
コンベヤベルトの端部補強方法及びコンベヤベルトの接合部構造
【課題】コンベヤベルトの端部強度を高めると共に、ベルト端部に打込んだ継手金具がベルト本体の表面より突出しないように補強することができるコンベヤベルトの補強方法及びコンベヤベルトの接合部構造を提供する。
【解決手段】芯材層2の上下面にカバーゴム3が積層されたコンベヤベルト1を設ける。該ベルト端部のカバーゴム3と芯材層2との間に補強布4を配設する。コンベヤベルト1をエンドレス状に連結せしめる接合ピン10を補強布4から芯材層2に打込む。補強布4と接合ピン10とカバーゴム3とがカバーゴム3の内側に熱圧着で一体化される。芯材層2に打込んだ接合ピン10を補強布4とカバーゴム3との内側に固定する。
【解決手段】芯材層2の上下面にカバーゴム3が積層されたコンベヤベルト1を設ける。該ベルト端部のカバーゴム3と芯材層2との間に補強布4を配設する。コンベヤベルト1をエンドレス状に連結せしめる接合ピン10を補強布4から芯材層2に打込む。補強布4と接合ピン10とカバーゴム3とがカバーゴム3の内側に熱圧着で一体化される。芯材層2に打込んだ接合ピン10を補強布4とカバーゴム3との内側に固定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンベヤベルトの端部に継手金具を打込んでエンドレス状に接合する際に、該連結端部を強化するコンベヤベルトの端部補強方法及びコンベヤベルトの接合部構造に関するものである。
【背景技術】
【0002】
コンベヤベルトをエンドレス状に接合する際に、ベルト端部に継手金具を打込んで連結する手段がある。この種の連結手段では、継手金具を打込む際にベルト端部に連結孔を開穿するので、この連結孔がベルト端部の強度に影響を与え、ベルと端部の強度がおよそ40%以下に低下してしまうことが知られている。
【0003】
特許文献1に、コンベヤベルトにおけるベルト端部の強度を高める接合部構造が記載されている。この特許文献1によると、ベルト端部のカバーゴムを剥ぎ取り、芯体層を露出させ、この芯体層上に補強帆布を接合し、更に補強帆布の上から未加硫のカバーゴムを当てて加硫することで、芯体層と補強帆布とカバーゴムとを一体化するものである。このように、ベルト端部の芯体層とカバーゴムとの間に補強帆布を介在することで、ベルト端部の強度を高めようとするものである。
【0004】
また、特許文献2に、ゴム製エンドレスベルト及びそのエンドレス方法が提案されている。このゴム製エンドレスベルトによると、金属製フックを用いたベルト連結部に生じる搬送時の障害や、この金属製フックが接触することで生じる異音を防止するエンドレスベルトやエンドレス方法が提案されたものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開昭62‐77350号公報
【特許文献2】特開2003‐222196号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、特許文献1の接合部構造は、ベルト端部に連結金具固定用の挿通孔を多数穿設し、この挿通孔にボルト等の連結金具を挿通するものなので、コンベヤベルトを貫通する連結金具が、ベルト表面にむき出しの状態で移動することになる。ところが、ベルトコンベヤには、ベルトの表面を清掃するベルトクリーナーや、ベルトの裏面において掻き取りベルトに付着した付着物を除去するスクレーパーなどの器具が装着される場合がある。そのため、ベルト端部に打込んだ連結金具がベルト本体の表面より突出していると、このような器具に突出している継手金具が接触して極めて危険な状態になり、使用できなくなるおそれもある。
【0007】
しかも、特許文献1において、芯体層に未加硫ゴム付補強帆布を貼り付け、その後、この未加硫ゴム付補強帆布の上面に更に未加硫のカバーゴム部材を当てて加硫するから、補強帆布とカバーゴムとの接合力は十分に得られても、肝心な芯体層と補強帆布との接合力に課題を残すものであった。すなわち、補強帆布はカバーゴムと一体化しても、補強帆布との接合力は弱い状態になる。そのため、特許文献1では、この芯体層と補強帆布との接合強度を高めるために、芯体層と補強帆布との間に薄ゴム層を介する手段を提案している。しかしながら、この手段では、芯体層の上下に薄ゴム層を介し、更に、各薄ゴム層の上に補強帆布を重ねて接合した後、この端部に連結金具固定用の挿通孔を多数穿設する作業になる。そのため、芯体層と補強帆布との接合強度を高めるための作業が極めて煩雑にならざるを得ず、コンベヤベルトを設置する現場での作業には適さないものであった。
【0008】
一方、特許文献2に示されているエンドレスベルトによると、ベルト端部の芯体層相互を金属製フックが連結し、これら芯体層と金属製フックを表裏カバー層で被覆することで、金属製フックがベルト表面に突出しないようにしたものである。そのため、特許文献2では、搬送時の障害等を防止することはできても、この金属製フックで連結したベルト端部の強度は低下したままであり、ベルト端部の強度を高めることはできない。
【0009】
そこで、本発明は上述の課題を解消すべく創出されたもので、ベルト端部に打込んだ継手金具がベルト本体の表面より突出しないように接合した状態で、コンベヤベルトの連結端部を補強することができるコンベヤベルトの端部補強方法及びコンベヤベルトの接合部構造の提供を目的とする。
