
コンベア・ベルト
ひとつの特定実施例において本開示は、縦配向リブとして構成された一群の縦編み原糸(106)と、上記一群の縦配向リブに挿入された一群の横挿入原糸(102)とを含むコンベア・ベルトに関する。上記一群の横挿入原糸は、少なくとも約2:1の断面縦横比を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本開示内容は概略的に、コンベア・ベルト、コンベア・ベルトを構築する方法、および、コンベア・ベルトを使用する方法に関する。
【背景技術】
【0002】
製造業者は、織物の乾燥、ポリマ被覆の熱的硬化、食品の調理、および、収縮包装の用途などの高温用途においてコンベア・システムを使用する。たとえばコンベア・ベルトは、熱源、例えばコンベア化された加熱炉内の強制熱気などに晒されるべき製品を搬送するために使用され、そこでは、搬送された製品が調理、乾燥もしくは保存処理される。他の例においては、製品は、加熱されたプラテン上を進行するベルトを通して熱が供給されるという放射熱によって加熱されるか、または、マイクロ波フィールドが製品を調理、乾燥または保存処理するというマイクロ波エネルギによって加熱される。コンベア・システムによれば、バッチ処理と対照的に連続様式で物品が加熱炉を通して移動され得るので、生産性を高められる。しかし典型的なコンベア・システムは、設置が困難で維持が困難なベルト、および/または、高温に晒されたときにすぐに劣化するベルトを含んでいる。
【発明の開示】
【発明が解決しようとする課題】
【0003】
保守に関し、典型的なコンベア・システムは不十分な軌道追随性を呈することが多い。たとえば食品用途において金属製のまたは合成されたコンベア・ベルトは実使用の間に誤整列(軌道逸脱)または(ベルト寸法を劇的に変化させる)熱衝撃の影響を受け、システムの各部におけるベルトが劣化および摩耗するようになる。機械の誤整列の影響を低減するために、コンベア・ベルトの設置およびコンベア・システムの較正は相当量の時間を要すると共に大きな労働コストを伴う。整列が正確である最適な状況においてさえも、ベルトおよび/または機器の寸法は極限の熱により変化し、すなわちこれらの高温および低温への逸脱により膨張および収縮し、劣化および摩耗に帰着する。これに加え、コンベア・システムの不稼働時間は製造設備に関して不経済である。更に、コンベア・ベルトを頻繁に交換すると、コンベア・ベルトは高価なので相当の固定費が付加され、当該物品の製造に伴うコストが増大する。故に、優れたコンベア・ベルト、および、それを取入れたシステムは好適である。
【課題を解決するための手段】
【0004】
ひとつの特定実施例において本開示は、縦配向リブとして構成された一群の縦編み原糸(warp knitted yarn)と、上記一群の縦配向リブに挿入された一群の横挿入原糸(weft insert yarn)とを含むコンベア・ベルトに関する。上記一群の横挿入原糸は、少なくとも約2:1の断面縦横比を有する。
【0005】
別の好適実施例において本開示は、第1および第2ローラと、該第1および第2ローラに接触する閉ループ式コンベア・ベルトとを含むシステムに関する。上記閉ループ式コンベア・ベルトは、縦配向リブとして構成された一群の縦編み原糸と、上記一群の縦配向リブに挿入された一群の横挿入原糸とを含む。上記一群の横挿入原糸は、少なくとも約2:1の断面縦横比を有する。
【0006】
更なる好適実施例において本開示は、対置された内側および外側の主要面を有すると共に、一群の横挿入原糸の下側に位置する一群の縦挿入原糸(warp insert yarn)を有する閉ループ式コンベア・ベルトに関する。上記縦挿入原糸は上記内側主要面に沿い延在する。
【0007】
別の好適実施例において本開示は、横挿入縦編み織地と、フルオロポリマから成るポリマ被覆とを含むコンベア・ベルトに関する。更なる好適実施例において本開示は、横挿入縦編み織地と、シリコーンから成るポリマ被覆とを含むコンベア・ベルトに関する。
【0008】
別の好適実施例において本開示は、コンベア・ベルトを設置する方法に関する。該方法は、コンベア・ベルトを一群のローラ上に載置する段階を含む。上記コンベア・ベルトは、一群の縦編み撚線(strand)により一群の横挿入原糸に連結された一群の縦挿入原糸を備える。上記一群の長手撚線は上記ローラに対して接触すべく構成される。
【発明を実施するための最良の形態】
【0009】
ひとつの特定実施例において本開示は、横挿入原糸を含むと共に縦編み目を有するコンベア・ベルトに関する。上記横挿入原糸は、約2:1より大きな断面縦横比(cross-sectional aspect ratio)を有する。ひとつの好適実施例において上記縦編み目は、鎖編みを用いて形成される。上記コンベア・ベルトはまた、上記横挿入原糸の上側に位置していて、上記縦編み原糸を用いて上記横挿入原糸に結合された縦挿入原糸も含み得る。更なる好適実施例において上記コンベア・ベルトは、フルオロポリマまたはシリコーンなどのポリマにより被覆もしくは含浸され得る。
【0010】
上記各原糸は単繊維原糸で形成され得るが、典型的に各原糸は多繊維撚線で形成される。単繊維であるか多繊維であるかに関わらず、各原糸は連続的繊維で形成され得る。代替的例において各原糸は、ステープル(staple)で形成される。一定の例において各原糸は、撚糸または粗糸で形成される。他の例において各原糸は、解撚繊維を含む。
【0011】
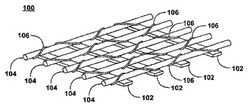
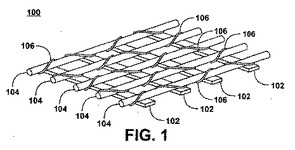
図1および図2は、コンベア・ベルトで使用される織地の好適実施例を示している。図1は織地100の第1側面を示しており、図2は織地100の第2側面を示している。ひとつの特定実施例において織地100は、2つの面、すなわち図1に示された面および図2に示された面を含んでいる。図1に示された面は、図2に示された面よりも粗い外郭形状を呈し得る。
【0012】
織地100は、一群の縦編み原糸106により結合されることで織地とされる一群の横挿入原糸もしくは横糸102を含む。さらに、織地100は一群の縦挿入原糸104を含み得る。縦挿入原糸104は、図1の視点で見たときに横挿入原糸102の上側に位置し(図2の視点で見たときには横挿入原糸102の下側に位置し)、編み原糸106によって横挿入原糸102に連結される。ひとつの好適実施例において織地100は、閉ループ式コンベア・ベルトとして構成される。特定実施例において、図1に示された側面は閉ループ式コンベア・ベルトの内側面であり、図2に示された側面は閉ループ式コンベア・ベルトの外側面である。
【0013】
ひとつの好適実施例において縦挿入原糸104は、上記横挿入原糸が該縦挿入原糸104の各々と交差するように、図1の視点から示された様に、横挿入原糸102の上側に位置する。ひとつの特定実施例において横挿入原糸102は、縦挿入原糸104に対して直交する。代替的に横挿入原糸102は、縦挿入原糸104に対して所定角度で斜交されても良い。
【0014】
横挿入原糸102および縦挿入原糸104に含まれる原糸は、引張応力などの性能特性がそれほど劣化もしくは喪失することなしに長期間に亙り高温で機能し得る高温用原糸でありうる。たとえば横挿入原糸102および縦挿入原糸104は、少なくとも約287℃(550°F)、少なくとも約300℃(572°F)、少なくとも約315℃(600°F)、少なくとも約343℃(650°F)または少なくとも約371℃(700°F)などの様に、少なくとも約260℃(500°F)の温度で機能し得る材料で形成され得る。このように高温において上記原糸は、引張応力、曲げ抵抗、引き裂き抵抗および結節強度などの該原糸の物理的特性、および、長さおよび幅の如き該原糸の寸法特性を実質的に維持する。たとえば上記各原糸は、引張応力、曲げ抵抗、引き裂き抵抗および結節強度を実質的に維持する。たとえば、少なくとも略々動作温度にて機能し得る材料は、引張応力および結節強度などの物理的特性の値の少なくとも約80%を保持する。たとえば上記材料は、特定の動作温度にて特定の物理的特性の値の少なくとも約85%または少なくとも約90%を保持し得る。概略的に上記材料は、動作温度にて実質的に燃焼または炭化しない。
