
コンベヤベルトの製造方法
【課題】複数のゴムベルトを積層してコンベヤベルトを製造する製造ラインにおいて作業員の手作業が介入することに伴う製造ラインでのロスタイムをなくせ、被検出体を備えたコンベヤベルトを効率的に製造できるコンベヤベルトの製造方法を提供する。
【解決手段】本発明のベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法は、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面にゴム磁石片13(被検出体)を取り付けてロールしたゴム磁石付きサイドゴムベルトロール21(被検出体付きゴムベルトロール)を予め製造しておき、コンベヤベルトの製造ラインにおいてゴム磁石付きサイドゴムベルトロール21から繰り出したゴム磁石付きサイドゴムベルト20(被検出体付きゴムベルト)と他のゴムベルトとを積層して加硫したことを特徴とする。
【解決手段】本発明のベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法は、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面にゴム磁石片13(被検出体)を取り付けてロールしたゴム磁石付きサイドゴムベルトロール21(被検出体付きゴムベルトロール)を予め製造しておき、コンベヤベルトの製造ラインにおいてゴム磁石付きサイドゴムベルトロール21から繰り出したゴム磁石付きサイドゴムベルト20(被検出体付きゴムベルト)と他のゴムベルトとを積層して加硫したことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法に関する。
【背景技術】
【0002】
コンベヤベルトは、一般に、コンベヤベルトの表面を形成する表ゴムベルト、コンベヤベルトの裏面を形成する裏ゴムベルト、表ゴムベルトと裏ゴムベルトとの間に設けられた補強ゴムベルト、補強ゴムベルトの幅方向の両端部において表ゴムベルトと裏ゴムベルトとの間に設けられたサイドゴムベルトが積層されて形成される(例えば、特許文献1参照)。
また、ベルトモニタリング用の被検出体を備えたコンベヤベルトが知られている(例えば、特許文献2;3参照)。
【特許文献1】特開平9−48511号公報
【特許文献2】実開昭61−193909号公報
【特許文献3】特開平8−244952号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来は、上述した複数のゴムベルトを積層してコンベヤベルトを製造する製造ラインにおいて、作業員が上述したいずれかのゴムベルトの表面にゴム磁石のような被検出体を貼り付けることによって、被検出体を備えたコンベヤベルトを製造していたので、製造ラインにおいて作業員の手作業が介入することに伴う製造ラインでのロスタイムが大きいという課題があった。
本発明は、上記従来の問題点に鑑みてなされたもので、複数のゴムベルトを積層してコンベヤベルトを製造する製造ラインにおいて作業員の手作業が介入することに伴う製造ラインでのロスタイムをなくせ、被検出体を備えたコンベヤベルトを効率的に製造できるコンベヤベルトの製造方法を提供する。
【課題を解決するための手段】
【0004】
本発明のベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法は、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面に被検出体を取り付けてロールした被検出体付きゴムベルトロールを予め製造しておき、コンベヤベルトの製造ラインにおいて被検出体付きゴムベルトロールから繰り出した被検出体付きゴムベルトと他のゴムベルトとを積層して加硫したことを特徴とする。
被検出体付きゴムベルトロールは、コンベヤベルトの表面を形成する表ゴムベルト、コンベヤベルトの裏面を形成する裏ゴムベルト、表ゴムベルトと裏ゴムベルトとの間に設けられた補強ゴムベルト、補強ゴムベルトの幅方向の両端部において表ゴムベルトと裏ゴムベルトとの間に設けられたサイドゴムベルトのうちのいずれか1つ以上のゴムベルトの面に被検出体を取り付けてロールすることにより製造されたことも特徴とする。
被検出体としてゴム磁石を用いたことも特徴とする。
ゴム磁石としてシート状のものを用いたことも特徴とする。
【発明の効果】
【0005】
