
コンベヤ装置
【課題】コンベヤによって搬送されてくるワークの大きさに影響されることなく、効率的な熱回収を行えるコンベヤ装置を提供する。
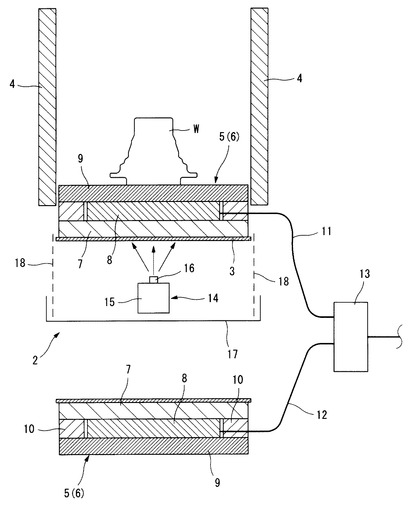
【解決手段】周回移動するエンドレスなスチールベルト3に多数のスラット5を並設したものをワーク搬送用のコンベヤ2とする。スラット5は熱電発電ユニット6を兼ねていて、熱電発電ユニット6は低温側受熱板7と熱電発電モジュール8および高温側受熱板9の三者から構成してある。高温側受熱板9に高温のワークWを載せて搬送するとともに、スチールベルト3は冷却水噴射ユニット14から噴射される冷却水にて強制冷却する。もって熱電発電モジュール8に起電力を生成させる。
【解決手段】周回移動するエンドレスなスチールベルト3に多数のスラット5を並設したものをワーク搬送用のコンベヤ2とする。スラット5は熱電発電ユニット6を兼ねていて、熱電発電ユニット6は低温側受熱板7と熱電発電モジュール8および高温側受熱板9の三者から構成してある。高温側受熱板9に高温のワークWを載せて搬送するとともに、スチールベルト3は冷却水噴射ユニット14から噴射される冷却水にて強制冷却する。もって熱電発電モジュール8に起電力を生成させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、所定の熱量を持ったワークを搬送対象とするコンベヤ装置に関するものである。
【背景技術】
【0002】
鍛造、熱処理あるいは焼結等の加熱雰囲気を伴う工業的分野において、ワークの持つ廃熱を利用した発電装置が試みられており、例えば特許文献1では工業炉での廃熱を利用した発電装置が提案されている。
【0003】
特許文献1の図4には、ワークを搬送するための搬送コンベヤに沿って昇温室と加熱保持室および冷却室のそれぞれを直列に配置した連続炉において、各室の内壁面に水冷ジャケットとともに熱電モジュールを配置したものが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−171776号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
コンベヤによって搬送されるワークの持つ熱量を効率良く回収することを主眼とした場合、熱電モジュールの受熱面をワークに対して可及的に近付けることが望ましい。しかしながら、生産現場で取り扱うワークは必ずしも一様ではなく、そのワークの形状や大きさがロット毎あるいは仕様毎に相違するのが一般的であるから、熱電モジュールの配置にあたっては、想定される最も大きなワークが搬送されてきたとしてもこれに接触しないように設置している。
【0006】
そのため、相対的に小さなワークが搬送されてきたような場合には、ワークと熱電モジュールの受熱面との相対距離が大きくなりすぎて、効率的な熱回収ひいては効率的な熱電変換(熱電発電)を行えないことになり、なおも改善の余地を残している。
【0007】
本発明はこのような課題に着目してなされたものであり、コンベヤによって搬送されてくるワークの大きさに影響されることなく、効率的な熱回収を行えるように考慮されたコンベヤ装置を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明は、所定の熱量を持ったワークを載せて搬送するコンベヤ搬送体に熱電発電ユニットを直接的に具備させたものである。
【発明の効果】
【0009】
本発明によれば、ワークを載せて搬送するコンベヤ搬送体が熱電発電ユニットを具備していることにより、ワークの大小にかかわらず熱電発電ユニットとワークとの相対距離は基本的には変化せず、熱電発電ユニットが直近位置にてワークからの熱を回収することができる。そのため、効率的な熱回収ひいては効率的な熱電発電を行える。
【図面の簡単な説明】
【0010】
【図1】本発明に係るコンベヤ装置を実施するための第1の形態を示す図で、全体の概略説明図。
【図2】図1の要部の拡大説明図。
【図3】図2のさらなる要部の拡大説明図。
【図4】図2のA−A線に沿う拡大断面説明図。
【図5】図3,4における熱電発電ユニット単独での断面説明図。
【図6】図4における熱電発電モジュールとスリップリングとの関係を示す説明図。
