
コンベヤチェーン設備
【課題】メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーン設備において、溶融ソルトを速やか且つ十分に排出することのできるコンベヤチェーン設備を提供すること。
【解決手段】一対のリンクプレートからなるリンク同士を、ブシュ7と該ブシュ7内に回転可能に挿通されたピン4とによって形成されるリンク連結部によって、長さ方向に連結してなり、オーステナイト状態の金属材を載置して搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するコンベヤチェーンであって、前記ブシュ7と前記ピン4との間に溶融ソルト入出間隙C47を形成すると共に、該間隙C47は外部と液的に連通することを特徴とするコンベヤチェーン設備。
【解決手段】一対のリンクプレートからなるリンク同士を、ブシュ7と該ブシュ7内に回転可能に挿通されたピン4とによって形成されるリンク連結部によって、長さ方向に連結してなり、オーステナイト状態の金属材を載置して搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するコンベヤチェーンであって、前記ブシュ7と前記ピン4との間に溶融ソルト入出間隙C47を形成すると共に、該間隙C47は外部と液的に連通することを特徴とするコンベヤチェーン設備。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、オーステナイト状態の金属材を搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するインライン熱処理設備用のコンベヤチェーン設備に関する。
【背景技術】
【0002】
従来より、中・高炭素鋼の線材を製造する際に、線材に強度を付与することを目的として、線材を熱間圧延してから、そのままのオーステナイト状態又はオーステナイト状態まで再加熱してから500℃前後の温度まで急冷して微細パーライトに変態させるパテンティングと呼ばれる熱処理技術が知られている。特に、熱間圧延された直後のルーズコイルの顕熱を利用するように、上述したパテンティングを、圧延ラインに続けてインラインで直接的に行う直接熱処理技術は、直接パテンティングと呼ばれる。
【0003】
特許文献1及び特許文献2には、このような直接パテンティングを行うことによって中・高炭素鋼の線材を製造する製造ラインに適用可能なインライン熱処理設備が開示されている。
【0004】
上記特許文献1、2に記載のインライン熱処理設備を用いて直接パテンティングを行う場合には、圧延ラインにおいてオーステナイト状態の線材を連続する非同心リング状態であるルーズコイルにしてから、このルーズコイルを圧延ラインの下流において溶融ソルトを満たした冷却槽内を通過するように搬送することによって熱処理を実行することができる。ここでは、ルーズコイルの搬送手段として、多数のコマ型ローラを並設している。
【0005】
特許文献3には、溶融ソルト中におけるルーズコイルの搬送に多数のフラットローラを並設する方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭59−31875号公報
【特許文献2】実開昭61−147255号公報
【特許文献3】特開2007−239069号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、コマ型ローラやフラットローラは、その上面にルーズコイルを載置した状態で各々が回転しながら順次搬送していくため、ルーズコイルとの間ですべり(摩擦)が生じ、搬送が不安定になったり、ルーズコイルに傷をつけてしまう問題がある。
【0008】
そこで、本発明者は、溶融ソルト中におけるルーズコイルの搬送にコンベヤチェーンの使用を検討した。コンベヤチェーンによれば、ルーズコイルをその上面に載置した状態でコンベヤチェーン自体が移動して搬送を行うため、ルーズコイルとの間で摩擦が生じることはなく、搬送が安定し、ルーズコイルを傷つける恐れもない。
【0009】
このように、コンベヤチェーンを用いることで、コマ型ローラやフラットローラの欠点である搬送の不安定さや、ルーズコイルに傷をつけてしまう問題については改善された。しかし、本発明者は、コンベヤチェーンを用いた場合に、コンベヤチェーンのメンテナンス時において、更なる問題が生じることを見出した。
【0010】
つまり、本発明では高温の溶融ソルトを用いているため、メンテナンス時において、溶融ソルト中に含浸された状態のコンベヤチェーンをメンテナンスすることは極めて困難である。したがって、メンテナンス時においては、コンベヤチェーンを溶融ソルトの液面上に露出する必要がある。溶融ソルト槽中において、通常、溶融ソルトの温度は400〜600℃に維持されるが、一般的な溶融ソルトの融点は150〜300℃であり、融点以下の温度に冷却されると、溶融ソルトは固化する。当然、コンベヤチェーンに付着した溶融ソルトも、大気への露出により融点以下に冷却された場合は、固化する。
【0011】
コンベヤチェーンの表面に付着した溶融ソルトは、重力により速やかに落下し、コンベヤチェーンから十分に除去されるが、コンベヤチェーンの摺動部、特に、後に詳述するブシュとピンとの間隙に侵入した溶融ソルトは、除去されない又は除去に時間を要し、十分に除去される前に、融点以下まで冷却され、固化してしまう。
【0012】
コンベヤチェーン設備に付着した溶融ソルトが冷却されて固化した場合、固化したソルトを除去することは難しく、メンテナンスを困難にする。さらに、このコンベヤチェーン設備を再度溶融ソルトに含浸しても、固化したソルトを再び溶融することは容易ではない。特に、摺動部における間隙に入り込んだ溶融ソルトが固化した場合は、摺動部の可動性が低下することで、運転に支障を及ぼす。さらに、固化したソルトが再度溶融する過程において、ソルトの体積膨張が起こり、コンベヤチェーン設備を破損する恐れもある。
【0013】
本発明者は、メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーン設備において、溶融ソルトをいかに排出するかを鋭意検討した。
【0014】
そこで、本発明は、メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーン設備において、溶融ソルトを速やか且つ十分に排出することのできるコンベヤチェーン設備を提供することを課題とする。
【0015】
本発明の他の課題は、以下の記載により明らかとなる。
【課題を解決するための手段】
【0016】
上記課題は、以下の各発明によって解決される。
【0017】
(請求項1)
一対のリンクプレートからなるリンク同士を、ブシュと、該ブシュ内に回転可能に挿通されたピンとによって形成されるリンク連結部によって、長さ方向に連結してなり、
オーステナイト状態の金属材を載置して搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するコンベヤチェーンであって、
前記ブシュと前記ピンとの間に溶融ソルト入出間隙を形成すると共に、該間隙は外部と液的に連通することを特徴とするコンベヤチェーン設備。
【0018】
(請求項2)
前記溶融ソルト入出間隙が、液抜流路を介して外部と液的に連通することを特徴とする請求項1記載のコンベヤチェーン設備。
【0019】
(請求項3)
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させて、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を確保すると共に、前記ブシュの両端面は、それぞれ外リンクプレートに接触し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とを、前記ブシュの端面に設けられた凹凸によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【0020】
(請求項4)
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させて、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を確保すると共に、前記ブシュの端面と外リンクプレートとの間に間隙を形成し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とを、前記ブシュの端面と外リンクプレートとの間の間隙によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【0021】
(請求項5)
前記ブシュの端面が凹凸を有することを特徴とする請求項4記載のコンベヤチェーン設備。
【0022】