本発明のコンベヤベルトの製造方法によれば、被検出体付きゴムベルトロールを予め製造しておいて、その後、コンベヤベルトを製造する製造ラインにおいて、被検出体付きゴムベルトロールから繰り出した被検出体付きゴムベルトと他のゴムベルトとを積層して加硫したので、コンベヤベルトを製造する製造ラインにおいて作業員の手作業による被検出体の取付作業をなくせるため、製造ラインでのロスタイムをなくせ、被検出体を備えたコンベヤベルトを効率的に製造できる。また、被検出体付きゴムベルトを被検出体付きゴムベルトロールにしたので、被検出体とゴムベルトとの密着度を向上でき、製造ラインでの被検出体のずれや脱落を少なくでき、コンベヤベルトの製造歩留まりを向上できる。
被検出体を取り付けてロールするゴムベルトを自由に選択でき、例えば、被検出体を検出する検出体の精度や設置位置に応じたコンベヤベルトを製造できる。特に、サイドゴムベルトの面に被検出体を取り付けてロールした被検出体付きサイドゴムベルトロールを用いてパイプコンベヤベルトに用いるコンベヤベルトを製造すれば、パイプコンベヤベルトのツイストや潰れを検出しやすいコンベヤベルトを製造できる。
被検出体としてゴム磁石を用いたので、加硫によってゴム磁石がゴムベルトと一体化され、ゴム磁石のはがれや脱落を防止できるので、コンベヤベルトの製造歩留まりを向上できる。
ゴム磁石としてシート状のものを用いたので、ゴム磁石とゴムベルトとの接触面積を大きくでき、ゴム磁石とゴムベルトとの接着性を向上でき、ゴム磁石のはがれや脱落を防止できるので、コンベヤベルトの製造歩留まりを向上できる。
【発明を実施するための最良の形態】
【0006】
最良の形態1
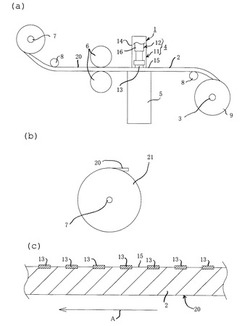
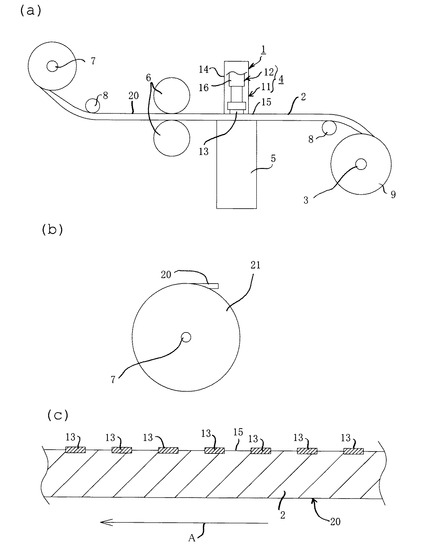
図1乃至図3は最良の形態1を示し、図1(a)はゴム磁石付きサイドゴムベルトロールの製造装置を示し、図1(b)はゴム磁石付きサイドゴムベルトロールを示し、図1(c)はゴム磁石付きサイドゴムベルトの断面を示し、図2はコンベヤベルトの製造装置を示し、図3はコンベヤベルトの断面を示す。
【0007】
最良の形態1では、コンベヤベルトを構成する、コンベヤベルトの表面を形成する表ゴムベルト、コンベヤベルトの裏面を形成する裏ゴムベルト、表ゴムベルトと裏ゴムベルトとの間に設けられた補強ゴムベルト、補強ゴムベルトの幅方向の両端部において表ゴムベルトと裏ゴムベルトとの間に設けられたサイドゴムベルトのうちのいずれかのゴムベルトの表面にゴム磁石を取り付けてロールしたゴム磁石付きゴムベルトロールを製造しておき、このゴム磁石付きゴムベルトロールを用いてコンベヤベルトを製造する。以下、サイドゴムベルトの表面にゴム磁石を取り付けてロールしたゴム磁石付きサイドゴムベルトロールをゴム磁石付きゴムベルトロールとして用いてコンベヤベルトを製造する場合を例にして説明する。
【0008】
図1を参照し、ゴム磁石付きサイドゴムベルトロールの製造装置及び製造方法について説明する。
図1(a)に示すように、ゴム磁石付きサイドゴムベルトロールの製造装置1は、サイドゴムベルト2が巻付けられた巻軸3、ゴム磁石取付装置4、ゴム磁石取付台座5、上下一対の圧着ローラ6、巻取軸7、ガイドローラ8を備える。ゴム磁石取付装置4は、サイドゴムベルト2が巻軸3に巻付けられて形成されたサイドゴムベルトロール9から繰り出されるサイドゴムベルト2の進行方向に向かって圧着ローラ6の前段に設けられる。ゴム磁石取付装置4は、ゴム磁石供給装置11、ゴム磁石押圧装置12を備える。ゴム磁石供給装置11は、例えば図外のゴム磁石シートを細かく裁断して形成された複数のシート状のゴム磁石片13を上下方向に積層して収納した収納塔14と、収納塔14の下端の側部に形成された図外の供給口からゴム磁石片13をゴム磁石取付台座5上に位置されるサイドゴムベルト2の表面15に1個ずつ押し出して供給する図外の押し出し機構とを備える。ゴム磁石押圧装置12は、サイドゴムベルト2の表面15上に押し出されたゴム磁石片13をサイドゴムベルト2の表面15に押し付けるシリンダピストン機構のような押圧機構16、押圧機構16のピストンの上下動を制御する図外の油圧制御機構などを備える。尚、ゴム磁石片13の下面には予め接着剤が塗布されており、接着剤によりゴム磁石片13とサイドゴムベルト2の表面15とが接着される。
【0009】