【図7】本発明に係るコンベヤ装置を実施するための第2の形態を示す図で、図4と同等部位の断面説明図。
【発明を実施するための形態】
【0011】
図1〜6は本発明に係るコンベヤ装置を実施するためのより具体的な第1の形態を示し、ここでは例えば熱間鍛造後のワークを搬送するためのコンベヤに適用した場合の例を示している。そして、特に図1は全体の概略構造を示し、図2は図1の要部の詳細を、図3は図2のさらなる要部の詳細をそれぞれ示している。また、図4は図2のA−A線に沿う拡大断面図を示している。
【0012】
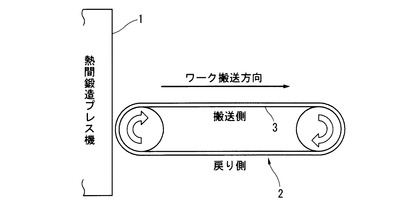
図1に示すように、量産鍛造工程における熱間鍛造プレス機1に隣接して例えばコンティニアスタイプのワーク搬送用のコンベヤ2が配設されている。ここでは、図1,2に示すように、コンベヤ2として実質的にベルトコンベヤとスラットコンベヤを併用したタイプのものが使用されていて、周回移動するコンベヤ搬送体または移動体としてエンドレスなスチールベルト(金属製のベルト)3を用い、その上側を搬送側、下側を戻り側とするスチールベルトコンベヤを母体として構成してある。
【0013】
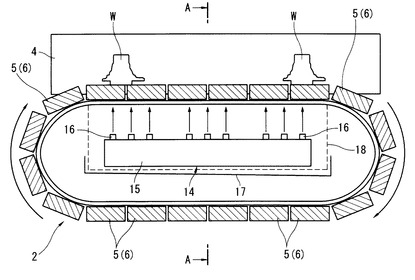
そして、図4に示すように、搬送側におけるスチールベルト3の両サイド部にはワークの高さよりも十分に大きな高さの断熱性のある定位置固定式の側壁部4を立設してあるとともに、スチールベルト3の上にはアタッチメントとして多数の板状のスラット5を直列に並べて配設してある。したがって、熱間鍛造後のワークWは所定のハンドリング手段にて熱間鍛造プレス機1から取り出された上で、コンベヤ2のスラット5の上に移載されて後工程へと搬送されることになる。なお、アタッチメントとしてはスラット5以外にエプロンやパレットを用いても良い。
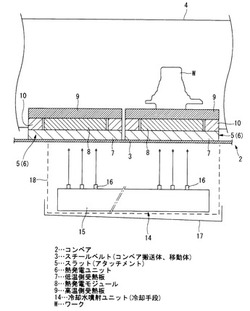
【0014】
上記コンベヤ2のスチールベルト3の上に並設されたスラット5はそれぞれが熱電発電ユニット6を兼ねていて、これにより後述するように熱間鍛造後のワークWをそのものを熱源とする廃熱発電装置を構築してある。
【0015】
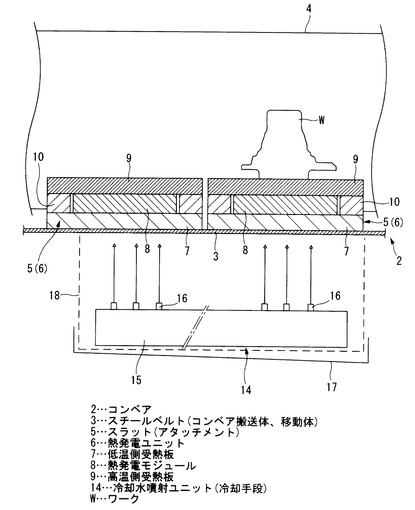
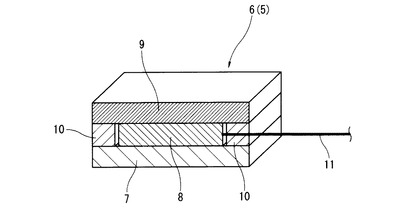
熱電発電ユニット6は図3,4に示すように、スチールベルト3の上に熱伝導性に優れた金属製の低温側受熱板7と熱電発電モジュール8、および同じく熱伝導性に優れた金属製の高温側受熱板9の三者を互いに密着するように積層した上で、図示外のボルト等にて締結結合したもので、図5に示すように熱電発電モジュール8の周囲は断熱材等の低熱伝導材10にて囲繞してある。なお、熱電発電モジュール8は、例えば特開2010−135643号公報、特開2009−272327号公報および特開2010−177625号公報等にて公知の構造のものである。したがって、図3,4から明らかなように、スラット5を兼ねた熱電発電ユニット6のうち熱電発電モジュール8の載荷面側に高温側受熱板9が密着していて、この高温側受熱板9の上にワークWが直接載置されることになる。
【0016】
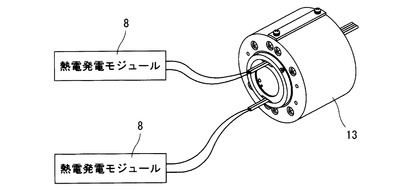
そして、スラット5を兼ねた多数の熱電発電ユニット6はそれらの並設方向において2グループにグループ分けされていて、各グループごとに隣接する熱電発電ユニット6の熱電発電モジュール8,8同士が互いに電気的に接続されているとともに、図4に示すように、各グループのいずれか一つの熱電発電ユニット6の熱電発電モジュール8から引き出された導線11,12が集電装置であるスリップリング13に集約されるかたちで接続された上で、図示外の蓄電池に接続されている。なお、先に述べたように2グループに分けた熱電発電モジュール6と集電装置であるスリップリング13との関係を図6に示す。スリップリング13は相対回転を許容しつつ電気的導通状態を保つもので、導線11,12のよじれやそれに伴うトラブルを未然に防止することができる。
【0017】