(請求項6)
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させず、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を形成し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とが液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【0023】
(請求項7)
第2の液抜流路が、前記ブシュと前記ピンとの間の間隙と、外部とを、前記ブシュに穿設された外部に連通する1又は2以上の連通孔によって液的に連通して形成されることを特徴とする請求項3〜6の何れかに記載のコンベヤチェーン設備。
【0024】
(請求項8)
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させず、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を形成せず、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、外部とを、前記ブシュに穿設された外部に連通する1又は2以上の連通孔によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【0025】
(請求項9)
コンベヤチェーンを、溶融ソルトの液面上に露出可能に昇降させる昇降手段を有することを特徴とする請求項1〜8の何れかに記載のコンベヤチェーン設備。
【発明の効果】
【0026】
本発明によれば、メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーンにおいて、溶融ソルトを速やか且つ十分に排出することのできるコンベヤチェーンを提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明に係るコンベヤチェーンの一例を示す要部概略平面図
【図2】図1の側面図
【図3】本発明に係るコンベヤチェーンにおけるリンク連結部の部分拡大断面図
【図4】液抜流路の第1の態様を示す要部拡大断面図
【図5】ブシュの端面に、ブシュ径の中心から外周方向に4つの溝を設けた状態を示す側面及び断面図
【図6】ブシュの端面に、ブシュ径の中心から外周方向に6つの溝を設けた状態を示す側面及び断面図
【図7】液抜流路の第2の態様を示す要部拡大断面図
【図8】液抜流路の第3の態様を示す要部拡大断面図
【図9】ブシュのブシュ長手方向の中央付近に、2つの連通孔を設けた状態を示す側面及び断面図
【図10】本発明に係るコンベヤチェーンを備えたインライン熱処理設備における溶融ソルト槽の一例を示す側面図
【図11】コンベヤチェーンがガイドレールと係合した状態を示す図
【発明を実施するための形態】
【0028】
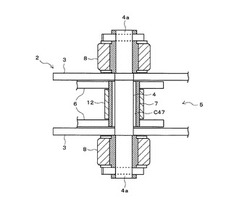
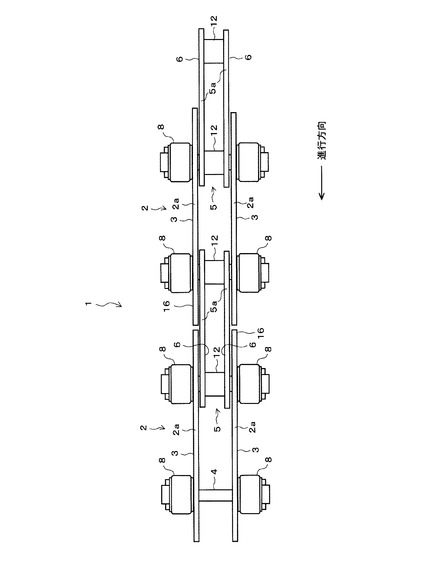
図1は、本発明に係るコンベヤチェーンの一例を示す要部概略平面図であり、図2は、図1の側面図、図3は、コンベヤチェーンにおけるリンク連結部の部分拡大断面図である。
【0029】
コンベヤチェーン1は、間隔をおいて平行に配置された一対の金属製の外リンクプレート3、3の両端側同士を、金属製のピン4、4で連結して外リンク2を形成すると共に、外リンクプレート3、3よりも僅かに狭い間隔をおいて平行に配置された一対の金属製の内リンクプレート6、6の両端側同士を、金属製のブシュ7、7で連結して内リンク5を形成している。外リンク2と内リンク5とは、リンク連結部を構成するピン4、4とブシュ7、7によって連結される。すなわち、外リンク2と内リンク5とは、外リンクプレート3、3の両端側同士を連結しているピン4、4を内リンク5におけるブシュ7、7内に回転可能に挿通させることによって連結され、これら外リンク2と内リンク5とが長さ方向に交互に連結されることにより、連続する無端状に構成される。
【0030】
ピン4の両端は外リンク2の両外側にそれぞれ突出して突出部4aを形成しており、各突出部4aにそれぞれ金属製のサイドローラ8が回転可能に設けられている。また、12はブシュ7の外周に回転可能に設けられ、スプロケットと係合する金属製のセンターローラである。
【0031】
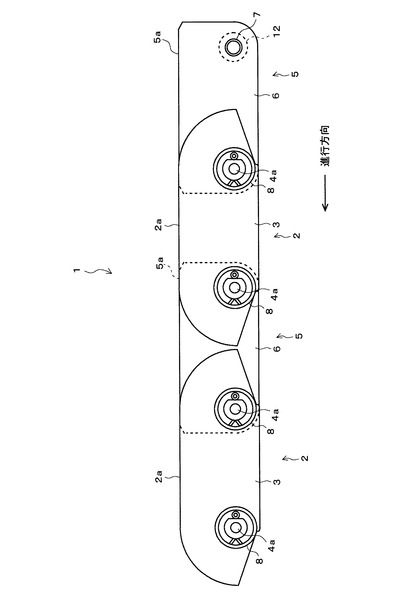
外リンク2の上端面2aと内リンク5の上端面5aとは、図2のようにコンベヤチェーン1を一直線状に延ばした状態で、各サイドローラ8の上端の高さ位置よりも上方に高く突出していると共に、いずれも同一高さとなるように形成されており(図11)、この外リンク2の上端面2aと内リンク5の上端面5aが、ルーズコイルWの載置面とされ、この上端面2a、5aにルーズコイルWを載置して搬送する。
【0032】
従来のコンベヤチェーンにおいては、ブシュとピンとの間には、摺動に必要な間隙のみが形成されるように、ブシュとピンとの間隙の平均は約0.4mm未満に設定されている(本明細書において、間隙の平均とは、ブシュとピンの中心軸同士を一致させた状態でのブシュ内面とピン外面との間隙を示す。)。このような従来のコンベヤチェーンを、400℃〜600℃の溶融ソルト内に浸漬されるコンベヤチェーンとして用いた場合は、メンテナンス時において、溶融ソルトの液面から露出した際に、溶融ソルトが前記間隙に残留する問題を生じる。これに対して、本発明のコンベヤチェーンは、前記ブシュ7と前記ピン4との間に溶融ソルト入出間隙C47を形成すると共に、該溶融ソルト入出間隙C47を外部と液的に連通させることにより、前記ブシュと前記ピンとの間に入り込んだ溶融ソルトを、速やか且つ十分に排出することが可能となり、前記問題を解決する。
【0033】
前記溶融ソルト入出間隙C47は、溶融ソルトが該溶融ソルト入出間隙C47から、速やか且つ十分に排出される間隙であり、好ましくは、前記ブシュ7と前記ピン4との間隙の平均を、0.6〜0.8mmとすることによって形成される。
【0034】
このようにして形成される間隙は、従来のコンベヤチェーンにおける間隙の約1.5〜2.0倍に相当する。
【0035】
当業者であれば、ブシュとピンとの間の間隙を大きく設定したのでは、溶融ソルトをより多く取り込む結果となり、前述したメンテナンス時等における固結による問題がさらに拡大すると考えるであろう。にもかかわらず、本発明が従来のコンベヤチェーンよりも大きな間隙を設定する理由について、以下に詳述する。
【0036】
つまり、本発明者は、ブシュとピンとの間の間隙中における液体の挙動に注目し、該間隙において、毛細管現象が強く働くことを見出し、本発明を完成するに至った。
【0037】
前記数値が、従来のコンベヤチェーンのように、ブシュとピンとの間隙の平均が約0.4mm未満である場合は、ブシュとピンとの間に形成される間隙が狭くなるため、毛細管現象が大きく働き、該間隙に入り込んだ溶融ソルトが排出され難くなる。
【0038】
あるいは、ブシュとピンとの間の間隙を完全に無くした場合は、該間隙に溶融ソルトが取り込まれることはないが、これではピンとブシュとが互いに摺動不能となるため実用的ではない。
【0039】
一方、ブシュとピンとの間隙の平均が0.8mmを超えると、運転時において、ブシュとピンとの間にガタつきが生じてしまい、搬送が不安定且つ危険である。
【0040】
本発明においては、上述した溶融ソルト入出間隙C47を、外部と液的に連通させることにより、前記ブシュ7と前記ピン4との間に入り込んだ溶融ソルトを、前記溶融ソルト入出間隙C47から、外部まで速やか且つ十分に排出されるように構成される。
【0041】
前記外部とは、コンベヤチェーンが形成する間隙の外部であり、該間隙としては、ブシュの端面と内リンクプレートとが形成する間隙や、内リンクプレートと外リンクプレートとが形成する間隙等が挙げられる。
【0042】
本発明においては、前記溶融ソルト入出間隙が、液抜流路を介して外部と液的に連通するように構成することが好ましい。
【0043】
本発明における前記液抜流路について、以下に図面を参照しながら例示する。
【0044】
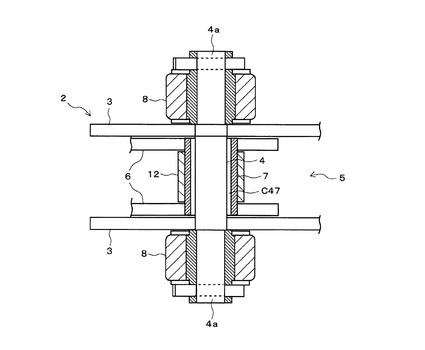
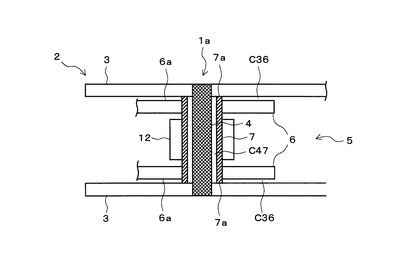
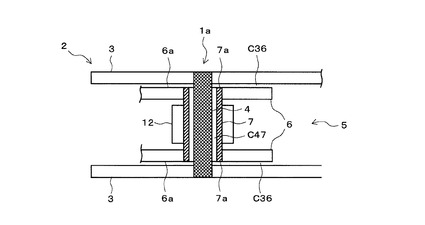
図4は、液抜流路の第1の態様を示す要部拡大断面図である。
【0045】
図4において、1aはリンク連結部であり、リンク連結部1aにおいて、ブシュ7を固着した内リンク5と、ピン4を固着すると共に、該内リンク5の外側に重なり合うように配置されている外リンク2とが連結されている。
【0046】
