
コンベア装置
【課題】短尺の被搬送材でも、一次加工コンベアから二次加工コンベアに確実に移送することのできるコンベア装置を提供する。
【解決手段】駆動輪2と従動輪との間に掛けられたエンドレスの2条のチェーン3に、チェーン3と直交し搬送方向aに所定の間隔で複数のスラット歯4が設けられ、スラット歯4上に被搬送材10を載置して搬送する一次加工コンベア1と、複数の駆動ローラ7を有し、一次加工コンベア1の出側に設置されて一次加工コンベア1で搬送された被搬送材10が移送される二次加工コンベア6とからなり、一次加工コンベア1のスラット歯4の搬送方向aと反対側の側面に、この側面とほぼ直交して落下防止部材5を設けた。
【解決手段】駆動輪2と従動輪との間に掛けられたエンドレスの2条のチェーン3に、チェーン3と直交し搬送方向aに所定の間隔で複数のスラット歯4が設けられ、スラット歯4上に被搬送材10を載置して搬送する一次加工コンベア1と、複数の駆動ローラ7を有し、一次加工コンベア1の出側に設置されて一次加工コンベア1で搬送された被搬送材10が移送される二次加工コンベア6とからなり、一次加工コンベア1のスラット歯4の搬送方向aと反対側の側面に、この側面とほぼ直交して落下防止部材5を設けた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、鋼板等の被搬送材を搬送するコンベア装置に係り、より詳しくは、切断のために火炎がコンベアに当って被搬送材を加熱しながら搬送する一次加工コンベアと、火炎のない二次加工コンベアとを設け、被搬送材を一次加工コンベアから二次加工コンベアに移送するようにしたコンベア装置に関するものである。
【背景技術】
【0002】
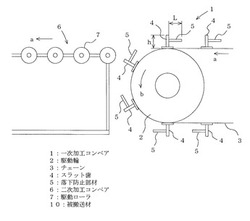
図4は従来のコンベア装置を模式的に示した説明図である。
図において、1は一次加工コンベアで、例えば、モータで回転駆動される駆動輪2と従動輪(図示せず)との間に、幅方向に所定の間隔で2条のエンドレスのチェーン3が掛けられ、このチェーン3の間に、搬送方向に所定の間隔(例えば、500mm)で、チェーン3と直交しかつ直立したスラット歯4を設けたものである。
6は複数の駆動ローラ7からなる二次加工コンベアで、その入側が一次加工コンベア1の出側に設置されている。
【0003】
上記のようなコンベア装置においては、一次加工コンベア1のスラット歯4上に被搬送材10が載置され、駆動輪2を矢印b方向に回転させることにより、被搬送材10を火炎により加熱しながら矢印a方向(搬送方向)に搬送する。そして、被搬送材10の先端部が一次加工コンベア1の出側に達すると、自動的に二次加工コンベア6の駆動ローラ7上に移送され、二次加工コンベア6により引続き矢印a方向に搬送される(なお、上記のような従来のコンベア装置は、特許文献及び非特許文献を調査したが、発見できなかった)。
【発明の開示】
【発明が解決しようとする課題】
【0004】
このようなコンベア装置においては、一次加工コンベア1により長尺の被搬送材10を搬送する場合は、多数のスラット歯4上に載置されているため特に問題はない。しかし、短尺(例えば、長さが m以下のもの)の被搬送材10を搬送する場合は、図5(a)に示すように、被搬送材10が小数のスラット歯(例えば、4a,4b)上に載置されて搬送されるため、スラット歯4aが駆動輪2の周面上に移動して傾斜すると、これに載置された被搬送材10も傾斜する。このため、被搬送材10は二次加工コンベア6の駆動ローラ7上に移送することができず、図5(b)に示すように、一次加工コンベア1と二次加工コンベア6との間に落下したりすることがあった。
【0005】
このため、コンベアラインが不具合になったり、被搬送材10や、一次加工コンベア1、二次加工コンベア6が損傷したりすることがあり、場合によっては、コンベアラインを停止することもあって、大きな損失が生じるという問題があった。