【0015】
横挿入原糸102、および選択的に縦挿入原糸104は、ひとつの好適実施例においては単一繊維であり、別実施形態においては一群の微小繊維で形成され得る。いずれの場合においても原糸102および104は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドの如き材料で形成され得る。ひとつの特定実施例において、上記原糸はアラミドで形成される。たとえば上記原糸はNomex(登録商標)(デュポン社)で形成され得る。他の好適実施例において、原糸102および104はTwaron(登録商標)(アクゾノーベル社[Akzo Nobel])またはKevler(登録商標)(デュポン社)から形成される。
【0016】
ひとつの好適実施例において横挿入原糸102は、約2:1〜約35:1などの少なくとも約2:1の断面縦横比を有する。断面縦横比とは、原糸の長手寸法に直交する原糸の断面から見たときの厚さに対する幅の比率である。たとえば横挿入原糸102の断面縦横比は、少なくとも約3:1、少なくとも約5:1、または、少なくとも約10:1とされ得る。ひとつの特定実施例において横挿入原糸102は、少なくとも約1mmの幅および少なくとも約0.25mmの厚さを有する。特定実施例において横挿入原糸102は、約2mm〜約3mmの幅、および、約0.25mm〜約1mmの厚さを有する。
【0017】
縦挿入原糸104は、約2:1未満の縦横比を有する。たとえば縦挿入原糸104は、約1.9:1以下、約1.7:1以下、約1.3:1以下、または、約1.1:1以下の断面縦横比を有し得る。ひとつの特定実施例において縦挿入原糸104は、概略的に円形の断面を画成する約1:1の断面縦横比を有する。ひとつの特定実施例において、縦挿入原糸104は実質的に円形であって約0.5mm〜1mmの直径を有する。
【0018】
たとえば織地100は、少なくとも約3:1の断面縦横比を有する横挿入原糸102と、約1.7:1以下の断面縦横比を有する縦挿入原糸104とを含み得る。別の好適実施例において織地100は、少なくとも約5:1の断面縦横比を有する横挿入原糸102と、約1.3:1以下の断面縦横比を有する縦挿入原糸104とを含む。特定実施例において織地100は、少なくとも約5:1の断面縦横比を有する横挿入原糸102と、略々円形の如き約1:1の断面縦横比を有する縦挿入原糸104とを含む。
【0019】
ひとつの好適実施例において横挿入原糸102の断面縦横比は、縦挿入原糸104の断面縦横比の少なくとも約1.5倍である。たとえば、横挿入原糸102の断面縦横比は縦挿入原糸104の断面縦横比の少なくとも約2倍、少なくとも約5倍、または、少なくとも約7倍とされ得る。
【0020】
ひとつの好適実施例において織地100は、2.54cm(1インチ)の織地毎に1〜25本、例えば2〜12本または4〜6本の横挿入原糸102を含む。同様に、織地100は、2.54cm(1インチ)の織地毎に1〜25本、例えば2〜12本または4〜6本の縦挿入原糸104を含み得る。ひとつの特定実施例において上記各原糸の配置は、格子状の開口もしくは開口の配列を形成する。これらの開口は、等しい距離もしくはピッチで離間され得る。概略的に上記開口は、開放領域を形成する。編み目の配置、2.54cm(1インチ)の織地毎の原糸の本数および原糸の構成に応じて、各原糸間の開放領域は、織地の総面積の約5%より大きい面積、例えば約30%より大きい面積または約50%より大きい面積などから成り得る。ひとつの特定実施例において織地100は、約5%〜60%の開放領域を含む。たとえば織地の所定区画に対し、主要表面間で連通する開放領域は織地の該区画の総面積の約30%とされ得る。被覆されたとき、上記織地は開放領域を維持しても良い。代替的に、開放領域を閉塞する被覆および積層体を使用してもよい。
【0021】
編み原糸106もまた、少なくとも約287℃(550°F)、少なくとも約300℃(572°F)、少なくとも約315℃(600°F)、少なくとも約343℃(650°F)または少なくとも約371℃(700°F)などの様に、少なくとも約260℃(500°F)の温度の高温で機能し得る。上記高温の範囲の近傍においては、上記原糸は、引張応力、曲げ抵抗、引き裂き抵抗および結節強度のような該原糸の物理的特性を維持する。代表的な原糸としては、単一繊維で形成された原糸、別実施例においては一群の微小繊維で形成された原糸が挙げられる。ひとつの好適実施例において原糸106は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドの如き材料で形成され得る。ひとつの特定実施例において原糸106は、Nomex(登録商標)、Twaron(登録商標)およびKevler(登録商標)の如きアラミドで形成され得る。
【0022】
編み原糸106は、鎖編み、トリコット編み、ラッシェル編み、および、ミラニーズ編みなどの編みパターンを用いて編まれ得る。ひとつの好適実施例において編みパターンは、リブ(wale)を備えた鎖編みを含んでおり、このリブは縦挿入原糸104に追随していて該縦挿入原糸104および横挿入原糸102を効率的に連結もしくは結合する。別の好適実施例において上記編みパターンは、トリコット編み含む。編み方は、変化されもしくは不変とされ、または、リブ同士の間で相互接続部を形成しても良い。
【0023】
織地100は、ポリマにより被覆もしくは含浸され得る。たとえばポリマは、各原糸の外側面上に被覆されて開放領域を残置しても良い。代替的に、ポリマ薄層を適用しうるか、または上記織地が浸漬被覆されて、開放領域を備えていないコンベア・ベルトを形成しても良い。ひとつの好適実施例において上記ポリマは、コンベア・ベルト材料の約2重量%〜約50重量%、例えば約2重量%〜約30重量%または約5重量%〜約15重量%を形成し得る。ひとつの好適実施例において上記ポリマは、少なくとも約300℃(572°F)、少なくとも約315℃(600°F)、少なくとも約343℃(650°F)または少なくとも約371℃(700°F)などの様に、少なくとも約260℃(500°F)の温度の如き高温にて長期間に亙り機能し得る。たとえば上記ポリマは特定の動作温度にて実質的に、燃焼せず、炭化せず、または、弾性を喪失せずに留まる。
【0024】
上記ポリマの好適実施例としては、フッ素化ポリマが挙げられる。代表的なフッ素化ポリマとしては、フッ素化エチレン・プロピレン(FEP)、テトラフルオロエチレン(TFE)、ヘキサフルオロプロピレン(HFP)、ペルフルオロプロピルもしくはペルフルオロメチル・ビニル・エーテル、クロロトリフルオロエチレン(CTFE)を有する単独重合体および共重合体、フッ化ビニリデン(VF2)を有する単独重合体および共重合体、フッ化ビニル(VF)、ペルフルオロアルコキシ(PFA)を有する単独重合体および共重合体、及びそれらの組み合わせ、で形成されたポリマが挙げられる。ひとつの好適実施例においてPTFEポリマは、テトラフルオロエチレン(TFE)、ヘキサフルオロプロピレン(HFP)、ペルフルオロプロピルもしくはペルフルオロメチル・ビニル・エーテルを有する共重合体、クロロトリフルオロエチレン(CTFE)を有する単独重合体および共重合体、フッ化ビニリデン(VF2)を有する単独重合体および共重合体、フッ化ビニル(VF)を有する単独重合体および共重合体、及びそれらの配合物の如き、熱可塑性であり且つエラストマ性のフルオロポリマを含むポリマ性改質剤を含み得る。代表的なポリマ配合物は、言及したことにより全体が本明細書中に援用される米国特許第5,141,800号に記述されている。ひとつの特定実施例において上記フッ素化ポリマは、ポリテトラフルオロエチレン(PTFE)を含む。