【課題を解決するための手段】
【0010】
本発明の第1の手段は、芯材層2の上下面にカバーゴム3が積層され、コンベヤベルト1の端部をエンドレス状に連結する接合用ピン10を装着するコンベヤベルトの端部補強方法において、ベルト端部のカバーゴム3を芯材層2から剥離するカバー剥離工程100と、剥離されたカバーゴム3の先端部を薄くして略楔形状に加工するカバー加工工程200と、カバーゴム3が剥離された芯材層2に、未加硫のゴムを含侵させた後加硫した補強布4を接着剤5にて接着する補強布接着工程300と、該補強布4から芯材層2にかけて接合ピン10を打込む接合ピン打込み工程400と、接合ピン10を打込んだ補強布4と接合ピン10に、剥離したカバーゴム3を被覆して接着するカバーゴム接着工程500と、補強布4に接着した上下のカバーゴム3にそれぞれ離型紙Pを介して圧着用ゴムシートQを積層してコンベヤベルト1を挟み込み、該圧着用ゴムシートQの上下からプレス用熱板Rにてコンベヤベルト1を加熱圧着する熱圧着工程600と、からなり、芯材層2に打込んだ接合用ピン10を補強布4とカバーゴム3との一体化した内部に固定する端部補強方法にある。
【0011】
第2の手段は、前記熱圧着工程600において前記圧着用ゴムシートQを温度120℃、圧力0.4NPaにて5分間熱圧着するように設定する。
【0012】
第3の手段は、前記補強布接着工程300において、前記接着剤5は、ゴム材又は樹脂材に、トルエンn-ヘキサンを配合した主剤と、酢酸エチル溶液からなる硬化促進剤とを10対1の割合で混合した接着剤を使用する。
【0013】
第4の手段において、芯材層2の上下面にカバーゴム3が積層されたコンベヤベルト1において、該ベルト端部のカバーゴム3と芯材層2との間に配された補強布4と、該補強布4から芯材層2に打込まれコンベヤベルト1をエンドレス状に連結せしめる接合ピン10と、がカバーゴム3の内側に熱圧着で一体化され、芯材層2に打込んだ接合ピン10を補強布4とカバーゴム3との内側に固定したことを特徴とするコンベヤベルトの接合部構造。
【0014】
第5の手段は、前記接合ピン10として、先端部が略鉤形状に屈曲されたクリッパーフックを使用するものである。
【0015】
第6の手段において、前記補強布5は、ポリエステル、ナイロン、アラミドの繊維織布に未加硫のゴムを含侵せしめた後加硫し、コンベヤベルトの2乃至5倍の引き裂き強度に形成された補強布5を使用することを課題解消のための手段とする。
【発明の効果】
【0016】
本発明における請求項1の補強方法及び請求項4の接合部構造により、芯材層2に打込んだ接合ピン10を補強布4とカバーゴム3との一体化した内部に固定しているので、芯材層2と接合ピン10との連結強度を、補強布4とカバーゴム3との連結強度がサポートする構成になり、接合ピン10を打込んだコンベヤベルトの連結端部を確実に補強することができる。
【0017】
しかも、接合ピン10がコンベヤベルト1表面に突出してベルトクリーナーやスクレーパー等に接触するおそれもない。したがって、ベルト端部に打込んだ継手金具がベルト本体の表面より突出しないように接合した状態で、コンベヤベルトの連結端部を補強することができるものである。
【0018】
更に、カバー加工工程200により、ベルト端部が厚くなるのを抑えると共に、コンベヤベルト1移動時に、カバーゴム3の先端部がベルトクリーナーやスクレーパー等に接触してカバーゴム3が剥がれるのを防止する。
【0019】
しかも、補強布接着工程300により、未加硫のゴムを含侵させた後加硫した補強布4を使用しているので、極めて強度に優れた補強布4を使用することができる。
【0020】
また、カバーゴム接着工程500により、芯材層2に食い込んだ接合ピン10を補強布4とカバーゴム3との間に一体化して固定するので、接合ピン10を含むベルト端部の強度を合理的に強化することができ、ベルト端部の厚みが薄い状態でも十分な補強が可能になる。
【0021】
そして、熱圧着工程600により、接合ピン10や補強布4の挿入で変形したベルト端部の熱圧着を確実に行うことができ、加硫ムラや接着ムラを防止し、均一な接合強度を実現する。
【0022】
請求項2の補強方法によると、前記熱圧着工程600において、前記圧着用ゴムシートQを、温度120℃、圧力0.4NPaにて5分間熱圧着することで、補強布4とカバーゴム3とを一体化し、間に配されている接合ピン10を確実に保持することができる。
【0023】
請求項3では、前記補強布接着工程300において、前記接着剤5は、ゴム材又は樹脂材に、トルエンn-ヘキサンを配合した主剤と、酢酸エチル溶液からなる硬化促進剤とを10対1の割合で混合した接着剤を使用しているので、前記熱圧着工程600により、この接着剤5に圧力と高熱が加わることで、接着剤5が加硫され、補強布4を介して芯材層2とカバーゴム3とが一体化されるので、極めて強固な接合力を得ることができる。
【0024】