【0006】
本発明は、上記の課題を解決するためになされたもので、短尺の被搬送材でも、一次加工コンベアから二次加工コンベアに容易かつ確実に移送させることのできるコンベア装置を提供することを目的としたものである。
【課題を解決するための手段】
【0007】
本発明に係るコンベア装置は、駆動輪と従動輪との間に掛けられたエンドレスの2条のチェーンに、該チェーンと直交し搬送方向に所定の間隔で複数のスラット歯が設けられ、該スラット歯上に被搬送材を載置して搬送する一次加工コンベアと、複数の駆動ローラを有し、前記一次加工コンベアの出側に設置されて該一次加工コンベアで搬送された被搬送材が移送される二次加工コンベアとからなり、前記一次加工コンベアのスラット歯の搬送方向と反対側の側面に、該側面とほぼ直交して落下防止部材を設けたものである。
【0008】
また、上記の落下防止部材は、丸鋼棒をほぼコ字状に折曲げてその両端部を前記スラット歯の側面に取付けたものである。
【発明の効果】
【0009】
本発明は、一次加工コンベアのスラット歯に落下防止部材を設け、被搬送材を支持するスラット歯が駆動輪の周面上に達して傾斜しても、落下防止部材で支持することにより、被搬送材をほぼ水平に保持するようにしたので、被搬送材を確実に二次加工コンベアに移送させることができる。このため、被搬送材や、一次加工コンベア、二次加工コンベアが損傷することがなく、コンベアラインを停止させることもないので、作業能率を向上することができる。
【発明を実施するための最良の形態】
【0010】
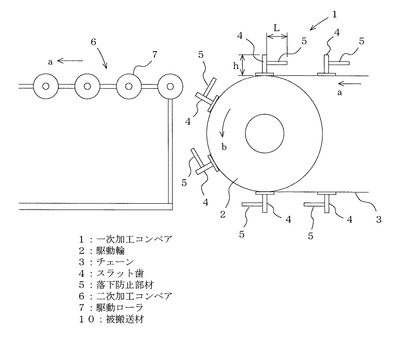
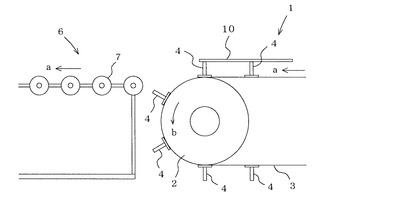
図1は本発明の一実施の形態に係るコンベア装置の模式的説明図である。なお、従来技術で説明したコンベア装置(図4)と同じ構成の部分には、これと同じ符号を付し、説明を省略する。
【0011】
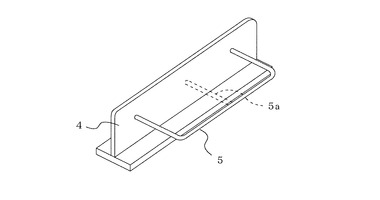
図において、5はスラット歯4の搬送方向aと反対側の側面に、これとほぼ直交して取付けられた落下防止部材で、図2に示すように、丸鋼棒をほぼコ字状に折曲げて、その両端部を溶接等によりスラット歯4に取付けたものである。なお、破線で示すように、スラット歯4と落下防止部材5との間に、1本又は複数本の補強材5aを設けてもよい。
【0012】
この場合、落下防止部材5の長さL(反搬送方向への突出長)は、被搬送材10の長さに応じて適宜設定することができるが一般に、スラット歯4の高さhより長いことが望ましい。また、落下防止部材5は、例えば鋼板で構成してもよいが、被搬送材10を火炎で加熱する場合は、加熱の妨げになるばかりでなく、熱によりスラット歯4に歪を生じ、その影響を受けて変形することがあるので、丸鋼棒で構成することが望ましい。
【0013】
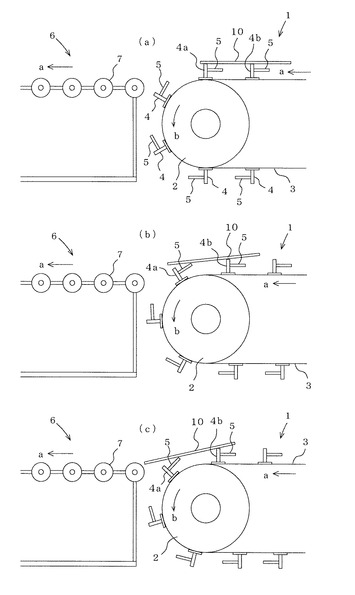
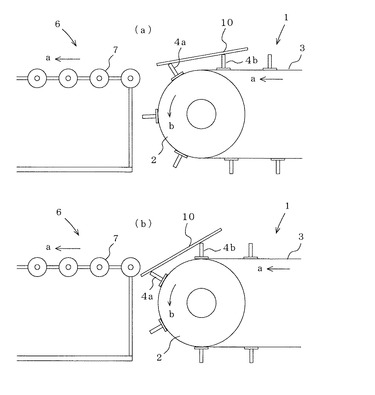
次に、図3により本発明の作用を説明する。なお、長尺の被搬送物10を搬送する場合は、従来と同様なので、説明を省略する。
短尺の被搬送材10を搬送する場合は、図3(a)に示すように、一次加工コンベア1の小数のスラット歯(例えば、4a,4b)上に被搬送材10が載置され、矢印a方向に搬送される。
【0014】
被搬送物10が出側に近づき、図3(b)に示すように、スラット歯4が駆動輪2の周面上に移動して傾斜すると、これと直交して設けられた落下防止部材5が被搬送材10を支持するため、被搬送材10はほぼ水平状態に保持され、引続き矢印a方向に搬送される。
【0015】