また、前記ブシュ7の端面7aを前記内リンクプレート6の外側面よりも突出させて、前記内リンクプレート6と前記外リンクプレート3との間に外部と液的に連通する間隙C36を確保すると共に、前記ブシュ7の両端面7aは、それぞれ外リンクプレート3、3に接触するように構成されている。
【0047】
そして、前記液抜流路は、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36とを、前記ブシュ7の端面7aに設けられた凹凸によって液的に連通して形成されている。
【0048】
前記ブシュ7の端面7aの突出幅としては、0.5mm以上であることが好ましい。このような突出幅を与えることにより、前記内リンクプレート6と前記外リンクプレート3との間に外部と液的に連通する間隙C36を好ましく確保することができる。
【0049】
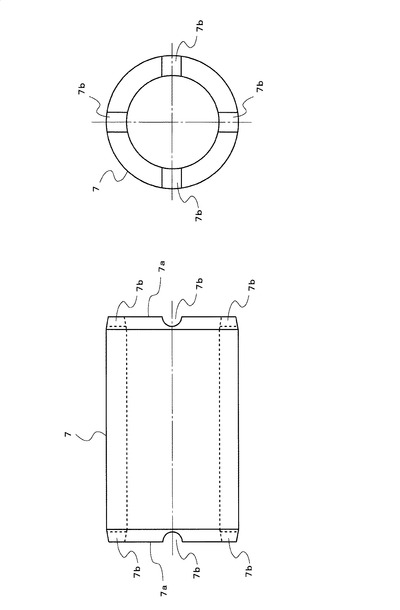
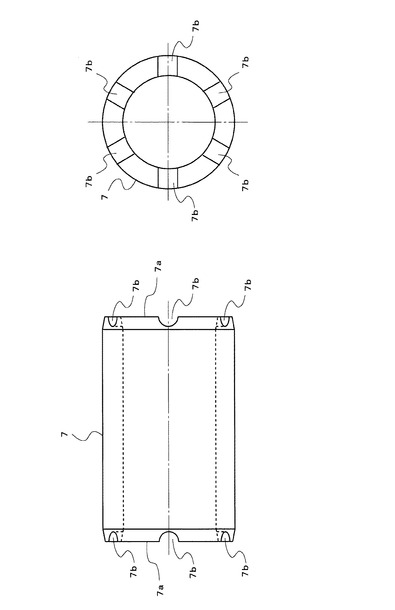
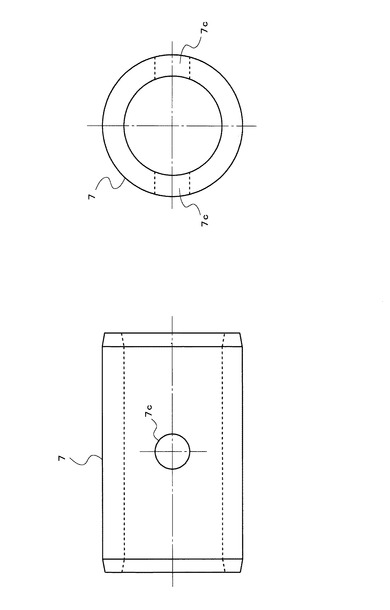
前記ブシュ7の端面7aに設けられる凹凸の例について、図5及び図6を用いて説明する。
【0050】
まず、図5は、ブシュ7の端面7aに、ブシュ径の中心から外周方向に4つの溝7bを設けた状態を示す側面及び断面図であり、図6は、同様に6つの溝7bを設けた状態を示す側面及び断面図である。
【0051】
このように、ブシュ7の端面7aに、ブシュ径の中心から外周方向に1又は2以上の溝7bを設けることにより、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36とを、前記ブシュ7の端面7aに設けられた溝7bによって液的に連通とされ、溶融ソルトが、速やか且つ十分に排出されるようになる。特に、溝7bを複数設けた場合は、溝7bを介してブシュ7とピン4との間の溶融ソルト入出間隙C47に大気が取り込まれやすくなる効果が大きくなり、溶融ソルトの排出が更に促される。
【0052】
前記凹凸として、前記溝を設ける代わりに、前記ブシュ7の端面7aに、1又は2以上の突起を設け、突起の先端を外リンクプレート3に接触するように構成しても、同様の効果が得られる。
【0053】
また、上述の前記ブシュ7の端面7aを外リンクプレート3に接触させる構成を用いると、ピン4の長手方向に対するブシュ4の位置が固定されるので、内リンク5と外リンク2との連結部におけるガタつきを防ぐ効果が得られる。
【0054】
上述した前記ブシュ7の端面7aを前記内リンクプレート6、6の外側面よりも突出させる構成において、前記ブシュ7の端面7aに凹凸を設ける代わりに、次に示すように、前記ブシュ7の端面7aと外リンクプレート3との間に間隙C37を形成することによって、前記液抜流路を形成してもよい。
【0055】
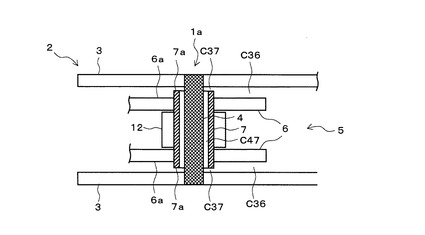
図7は、液抜流路の第2の態様を示す要部拡大断面図である。
【0056】
前記液抜流路は、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36とを、前記ブシュ7の端面7aと外リンクプレート3との間の間隙C37によって液的に連通して形成される。
【0057】
前記ブシュ7の端面7aと前記外リンクプレート3との間の間隙C37は、前記外リンクプレート3、3間の幅を、前記ブシュ7の両端面7a、7a間の幅よりも、好ましくは0.8mm以上、より好ましくは1.0mm以上大きく設定することにより形成される。例えば、上記の値を0.8mmとした場合、前記ブシュ7が、ピン4の中心に配置される場合乃至ピン4の長手方向に偏在する場合において、前記ブシュ7の端面7aと前記外リンクプレート3との間に少なくとも0.4mmの間隙が形成されることとなり、液的な連通を可能とする。
【0058】
また、このように構成された前記ブシュ7の端面7aに、上述した凹凸を設けてもよい。
【0059】
図8は、液抜流路の第3の態様を示す要部拡大断面図である。
【0060】
ここでは、前記ブシュ7の端面7aを前記内リンク5が有するリンクプレート6の外側面よりも突出させず、前記内リンクプレート6と前記外リンクプレート3との間に外部と液的に連通する間隙C36を形成し、前記液抜流路を、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36とを隣接させて液的に連通させて形成している。
【0061】
この場合、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36は、前記外リンクプレート3、3間の幅を、前記内リンクプレート6、6の外側面間の幅よりも、好ましくは0.8mm以上、より好ましくは1.0mm以上大きく設定することにより形成される。上記の値を0.8mmとした場合、前記内リンク5が、前記外リンクプレート3、3間の中心に配置される場合乃前記外リンクプレート3、3の何れかの側に偏在する場合において、前記内リンクプレート6と前記外リンクプレート3との間に少なくとも0.4mmの間隙が形成されることとなり、液的な連通を可能とする。
【0062】
本発明において、液抜流路は、1つの溶融ソルト入出間隙C47に対して、2以上設けられてもよい。
【0063】
まず、コンベヤチェーンのリンク連結部は、コンベヤチェーンの長さ方向に対して左右対称に構成されるため、以上に例示した液抜流路は、左右の両方に形成することができる。
【0064】
さらに、本発明における液抜流路は、上述した内リンクプレート6と外リンクプレート3との間の間隙C36を経由する液抜流路に限定されず、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、外部とを、以下に詳述する前記ブシュ7に穿設された外部に連通する1又は2以上の連通孔7cによって液的に連通して形成してもよい。
【0065】
図9は、ブシュのブシュ長手方向の中央付近に、2つの連通孔を設けた状態を示す側面及び断面図である。
【0066】
このような連通孔7cによって形成される液抜流路は、前記ブシュ7の端面を前記内リンクプレート6の外側面よりも突出させない、又は、前記内リンクプレート6と前記外リンクプレート3との間に外部と液的に連通する間隙C36を形成せない場合においても形成することが可能である。
【0067】
なお、前述したセンターローラ12を用いている場合は、センターローラ12が前記連通孔7cを液的に塞がないように、例えば、センターローラ12とブシュ7との間の間隙を、前記溶融ソルト入出間隙C47と同様に設定する等の処置を施すことが好ましい。
【0068】
連通孔7cによって形成される液抜流路は、前述した内リンクプレート6と外リンクプレート3との間の間隙C36を経由する液抜流路と併せて、第2の液抜流路として併用してもよい。
【0069】
前記連通孔7cによる液抜流路を、内リンクプレート6と外リンクプレート3との間の間隙C36を経由する液抜流路と併用した場合は、ブシュ7とピン4との間の溶融ソルト入出間隙C47に大気が取り込まれやすくなる効果も大きくなり、相乗効果的に、溶融ソルトが、更に速やか且つ十分に排出されるようになる。
【0070】
また、上述した各態様において、前記ピン4に、長手方向の溝を1又は2以上形成してもよい。これにより、ブシュ7とピン4との間の溶融ソルト入出間隙C47に入り込んだ溶融ソルトが、ブシュ7の端面7aまで移動するための流路が好ましく形成される。
【0071】
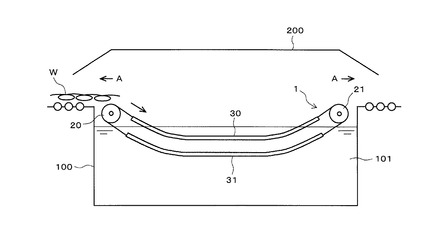
次に、本発明に係るチェーン1を備えたインライン熱処理設備の一例について図10を用いて説明する。
【0072】
図中、100は溶融ソルト101を貯留する溶融ソルト槽である。溶融ソルト101は、硝酸または亜硝酸のアルカリ金属塩から選ばれる1種又は2種以上の組み合わせからなり、好ましくは、亜硝酸ナトリウム、硝酸ナトリウム、硝酸カリウムの少なくとも何れか1種からなることであり、より好ましくは、硝酸ナトリウム:硝酸カリウム=30〜60:70〜40(重量比)の組成からなることである。
【0073】
また、溶融ソルト槽100における溶融ソルト101の温度は、400℃〜600℃の範囲である。
【0074】
本発明に係るコンベヤチェーン1は、溶融ソルト槽100における溶融ソルト101の液面上に、互いに所定距離をおいて配置された一対のスプロケット20、21に亘って架け渡されて張設される。そして、これら一対のスプロケット20、21の間に張設されたコンベヤチェーン1の組が、溶融ソルト槽100内に複数に平行に並設されることで、インライン熱処理設備における溶融ソルト101への搬送設備が構成される。
【0075】