また、図2〜4に示すように、コンベヤ2の搬送側と戻り側との間には、搬送側のスチールベルト3に向けて冷却媒体としての冷却水を噴射するための冷却手段として冷却水噴射ユニット14を設けてある。この冷却水噴射ユニット14は、ワーク搬送方向に沿った長尺な冷却水チャンバー15の上に複数の噴射ノズル16を搬送側のスチールベルト3に向けて突設したものであり、コンベヤ2の運転に連動して搬送側のスチールベルト3に向けて冷却水を直接噴射するようになっている。冷却水噴射ユニット14の下側には水受け皿17を設けてあるとともに、少なくとも搬送側となるスチールベルト3の両側には外部への冷却水の飛散を防止するための遮水壁部として機能するスクリーン18を配設してある。なお、冷却媒体としては、水に代えて冷却エアその他の気体を用いることもできる。
【0018】
したがって、このように構成されたコンベヤ装置によれば、熱間鍛造プレス機1が稼働すると、そのプレスサイクル毎に熱間鍛造後の高温のワークWがコンベヤ2に移載されて、所定速度で搬送されることになる。より具体的には、熱間鍛造後のワークWがコンベヤ2の搬送側においてスラット5を兼ねた熱電発電ユニット6の高温側受熱板9の上に直接移載されることになる。熱電発電ユニット6に載せられて搬送されるワークWが持つ熱は高温側受熱板9が伝導及び輻射熱として受熱し、その下側の熱電発電モジュール6の受熱面に伝達される。
【0019】
一方、コンベヤ2の起動に連動して、搬送側となるスチールベルト3には冷却水噴射ユニット14から冷却水が噴射されることから、スチールベルト3およびそれに接触している低温側受熱板7は噴射される冷却水によって強制冷却されることになる。さらに、その低温側受熱板7に接触している熱電発電モジュール8の下面側(反載荷面側)も熱伝導にて冷却されることになる。このように、熱電モジュール8の上下両面間に温度差が発生することでゼーベック効果により起電力が発生することになる。そして、熱電発電モジュール8での起電力をもって生成された電力は図4のスリップリング13を経由した上で図示外の蓄電池に一旦蓄えられ(充電作用)、例えば付帯機器その他の電力として有効利用される。
【0020】
この場合において、鍛造対象となるワークひいてはコンベヤ2での搬送対象となるワークWが変更され、例えばワークWの形状や高さ寸法が変化してそのワークWそのものの持つ熱量が微妙に変化することはあっても、ワークWはスラット5を兼ねた熱電発電ユニット6の上に直接載置されているので、ワークWと熱電発電ユニット6との相対距離はほぼ一定していて、両者の相対位置関係または相対距離はワークWの種別あるいは仕様にかかわらず変化することはない。そのためにワークWの大小にかかわらず、そのワークWが持つ熱量(廃熱)を効率良く受熱・回収して効率の良い発電を行えるようになり、発電効率が向上する。
【0021】
また、コンベヤ2による搬送中のワークWは多かれ少なかれ自然放熱を伴うことになるが、コンベヤ2の両側に側壁部4が立設されているので、その自然放熱を最小限に抑制することができるほか、熱電発電モジュール6は図5に示すように低温側,高温側のそれぞれの受熱板7,9や低熱伝導材10にて密閉されているので、外気による熱損失を抑制することができる。
【0022】
さらに、図2〜4から明らかなように、コンベヤ2の搬送側と戻り側との間に冷却水噴射ユニット14を配置してあるので、コンベヤ2の搬送側と戻り側との間のデッドスペースを有効活用することができ、そのスペース効率が高くなり、設備の占有面積を小さくすることができる。
【0023】
なお、コンベヤ2の搬送側(図1参照)ではスチールベルト3の裏面に水滴が付着することになるのので、スチールベルト3が戻り側(図1参照)に周回するまでにその水滴を払拭・除去することが望ましい。例えば、スチールベルト3の裏面と正対する位置にそのスチールベルト3に接触するブレード状のワイピング手段を付設しておき、スチールベルト3が搬送側から戻り側に周回する前にスチールベルト3に付着している水滴を払拭することが望ましい。
【0024】
ここで、上記実施の形態では、図4に示すように、スチールベルト3上に並設した多数のスラット5を兼ねた熱電発電ユニット6を2グループに分けて、それぞれのグループから引き出した導線11,12をスリップリング13に集約するようにしているが、スラット5を兼ねた全ての熱電発電ユニット6を1グループ化することも可能であり、その場合には図4に示したいずれか一方の導線11または12は必要でなくなる。
