
コンベヤベルトの補修方法
【発明の詳細な説明】
(産業上の利用分野)
この発明は、コンベヤベルトの補修方法に関し、より具体的には、鉱石、コークス、砕石、セメントまたは食品など比較的重量があり大形な物品の搬送に用いられるコンベヤベルトのカバー層に発生した局部摩耗個所を作業現場で、ベルトをコンベヤベルト装置に装着した状態にて補修することを特徴とするコンベヤベルトの補修方法に関する。
(従来の技術)
代表的なコンベヤベルトは、帆布またはスチールコードなどの抗張体を接着ゴム層中に埋設し、その表裏両面に天然ゴム、合成ゴム、熱可塑性ポリウレタン樹脂またはポリ塩化ビニル樹脂などからなる表裏カバー層を貼着、被覆した構成からなり、コンベヤベルトは物品搬送用として広く用いられている。
主として、その耐久性に主眼を置いて製造されるコンベヤベルトにあっても、時間の経過に伴い、物品の移動、衝撃、重量、加熱などの過酷な状況下での使用により、特にベルトの表面カバー層には局部的な摩耗個所が発生し、これがベルトライフを短縮せしめる主要因の一つとなっている。そして、コンベヤベルト全周に亘るその中央部分に摩耗個所が発生した折には、円滑な物品の搬送作業に大きな障害を来たす。
このような障害が発生した折には、その対応策として、新規なコンベヤベルトとの交換、コンベヤベルトの摩耗個所を補修する方策が講ぜられており、この折の補修手段としては、例えば特開昭61−32742号公報に記載のコンベヤベルトの補修手段は、コンベヤベルトの補修個所の前後をキャリアローラより持ち上げる持ち上げローラと、この持ち上げられたコンベヤベルトに対して順次設置されるバフィング装置、ゴム加硫装置、プレス装置およびベルト移動装置など大規模な装置が多段に亘って配置された補修機構が開示されている。
また、その他特開昭63−87404号公報に記載のコンベヤベルトの補修方法は、コンベヤベルトをベルトコンベヤ装置に実装した状態で、コンベヤベルトの摩耗個所への補修材の供給個所のベルト下手側となる位置に加熱加圧手段が配され、流状ゴム材からなるベルト摩耗個所へ供給された補修材への加熱加圧手段による加硫により、コンベヤベルトの摩耗した保護層を再生補修する方法が開示されている。
(発明が解決しようとする課題)
コンベヤベルトの表面カバー層に、物品の搬送に障害となるような大規模な摩耗個所が発生した場合、新規なベルトに取換えることが手っ取り早い対応策のように思われるも、そのためにはコンベヤベルトの切断、巻き取り、運搬、新規ベルトの装置への取付けなど、その手数および製品コストは装置全体との多方面からの比較において決して有利、有効な手段ではない。
一方、コンベヤベルトの補修手段の採用の場合も、先にその補修手段を開示したが、これら補修のためにはかなり大規模な別個装置を必要とし、特に加熱加圧装置が、不可欠な補修手段の一つを形成している折、これら装置の設置スペースの制約、補修作業面での非能率性、安全性、さらに無視できない工費など、依然として解決しなければならない問題点が残されている。
この発明はコンベヤベルトの摩耗個所の補修部材として、常温硬化型ポリウレタン樹脂を使用することにより、比較的大規模な補修を作業現場にて、しかもベルトコンベヤ装置にベルトを装着したままの状態にて簡易に、その補修を可能ならし、従来のコンベヤベルトの補修において残された問題点を多面的に解決することを意図し、補修コストの低減、補修時間の大幅な短縮を達成しうるコンベヤベルトの補修方法を提案することを目的としている。
(課題を解決するための手段)