請求項5に記載の接合部構造により、前記接合ピン10として、先端部が略鉤形状に屈曲されたクリッパーフックを使用することで、この接合ピン10使用して連結したベルト端部の厚みを極力薄くすることができる。しかも、かぎ状に屈曲した先端部が鋭く芯材層2に食い込んでいるので、芯材層2に開ける連結孔が小さくて済み、この連結孔による強度低下を極力防止することができる。
【0025】
請求項6によると、前記補強布5は、ポリエステル、ナイロン、アラミドの繊維織布に未加硫のゴムを含侵せしめた後加硫してコンベヤベルトの2乃至5倍の引き裂き強度に形成された補強布5を使用することで、従来では40%以下に低下してしまう連結強度を飛躍的に高めることができる。この結果、接合ピン10を打込んだ部分の強度不足から、作業場で連結し直すといった作業は必要なくなり、長期の使用に耐えることができる。
【図面の簡単な説明】
【0026】
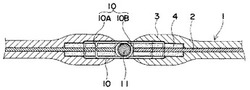
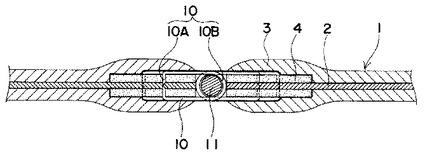
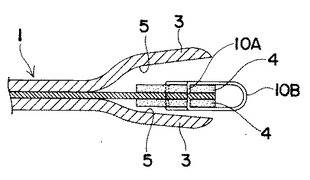
【図1】本発明の接合部構造の一実施例を示す要部断面図である。
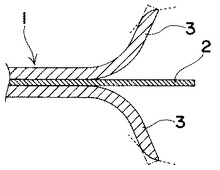
【図2】本発明補強方法のカバー剥離工程とカバー加工工程とを示す要部断面図である。
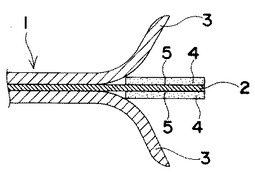
【図3】本発明補強方法の補強布接着工程を示す要部断面図である。
【図4】本発明補強方法の接合ピン打込み工程とカバーゴム接着工程とを示す要部断面図である。
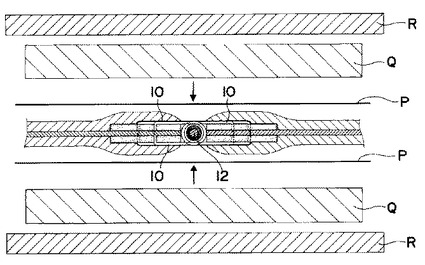
【図5】本発明補強方法の熱圧着工程を示す要部断面図である。
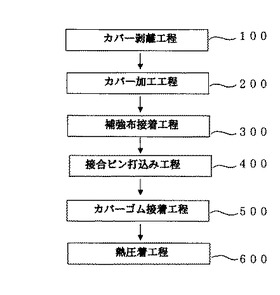
【図6】本発明補強方法を示す工程図ある。
【発明を実施するための形態】
【0027】
本発明のコンベヤベルトの端部補強方法及びコンベヤベルトの接合部構造によると、ベルト端部に打込んだ継手金具がベルト本体の表面より突出しないように接合した状態で、コンベヤベルトの連結端部を補強することができるなどといった目的を実現した。
【実施例】
【0028】
以下、図面を参照して本発明の実施例を説明する。本発明の補強方法は、芯材層2の上下面にカバーゴム3が積層されたコンベヤベルト1の金属レーシングや鯨レーシング等の接合ピン10が装着されるベルト端部を補強する方法にある。すなわち、本発明補強方法は、カバー剥離工程100、カバー加工工程200、補強布接着工程300、接合ピン打込み工程400、カバーゴム接着工程500、熱圧着工程600による(図6参照)。
【0029】
カバー剥離工程100は、ベルト端部のカバーゴム3を芯材層2から剥離する工程である(図2参照)。この工程では、芯材層2が積層された(製品強度100〜1500N/mm程度の)コンベヤベルト1のカバーゴム3を、ベルト端部から幅50〜60mmほど切り離して芯材層2から剥離する。この工程では、ベルト端部からカバーゴム3を切除して芯材層2から剥離する作業になるがカバーゴム3自体はコンベヤベルト1から切り離さずに残しておき、後述するカバーゴム接着工程500の際に、貼り直し易いようにする。
【0030】
カバーゴム3は、目的用途別に、耐摩耗用、耐衝撃用、中温耐熱用、高温耐熱用、超高温耐熱用、重耐油用、耐薬品用に分類されている。これらの分類ごとにカバーゴム3の厚みが選択される。本発明では、ベルト表面の温度が常温(80℃以下)で搬送するコンベヤベルト1のカバーゴム3を対象とするもので、製品を搬送する上面のカバーゴム3の厚みを1.0〜15.0mm、下面のカバーゴム3の厚みを1.0〜5.0mmとしたコンベヤベルト1を対象とし、芯材層2の両面のカバーゴム3を剥離する。この剥離作業には、プライセパレーター加工機を用いることで、カバーゴム3を効率的に剥離することができる。
【0031】
カバー加工工程200は、剥離されたカバーゴム3の先端部を薄くして略楔形状に加工する。この工程には、皮スキ機を使用し、カバーゴム3の片面を又は両面を30゜〜80゜の楔状に加工する。図示例では、一点鎖線の部分に沿って薄くしている(図2参照)。
【0032】
補強布接着工程300は、カバーゴム3が剥離された芯材層2に、未加硫のゴムを含侵させた後自然加硫した補強布4を接着剤5にて接着する工程である(図3参照)。この補強布4は、ポリエステル、ナイロン、アラミドの繊維織布を、1枚乃至複数枚積層し、未加硫ゴムを含侵させた後、自然加硫し、コンベヤベルトの2乃至5倍の引き裂き強度に形成したものである。また、使用する補強布4の厚みをカバーゴム3の厚みより1mm程度薄くなるように設定している。更に、接着剤5として、ゴム材又は樹脂材に、トルエンn-ヘキサンを配合した主剤と、酢酸エチル溶液からなる硬化促進剤とを10対1の割合で混合した接着剤を使用することで、後述する熱圧着工程600で、加熱圧着した際に、この接着剤5も加硫することができるので、強固な接合力を得ることができる。
【0033】