【0025】
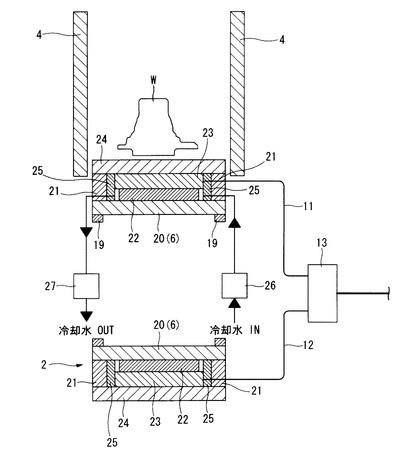
図7は本発明に係るコンベヤ装置を実施するためのより具体的な第2の形態を示し、図4と同等部位の断面図を示している。なお、図4と共通する部分には同一符号を付してある。
【0026】
この第2の実施の形態では、コンベヤ2として、コンベヤ搬送体たる周回移動するエンドレスな移動体、例えば2条のエンドレスなチェーン19,19間にアタッチメントとして多数の板状のスラット20を直接的に掛け渡したスラットコンベヤを用いて構成したものである。そして、それぞれのスラット20は先の実施の形態と同様に実質的に熱電発電ユニット6を兼ねている。
【0027】
より詳しくは、熱電発電ユニット6は、金属製のスラット20を母体として、その上に中間プレート21のほか水冷ジャケット部としての水冷式のヒートシンク22、熱電発電モジュール23および高温側受熱板24を順に積層した上で、それらの各要素を図示外のボルト等にて締結結合したもので、水冷式のヒートシンク22と熱電発電モジュール23とを断熱材25にて保護しつつ高温側受熱板24等にて密閉してある。スラット20を母体とする多数の熱電発電ユニット6は先の第1の実施の形態と同様に2グループ化されていて、それぞれのグループから引き出された導線11,12は集電装置であるスリップリング13に集約されている。なお、アタッチメントとしてはスラット20以外にエプロンやパレットを用いることもできる。
【0028】
また、それぞれの熱電発電ユニット6のおける水冷式のヒートシンク22,22同士はフレキシブルな図示外の配管にて相互に接続されていて、スリップリング13を介した導線11,12の取り合いと同じ形態で、それぞれのヒートシンク22には冷却水が供給されるようになっている。すなわち、いずれか一つのヒートシンク22には、相対回転を許容しつつ冷却水の供給が可能なロータリージョイント26を介して外部から冷却水が供給されるようになっている一方、他の一つのヒートシンク22からは、ロータリージョイント26と反対側から同じくロータリージョイント27を介して冷却水が外部に排出されるようになっている。これによって、それぞれの熱電発電ユニット6におけるヒートシンク23に均等に冷却水を供給することが可能となっている。
【0029】
したがって、この第2の実施の形態では、水冷式のヒートシンク22にて各熱電発電ユニット6の熱電発電モジュール23が冷却される点でのみ先の第1の実施の形態と異なっており、ワークWの持つ熱量を回収して効率良く発電することが可能となる。また、図2〜4に示したような大がかりな冷却水噴射ユニット14や水受け皿17等による排水処理も不要となる。
【0030】
ここで、この第2の実施の形態においても、チェーン19とスラット20との組み合わせからなるコンベヤに代えて、先の第1の実施の形態のものと同様に、スチールベルトコンベヤとスラットコンベヤとを併用したタイプのコンベヤを用いることも可能である。
【符号の説明】
【0031】
2…コンベヤ
3…スチールベルト(コンベヤ搬送体,移動体)
5…スラット(アタッチメント)
6…熱電発電ユニット
7…低温側受熱板
8…熱電発電モジュール
9…高温側受熱板
13…スリップリング
14…冷却水噴射ユニット(冷却手段)
19…チェーン(移動体)
20…スラット(アタッチメント)
22…ヒートシンク(水冷ジャケット部)
23…熱電発電モジュール
24…高温側受熱板
W…ワーク
【技術分野】
【0001】
本発明は、所定の熱量を持ったワークを搬送対象とするコンベヤ装置に関するものである。
【背景技術】
【0002】
鍛造、熱処理あるいは焼結等の加熱雰囲気を伴う工業的分野において、ワークの持つ廃熱を利用した発電装置が試みられており、例えば特許文献1では工業炉での廃熱を利用した発電装置が提案されている。
【0003】
特許文献1の図4には、ワークを搬送するための搬送コンベヤに沿って昇温室と加熱保持室および冷却室のそれぞれを直列に配置した連続炉において、各室の内壁面に水冷ジャケットとともに熱電モジュールを配置したものが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−171776号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