上記目的を達成するために、この発明に係るコンベヤベルトの補修方法は、コンベヤベルト装置を構成するヘッドプーリとテールプーリ間に巻装されたコンベヤベルトは芯体層の表裏両面に、ゴム状弾性体からなるカバー層を積層した構造からなっている。このベルトの表カバー層の長手方向中央部に集中して発生する摩耗個所を補修するに当り、ベルトの上側搬送経路(A)の一部に設定した補修ゾーンにおけるベルト下面を支承するローラはベルトを平滑化せしめるためにフラットローラ群をもってし、ベルトを循環走行させながら表カバー層の局部摩耗個所の表面処理を実施し、この凹状の摩耗個所に、短時間内に常温硬化するペースト状または粘性体状の補修部材を連続充填し、凹状の摩耗個所に補修ゴム状弾性カバー層を形成することを特徴とする。そして、前記補修ゾーンは搬送経路が開始するプーリの近傍に設定され、補修部材の硬化はベルト搬送経路上にて略完了することが望ましい。
また、摩耗個所への補修部材の充填に先立って、該摩耗個所は水あるいは溶剤による洗浄処理、またはカバー層の一部の削除処理とこれにつづく接着剤塗布処理が実施される。
なお、前記補修部材としては、ポリエーテル系TDIプレポリマーと硬化剤MOCAとの反応化合物、またはポリオール系MDIプレポリマーと硬化剤変性ジオールとの反応化合物からなる主剤はポリウレタン樹脂にて構成されている。
(実施例)
つぎに、この発明に係るコンベヤベルトの補修方法の具体的実施例を図面を用いて説明する。
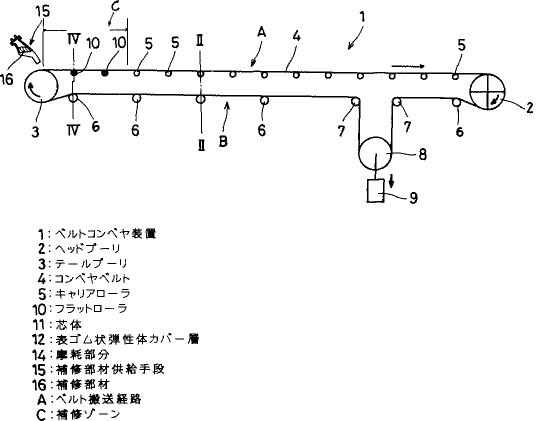
第1図はこの発明に係る補修方法を実施する折のコンベヤベルト装置の正面図で、ベルトコンベヤ装置(1)は、鋭いエッジ部を多面に亘って有する鉄鉱石などのバラ物の搬送に供せられ、大径のヘッドプーリ(2)と、これより小径のテールプーリ(3)との間に無端のコンベヤベルト(4)が掛装されている。矢印方向に走行するコンベヤベルト(4)の上側搬送経路(A)に沿って、コンベヤベルトの下面を支承するキャリアローラ(5)群が、またコンベヤベルト(4)の下側戻り経路(B)に沿ってベルト表面部分を支承するリターンローラ(6)群が所定の間隔をもって配置されている。そしてコンベヤベルトの戻り経路(B)中に、一対のベンドプーリ(7)(7)を配し、両ベンドプーリ(7)(7)間の下方位置に、テイクアッププーリ(8)を配し、このテイクアッププーリ(8)にはウエイト(9)を負荷し、ベルトへの張力付与方向へ付勢されたテイクアッププーリ(8)を介して循環運行するコンベヤベルト(4)に必要な張力を常時付与している。
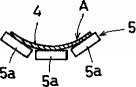
搬送経路(A)上のコンベヤベルトは各キャリアローラ(5)を構成する3本のローラ(5a)群にてトラフ状態にて運行され、一方戻り経路(B)上のコンベヤベルトは長尺の一本もののリターンローラ(6)によりコンベヤベルト(4)は平滑状態にて運行する(第2図)。
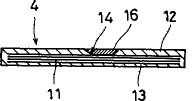
以上は、ごく一般的なコンベヤベルト装置であって、本装置に装架されるコンベヤベルトは第3図にその一例を示すように、天然または合成繊維の帆布の複数枚を重ね合せて接着した帆布芯体(11)またはスチールコードの芯体の両面には、天然または合成ゴムなどの耐摩耗性に優れたゴム材、あるいは熱可塑性ポリウレタン樹脂、塩化ビニル樹脂材からなる表裏カバー層(12)(13)が積層されており、コンベヤベルトのうち搬送面側、すなわち表カバー層(12)は、特に摩耗の度合いが大きいため、その分、表カバー層(13)より肉厚に形成されている。
