃくり加工することはできる。この相じゃくり加工面に面ファスナー2を接着剤で固着してもよい。
【符号の説明】
【0026】
1 ベルト本体
1D 上層
1E 下層
2A 第1部材
2B 第2部材
10 ベルト本体の接合部分の内面
20 ベルト本体の接合部分の内面
【技術分野】
【0001】
本発明は、無端帯状のコンベアベルトとその接合方法に関するものである。
【背景技術】
【0002】
コンベアベルトは、帯状のベルト本体の両端部を接合して無端帯状(ループ状)に形成される。布、織物、ゴムなどの材料から成るベルト本体の両端部に連結部、一般的には両端部に多数の金属製のフックを装着し、これらを組み合わせてできる連続した連結孔に芯線を挿通して構成された連結部を設けて接合する、いわゆるメカニカルジョイントと呼ばれる接合方法が行われている。このような連結部では、金属製のフックを装着した部分がベルト本体よりも厚くなるため、コンベアベルトが走行する際に、搬送ロールやガイドなどの搬送用部材とフックとが接触して、磨耗や損傷を受けるおそれがあった。
【0003】
そこで、金属製フック装着部にシリコンゴムなどの耐熱性弾性体を塗布するようにしたものも開発されたが、それでもベルト本体の中央部に生じる変形を防止できないため、特許文献1(特開平5−58421号公報)に記載のものが開発された。これは、従来の一般的な連結部と同様に、フック、連結孔、芯線を有し、連結部の周囲、すなわちベルト本体の幅Lに対してベルト本体の端部からL/10〜3Lの間の長さの範囲に補強用樹脂を塗布又は含浸させたものである。
【0004】
また、ベルト本体の両端部を楔状にカットし、接着剤を用いて接合するスカイバージョイントの場合、接合部分の総厚みが、ベルト本体の原寸厚みと同じ値になるまで、接合部分の双方を正確に削るというきわめて面倒な手間を必要とし、接着後は長さの修正や伸縮補正は事実上不可能であった。さらに、ベルトを取り付ける際、機器側のプーリー、ギヤ、シリンダー、フランジ、カップリング、シャフトなどを一旦脱着するか、機器側の支軸部を部分的にでも解体しなければならない。それには専門的な技術や機械的知識を持った技術者の派遣の要請をしなければならなく、多くの時間と費用を必要としている。
【0005】
別の接合方法としては、ベルト本体の両端部をオーバーラップさせて接合させるオーバーラップ接合法、ベルト本体の両端部を突き合わせ、裏面側に板状部材をベルト本体の幅方向に沿って配置させて接合するバット接合法も知られている。さらに、ラップレス・ジョイント法という接合方法も知られている。ラップレス・ジョイント法は、表面平滑性に優れ、特許文献2(特開2002−44026号公報)に記載のものが知られている。これは、コンベアベルトをローラを用いて走行させる際、ベルト本体の表面部の伸びの繰り返しにより、コンベアベルトのローラに対する屈曲応力が大きい箇所で屈曲疲労により縦糸部分とベルト基材の境界で縦糸部分が割れるおそれがあり、縦糸部分が割れると表面材も割れ、ベルト上の搬送物に悪影響を及ぼすことになる。
【0006】
そこで、特許文献3(特開2005−8361号公報)に記載のものが開発された。これは、ラップレス・ジョイント法によるベルト基材の割れを回避して搬送物もしくは熱処理物への悪影響を防止するとともに、使用寿命を延長して低コストの耐熱性コンベアベルトを提供することを目的とするものであり、縦糸及び横糸で織られるガラス織布にフッ素樹脂を被覆した長尺なベルト基材の両端同士を接合して得られるループ状の耐熱性コンベアベルトであり、前記ベルト基材の両端は、縦糸部分のみを露出した状態でかつ縦糸部分が前記ベルト基材の幅方向に沿ってオーバーラップするように第1の溶融フッ素樹脂フィルムを介して積層され、前記ベルト基材の表面側には、表面側寄りの縦糸側から順に第2の溶融フッ素樹脂フィルム、表面材、及び第3の溶融フッ素樹脂フィルムが夫々縦糸部分を覆うように順次積層され、前記ベルト基材の裏面側には、裏面側寄りの縦糸側から順に第4の溶融フッ素樹脂フィルム及び裏面材が夫々縦糸部分を覆うように順次積層され、前記表面材が、縦糸及び横糸で織られたガラス織布にフッ素樹脂を被覆した表面材用基材から該表面用基材の横糸方向に対して90度未満の角度で裁断されたものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−58421号公報