スラット歯4aがさらに駆動輪2の円周上を移動して傾斜すると、図3(c)に示すように、スラット歯4aの落下防止部材5とスラット歯4bに支持された被搬送材10は傾斜状態になるが、このとき、その先端部は、二次加工コンベア6の入側の駆動ローラ7上に到達しているので、被搬送材10は二次加工コンベア6上に確実に移送することができる。そして、被搬送材10は、二次加工コンベア6により、引続き矢印a方向に搬送される。
【0016】
上記の説明では、一次加工コンベア1において、搬送する被搬送物10を火炎により加熱する場合を示したが、本発明はこれに限定するものではなく、火炎により被搬送物10を加熱しない一次加工コンベア1にも本発明を実施することができる。
【0017】
本発明によれば、一次加工コンベア1のスラット歯4に落下防止部材5を設け、被搬送材10を支持するスラット歯4aが駆動輪2の周面上に達して傾斜しても、落下防止部材5で支持することにより、被搬送材10をほぼ水平に保持するようにしたので、被搬送材10を確実に二次加工コンベア6に移送させることができる。このため、被搬送材10や、一次加工コンベア1、二次加工コンベア6が損傷することがなく、コンベアラインを停止させることもない。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施の形態に係るコンベア装置の模式的説明図である。
【図2】図1のスラット歯の斜視説明図である。
【図3】本発明の作用説明図である。
【図4】従来のコンベア装置の模式的説明図である。
【図5】図4のコンベア装置の作用説明図である。
【符号の説明】
【0019】
1 一次加工コンベア、2 駆動輪、3 チェーン、4 スラット歯、5 落下防止部材、6 二次加工コンベア、7 駆動ローラ、10 被搬送材。
【技術分野】
【0001】
本発明は、例えば、鋼板等の被搬送材を搬送するコンベア装置に係り、より詳しくは、切断のために火炎がコンベアに当って被搬送材を加熱しながら搬送する一次加工コンベアと、火炎のない二次加工コンベアとを設け、被搬送材を一次加工コンベアから二次加工コンベアに移送するようにしたコンベア装置に関するものである。
【背景技術】
【0002】
図4は従来のコンベア装置を模式的に示した説明図である。
図において、1は一次加工コンベアで、例えば、モータで回転駆動される駆動輪2と従動輪(図示せず)との間に、幅方向に所定の間隔で2条のエンドレスのチェーン3が掛けられ、このチェーン3の間に、搬送方向に所定の間隔(例えば、500mm)で、チェーン3と直交しかつ直立したスラット歯4を設けたものである。
6は複数の駆動ローラ7からなる二次加工コンベアで、その入側が一次加工コンベア1の出側に設置されている。
【0003】
上記のようなコンベア装置においては、一次加工コンベア1のスラット歯4上に被搬送材10が載置され、駆動輪2を矢印b方向に回転させることにより、被搬送材10を火炎により加熱しながら矢印a方向(搬送方向)に搬送する。そして、被搬送材10の先端部が一次加工コンベア1の出側に達すると、自動的に二次加工コンベア6の駆動ローラ7上に移送され、二次加工コンベア6により引続き矢印a方向に搬送される(なお、上記のような従来のコンベア装置は、特許文献及び非特許文献を調査したが、発見できなかった)。
【発明の開示】
【発明が解決しようとする課題】
【0004】
このようなコンベア装置においては、一次加工コンベア1により長尺の被搬送材10を搬送する場合は、多数のスラット歯4上に載置されているため特に問題はない。しかし、短尺(例えば、長さが m以下のもの)の被搬送材10を搬送する場合は、図5(a)に示すように、被搬送材10が小数のスラット歯(例えば、4a,4b)上に載置されて搬送されるため、スラット歯4aが駆動輪2の周面上に移動して傾斜すると、これに載置された被搬送材10も傾斜する。このため、被搬送材10は二次加工コンベア6の駆動ローラ7上に移送することができず、図5(b)に示すように、一次加工コンベア1と二次加工コンベア6との間に落下したりすることがあった。