物品の搬送作業の長時間の経過とともに、被搬送物のトラフ形を呈しての搬送形態とも関連して、コンベヤベルト(4)の長手方向中央部には局部的帯状摩耗部分(14)が発生し、コンベヤベルトの表カバー層(12)の摩耗中央部分の残存厚みが1〜3mmと薄くなった時点で、コンベヤベルト(4)はコンベヤ装置(1)に装架されたままの状態で、この摩耗部分(14)への補修が実施される。
コンベヤベルト装置(1)中、搬送経路(A)が開始するプーリ(3)又は(2)の近傍位置にて、コンベヤベルト搬送経路(A)の一部に設定された補修作業ゾーン(C)の上方には補修部材(16)の供給手段(15)が配置されている。
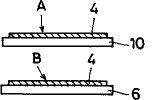
搬送作業時、コンベヤベルト装置(1)のテールプーリ(3)寄りの補修作業ゾーン(C)に設置されていた複数のキャリアローラ(5)はそれぞれフラットローラ(10)をもって予め取替えられる。よって該フラットローラ(10)上を走行する補修作業ゾーン(C)上のコンベヤベルトは、平坦形状を呈し(第4図参照)、その補修作業を便ならしめている。
コンベヤベルト(4)を走行せしめながら、ベルトの帯状摩耗部分(14)は噴射ノズル(図示省略)を用いて水または溶剤にて連続的に洗浄され、洗浄後、該洗浄個所は自然乾燥または公知の手段にて強制乾燥される。また、この洗浄処理にかえて、表カバー層(12)を剥ぎとりあるいはグラインダーなどにてバフ処理を実施し、その後に接着剤を塗布する表面処理手段を用いることもできる。
以上、コンベヤベルトの摩耗部分(14)の洗浄、乾燥処理などの表面処理後、装置上に設置された供給手段(15)より、所定の速度にて走行するコンベヤベルト上に、短時間内に硬化する補修部材(16)が連続して定量供給され、帯状の摩耗個所(14)には均一に補修部材が充填される。この折、コンベヤベルト(4)の表カバー層(12)と補修部材(16)を強固に接着させるために、必要あれば適当な接着剤を塗布併用することもできる。
この折の補修部材(16)としては、主剤のポリエーテル系TDIプレポリマーと硬化剤のMOCAとの反応化合物、または主剤のポリオール系MDI系プレポリマーと硬化剤の変性ジオールとの反応化合物などがあり、これら補修部材は作業の初期段階ではペースト状または粘性体状を呈しており、その粘度は常温23℃で、1000〜50,000センチポイズあり、補修個所の温度、形状の格差により、多少の相違はあるも主剤と硬化剤の混合攪拌後1〜2分で硬化を開始し、比較的短時間の4〜5分で、硬化を完了し、硬化後はベト付きは解消し、ゴム状弾性の残るポリウレタン樹脂系の部材である。
前記ペースト状もしくは粘性体状を呈する補修部材(16)の、より具体的な塗布方法としては、例えば前記ポリウレタン樹脂系の主剤と硬化剤をスプレーガンの中に別個に供給し、ベルトの摩耗部分に噴霧状に塗布するスプレー方式、あるいは主剤と硬化剤を注型可能な容器中で混合攪拌し、ベルトの帯状摩耗部分に注出、充填するパテ状コーティング方式などが採用され、塗布後の補修部材はドクターナイフまたはローラなどでベルト表カバー層(12)との面一状の平滑化作業が実施され、さらに必要に応じて、研磨または切削作業にて、該部のより高度な平滑化作業が実行され、ベルト摩耗部分の補修は完了する。
以上、補修再生したコンベヤベルトと同一サイズの新規に取換えられたコンベヤベルトとの間における具体的各種の数値比較を行った結果、この発明を実施した補修再生コンベヤベルトの有効性が十分立証できた。すなわち、両コンベヤベルトは、ベルト幅1050mm、ベルト周長270m、コンベヤベルト装置の機長130mの装置において、摩耗コンベヤベルトの中央帯状摩耗部分は摩耗幅200mm、深さ約8mmの大きさで、ベルトの全長に亘って、1分間40mのベルト走行速度をもってその補修再生を実行した場合、工費の点で、新規な工事費との比較で約1/3、または工事日数では1/10以下、更に工事に伴う諸装置の稼動停止時間は1/8という明確なる、この発明に係る補修再生ベルトコンベヤ装置の有利、実効性を見出すことができた。