コンベヤによって搬送されるワークの持つ熱量を効率良く回収することを主眼とした場合、熱電モジュールの受熱面をワークに対して可及的に近付けることが望ましい。しかしながら、生産現場で取り扱うワークは必ずしも一様ではなく、そのワークの形状や大きさがロット毎あるいは仕様毎に相違するのが一般的であるから、熱電モジュールの配置にあたっては、想定される最も大きなワークが搬送されてきたとしてもこれに接触しないように設置している。
【0006】
そのため、相対的に小さなワークが搬送されてきたような場合には、ワークと熱電モジュールの受熱面との相対距離が大きくなりすぎて、効率的な熱回収ひいては効率的な熱電変換(熱電発電)を行えないことになり、なおも改善の余地を残している。
【0007】
本発明はこのような課題に着目してなされたものであり、コンベヤによって搬送されてくるワークの大きさに影響されることなく、効率的な熱回収を行えるように考慮されたコンベヤ装置を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明は、所定の熱量を持ったワークを載せて搬送するコンベヤ搬送体に熱電発電ユニットを直接的に具備させたものである。
【発明の効果】
【0009】
本発明によれば、ワークを載せて搬送するコンベヤ搬送体が熱電発電ユニットを具備していることにより、ワークの大小にかかわらず熱電発電ユニットとワークとの相対距離は基本的には変化せず、熱電発電ユニットが直近位置にてワークからの熱を回収することができる。そのため、効率的な熱回収ひいては効率的な熱電発電を行える。
【図面の簡単な説明】
【0010】
【図1】本発明に係るコンベヤ装置を実施するための第1の形態を示す図で、全体の概略説明図。
【図2】図1の要部の拡大説明図。
【図3】図2のさらなる要部の拡大説明図。
【図4】図2のA−A線に沿う拡大断面説明図。
【図5】図3,4における熱電発電ユニット単独での断面説明図。
【図6】図4における熱電発電モジュールとスリップリングとの関係を示す説明図。
【図7】本発明に係るコンベヤ装置を実施するための第2の形態を示す図で、図4と同等部位の断面説明図。
【発明を実施するための形態】
【0011】
図1〜6は本発明に係るコンベヤ装置を実施するためのより具体的な第1の形態を示し、ここでは例えば熱間鍛造後のワークを搬送するためのコンベヤに適用した場合の例を示している。そして、特に図1は全体の概略構造を示し、図2は図1の要部の詳細を、図3は図2のさらなる要部の詳細をそれぞれ示している。また、図4は図2のA−A線に沿う拡大断面図を示している。
【0012】
図1に示すように、量産鍛造工程における熱間鍛造プレス機1に隣接して例えばコンティニアスタイプのワーク搬送用のコンベヤ2が配設されている。ここでは、図1,2に示すように、コンベヤ2として実質的にベルトコンベヤとスラットコンベヤを併用したタイプのものが使用されていて、周回移動するコンベヤ搬送体または移動体としてエンドレスなスチールベルト(金属製のベルト)3を用い、その上側を搬送側、下側を戻り側とするスチールベルトコンベヤを母体として構成してある。
【0013】
そして、図4に示すように、搬送側におけるスチールベルト3の両サイド部にはワークの高さよりも十分に大きな高さの断熱性のある定位置固定式の側壁部4を立設してあるとともに、スチールベルト3の上にはアタッチメントとして多数の板状のスラット5を直列に並べて配設してある。したがって、熱間鍛造後のワークWは所定のハンドリング手段にて熱間鍛造プレス機1から取り出された上で、コンベヤ2のスラット5の上に移載されて後工程へと搬送されることになる。なお、アタッチメントとしてはスラット5以外にエプロンやパレットを用いても良い。
【0014】
上記コンベヤ2のスチールベルト3の上に並設されたスラット5はそれぞれが熱電発電ユニット6を兼ねていて、これにより後述するように熱間鍛造後のワークWをそのものを熱源とする廃熱発電装置を構築してある。
【0015】