接合ピン打込み工程400は、該補強布4から芯材層2にかけて接合ピン10を打込む工程である(図4参照)。この接合ピン10として、先端部10Aが略鉤形状に屈曲されたクリッパーフックを使用することで、連結端部をより薄く形成することができる。また、クリッパーフック等の接合ピン10相互を連結する際に、ベルト端部から突出した環体状の連結部10Bを重ね合せ、この連結部10Bに棒状の連結杆11を挿通して接合ピン10相互を連結する(図1参照)。この際、連結杆11として、ステンレスワイヤーロープや各種のワイヤー撚り線等を使用することで、柔軟且つ強固な連結ができるので、コンベヤベルト1の搬送に好適である。また、補強布4の厚みが8〜20mmの場合は、打込み用台と鋲を用いて金属プレートを打込む鯨レーシング(図示せず)を使用することも可能である。この場合、連結杆11としてステンレスワイヤーの撚り線を使用する。
【0034】
カバーゴム接着工程500は、接合ピン10を打込んだ補強布4と接合ピン10に、前記カバー剥離工程100で剥離したカバーゴム3を接合する工程である(図4参照)。このとき、カバーゴム3の接合面に接着剤5を塗布し、加硫前のカバーゴム3と補強布4とを接着する。接着剤5は、前記補強布接着工程300で用いた接着剤5を使用することで、加熱圧着した際に、接着剤5ごと加硫して一体化することができる。
【0035】
熱圧着工程600は、補強布4に接着した上下のカバーゴム3にそれぞれ離型紙Pを介して圧着用ゴムシートQを積層してコンベヤベルト1を挟み込み、該圧着用ゴムシートQの上下からプレス用熱板Rにてコンベヤベルト1を加熱圧着する工程になる(図5参照)。この際、前記圧着用ゴムシートQを、温度120℃、圧力0.4NPaにて5分間熱圧着するように設定する。圧着用ゴムシートQは、ベルト端部の変形した部分を均一に押圧する作用がある。また、離型紙Pは、圧着用ゴムシートQとカバーゴム3とが熱で接合されるのを防止する。
【0036】
このように、コンベヤベルト1端部を熱圧着すると、芯材層2に打込んだ接合用ピン10を、補強布4とカバーゴム3との一体化した内部に固定することができる。
【0037】
尚、熱圧着工程600で接合ピン10相互を連結する際に使用するのは前述した連結杆11ではなく、ピアノ線などで強化された仮止め杆12を使用し、圧着時のずれ等を防止する(図5参照)。そして、この熱圧着工程600が終了した後、仮止め杆12を連結杆11に差し替えるものである。
【0038】
本発明端部補強方法で補強されたコンベヤベルト1の端部は、次のような構造になる。すなわち、該ベルト端部のカバーゴム3と芯材層2との間に配された補強布4と、該補強布4から芯材層2に打込まれコンベヤベルト1をエンドレス状に連結せしめる接合ピン10と、がカバーゴム3の内側に熱圧着で一体化された構造である(図1参照)。
【0039】
尚、本発明のコンベヤベルトの構造は、図示例に限定されるものではなく、本発明の要旨を変更しない範囲での設計変更は自由に行えるものである。
【産業上の利用可能性】
【0040】
本発明によると、幅広のコンベヤベルト1から幅狭のコンベヤベルト1まで、あるいは、肉厚のコンベヤベルト1から肉薄のコンベヤベルト1までも利用することができるものである。
【符号の説明】
【0041】
P 離型紙
Q 圧着用ゴムシート
R プレス用熱板
1 コンベヤベルト
2 芯材層
3 カバーゴム
4 補強布
5 接着剤
10 接合用ピン
10A 先端部
10B 連結部
11 連結杆
12 仮止め杆
100 カバー剥離工程
200 カバー加工工程
300 補強布接着工程
400 接合ピン打込み工程
500 カバーゴム接着工程
600 熱圧着工程
【技術分野】
【0001】
本発明は、コンベヤベルトの端部に継手金具を打込んでエンドレス状に接合する際に、該連結端部を強化するコンベヤベルトの端部補強方法及びコンベヤベルトの接合部構造に関するものである。
【背景技術】
【0002】
コンベヤベルトをエンドレス状に接合する際に、ベルト端部に継手金具を打込んで連結する手段がある。この種の連結手段では、継手金具を打込む際にベルト端部に連結孔を開穿するので、この連結孔がベルト端部の強度に影響を与え、ベルと端部の強度がおよそ40%以下に低下してしまうことが知られている。
【0003】
特許文献1に、コンベヤベルトにおけるベルト端部の強度を高める接合部構造が記載されている。この特許文献1によると、ベルト端部のカバーゴムを剥ぎ取り、芯体層を露出させ、この芯体層上に補強帆布を接合し、更に補強帆布の上から未加硫のカバーゴムを当てて加硫することで、芯体層と補強帆布とカバーゴムとを一体化するものである。このように、ベルト端部の芯体層とカバーゴムとの間に補強帆布を介在することで、ベルト端部の強度を高めようとするものである。
【0004】
また、特許文献2に、ゴム製エンドレスベルト及びそのエンドレス方法が提案されている。このゴム製エンドレスベルトによると、金属製フックを用いたベルト連結部に生じる搬送時の障害や、この金属製フックが接触することで生じる異音を防止するエンドレスベルトやエンドレス方法が提案されたものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開昭62‐77350号公報