(発明の効果)
この発明は、その硬化時間は非常に短く、かつ常温にて硬化する補修部材を用いての、コンベヤベルトを作業現場にて、その摩耗個所のみを中心とする補修方式であり、かつコンベヤベルト自体をコンベヤベルト装置により取り外すことなく、かつその補修個所をベルトの上側搬送経路が始まるプーリの近傍に求めることにより、補修部材の飛散、落下、流落を防止し、補修作業の容易化、迅速化、さらにベルトの上側搬送経路上にて補修部材の硬化、接合を中心とする補修作業ができるので、ベルトの取替え、ベルトのエンドレス化など大規模な工事の手間を一切排除することができ、工費、工事日数および工事に伴う諸装置の稼動停止時間をも大幅に低減でき、コスト的にも、作業能率面でも、顕著な効果が発揮された。また、この補修に使用される補修部材は常温硬化型の材料を用いることで、加熱加圧装置などが一切不要であるため、安全性は勿論、比較的小スペースにての補修工事を実施することができる。さらにこの補修工事はコンベヤベルトの表カバー層の劣化、摩耗の発生に伴い迅速にその補修工事を簡易に実施しうるので、ベルトの芯体部分の劣化が比較的小さい時点にてベルトの補修ができ、この補修によりコンベヤベルトの延命化は確実なものとなり、コンベヤベルト装置自体の保守に大きく貢献する結果となる。
【図面の簡単な説明】
第1図はこの発明に係るコンベヤベルトの補修方法を実施する折のコンベヤベルト装置の正面図、第2図は第1図R>図のII−II線における拡大切断端面図、第3図コンベヤベルトの横断面図、第4図は第1図のIV−IV線における拡大切断端面図である。
1……ベルトコンベヤ装置
2……ヘッドプーリ
3……テールプーリ
4……コンベヤベルト
5……キャリアローラ
10……フラットローラ
11……芯体
12……表ゴム状弾性体カバー層
14……摩耗部分
15……補修部材供給手段
16……補修部材
A……ベルト搬送経路
C……補修ゾーン
(産業上の利用分野)
この発明は、コンベヤベルトの補修方法に関し、より具体的には、鉱石、コークス、砕石、セメントまたは食品など比較的重量があり大形な物品の搬送に用いられるコンベヤベルトのカバー層に発生した局部摩耗個所を作業現場で、ベルトをコンベヤベルト装置に装着した状態にて補修することを特徴とするコンベヤベルトの補修方法に関する。
(従来の技術)
代表的なコンベヤベルトは、帆布またはスチールコードなどの抗張体を接着ゴム層中に埋設し、その表裏両面に天然ゴム、合成ゴム、熱可塑性ポリウレタン樹脂またはポリ塩化ビニル樹脂などからなる表裏カバー層を貼着、被覆した構成からなり、コンベヤベルトは物品搬送用として広く用いられている。
主として、その耐久性に主眼を置いて製造されるコンベヤベルトにあっても、時間の経過に伴い、物品の移動、衝撃、重量、加熱などの過酷な状況下での使用により、特にベルトの表面カバー層には局部的な摩耗個所が発生し、これがベルトライフを短縮せしめる主要因の一つとなっている。そして、コンベヤベルト全周に亘るその中央部分に摩耗個所が発生した折には、円滑な物品の搬送作業に大きな障害を来たす。