スプロケット20、21の間には、ルーズコイルWの入側に配置されたスプロケット20の近傍から溶融ソルト101内に向けて徐々に下向傾斜し、該溶融ソルト101内を通って出側に向けて徐々に上向傾斜し、該出側に配置されたスプロケット21に亘ってコンベヤチェーン1の搬送ラインを形成するガイドレール30、31が設けられている。ガイドレール30は溶融ソルト槽100の上方に配置されたルーズコイルWの搬送側のレールであり、ガイドレール31は下方に配置されたコンベヤチェーン1の戻り側のレールである。
【0076】
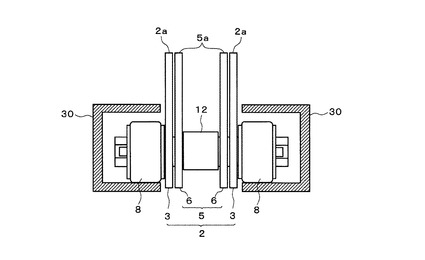
図11は、コンベヤチェーン1がガイドレール30と係合した状態を、コンベヤチェーン1の搬送方向側から見た断面図である。
【0077】
ガイドレール30、31は、1本のコンベヤチェーン1に対してそれぞれ2本ずつ設けられている。ガイドレール30はそれぞれ断面コの字状を呈し、各コの字部分が内側に向き合うように配置され、コンベヤチェーン1の両側にそれぞれ突設されるサイドローラ8をコの字部内に係合させ、スプロケット20、21の回動に伴うコンベヤチェーン1の移動を、サイドローラ8を回転させながら両側からガイドする。
【0078】
ルーズコイルWは、溶融ソルト槽100の上流側において、不図示の圧延ラインから、連続する非同心リング状態でこのコンベヤチェーン1の外リンク2及び内リンク5の上端面2a、5aに亘って載置され、スプロケット20、21の回動によるコンベヤチェーン1の移動に伴って搬送されつつ溶融ソルト槽100の溶融ソルト101内に浸漬される。
【0079】
本発明のコンベヤチェーンは、上述した構成を有することにより、メンテナンス時において、溶融ソルトの液面上に露出した際に、溶融ソルトを速やか且つ十分に排出することが可能となる。
【0080】
コンベヤチェーンの溶融ソルト液面上への露出は、一対のスプロケット20、21及びガイドレール30、31を含むコンベヤチェーン設備全体を、ジャッキ等の昇降手段によって、溶融ソルト槽100に対して昇降可能に構成することが好ましい。これにより、メンテナンス時等において、速やか且つ容易に、コンベヤチェーン1を上昇させて溶融ソルト101の液面上に露出させることができ、作業性を向上させることができる。
【0081】
また、前記昇降手段は、溶融ソルトの液面上に露出したコンベヤチェーンに、前記ブシュが長手方向に傾斜するように、傾斜を付与可能に構成されることが好ましい。この傾斜により、ブシュ7とピン4との間の溶融ソルト入出間隙C47に浸入した溶融ソルトに対して液流を生じさせて、排出を促すことができる。また、コンベヤチェーンの表面に付着した溶融ソルトを落下させる効果も得られる。
【0082】
さらに、前記昇降手段は、溶融ソルトの液面上に露出したコンベヤチェーンに振動を与えられるように構成してもよい。これにより、上述した傾斜を与えた場合と同様の効果が得られる。
【0083】
なお、図10において、符号200は溶融ソルト槽100の上方を被覆する天蓋部であり、溶融ソルト101の上方の空間を所定の高温状態に維持できるようにしている。
【0084】
これにより、駆動時、コンベヤチェーン1がスプロケット20、21の部位において溶融ソルト101の液面上に露出した際、コンベヤチェーン1に付着した溶融ソルトが冷却されて固化してしまうことを防止する。
【0085】
この天蓋部200は、上述の昇降手段によってコンベヤチェーン1と共に昇降可能とすることが好ましい。このように構成することは、メンテナンス時等において、コンベヤチェーン1を溶融ソルト101の液面上に露出した際、溶融ソルトが融点以下まで冷却されるまでの時間を遅らせる効果が得られ、ブシュ7とピン4との間の溶融ソルト入出間隙C47に浸入した溶融ソルトを排出する上で好ましい。
【0086】
また、以上の実施形態では、コンベヤチェーン1が外リンク2と内リンク5とを交互に連結することにより形成されるようにしたが、本発明はリンク同士がリンク連結部によって多数連結されればよく、必ずしも各リンクが外リンク2と内リンク5とに分かれていなくてもよい。例えば各リンクを、一端側が外リンク、他端側が内リンクとなる同一構造に形成し、そのリンク同士を、一方のリンクの一端側の外リンクを他方のリンクの他端側の内リンクの外側に配置するように順次連結してコンベヤチェーンを構成してもよい。
【0087】
更に、本発明は必ずしもルーズコイルの搬送用に限定されず、400℃〜600℃の溶融ソルト内に浸漬させて冷却するオーステナイト状態の金属材を搬送するものであれば広く適用できる。
【0088】
また、これに限らず、液面上に露出した際の液の排出が、速やか且つ十分に行われることを要求されるチェーンであれば、本発明を適用可能である。
【0089】
例えば、常温で固化する性質を有する物質を、常温以外の温度において溶融し、溶融された該物質中に浸漬されるチェーンであれば、搬送用に限らず、本発明を適用可能である。
【0090】
また、例えば、本発明が適用されたチェーンが、異なる2種の液(液A及び液B)に順次浸漬される場合、液Aに浸漬された後に、液A液面上に露出した際に、チェーンから液Aが速やか且つ十分に排出されるので、その後、チェーンを液Bに浸漬しても、液B中に液Aが混入することを防ぐ効果も得られる。
【0091】
上述した溶融ソルト入出間隙及び液抜流路の構成は、コンベヤチェーンにおいて、ブシュとピンとの間の間隙だけでなく、他の回転摺動部位における回転軸と軸受との間の間隙に適用してもよい。
【符号の説明】
【0092】
1:コンベヤチェーン
1a:リンク連結部
2:外リンク
2a:上端面
3:外リンクプレート
3a:円弧面
4:ピン
4a:突出部
5:内リンク
5a:上端面
6:内リンクプレート
6a:外側面
7:ブシュ
7a:端面
7b:溝
7c:孔
8:サイドローラ
12:センターローラ
100:溶融ソルト槽
101:溶融ソルト
20、21:スプロケット
30、31:ガイドレール
200:天蓋部
C36、C37、C47:間隙
W:ルーズコイル
【技術分野】
【0001】
本発明は、オーステナイト状態の金属材を搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するインライン熱処理設備用のコンベヤチェーン設備に関する。
【背景技術】
【0002】
従来より、中・高炭素鋼の線材を製造する際に、線材に強度を付与することを目的として、線材を熱間圧延してから、そのままのオーステナイト状態又はオーステナイト状態まで再加熱してから500℃前後の温度まで急冷して微細パーライトに変態させるパテンティングと呼ばれる熱処理技術が知られている。特に、熱間圧延された直後のルーズコイルの顕熱を利用するように、上述したパテンティングを、圧延ラインに続けてインラインで直接的に行う直接熱処理技術は、直接パテンティングと呼ばれる。
【0003】
特許文献1及び特許文献2には、このような直接パテンティングを行うことによって中・高炭素鋼の線材を製造する製造ラインに適用可能なインライン熱処理設備が開示されている。
【0004】
上記特許文献1、2に記載のインライン熱処理設備を用いて直接パテンティングを行う場合には、圧延ラインにおいてオーステナイト状態の線材を連続する非同心リング状態であるルーズコイルにしてから、このルーズコイルを圧延ラインの下流において溶融ソルトを満たした冷却槽内を通過するように搬送することによって熱処理を実行することができる。ここでは、ルーズコイルの搬送手段として、多数のコマ型ローラを並設している。
【0005】
特許文献3には、溶融ソルト中におけるルーズコイルの搬送に多数のフラットローラを並設する方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭59−31875号公報
【特許文献2】実開昭61−147255号公報
【特許文献3】特開2007−239069号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、コマ型ローラやフラットローラは、その上面にルーズコイルを載置した状態で各々が回転しながら順次搬送していくため、ルーズコイルとの間ですべり(摩擦)が生じ、搬送が不安定になったり、ルーズコイルに傷をつけてしまう問題がある。
【0008】
そこで、本発明者は、溶融ソルト中におけるルーズコイルの搬送にコンベヤチェーンの使用を検討した。コンベヤチェーンによれば、ルーズコイルをその上面に載置した状態でコンベヤチェーン自体が移動して搬送を行うため、ルーズコイルとの間で摩擦が生じることはなく、搬送が安定し、ルーズコイルを傷つける恐れもない。
【0009】
このように、コンベヤチェーンを用いることで、コマ型ローラやフラットローラの欠点である搬送の不安定さや、ルーズコイルに傷をつけてしまう問題については改善された。しかし、本発明者は、コンベヤチェーンを用いた場合に、コンベヤチェーンのメンテナンス時において、更なる問題が生じることを見出した。