【0025】
上記ポリマの別の好適実施例としては、シリコーン・ポリマが挙げられる。たとえば上記ポリマは、液状シリコーン・ゴム(LSR)で形成され得る。代表的なLSRの調製物は、ビニル終端ポリジメチルシロキサン・ポリマから成り得る。該LSR調製物は、触媒、充填剤、架橋剤、反応抑制剤、顔料、および、他の添加剤を更に含み得る。上記シリコーンは、白金触媒または有機過酸化物触媒を含み得る。代表的なシリコーンポリマは、ワッカーシリコーンズエラストシル(Eacker Silicones Elastosil、登録商標)製品を含む。代表的なシリコーン・ポリマは、言及したことにより全体が本明細書中に援用されると共に公開済みの米国特許出願第09/765,695号に見られ得る。別の代表的なシリコーン・ポリマとしては、Dow 9252 500Pの如き液状シリコーン・ゴムが挙げられる。
【0026】
ひとつの特定実施例において、図1および図2に示された上記織地を用いて形成されたコンベア・ベルトは、隆起突出部を含む表面と、平坦表面とを有する。図1に示された如く縦挿入原糸104は、第1面上で長手方向に沿い配向された一群の隆起突出部を生成する。図2に示されたように、概略的に平坦な又は軽度に織り目が付けられた表面が第2面上に形成可能であり、その場合に横挿入原糸102は縦挿入原糸104よりも上記平坦表面に接近している。鎖編み原糸を使用して、他の編みパターンから帰着する表面よりも平坦な表面を生成する。一実施例において上記織地はコンベア・ベルトへと形成され、その場合に内側面は隆起突出部を含み且つ外側面は概略的に平坦もしくは比較的に更に平坦である。図1に示された上記第1面の隆起突出部によって、たとえばコンベアを更に良好に把持できると共に、図2に示された更に円滑な面によって、搬送される製品を容易に解放できる。
【0027】
ひとつの特定実施例においてコンベア・ベルトは、Kevler(登録商標)またはガラス繊維で形成された縦挿入原糸102および横挿入原糸104で形成される。横挿入原糸102は少なくとも約2:1の断面縦横比を有し、且つ、縦挿入原糸104は略々円形断面とされた原糸の如き約1:1の断面縦横比を有する。縦編み原糸106は縦挿入原糸102に沿ってリブ内に鎖編みもしくはトリコット編みされていて、Nomex(登録商標)またはガラス繊維で形成される。原糸102、104および106は、PTFEフルオロポリマまたはシリコーンにより被覆または含浸される。コンベア・ベルトは、少なくとも約30%の開放領域を含む。一例において上記ベルトは、少なくとも約50%の開放領域を含み得る。代替的に、開放領域を閉塞するフッ素化被覆積層体が使用され得る。
【0028】
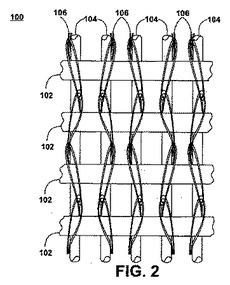
図3は、代表的なコンベア・ベルト・システム300を示している。コンベア・ベルト・システム300は、少なくとも2個のローラ302および310の回りに巻回されていて閉ループで構成されたコンベア・ベルト304を含む。コンベア・ベルト304の内側面312はローラ302および310に接触し、コンベア・ベルト304の外側面314は、加熱炉を通すなどして製造物品を搬送すべく使用され得る。ひとつの特定実施例において約2:1未満の縦横比を有する長手方向の縦挿入原糸306はコンベア・ベルト304の内側面312に最も近くて、該ベルトの長手方向に沿い延在しており、該原糸306はローラ302および310と接触する長寸突出部を形成する。約2:1より大きな縦横比を有する横挿入原糸308(すなわち更に平坦なまたは平面的である横挿入原糸)がコンベア・ベルト304の外側面314の近傍に位置している。
【0029】
図4の段階402に示された如く、設置の間においてコンベア・ベルト304は、ローラ(302および310)上に載置され、それにより、突出する長手方向の縦挿入原糸306を有する内側面312がローラ(302および310)に接触するようになる。少なくとも2:1の断面縦横比を有する横挿入原糸308は、コンベア・ベルト304の外側面314に近い方に配置される。コンベア・ベルト304がローラ(302および310)上に一旦載置されると、段階404に示された如くベルトの張力が調節され得る。
【0030】
ひとつの特定実施例においてコンベア・ベルトは、少なくとも約2:1の縦横比を有する横挿入原糸と、2:1未満の縦横比を有する縦挿入原糸とから形成され、その場合に横挿入原糸および縦挿入原糸は縦編み原糸により結合される。特別の実施形態のコンベア・ベルトは、張力が縦方向または横方向に沿って掛かるときに縦方向または横方向に限定的に延びると共に、張力が斜め方向に沿って掛かるときに斜め方向に延びる。上記代表的なコンベア・ベルトは、上記張力が解除されたときに該ベルトの元の形状に戻る。
【0031】
本発明の見地に依れば、比較的に平坦なまたは軽度に織り目が付けられた作用表面を取入れることにより、優れた物品取り扱い能力を有する実施例が提供される。これに加えて一定の実施例は、挿入原糸および編み原糸の材料、ならびに、編まれた織地が含浸されるポリマなどの、耐熱材料を利用する。
【0032】
構造的な見地の故に上記コンベア・ベルトは優れた軌道追随性を有するので、各ローラ間で僅かな誤整列が生じたとしても、意図された環境において連続的に使用することができる。この点に関して上記コンベア・ベルトは、長手方向(ベルトの進行の方向)および横方向(幅方向)に張力が加えられたときに寸法的に安定的であるとして示された。対照的に上記ベルトは、対角線方向などの様に長手方向および横方向の間の所定角度にて張力が付与されたとき、弾力性または弾性を呈し得る。この弾性は好適であり、コンベア・システムに対する更に容易な形状適合性が許容される。上記ベルトは、コンベアの可能的な誤整列に対処して適応し得る。
【0033】
上記で開示された主題は例示的であって限定的ではないと見做されるべきであり、添付の各請求項は、本発明の真の有効範囲内に収まる全ての改変、増進および他の実施例を包含することが意図される。故に、法律により許される最大の程度まで、本発明の有効範囲は添付の各請求項の最も広範囲に許容され得る解釈により決定されるべきであり、上述の詳細な説明により制限または制約されるべきでない。
【図面の簡単な説明】
【0034】
【図1】コンベア・ベルト用織地の好適実施例を示す概略図である。
【図2】コンベア・ベルト用織地の好適実施例を示す概略図である。
【図3】コンベア・システムの好適実施例を示す概略図である。
【図4】ベルトを設置する好適な方法を示すフローチャートである。
【技術分野】
【0001】
本開示内容は概略的に、コンベア・ベルト、コンベア・ベルトを構築する方法、および、コンベア・ベルトを使用する方法に関する。
【背景技術】
【0002】