ゴム磁石付きサイドゴムベルトロールの製造方法は、まず、サイドゴムベルトロール9からサイドゴムベルト2を繰り出して、サイドゴムベルト2の先頭を、ゴム磁石取付装置4、圧着ローラ6を経由して巻取軸7に取り付けることによって、巻取軸7の駆動でサイドゴムベルト2が巻軸3から巻取軸7に巻き取られるようにセットする。その後、所定の巻取り速度で巻取軸7を駆動させるとともに、ゴム磁石取付装置4を駆動する。これにより、ゴム磁石供給装置11が、巻取軸7で巻き取られる方向に進行してゴム磁石取付台座5上を通過するサイドゴムベルト2の表面15にゴム磁石片13を一定時間間隔で1個ずつ供給し、ゴム磁石押圧装置12が、ゴム磁石取付台座5上に位置されるサイドゴムベルト2の表面15に供給されたゴム磁石片13を一定時間間隔でサイドゴムベルト2の表面15に押し付けた後、このゴム磁石付きサイドゴムベルト20が圧着ローラ6を通過するので、巻取軸7で巻き取られるサイドゴムベルト2の表面15に進行方向Aに沿って一定間隔でゴム磁石片13が圧着される(図1(c)参照)。その後、このゴム磁石片13が圧着されたゴム磁石付きサイドゴムベルト20が巻取軸7で巻き取られる。ゴム磁石片13が圧着されたゴム磁石付きサイドゴムベルト20の全てが巻取軸7で巻き取られることによって、サイドゴムベルト2の表面15に被検出体としてのゴム磁石片13を備えたゴム磁石付きサイドゴムベルト20がロールされた磁石付きサイドゴムベルトロール21を得る(図1(b)参照)。
【0010】
次に、図2を参照し、ゴム磁石付きサイドゴムベルトロール21を用いたコンベヤベルトの製造方法を説明する。
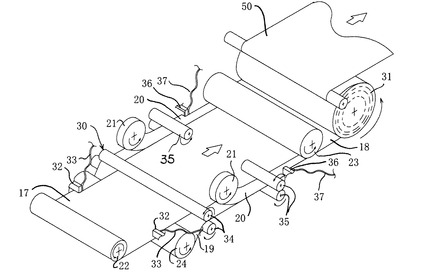
上述したように、ゴム磁石付きサイドゴムベルトロール21を作成するとともに、図外の帆布あるいはスチールコードにゴムをコーテングすることによって成形された補強ゴムベルト17を巻軸に巻付けた補強ゴムベルトロール22、表ゴムベルト18を巻軸に巻付けた表ゴムベルトロール23、裏ゴムベルト19を巻軸に巻付けた裏ゴムベルトロール24を作成する。そして、各ベルトロール21;22;23;24を成形加硫機30に設置する。そして、補強ゴムベルト17が補強ゴムベルトロール22から繰り出されて加硫機31の方向に移送され、カッター等の裁断装置32;32が補強ゴムベルト17の幅方向の両端部33;33を所定幅裁断する。両端部31;31が裁断された補強ゴムベルト17は、該補強ゴムベルト17より幅の広い下部の裏ゴムベルトロール24から供給移送される裏ゴムベルト19と重ね合わされ、上下一対の圧着ロール34;34によって圧着移送される。更に、裏ゴムベルト19の両側部の上方に配置されたゴム磁石付きサイドゴムベルトロール21;21から供給されるゴム磁石付きサイドゴムベルト20;20が、裏ゴムベルト19の幅方向の両端側の上面に載置されると共に補強ゴムベルト17の裁断側部に接触した状態で移送されて一対の押圧ロール35;35で押圧された後、カッター等の側面裁断装置36;36が裏ゴムベルト19とゴム磁石付きサイドゴムベルト20との重ね合わせ端部の不要な部分37;37を裁断する。そして、補強ゴムベルト17の上部に配置された表ゴムベルトロール23から供給移送される表ゴムベルト18が補強ゴムベルト17及びゴム磁石付きサイドゴムベルト20;20の上に重ね合わされた状態で加硫機31により連続加硫されることによって、コンベヤベルト50が製造される。
【0011】
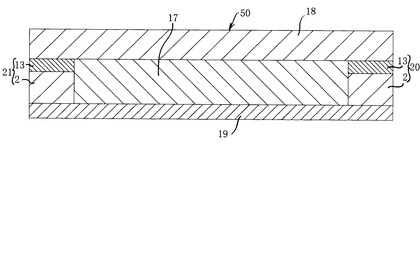
以上のように製造されたコンベヤベルト50は、図3に示すように、表ゴムベルト18、補強ゴムベルト17、ゴム磁石付きサイドゴムベルト20;20、裏ゴムベルト19が上下に積層されて形成され、サイドゴムベルト2;2と表ゴムベルト18との間にゴム磁石片13が埋め込まれた構成となる。
【0012】
最良の形態1によるコンベヤベルトの製造方法によれば、コンベヤベルトを製造する成形加硫機30による製造ラインにおいて作業員の手作業によるゴム磁石片13の取付作業をなくせるため、製造ラインでのロスタイムをなくせ、ゴム磁石片13を備えたコンベヤベルト50を効率的に製造できる。
【0013】
最良の形態1によれば、ゴム磁石付きサイドゴムベルト20をゴム磁石付きサイドゴムベルトロール21にロールしたので、サイドゴムベルト2の表面15とゴム磁石片13との密着度を向上でき、製造ラインでのゴム磁石片13のずれや脱落を少なくでき、コンベヤベルト50の製造歩留まりを向上できる。
【0014】
最良の形態1によれば、被検出体としてゴム磁石を用いたので、加硫によってゴム磁石片13がサイドゴムベルト2や表ゴムベルト18や補強ゴムベルト17と一体化され、ゴム磁石片13のはがれや脱落を防止できるので、コンベヤベルト50の製造歩留まりを向上できる。
【0015】
最良の形態1によれば、ゴム磁石付きサイドゴムベルトロール21を用いたので、特許文献3(特開平8−244952号公報)や特願2005−279287号に開示されたパイプコンベヤとして使用した場合に、パイプコンベヤの周囲に配置されたループコイルなどの検出体でゴム磁石片13を検出することによってパイプコンベヤベルトのツイストや潰れを検出しやすい好適なコンベヤベルト50を提供できる。
【0016】