【0010】
つまり、本発明では高温の溶融ソルトを用いているため、メンテナンス時において、溶融ソルト中に含浸された状態のコンベヤチェーンをメンテナンスすることは極めて困難である。したがって、メンテナンス時においては、コンベヤチェーンを溶融ソルトの液面上に露出する必要がある。溶融ソルト槽中において、通常、溶融ソルトの温度は400〜600℃に維持されるが、一般的な溶融ソルトの融点は150〜300℃であり、融点以下の温度に冷却されると、溶融ソルトは固化する。当然、コンベヤチェーンに付着した溶融ソルトも、大気への露出により融点以下に冷却された場合は、固化する。
【0011】
コンベヤチェーンの表面に付着した溶融ソルトは、重力により速やかに落下し、コンベヤチェーンから十分に除去されるが、コンベヤチェーンの摺動部、特に、後に詳述するブシュとピンとの間隙に侵入した溶融ソルトは、除去されない又は除去に時間を要し、十分に除去される前に、融点以下まで冷却され、固化してしまう。
【0012】
コンベヤチェーン設備に付着した溶融ソルトが冷却されて固化した場合、固化したソルトを除去することは難しく、メンテナンスを困難にする。さらに、このコンベヤチェーン設備を再度溶融ソルトに含浸しても、固化したソルトを再び溶融することは容易ではない。特に、摺動部における間隙に入り込んだ溶融ソルトが固化した場合は、摺動部の可動性が低下することで、運転に支障を及ぼす。さらに、固化したソルトが再度溶融する過程において、ソルトの体積膨張が起こり、コンベヤチェーン設備を破損する恐れもある。
【0013】
本発明者は、メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーン設備において、溶融ソルトをいかに排出するかを鋭意検討した。
【0014】
そこで、本発明は、メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーン設備において、溶融ソルトを速やか且つ十分に排出することのできるコンベヤチェーン設備を提供することを課題とする。
【0015】
本発明の他の課題は、以下の記載により明らかとなる。
【課題を解決するための手段】
【0016】
上記課題は、以下の各発明によって解決される。
【0017】
(請求項1)
一対のリンクプレートからなるリンク同士を、ブシュと、該ブシュ内に回転可能に挿通されたピンとによって形成されるリンク連結部によって、長さ方向に連結してなり、
オーステナイト状態の金属材を載置して搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するコンベヤチェーンであって、
前記ブシュと前記ピンとの間に溶融ソルト入出間隙を形成すると共に、該間隙は外部と液的に連通することを特徴とするコンベヤチェーン設備。
【0018】
(請求項2)
前記溶融ソルト入出間隙が、液抜流路を介して外部と液的に連通することを特徴とする請求項1記載のコンベヤチェーン設備。
【0019】
(請求項3)
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させて、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を確保すると共に、前記ブシュの両端面は、それぞれ外リンクプレートに接触し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とを、前記ブシュの端面に設けられた凹凸によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【0020】
(請求項4)
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させて、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を確保すると共に、前記ブシュの端面と外リンクプレートとの間に間隙を形成し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とを、前記ブシュの端面と外リンクプレートとの間の間隙によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【0021】
(請求項5)
前記ブシュの端面が凹凸を有することを特徴とする請求項4記載のコンベヤチェーン設備。
【0022】
(請求項6)
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させず、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を形成し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とが液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【0023】
(請求項7)
第2の液抜流路が、前記ブシュと前記ピンとの間の間隙と、外部とを、前記ブシュに穿設された外部に連通する1又は2以上の連通孔によって液的に連通して形成されることを特徴とする請求項3〜6の何れかに記載のコンベヤチェーン設備。
【0024】
(請求項8)
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させず、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を形成せず、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、外部とを、前記ブシュに穿設された外部に連通する1又は2以上の連通孔によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【0025】
(請求項9)
コンベヤチェーンを、溶融ソルトの液面上に露出可能に昇降させる昇降手段を有することを特徴とする請求項1〜8の何れかに記載のコンベヤチェーン設備。
【発明の効果】
【0026】
本発明によれば、メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーンにおいて、溶融ソルトを速やか且つ十分に排出することのできるコンベヤチェーンを提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明に係るコンベヤチェーンの一例を示す要部概略平面図
【図2】図1の側面図
【図3】本発明に係るコンベヤチェーンにおけるリンク連結部の部分拡大断面図
【図4】液抜流路の第1の態様を示す要部拡大断面図
【図5】ブシュの端面に、ブシュ径の中心から外周方向に4つの溝を設けた状態を示す側面及び断面図
【図6】ブシュの端面に、ブシュ径の中心から外周方向に6つの溝を設けた状態を示す側面及び断面図
【図7】液抜流路の第2の態様を示す要部拡大断面図
【図8】液抜流路の第3の態様を示す要部拡大断面図
【図9】ブシュのブシュ長手方向の中央付近に、2つの連通孔を設けた状態を示す側面及び断面図
【図10】本発明に係るコンベヤチェーンを備えたインライン熱処理設備における溶融ソルト槽の一例を示す側面図
【図11】コンベヤチェーンがガイドレールと係合した状態を示す図
【発明を実施するための形態】
【0028】
図1は、本発明に係るコンベヤチェーンの一例を示す要部概略平面図であり、図2は、図1の側面図、図3は、コンベヤチェーンにおけるリンク連結部の部分拡大断面図である。
【0029】
コンベヤチェーン1は、間隔をおいて平行に配置された一対の金属製の外リンクプレート3、3の両端側同士を、金属製のピン4、4で連結して外リンク2を形成すると共に、外リンクプレート3、3よりも僅かに狭い間隔をおいて平行に配置された一対の金属製の内リンクプレート6、6の両端側同士を、金属製のブシュ7、7で連結して内リンク5を形成している。外リンク2と内リンク5とは、リンク連結部を構成するピン4、4とブシュ7、7によって連結される。すなわち、外リンク2と内リンク5とは、外リンクプレート3、3の両端側同士を連結しているピン4、4を内リンク5におけるブシュ7、7内に回転可能に挿通させることによって連結され、これら外リンク2と内リンク5とが長さ方向に交互に連結されることにより、連続する無端状に構成される。
【0030】
ピン4の両端は外リンク2の両外側にそれぞれ突出して突出部4aを形成しており、各突出部4aにそれぞれ金属製のサイドローラ8が回転可能に設けられている。また、12はブシュ7の外周に回転可能に設けられ、スプロケットと係合する金属製のセンターローラである。
【0031】