【特許文献2】特開2002−44026号公報
【特許文献3】特開2005−8361号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述したメカニカルジョイントによれば、ベルト本体とほぼ同じ厚みのフックが存在するため、フックが搬送物に接触し、搬送物の表面に傷や凹みをつけたり、押し跡がつくという不都合も生じていた。また、ベルト本体の使用中の伸びに対応するための長さ調整が困難であった。
【0009】
従来の全てのコンベアベルトにおいて、使用後の伸びの補正を容易に行えるものはなく、特に上述したスカイバージョイントやフィンガージョイントと呼ばれるベルト端部をジグザグに打ち抜き、ベルトを構成している樹脂で熱により溶融して接合する方法で接合した場合、コンベアベルトの全長寸法が固定され、それを取り付ける機器側の張力調整機能の範囲がコンベアベルトの長さを越えている場合、機器への取り付けが不可能となり、機器の張力調整機能範囲内であってもコンベアベルトの伸び補正の微調整幅が厳しく、加工時の寸法公差を遵守しなければ機器への取り付けが困難な場面が多い。また、メカニカルジョイントで金属製レーシングフックとピンで接合されたベルトの長さの修正はピンを取り外し、ベルトの片側端面を切り詰めた後、新たにレーシングフックを植え込まなくてはならず、機器の張力調整機能範囲内に収まることは少ない。樹脂製レーシングフックとピンで接合されたベルトの長さの修正はレーシングフックを装着した布の接着部分が長く、これを剥離し修正することは困難である。
【0010】
そこで、本発明は、機器側への脱着も、使用後の伸びの補正も容易に行えるようにしたベルトコンベアとその接合方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上述の目的を達成するため、本発明のコンベアベルトは、ベルト本体の少なくとも接合部分を上下に2分割し、2分割された各内面に面ファスナーを構成する一対の部材をそれぞれ固着し、面ファスナーを結合してベルト本体をエンドレスに構成したものである。
【0012】
また、コンベアベルトの接合方法は、ベルト本体の少なくとも両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を接合するコンベアベルトの接合方法であって、接合部分を構成する部分の肉厚を面ファスナーの厚さ相当分除去し、面ファスナーを構成する一対の部材を接合部分の上下面にそれぞれ固着し、面ファスナーを結合することによりベルト本体をエンドレスに形成するようにしたものである。
【発明の効果】
【0013】
本発明のコンベアベルトによれば、ベルト本体の少なくとも接合部分を上下に2分割し、2分割された各内面に面ファスナーを構成する一対の部材をそれぞれ固着し、面ファスナーを結合してベルト本体をエンドレスに構成したものであるから、ベルトを機器側に取り付けるときには、ベルト本体の接合を外し、すなわち面ファスナーの噛み合わせを解除した非エンドレス状態で取り付けることができるので、機器側の専門的かつ面倒な調整は不要となり、作業も容易となる。また、機器からの取り外しも容易となる。さらに、使用中に伸びが生じたときにも、面ファスナーの噛み合わせ状態での微調整も可能であるとともに、接合部におけるベルト本体の両端部の切断により長さ調整も可能である。
【0014】
本発明のコンベアベルトの接合方法によれば、ベルト本体の少なくとも両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を接合するコンベアベルトの接合方法であって、接合部分を構成する部分の肉厚を面ファスナーの厚さ相当分除去し、面ファスナーを構成する一対の部材を接合部分の上下面にそれぞれ固着し、面ファスナーを結合することによりベルト本体をエンドレスに形成するようにしたので、モールド成型によりベルト本体を成型するときにモールドにより簡単に相じゃくり加工も、面ファスナーの取り付けもでき、製造も容易である。また、相じゃくり加工を後加工する場合もメカニカルジョイントに比べて容易である。
【図面の簡単な説明】
【0015】
【図1】ベルト本体の接合部分の長手方向に沿って切断した拡大断面図。
【図2】コンベアベルトが伸びたときに修正した後の断面図。
【図3】コンベアベルトが収縮したときに修正した後の断面図。