最良の形態1によれば、表ゴムベルト18、裏ゴムベルト19、補強ゴムベルト17、サイドゴムベルト20のうち、被検出体としてのゴム磁石片13を取り付けてロールするゴムベルトを自由に選択できるので、例えば、被検出体を検出する検出体の精度や設置位置に応じたコンベヤベルト50を製造できる。
【0017】
最良の形態1によれば、ゴム磁石片13としてシート状のものを用いたので、ゴム磁石片13とサイドゴムベルト2の表面15との接触面積を大きくでき、ゴム磁石片13とサイドゴムベルト2との接着性を向上でき、ゴム磁石片13のはがれや脱落を防止できるので、コンベヤベルト50の製造歩留まりを向上できる。
【0018】
最良の形態1によれば、ゴム磁石取付装置4により、サイドゴムベルト2の表面15に進行方向Aに沿って一定間隔でゴム磁石片13が取り付けられた精度の高いゴム磁石付きサイドゴムベルト20を製造できる。
【0019】
最良の形態2
最良の形態1では、ゴム磁石取付装置4を用いてゴムベルトの表面にゴム磁石を取り付けてゴム磁石付きゴムベルトを製造したが、作業員がゴムベルトの表面にゴム磁石を手作業で貼り付けて取り付けることによってゴム磁石付きゴムベルトを製造してもよい。このようにしても、コンベヤベルト50を製造する成形加硫機30による製造ラインにおいて作業員の手作業によるゴム磁石の貼り付け作業をなくせるため、製造ラインでのロスタイムをなくせ、ゴム磁石を備えたコンベヤベルト50を効率的に製造できる。
【0020】
最良の形態3
上記では、ゴムベルトの表面に進行方向Aに沿って一定間隔でゴム磁石片13を取り付けたゴム磁石付きゴムベルトロールを製造したが、ゴムベルトの表面に進行方向Aに沿って連続する帯状のゴム磁石シートを取り付けたゴム磁石付きゴムベルトロールを製造して用いてもよい。
【0021】
最良の形態4
上記では、表ゴムベルト、裏ゴムベルト、補強ゴムベルト、サイドゴムベルトを積層して形成されるコンベヤベルトを製造する場合について説明したが、本発明では、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれかのゴムベルトの面に被検出体を取り付けてロールした被検出体付きゴムベルトロールを予め製造して、この被検出体付きゴムベルトロールから繰り出した被検出体付きゴムベルトと他のゴムベルトとを積層して加硫すればよい。例えば、表ゴムベルト、裏ゴムベルト、補強ゴムとサイドゴムとが一体となった中間ゴムベルトを用いてコンベヤベルトを製造する場合は、表ゴムベルト、裏ゴムベルト、中間ゴムベルトのうちのいずれかのゴムベルトの面に被検出体を取り付けてロールした被検出体付きゴムベルトロールを予め製造すればよい。
【0022】
最良の形態5
複数のゴムベルトにそれぞれ被検出体を取り付けてロールして製造した複数の被検出体付きゴムベルトロールを用いてもよい。
【産業上の利用可能性】
【0023】
本発明によって製造されたコンベヤベルトは、例えば、特許文献3(特開平8−244952号公報)や特願2005−279287号に開示されたパイプコンベヤとして使用される。即ち、パイプコンベヤに設けられた磁石ゴムなどの被検出体をパイプコンベヤの周囲に配置されたループコイルなどの検出体で検出することによりパイプコンベヤのツイストや潰れを検出できるようになる。
本発明によれば、被検出体として例えば特表2001−508743号公報に開示されたトランスポンダーを取付けたコンベヤベルトも製造できる。
【図面の簡単な説明】
【0024】
【図1】(a)はゴム磁石付きサイドゴムベルトロールの製造装置を示す構成図、(b)はゴム磁石付きサイドゴムベルトロールを示す図、(c)はゴム磁石付きサイドゴムベルトの断面図(最良の形態1)。
【図2】コンベヤベルトの製造装置を示す斜視図(最良の形態1)。
【図3】コンベヤベルトの断面図。
【符号の説明】
【0025】
1 製造装置、2 サイドゴムベルト、13 ゴム磁石片(被検出体)、
17 補強ゴムベルト、18 表ゴムベルト、19 裏ゴムベルト、
20 ゴム磁石付きサイドゴムベルト(被検出体付きゴムベルト)、
21 ゴム磁石付きサイドゴムベルトロール(被検出体付きゴムベルトロール)。
【技術分野】
【0001】
本発明は、ベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法に関する。
【背景技術】
【0002】
コンベヤベルトは、一般に、コンベヤベルトの表面を形成する表ゴムベルト、コンベヤベルトの裏面を形成する裏ゴムベルト、表ゴムベルトと裏ゴムベルトとの間に設けられた補強ゴムベルト、補強ゴムベルトの幅方向の両端部において表ゴムベルトと裏ゴムベルトとの間に設けられたサイドゴムベルトが積層されて形成される(例えば、特許文献1参照)。
また、ベルトモニタリング用の被検出体を備えたコンベヤベルトが知られている(例えば、特許文献2;3参照)。
【特許文献1】特開平9−48511号公報