製造業者は、織物の乾燥、ポリマ被覆の熱的硬化、食品の調理、および、収縮包装の用途などの高温用途においてコンベア・システムを使用する。たとえばコンベア・ベルトは、熱源、例えばコンベア化された加熱炉内の強制熱気などに晒されるべき製品を搬送するために使用され、そこでは、搬送された製品が調理、乾燥もしくは保存処理される。他の例においては、製品は、加熱されたプラテン上を進行するベルトを通して熱が供給されるという放射熱によって加熱されるか、または、マイクロ波フィールドが製品を調理、乾燥または保存処理するというマイクロ波エネルギによって加熱される。コンベア・システムによれば、バッチ処理と対照的に連続様式で物品が加熱炉を通して移動され得るので、生産性を高められる。しかし典型的なコンベア・システムは、設置が困難で維持が困難なベルト、および/または、高温に晒されたときにすぐに劣化するベルトを含んでいる。
【発明の開示】
【発明が解決しようとする課題】
【0003】
保守に関し、典型的なコンベア・システムは不十分な軌道追随性を呈することが多い。たとえば食品用途において金属製のまたは合成されたコンベア・ベルトは実使用の間に誤整列(軌道逸脱)または(ベルト寸法を劇的に変化させる)熱衝撃の影響を受け、システムの各部におけるベルトが劣化および摩耗するようになる。機械の誤整列の影響を低減するために、コンベア・ベルトの設置およびコンベア・システムの較正は相当量の時間を要すると共に大きな労働コストを伴う。整列が正確である最適な状況においてさえも、ベルトおよび/または機器の寸法は極限の熱により変化し、すなわちこれらの高温および低温への逸脱により膨張および収縮し、劣化および摩耗に帰着する。これに加え、コンベア・システムの不稼働時間は製造設備に関して不経済である。更に、コンベア・ベルトを頻繁に交換すると、コンベア・ベルトは高価なので相当の固定費が付加され、当該物品の製造に伴うコストが増大する。故に、優れたコンベア・ベルト、および、それを取入れたシステムは好適である。
【課題を解決するための手段】
【0004】
ひとつの特定実施例において本開示は、縦配向リブとして構成された一群の縦編み原糸(warp knitted yarn)と、上記一群の縦配向リブに挿入された一群の横挿入原糸(weft insert yarn)とを含むコンベア・ベルトに関する。上記一群の横挿入原糸は、少なくとも約2:1の断面縦横比を有する。
【0005】
別の好適実施例において本開示は、第1および第2ローラと、該第1および第2ローラに接触する閉ループ式コンベア・ベルトとを含むシステムに関する。上記閉ループ式コンベア・ベルトは、縦配向リブとして構成された一群の縦編み原糸と、上記一群の縦配向リブに挿入された一群の横挿入原糸とを含む。上記一群の横挿入原糸は、少なくとも約2:1の断面縦横比を有する。
【0006】
更なる好適実施例において本開示は、対置された内側および外側の主要面を有すると共に、一群の横挿入原糸の下側に位置する一群の縦挿入原糸(warp insert yarn)を有する閉ループ式コンベア・ベルトに関する。上記縦挿入原糸は上記内側主要面に沿い延在する。
【0007】
別の好適実施例において本開示は、横挿入縦編み織地と、フルオロポリマから成るポリマ被覆とを含むコンベア・ベルトに関する。更なる好適実施例において本開示は、横挿入縦編み織地と、シリコーンから成るポリマ被覆とを含むコンベア・ベルトに関する。
【0008】
別の好適実施例において本開示は、コンベア・ベルトを設置する方法に関する。該方法は、コンベア・ベルトを一群のローラ上に載置する段階を含む。上記コンベア・ベルトは、一群の縦編み撚線(strand)により一群の横挿入原糸に連結された一群の縦挿入原糸を備える。上記一群の長手撚線は上記ローラに対して接触すべく構成される。
【発明を実施するための最良の形態】
【0009】
ひとつの特定実施例において本開示は、横挿入原糸を含むと共に縦編み目を有するコンベア・ベルトに関する。上記横挿入原糸は、約2:1より大きな断面縦横比(cross-sectional aspect ratio)を有する。ひとつの好適実施例において上記縦編み目は、鎖編みを用いて形成される。上記コンベア・ベルトはまた、上記横挿入原糸の上側に位置していて、上記縦編み原糸を用いて上記横挿入原糸に結合された縦挿入原糸も含み得る。更なる好適実施例において上記コンベア・ベルトは、フルオロポリマまたはシリコーンなどのポリマにより被覆もしくは含浸され得る。
【0010】
上記各原糸は単繊維原糸で形成され得るが、典型的に各原糸は多繊維撚線で形成される。単繊維であるか多繊維であるかに関わらず、各原糸は連続的繊維で形成され得る。代替的例において各原糸は、ステープル(staple)で形成される。一定の例において各原糸は、撚糸または粗糸で形成される。他の例において各原糸は、解撚繊維を含む。
【0011】
図1および図2は、コンベア・ベルトで使用される織地の好適実施例を示している。図1は織地100の第1側面を示しており、図2は織地100の第2側面を示している。ひとつの特定実施例において織地100は、2つの面、すなわち図1に示された面および図2に示された面を含んでいる。図1に示された面は、図2に示された面よりも粗い外郭形状を呈し得る。
【0012】
織地100は、一群の縦編み原糸106により結合されることで織地とされる一群の横挿入原糸もしくは横糸102を含む。さらに、織地100は一群の縦挿入原糸104を含み得る。縦挿入原糸104は、図1の視点で見たときに横挿入原糸102の上側に位置し(図2の視点で見たときには横挿入原糸102の下側に位置し)、編み原糸106によって横挿入原糸102に連結される。ひとつの好適実施例において織地100は、閉ループ式コンベア・ベルトとして構成される。特定実施例において、図1に示された側面は閉ループ式コンベア・ベルトの内側面であり、図2に示された側面は閉ループ式コンベア・ベルトの外側面である。
【0013】
ひとつの好適実施例において縦挿入原糸104は、上記横挿入原糸が該縦挿入原糸104の各々と交差するように、図1の視点から示された様に、横挿入原糸102の上側に位置する。ひとつの特定実施例において横挿入原糸102は、縦挿入原糸104に対して直交する。代替的に横挿入原糸102は、縦挿入原糸104に対して所定角度で斜交されても良い。
【0014】
横挿入原糸102および縦挿入原糸104に含まれる原糸は、引張応力などの性能特性がそれほど劣化もしくは喪失することなしに長期間に亙り高温で機能し得る高温用原糸でありうる。たとえば横挿入原糸102および縦挿入原糸104は、少なくとも約287℃(550°F)、少なくとも約300℃(572°F)、少なくとも約315℃(600°F)、少なくとも約343℃(650°F)または少なくとも約371℃(700°F)などの様に、少なくとも約260℃(500°F)の温度で機能し得る材料で形成され得る。このように高温において上記原糸は、引張応力、曲げ抵抗、引き裂き抵抗および結節強度などの該原糸の物理的特性、および、長さおよび幅の如き該原糸の寸法特性を実質的に維持する。たとえば上記各原糸は、引張応力、曲げ抵抗、引き裂き抵抗および結節強度を実質的に維持する。たとえば、少なくとも略々動作温度にて機能し得る材料は、引張応力および結節強度などの物理的特性の値の少なくとも約80%を保持する。たとえば上記材料は、特定の動作温度にて特定の物理的特性の値の少なくとも約85%または少なくとも約90%を保持し得る。概略的に上記材料は、動作温度にて実質的に燃焼または炭化しない。
【0015】
横挿入原糸102、および選択的に縦挿入原糸104は、ひとつの好適実施例においては単一繊維であり、別実施形態においては一群の微小繊維で形成され得る。いずれの場合においても原糸102および104は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドの如き材料で形成され得る。ひとつの特定実施例において、上記原糸はアラミドで形成される。たとえば上記原糸はNomex(登録商標)(デュポン社)で形成され得る。他の好適実施例において、原糸102および104はTwaron(登録商標)(アクゾノーベル社[Akzo Nobel])またはKevler(登録商標)(デュポン社)から形成される。