【図4】ベルト本体を上下に2分割して面ファスナーで接合した例を示す部分的に断面とした全体の側面図。
【発明を実施するための形態】
【0016】
以下に、本発明の好適な実施形態について図面を参照にして説明する。
【0017】
図1に示すコンベアベルトの長手方向に沿って切断した拡大断面図は、ベルト本体1を表面層1A、芯体層1B、裏面層1Cの3層構造とし、表面層1Aの表面に搬送物が載せられ、裏面層1Cが図示しないプーリに巻かれる。このようなベルト本体1の両端部を接合してエンドレス(ループ状)なコンベアベルトにするが、この実施形態では、接合部分を上下に2分割し、2分割された各内面10、20に面ファスナー2を構成する一対の部材、ここでは第1部材2Aと第2部材2Bとし、これら部材2A、2Bを固着する。第1及び第2部材2A、2Bには、結合と離脱とを繰り返し行うためのフック面とループ面とがあり、面的な着脱が可能になっている。着脱手段としては、フックとループの組合せの他にマッシュルーム状のものや鋸歯状のシャークバイトタイプなどもあり、米国ベルクロ社のマジックテープ(登録商標)が好適に使用できる。
【0018】
図1に示す状態、すなわちベルト本体1の両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分に介在された面ファスナー2を結合(例えばループとフックとの結合)させた状態から面ファスナー2の結合を剥がし、非エンドレス状態のベルト本体1をプーリなどの機器側に取り付けてから面ファスナー2を結合させることにより、機器側へのコンベアベルトの取り付けが容易となる。一旦、機器側に取り付けたコンベアベルトを取り外すのも、面ファスナー2の剥離により容易となる。
【0019】
コンベアベルトを使用しているうちに、ベルト本体が伸びてしまった場合、機器側で調整できる程度の伸びであればよいが、調整不可能な伸びが生じた場合、図2に示すように、伸び代分X1、X2をカットする。カットした後に面ファスナー2の個所で長さをつめる。
【0020】
ベルト本体1の長さが短くて機器側に正確に取り付けられない状態の場合、図3に示すように、修正間隙Y1、Y2を設けるように面ファスナー2の個所で調整する。
【実施例】
【0021】
段ボール製函機(三菱重工印刷紙工機械株式会社製「サミット」)の搬送部に使用するコンベアベルトとして、厚み8mm、幅100mm、長さ19mのゴムベルト(ニッタ株式会社製「NSベルト」)を用い、このゴムベルトの両端部を幅100mm、長さ200mm、厚み3mmに、一端側は下面側を、他端側は上面側をそれぞれ削り落とした。削り落とされた両端部は、相じゃくり加工と同じように接合される。この接合部分に厚み2mmの面ファスナー2を接着剤で固着した。この面ファスナー2としては、ベルクロ社のマジックテープ(登録商標)「B10510−00」(ナップタイプ)を用いた。
【0022】
上記実施例のコンベアベルトで段ボールケースを300枚/分のペースで運転した。この状態を約1時間連続で運転し、コンベアベルトの面ファスナー2による接合個所の剥がれ、伸びを調査した。この段階では、表裏ともに接合個所に剥がれ、伸びもなく、問題は確認できなかった。この後、このベルトは実機に取り付けたまま、1日約16時間の稼動で30日間、接合個所の剥がれや面ファスナー2のズレもないまま推移した。この段階で、工業用コンベアベルトの連結に面ファスナーを使用することに問題は無いことを確認できた。
【0023】
図4に示す実施形態は、ベルト本体1の全体を上下に2分割し、上層1Dと下層1Eとに分け、上層1Dと下層1Eとを面ファスナー2で貼り合せたものを示す。上層1Dの内面に面ファスナー2の第1部材2Aを、下層1Eの内面に面ファスナー2の第2部材2Bをそれぞれ固着してある。2分割された上層1Dと下層1Eとのそれぞれの両端部は、180°位相を変えた位置にあるようにした。また、上層1Dも表面層と芯体層とから成り、下層1Eも芯体層と裏面層とから成るものである。
【0024】