【特許文献2】実開昭61−193909号公報
【特許文献3】特開平8−244952号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来は、上述した複数のゴムベルトを積層してコンベヤベルトを製造する製造ラインにおいて、作業員が上述したいずれかのゴムベルトの表面にゴム磁石のような被検出体を貼り付けることによって、被検出体を備えたコンベヤベルトを製造していたので、製造ラインにおいて作業員の手作業が介入することに伴う製造ラインでのロスタイムが大きいという課題があった。
本発明は、上記従来の問題点に鑑みてなされたもので、複数のゴムベルトを積層してコンベヤベルトを製造する製造ラインにおいて作業員の手作業が介入することに伴う製造ラインでのロスタイムをなくせ、被検出体を備えたコンベヤベルトを効率的に製造できるコンベヤベルトの製造方法を提供する。
【課題を解決するための手段】
【0004】
本発明のベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法は、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面に被検出体を取り付けてロールした被検出体付きゴムベルトロールを予め製造しておき、コンベヤベルトの製造ラインにおいて被検出体付きゴムベルトロールから繰り出した被検出体付きゴムベルトと他のゴムベルトとを積層して加硫したことを特徴とする。
被検出体付きゴムベルトロールは、コンベヤベルトの表面を形成する表ゴムベルト、コンベヤベルトの裏面を形成する裏ゴムベルト、表ゴムベルトと裏ゴムベルトとの間に設けられた補強ゴムベルト、補強ゴムベルトの幅方向の両端部において表ゴムベルトと裏ゴムベルトとの間に設けられたサイドゴムベルトのうちのいずれか1つ以上のゴムベルトの面に被検出体を取り付けてロールすることにより製造されたことも特徴とする。
被検出体としてゴム磁石を用いたことも特徴とする。
ゴム磁石としてシート状のものを用いたことも特徴とする。
【発明の効果】
【0005】
本発明のコンベヤベルトの製造方法によれば、被検出体付きゴムベルトロールを予め製造しておいて、その後、コンベヤベルトを製造する製造ラインにおいて、被検出体付きゴムベルトロールから繰り出した被検出体付きゴムベルトと他のゴムベルトとを積層して加硫したので、コンベヤベルトを製造する製造ラインにおいて作業員の手作業による被検出体の取付作業をなくせるため、製造ラインでのロスタイムをなくせ、被検出体を備えたコンベヤベルトを効率的に製造できる。また、被検出体付きゴムベルトを被検出体付きゴムベルトロールにしたので、被検出体とゴムベルトとの密着度を向上でき、製造ラインでの被検出体のずれや脱落を少なくでき、コンベヤベルトの製造歩留まりを向上できる。
被検出体を取り付けてロールするゴムベルトを自由に選択でき、例えば、被検出体を検出する検出体の精度や設置位置に応じたコンベヤベルトを製造できる。特に、サイドゴムベルトの面に被検出体を取り付けてロールした被検出体付きサイドゴムベルトロールを用いてパイプコンベヤベルトに用いるコンベヤベルトを製造すれば、パイプコンベヤベルトのツイストや潰れを検出しやすいコンベヤベルトを製造できる。
被検出体としてゴム磁石を用いたので、加硫によってゴム磁石がゴムベルトと一体化され、ゴム磁石のはがれや脱落を防止できるので、コンベヤベルトの製造歩留まりを向上できる。
ゴム磁石としてシート状のものを用いたので、ゴム磁石とゴムベルトとの接触面積を大きくでき、ゴム磁石とゴムベルトとの接着性を向上でき、ゴム磁石のはがれや脱落を防止できるので、コンベヤベルトの製造歩留まりを向上できる。
【発明を実施するための最良の形態】
【0006】
最良の形態1
図1乃至図3は最良の形態1を示し、図1(a)はゴム磁石付きサイドゴムベルトロールの製造装置を示し、図1(b)はゴム磁石付きサイドゴムベルトロールを示し、図1(c)はゴム磁石付きサイドゴムベルトの断面を示し、図2はコンベヤベルトの製造装置を示し、図3はコンベヤベルトの断面を示す。
【0007】
最良の形態1では、コンベヤベルトを構成する、コンベヤベルトの表面を形成する表ゴムベルト、コンベヤベルトの裏面を形成する裏ゴムベルト、表ゴムベルトと裏ゴムベルトとの間に設けられた補強ゴムベルト、補強ゴムベルトの幅方向の両端部において表ゴムベルトと裏ゴムベルトとの間に設けられたサイドゴムベルトのうちのいずれかのゴムベルトの表面にゴム磁石を取り付けてロールしたゴム磁石付きゴムベルトロールを製造しておき、このゴム磁石付きゴムベルトロールを用いてコンベヤベルトを製造する。以下、サイドゴムベルトの表面にゴム磁石を取り付けてロールしたゴム磁石付きサイドゴムベルトロールをゴム磁石付きゴムベルトロールとして用いてコンベヤベルトを製造する場合を例にして説明する。