【特許文献2】特開2003‐222196号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、特許文献1の接合部構造は、ベルト端部に連結金具固定用の挿通孔を多数穿設し、この挿通孔にボルト等の連結金具を挿通するものなので、コンベヤベルトを貫通する連結金具が、ベルト表面にむき出しの状態で移動することになる。ところが、ベルトコンベヤには、ベルトの表面を清掃するベルトクリーナーや、ベルトの裏面において掻き取りベルトに付着した付着物を除去するスクレーパーなどの器具が装着される場合がある。そのため、ベルト端部に打込んだ連結金具がベルト本体の表面より突出していると、このような器具に突出している継手金具が接触して極めて危険な状態になり、使用できなくなるおそれもある。
【0007】
しかも、特許文献1において、芯体層に未加硫ゴム付補強帆布を貼り付け、その後、この未加硫ゴム付補強帆布の上面に更に未加硫のカバーゴム部材を当てて加硫するから、補強帆布とカバーゴムとの接合力は十分に得られても、肝心な芯体層と補強帆布との接合力に課題を残すものであった。すなわち、補強帆布はカバーゴムと一体化しても、補強帆布との接合力は弱い状態になる。そのため、特許文献1では、この芯体層と補強帆布との接合強度を高めるために、芯体層と補強帆布との間に薄ゴム層を介する手段を提案している。しかしながら、この手段では、芯体層の上下に薄ゴム層を介し、更に、各薄ゴム層の上に補強帆布を重ねて接合した後、この端部に連結金具固定用の挿通孔を多数穿設する作業になる。そのため、芯体層と補強帆布との接合強度を高めるための作業が極めて煩雑にならざるを得ず、コンベヤベルトを設置する現場での作業には適さないものであった。
【0008】
一方、特許文献2に示されているエンドレスベルトによると、ベルト端部の芯体層相互を金属製フックが連結し、これら芯体層と金属製フックを表裏カバー層で被覆することで、金属製フックがベルト表面に突出しないようにしたものである。そのため、特許文献2では、搬送時の障害等を防止することはできても、この金属製フックで連結したベルト端部の強度は低下したままであり、ベルト端部の強度を高めることはできない。
【0009】
そこで、本発明は上述の課題を解消すべく創出されたもので、ベルト端部に打込んだ継手金具がベルト本体の表面より突出しないように接合した状態で、コンベヤベルトの連結端部を補強することができるコンベヤベルトの端部補強方法及びコンベヤベルトの接合部構造の提供を目的とする。
【課題を解決するための手段】
【0010】
本発明の第1の手段は、芯材層2の上下面にカバーゴム3が積層され、コンベヤベルト1の端部をエンドレス状に連結する接合用ピン10を装着するコンベヤベルトの端部補強方法において、ベルト端部のカバーゴム3を芯材層2から剥離するカバー剥離工程100と、剥離されたカバーゴム3の先端部を薄くして略楔形状に加工するカバー加工工程200と、カバーゴム3が剥離された芯材層2に、未加硫のゴムを含侵させた後加硫した補強布4を接着剤5にて接着する補強布接着工程300と、該補強布4から芯材層2にかけて接合ピン10を打込む接合ピン打込み工程400と、接合ピン10を打込んだ補強布4と接合ピン10に、剥離したカバーゴム3を被覆して接着するカバーゴム接着工程500と、補強布4に接着した上下のカバーゴム3にそれぞれ離型紙Pを介して圧着用ゴムシートQを積層してコンベヤベルト1を挟み込み、該圧着用ゴムシートQの上下からプレス用熱板Rにてコンベヤベルト1を加熱圧着する熱圧着工程600と、からなり、芯材層2に打込んだ接合用ピン10を補強布4とカバーゴム3との一体化した内部に固定する端部補強方法にある。
【0011】
第2の手段は、前記熱圧着工程600において前記圧着用ゴムシートQを温度120℃、圧力0.4NPaにて5分間熱圧着するように設定する。
【0012】
第3の手段は、前記補強布接着工程300において、前記接着剤5は、ゴム材又は樹脂材に、トルエンn-ヘキサンを配合した主剤と、酢酸エチル溶液からなる硬化促進剤とを10対1の割合で混合した接着剤を使用する。
【0013】
第4の手段において、芯材層2の上下面にカバーゴム3が積層されたコンベヤベルト1において、該ベルト端部のカバーゴム3と芯材層2との間に配された補強布4と、該補強布4から芯材層2に打込まれコンベヤベルト1をエンドレス状に連結せしめる接合ピン10と、がカバーゴム3の内側に熱圧着で一体化され、芯材層2に打込んだ接合ピン10を補強布4とカバーゴム3との内側に固定したことを特徴とするコンベヤベルトの接合部構造。
【0014】
第5の手段は、前記接合ピン10として、先端部が略鉤形状に屈曲されたクリッパーフックを使用するものである。
【0015】
第6の手段において、前記補強布5は、ポリエステル、ナイロン、アラミドの繊維織布に未加硫のゴムを含侵せしめた後加硫し、コンベヤベルトの2乃至5倍の引き裂き強度に形成された補強布5を使用することを課題解消のための手段とする。
【発明の効果】
【0016】
本発明における請求項1の補強方法及び請求項4の接合部構造により、芯材層2に打込んだ接合ピン10を補強布4とカバーゴム3との一体化した内部に固定しているので、芯材層2と接合ピン10との連結強度を、補強布4とカバーゴム3との連結強度がサポートする構成になり、接合ピン10を打込んだコンベヤベルトの連結端部を確実に補強することができる。
【0017】