このような障害が発生した折には、その対応策として、新規なコンベヤベルトとの交換、コンベヤベルトの摩耗個所を補修する方策が講ぜられており、この折の補修手段としては、例えば特開昭61−32742号公報に記載のコンベヤベルトの補修手段は、コンベヤベルトの補修個所の前後をキャリアローラより持ち上げる持ち上げローラと、この持ち上げられたコンベヤベルトに対して順次設置されるバフィング装置、ゴム加硫装置、プレス装置およびベルト移動装置など大規模な装置が多段に亘って配置された補修機構が開示されている。
また、その他特開昭63−87404号公報に記載のコンベヤベルトの補修方法は、コンベヤベルトをベルトコンベヤ装置に実装した状態で、コンベヤベルトの摩耗個所への補修材の供給個所のベルト下手側となる位置に加熱加圧手段が配され、流状ゴム材からなるベルト摩耗個所へ供給された補修材への加熱加圧手段による加硫により、コンベヤベルトの摩耗した保護層を再生補修する方法が開示されている。
(発明が解決しようとする課題)
コンベヤベルトの表面カバー層に、物品の搬送に障害となるような大規模な摩耗個所が発生した場合、新規なベルトに取換えることが手っ取り早い対応策のように思われるも、そのためにはコンベヤベルトの切断、巻き取り、運搬、新規ベルトの装置への取付けなど、その手数および製品コストは装置全体との多方面からの比較において決して有利、有効な手段ではない。
一方、コンベヤベルトの補修手段の採用の場合も、先にその補修手段を開示したが、これら補修のためにはかなり大規模な別個装置を必要とし、特に加熱加圧装置が、不可欠な補修手段の一つを形成している折、これら装置の設置スペースの制約、補修作業面での非能率性、安全性、さらに無視できない工費など、依然として解決しなければならない問題点が残されている。
この発明はコンベヤベルトの摩耗個所の補修部材として、常温硬化型ポリウレタン樹脂を使用することにより、比較的大規模な補修を作業現場にて、しかもベルトコンベヤ装置にベルトを装着したままの状態にて簡易に、その補修を可能ならし、従来のコンベヤベルトの補修において残された問題点を多面的に解決することを意図し、補修コストの低減、補修時間の大幅な短縮を達成しうるコンベヤベルトの補修方法を提案することを目的としている。
(課題を解決するための手段)
上記目的を達成するために、この発明に係るコンベヤベルトの補修方法は、コンベヤベルト装置を構成するヘッドプーリとテールプーリ間に巻装されたコンベヤベルトは芯体層の表裏両面に、ゴム状弾性体からなるカバー層を積層した構造からなっている。このベルトの表カバー層の長手方向中央部に集中して発生する摩耗個所を補修するに当り、ベルトの上側搬送経路(A)の一部に設定した補修ゾーンにおけるベルト下面を支承するローラはベルトを平滑化せしめるためにフラットローラ群をもってし、ベルトを循環走行させながら表カバー層の局部摩耗個所の表面処理を実施し、この凹状の摩耗個所に、短時間内に常温硬化するペースト状または粘性体状の補修部材を連続充填し、凹状の摩耗個所に補修ゴム状弾性カバー層を形成することを特徴とする。そして、前記補修ゾーンは搬送経路が開始するプーリの近傍に設定され、補修部材の硬化はベルト搬送経路上にて略完了することが望ましい。
また、摩耗個所への補修部材の充填に先立って、該摩耗個所は水あるいは溶剤による洗浄処理、またはカバー層の一部の削除処理とこれにつづく接着剤塗布処理が実施される。
なお、前記補修部材としては、ポリエーテル系TDIプレポリマーと硬化剤MOCAとの反応化合物、またはポリオール系MDIプレポリマーと硬化剤変性ジオールとの反応化合物からなる主剤はポリウレタン樹脂にて構成されている。
(実施例)
つぎに、この発明に係るコンベヤベルトの補修方法の具体的実施例を図面を用いて説明する。