【0008】
図1を参照し、ゴム磁石付きサイドゴムベルトロールの製造装置及び製造方法について説明する。
図1(a)に示すように、ゴム磁石付きサイドゴムベルトロールの製造装置1は、サイドゴムベルト2が巻付けられた巻軸3、ゴム磁石取付装置4、ゴム磁石取付台座5、上下一対の圧着ローラ6、巻取軸7、ガイドローラ8を備える。ゴム磁石取付装置4は、サイドゴムベルト2が巻軸3に巻付けられて形成されたサイドゴムベルトロール9から繰り出されるサイドゴムベルト2の進行方向に向かって圧着ローラ6の前段に設けられる。ゴム磁石取付装置4は、ゴム磁石供給装置11、ゴム磁石押圧装置12を備える。ゴム磁石供給装置11は、例えば図外のゴム磁石シートを細かく裁断して形成された複数のシート状のゴム磁石片13を上下方向に積層して収納した収納塔14と、収納塔14の下端の側部に形成された図外の供給口からゴム磁石片13をゴム磁石取付台座5上に位置されるサイドゴムベルト2の表面15に1個ずつ押し出して供給する図外の押し出し機構とを備える。ゴム磁石押圧装置12は、サイドゴムベルト2の表面15上に押し出されたゴム磁石片13をサイドゴムベルト2の表面15に押し付けるシリンダピストン機構のような押圧機構16、押圧機構16のピストンの上下動を制御する図外の油圧制御機構などを備える。尚、ゴム磁石片13の下面には予め接着剤が塗布されており、接着剤によりゴム磁石片13とサイドゴムベルト2の表面15とが接着される。
【0009】
ゴム磁石付きサイドゴムベルトロールの製造方法は、まず、サイドゴムベルトロール9からサイドゴムベルト2を繰り出して、サイドゴムベルト2の先頭を、ゴム磁石取付装置4、圧着ローラ6を経由して巻取軸7に取り付けることによって、巻取軸7の駆動でサイドゴムベルト2が巻軸3から巻取軸7に巻き取られるようにセットする。その後、所定の巻取り速度で巻取軸7を駆動させるとともに、ゴム磁石取付装置4を駆動する。これにより、ゴム磁石供給装置11が、巻取軸7で巻き取られる方向に進行してゴム磁石取付台座5上を通過するサイドゴムベルト2の表面15にゴム磁石片13を一定時間間隔で1個ずつ供給し、ゴム磁石押圧装置12が、ゴム磁石取付台座5上に位置されるサイドゴムベルト2の表面15に供給されたゴム磁石片13を一定時間間隔でサイドゴムベルト2の表面15に押し付けた後、このゴム磁石付きサイドゴムベルト20が圧着ローラ6を通過するので、巻取軸7で巻き取られるサイドゴムベルト2の表面15に進行方向Aに沿って一定間隔でゴム磁石片13が圧着される(図1(c)参照)。その後、このゴム磁石片13が圧着されたゴム磁石付きサイドゴムベルト20が巻取軸7で巻き取られる。ゴム磁石片13が圧着されたゴム磁石付きサイドゴムベルト20の全てが巻取軸7で巻き取られることによって、サイドゴムベルト2の表面15に被検出体としてのゴム磁石片13を備えたゴム磁石付きサイドゴムベルト20がロールされた磁石付きサイドゴムベルトロール21を得る(図1(b)参照)。
【0010】
次に、図2を参照し、ゴム磁石付きサイドゴムベルトロール21を用いたコンベヤベルトの製造方法を説明する。
上述したように、ゴム磁石付きサイドゴムベルトロール21を作成するとともに、図外の帆布あるいはスチールコードにゴムをコーテングすることによって成形された補強ゴムベルト17を巻軸に巻付けた補強ゴムベルトロール22、表ゴムベルト18を巻軸に巻付けた表ゴムベルトロール23、裏ゴムベルト19を巻軸に巻付けた裏ゴムベルトロール24を作成する。そして、各ベルトロール21;22;23;24を成形加硫機30に設置する。そして、補強ゴムベルト17が補強ゴムベルトロール22から繰り出されて加硫機31の方向に移送され、カッター等の裁断装置32;32が補強ゴムベルト17の幅方向の両端部33;33を所定幅裁断する。両端部31;31が裁断された補強ゴムベルト17は、該補強ゴムベルト17より幅の広い下部の裏ゴムベルトロール24から供給移送される裏ゴムベルト19と重ね合わされ、上下一対の圧着ロール34;34によって圧着移送される。更に、裏ゴムベルト19の両側部の上方に配置されたゴム磁石付きサイドゴムベルトロール21;21から供給されるゴム磁石付きサイドゴムベルト20;20が、裏ゴムベルト19の幅方向の両端側の上面に載置されると共に補強ゴムベルト17の裁断側部に接触した状態で移送されて一対の押圧ロール35;35で押圧された後、カッター等の側面裁断装置36;36が裏ゴムベルト19とゴム磁石付きサイドゴムベルト20との重ね合わせ端部の不要な部分37;37を裁断する。そして、補強ゴムベルト17の上部に配置された表ゴムベルトロール23から供給移送される表ゴムベルト18が補強ゴムベルト17及びゴム磁石付きサイドゴムベルト20;20の上に重ね合わされた状態で加硫機31により連続加硫されることによって、コンベヤベルト50が製造される。