しかも、接合ピン10がコンベヤベルト1表面に突出してベルトクリーナーやスクレーパー等に接触するおそれもない。したがって、ベルト端部に打込んだ継手金具がベルト本体の表面より突出しないように接合した状態で、コンベヤベルトの連結端部を補強することができるものである。
【0018】
更に、カバー加工工程200により、ベルト端部が厚くなるのを抑えると共に、コンベヤベルト1移動時に、カバーゴム3の先端部がベルトクリーナーやスクレーパー等に接触してカバーゴム3が剥がれるのを防止する。
【0019】
しかも、補強布接着工程300により、未加硫のゴムを含侵させた後加硫した補強布4を使用しているので、極めて強度に優れた補強布4を使用することができる。
【0020】
また、カバーゴム接着工程500により、芯材層2に食い込んだ接合ピン10を補強布4とカバーゴム3との間に一体化して固定するので、接合ピン10を含むベルト端部の強度を合理的に強化することができ、ベルト端部の厚みが薄い状態でも十分な補強が可能になる。
【0021】
そして、熱圧着工程600により、接合ピン10や補強布4の挿入で変形したベルト端部の熱圧着を確実に行うことができ、加硫ムラや接着ムラを防止し、均一な接合強度を実現する。
【0022】
請求項2の補強方法によると、前記熱圧着工程600において、前記圧着用ゴムシートQを、温度120℃、圧力0.4NPaにて5分間熱圧着することで、補強布4とカバーゴム3とを一体化し、間に配されている接合ピン10を確実に保持することができる。
【0023】
請求項3では、前記補強布接着工程300において、前記接着剤5は、ゴム材又は樹脂材に、トルエンn-ヘキサンを配合した主剤と、酢酸エチル溶液からなる硬化促進剤とを10対1の割合で混合した接着剤を使用しているので、前記熱圧着工程600により、この接着剤5に圧力と高熱が加わることで、接着剤5が加硫され、補強布4を介して芯材層2とカバーゴム3とが一体化されるので、極めて強固な接合力を得ることができる。
【0024】
請求項5に記載の接合部構造により、前記接合ピン10として、先端部が略鉤形状に屈曲されたクリッパーフックを使用することで、この接合ピン10使用して連結したベルト端部の厚みを極力薄くすることができる。しかも、かぎ状に屈曲した先端部が鋭く芯材層2に食い込んでいるので、芯材層2に開ける連結孔が小さくて済み、この連結孔による強度低下を極力防止することができる。
【0025】
請求項6によると、前記補強布5は、ポリエステル、ナイロン、アラミドの繊維織布に未加硫のゴムを含侵せしめた後加硫してコンベヤベルトの2乃至5倍の引き裂き強度に形成された補強布5を使用することで、従来では40%以下に低下してしまう連結強度を飛躍的に高めることができる。この結果、接合ピン10を打込んだ部分の強度不足から、作業場で連結し直すといった作業は必要なくなり、長期の使用に耐えることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の接合部構造の一実施例を示す要部断面図である。
【図2】本発明補強方法のカバー剥離工程とカバー加工工程とを示す要部断面図である。
【図3】本発明補強方法の補強布接着工程を示す要部断面図である。
【図4】本発明補強方法の接合ピン打込み工程とカバーゴム接着工程とを示す要部断面図である。
【図5】本発明補強方法の熱圧着工程を示す要部断面図である。
【図6】本発明補強方法を示す工程図ある。
【発明を実施するための形態】
【0027】
本発明のコンベヤベルトの端部補強方法及びコンベヤベルトの接合部構造によると、ベルト端部に打込んだ継手金具がベルト本体の表面より突出しないように接合した状態で、コンベヤベルトの連結端部を補強することができるなどといった目的を実現した。
【実施例】
【0028】
以下、図面を参照して本発明の実施例を説明する。本発明の補強方法は、芯材層2の上下面にカバーゴム3が積層されたコンベヤベルト1の金属レーシングや鯨レーシング等の接合ピン10が装着されるベルト端部を補強する方法にある。すなわち、本発明補強方法は、カバー剥離工程100、カバー加工工程200、補強布接着工程300、接合ピン打込み工程400、カバーゴム接着工程500、熱圧着工程600による(図6参照)。
【0029】
カバー剥離工程100は、ベルト端部のカバーゴム3を芯材層2から剥離する工程である(図2参照)。この工程では、芯材層2が積層された(製品強度100〜1500N/mm程度の)コンベヤベルト1のカバーゴム3を、ベルト端部から幅50〜60mmほど切り離して芯材層2から剥離する。この工程では、ベルト端部からカバーゴム3を切除して芯材層2から剥離する作業になるがカバーゴム3自体はコンベヤベルト1から切り離さずに残しておき、後述するカバーゴム接着工程500の際に、貼り直し易いようにする。
【0030】
カバーゴム3は、目的用途別に、耐摩耗用、耐衝撃用、中温耐熱用、高温耐熱用、超高温耐熱用、重耐油用、耐薬品用に分類されている。これらの分類ごとにカバーゴム3の厚みが選択される。本発明では、ベルト表面の温度が常温(80℃以下)で搬送するコンベヤベルト1のカバーゴム3を対象とするもので、製品を搬送する上面のカバーゴム3の厚みを1.0〜15.0mm、下面のカバーゴム3の厚みを1.0〜5.0mmとしたコンベヤベルト1を対象とし、芯材層2の両面のカバーゴム3を剥離する。この剥離作業には、プライセパレーター加工機を用いることで、カバーゴム3を効率的に剥離することができる。