上述したようなコンベアベルトの両端部を接合する方法は、ベルト本体1の少なくとも両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部を面ファスナー2により接合するというものであり、ベルト本体1がゴム(ゴムを主成分とするものを含む)である場合、モールドで加硫成型するときに、その両端に相じゃくり加工が施されるような型形状としておく。そして、加硫成型時に面ファスナー2をモールド内にインサートしておくことにより、面ファスナー2を接合部分に強固に固着する。なお、ベルト本体1の接合部分を構成する部分の肉厚を面ファスナー2の厚さ相当分除去するようにモールドを設計しておく。ベルト本体1の接合部分に固着された面ファスナー2は、第1部材2Aと第2部材2Bとの脱着が可能であり、両部材を結合させることによりベルト本体をエンドレスに構成する。
【0025】
ベルト本体1を加硫成型できない素材で構成した場合であっても、ベルト本体1の製作時にその接合部分を相じゃくり加工することはできる。この相じゃくり加工面に面ファスナー2を接着剤で固着してもよい。
【符号の説明】
【0026】
1 ベルト本体
1D 上層
1E 下層
2A 第1部材
2B 第2部材
10 ベルト本体の接合部分の内面
20 ベルト本体の接合部分の内面
【特許請求の範囲】
【請求項1】
ベルト本体の少なくとも接合部分を上下に2分割し、2分割された各内面に面ファスナーを構成する一対の部材をそれぞれ固着し、面ファスナーを結合してベルト本体をエンドレスに構成したことを特徴とするコンベアベルト。
【請求項2】
前記ベルト本体の両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を形成したことを特徴とする請求項1に記載のコンベアベルト。
【請求項3】
前記ベルト本体の全体を上下に2分割して上層と下層とに分け、上層と下層とを面ファスナーで貼り合せたことを特徴とする請求項1に記載のコンベアベルト。
【請求項4】
ベルト本体の少なくとも両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を接合するコンベアベルトの接合方法であって、
接合部分を構成する部分の肉厚を面ファスナーの厚さ相当分除去し、
面ファスナーを構成する一対の部材を接合部分の上下面にそれぞれ固着し、
面ファスナーを結合することによりベルト本体をエンドレスに形成するようにしたことを特徴とするコンベアベルトの接合方法。
【請求項5】
前記ベルト本体の大半をゴムで形成し、ゴムの加硫成型時に面ファスナーをモールド内にインサートして加硫接着することを特徴とする請求項4に記載のコンベアベルトの接合方法。
【請求項1】
ベルト本体の少なくとも接合部分を上下に2分割し、2分割された各内面に面ファスナーを構成する一対の部材をそれぞれ固着し、面ファスナーを結合してベルト本体をエンドレスに構成したことを特徴とするコンベアベルト。
【請求項2】
前記ベルト本体の両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を形成したことを特徴とする請求項1に記載のコンベアベルト。
【請求項3】
前記ベルト本体の全体を上下に2分割して上層と下層とに分け、上層と下層とを面ファスナーで貼り合せたことを特徴とする請求項1に記載のコンベアベルト。
【請求項4】
ベルト本体の少なくとも両端部の肉厚を互いに切り欠いて重なる部分をつくって相じゃくり加工した接合部分を接合するコンベアベルトの接合方法であって、
接合部分を構成する部分の肉厚を面ファスナーの厚さ相当分除去し、
面ファスナーを構成する一対の部材を接合部分の上下面にそれぞれ固着し、
面ファスナーを結合することによりベルト本体をエンドレスに形成するようにしたことを特徴とするコンベアベルトの接合方法。
【請求項5】
前記ベルト本体の大半をゴムで形成し、ゴムの加硫成型時に面ファスナーをモールド内にインサートして加硫接着することを特徴とする請求項4に記載のコンベアベルトの接合方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−211000(P2012−211000A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−77549(P2011−77549)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(596057631)篠田商事株式会社 (13)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(596057631)篠田商事株式会社 (13)
【Fターム(参考)】
[ Back to top ]