【0011】
以上のように製造されたコンベヤベルト50は、図3に示すように、表ゴムベルト18、補強ゴムベルト17、ゴム磁石付きサイドゴムベルト20;20、裏ゴムベルト19が上下に積層されて形成され、サイドゴムベルト2;2と表ゴムベルト18との間にゴム磁石片13が埋め込まれた構成となる。
【0012】
最良の形態1によるコンベヤベルトの製造方法によれば、コンベヤベルトを製造する成形加硫機30による製造ラインにおいて作業員の手作業によるゴム磁石片13の取付作業をなくせるため、製造ラインでのロスタイムをなくせ、ゴム磁石片13を備えたコンベヤベルト50を効率的に製造できる。
【0013】
最良の形態1によれば、ゴム磁石付きサイドゴムベルト20をゴム磁石付きサイドゴムベルトロール21にロールしたので、サイドゴムベルト2の表面15とゴム磁石片13との密着度を向上でき、製造ラインでのゴム磁石片13のずれや脱落を少なくでき、コンベヤベルト50の製造歩留まりを向上できる。
【0014】
最良の形態1によれば、被検出体としてゴム磁石を用いたので、加硫によってゴム磁石片13がサイドゴムベルト2や表ゴムベルト18や補強ゴムベルト17と一体化され、ゴム磁石片13のはがれや脱落を防止できるので、コンベヤベルト50の製造歩留まりを向上できる。
【0015】
最良の形態1によれば、ゴム磁石付きサイドゴムベルトロール21を用いたので、特許文献3(特開平8−244952号公報)や特願2005−279287号に開示されたパイプコンベヤとして使用した場合に、パイプコンベヤの周囲に配置されたループコイルなどの検出体でゴム磁石片13を検出することによってパイプコンベヤベルトのツイストや潰れを検出しやすい好適なコンベヤベルト50を提供できる。
【0016】
最良の形態1によれば、表ゴムベルト18、裏ゴムベルト19、補強ゴムベルト17、サイドゴムベルト20のうち、被検出体としてのゴム磁石片13を取り付けてロールするゴムベルトを自由に選択できるので、例えば、被検出体を検出する検出体の精度や設置位置に応じたコンベヤベルト50を製造できる。
【0017】
最良の形態1によれば、ゴム磁石片13としてシート状のものを用いたので、ゴム磁石片13とサイドゴムベルト2の表面15との接触面積を大きくでき、ゴム磁石片13とサイドゴムベルト2との接着性を向上でき、ゴム磁石片13のはがれや脱落を防止できるので、コンベヤベルト50の製造歩留まりを向上できる。
【0018】
最良の形態1によれば、ゴム磁石取付装置4により、サイドゴムベルト2の表面15に進行方向Aに沿って一定間隔でゴム磁石片13が取り付けられた精度の高いゴム磁石付きサイドゴムベルト20を製造できる。
【0019】
最良の形態2
最良の形態1では、ゴム磁石取付装置4を用いてゴムベルトの表面にゴム磁石を取り付けてゴム磁石付きゴムベルトを製造したが、作業員がゴムベルトの表面にゴム磁石を手作業で貼り付けて取り付けることによってゴム磁石付きゴムベルトを製造してもよい。このようにしても、コンベヤベルト50を製造する成形加硫機30による製造ラインにおいて作業員の手作業によるゴム磁石の貼り付け作業をなくせるため、製造ラインでのロスタイムをなくせ、ゴム磁石を備えたコンベヤベルト50を効率的に製造できる。
【0020】
最良の形態3
上記では、ゴムベルトの表面に進行方向Aに沿って一定間隔でゴム磁石片13を取り付けたゴム磁石付きゴムベルトロールを製造したが、ゴムベルトの表面に進行方向Aに沿って連続する帯状のゴム磁石シートを取り付けたゴム磁石付きゴムベルトロールを製造して用いてもよい。
【0021】
最良の形態4
上記では、表ゴムベルト、裏ゴムベルト、補強ゴムベルト、サイドゴムベルトを積層して形成されるコンベヤベルトを製造する場合について説明したが、本発明では、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれかのゴムベルトの面に被検出体を取り付けてロールした被検出体付きゴムベルトロールを予め製造して、この被検出体付きゴムベルトロールから繰り出した被検出体付きゴムベルトと他のゴムベルトとを積層して加硫すればよい。例えば、表ゴムベルト、裏ゴムベルト、補強ゴムとサイドゴムとが一体となった中間ゴムベルトを用いてコンベヤベルトを製造する場合は、表ゴムベルト、裏ゴムベルト、中間ゴムベルトのうちのいずれかのゴムベルトの面に被検出体を取り付けてロールした被検出体付きゴムベルトロールを予め製造すればよい。
【0022】
最良の形態5
複数のゴムベルトにそれぞれ被検出体を取り付けてロールして製造した複数の被検出体付きゴムベルトロールを用いてもよい。