熱電発電ユニット6は図3,4に示すように、スチールベルト3の上に熱伝導性に優れた金属製の低温側受熱板7と熱電発電モジュール8、および同じく熱伝導性に優れた金属製の高温側受熱板9の三者を互いに密着するように積層した上で、図示外のボルト等にて締結結合したもので、図5に示すように熱電発電モジュール8の周囲は断熱材等の低熱伝導材10にて囲繞してある。なお、熱電発電モジュール8は、例えば特開2010−135643号公報、特開2009−272327号公報および特開2010−177625号公報等にて公知の構造のものである。したがって、図3,4から明らかなように、スラット5を兼ねた熱電発電ユニット6のうち熱電発電モジュール8の載荷面側に高温側受熱板9が密着していて、この高温側受熱板9の上にワークWが直接載置されることになる。
【0016】
そして、スラット5を兼ねた多数の熱電発電ユニット6はそれらの並設方向において2グループにグループ分けされていて、各グループごとに隣接する熱電発電ユニット6の熱電発電モジュール8,8同士が互いに電気的に接続されているとともに、図4に示すように、各グループのいずれか一つの熱電発電ユニット6の熱電発電モジュール8から引き出された導線11,12が集電装置であるスリップリング13に集約されるかたちで接続された上で、図示外の蓄電池に接続されている。なお、先に述べたように2グループに分けた熱電発電モジュール6と集電装置であるスリップリング13との関係を図6に示す。スリップリング13は相対回転を許容しつつ電気的導通状態を保つもので、導線11,12のよじれやそれに伴うトラブルを未然に防止することができる。
【0017】
また、図2〜4に示すように、コンベヤ2の搬送側と戻り側との間には、搬送側のスチールベルト3に向けて冷却媒体としての冷却水を噴射するための冷却手段として冷却水噴射ユニット14を設けてある。この冷却水噴射ユニット14は、ワーク搬送方向に沿った長尺な冷却水チャンバー15の上に複数の噴射ノズル16を搬送側のスチールベルト3に向けて突設したものであり、コンベヤ2の運転に連動して搬送側のスチールベルト3に向けて冷却水を直接噴射するようになっている。冷却水噴射ユニット14の下側には水受け皿17を設けてあるとともに、少なくとも搬送側となるスチールベルト3の両側には外部への冷却水の飛散を防止するための遮水壁部として機能するスクリーン18を配設してある。なお、冷却媒体としては、水に代えて冷却エアその他の気体を用いることもできる。
【0018】
したがって、このように構成されたコンベヤ装置によれば、熱間鍛造プレス機1が稼働すると、そのプレスサイクル毎に熱間鍛造後の高温のワークWがコンベヤ2に移載されて、所定速度で搬送されることになる。より具体的には、熱間鍛造後のワークWがコンベヤ2の搬送側においてスラット5を兼ねた熱電発電ユニット6の高温側受熱板9の上に直接移載されることになる。熱電発電ユニット6に載せられて搬送されるワークWが持つ熱は高温側受熱板9が伝導及び輻射熱として受熱し、その下側の熱電発電モジュール6の受熱面に伝達される。
【0019】
一方、コンベヤ2の起動に連動して、搬送側となるスチールベルト3には冷却水噴射ユニット14から冷却水が噴射されることから、スチールベルト3およびそれに接触している低温側受熱板7は噴射される冷却水によって強制冷却されることになる。さらに、その低温側受熱板7に接触している熱電発電モジュール8の下面側(反載荷面側)も熱伝導にて冷却されることになる。このように、熱電モジュール8の上下両面間に温度差が発生することでゼーベック効果により起電力が発生することになる。そして、熱電発電モジュール8での起電力をもって生成された電力は図4のスリップリング13を経由した上で図示外の蓄電池に一旦蓄えられ(充電作用)、例えば付帯機器その他の電力として有効利用される。
【0020】
この場合において、鍛造対象となるワークひいてはコンベヤ2での搬送対象となるワークWが変更され、例えばワークWの形状や高さ寸法が変化してそのワークWそのものの持つ熱量が微妙に変化することはあっても、ワークWはスラット5を兼ねた熱電発電ユニット6の上に直接載置されているので、ワークWと熱電発電ユニット6との相対距離はほぼ一定していて、両者の相対位置関係または相対距離はワークWの種別あるいは仕様にかかわらず変化することはない。そのためにワークWの大小にかかわらず、そのワークWが持つ熱量(廃熱)を効率良く受熱・回収して効率の良い発電を行えるようになり、発電効率が向上する。
【0021】