【0016】
ひとつの好適実施例において横挿入原糸102は、約2:1〜約35:1などの少なくとも約2:1の断面縦横比を有する。断面縦横比とは、原糸の長手寸法に直交する原糸の断面から見たときの厚さに対する幅の比率である。たとえば横挿入原糸102の断面縦横比は、少なくとも約3:1、少なくとも約5:1、または、少なくとも約10:1とされ得る。ひとつの特定実施例において横挿入原糸102は、少なくとも約1mmの幅および少なくとも約0.25mmの厚さを有する。特定実施例において横挿入原糸102は、約2mm〜約3mmの幅、および、約0.25mm〜約1mmの厚さを有する。
【0017】
縦挿入原糸104は、約2:1未満の縦横比を有する。たとえば縦挿入原糸104は、約1.9:1以下、約1.7:1以下、約1.3:1以下、または、約1.1:1以下の断面縦横比を有し得る。ひとつの特定実施例において縦挿入原糸104は、概略的に円形の断面を画成する約1:1の断面縦横比を有する。ひとつの特定実施例において、縦挿入原糸104は実質的に円形であって約0.5mm〜1mmの直径を有する。
【0018】
たとえば織地100は、少なくとも約3:1の断面縦横比を有する横挿入原糸102と、約1.7:1以下の断面縦横比を有する縦挿入原糸104とを含み得る。別の好適実施例において織地100は、少なくとも約5:1の断面縦横比を有する横挿入原糸102と、約1.3:1以下の断面縦横比を有する縦挿入原糸104とを含む。特定実施例において織地100は、少なくとも約5:1の断面縦横比を有する横挿入原糸102と、略々円形の如き約1:1の断面縦横比を有する縦挿入原糸104とを含む。
【0019】
ひとつの好適実施例において横挿入原糸102の断面縦横比は、縦挿入原糸104の断面縦横比の少なくとも約1.5倍である。たとえば、横挿入原糸102の断面縦横比は縦挿入原糸104の断面縦横比の少なくとも約2倍、少なくとも約5倍、または、少なくとも約7倍とされ得る。
【0020】
ひとつの好適実施例において織地100は、2.54cm(1インチ)の織地毎に1〜25本、例えば2〜12本または4〜6本の横挿入原糸102を含む。同様に、織地100は、2.54cm(1インチ)の織地毎に1〜25本、例えば2〜12本または4〜6本の縦挿入原糸104を含み得る。ひとつの特定実施例において上記各原糸の配置は、格子状の開口もしくは開口の配列を形成する。これらの開口は、等しい距離もしくはピッチで離間され得る。概略的に上記開口は、開放領域を形成する。編み目の配置、2.54cm(1インチ)の織地毎の原糸の本数および原糸の構成に応じて、各原糸間の開放領域は、織地の総面積の約5%より大きい面積、例えば約30%より大きい面積または約50%より大きい面積などから成り得る。ひとつの特定実施例において織地100は、約5%〜60%の開放領域を含む。たとえば織地の所定区画に対し、主要表面間で連通する開放領域は織地の該区画の総面積の約30%とされ得る。被覆されたとき、上記織地は開放領域を維持しても良い。代替的に、開放領域を閉塞する被覆および積層体を使用してもよい。
【0021】
編み原糸106もまた、少なくとも約287℃(550°F)、少なくとも約300℃(572°F)、少なくとも約315℃(600°F)、少なくとも約343℃(650°F)または少なくとも約371℃(700°F)などの様に、少なくとも約260℃(500°F)の温度の高温で機能し得る。上記高温の範囲の近傍においては、上記原糸は、引張応力、曲げ抵抗、引き裂き抵抗および結節強度のような該原糸の物理的特性を維持する。代表的な原糸としては、単一繊維で形成された原糸、別実施例においては一群の微小繊維で形成された原糸が挙げられる。ひとつの好適実施例において原糸106は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドの如き材料で形成され得る。ひとつの特定実施例において原糸106は、Nomex(登録商標)、Twaron(登録商標)およびKevler(登録商標)の如きアラミドで形成され得る。
【0022】
編み原糸106は、鎖編み、トリコット編み、ラッシェル編み、および、ミラニーズ編みなどの編みパターンを用いて編まれ得る。ひとつの好適実施例において編みパターンは、リブ(wale)を備えた鎖編みを含んでおり、このリブは縦挿入原糸104に追随していて該縦挿入原糸104および横挿入原糸102を効率的に連結もしくは結合する。別の好適実施例において上記編みパターンは、トリコット編み含む。編み方は、変化されもしくは不変とされ、または、リブ同士の間で相互接続部を形成しても良い。
【0023】
織地100は、ポリマにより被覆もしくは含浸され得る。たとえばポリマは、各原糸の外側面上に被覆されて開放領域を残置しても良い。代替的に、ポリマ薄層を適用しうるか、または上記織地が浸漬被覆されて、開放領域を備えていないコンベア・ベルトを形成しても良い。ひとつの好適実施例において上記ポリマは、コンベア・ベルト材料の約2重量%〜約50重量%、例えば約2重量%〜約30重量%または約5重量%〜約15重量%を形成し得る。ひとつの好適実施例において上記ポリマは、少なくとも約300℃(572°F)、少なくとも約315℃(600°F)、少なくとも約343℃(650°F)または少なくとも約371℃(700°F)などの様に、少なくとも約260℃(500°F)の温度の如き高温にて長期間に亙り機能し得る。たとえば上記ポリマは特定の動作温度にて実質的に、燃焼せず、炭化せず、または、弾性を喪失せずに留まる。
【0024】
上記ポリマの好適実施例としては、フッ素化ポリマが挙げられる。代表的なフッ素化ポリマとしては、フッ素化エチレン・プロピレン(FEP)、テトラフルオロエチレン(TFE)、ヘキサフルオロプロピレン(HFP)、ペルフルオロプロピルもしくはペルフルオロメチル・ビニル・エーテル、クロロトリフルオロエチレン(CTFE)を有する単独重合体および共重合体、フッ化ビニリデン(VF2)を有する単独重合体および共重合体、フッ化ビニル(VF)、ペルフルオロアルコキシ(PFA)を有する単独重合体および共重合体、及びそれらの組み合わせ、で形成されたポリマが挙げられる。ひとつの好適実施例においてPTFEポリマは、テトラフルオロエチレン(TFE)、ヘキサフルオロプロピレン(HFP)、ペルフルオロプロピルもしくはペルフルオロメチル・ビニル・エーテルを有する共重合体、クロロトリフルオロエチレン(CTFE)を有する単独重合体および共重合体、フッ化ビニリデン(VF2)を有する単独重合体および共重合体、フッ化ビニル(VF)を有する単独重合体および共重合体、及びそれらの配合物の如き、熱可塑性であり且つエラストマ性のフルオロポリマを含むポリマ性改質剤を含み得る。代表的なポリマ配合物は、言及したことにより全体が本明細書中に援用される米国特許第5,141,800号に記述されている。ひとつの特定実施例において上記フッ素化ポリマは、ポリテトラフルオロエチレン(PTFE)を含む。
【0025】
上記ポリマの別の好適実施例としては、シリコーン・ポリマが挙げられる。たとえば上記ポリマは、液状シリコーン・ゴム(LSR)で形成され得る。代表的なLSRの調製物は、ビニル終端ポリジメチルシロキサン・ポリマから成り得る。該LSR調製物は、触媒、充填剤、架橋剤、反応抑制剤、顔料、および、他の添加剤を更に含み得る。上記シリコーンは、白金触媒または有機過酸化物触媒を含み得る。代表的なシリコーンポリマは、ワッカーシリコーンズエラストシル(Eacker Silicones Elastosil、登録商標)製品を含む。代表的なシリコーン・ポリマは、言及したことにより全体が本明細書中に援用されると共に公開済みの米国特許出願第09/765,695号に見られ得る。別の代表的なシリコーン・ポリマとしては、Dow 9252 500Pの如き液状シリコーン・ゴムが挙げられる。