【0031】
カバー加工工程200は、剥離されたカバーゴム3の先端部を薄くして略楔形状に加工する。この工程には、皮スキ機を使用し、カバーゴム3の片面を又は両面を30゜〜80゜の楔状に加工する。図示例では、一点鎖線の部分に沿って薄くしている(図2参照)。
【0032】
補強布接着工程300は、カバーゴム3が剥離された芯材層2に、未加硫のゴムを含侵させた後自然加硫した補強布4を接着剤5にて接着する工程である(図3参照)。この補強布4は、ポリエステル、ナイロン、アラミドの繊維織布を、1枚乃至複数枚積層し、未加硫ゴムを含侵させた後、自然加硫し、コンベヤベルトの2乃至5倍の引き裂き強度に形成したものである。また、使用する補強布4の厚みをカバーゴム3の厚みより1mm程度薄くなるように設定している。更に、接着剤5として、ゴム材又は樹脂材に、トルエンn-ヘキサンを配合した主剤と、酢酸エチル溶液からなる硬化促進剤とを10対1の割合で混合した接着剤を使用することで、後述する熱圧着工程600で、加熱圧着した際に、この接着剤5も加硫することができるので、強固な接合力を得ることができる。
【0033】
接合ピン打込み工程400は、該補強布4から芯材層2にかけて接合ピン10を打込む工程である(図4参照)。この接合ピン10として、先端部10Aが略鉤形状に屈曲されたクリッパーフックを使用することで、連結端部をより薄く形成することができる。また、クリッパーフック等の接合ピン10相互を連結する際に、ベルト端部から突出した環体状の連結部10Bを重ね合せ、この連結部10Bに棒状の連結杆11を挿通して接合ピン10相互を連結する(図1参照)。この際、連結杆11として、ステンレスワイヤーロープや各種のワイヤー撚り線等を使用することで、柔軟且つ強固な連結ができるので、コンベヤベルト1の搬送に好適である。また、補強布4の厚みが8〜20mmの場合は、打込み用台と鋲を用いて金属プレートを打込む鯨レーシング(図示せず)を使用することも可能である。この場合、連結杆11としてステンレスワイヤーの撚り線を使用する。
【0034】
カバーゴム接着工程500は、接合ピン10を打込んだ補強布4と接合ピン10に、前記カバー剥離工程100で剥離したカバーゴム3を接合する工程である(図4参照)。このとき、カバーゴム3の接合面に接着剤5を塗布し、加硫前のカバーゴム3と補強布4とを接着する。接着剤5は、前記補強布接着工程300で用いた接着剤5を使用することで、加熱圧着した際に、接着剤5ごと加硫して一体化することができる。
【0035】
熱圧着工程600は、補強布4に接着した上下のカバーゴム3にそれぞれ離型紙Pを介して圧着用ゴムシートQを積層してコンベヤベルト1を挟み込み、該圧着用ゴムシートQの上下からプレス用熱板Rにてコンベヤベルト1を加熱圧着する工程になる(図5参照)。この際、前記圧着用ゴムシートQを、温度120℃、圧力0.4NPaにて5分間熱圧着するように設定する。圧着用ゴムシートQは、ベルト端部の変形した部分を均一に押圧する作用がある。また、離型紙Pは、圧着用ゴムシートQとカバーゴム3とが熱で接合されるのを防止する。
【0036】
このように、コンベヤベルト1端部を熱圧着すると、芯材層2に打込んだ接合用ピン10を、補強布4とカバーゴム3との一体化した内部に固定することができる。
【0037】
尚、熱圧着工程600で接合ピン10相互を連結する際に使用するのは前述した連結杆11ではなく、ピアノ線などで強化された仮止め杆12を使用し、圧着時のずれ等を防止する(図5参照)。そして、この熱圧着工程600が終了した後、仮止め杆12を連結杆11に差し替えるものである。
【0038】
本発明端部補強方法で補強されたコンベヤベルト1の端部は、次のような構造になる。すなわち、該ベルト端部のカバーゴム3と芯材層2との間に配された補強布4と、該補強布4から芯材層2に打込まれコンベヤベルト1をエンドレス状に連結せしめる接合ピン10と、がカバーゴム3の内側に熱圧着で一体化された構造である(図1参照)。
【0039】
尚、本発明のコンベヤベルトの構造は、図示例に限定されるものではなく、本発明の要旨を変更しない範囲での設計変更は自由に行えるものである。
【産業上の利用可能性】
【0040】
本発明によると、幅広のコンベヤベルト1から幅狭のコンベヤベルト1まで、あるいは、肉厚のコンベヤベルト1から肉薄のコンベヤベルト1までも利用することができるものである。
【符号の説明】
【0041】
P 離型紙
Q 圧着用ゴムシート
R プレス用熱板
1 コンベヤベルト
2 芯材層
3 カバーゴム
4 補強布
5 接着剤
10 接合用ピン
10A 先端部
10B 連結部
11 連結杆
12 仮止め杆
100 カバー剥離工程
200 カバー加工工程
300 補強布接着工程
400 接合ピン打込み工程
500 カバーゴム接着工程
600 熱圧着工程
【特許請求の範囲】
【請求項1】
芯材層の上下面にカバーゴムが積層され、コンベヤベルトの端部をエンドレス状に連結する接合用ピンを装着するコンベヤベルトの端部補強方法において、
ベルト端部のカバーゴムを芯材層から剥離するカバー剥離工程と、