【産業上の利用可能性】
【0023】
本発明によって製造されたコンベヤベルトは、例えば、特許文献3(特開平8−244952号公報)や特願2005−279287号に開示されたパイプコンベヤとして使用される。即ち、パイプコンベヤに設けられた磁石ゴムなどの被検出体をパイプコンベヤの周囲に配置されたループコイルなどの検出体で検出することによりパイプコンベヤのツイストや潰れを検出できるようになる。
本発明によれば、被検出体として例えば特表2001−508743号公報に開示されたトランスポンダーを取付けたコンベヤベルトも製造できる。
【図面の簡単な説明】
【0024】
【図1】(a)はゴム磁石付きサイドゴムベルトロールの製造装置を示す構成図、(b)はゴム磁石付きサイドゴムベルトロールを示す図、(c)はゴム磁石付きサイドゴムベルトの断面図(最良の形態1)。
【図2】コンベヤベルトの製造装置を示す斜視図(最良の形態1)。
【図3】コンベヤベルトの断面図。
【符号の説明】
【0025】
1 製造装置、2 サイドゴムベルト、13 ゴム磁石片(被検出体)、
17 補強ゴムベルト、18 表ゴムベルト、19 裏ゴムベルト、
20 ゴム磁石付きサイドゴムベルト(被検出体付きゴムベルト)、
21 ゴム磁石付きサイドゴムベルトロール(被検出体付きゴムベルトロール)。
【特許請求の範囲】
【請求項1】
ベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法において、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面に被検出体を取り付けてロールした被検出体付きゴムベルトロールを予め製造しておき、コンベヤベルトの製造ラインにおいて被検出体付きゴムベルトロールから繰り出した被検出体付きゴムベルトと他のゴムベルトとを積層して加硫したことを特徴とするコンベヤベルトの製造方法。
【請求項2】
被検出体付きゴムベルトロールは、コンベヤベルトの表面を形成する表ゴムベルト、コンベヤベルトの裏面を形成する裏ゴムベルト、表ゴムベルトと裏ゴムベルトとの間に設けられた補強ゴムベルト、補強ゴムベルトの幅方向の両端部において表ゴムベルトと裏ゴムベルトとの間に設けられたサイドゴムベルトのうちのいずれか1つ以上のゴムベルトの面に被検出体を取り付けてロールすることにより製造されたことを特徴とする請求項1に記載のコンベヤベルトの製造方法。
【請求項3】
被検出体としてゴム磁石を用いたことを特徴とする請求項1又は請求項2に記載のコンベヤベルトの製造方法。
【請求項4】
ゴム磁石としてシート状のものを用いたことを特徴とする請求項3に記載のコンベヤベルトの製造方法。
【請求項1】
ベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法において、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面に被検出体を取り付けてロールした被検出体付きゴムベルトロールを予め製造しておき、コンベヤベルトの製造ラインにおいて被検出体付きゴムベルトロールから繰り出した被検出体付きゴムベルトと他のゴムベルトとを積層して加硫したことを特徴とするコンベヤベルトの製造方法。
【請求項2】
被検出体付きゴムベルトロールは、コンベヤベルトの表面を形成する表ゴムベルト、コンベヤベルトの裏面を形成する裏ゴムベルト、表ゴムベルトと裏ゴムベルトとの間に設けられた補強ゴムベルト、補強ゴムベルトの幅方向の両端部において表ゴムベルトと裏ゴムベルトとの間に設けられたサイドゴムベルトのうちのいずれか1つ以上のゴムベルトの面に被検出体を取り付けてロールすることにより製造されたことを特徴とする請求項1に記載のコンベヤベルトの製造方法。
【請求項3】
被検出体としてゴム磁石を用いたことを特徴とする請求項1又は請求項2に記載のコンベヤベルトの製造方法。
【請求項4】
ゴム磁石としてシート状のものを用いたことを特徴とする請求項3に記載のコンベヤベルトの製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−195517(P2008−195517A)
【公開日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願番号】特願2007−34714(P2007−34714)
【出願日】平成19年2月15日(2007.2.15)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願日】平成19年2月15日(2007.2.15)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]