また、コンベヤ2による搬送中のワークWは多かれ少なかれ自然放熱を伴うことになるが、コンベヤ2の両側に側壁部4が立設されているので、その自然放熱を最小限に抑制することができるほか、熱電発電モジュール6は図5に示すように低温側,高温側のそれぞれの受熱板7,9や低熱伝導材10にて密閉されているので、外気による熱損失を抑制することができる。
【0022】
さらに、図2〜4から明らかなように、コンベヤ2の搬送側と戻り側との間に冷却水噴射ユニット14を配置してあるので、コンベヤ2の搬送側と戻り側との間のデッドスペースを有効活用することができ、そのスペース効率が高くなり、設備の占有面積を小さくすることができる。
【0023】
なお、コンベヤ2の搬送側(図1参照)ではスチールベルト3の裏面に水滴が付着することになるのので、スチールベルト3が戻り側(図1参照)に周回するまでにその水滴を払拭・除去することが望ましい。例えば、スチールベルト3の裏面と正対する位置にそのスチールベルト3に接触するブレード状のワイピング手段を付設しておき、スチールベルト3が搬送側から戻り側に周回する前にスチールベルト3に付着している水滴を払拭することが望ましい。
【0024】
ここで、上記実施の形態では、図4に示すように、スチールベルト3上に並設した多数のスラット5を兼ねた熱電発電ユニット6を2グループに分けて、それぞれのグループから引き出した導線11,12をスリップリング13に集約するようにしているが、スラット5を兼ねた全ての熱電発電ユニット6を1グループ化することも可能であり、その場合には図4に示したいずれか一方の導線11または12は必要でなくなる。
【0025】
図7は本発明に係るコンベヤ装置を実施するためのより具体的な第2の形態を示し、図4と同等部位の断面図を示している。なお、図4と共通する部分には同一符号を付してある。
【0026】
この第2の実施の形態では、コンベヤ2として、コンベヤ搬送体たる周回移動するエンドレスな移動体、例えば2条のエンドレスなチェーン19,19間にアタッチメントとして多数の板状のスラット20を直接的に掛け渡したスラットコンベヤを用いて構成したものである。そして、それぞれのスラット20は先の実施の形態と同様に実質的に熱電発電ユニット6を兼ねている。
【0027】
より詳しくは、熱電発電ユニット6は、金属製のスラット20を母体として、その上に中間プレート21のほか水冷ジャケット部としての水冷式のヒートシンク22、熱電発電モジュール23および高温側受熱板24を順に積層した上で、それらの各要素を図示外のボルト等にて締結結合したもので、水冷式のヒートシンク22と熱電発電モジュール23とを断熱材25にて保護しつつ高温側受熱板24等にて密閉してある。スラット20を母体とする多数の熱電発電ユニット6は先の第1の実施の形態と同様に2グループ化されていて、それぞれのグループから引き出された導線11,12は集電装置であるスリップリング13に集約されている。なお、アタッチメントとしてはスラット20以外にエプロンやパレットを用いることもできる。
【0028】
また、それぞれの熱電発電ユニット6のおける水冷式のヒートシンク22,22同士はフレキシブルな図示外の配管にて相互に接続されていて、スリップリング13を介した導線11,12の取り合いと同じ形態で、それぞれのヒートシンク22には冷却水が供給されるようになっている。すなわち、いずれか一つのヒートシンク22には、相対回転を許容しつつ冷却水の供給が可能なロータリージョイント26を介して外部から冷却水が供給されるようになっている一方、他の一つのヒートシンク22からは、ロータリージョイント26と反対側から同じくロータリージョイント27を介して冷却水が外部に排出されるようになっている。これによって、それぞれの熱電発電ユニット6におけるヒートシンク23に均等に冷却水を供給することが可能となっている。
【0029】
したがって、この第2の実施の形態では、水冷式のヒートシンク22にて各熱電発電ユニット6の熱電発電モジュール23が冷却される点でのみ先の第1の実施の形態と異なっており、ワークWの持つ熱量を回収して効率良く発電することが可能となる。また、図2〜4に示したような大がかりな冷却水噴射ユニット14や水受け皿17等による排水処理も不要となる。
【0030】