外リンク2の上端面2aと内リンク5の上端面5aとは、図2のようにコンベヤチェーン1を一直線状に延ばした状態で、各サイドローラ8の上端の高さ位置よりも上方に高く突出していると共に、いずれも同一高さとなるように形成されており(図11)、この外リンク2の上端面2aと内リンク5の上端面5aが、ルーズコイルWの載置面とされ、この上端面2a、5aにルーズコイルWを載置して搬送する。
【0032】
従来のコンベヤチェーンにおいては、ブシュとピンとの間には、摺動に必要な間隙のみが形成されるように、ブシュとピンとの間隙の平均は約0.4mm未満に設定されている(本明細書において、間隙の平均とは、ブシュとピンの中心軸同士を一致させた状態でのブシュ内面とピン外面との間隙を示す。)。このような従来のコンベヤチェーンを、400℃〜600℃の溶融ソルト内に浸漬されるコンベヤチェーンとして用いた場合は、メンテナンス時において、溶融ソルトの液面から露出した際に、溶融ソルトが前記間隙に残留する問題を生じる。これに対して、本発明のコンベヤチェーンは、前記ブシュ7と前記ピン4との間に溶融ソルト入出間隙C47を形成すると共に、該溶融ソルト入出間隙C47を外部と液的に連通させることにより、前記ブシュと前記ピンとの間に入り込んだ溶融ソルトを、速やか且つ十分に排出することが可能となり、前記問題を解決する。
【0033】
前記溶融ソルト入出間隙C47は、溶融ソルトが該溶融ソルト入出間隙C47から、速やか且つ十分に排出される間隙であり、好ましくは、前記ブシュ7と前記ピン4との間隙の平均を、0.6〜0.8mmとすることによって形成される。
【0034】
このようにして形成される間隙は、従来のコンベヤチェーンにおける間隙の約1.5〜2.0倍に相当する。
【0035】
当業者であれば、ブシュとピンとの間の間隙を大きく設定したのでは、溶融ソルトをより多く取り込む結果となり、前述したメンテナンス時等における固結による問題がさらに拡大すると考えるであろう。にもかかわらず、本発明が従来のコンベヤチェーンよりも大きな間隙を設定する理由について、以下に詳述する。
【0036】
つまり、本発明者は、ブシュとピンとの間の間隙中における液体の挙動に注目し、該間隙において、毛細管現象が強く働くことを見出し、本発明を完成するに至った。
【0037】
前記数値が、従来のコンベヤチェーンのように、ブシュとピンとの間隙の平均が約0.4mm未満である場合は、ブシュとピンとの間に形成される間隙が狭くなるため、毛細管現象が大きく働き、該間隙に入り込んだ溶融ソルトが排出され難くなる。
【0038】
あるいは、ブシュとピンとの間の間隙を完全に無くした場合は、該間隙に溶融ソルトが取り込まれることはないが、これではピンとブシュとが互いに摺動不能となるため実用的ではない。
【0039】
一方、ブシュとピンとの間隙の平均が0.8mmを超えると、運転時において、ブシュとピンとの間にガタつきが生じてしまい、搬送が不安定且つ危険である。
【0040】
本発明においては、上述した溶融ソルト入出間隙C47を、外部と液的に連通させることにより、前記ブシュ7と前記ピン4との間に入り込んだ溶融ソルトを、前記溶融ソルト入出間隙C47から、外部まで速やか且つ十分に排出されるように構成される。
【0041】
前記外部とは、コンベヤチェーンが形成する間隙の外部であり、該間隙としては、ブシュの端面と内リンクプレートとが形成する間隙や、内リンクプレートと外リンクプレートとが形成する間隙等が挙げられる。
【0042】
本発明においては、前記溶融ソルト入出間隙が、液抜流路を介して外部と液的に連通するように構成することが好ましい。
【0043】
本発明における前記液抜流路について、以下に図面を参照しながら例示する。
【0044】
図4は、液抜流路の第1の態様を示す要部拡大断面図である。
【0045】
図4において、1aはリンク連結部であり、リンク連結部1aにおいて、ブシュ7を固着した内リンク5と、ピン4を固着すると共に、該内リンク5の外側に重なり合うように配置されている外リンク2とが連結されている。
【0046】
また、前記ブシュ7の端面7aを前記内リンクプレート6の外側面よりも突出させて、前記内リンクプレート6と前記外リンクプレート3との間に外部と液的に連通する間隙C36を確保すると共に、前記ブシュ7の両端面7aは、それぞれ外リンクプレート3、3に接触するように構成されている。
【0047】
そして、前記液抜流路は、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36とを、前記ブシュ7の端面7aに設けられた凹凸によって液的に連通して形成されている。
【0048】
前記ブシュ7の端面7aの突出幅としては、0.5mm以上であることが好ましい。このような突出幅を与えることにより、前記内リンクプレート6と前記外リンクプレート3との間に外部と液的に連通する間隙C36を好ましく確保することができる。
【0049】
前記ブシュ7の端面7aに設けられる凹凸の例について、図5及び図6を用いて説明する。
【0050】
まず、図5は、ブシュ7の端面7aに、ブシュ径の中心から外周方向に4つの溝7bを設けた状態を示す側面及び断面図であり、図6は、同様に6つの溝7bを設けた状態を示す側面及び断面図である。
【0051】
このように、ブシュ7の端面7aに、ブシュ径の中心から外周方向に1又は2以上の溝7bを設けることにより、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36とを、前記ブシュ7の端面7aに設けられた溝7bによって液的に連通とされ、溶融ソルトが、速やか且つ十分に排出されるようになる。特に、溝7bを複数設けた場合は、溝7bを介してブシュ7とピン4との間の溶融ソルト入出間隙C47に大気が取り込まれやすくなる効果が大きくなり、溶融ソルトの排出が更に促される。
【0052】
前記凹凸として、前記溝を設ける代わりに、前記ブシュ7の端面7aに、1又は2以上の突起を設け、突起の先端を外リンクプレート3に接触するように構成しても、同様の効果が得られる。
【0053】
また、上述の前記ブシュ7の端面7aを外リンクプレート3に接触させる構成を用いると、ピン4の長手方向に対するブシュ4の位置が固定されるので、内リンク5と外リンク2との連結部におけるガタつきを防ぐ効果が得られる。
【0054】
上述した前記ブシュ7の端面7aを前記内リンクプレート6、6の外側面よりも突出させる構成において、前記ブシュ7の端面7aに凹凸を設ける代わりに、次に示すように、前記ブシュ7の端面7aと外リンクプレート3との間に間隙C37を形成することによって、前記液抜流路を形成してもよい。
【0055】
図7は、液抜流路の第2の態様を示す要部拡大断面図である。
【0056】
前記液抜流路は、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36とを、前記ブシュ7の端面7aと外リンクプレート3との間の間隙C37によって液的に連通して形成される。
【0057】
前記ブシュ7の端面7aと前記外リンクプレート3との間の間隙C37は、前記外リンクプレート3、3間の幅を、前記ブシュ7の両端面7a、7a間の幅よりも、好ましくは0.8mm以上、より好ましくは1.0mm以上大きく設定することにより形成される。例えば、上記の値を0.8mmとした場合、前記ブシュ7が、ピン4の中心に配置される場合乃至ピン4の長手方向に偏在する場合において、前記ブシュ7の端面7aと前記外リンクプレート3との間に少なくとも0.4mmの間隙が形成されることとなり、液的な連通を可能とする。
【0058】
また、このように構成された前記ブシュ7の端面7aに、上述した凹凸を設けてもよい。
【0059】
図8は、液抜流路の第3の態様を示す要部拡大断面図である。
【0060】
ここでは、前記ブシュ7の端面7aを前記内リンク5が有するリンクプレート6の外側面よりも突出させず、前記内リンクプレート6と前記外リンクプレート3との間に外部と液的に連通する間隙C36を形成し、前記液抜流路を、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36とを隣接させて液的に連通させて形成している。
【0061】
この場合、前記内リンクプレート6と前記外リンクプレート3との間の間隙C36は、前記外リンクプレート3、3間の幅を、前記内リンクプレート6、6の外側面間の幅よりも、好ましくは0.8mm以上、より好ましくは1.0mm以上大きく設定することにより形成される。上記の値を0.8mmとした場合、前記内リンク5が、前記外リンクプレート3、3間の中心に配置される場合乃前記外リンクプレート3、3の何れかの側に偏在する場合において、前記内リンクプレート6と前記外リンクプレート3との間に少なくとも0.4mmの間隙が形成されることとなり、液的な連通を可能とする。
【0062】
本発明において、液抜流路は、1つの溶融ソルト入出間隙C47に対して、2以上設けられてもよい。
【0063】
まず、コンベヤチェーンのリンク連結部は、コンベヤチェーンの長さ方向に対して左右対称に構成されるため、以上に例示した液抜流路は、左右の両方に形成することができる。