【0026】
ひとつの特定実施例において、図1および図2に示された上記織地を用いて形成されたコンベア・ベルトは、隆起突出部を含む表面と、平坦表面とを有する。図1に示された如く縦挿入原糸104は、第1面上で長手方向に沿い配向された一群の隆起突出部を生成する。図2に示されたように、概略的に平坦な又は軽度に織り目が付けられた表面が第2面上に形成可能であり、その場合に横挿入原糸102は縦挿入原糸104よりも上記平坦表面に接近している。鎖編み原糸を使用して、他の編みパターンから帰着する表面よりも平坦な表面を生成する。一実施例において上記織地はコンベア・ベルトへと形成され、その場合に内側面は隆起突出部を含み且つ外側面は概略的に平坦もしくは比較的に更に平坦である。図1に示された上記第1面の隆起突出部によって、たとえばコンベアを更に良好に把持できると共に、図2に示された更に円滑な面によって、搬送される製品を容易に解放できる。
【0027】
ひとつの特定実施例においてコンベア・ベルトは、Kevler(登録商標)またはガラス繊維で形成された縦挿入原糸102および横挿入原糸104で形成される。横挿入原糸102は少なくとも約2:1の断面縦横比を有し、且つ、縦挿入原糸104は略々円形断面とされた原糸の如き約1:1の断面縦横比を有する。縦編み原糸106は縦挿入原糸102に沿ってリブ内に鎖編みもしくはトリコット編みされていて、Nomex(登録商標)またはガラス繊維で形成される。原糸102、104および106は、PTFEフルオロポリマまたはシリコーンにより被覆または含浸される。コンベア・ベルトは、少なくとも約30%の開放領域を含む。一例において上記ベルトは、少なくとも約50%の開放領域を含み得る。代替的に、開放領域を閉塞するフッ素化被覆積層体が使用され得る。
【0028】
図3は、代表的なコンベア・ベルト・システム300を示している。コンベア・ベルト・システム300は、少なくとも2個のローラ302および310の回りに巻回されていて閉ループで構成されたコンベア・ベルト304を含む。コンベア・ベルト304の内側面312はローラ302および310に接触し、コンベア・ベルト304の外側面314は、加熱炉を通すなどして製造物品を搬送すべく使用され得る。ひとつの特定実施例において約2:1未満の縦横比を有する長手方向の縦挿入原糸306はコンベア・ベルト304の内側面312に最も近くて、該ベルトの長手方向に沿い延在しており、該原糸306はローラ302および310と接触する長寸突出部を形成する。約2:1より大きな縦横比を有する横挿入原糸308(すなわち更に平坦なまたは平面的である横挿入原糸)がコンベア・ベルト304の外側面314の近傍に位置している。
【0029】
図4の段階402に示された如く、設置の間においてコンベア・ベルト304は、ローラ(302および310)上に載置され、それにより、突出する長手方向の縦挿入原糸306を有する内側面312がローラ(302および310)に接触するようになる。少なくとも2:1の断面縦横比を有する横挿入原糸308は、コンベア・ベルト304の外側面314に近い方に配置される。コンベア・ベルト304がローラ(302および310)上に一旦載置されると、段階404に示された如くベルトの張力が調節され得る。
【0030】
ひとつの特定実施例においてコンベア・ベルトは、少なくとも約2:1の縦横比を有する横挿入原糸と、2:1未満の縦横比を有する縦挿入原糸とから形成され、その場合に横挿入原糸および縦挿入原糸は縦編み原糸により結合される。特別の実施形態のコンベア・ベルトは、張力が縦方向または横方向に沿って掛かるときに縦方向または横方向に限定的に延びると共に、張力が斜め方向に沿って掛かるときに斜め方向に延びる。上記代表的なコンベア・ベルトは、上記張力が解除されたときに該ベルトの元の形状に戻る。
【0031】
本発明の見地に依れば、比較的に平坦なまたは軽度に織り目が付けられた作用表面を取入れることにより、優れた物品取り扱い能力を有する実施例が提供される。これに加えて一定の実施例は、挿入原糸および編み原糸の材料、ならびに、編まれた織地が含浸されるポリマなどの、耐熱材料を利用する。
【0032】
構造的な見地の故に上記コンベア・ベルトは優れた軌道追随性を有するので、各ローラ間で僅かな誤整列が生じたとしても、意図された環境において連続的に使用することができる。この点に関して上記コンベア・ベルトは、長手方向(ベルトの進行の方向)および横方向(幅方向)に張力が加えられたときに寸法的に安定的であるとして示された。対照的に上記ベルトは、対角線方向などの様に長手方向および横方向の間の所定角度にて張力が付与されたとき、弾力性または弾性を呈し得る。この弾性は好適であり、コンベア・システムに対する更に容易な形状適合性が許容される。上記ベルトは、コンベアの可能的な誤整列に対処して適応し得る。
【0033】
上記で開示された主題は例示的であって限定的ではないと見做されるべきであり、添付の各請求項は、本発明の真の有効範囲内に収まる全ての改変、増進および他の実施例を包含することが意図される。故に、法律により許される最大の程度まで、本発明の有効範囲は添付の各請求項の最も広範囲に許容され得る解釈により決定されるべきであり、上述の詳細な説明により制限または制約されるべきでない。
【図面の簡単な説明】
【0034】
【図1】コンベア・ベルト用織地の好適実施例を示す概略図である。
【図2】コンベア・ベルト用織地の好適実施例を示す概略図である。
【図3】コンベア・システムの好適実施例を示す概略図である。
【図4】ベルトを設置する好適な方法を示すフローチャートである。
【特許請求の範囲】
【請求項1】
縦配向リブとして構成された一群の縦編み原糸と、
上記一群の縦配向リブに挿入されると共に少なくとも約2:1の断面縦横比を有する一群の横挿入原糸とを備えて成る、
コンベア・ベルト。
【請求項2】
さらに、約2:1未満の断面縦横比を有する一群の縦挿入原糸を更に備え、
前記一群の横挿入原糸は、上記一群の縦挿入原糸の上側に位置していて、前記一群の縦編み原糸により上記縦挿入原糸に連結される、請求項1記載のコンベア・ベルト。
【請求項3】
前記縦編み原糸は前記縦挿入原糸に沿うリブとして配向される、請求項2記載のコンベア・ベルト。
【請求項4】
前記一群の縦挿入原糸は少なくとも約260℃の動作温度において該縦挿入原糸の引張応力の少なくとも約80%を維持する、請求項2記載のコンベア・ベルト。
【請求項5】
前記一群の縦挿入原糸は少なくとも約300℃の動作温度において該縦挿入原糸の引張応力の少なくとも約80%を維持する、請求項2記載のコンベア・ベルト。
【請求項6】
前記一群の縦挿入原糸は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドから成る群から選択された材料から成る、請求項2記載のコンベア・ベルト。
【請求項7】
前記一群の縦挿入原糸はアラミド材料から成る、請求項6記載のコンベア・ベルト。
【請求項8】
前記縦挿入原糸の断面縦横比は約2:1未満である、請求項2記載のコンベア・ベルト。
【請求項9】
前記一群の横挿入原糸は少なくとも約260℃の動作温度において該横挿入原糸の引張応力の少なくとも約80%を維持する、請求項1記載のコンベア・ベルト。
【請求項10】
前記一群の横挿入原糸は少なくとも約300℃の動作温度において該横挿入原糸の引張応力の少なくとも約80%を維持する、請求項1記載のコンベア・ベルト。
【請求項11】