ここで、この第2の実施の形態においても、チェーン19とスラット20との組み合わせからなるコンベヤに代えて、先の第1の実施の形態のものと同様に、スチールベルトコンベヤとスラットコンベヤとを併用したタイプのコンベヤを用いることも可能である。
【符号の説明】
【0031】
2…コンベヤ
3…スチールベルト(コンベヤ搬送体,移動体)
5…スラット(アタッチメント)
6…熱電発電ユニット
7…低温側受熱板
8…熱電発電モジュール
9…高温側受熱板
13…スリップリング
14…冷却水噴射ユニット(冷却手段)
19…チェーン(移動体)
20…スラット(アタッチメント)
22…ヒートシンク(水冷ジャケット部)
23…熱電発電モジュール
24…高温側受熱板
W…ワーク
【特許請求の範囲】
【請求項1】
熱量を持ったワークを載せて搬送するコンベヤ搬送体に熱電発電ユニットを具備させてあることを特徴とするコンベヤ装置。
【請求項2】
周回移動するエンドレスな移動体に複数の板状のアタッチメントを連結してあり、それぞれのアタッチメントに熱電発電ユニットを具備させてあることを特徴とする請求項1に記載のコンベヤ装置。
【請求項3】
上記各アタッチメントは熱電発電ユニットを兼ねていて、
上記熱電発電ユニットは、主要素とする熱電発電モジュールの載荷面側に高温側受熱板を、反載荷面側に低温側受熱板をそれぞれに設けたものであることを特徴とする請求項2に記載のコンベヤ装置。
【請求項4】
周回移動するエンドレスな移動体がスチールベルトであって、このスチールベルトを強制冷却する冷却手段を備えていることを特徴とする請求項3に記載のコンベヤ装置。
【請求項5】
上記冷却手段は、スチールベルトに対して冷却媒体を直接吹き付けるものであることを特徴とする請求項4に記載のコンベヤ装置。
【請求項6】
上記各アタッチメントは熱電発電ユニットを兼ねていて、
上記熱電発電ユニットは、主要素とする熱電発電モジュールの載荷面側に高温側受熱板を、反載荷面側に冷却手段として水冷ジャケット部を設けたものであることを特徴とする請求項2に記載のコンベヤ装置。
【請求項7】
各熱電発電ユニットからの電力はスリップリングを介して取り出すようになっていることを特徴とする請求項1〜6のいずれか一つに記載のコンベヤ装置。
【請求項1】
熱量を持ったワークを載せて搬送するコンベヤ搬送体に熱電発電ユニットを具備させてあることを特徴とするコンベヤ装置。
【請求項2】
周回移動するエンドレスな移動体に複数の板状のアタッチメントを連結してあり、それぞれのアタッチメントに熱電発電ユニットを具備させてあることを特徴とする請求項1に記載のコンベヤ装置。
【請求項3】
上記各アタッチメントは熱電発電ユニットを兼ねていて、
上記熱電発電ユニットは、主要素とする熱電発電モジュールの載荷面側に高温側受熱板を、反載荷面側に低温側受熱板をそれぞれに設けたものであることを特徴とする請求項2に記載のコンベヤ装置。
【請求項4】
周回移動するエンドレスな移動体がスチールベルトであって、このスチールベルトを強制冷却する冷却手段を備えていることを特徴とする請求項3に記載のコンベヤ装置。
【請求項5】
上記冷却手段は、スチールベルトに対して冷却媒体を直接吹き付けるものであることを特徴とする請求項4に記載のコンベヤ装置。
【請求項6】
上記各アタッチメントは熱電発電ユニットを兼ねていて、
上記熱電発電ユニットは、主要素とする熱電発電モジュールの載荷面側に高温側受熱板を、反載荷面側に冷却手段として水冷ジャケット部を設けたものであることを特徴とする請求項2に記載のコンベヤ装置。
【請求項7】
各熱電発電ユニットからの電力はスリップリングを介して取り出すようになっていることを特徴とする請求項1〜6のいずれか一つに記載のコンベヤ装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−6675(P2013−6675A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−141298(P2011−141298)
【出願日】平成23年6月27日(2011.6.27)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月27日(2011.6.27)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]