第1図はこの発明に係る補修方法を実施する折のコンベヤベルト装置の正面図で、ベルトコンベヤ装置(1)は、鋭いエッジ部を多面に亘って有する鉄鉱石などのバラ物の搬送に供せられ、大径のヘッドプーリ(2)と、これより小径のテールプーリ(3)との間に無端のコンベヤベルト(4)が掛装されている。矢印方向に走行するコンベヤベルト(4)の上側搬送経路(A)に沿って、コンベヤベルトの下面を支承するキャリアローラ(5)群が、またコンベヤベルト(4)の下側戻り経路(B)に沿ってベルト表面部分を支承するリターンローラ(6)群が所定の間隔をもって配置されている。そしてコンベヤベルトの戻り経路(B)中に、一対のベンドプーリ(7)(7)を配し、両ベンドプーリ(7)(7)間の下方位置に、テイクアッププーリ(8)を配し、このテイクアッププーリ(8)にはウエイト(9)を負荷し、ベルトへの張力付与方向へ付勢されたテイクアッププーリ(8)を介して循環運行するコンベヤベルト(4)に必要な張力を常時付与している。
搬送経路(A)上のコンベヤベルトは各キャリアローラ(5)を構成する3本のローラ(5a)群にてトラフ状態にて運行され、一方戻り経路(B)上のコンベヤベルトは長尺の一本もののリターンローラ(6)によりコンベヤベルト(4)は平滑状態にて運行する(第2図)。
以上は、ごく一般的なコンベヤベルト装置であって、本装置に装架されるコンベヤベルトは第3図にその一例を示すように、天然または合成繊維の帆布の複数枚を重ね合せて接着した帆布芯体(11)またはスチールコードの芯体の両面には、天然または合成ゴムなどの耐摩耗性に優れたゴム材、あるいは熱可塑性ポリウレタン樹脂、塩化ビニル樹脂材からなる表裏カバー層(12)(13)が積層されており、コンベヤベルトのうち搬送面側、すなわち表カバー層(12)は、特に摩耗の度合いが大きいため、その分、表カバー層(13)より肉厚に形成されている。
物品の搬送作業の長時間の経過とともに、被搬送物のトラフ形を呈しての搬送形態とも関連して、コンベヤベルト(4)の長手方向中央部には局部的帯状摩耗部分(14)が発生し、コンベヤベルトの表カバー層(12)の摩耗中央部分の残存厚みが1〜3mmと薄くなった時点で、コンベヤベルト(4)はコンベヤ装置(1)に装架されたままの状態で、この摩耗部分(14)への補修が実施される。
コンベヤベルト装置(1)中、搬送経路(A)が開始するプーリ(3)又は(2)の近傍位置にて、コンベヤベルト搬送経路(A)の一部に設定された補修作業ゾーン(C)の上方には補修部材(16)の供給手段(15)が配置されている。
搬送作業時、コンベヤベルト装置(1)のテールプーリ(3)寄りの補修作業ゾーン(C)に設置されていた複数のキャリアローラ(5)はそれぞれフラットローラ(10)をもって予め取替えられる。よって該フラットローラ(10)上を走行する補修作業ゾーン(C)上のコンベヤベルトは、平坦形状を呈し(第4図参照)、その補修作業を便ならしめている。
コンベヤベルト(4)を走行せしめながら、ベルトの帯状摩耗部分(14)は噴射ノズル(図示省略)を用いて水または溶剤にて連続的に洗浄され、洗浄後、該洗浄個所は自然乾燥または公知の手段にて強制乾燥される。また、この洗浄処理にかえて、表カバー層(12)を剥ぎとりあるいはグラインダーなどにてバフ処理を実施し、その後に接着剤を塗布する表面処理手段を用いることもできる。
以上、コンベヤベルトの摩耗部分(14)の洗浄、乾燥処理などの表面処理後、装置上に設置された供給手段(15)より、所定の速度にて走行するコンベヤベルト上に、短時間内に硬化する補修部材(16)が連続して定量供給され、帯状の摩耗個所(14)には均一に補修部材が充填される。この折、コンベヤベルト(4)の表カバー層(12)と補修部材(16)を強固に接着させるために、必要あれば適当な接着剤を塗布併用することもできる。