【0005】
このため、コンベアラインが不具合になったり、被搬送材10や、一次加工コンベア1、二次加工コンベア6が損傷したりすることがあり、場合によっては、コンベアラインを停止することもあって、大きな損失が生じるという問題があった。
【0006】
本発明は、上記の課題を解決するためになされたもので、短尺の被搬送材でも、一次加工コンベアから二次加工コンベアに容易かつ確実に移送させることのできるコンベア装置を提供することを目的としたものである。
【課題を解決するための手段】
【0007】
本発明に係るコンベア装置は、駆動輪と従動輪との間に掛けられたエンドレスの2条のチェーンに、該チェーンと直交し搬送方向に所定の間隔で複数のスラット歯が設けられ、該スラット歯上に被搬送材を載置して搬送する一次加工コンベアと、複数の駆動ローラを有し、前記一次加工コンベアの出側に設置されて該一次加工コンベアで搬送された被搬送材が移送される二次加工コンベアとからなり、前記一次加工コンベアのスラット歯の搬送方向と反対側の側面に、該側面とほぼ直交して落下防止部材を設けたものである。
【0008】
また、上記の落下防止部材は、丸鋼棒をほぼコ字状に折曲げてその両端部を前記スラット歯の側面に取付けたものである。
【発明の効果】
【0009】
本発明は、一次加工コンベアのスラット歯に落下防止部材を設け、被搬送材を支持するスラット歯が駆動輪の周面上に達して傾斜しても、落下防止部材で支持することにより、被搬送材をほぼ水平に保持するようにしたので、被搬送材を確実に二次加工コンベアに移送させることができる。このため、被搬送材や、一次加工コンベア、二次加工コンベアが損傷することがなく、コンベアラインを停止させることもないので、作業能率を向上することができる。
【発明を実施するための最良の形態】
【0010】
図1は本発明の一実施の形態に係るコンベア装置の模式的説明図である。なお、従来技術で説明したコンベア装置(図4)と同じ構成の部分には、これと同じ符号を付し、説明を省略する。
【0011】
図において、5はスラット歯4の搬送方向aと反対側の側面に、これとほぼ直交して取付けられた落下防止部材で、図2に示すように、丸鋼棒をほぼコ字状に折曲げて、その両端部を溶接等によりスラット歯4に取付けたものである。なお、破線で示すように、スラット歯4と落下防止部材5との間に、1本又は複数本の補強材5aを設けてもよい。
【0012】
この場合、落下防止部材5の長さL(反搬送方向への突出長)は、被搬送材10の長さに応じて適宜設定することができるが一般に、スラット歯4の高さhより長いことが望ましい。また、落下防止部材5は、例えば鋼板で構成してもよいが、被搬送材10を火炎で加熱する場合は、加熱の妨げになるばかりでなく、熱によりスラット歯4に歪を生じ、その影響を受けて変形することがあるので、丸鋼棒で構成することが望ましい。
【0013】
次に、図3により本発明の作用を説明する。なお、長尺の被搬送物10を搬送する場合は、従来と同様なので、説明を省略する。
短尺の被搬送材10を搬送する場合は、図3(a)に示すように、一次加工コンベア1の小数のスラット歯(例えば、4a,4b)上に被搬送材10が載置され、矢印a方向に搬送される。
【0014】
被搬送物10が出側に近づき、図3(b)に示すように、スラット歯4が駆動輪2の周面上に移動して傾斜すると、これと直交して設けられた落下防止部材5が被搬送材10を支持するため、被搬送材10はほぼ水平状態に保持され、引続き矢印a方向に搬送される。
【0015】
スラット歯4aがさらに駆動輪2の円周上を移動して傾斜すると、図3(c)に示すように、スラット歯4aの落下防止部材5とスラット歯4bに支持された被搬送材10は傾斜状態になるが、このとき、その先端部は、二次加工コンベア6の入側の駆動ローラ7上に到達しているので、被搬送材10は二次加工コンベア6上に確実に移送することができる。そして、被搬送材10は、二次加工コンベア6により、引続き矢印a方向に搬送される。