【0064】
さらに、本発明における液抜流路は、上述した内リンクプレート6と外リンクプレート3との間の間隙C36を経由する液抜流路に限定されず、前記ブシュ7と前記ピン4との間の溶融ソルト入出間隙C47と、外部とを、以下に詳述する前記ブシュ7に穿設された外部に連通する1又は2以上の連通孔7cによって液的に連通して形成してもよい。
【0065】
図9は、ブシュのブシュ長手方向の中央付近に、2つの連通孔を設けた状態を示す側面及び断面図である。
【0066】
このような連通孔7cによって形成される液抜流路は、前記ブシュ7の端面を前記内リンクプレート6の外側面よりも突出させない、又は、前記内リンクプレート6と前記外リンクプレート3との間に外部と液的に連通する間隙C36を形成せない場合においても形成することが可能である。
【0067】
なお、前述したセンターローラ12を用いている場合は、センターローラ12が前記連通孔7cを液的に塞がないように、例えば、センターローラ12とブシュ7との間の間隙を、前記溶融ソルト入出間隙C47と同様に設定する等の処置を施すことが好ましい。
【0068】
連通孔7cによって形成される液抜流路は、前述した内リンクプレート6と外リンクプレート3との間の間隙C36を経由する液抜流路と併せて、第2の液抜流路として併用してもよい。
【0069】
前記連通孔7cによる液抜流路を、内リンクプレート6と外リンクプレート3との間の間隙C36を経由する液抜流路と併用した場合は、ブシュ7とピン4との間の溶融ソルト入出間隙C47に大気が取り込まれやすくなる効果も大きくなり、相乗効果的に、溶融ソルトが、更に速やか且つ十分に排出されるようになる。
【0070】
また、上述した各態様において、前記ピン4に、長手方向の溝を1又は2以上形成してもよい。これにより、ブシュ7とピン4との間の溶融ソルト入出間隙C47に入り込んだ溶融ソルトが、ブシュ7の端面7aまで移動するための流路が好ましく形成される。
【0071】
次に、本発明に係るチェーン1を備えたインライン熱処理設備の一例について図10を用いて説明する。
【0072】
図中、100は溶融ソルト101を貯留する溶融ソルト槽である。溶融ソルト101は、硝酸または亜硝酸のアルカリ金属塩から選ばれる1種又は2種以上の組み合わせからなり、好ましくは、亜硝酸ナトリウム、硝酸ナトリウム、硝酸カリウムの少なくとも何れか1種からなることであり、より好ましくは、硝酸ナトリウム:硝酸カリウム=30〜60:70〜40(重量比)の組成からなることである。
【0073】
また、溶融ソルト槽100における溶融ソルト101の温度は、400℃〜600℃の範囲である。
【0074】
本発明に係るコンベヤチェーン1は、溶融ソルト槽100における溶融ソルト101の液面上に、互いに所定距離をおいて配置された一対のスプロケット20、21に亘って架け渡されて張設される。そして、これら一対のスプロケット20、21の間に張設されたコンベヤチェーン1の組が、溶融ソルト槽100内に複数に平行に並設されることで、インライン熱処理設備における溶融ソルト101への搬送設備が構成される。
【0075】
スプロケット20、21の間には、ルーズコイルWの入側に配置されたスプロケット20の近傍から溶融ソルト101内に向けて徐々に下向傾斜し、該溶融ソルト101内を通って出側に向けて徐々に上向傾斜し、該出側に配置されたスプロケット21に亘ってコンベヤチェーン1の搬送ラインを形成するガイドレール30、31が設けられている。ガイドレール30は溶融ソルト槽100の上方に配置されたルーズコイルWの搬送側のレールであり、ガイドレール31は下方に配置されたコンベヤチェーン1の戻り側のレールである。
【0076】
図11は、コンベヤチェーン1がガイドレール30と係合した状態を、コンベヤチェーン1の搬送方向側から見た断面図である。
【0077】
ガイドレール30、31は、1本のコンベヤチェーン1に対してそれぞれ2本ずつ設けられている。ガイドレール30はそれぞれ断面コの字状を呈し、各コの字部分が内側に向き合うように配置され、コンベヤチェーン1の両側にそれぞれ突設されるサイドローラ8をコの字部内に係合させ、スプロケット20、21の回動に伴うコンベヤチェーン1の移動を、サイドローラ8を回転させながら両側からガイドする。
【0078】
ルーズコイルWは、溶融ソルト槽100の上流側において、不図示の圧延ラインから、連続する非同心リング状態でこのコンベヤチェーン1の外リンク2及び内リンク5の上端面2a、5aに亘って載置され、スプロケット20、21の回動によるコンベヤチェーン1の移動に伴って搬送されつつ溶融ソルト槽100の溶融ソルト101内に浸漬される。
【0079】
本発明のコンベヤチェーンは、上述した構成を有することにより、メンテナンス時において、溶融ソルトの液面上に露出した際に、溶融ソルトを速やか且つ十分に排出することが可能となる。
【0080】
コンベヤチェーンの溶融ソルト液面上への露出は、一対のスプロケット20、21及びガイドレール30、31を含むコンベヤチェーン設備全体を、ジャッキ等の昇降手段によって、溶融ソルト槽100に対して昇降可能に構成することが好ましい。これにより、メンテナンス時等において、速やか且つ容易に、コンベヤチェーン1を上昇させて溶融ソルト101の液面上に露出させることができ、作業性を向上させることができる。
【0081】
また、前記昇降手段は、溶融ソルトの液面上に露出したコンベヤチェーンに、前記ブシュが長手方向に傾斜するように、傾斜を付与可能に構成されることが好ましい。この傾斜により、ブシュ7とピン4との間の溶融ソルト入出間隙C47に浸入した溶融ソルトに対して液流を生じさせて、排出を促すことができる。また、コンベヤチェーンの表面に付着した溶融ソルトを落下させる効果も得られる。
【0082】
さらに、前記昇降手段は、溶融ソルトの液面上に露出したコンベヤチェーンに振動を与えられるように構成してもよい。これにより、上述した傾斜を与えた場合と同様の効果が得られる。
【0083】
なお、図10において、符号200は溶融ソルト槽100の上方を被覆する天蓋部であり、溶融ソルト101の上方の空間を所定の高温状態に維持できるようにしている。
【0084】
これにより、駆動時、コンベヤチェーン1がスプロケット20、21の部位において溶融ソルト101の液面上に露出した際、コンベヤチェーン1に付着した溶融ソルトが冷却されて固化してしまうことを防止する。
【0085】
この天蓋部200は、上述の昇降手段によってコンベヤチェーン1と共に昇降可能とすることが好ましい。このように構成することは、メンテナンス時等において、コンベヤチェーン1を溶融ソルト101の液面上に露出した際、溶融ソルトが融点以下まで冷却されるまでの時間を遅らせる効果が得られ、ブシュ7とピン4との間の溶融ソルト入出間隙C47に浸入した溶融ソルトを排出する上で好ましい。
【0086】
また、以上の実施形態では、コンベヤチェーン1が外リンク2と内リンク5とを交互に連結することにより形成されるようにしたが、本発明はリンク同士がリンク連結部によって多数連結されればよく、必ずしも各リンクが外リンク2と内リンク5とに分かれていなくてもよい。例えば各リンクを、一端側が外リンク、他端側が内リンクとなる同一構造に形成し、そのリンク同士を、一方のリンクの一端側の外リンクを他方のリンクの他端側の内リンクの外側に配置するように順次連結してコンベヤチェーンを構成してもよい。
【0087】
更に、本発明は必ずしもルーズコイルの搬送用に限定されず、400℃〜600℃の溶融ソルト内に浸漬させて冷却するオーステナイト状態の金属材を搬送するものであれば広く適用できる。
【0088】
また、これに限らず、液面上に露出した際の液の排出が、速やか且つ十分に行われることを要求されるチェーンであれば、本発明を適用可能である。
【0089】
例えば、常温で固化する性質を有する物質を、常温以外の温度において溶融し、溶融された該物質中に浸漬されるチェーンであれば、搬送用に限らず、本発明を適用可能である。
【0090】
また、例えば、本発明が適用されたチェーンが、異なる2種の液(液A及び液B)に順次浸漬される場合、液Aに浸漬された後に、液A液面上に露出した際に、チェーンから液Aが速やか且つ十分に排出されるので、その後、チェーンを液Bに浸漬しても、液B中に液Aが混入することを防ぐ効果も得られる。
【0091】
上述した溶融ソルト入出間隙及び液抜流路の構成は、コンベヤチェーンにおいて、ブシュとピンとの間の間隙だけでなく、他の回転摺動部位における回転軸と軸受との間の間隙に適用してもよい。
【符号の説明】
【0092】
1:コンベヤチェーン
1a:リンク連結部
2:外リンク
2a:上端面
3:外リンクプレート
3a:円弧面
4:ピン
4a:突出部
5:内リンク
5a:上端面
6:内リンクプレート
6a:外側面