この折の補修部材(16)としては、主剤のポリエーテル系TDIプレポリマーと硬化剤のMOCAとの反応化合物、または主剤のポリオール系MDI系プレポリマーと硬化剤の変性ジオールとの反応化合物などがあり、これら補修部材は作業の初期段階ではペースト状または粘性体状を呈しており、その粘度は常温23℃で、1000〜50,000センチポイズあり、補修個所の温度、形状の格差により、多少の相違はあるも主剤と硬化剤の混合攪拌後1〜2分で硬化を開始し、比較的短時間の4〜5分で、硬化を完了し、硬化後はベト付きは解消し、ゴム状弾性の残るポリウレタン樹脂系の部材である。
前記ペースト状もしくは粘性体状を呈する補修部材(16)の、より具体的な塗布方法としては、例えば前記ポリウレタン樹脂系の主剤と硬化剤をスプレーガンの中に別個に供給し、ベルトの摩耗部分に噴霧状に塗布するスプレー方式、あるいは主剤と硬化剤を注型可能な容器中で混合攪拌し、ベルトの帯状摩耗部分に注出、充填するパテ状コーティング方式などが採用され、塗布後の補修部材はドクターナイフまたはローラなどでベルト表カバー層(12)との面一状の平滑化作業が実施され、さらに必要に応じて、研磨または切削作業にて、該部のより高度な平滑化作業が実行され、ベルト摩耗部分の補修は完了する。
以上、補修再生したコンベヤベルトと同一サイズの新規に取換えられたコンベヤベルトとの間における具体的各種の数値比較を行った結果、この発明を実施した補修再生コンベヤベルトの有効性が十分立証できた。すなわち、両コンベヤベルトは、ベルト幅1050mm、ベルト周長270m、コンベヤベルト装置の機長130mの装置において、摩耗コンベヤベルトの中央帯状摩耗部分は摩耗幅200mm、深さ約8mmの大きさで、ベルトの全長に亘って、1分間40mのベルト走行速度をもってその補修再生を実行した場合、工費の点で、新規な工事費との比較で約1/3、または工事日数では1/10以下、更に工事に伴う諸装置の稼動停止時間は1/8という明確なる、この発明に係る補修再生ベルトコンベヤ装置の有利、実効性を見出すことができた。
(発明の効果)
この発明は、その硬化時間は非常に短く、かつ常温にて硬化する補修部材を用いての、コンベヤベルトを作業現場にて、その摩耗個所のみを中心とする補修方式であり、かつコンベヤベルト自体をコンベヤベルト装置により取り外すことなく、かつその補修個所をベルトの上側搬送経路が始まるプーリの近傍に求めることにより、補修部材の飛散、落下、流落を防止し、補修作業の容易化、迅速化、さらにベルトの上側搬送経路上にて補修部材の硬化、接合を中心とする補修作業ができるので、ベルトの取替え、ベルトのエンドレス化など大規模な工事の手間を一切排除することができ、工費、工事日数および工事に伴う諸装置の稼動停止時間をも大幅に低減でき、コスト的にも、作業能率面でも、顕著な効果が発揮された。また、この補修に使用される補修部材は常温硬化型の材料を用いることで、加熱加圧装置などが一切不要であるため、安全性は勿論、比較的小スペースにての補修工事を実施することができる。さらにこの補修工事はコンベヤベルトの表カバー層の劣化、摩耗の発生に伴い迅速にその補修工事を簡易に実施しうるので、ベルトの芯体部分の劣化が比較的小さい時点にてベルトの補修ができ、この補修によりコンベヤベルトの延命化は確実なものとなり、コンベヤベルト装置自体の保守に大きく貢献する結果となる。
【図面の簡単な説明】