剥離されたカバーゴムの先端部を薄くして略楔形状に加工するカバー加工工程と、
カバーゴムが剥離された芯材層に、未加硫のゴムを含侵させた後加硫した補強布を接着剤にて接着する補強布接着工程と、
該補強布から芯材層にかけて接合ピンを打込む接合ピン打込み工程と、
接合ピンを打込んだ補強布と接合ピンに、剥離したカバーゴムを被覆して接着するカバーゴム接着工程と、
補強布に接着した上下のカバーゴムにそれぞれ離型紙を介して圧着用ゴムシートを積層してコンベヤベルトを挟み込み、該圧着用ゴムシートの上下からプレス用熱板にてコンベヤベルトを加熱圧着する熱圧着工程と、からなり、
芯材層に打込んだ接合用ピンを補強布とカバーゴムとの一体化した内部に固定することを特徴とするコンベヤベルトの端部補強方法。
【請求項2】
前記熱圧着工程において、前記圧着用ゴムシートを、温度120℃、圧力0.4NPaにて5分間熱圧着する請求項1記載のコンベヤベルトの端部補強方法。
【請求項3】
前記補強布接着工程において、前記接着剤は、ゴム材又は樹脂材に、トルエンn-ヘキサンを配合した主剤と、酢酸エチル溶液からなる硬化促進剤とを10対1の割合で混合した接着剤を使用する請求項1記載のコンベヤベルトの端部補強方法。
【請求項4】
芯材層の上下面にカバーゴムが積層されたコンベヤベルトにおいて、
該ベルト端部のカバーゴムと芯材層との間に配された補強布と、
該補強布から芯材層に打込まれコンベヤベルトをエンドレス状に連結せしめる接合ピンと、
がカバーゴムの内側に熱圧着で一体化され、
芯材層に打込んだ接合ピンを補強布とカバーゴムとの内側に固定したことを特徴とするコンベヤベルトの接合部構造。
【請求項5】
前記接合用ピンとして、先端部が略鉤形状に屈曲されたクリッパーフックを使用する請求項4記載のコンベヤベルトの接合部構造。
【請求項6】
前記補強布は、ポリエステル、ナイロン、アラミドの繊維織布に未加硫のゴムを含侵せしめた後加硫し、コンベヤベルトの2乃至5倍の引き裂き強度に形成された補強布を使用する請求項4記載のコンベヤベルトの接合部構造。
【請求項1】
芯材層の上下面にカバーゴムが積層され、コンベヤベルトの端部をエンドレス状に連結する接合用ピンを装着するコンベヤベルトの端部補強方法において、
ベルト端部のカバーゴムを芯材層から剥離するカバー剥離工程と、
剥離されたカバーゴムの先端部を薄くして略楔形状に加工するカバー加工工程と、
カバーゴムが剥離された芯材層に、未加硫のゴムを含侵させた後加硫した補強布を接着剤にて接着する補強布接着工程と、
該補強布から芯材層にかけて接合ピンを打込む接合ピン打込み工程と、
接合ピンを打込んだ補強布と接合ピンに、剥離したカバーゴムを被覆して接着するカバーゴム接着工程と、
補強布に接着した上下のカバーゴムにそれぞれ離型紙を介して圧着用ゴムシートを積層してコンベヤベルトを挟み込み、該圧着用ゴムシートの上下からプレス用熱板にてコンベヤベルトを加熱圧着する熱圧着工程と、からなり、
芯材層に打込んだ接合用ピンを補強布とカバーゴムとの一体化した内部に固定することを特徴とするコンベヤベルトの端部補強方法。
【請求項2】
前記熱圧着工程において、前記圧着用ゴムシートを、温度120℃、圧力0.4NPaにて5分間熱圧着する請求項1記載のコンベヤベルトの端部補強方法。
【請求項3】
前記補強布接着工程において、前記接着剤は、ゴム材又は樹脂材に、トルエンn-ヘキサンを配合した主剤と、酢酸エチル溶液からなる硬化促進剤とを10対1の割合で混合した接着剤を使用する請求項1記載のコンベヤベルトの端部補強方法。
【請求項4】
芯材層の上下面にカバーゴムが積層されたコンベヤベルトにおいて、
該ベルト端部のカバーゴムと芯材層との間に配された補強布と、
該補強布から芯材層に打込まれコンベヤベルトをエンドレス状に連結せしめる接合ピンと、
がカバーゴムの内側に熱圧着で一体化され、
芯材層に打込んだ接合ピンを補強布とカバーゴムとの内側に固定したことを特徴とするコンベヤベルトの接合部構造。
【請求項5】
前記接合用ピンとして、先端部が略鉤形状に屈曲されたクリッパーフックを使用する請求項4記載のコンベヤベルトの接合部構造。
【請求項6】
前記補強布は、ポリエステル、ナイロン、アラミドの繊維織布に未加硫のゴムを含侵せしめた後加硫し、コンベヤベルトの2乃至5倍の引き裂き強度に形成された補強布を使用する請求項4記載のコンベヤベルトの接合部構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−185479(P2010−185479A)
【公開日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願番号】特願2009−28366(P2009−28366)
【出願日】平成21年2月10日(2009.2.10)
【出願人】(593018699)昭和ゴム機材株式会社 (4)
【Fターム(参考)】
【公開日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願日】平成21年2月10日(2009.2.10)
【出願人】(593018699)昭和ゴム機材株式会社 (4)
【Fターム(参考)】
[ Back to top ]