7:ブシュ
7a:端面
7b:溝
7c:孔
8:サイドローラ
12:センターローラ
100:溶融ソルト槽
101:溶融ソルト
20、21:スプロケット
30、31:ガイドレール
200:天蓋部
C36、C37、C47:間隙
W:ルーズコイル
【特許請求の範囲】
【請求項1】
一対のリンクプレートからなるリンク同士を、ブシュと、該ブシュ内に回転可能に挿通されたピンとによって形成されるリンク連結部によって、長さ方向に連結してなり、
オーステナイト状態の金属材を載置して搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するコンベヤチェーンであって、
前記ブシュと前記ピンとの間に溶融ソルト入出間隙を形成すると共に、該間隙は外部と液的に連通することを特徴とするコンベヤチェーン設備。
【請求項2】
前記溶融ソルト入出間隙が、液抜流路を介して外部と液的に連通することを特徴とする請求項1記載のコンベヤチェーン設備。
【請求項3】
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させて、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を確保すると共に、前記ブシュの両端面は、それぞれ外リンクプレートに接触し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とを、前記ブシュの端面に設けられた凹凸によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【請求項4】
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させて、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を確保すると共に、前記ブシュの端面と外リンクプレートとの間に間隙を形成し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とを、前記ブシュの端面と外リンクプレートとの間の間隙によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【請求項5】
前記ブシュの端面が凹凸を有することを特徴とする請求項4記載のコンベヤチェーン設備。
【請求項6】
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させず、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を形成し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とが液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【請求項7】
第2の液抜流路が、前記ブシュと前記ピンとの間の間隙と、外部とを、前記ブシュに穿設された外部に連通する1又は2以上の連通孔によって液的に連通して形成されることを特徴とする請求項3〜6の何れかに記載のコンベヤチェーン設備。
【請求項8】
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させず、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を形成せず、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、外部とを、前記ブシュに穿設された外部に連通する1又は2以上の連通孔によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【請求項9】
コンベヤチェーンを、溶融ソルトの液面上に露出可能に昇降させる昇降手段を有することを特徴とする請求項1〜8の何れかに記載のコンベヤチェーン設備。
【請求項1】
一対のリンクプレートからなるリンク同士を、ブシュと、該ブシュ内に回転可能に挿通されたピンとによって形成されるリンク連結部によって、長さ方向に連結してなり、
オーステナイト状態の金属材を載置して搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するコンベヤチェーンであって、
前記ブシュと前記ピンとの間に溶融ソルト入出間隙を形成すると共に、該間隙は外部と液的に連通することを特徴とするコンベヤチェーン設備。
【請求項2】
前記溶融ソルト入出間隙が、液抜流路を介して外部と液的に連通することを特徴とする請求項1記載のコンベヤチェーン設備。
【請求項3】
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させて、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を確保すると共に、前記ブシュの両端面は、それぞれ外リンクプレートに接触し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とを、前記ブシュの端面に設けられた凹凸によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【請求項4】
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させて、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を確保すると共に、前記ブシュの端面と外リンクプレートとの間に間隙を形成し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とを、前記ブシュの端面と外リンクプレートとの間の間隙によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【請求項5】
前記ブシュの端面が凹凸を有することを特徴とする請求項4記載のコンベヤチェーン設備。
【請求項6】
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させず、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を形成し、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、前記一方のリンクと前記他方のリンクとの間の間隙とが液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【請求項7】
第2の液抜流路が、前記ブシュと前記ピンとの間の間隙と、外部とを、前記ブシュに穿設された外部に連通する1又は2以上の連通孔によって液的に連通して形成されることを特徴とする請求項3〜6の何れかに記載のコンベヤチェーン設備。
【請求項8】
前記リンク連結部において、前記ブシュを固備した一方のリンクと、前記ピンを固備すると共に、該一方のリンクの外側に重なり合うように配置されている他方のリンクとが連結され、
前記ブシュの端面を前記一方のリンクが有するリンクプレートの外側面よりも突出させず、前記一方のリンクと前記他方のリンクとの間に外部と液的に連通する間隙を形成せず、
前記液抜流路は、前記ブシュと前記ピンとの間の間隙と、外部とを、前記ブシュに穿設された外部に連通する1又は2以上の連通孔によって液的に連通して形成されることを特徴とする請求項2記載のコンベヤチェーン設備。
【請求項9】
コンベヤチェーンを、溶融ソルトの液面上に露出可能に昇降させる昇降手段を有することを特徴とする請求項1〜8の何れかに記載のコンベヤチェーン設備。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−47627(P2011−47627A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2009−198823(P2009−198823)
【出願日】平成21年8月28日(2009.8.28)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(000003355)株式会社椿本チエイン (861)
【出願人】(000005902)三井造船株式会社 (1,723)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成21年8月28日(2009.8.28)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(000003355)株式会社椿本チエイン (861)
【出願人】(000005902)三井造船株式会社 (1,723)
【Fターム(参考)】
[ Back to top ]