前記一群の横挿入原糸は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドから成る群から選択された材料から成る、請求項1記載のコンベア・ベルト。
【請求項12】
前記一群の横挿入原糸はアラミド材料から成る、請求項11記載のコンベア・ベルト。
【請求項13】
前記一群の横挿入原糸の断面縦横比は少なくとも約3:1である、請求項1記載のコンベア・ベルト。
【請求項14】
前記一群の横挿入原糸の断面縦横比は少なくとも約5:1である、請求項13記載のコンベア・ベルト。
【請求項15】
前記一群の横挿入原糸の断面縦横比は約2:1〜約35:1である、請求項1記載のコンベア・ベルト。
【請求項16】
前記一群の縦編み原糸は少なくとも約260℃の動作温度において該縦編み原糸の引張応力の少なくとも約80%を維持する、請求項1記載のコンベア・ベルト。
【請求項17】
前記一群の縦編み原糸は少なくとも約300℃の動作温度において該縦編み原糸の引張応力の少なくとも約80%を維持する、請求項1記載のコンベア・ベルト。
【請求項18】
前記一群の縦編み原糸は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドから成る群から選択された材料から成る、請求項1記載のコンベア・ベルト。
【請求項19】
前記一群の縦編み原糸はアラミド材料から成る、請求項18記載のコンベア・ベルト。
【請求項20】
ポリマ被覆を更に備えて成る、請求項1記載のコンベア・ベルト。
【請求項21】
前記ポリマ被覆はフルオロポリマから成る、請求項20記載のコンベア・ベルト。
【請求項22】
前記フルオロポリマはフッ素化エラストマから成る、請求項21記載のコンベア・ベルト。
【請求項23】
前記フルオロポリマはPTFEから成る、請求項21記載のコンベア・ベルト。
【請求項24】
前記ポリマ被覆はシリコーンから成る、請求項20記載のコンベア・ベルト。
【請求項25】
前記ポリマ被覆は少なくとも約260℃の動作温度において概ね炭化が無いままである、請求項20記載のコンベア・ベルト。
【請求項26】
前記ポリマ被覆は少なくとも約300℃の動作温度において概ね炭化が無いままである、請求項20記載のコンベア・ベルト。
【請求項27】
当該コンベア・ベルトは少なくとも約30%の開放領域を備える、請求項1記載のコンベア・ベルト。
【請求項28】
当該コンベア・ベルトは少なくとも約50%の開放領域を備える、請求項27記載のコンベア・ベルト。
【請求項29】
前記開放領域は開口の配列から形成される、請求項27記載のコンベア・ベルト。
【請求項30】
当該コンベア・ベルトは連続的ループとして形成され、且つ、
前記一群の横挿入原糸は上記連続的ループの外側面に沿い配置される、請求項1記載のコンベア・ベルト。
【請求項31】
前記連続的ループの内側面に沿い一群の縦挿入原糸が配置される、請求項30記載のコンベア・ベルト。
【請求項32】
第1および第2ローラと、
上記第1および第2ローラに接触する閉ループ式コンベア・ベルトを具備し、
該コンベア・ベルトは、
縦配向リブとして構成された一群の縦編み原糸と、
上記一群の縦配向リブに挿入されると共に少なくとも約2:1の断面縦横比を有する一群の横挿入原糸とを備えて成る、
閉ループ式コンベア・ベルトと、
を備えて成る、システム。
【請求項33】
前記閉ループ式コンベア・ベルトは、約2:1未満の断面縦横比を有する一群の縦挿入原糸を更に備え、
前記一群の横挿入原糸は、上記一群の縦挿入原糸の上側に位置していて、前記一群の縦編み原糸により上記縦挿入原糸に連結される、請求項32記載のシステム。
【請求項34】
前記閉ループ式コンベア・ベルトは内側面を含み、且つ、
前記一群の縦挿入原糸は上記内側面に沿う突出部を形成しており、これら突出部は前記各ローラに接触している、請求項33記載のシステム。
【請求項35】
対置された内側主要面および外側主要面を有すると共に、一群の横挿入原糸の下側に位置する一群の縦挿入原糸を有する閉ループ式コンベア・ベルトであって、
上記縦挿入原糸は上記内側主要面に沿い延在している、
閉ループ式コンベア・ベルト。
【請求項36】
前記縦挿入原糸は当該閉ループ式ベルトの長手方向に沿い延在する、請求項35記載の閉ループ式コンベア・ベルト。
【請求項37】
横挿入縦編み織地と、
フルオロポリマから成るポリマ被覆とを備えて成る、
コンベア・ベルト。
【請求項38】
前記フルオロポリマはフッ素化エラストマから成る、請求項37記載のコンベア・ベルト。
【請求項39】
前記フルオロポリマはPTFEから成る、請求項37記載のコンベア・ベルト。
【請求項40】
少なくとも約30%の開放領域を更に備えて成る、請求項37記載のコンベア・ベルト。
【請求項41】
少なくとも約50%の開放領域を更に備えて成る、請求項37記載のコンベア・ベルト。
【請求項42】
前記横挿入縦編み織地は一群の縦挿入原糸を含む、請求項37記載のコンベア・ベルト。
【請求項43】
当該コンベア・ベルトは閉ループ式コンベア・ベルトであり、且つ、
前記縦挿入原糸は当該閉ループ式コンベア・ベルトの内側面に沿い配置される、請求項42記載のコンベア・ベルト。
【請求項44】
前記横挿入縦編み織地は少なくとも2:1の断面縦横比を有する一群の横挿入原糸を含む、請求項37記載のコンベア・ベルト。
【請求項45】
当該コンベア・ベルトは少なくとも約260℃の温度にて機能すべく構成される、請求項37記載のコンベア・ベルト。
【請求項46】
横挿入縦編み織地と、
シリコーンから成るポリマ被覆とを備えて成る、
コンベア・ベルト。
【請求項47】
当該コンベア・ベルトは少なくとも約260℃の温度で機能すべく構成される、請求項46記載のコンベア・ベルト。
【請求項48】
一群の縦編み撚線により一群の横挿入原糸に連結された一群の縦挿入原糸を備えるコンベア・ベルトを一群のローラ上に載置し、
上記一群の縦挿入原糸は上記ローラに接触すべく構成された長手撚線を形成する、
コンベア・ベルトを設置する方法。
【請求項49】
前記横挿入原糸は少なくとも約2:1の断面縦横比を有する、請求項48記載の方法。
【請求項1】
縦配向リブとして構成された一群の縦編み原糸と、
上記一群の縦配向リブに挿入されると共に少なくとも約2:1の断面縦横比を有する一群の横挿入原糸とを備えて成る、
コンベア・ベルト。
【請求項2】
さらに、約2:1未満の断面縦横比を有する一群の縦挿入原糸を更に備え、
前記一群の横挿入原糸は、上記一群の縦挿入原糸の上側に位置していて、前記一群の縦編み原糸により上記縦挿入原糸に連結される、請求項1記載のコンベア・ベルト。
【請求項3】
前記縦編み原糸は前記縦挿入原糸に沿うリブとして配向される、請求項2記載のコンベア・ベルト。
【請求項4】
前記一群の縦挿入原糸は少なくとも約260℃の動作温度において該縦挿入原糸の引張応力の少なくとも約80%を維持する、請求項2記載のコンベア・ベルト。
【請求項5】
前記一群の縦挿入原糸は少なくとも約300℃の動作温度において該縦挿入原糸の引張応力の少なくとも約80%を維持する、請求項2記載のコンベア・ベルト。
【請求項6】
前記一群の縦挿入原糸は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドから成る群から選択された材料から成る、請求項2記載のコンベア・ベルト。
【請求項7】
前記一群の縦挿入原糸はアラミド材料から成る、請求項6記載のコンベア・ベルト。
【請求項8】
前記縦挿入原糸の断面縦横比は約2:1未満である、請求項2記載のコンベア・ベルト。
【請求項9】
前記一群の横挿入原糸は少なくとも約260℃の動作温度において該横挿入原糸の引張応力の少なくとも約80%を維持する、請求項1記載のコンベア・ベルト。