第1図はこの発明に係るコンベヤベルトの補修方法を実施する折のコンベヤベルト装置の正面図、第2図は第1図R>図のII−II線における拡大切断端面図、第3図コンベヤベルトの横断面図、第4図は第1図のIV−IV線における拡大切断端面図である。
1……ベルトコンベヤ装置
2……ヘッドプーリ
3……テールプーリ
4……コンベヤベルト
5……キャリアローラ
10……フラットローラ
11……芯体
12……表ゴム状弾性体カバー層
14……摩耗部分
15……補修部材供給手段
16……補修部材
A……ベルト搬送経路
C……補修ゾーン
【特許請求の範囲】
【請求項1】コンベヤベルト装置に裝架したコンベヤベルトの表カバー層の摩耗個所を補修するにあたり、ベルトの上側搬送経路(A)が始まるプーリの近傍部に設定した補修作業ゾーンにおけるベルト下面に配するキャリアローラをフラットローラに取換えて、ベルトを循環走行させながら表カバー層の局部摩耗部分の表面処理の実施後、凹状の摩耗個所に、短時間内に常温硬化するペースト状または粘性体状のポリウレタン樹脂製補修部材を連続充填してなるコンベヤベルトの補修方法。
【請求項2】補修部材はポリエーテル系TDIプレポリマーと硬化剤MOCAとの反応化合物またはポリオール系MDIプレポリマーと硬化剤変性ジオールとの反応化合物の主材はポリウレタン樹脂にて構成されている請求項1記載のコンベヤベルトの補修方法。
【請求項1】コンベヤベルト装置に裝架したコンベヤベルトの表カバー層の摩耗個所を補修するにあたり、ベルトの上側搬送経路(A)が始まるプーリの近傍部に設定した補修作業ゾーンにおけるベルト下面に配するキャリアローラをフラットローラに取換えて、ベルトを循環走行させながら表カバー層の局部摩耗部分の表面処理の実施後、凹状の摩耗個所に、短時間内に常温硬化するペースト状または粘性体状のポリウレタン樹脂製補修部材を連続充填してなるコンベヤベルトの補修方法。
【請求項2】補修部材はポリエーテル系TDIプレポリマーと硬化剤MOCAとの反応化合物またはポリオール系MDIプレポリマーと硬化剤変性ジオールとの反応化合物の主材はポリウレタン樹脂にて構成されている請求項1記載のコンベヤベルトの補修方法。
【第1図】


【第2図】
【第3図】
【第4図】
【第2図】
【第3図】
【第4図】
【特許番号】第2583798号
【登録日】平成8年(1996)11月21日
【発行日】平成9年(1997)2月19日
【国際特許分類】
【出願番号】特願平1−285904
【出願日】平成1年(1989)10月31日
【公開番号】特開平3−147610
【公開日】平成3年(1991)6月24日
【出願人】(999999999)三ツ星ベルト株式会社
【出願人】(999999999)日本鋼管株式会社
【出願人】(999999999)蒲田工業株式会社
【参考文献】
【文献】特開 昭63−87404(JP,A)
【文献】特開 昭61−32742(JP,A)
【文献】特開 平1−163044(JP,A)
【文献】特開 昭56−50806(JP,A)
【登録日】平成8年(1996)11月21日
【発行日】平成9年(1997)2月19日
【国際特許分類】
【出願日】平成1年(1989)10月31日
【公開番号】特開平3−147610
【公開日】平成3年(1991)6月24日
【出願人】(999999999)三ツ星ベルト株式会社
【出願人】(999999999)日本鋼管株式会社
【出願人】(999999999)蒲田工業株式会社
【参考文献】
【文献】特開 昭63−87404(JP,A)
【文献】特開 昭61−32742(JP,A)
【文献】特開 平1−163044(JP,A)
【文献】特開 昭56−50806(JP,A)
[ Back to top ]