【0016】
上記の説明では、一次加工コンベア1において、搬送する被搬送物10を火炎により加熱する場合を示したが、本発明はこれに限定するものではなく、火炎により被搬送物10を加熱しない一次加工コンベア1にも本発明を実施することができる。
【0017】
本発明によれば、一次加工コンベア1のスラット歯4に落下防止部材5を設け、被搬送材10を支持するスラット歯4aが駆動輪2の周面上に達して傾斜しても、落下防止部材5で支持することにより、被搬送材10をほぼ水平に保持するようにしたので、被搬送材10を確実に二次加工コンベア6に移送させることができる。このため、被搬送材10や、一次加工コンベア1、二次加工コンベア6が損傷することがなく、コンベアラインを停止させることもない。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施の形態に係るコンベア装置の模式的説明図である。
【図2】図1のスラット歯の斜視説明図である。
【図3】本発明の作用説明図である。
【図4】従来のコンベア装置の模式的説明図である。
【図5】図4のコンベア装置の作用説明図である。
【符号の説明】
【0019】
1 一次加工コンベア、2 駆動輪、3 チェーン、4 スラット歯、5 落下防止部材、6 二次加工コンベア、7 駆動ローラ、10 被搬送材。
【特許請求の範囲】
【請求項1】
駆動輪と従動輪との間に掛けられたエンドレスの2条のチェーンに、該チェーンと直交し搬送方向に所定の間隔で複数のスラット歯が設けられ、該スラット歯上に被搬送材を載置して搬送する一次加工コンベアと、複数の駆動ローラを有し、前記一次加工コンベアの出側に設置されて該一次加工コンベアで搬送された被搬送材が移送される二次加工コンベアとからなり、
前記一次加工コンベアのスラット歯の搬送方向と反対側の側面に、該側面とほぼ直交して落下防止部材を設けたことを特徴とするコンベア装置。
【請求項2】
前記落下防止部材は、丸鋼棒をほぼコ字状に折曲げてその両端部を前記スラット歯の側面に取付けたことを特徴とする請求項1記載のコンベア装置。
【請求項1】
駆動輪と従動輪との間に掛けられたエンドレスの2条のチェーンに、該チェーンと直交し搬送方向に所定の間隔で複数のスラット歯が設けられ、該スラット歯上に被搬送材を載置して搬送する一次加工コンベアと、複数の駆動ローラを有し、前記一次加工コンベアの出側に設置されて該一次加工コンベアで搬送された被搬送材が移送される二次加工コンベアとからなり、
前記一次加工コンベアのスラット歯の搬送方向と反対側の側面に、該側面とほぼ直交して落下防止部材を設けたことを特徴とするコンベア装置。
【請求項2】
前記落下防止部材は、丸鋼棒をほぼコ字状に折曲げてその両端部を前記スラット歯の側面に取付けたことを特徴とする請求項1記載のコンベア装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−166909(P2009−166909A)
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願番号】特願2008−3848(P2008−3848)
【出願日】平成20年1月11日(2008.1.11)
【出願人】(502116922)ユニバーサル造船株式会社 (172)
【Fターム(参考)】
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願日】平成20年1月11日(2008.1.11)
【出願人】(502116922)ユニバーサル造船株式会社 (172)
【Fターム(参考)】
[ Back to top ]