【請求項10】
前記一群の横挿入原糸は少なくとも約300℃の動作温度において該横挿入原糸の引張応力の少なくとも約80%を維持する、請求項1記載のコンベア・ベルト。
【請求項11】
前記一群の横挿入原糸は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドから成る群から選択された材料から成る、請求項1記載のコンベア・ベルト。
【請求項12】
前記一群の横挿入原糸はアラミド材料から成る、請求項11記載のコンベア・ベルト。
【請求項13】
前記一群の横挿入原糸の断面縦横比は少なくとも約3:1である、請求項1記載のコンベア・ベルト。
【請求項14】
前記一群の横挿入原糸の断面縦横比は少なくとも約5:1である、請求項13記載のコンベア・ベルト。
【請求項15】
前記一群の横挿入原糸の断面縦横比は約2:1〜約35:1である、請求項1記載のコンベア・ベルト。
【請求項16】
前記一群の縦編み原糸は少なくとも約260℃の動作温度において該縦編み原糸の引張応力の少なくとも約80%を維持する、請求項1記載のコンベア・ベルト。
【請求項17】
前記一群の縦編み原糸は少なくとも約300℃の動作温度において該縦編み原糸の引張応力の少なくとも約80%を維持する、請求項1記載のコンベア・ベルト。
【請求項18】
前記一群の縦編み原糸は、ナイロン、ポリエステル、ポリフェノール化合物、ポリフェニレンスルフィド、ポリベンズイミダゾール、セラミック、カーボン、ガラスおよびアラミドから成る群から選択された材料から成る、請求項1記載のコンベア・ベルト。
【請求項19】
前記一群の縦編み原糸はアラミド材料から成る、請求項18記載のコンベア・ベルト。
【請求項20】
ポリマ被覆を更に備えて成る、請求項1記載のコンベア・ベルト。
【請求項21】
前記ポリマ被覆はフルオロポリマから成る、請求項20記載のコンベア・ベルト。
【請求項22】
前記フルオロポリマはフッ素化エラストマから成る、請求項21記載のコンベア・ベルト。
【請求項23】
前記フルオロポリマはPTFEから成る、請求項21記載のコンベア・ベルト。
【請求項24】
前記ポリマ被覆はシリコーンから成る、請求項20記載のコンベア・ベルト。
【請求項25】
前記ポリマ被覆は少なくとも約260℃の動作温度において概ね炭化が無いままである、請求項20記載のコンベア・ベルト。
【請求項26】
前記ポリマ被覆は少なくとも約300℃の動作温度において概ね炭化が無いままである、請求項20記載のコンベア・ベルト。
【請求項27】
当該コンベア・ベルトは少なくとも約30%の開放領域を備える、請求項1記載のコンベア・ベルト。
【請求項28】
当該コンベア・ベルトは少なくとも約50%の開放領域を備える、請求項27記載のコンベア・ベルト。
【請求項29】
前記開放領域は開口の配列から形成される、請求項27記載のコンベア・ベルト。
【請求項30】
当該コンベア・ベルトは連続的ループとして形成され、且つ、
前記一群の横挿入原糸は上記連続的ループの外側面に沿い配置される、請求項1記載のコンベア・ベルト。
【請求項31】
前記連続的ループの内側面に沿い一群の縦挿入原糸が配置される、請求項30記載のコンベア・ベルト。
【請求項32】
第1および第2ローラと、
上記第1および第2ローラに接触する閉ループ式コンベア・ベルトを具備し、
該コンベア・ベルトは、
縦配向リブとして構成された一群の縦編み原糸と、
上記一群の縦配向リブに挿入されると共に少なくとも約2:1の断面縦横比を有する一群の横挿入原糸とを備えて成る、
閉ループ式コンベア・ベルトと、
を備えて成る、システム。
【請求項33】
前記閉ループ式コンベア・ベルトは、約2:1未満の断面縦横比を有する一群の縦挿入原糸を更に備え、
前記一群の横挿入原糸は、上記一群の縦挿入原糸の上側に位置していて、前記一群の縦編み原糸により上記縦挿入原糸に連結される、請求項32記載のシステム。
【請求項34】
前記閉ループ式コンベア・ベルトは内側面を含み、且つ、
前記一群の縦挿入原糸は上記内側面に沿う突出部を形成しており、これら突出部は前記各ローラに接触している、請求項33記載のシステム。
【請求項35】
対置された内側主要面および外側主要面を有すると共に、一群の横挿入原糸の下側に位置する一群の縦挿入原糸を有する閉ループ式コンベア・ベルトであって、
上記縦挿入原糸は上記内側主要面に沿い延在している、
閉ループ式コンベア・ベルト。
【請求項36】
前記縦挿入原糸は当該閉ループ式ベルトの長手方向に沿い延在する、請求項35記載の閉ループ式コンベア・ベルト。
【請求項37】
横挿入縦編み織地と、
フルオロポリマから成るポリマ被覆とを備えて成る、
コンベア・ベルト。
【請求項38】
前記フルオロポリマはフッ素化エラストマから成る、請求項37記載のコンベア・ベルト。
【請求項39】
前記フルオロポリマはPTFEから成る、請求項37記載のコンベア・ベルト。
【請求項40】
少なくとも約30%の開放領域を更に備えて成る、請求項37記載のコンベア・ベルト。
【請求項41】
少なくとも約50%の開放領域を更に備えて成る、請求項37記載のコンベア・ベルト。
【請求項42】
前記横挿入縦編み織地は一群の縦挿入原糸を含む、請求項37記載のコンベア・ベルト。
【請求項43】
当該コンベア・ベルトは閉ループ式コンベア・ベルトであり、且つ、
前記縦挿入原糸は当該閉ループ式コンベア・ベルトの内側面に沿い配置される、請求項42記載のコンベア・ベルト。
【請求項44】
前記横挿入縦編み織地は少なくとも2:1の断面縦横比を有する一群の横挿入原糸を含む、請求項37記載のコンベア・ベルト。
【請求項45】
当該コンベア・ベルトは少なくとも約260℃の温度にて機能すべく構成される、請求項37記載のコンベア・ベルト。
【請求項46】
横挿入縦編み織地と、
シリコーンから成るポリマ被覆とを備えて成る、
コンベア・ベルト。
【請求項47】
当該コンベア・ベルトは少なくとも約260℃の温度で機能すべく構成される、請求項46記載のコンベア・ベルト。
【請求項48】
一群の縦編み撚線により一群の横挿入原糸に連結された一群の縦挿入原糸を備えるコンベア・ベルトを一群のローラ上に載置し、
上記一群の縦挿入原糸は上記ローラに接触すべく構成された長手撚線を形成する、
コンベア・ベルトを設置する方法。
【請求項49】
前記横挿入原糸は少なくとも約2:1の断面縦横比を有する、請求項48記載の方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2008−514528(P2008−514528A)
【公表日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願番号】特願2007−534628(P2007−534628)
【出願日】平成17年9月13日(2005.9.13)
【国際出願番号】PCT/US2005/032794
【国際公開番号】WO2006/039108
【国際公開日】平成18年4月13日(2006.4.13)
【出願人】(500149223)サン−ゴバン パフォーマンス プラスティックス コーポレイション (64)
【Fターム(参考)】
【公表日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願日】平成17年9月13日(2005.9.13)
【国際出願番号】PCT/US2005/032794
【国際公開番号】WO2006/039108
【国際公開日】平成18年4月13日(2006.4.13)
【出願人】(500149223)サン−ゴバン パフォーマンス プラスティックス コーポレイション (64)
【Fターム(参考)】
[ Back to top ]